
Abstract
The current research aims at investigating the fire reaction and post-fire impact characteristics of flax fibre reinforced composites based on different polymer matrices, such as epoxy resin and polypropylene (PP). The effects of stacking sequences of polymer sheets and flax fabrics within the composites are explored by a cone calorimeter. Heat release and smoke production results indicate that a top surface and number of flame-retardant polymer layers played significant roles in determining the fire reaction properties. Furthermore, post-fire impact properties of flax-epoxy and flax-PP composites depending on burning periods are analysed in this study at the first time. A fully instrumented drop-weight impact testing demonstrates that an increase in heat exposure time led a gradual decrease in impact properties of the composites due to fire-induced damages on fibres and polymers. However, pre-melting and re-consolidation of PP are beneficial to have higher impact energy and force of the flax-PP composite over those of the flax-epoxy counterpart. In addition, the char formation of composites due to intumescent flame retardant enhances the fire reaction properties of composites, whereas there is no significant influence on the post-fire impact characteristics due to highly brittle nature of carbonaceous char.
Introduction
The usage of polymeric composites has rapidly increased in a diverse range of applications including aerospace, marine products, automobiles, civil infrastructure and sporting goods due to their advantages, such as low density, high specific stiffness and strength, good fatigue endurance and thermal insulation. 1 However, a highly flammable nature of these composites and polymers often creates a critical problem, causing severe fire incidents, namely, Grenfell Tower fire in the United Kingdom and New Zealand International Convention Centre fire. 2 Flammability of a polymeric composite depends upon various factors, including the polymer matrix and fibre reinforcement, interfacial adhesion between the constituents, oxygen supply, heat source and heat exposure areas.3–5 Furthermore, fire reaction properties, such as time to ignition, heat release rate, oxygen index and smoke density, can be used to define the fire hazards of the composites. 1 In particular, the heat release rate (HRR) is a key parameter to evaluate fire reaction of materials as it defines the rate at which a material consumes oxygen during combustion. HRR is also related to the sustainability and spread-ability of the fire with smoke production.6,7 In the composite systems, the fibre types and the interfacial bonding between fibre and polymer affect the fire reaction of the composites,3,6,8 but it is a fact that the polymer matrix, as an organic substance and major constituent, plays a dominant role in determining the heat release rate and smoke production of composites.
Thermosetting and thermoplastic polymers are the commonly used polymeric matrices for the composites and their unique molecular structures and components play important roles in determining properties and applications. Thermosetting polymers have extensively been used to manufacture long and continuous fibre reinforced composites as the polymers can be easily impregnated into fibre reinforcements. 9 Furthermore, formation of a three-dimensional molecular structure during the curing process renders the polymers strong and improves the load-bearing capability of the composites. 10 In particular, the cross-linked network structures of the thermosetting polymers, such as epoxy and phenolic resin systems, can be a one of key contributing factors to prevent the polymers from melting under heating, but induce char formation during combustion. On the contrary, thermoplastic polymers, especially polyolefins including polyethylene or polypropylene (PP), have mostly been applied in unreinforced materials as well as short fibre-reinforced composites. Their specific microstructures consisting of an amorphous and a crystal phase contribute to a high degree of chemical resistance, good damage tolerance and impact resistance.9,11 Moreover, most of the thermoplastic polymers have linear molecular structures; thus, they can melt above melting points and re-solidify under cooling. In spite of the aforementioned advantages, serious heat and smoke production with high ignitability have restricted practical applications of both polymer systems, especially in transportation and construction areas where stringent fire safety regulatory standards exist. 12 Therefore, the need to meet the desirable fire performance has led to intensive investigations into developing suitable flame retardants for the composites.
With the gradual abolition of halogenated flame retardants (FRs) for environmental reasons a wide range of halogen-free FRs, such as metal hydroxide, phosphorus compounds and intumescent flame retardant (IFR), have been increasingly employed in recent times to reduce polymers’ flammability. 13 In particular, phosphorus-containing compounds have demonstrated high flame retardancy efficiency and low toxicity for both thermosetting and thermoplastic polymers.14–16 The FR mostly reacts as an acid source in the condensed phase to release phosphoric acids and promote dehydration and carbonisation. Additionally, a combination of the phosphorus and nitrogen has exhibited an effective char formation to reduce burning characteristics of polymeric composites. Many research activities have selected ammonium polyphosphate (APP) as an intumescent flame retardant (IFR) to look into its role in improving the flame retardancy of both synthetic and natural fibre reinforced polymeric composites.16–18
Fire structural performance, measured as the capacity of a material to retain load-bearing properties when exposed to fire, is a critical property in determining its uses in transportation and infrastructural applications. 19 Post-fire mechanical properties of composites can also indicate the residual mechanical integrity and safety of the structures after fire exposure. 20 Thermal decomposition or combustion of the organic resin matrix directly causes loss in strength and stiffness of composites. Reduction of load-bearing capability at around glass transition and melting temperatures of thermosetting and thermoplastic polymers, respectively, can cause the composite structures to distort and collapse before ignition and combustion. 21 Most researchers have used synthetic fibres, such as glass and carbon, to investigate and enhance the post-fire structural behaviour of composites. The effects of heat flux and heat duration times on the fire structural performance, which is mostly related to the tensile, flexural and compressive properties were reported in various papers.20–25 On the other hand, very few researchers have investigated the post-fire mechanical properties of natural fibre reinforced composites. Rajaei et al. investigated the effects of heat-induced damages on impact properties of a flax fibre epoxy composite and compared its performance with one of glass fibre counterpart; 26 however, they did not investigate any thermoplastic composites. According to the research, 26 an increase in temperature reduced impact property due to thermal decomposition of flax fibres and epoxy resin. Moreover, the composite laminate got perforated after heat exposure at 300°C. In contrast, the glass fibre composite experienced a dent with rebounding of the impactor. The research also did not look into the influence of char formation on the impact resistance of natural fibre composites.
The overarching aim of this current study is to investigate interactions between IFR and different polymer types, such as thermosetting and thermoplastic matrices, the char formation and fire reactions of flax fibre reinforced composites. Furthermore, the research has looked into the 3-point bending and low-velocity impact behaviour of the composites after heat exposure. Different heating time frames, as one of critical fire conditions, have determined the degree of damages with fire residue on composites surfaces and influenced the post-fire flexural properties and impact energy and force values. The outcome of this work will indicate fundamental insights into the roles of polymer matrix and IFR in determining flammability and post-fire mechanical properties of the natural fibre reinforced composites.
Experimental details
Materials
A linen flax fabric and polypropylene (PP) were selected as a fibre reinforcement and polymer matrix, respectively. EcoTechnilin (France) supplied the fabric having a 2 × 2 twill weave and an areal density of 145 g/m2. Both PP granules and sheet were provided by LyondellBasell, New Zealand (Moplen HP 555G, Melt flow rate index: 1.3 g/10 min). In addition, diglycidyl ether of bisphenol A (DGEBA) epoxy resin (105 West System epoxy, New Zealand) and polyamine curing agent (206 slow hardener) procured from Adhesive Technologies Ltd. (New Zealand), were used. Furthermore, Budit 3167 and FR CROS 40 (Budemheim, Germany) were selected as melamine coated ammonium polyphosphate (APP) for PP and epoxy resin, respectively.
Manufacturing
Extrusion process to prepare flame-retardant polypropylene sheet
PP granules and APP particles were mixed at 11 Hz for 5 min via a Plasmec® high-speed mixer at room temperature. The physical mixture was then melt-blended by a twin-screw extruder (LTE 26–40, Lab Tech Engineering Company Ltd., Thailand) at average barrel temperature of 190°C and screw speed of 170 rpm. The chopped pellets of PP-APP were extruded at an average temperature of 180°C into thin sheets of 300 mm width and 1.0 mm thickness using a pair of calendering rolls, Figure S-1(a). The ratio of screw speed to a feeder speed of an extruder (Model TC 35, Milacron) was around 3 and a torque was around 3. Moreover, the weight percentage of APP in the flame-retardant polypropylene (FR-PP) sheet was 20%.
Compression moulding to fabricate flax-PP composites
Flax-PP composite laminates were prepared using a heat press with a 100 tonnes capacity. The die for the compression moulding had a matched male female square cavity with each side of 400 mm and depth of 3 mm. Flax fabrics after drying for 10 h at 80°C and PP and FR-PP sheets were cut into a nominal length and width each of equal to 400 mm. They were placed in a symmetric manner with a Teflon paper at top and bottom to ease the ejection of laminates. The die was heated to a temperature of 185°C. Fabrics and polymer sheets were left inside the die without pressure for 5 min to allow the melting of polymer sheets. The pressure was increased gradually to 230 kN and the dies were cooled down to room temperature with the maximum pressure. The temperature and applied pressure profiles are shown in Figure S-1(b). In the compression moulding process, a stacking sequence of the fibre reinforcement and polymer matrix layers can vary since we can control the lay-up of the sheets. In the current work, three stacking sequences were prepared to explore their effects on fire reaction properties of the flax-PP composite laminates (Figure 1). The composite laminates had approximately 30% volume fraction of flax fibres, Table 1.
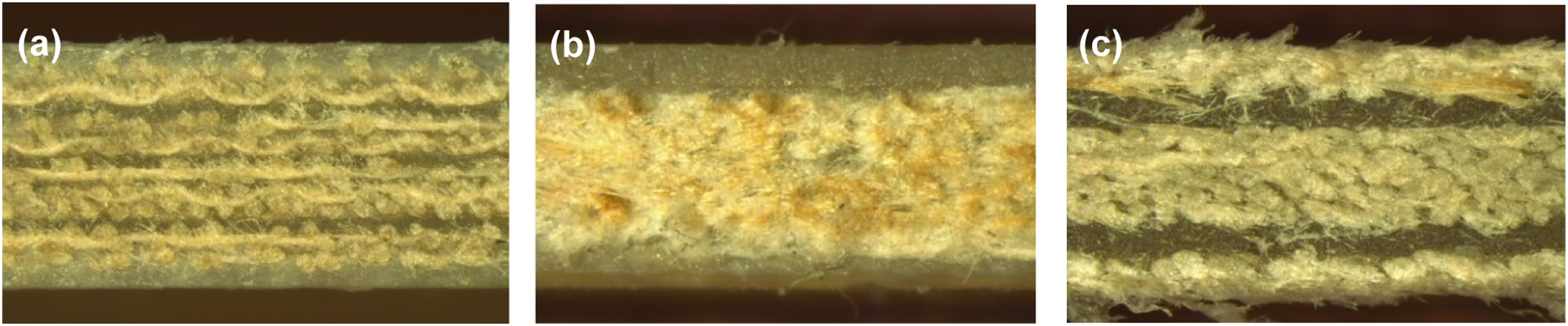
• Stacking sequence 1: Layers of PP-APP (0.35 mm thickness each layer) and flax fabrics were stacked each other in a symmetrical manner. • Stacking sequence 2: A PP-APP layer (1 mm thickness) was placed at a top and bottom layer to represent a sandwich structure. • Stacking sequence 3: PP-APP layers were stacked after two layers of flax fabric from top and bottom layers to expose the flax fabric to heat first. Figure S-2 indicates detailed information with schematic diagrams of the stacking sequences before the press. (a) stacking sequence 1, (b) stacking sequence 2 and (c) stacking sequence 3. Composites compositions and stacking sequences. aWeight percentage with respect to the polymer weight.
Hand lay-up to fabricate flax-epoxy composites
A hand lay-up technique was used to manufacture flax-epoxy composites. After drying flax fabrics at 80°C for 10 h, a mixture of epoxy resin and hardener (weight ratio of 5.36:1) was impregnated into the fabrics to fabricate the laminates consisting of eight flax layers. The pressure of 180 kN was applied for curing the composite at room temperature after the impregnation. For preparing flame-retardant flax-epoxy composites, epoxy resin and APP particles (FR CROS 40) were mixed using a blender with the weight ratio of 3.37 to 1. Volume fraction of the flax fabric for both composites was c.a. 34.5%, Table 1.
Fire and mechanical testing
Cone calorimeter
Rectangular specimens of 100 mm × 100 mm with a thickness of 3 mm were prepared for the cone calorimetry testing, following the standard ASTM E1354. The samples were exposed to heat flux of 50 kW/m2 under a horizontal orientation. At least three samples of each set were evaluated to present average results of the fire reaction properties including heat release and smoke production rates. HRR is the thermal energy produced per unit area of the material when exposed to heat flux. Bottom and sides of the specimen were covered with a single layer of aluminium foil to hinder escape of heat and gases from sides and residue drips from a bottom surface. The distance between the top surface of the specimen and cone heater was 25 mm.
Low-velocity drop-weight impact testing
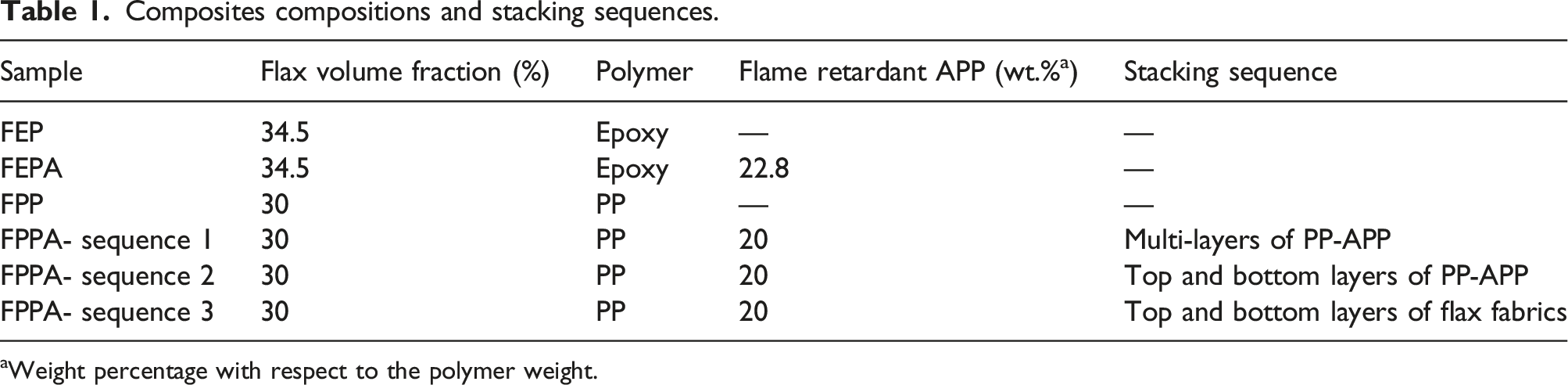
Impact responses of the composite laminates were evaluated based on ASTM D7136 using a fully instrumented drop weight impact tester (Model IM 10T-201TS, Imatek, UK), Figure 2a. A hemispherical impactor with a diameter of 16 mm was selected to measure impact energy and force with respect to time and displacement, respectively. Total impact mass including an impactor nose, force transducer and crosshead was 9.7 kg and a potential energy for the testing was 20.1 J. The samples (150 mm × 100 mm × 3 mm) were exposed to heat irradiance to induce fire damages on their surfaces, Figure 2b. The cone heater set-up was used to apply heat flux of 50 kW/m2, which was same for the cone calorimeter testing. The fire exposure periods were the ignition time, 30 s, 60 s, 90 s and 120 s. In particular, the longest time period (2 min) was selected according to the FAR aviation standard to determine total heat release of aircraft interior panels (Code of Federal Regulation 25.853, Appendix F). (a) Impact testing area and (b) top surface of flax-epoxy-APP composite under 50 kW/m2 heat exposure for 120 s.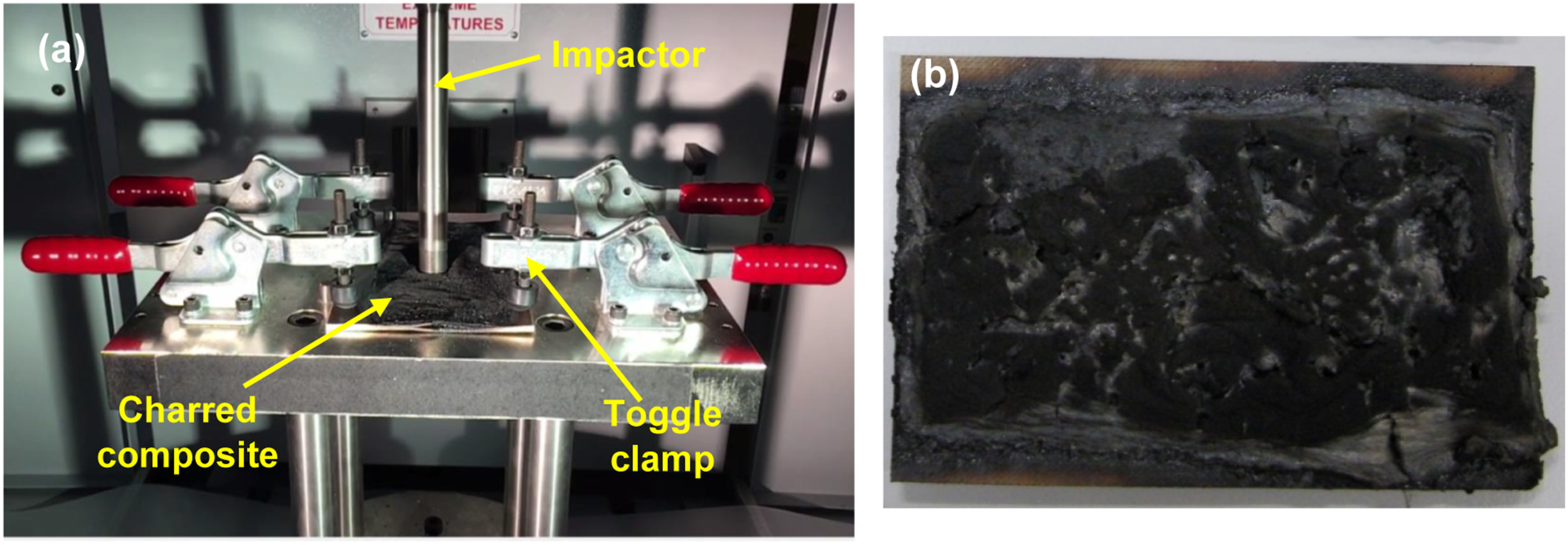
Results and discussion
Fire reaction properties
Effects of stacking sequences on fire reaction properties
HRR curves with respect to time are demonstrated in Figure 3a. The flax-PP-APP (FPPA) composite with the sequence 3 shows the highest peak heat release rate (PHRR), whereas the composite having the sequence 1 that consists of 6 layers of PP-APP shows the PHRR of 308.9 kW/m2. This value was less than those of composites with sequence 2 and sequence 3. The maximum average rate of heat emission also presents a similar trend with the HRR results, Figure 3b. Moreover, the total heat release (THR) values for the sequence 1 (80.4 MJ/m2) and sequence 2 (81.7 MJ/m2) samples are found to be similar, but the sequence 3 sample (104.7 MJ/m2) shows the highest THR among the composites, Table 2 and Figure 3b. In addition, the sequence 3 sample burns more and produces less fire residue than those of other sequence counterparts; hence, the composite having flax fabrics at top and bottom produces more effective heat of combustion (EHC), Table 2. The result indicates that the stacking sequence of polymer matrix layers plays a significant role in determining the heat release of composites. A PP-APP layer on the top of composites contributes to initial char formation and postpones the flame spread over the surface. More FR layers through the composite with the sequence 1 enhanced distribution of FRs and built-up intumescent char to improve the fire reaction properties. (a) Heat release rates, (b) total heat release and MARHE, (c) smoke production rates and (d) CO production rates of composites having different stacking sequences (1: Multi-layers of PP-APP, 2: Top and bottom layers of PP-APP, 3: Top and bottom layers of flax fabrics). Cone calorimeter results of composite laminates with different sequences.

The stacking sequence of polymer matrix not only affects the PHRR and THR but also the time to reach PHRR. Table 2 demonstrates that the sequence 2 sample took longer time to reach PHRR compared to those of other two samples. It can be ascribed to the thicker PP-APP layer on the top surface, Figure 1b, that can cause longer reaction time to form char. Phosphoric acids from APP can react with hydroxyl groups of flax fabrics and another PP-APP layer to produce stronger char;18,27 hence, no additional PHRR after the first peak is detected in all the composites, Figure 3a.
The smoke production rates of the laminates show that the sequence 2 sample produces smoke faster than other two composites, Figure 3c. As CO is a critical toxic gas element in smoke, CO production rates (COP) and mean CO yields (COY) of the composite laminates are also illustrated in Figure 3d and Table 2. COP and COY are highest in case of sequence 2 since the presence of more APP on its top than sequence 1 and sequence 3 composites led to formation of more char in the beginning of combustion. The char cuts off the oxygen supply and interferes with reaction of pyrolysis gases with oxygen. Thus, the incomplete combustion of the composites produces more carbon monoxide (CO) than carbon dioxide (CO2).28,29 Furthermore, Figure 3d shows the second rise of the CO production at around 400–500 s after the flame-out, which cannot be observed in HRR curves. This behaviour is most likely due to afterglow, which is a surface oxidation of carbonaceous char; therefore, more CO is produced at the end of test. 30
Effects of a polymer matrix type on fire reaction properties
Cone calorimeter results of FEP, FEPA, FPP and FPPA composites.
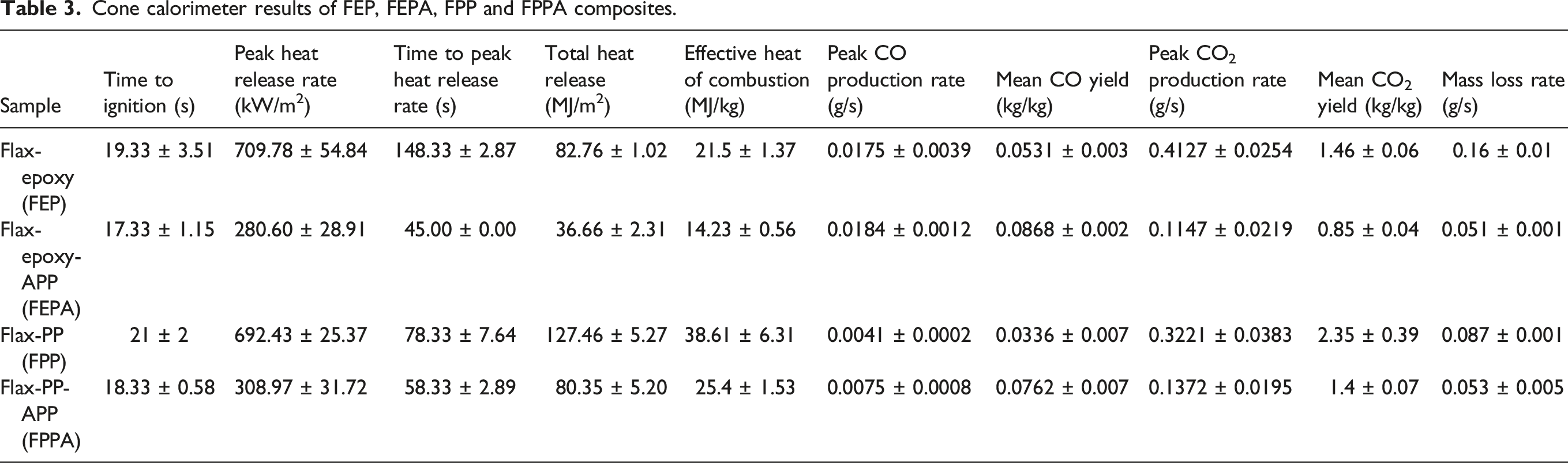
The significant effects of the intumescent FR on fire reaction properties regarding heat and smoke of the composites are demonstrated in Figure 4 and Table 3. APP brings down PHRRs of FEP and FPP about 60.5% and 55.4%, respectively. Furthermore, THR of FEPA and FPPA shows 55.7% and 37% reduction compared to those of FEP and FPP, respectively, Table 3. The char formation of the composites due to APP is the major flame-retardant mechanism to reduce both PHRR and THR. In the condensed phase flame-retardant mechanism, acidic substances including phosphoric acid are released from APP during the pyrolysis process to promote the dehydration and carbonisation of the polymer matrices, thereby forming a compact char.12,31 The lower PHRR of FEPA than one of FPPA can indicate that cross-linking reaction of epoxy resin under heating facilitates the formation of composite’s char.
12
The more compact carbonaceous char layer can act as a protective barrier to isolate the underlying composite from the direct impact of flame and oxygen, and can impede the release of volatile products; hence, PHRR and THR of the composites, which were measured by the oxygen consumption principle during the cone calorimeter testing, are suppressed by incorporating APP. (a) HRR, (b) RSR, (c) CO production rate and (d) CO2 production rate of composites.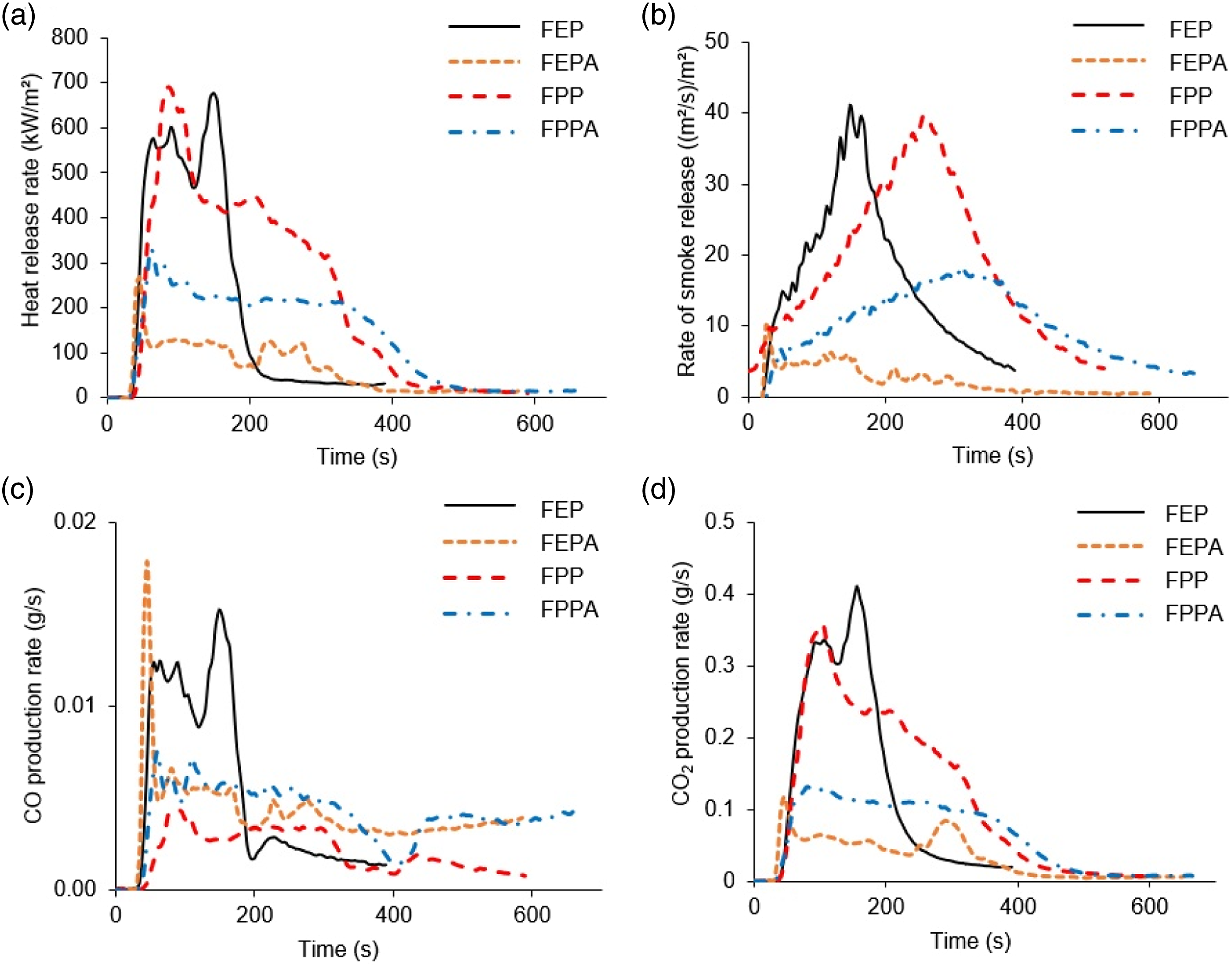
The smoke production of composites is also an important fire performance factor. Smoke is a collection of airborne solid and liquid particles emitted when a material undergoes combustion and inhalation of smoke is the primary reason for indoor fire-related fatalities. 32 Figure 4b illustrates that the addition of APP diminishes rate of smoke release (RSR) for FEP composite from 42.50 (m2/s)/m2 to 1.59 (m2/s)/m2 (i.e. by 73% reduction) while for FPP composite from 41.32 (m2/s)/m2 to 20.88 (m2/s)/m2 (i.e., by 50% reduction). Both FEP and FPP composites without APP show a similar peak point of RSR, whereas APP works more effectively with flax and epoxy resin to reduce the smoke release rate. Carbon monoxide (CO) as a toxic gas is also significant in fire risk evaluation of materials. Figure 4c and Table 3 demonstrate that incorporation of APP into the composites increase both CO production rate and CO yield. Moreover, the epoxy resin-based composites have higher CO yield and release rate compared to those of PP based composites. In particular, the effect of APP on CO production is more dominant in FPPA case. Even though the values are still lower than those of FEP, an increase in CO production rate can be observed in Figure 4c. The increase in CO with the addition of APP is largely due to the formation of char which limits the supply of oxygen to the combustible material and leads the incomplete combustion. On the other hand, CO2 production rates of the composites show an opposite trend to the CO production rate trend, Figure 4d. The char formation restricts oxidation during the burning process; hence, both the peak CO2 production rate and mean CO2 yield of the composites are reduced by adding APP, Table 3. In addition, the slower burning rate causes the decrease in mass loss rate. Therefore, the CO2 production rate curves of the composites demonstrate a similar trend with the PHRR, THR and EHC results. Especially, the times to peak points between HRR and CO2 production rate reasonably match each other.
Impact properties
Impact energy
A kinetic energy of an impactor is directly related to the impact energy, which can be divided into absorbed and rebound energies after an impact event.
33
The absorbed energy can be defined as the amount of energy absorbed by the sample.
26
Moreover, returning the impactor to an original position creates the rebound energy. Figure 5 demonstrates the impact energy-time curves of the composites after different heat exposure times. All the composites do not show any rebound energies but switch their curves from non-linear response to linear one after the absorbed energy reaches the maximum point. The consistent responses can be attributed to the perforation of an impactor head through the targeted laminates, Figures 6 and 7.
34
The composites without heating show the highest energy absorption but the heat exposure for 120 s leads to the lowest absorbed energy. On the other hand, the heat exposure till time to ignition does not influence much on the impact energy of all the composites apart from FEP. It can be noted that a spark igniter facilitates the ignition of composites even though the samples were not fully decomposed to produce enough concentration of volatiles for the sustained combustion. Therefore, the surface damages, as shown in Figures 6e and 7b and 7e, are not as severe as those of other composites, which were subjected to longer heating periods. In the case of FEP, rapid decomposition of the epoxy resin can cause the earlier surface delamination of the composites, Figure 6b; hence, the impact energy (18.2 J) is lower than one (22 J) of the unexposed laminate.
23
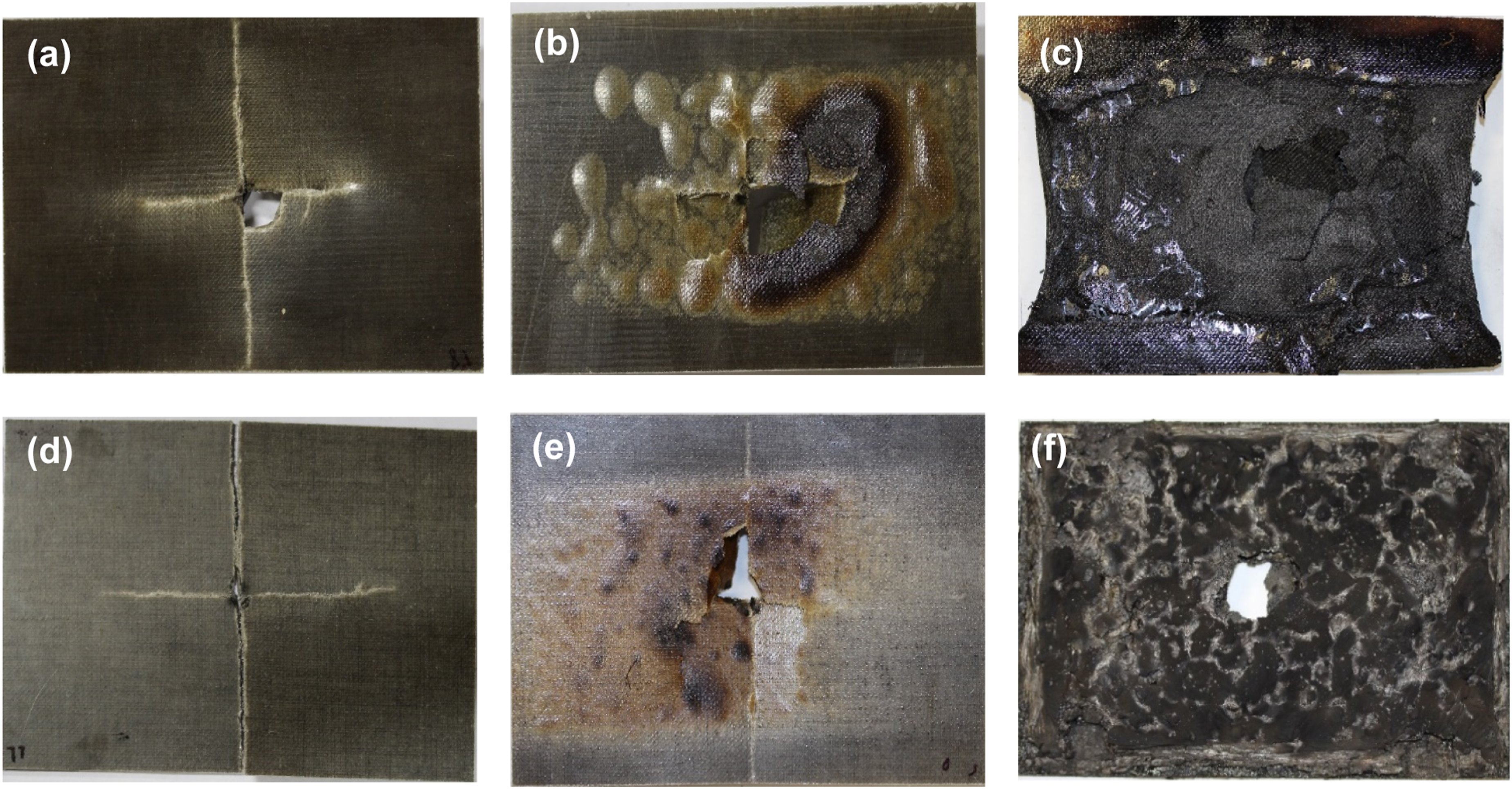
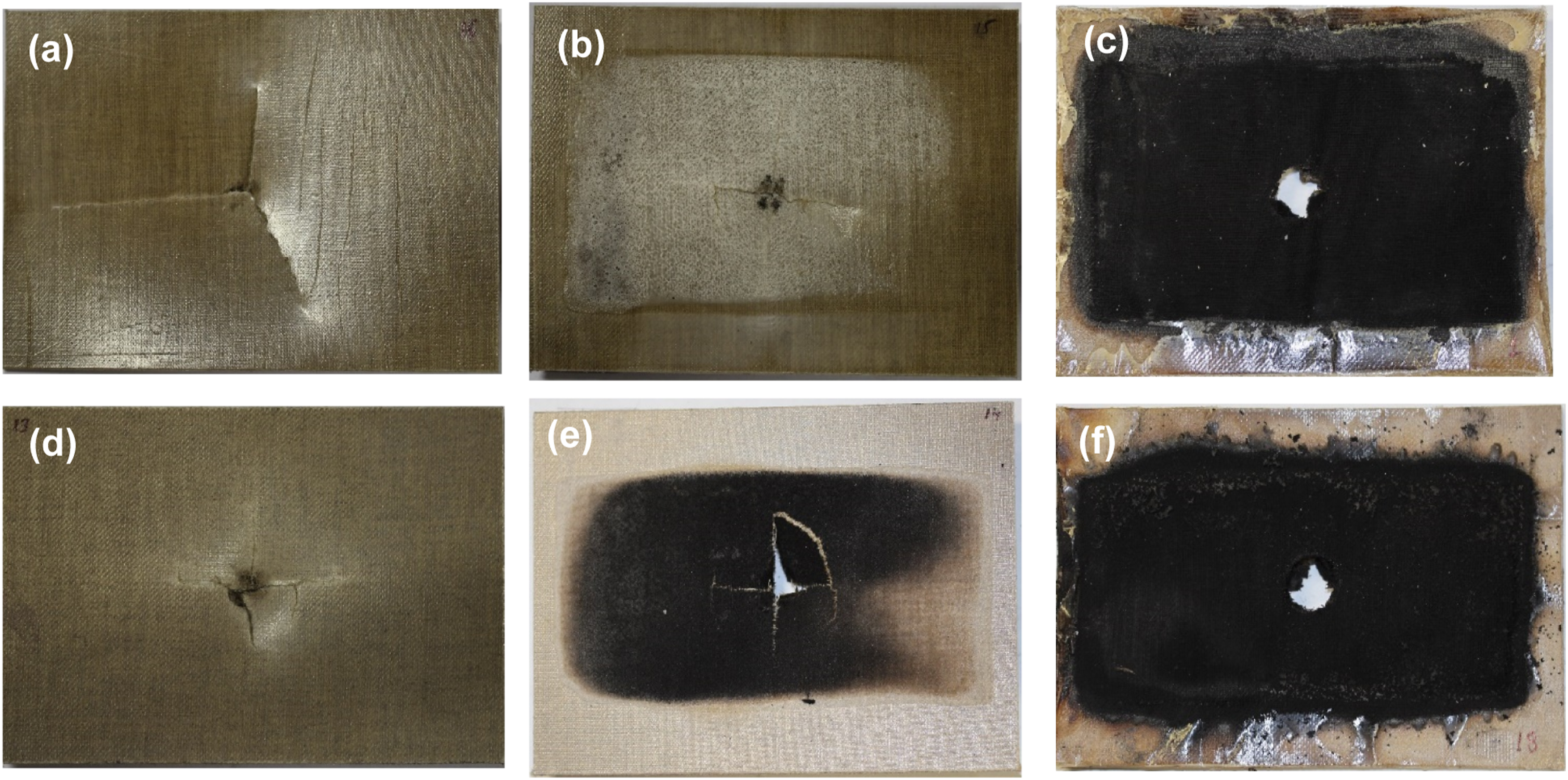
Impact energy-time histories of (a) FEP, (b) FEPA, (c) FPP and (d) FPPA unexposed and exposed heat flux for various time frames. Top (impacted) surfaces of flax fibre epoxy composites after impact tests (a) unexposed FEP, (b) FEP after TTI, (c) FEP after 120 s heat exposure, (d) unexposed FEPA, (e) FEPA after TTI and (f) FEPA after 120 s heat exposure. Top (impacted) surfaces of flax fibre PP composites after impact tests (a) unexposed FPP, (b) FPP after TTI, (c) FPP after 120 s heat exposure, (d) unexposed FPPA, (e) FPPA after TTI and (f) FPPA after 120 s heat exposure.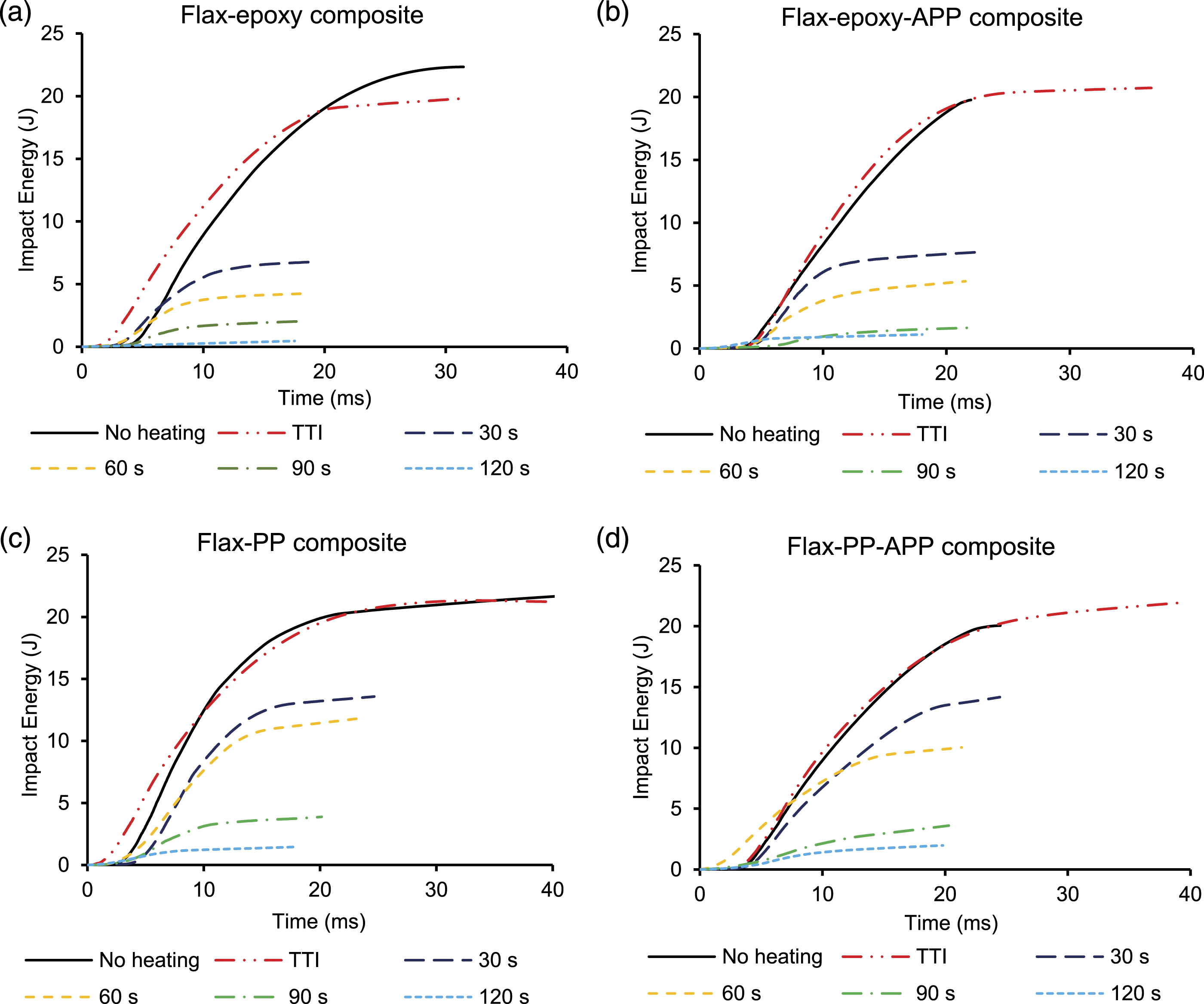
Impact energy and force of FEP and FEPA composites.

Impact energy and force of FPP and FPPA composites.

Impact force
The influence of fire-induced damages on residual impact force is demonstrated in Figure 8. Lots of small spikes/oscillations of the curves are presented due to delamination and failure modes of the composites, such as fibre shear out and breakage.
34
Increases in the heat exposure duration after TTI significantly drop the impact force of the composites. Furthermore, the force-displacement curves do not show a closed loop trend, which is generally created due to rebounding of the impactor. It can be ascribed to the fact that the impactor perforated the flax fibre composites; thus, it did not return to an original point after hitting the specimen. It is also found that the longer heating period leads to a smaller mid-span deflection with lower impact force of the laminates. The trend can be attributed to the matrix cracking and delamination during the thermal decomposition and combustion of the laminates. Impact force-displacement histories of (a) FEP, (b) FEPA, (c) FPP and (d) FPPA unexposed and exposed heat flux for various time frames.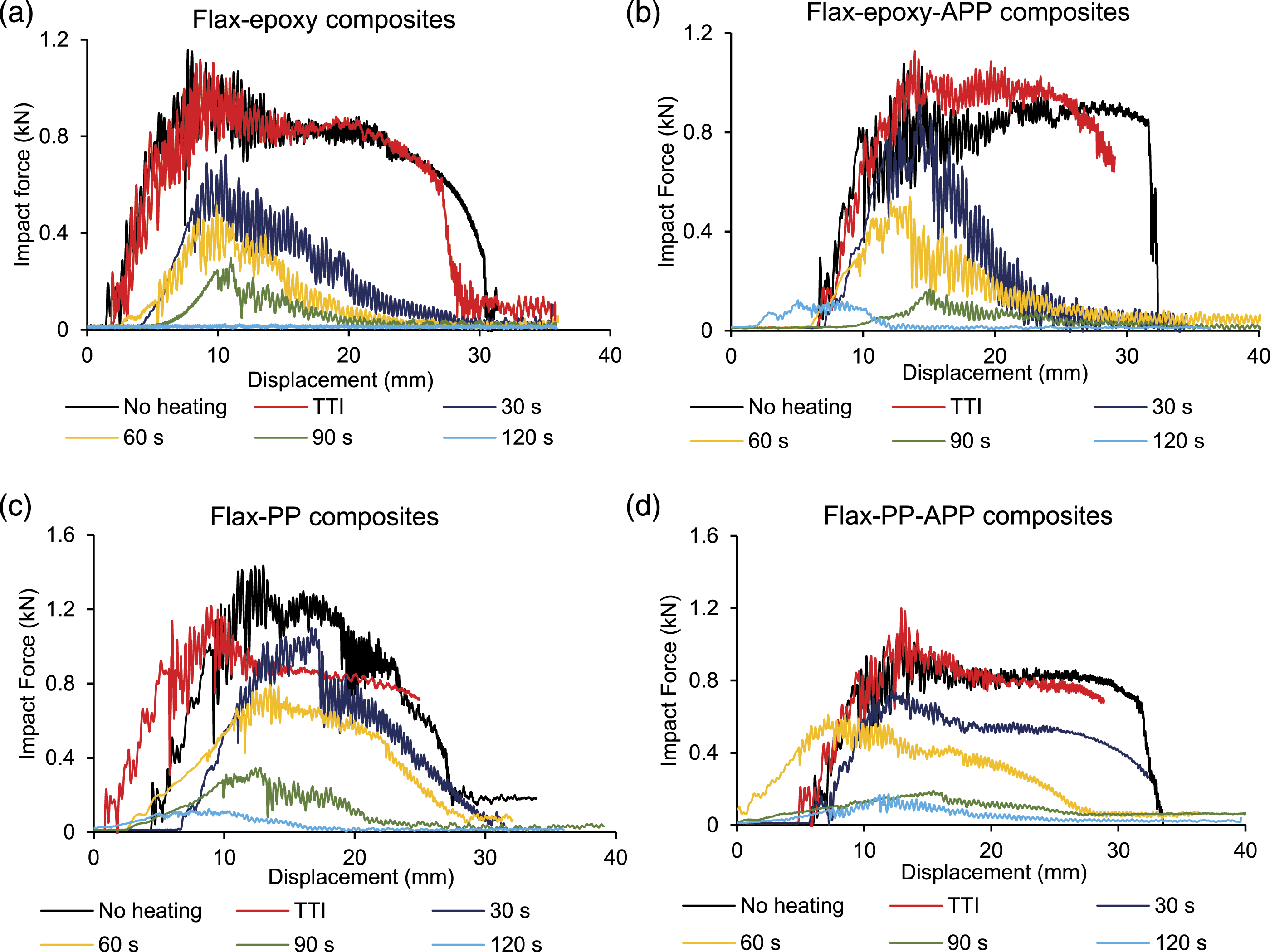
Tables 4 and 5, and Figure 8 indicate that FPP and FPPA composites in all cases have higher impact force than those of the composites based on epoxy resin. Figures 6 and 7 also show different impact damages between the composites based on PP and epoxy resin. In particular, top surfaces of the unexposed FEP and FEPA laminates demonstrate a large cross-shaped crack along warp and weft directions after the impact tests, Figure 6a and b, since the twill weave structure of the flax fabrics bears the impact loads in longitudinal and transverse directions. On the contrary, the composites based on PP create less severe damages on their surfaces at room temperature compared to those of epoxy-based counterparts. Figures 6b and 7b also show that the FPP laminate had the smaller damage than one of FEP laminate after TTI. The impact damages can be related to deflection of composites. Particularly, FPP and FPPA after 30 s and 60 s heat exposure have larger displacement than FEP and FEPA, respectively. Unburnt PP on the opposite side of heat exposure can lead to the smaller deflection, but longer burning caused the serious damage and puncture without any displacement. It can be attributed to that melting and re-solidification of the thermoplastic polymer PP led to the cohesion of the fibres network and resulted in better impact performance than FEP. 26 However, after longer heat exposure than TTI, the composites suffered severe holes with significant reduction of the impact forces. It can be noted that the continuous burning of both fibres and polymers lost the composites’ integrity and loading capability largely. In addition, the impact force results demonstrated the insignificant role of char in determining the post-fire impact force and crack size after the impact testing.
Different reactions of thermoplastic and thermosetting polymers to determine fire reaction and post-fire impact properties of composites
The results in the current research indicated that the polymer matrix type plays an important role in determining the fire reaction and post-fire impact properties of flax fibre reinforced composite laminates. Fundamental differences in chemical components and structure between epoxy resin and PP caused the different thermal decomposition and fire performance; therefore, the composites performance under fire conditions was influenced by the polymer matrix. The irreversible cross-linking reaction under the thermosetting resin cure produces a tightly bound three-dimensional network of polymer chains.
29
The formation of network influences the composites’ thermal and fire properties. Epoxy resin, which has been extensively used in composite industry, experiences nonchain-scission reactions during pyrolysis. At higher temperatures than the decomposition point (∼370°C),17,26 the resin breaks aliphatic segments into methane and ethylene, acetone, acetaldehyde, CO and formaldehyde, all of which are highly flammable.
36
The rapid thermal decomposition of the resin induced earlier time to ignition (∼21 s) than that of PP (∼29 s). Furthermore, highly flammable volatiles with soot caused high heat release rate of around 1910 kW/m2.24,26 On the contrary, the cross-linking reaction of epoxy resin leads to char forming ability, Figure 9a, and results in effective char formation of the composite by the addition of intumescent flame retardant, Figure 9b and c, thereby achieving the significant reduction of PHRR (∼85.3%) compared to one of epoxy resin without any fibre and additive. Char residue of (a) FEP (Top), (b) FEPA (Top), (c) FEPA (Side), (d) FPP (Top), (e) FPPA (Top) and (f) FPPA (Side).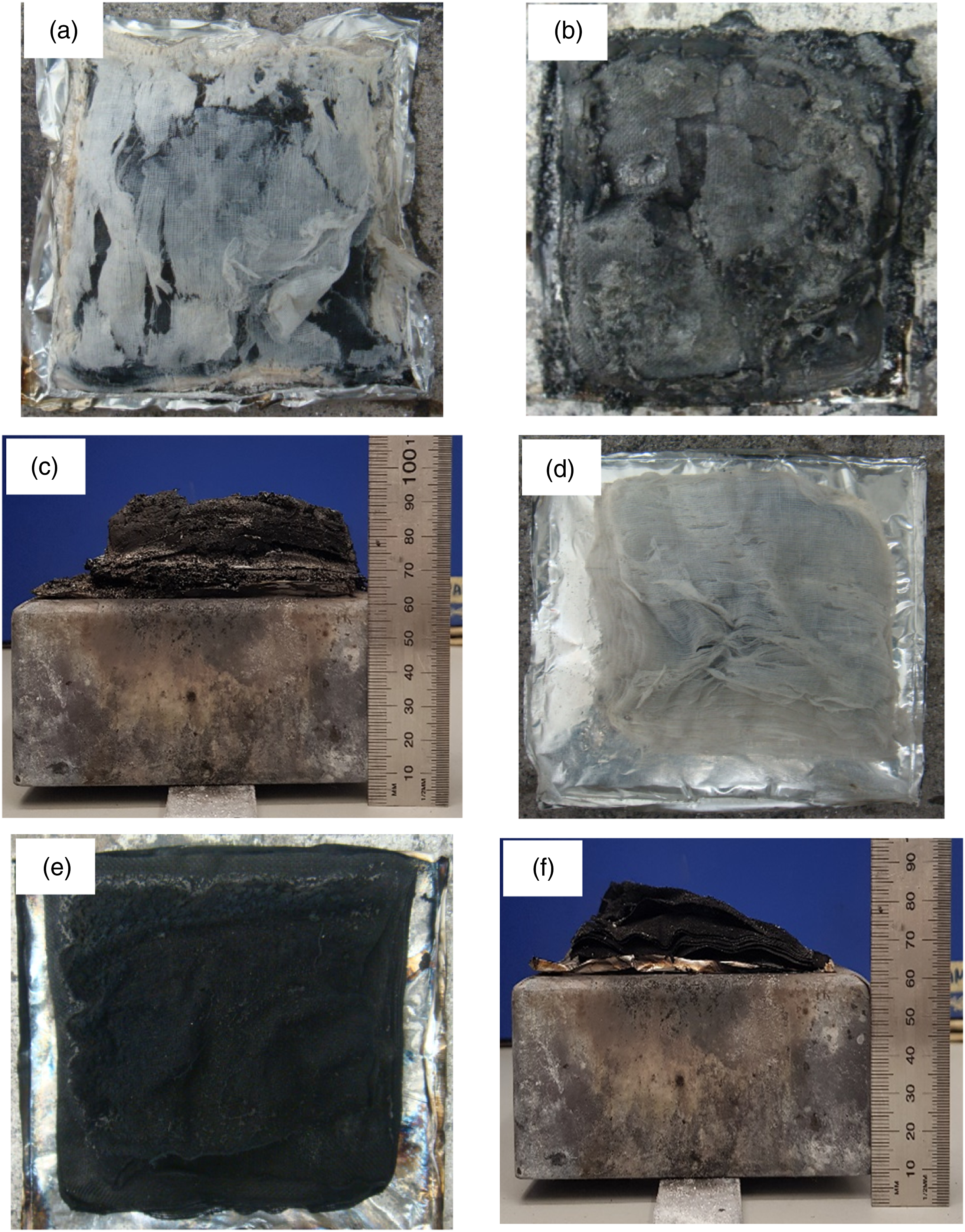
In the case of PP, a random chain scission is a major reaction to induce the thermal decomposition. A hydrocarbon structure of the polyolefin generates cleaner flame with less soot particulates than epoxy resin. The long-chain structure of PP fragments into highly volatile products that subsequently undergo free radical and oxidation reactions in the pre-ignition and flame zones. 37 When the temperature reaches around 425°C, PP releases the maximum amount of volatile products comprising of dienes, alkanes and alkenes, followed by self-ignition at around 570°C. 29 The fuel-forming tendency of PP under heating predominantly contributes to the high flammability of the polymer. The continuous combustion cycles with critical heat source, fuel and oxygen results in numerous flammables products, such as hydrocarbons, hydrogens and CO2. 37 PP does not form any residue after burning; thus, FPP forms a thin residue layer from flax fabric after the cone calorimeter testing, Figure 9d. However, intumescent char formation can be observed from FPPA laminate, Figure 9e, due to multiple layers of PP-APP. The cone calorimeter testing results showed that PHRR of FEPA is less than one of FPPA since char forming character of epoxy resin can interact with APP to form more intumescent char than FPPA, Figure 9f. On the other hand, melting and re-solidification of PP contributed better impact resistance of the FPP composite than that of the composite based on epoxy resin. In particular, the composites, which were exposed to heat until the ignition point, still can have molten state and re-solidified during the impact test; therefore, higher impact energy and force values were obtained.
Concluding remarks
The current work presented the effects of the polymer matrix types, such as epoxy resin and PP, on fire reaction and post-fire impact properties of the flax reinforced composite laminates. The following specific findings were drawn from the research outcomes. • The compression moulding process enabled to manufacture FPPA composites with different stacking sequences of PP-APP layers. The multi-layered PP-APP within the composite laminate resulted in better fire reaction properties than other cases due to better distribution of APP. The heat transfer through the composite’s thickness was interfered by the PP-APP layers and the reaction of APP led formation of char to reduce THR, EHC, heat release and smoke production rates. • The comparative analysis of cone calorimeter results between FEPA and FPPA composites indicated that the addition of APP was more effective with the epoxy resin than PP to achieve the significant decrease in THR, PHRR and CO2 production rate. Moreover, the char forming ability of epoxy resin promoted establishment of more intumescent composite char than FPPA composite. • The post-fire damages of composite laminates after heat exposure more than 30 s significantly reduced the impact energy. The composites based on PP showed higher impact energy than their counterparts based on epoxy resin in the cases of 30 s and 60 s fire durations since pre-melting status of the thermoplastic polymer enabled to absorb more energy during the impact events. • The fire-induced damages resulted in the significant drop of load bearing capability of the composite, thereby reducing the impact forces. Re-solidification of FPP and FPPA composites after melting can be one of major factors to achieve the higher impact forces than composite based on epoxy resin. • The APP was effective in promoting char formation to reduce the composites’ flammability but the intumescent char networks are not consolidated enough to constrain the fibre reinforcements and improve the impact resistance.
Supplemental Material
Supplemental Material - Fire reaction and post-fire impact properties of flax fibre reinforced composites containing intumescent flame retardants
Supplemental Material for Fire reaction and post-fire impact properties of flax fibre reinforced composites containing intumescent flame retardants by NK Kim and D Bhattacharyya in Journal of Reinforced Plastics and Composites
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support of the Ministry of Business, Innovation and Employment (UOAX1415). The authors also appreciate Mr. Hitesh Ahuja for his assistance in the experimentation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Ministry of Business, Innovation and Employment (UOAX1415).
Supplemental Material
Supplementary material for this article is available on the online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.