
Abstract
While Lean production is the dominant productive system in manufacturing, recent debates over digitalization have given rise to predictions of a new wave of work reorganization with potential benefits for workers. To what extent are Lean production and digitalization making headway in corporations and workplaces, and are they doing so in tandem? The present article argues that contradictions between distinct organizational levels follow the deployment of ‘Digital Lean’ practices. At the corporate level, these principles have spread within firms and managerial beliefs, yet their integration within workplaces has been far from unilateral. An analysis of the aluminum and rubber manufacturing sectors identifies two models of work organization, Empowered Digital Lean and Taylorized Digital Lean systems. The study shows that differences between the two regimes result from differing product markets, production characteristics and levels of workers’ power, while highlighting potential points of resistance for labor.
For over three decades, Lean production has been the dominant model to organize work in manufacturing and beyond (Vidal, 2017, 2022a, 2022b). Originating from the Toyota Production System (TPS) and diffused in the Western world through Japanese corporate investments and imitation by Western corporations, Lean production entails core ‘ideal’ principles: continuous improvement, a pull system, teamwork, multiskilling, standardization of work and batch reduction (Vidal, 2017). Meanwhile, the digitalization discourse, gaining currency since around 2010, has proposed a novel way of managing production. In manufacturing, the ‘Industry 4.0 revolution’ – i.e., the use of ‘new’ production technologies, such as digitalization, advanced robotics, artificial intelligence and additive manufacturing – has been promoted by business actors and governments as a way of restoring industrial leadership and productivity (Kagermann et al., 2013). While many writers have shown optimistic views on these technologies, others have pointed their potential negative effects on labor and the rise of a new workplace regime characterized by technological control and reduced autonomy (Vallas et al., 2022).
To what extent are Lean production and digitalization integrated in combination? To date, few studies in the social sciences have attempted to link these concepts and assess their joint impacts on work organization. In contrast with the social sciences, an appreciable volume of research in production management has aimed to draw links between Lean and digitalization, underlining their recent mutual influence on production management (Buer et al., 2018). Lean automation, Lean digitalization, or Lean 4.0 emerged as concepts to illustrate this symbiosis. Most of this research has pointed to the adaptability, convergence and reinforcement of Lean principles through digitalization (Mrugalska & Wyricka, 2017; Rosin et al., 2020) but has tended to focus solely on production processes while ignoring potential conflicts in the workplace.
The present article seeks to analyze the diffusion of a ‘Digital Lean Production’ model and its consequences for the reorganization of work. It puts forward the argument that this diffusion is marked by contradictions revealed by different levels of analysis. While at the field and corporate levels production systems may be based on consensual core principles, effective implementation in workplaces faces limitations. To support this argument, the present study mobilizes a conceptual framework based on Vidal's (2017, 2022a) institutional logics, which demonstrate that dominant production systems at the field level tend to dictate ‘best practices’, but that implementations of these practices diverge significantly across workplaces. The explanation of these divergences considers three interacting factors: product markets, production processes and workers’ power (Bélanger & Edwards, 2007; Dorflinger et al., 2021; Howcroft & Taylor, 2023; Refslund & Arnholtz, 2022).
The present article's argument is empirically supported through an analysis of the diffusion of these practices within two manufacturing industries in Québec (Canada): aluminum and rubber. Four cases were selected, two in each sector, all strongly affected by digital integration and subject to work reorganization. Our results show that a Digitalizing Lean model discourse has manifested at the corporate level of firms and is promoted by managers at different layers of organizations. Its effects on workplaces, however, are far from unilateral and depend on specific factors. Among them are two patterns, which will hereafter be termed Empowered Digital Lean (aluminum) and Taylorized Digital Lean (rubber). Differences are explained through the interaction between structural characteristics (capital vs labor intensity, mass production vs customized production, and specificities of production processes) and workers’ powers (structural and institutional). The present article thus makes significant contributions towards understanding the emergence of a potential dominant production model and how workers can resist and influence these changes.
Conceptualizing Technology, Production Systems, and Reorganisation of Work
Since the 1990s, many researchers began investigating the potential diffusion of a new model (Lean) that would eventually replace Fordism. Studies soon examined these changes and their impacts on work organization in North America (Appelbaum et al., 2000; Appelbaum & Batt, 1994) and Europe (Berggren, 1993; Turner, 1991). While many authors shared the idea that these practices were transforming organizations, they differed in their interpretations of the changes and the impacts on workers. Three main schools of thought were discernible: the prescriptive (Womack et al., 1990), suggesting a ‘one best way’ in Toyotism and the axiomatically positive effects of adopting its practices; the adaptation school (Appelbaum et al., 2000), arguing the potential positive effects for workers and corporations, but demonstrating the variability of practices and the hybridization of the model; and the critical school (Parker, 2017), denouncing the essentially negative aspects of Lean production on workers and unions in a production system characterized by ‘management by stress’.
To what extent does the integration of digital technologies and their impacts on work organization follow these patterns? It should be noted that the initial framing of Industry 4.0 was largely prescriptive. One of the most important publications that attended the rise of this discourse in Germany – the country where the concept first gained broad acceptance – was authored by Kagermann et al. (2013, p. 6). In their set of policy recommendations, the authors call for the implementation of a series of fixed practices to realize a ‘cyber-physical system’. Further, they state that a socio-technical system of work organization should complement these technologies: ‘In smart factories, the role of employees will change significantly. […] Implementation of a socio-technical approach to work organization will offer workers the opportunity to enjoy greater responsibility and enhance their personal development’ (Kagermann et al., 2013, p. 6). In this view, Industry 4.0 will lead to an upgrading of workers’ position on the shopfloor and an enhancement of skills.
Vereycken et al. (2021) highlight three perspectives: the ‘techno-optimist’, framed under unitarism – i.e., the alignment of interests between workers and managers – predicts that the adoption of technology will have a positive impact on tasks and autonomy, but will limit the participation of workers; the ‘socio-technical’ perspective, also framed under a unitarist approach, highlighting positive impacts for tasks and autonomy, but a more complex role for workers’ participation; and the ‘critical’ perspective, which sees technologies as power-driven and as inducing a risk of reduced complexity of tasks and diminished autonomy.
Conventional managerial approaches predict a new role for workers under digitalization. For example, Romero et al. (2016) developed a typology of the Operator 4.0 in relation to various modes of interacting with 4.0 technologies. The typology specifies a range of cognitive and physical interactions: Super-Strength Operator, Augmented Operator, Virtual Operator, Healthy Operator, Smarter Operator, Collaborative Operator, Social Operator, and Analytical Operator. Bonekamp and Sure (2015, p. 37) envision the redundancy of low-skilled jobs and a higher demand for high skills. As for work organization: ‘a growing importance of teamwork, interdisciplinary cooperation and partner networks is expected, along with an increase in flexibility of individual work life, attention towards social media risks and IT and programming capability requirements for all levels.’ (Ibid). Many of these studies, in fact, perceive a positive impact for workers in this context.
Recent sociological research also highlights the impact of new technologies on skills, unionization, earnings, and unemployment, but takes a more nuanced view than conventional managerial approaches. For instance, Damelang and Otto (2024) have shown that investment in robotization affects different groups of workers differently: highly skilled workers face lower risks of unemployment, for example, than do low- and medium-skilled workers. The intensity of such impacts will depend on the level of investment in these technologies in a given industry and the extent of task replacement. However, the study by Damelang and Otto (2024) focuses on unemployment at a macro level, making it difficult to assess real changes for workers on the shopfloor. Kristal (2019, 2020) for her part argues that the rise of computerization has been contributory to two phenomena: the decline of unions and an increase in wage inequality. Computerization has changed workers’ skillsets and enabled employers to resist unionization more effectively, thus contributing to union decline, while also overly favoring highly skilled workers in information technology occupations.
Conventional managerial approaches have predicted sweepingly positive impacts for digitalization and resulting innovative work practices. Given decades of research illustrating the variability of these changes within different work organization models and the consequently broad range of their effects on workers, those predictions appear unlikely to be realized. Recent sociological research has contributed to our understanding of the overall impacts of new technologies on the workforce and offers a more nuanced account, but it is difficult to speculate on the potential trajectories of emerging productive systems as many contributors adopt macro perspectives in studying these impacts. Another consideration is the potentially variable implementation of practices according to different conditions at the workplace level, which may result in different outcomes.
How can one assess the conjunction between Lean practices and digital technologies, as well as the conditions under which their outcomes may vary? A first level of analysis would be to evaluate whether these practices are widespread at the corporate and managerial levels: is the Digital Lean system today widely proclaimed as a model of best practices? Vidal (2017, 2022a, 2022b), writing on the diffusion of Lean production in the US, argues that Fordism was replaced gradually in the 1980s and 1990s by a set of best practices based on the Japanese model of production. For a time, different competing visions co-existed but at a certain point, more efficient practices settled and became recognized by actors as ‘the one best way’. Vidal (2017, p. 2) conceptualizes this shift as a change in institutional logics, arguing that dominant institutional logics emerge and become points of reference for actors’ beliefs, goals, and practices. Thus, our first line of inquiry aims at assessing if Digital Lean has emerged as a dominant point of reference – an institutionalized logic of best practices – for management at the corporate level.
A second level of analysis aims to examine the extent to which these ‘best practices’ are integrated variably into workplaces. As Vidal (2017, 2022a, 2022b) argues, managers face competing and contradictory pressures when it comes to organizing production and the work effort. At the level of individual plants, variations and hybridizations can occur as what was seen as best practices are adapted according to different sets of constraints. Our second line of inquiry, therefore, seeks to identify the types of productive models emerging in workplaces and how they diverge from the ‘one best way’ promoted at the field and corporate levels.
Research on the diffusion of Lean production and the integration of new technologies highlight several factors that can explain implementation and outcome variations. A first set of explanations relates to product market strategies (Bélanger & Edwards, 2007). Firms operating in competitive markets where labor costs are a major factor might put more emphasis on cost reduction and control of the workforce (Vidal, 2022a). By contrast, stable markets and capital-intensive sectors might adopt a model in which workers’ involvement and autonomy will be promoted.
A second set of explanations focuses on earlier technologies and the production process (Bélanger & Edwards, 2007; Howcroft & Taylor, 2023). Work practices and the integration of new technologies are to a certain extent ‘path dependent’ and limited to particular types of production that constrain their impacts on the shopfloor. This factor may vary between sectors and workplaces but, in general, the implementation of technological change is dependent on earlier technologies dominant in a given work system.
Finally, a third set of explanations is tied to workers’ power resources and their influence on work reorganization (Refslund & Arnholtz 2022; Schmalz et al. 2018). Markets and technologies are not mutually independent domains and both also depend on workers’ labor effort, their cooperation in the workplace, and the potential collective disruption exercised by unions (Dorflinger et al., 2021). Management endeavors to restructure work are confronted by workers’ counterpowers, these resources being context dependent. Schmalz et al. (2018) highlight four types of power: structural power (position of workers in the labor process and their form of control), associational power (their capacity to build organizations that provide collective resources), institutional power (securing influences through laws, regulations, and institutions) and societal power (building coalitions and discursive power in society). As Refslund and Arnholtz (2022, p. 1962) mention, among the different sources of power, the structural is the: ‘basic building block of worker power’. Likewise, institutional power resources and the capacity of workers’ representatives to use them creatively can account for more advantageous outcomes of Lean management implementation (Benassi, 2023). Union powers affect work reorganization trajectories (Dupuis, 2018; Frost, 2000) and can be a factor influencing the integration of new technologies (Doellgast et al., 2023).
To sum up, the aim of the present study is to assess whether Lean production and digitalization have been adopted in tandem and to evaluate their impacts on the reorganization of work. It is expected that this diffusion in the field of institutional logics may affect two levels: the corporate level and the workplace/operational level. Our analytical framework is based on the conjunction of two distinct approaches. First, according to a structural perspective, we argue that these practices may vary according to a set of factors stemming from the interaction of product markets, earlier technologies, and specific production processes used in different workplaces. The varying interplay of these factors in different work settings may enable workers to exercise more influence on the production process, leverage their skills, and influence management decisions. Second, to complement this structural analysis, we mobilize explanations relating to unions’ and workers’ power in order to understand how these resources, when mobilized at the workplace level, create conditions that influence work reorganization and potentially result in divergent Digital Lean production patterns.
Methodology
Design, Case Selection and Case Description
The present article emerges from a broader project aimed at understanding the impact of digital technologies on work organization in the Canadian manufacturing sector, but is based on the specific issue of the potential convergence between Lean and digitalization. To examine this issue, two distinct industries were selected: aluminum and rubber. Four criteria guided the selection: 1. Manufacturing activity; 2. Magnitude of technological changes; 3. Economic importance of selected industries; 4. Potential for access to data and workplaces.
The primary aluminum sector is an important industry in Québec, a major exporter, and employer of 7,300 people. The industry is composed of large plants owned by several corporations, making the industry oligopolistic by nature. The industry is concentrated in regions where changes in employment are a sensitive political issue. Union presence in plants is long-established and workers have a strong sense of work ownership, autonomy and job-control, codified in comprehensive collective bargaining agreements (CBAs) (Bélanger et al., 2003).
Rubber is also an important industry and most of its production is exported. Some 5,400 people are employed in the sector. It is more diversified than the aluminum industry, as it includes various sub-industries, such as tire production, as well as rubber and plastic hose and belting manufacturing, among others. While the sector contains an important base of SMEs, it is dominated by large multinational corporations that aggregate production and export value-added products. These workplaces tend to be unionized and governed by comprehensive CBAs. While rubber has never been subject to craft production, the organization of work and the specificity of the material gave rise to categories of workers with strong control at critical points in the productive system.
Although they share differences, both industries are comparators for the object of the present study. As sections 4 and 5, will discuss in more detail below, digitalization efforts have been substantial in these two industries in recent years and both have reinforced their Lean practices, thus enabling a synchronous analysis of the two phenomena.
After the initial selection of sectors, the authors selected specific workplaces within which to inquire on the adoption of practices and their potential impact on work organization. A matched pairs sample was designed (2 cases in each sector) according to several common criteria. First, all 4 cases are owned by major multinational corporations active in distinct markets. Second, all 4 cases are large workplaces and, third, they are all unionized. Finally, and significantly, all workplaces under study have in recent years been subject to large technological investments resulting in the reorganization of work.
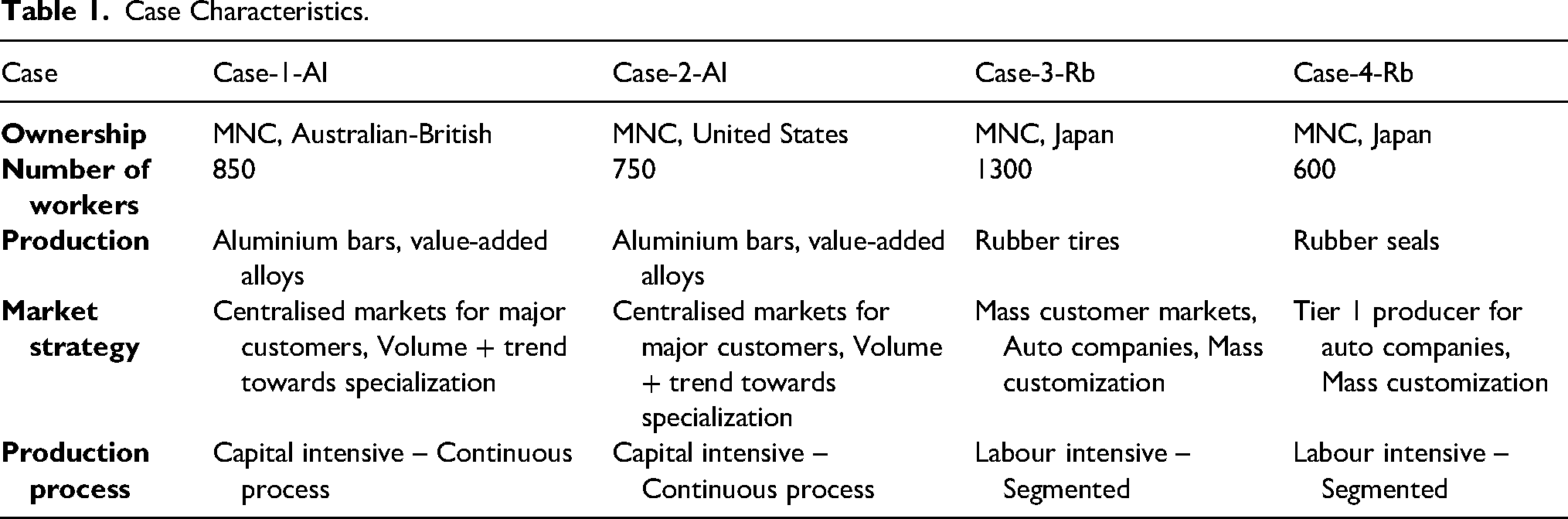
The 4 cases do present differences, however, especially in relation to respective sectors. Markets for aluminum are more stable, centralized and based on large customers purchasing bulk metal for transformation into specific products. Both cases from the rubber industry are connected to the auto sector and operate in much more competitive markets. Production processes are another difference. Aluminum is a continuous process and capital-intensive industry in which stability is key to output and quality. Rubber is a segmented labor-intensive industry in which product customization, quality and quick customer response times are essential. The integration of local unions within regional political economies is yet another difference. Aluminum production is politically sensitive because of its economic importance in Québec's remote regions and its use of public hydroelectricity, giving local unions’ an important role in dialogues between communities, the state, and corporations. The selected cases in the rubber industry are major employers in their localities, but they do not carry comparable weight in their regional economies.
Case-1-Al is a major aluminum smelter that operates in a remote region possessed by an Australian-British MNC. Around 850 unionized workers are active in this location and 15% of this workforce is composed of skilled tradespeople, the rest being semi-skilled shopfloor operators. Having opened in the early 2000s, the plant is one of the most modern in the portfolio of the parent company. While the industry is to a degree managed by multinationals, in Québec it has remained relatively autonomous, as much of the production and R&D are still based in the province. Case-1-Al produces aluminum bars and has recently shifted towards value-added alloys sold for a premium price on spot markets.
Case-2-Al is also a major aluminum smelter owned by an US MNC. It is located in a remote region and is by far the biggest employer in its locality. The plant opened at the end of the 1950s and was unionized shortly thereafter. The plant now employs 750 workers, including 200 skilled tradespeople. Following a restructuring in 2012, the plant received major investments to ramp up production and update equipment. While the company's North American headquarters are in the US, the management of its activities in Québec is still anchored within the province, where a significant part of the MNC's production is located. This smelter also produces aluminum bars and has recently specialized in value-added alloys.
Case-3-Rb is a major tire producer opened in the 1960s in a small city and is owned by a Japanese MNC. For much of its history, the plant produced car tires, but since 2010, its activities have shifted towards customized tires for SUVs and trucks, sold to auto OEMs or directly to customers. This shift has coincided with investment in new technologies. Case-3-Rb is a large plant of 1,300 workers, with around 10% of the workforce composed of skilled trades. It was unionized quickly after its opening. While it is owned by a Japanese corporation, management is local and retains a degree of autonomy as it is the parent company's only plant in Canada.
Case-4-Rb produces customized rubber seals for the auto industry and is owned by a Japanese MNC. It was built during the 1950s in a rural community and purchased by the current owner in the 1980s. It has been unionized since then. While production was more diverse during the plant's early days, it is now a ‘tier 1’ producer for auto OEMs as it supplies seals directly according to model specifications. The plant had a workforce of more than 1,000 employees in the early 2000s, but the 2008–09 crisis as well as internal, and external competition reduced its size considerably. It now employs some 600 workers, 10% of whom are skilled tradespeople. Historically, management has been Japanese, but a local manager was appointed in 2018. This also coincided with a strong injection of investment in digital technologies (Table 1).
Case Characteristics.
Data
Data was collected from within the sectors under study using a qualitative research design, including through semi-structured interviews with 89 participants (see appendix I). Data collection took place between 2021 and 2023 in two phases. In 2021–22, we interviewed respondents and toured plants in the aluminum industry, while in 2022–23, we developed corresponding case studies and collected the same categories of data within the rubber industry. The respondents included: corporate and local managers, national and local unionists, shop stewards, workers, and experts. Additional interviews were conducted in other plants within both sectors before the final case selection to complement an overall understanding of existing production processes. All interviews were transcribed and analyzed through NVivo. The authors also conducted hours of direct observation in three of the four cases and in other plants, allowing for a fuller understanding of work organization and informal interactions with shopfloor workers (not counted as semi-structured interviews).
An analysis of secondary sources complemented the interviews and observations. First, publicly available documents were collected for all four MNCs to examine their official statements on production systems. These documents include various company publications, annual reports and materials from industrial workshops. Second, the authors analyzed publicly available CBAs, which are crucial to understanding working conditions and work rules, since plants represent the principal level of regulation and union representation.
Objective 1 (evaluate the effects of institutional logics at the corporate level) was investigated in the course of semi-structured interviews and a comprehensive analysis of secondary sources. More precisely, the authors asked corporate and local managers about their digitalization strategies, whether they were implementing Lean practices, whether both implementations were deployed concurrently and whether their parent OEMs had an official strategy in this regard. The official statements and documents from the four MNCs underwent extensive analysis to gain a fuller understanding of how they were framing their production models.
Objective 2 (assess the impact in workplaces) was also investigated in the course of semi-structured interviews. All participants were asked to speak on specific changes in production processes, their effects on tasks and skills, and whether Lean management principles were implemented. Plant visits and direct observations complemented interviews. Finally, CBA analyses enable an understanding of the impacts on work rules for each of the four plants.
The Extent of Digitalization in the Two Industries
Before turning to the analysis of the potential deployment of Digital Lean, an assessment of the implementation of digital technologies in the cases under study is necessary.
Case-1-Al and Case-2-Al
Aluminum production necessitates running high voltage electricity through pots fitted with an anode and cathode, containing raw alumina and certain additives, to create molten aluminum. It is a typical continuous process industry in which operations stability is key to maximizing output. Together with the pots room, the carbon section (where the anodes are produced) and the casting section (where the molten aluminum is shaped into different products) are the basic components of a typical aluminum smelter.
Several technological implementations have lately changed the management of aluminum production. For example, datafication of production has accelerated in recent years, as sensors have been widely fitted across plants: in pots to extract data during electrolysis, on transport equipment, on the crane bridges that feed the pots, in the crucibles that transport the molten aluminum, in the carbon section to track the properties and durability of anodes and on some workers to track their movement on the shopfloor. Most of the collected data is now accessible to managers through the enterprise resource planning (ERP) and enterprise asset management (EAM) modules.
In Case-1-Al, the extracted data was used to create a ‘virtual smelter’ and implement algorithmic management at several stages of production. The parent MNC decided to set up a remote-control center to gather and analyze all the data created in its plant. A corporate manager described the system: This operation center is really the place where all the data is stored and analyzed. It is where the algorithmic programming is done with our data infrastructure and where we can create our ‘virtual’ production system. We can track the thousands of pots we have in all our smelters. We started developing patterns since we can track all these pots live. So, there are patterns that will say, if the pot does ‘X, Y, and Z’ during ‘X’ time, that means there is a ‘Z’ situation, and algorithms will trigger an alarm. (Interview #25).
The remote-control center is a powerful tool to capture and analyze data, creating a data-based ‘continuous flow’ plant in which bottlenecks are easily perceptible. Another objective of this remote-control center is to standardize work practices on the shopfloor. While tasks and work pace were traditionally the responsibility of first-line managers, the control center enables a direct line of supervision between ‘algorithmic management’ and workers’ effort. A corporate manager illustrated this interaction: There is loop 1, there is a certain amount of time that will be allowed. The operator will have X minutes to solve the problem. If after X time, the problem is not resolved, the system will trigger an alarm and an analyst will call. Afterwards, it goes to loop 2. The analyst will call the operator and they will try to diagnose the problem. They will look at what happened. They will apply a fixed procedure that is recommended by the data, and there is a standard time that is applied. If the problem is not resolved, there will be loop 3. The analyst will call the supervisor. (Interview #34).
In Case-2-Al, the same type of data capture and analysis was implemented. In 2014, the corporation began to install sensors at some stages of production in its plants, capturing and analyzing data using ERP and EAM systems. A local unionist described the process: Everything is now ‘datafied’, they see all that is happening in real time at the headquarters. For example, in the casting section, they can see that a casting shaft did five drops of 16 aluminum plates in X time during the day. Same thing with the pots and the crane bridges. If workers changed 16 anodes that day, they gather the data. (Interview #17)
One objective in this smelter was to construct a ‘metal route’ in order to standardize the process, from electrolysis to the finished product. Through data collection and analysis, managers can visualize the entire process and find bottlenecks. Changes in certain work processes enabled managers to smoothen production and gain efficiency.
Another objective of data collection was to implement the ‘predictive maintenance’ of machines and change the way skilled workers manage their workload. A local manager described this process: Where we made big gains through 4.0, it's with the ‘connected worker’ concept. Our skilled workers are now connected with tablets. There used to be a lot of time lost, resources wasted. Everything that concerns the planification of their workloads is managed through automatised processes. And everything is done through data collection. (Interview #30)
Section 6 will examine the effects of these processes more closely but, overall, technological implementations in both cases were aimed at collecting and processing data in order to implement directives guiding the work effort of shopfloor employees.
Case-3-Rb and Case-4-Rb
Rubber manufacturing involves transforming raw or synthetic materials into various products with two main properties, elasticity and resistance. It operates in many markets, serving industrial, commercial, and mass customers. Three steps are typical in rubber production: formulating the recipe (determining which additives will go into raw rubber to give it various properties), mixing the materials (following the recipe and accounting for variables such as temperature and moisture), and shaping (through extrusion and die casting or molding). The production process is segmented according to these three steps. It once was a physical and labor-intensive activity. Volumes are important, but customization is even more so, as customers for these products tend to have specific needs in relation to many attributes (e.g., resistance, durability, weight, shape, length).
Market pressures and quality issues are common concerns: Case-4-Rb wins contracts with OEMs for this reason, while Case-3-Rb's shift toward high-value added/high-cost tires comes with enhanced quality. Default reduction is also a pressing issue, given rising costs of materials, as customers reject inadequate parts. Finally, reducing labor costs is crucial to competing in these markets and in an industry that has historically been labor intensive. Digital technologies have been integrated with these concerns in mind.
In Case-3-Rb, the integration of digital technologies has aimed to overcome the challenges mentioned above. Since 2016, the corporation invested millions in equipment with the aim of conquering new markets with customized products and reducing labor costs. Automated machines have replaced workers in the tire building section, a critical aspect of the labor process. Automated vehicles now transport materials between different parts of the plant to accelerate production and reduce labor effort. Sensors and cameras collecting data are connected to machines and synchronized with the ERP/EAM systems. Software for predictive maintenance manages skilled workers.
To communicate overall production objectives directly to workers, data is now transmitted to individual workstations. Screens inform workers of standards for operations. Also, key performance indicators (KPI) are projected in real time to workers and accessible to managers through the corporation's cloud system. According to a manager, these technologies allow for better control product variability: ‘The AI, we are working on this right now. We can predict the ‘response’ of the rubber and eventually adjust the machines with the right parameters to have the right tolerance in tire building’ (Interview #71). As to the labor-saving objective, an HR manager added: ‘We are in the process of removing these classifications [tire builders]. With these automated machines, we will be able to get rid of this specific business model.’ (Interview #72). Given that the tire builders historically benefited from better wages than other workers, automating this section of the plant disrupted traditional social relationships on the shopfloor.
In many respects, Case-4-Rb follows the same logics. Since 2018, the plant has embarked on a comprehensive data collection strategy aimed at gathering information through every step of production and connecting machines with its ERP. Eventually, this integration was extended to boards and screens at workstations to show KPI on productivity and quality issues in real time. Automation projects were introduced in several sections of the plant. Product finishing processes (removing of rubber excesses) were automated and robot cells were implemented to replace workers in material handling areas. The integration of AI accompanied the data collection strategy, enabling daily planning, detection of quality issues and a more dynamic flow in plant operations. A 3D printer was purchased for mold and die building, facilitating rapid responses to customer demands.
Labor-replacement in certain parts of the production process is one goal, but another is improved control of quality and scraps because of the specificity of the materials. As stated earlier, it is a crucial factor and customers exert pressure on Case-4-Rb in relation to this aspect. A manager elaborated: ‘The things that used to be known by feel, now we can quantify them. It helps us with scrap reduction. It helps to make predictions, under given conditions, about parts on a vehicle’ (Interview #87). As to labor supply issues, the same manager added: ‘We must compensate for the people that are retiring or quitting. If we do 1 on 1 replacement, we will not be able to succeed. The way of coping with this challenge, it's with robotization’ (Interview #87).
In sum, the two rubber industry cases present similar types of technological implementations. Investments in automation targeted critical parts of their production systems, especially in labor-intensive sections of the plants. Data collection is deployed and gathered through software. Finally, KPI are relayed directly on workstations and AI enables managers to better control product quality and supply.
The Diffusion of Digital Lean in Manufacturing Institutional Logics
Concerning the first line of inquiry, an initial result is that the official documents of all four corporations state that they have adopted comprehensive production systems. These statements include core principles for managing production and refer explicitly to the TPS or to Lean. A second initial finding is that managers in all four corporations referred to these systems as a guide for their practices, with the distinction that high-level managers tended to mention these production systems explicitly, while lower-level managers cited various Lean principles implicitly (e.g., 5s, Kaizen, continuous improvement). A third initial finding, crucial for the subject under study, was that productive systems and managers’ discourses tended to blend Lean and digitalization principles, pointing to a potential diffusion of ‘best practices’.
At a field level, the study identified pressures exerted by the state and sectoral institutions. For example, the Québec state considers the aluminum sector to be ‘strategic’ and has launched several initiatives to facilitate digitalization, the ‘retooling’ of work practices and the development of digital skills and automation. Sectoral associations, for their part, have launched a benchmarking initiative, entitled the ‘smelter of the future’, identifying best practices for work in digitalized environments. Québec's rubber industry experiences similar pressures and has been granted state subsidies for investments in automation and digitalization as a way of ‘modernizing’ the sector. These programs’ benchmarks are usually based on return on capital, efficiency, and capacity to integrate labor-saving technology. Additionally, all four cases under study face profitability pressures from their respective headquarters and from potential capital investors.
In Case-1-Al, official documents all refer to various Lean principles to guide the management of production such as Six Sigma, waste reduction, or Kaizen. For quality and costs, the explicit commitment of higher management and of ‘1% of the workforce’, engaged as champions and Lean black belts, are portrayed as conditions of achieving superior business improvement. In 2018, the ‘information center’, for which data collection and standardization are explicit objectives, was included in these Lean principles. The ‘visual plant’ features as a core Lean principle alongside 5s, standardization and total productive maintenance. In 2021, a new version of the production system was launched to ‘improve how we operate our assets, manage performance, and help our people innovate. Through [this system], we are drawing on data more efficiently to understand asset health, maintenance scheduling and bottleneck solutions.’ (emphasis added). ‘Digital and technology’ are cited as pillars of the productive system.
During interviews with managers, we explicitly asked about the integration of digital technologies in productive systems. For Case-1-Al, a corporate HR manager confirmed this idea: And another thing we did when we implemented this system, is to give operators iPhones. And we said, if you find something that does not work, take a picture, and give it to the multifunctional team and a manager, or a mechanic will look at it and say what is wrong and how can we improve the task. And this data afterwards is integrated by the control center. (Interview #43)
In Case-2-Al, the parent corporation launched its new business system around the year 2000. Official statements make explicit reference to the TPS and Lean principles: ‘1. ‘Make-to-use’; 2. Eliminate all non-value adding activities; 3. Recognize that all success in implementing a business structure depends on the people who do it’. Moreover, the documentation cites just-in-time (pull system, takt time, continuous flow), continuous improvement, and standardization of work. During the mid-2010s, the corporation launched a new initiative called ‘Smart manufacturing’ to serve as a blueprint for its digitalization efforts, describing it as the ‘integration of data with process expertise to enable proactive and intelligent manufacturing decisions in dynamic environments’. Aiming at collecting and analyzing data to improve the production process, documentation on the initiative explicitly compared these aims with those of the corporation's earlier business system. The initiative's objectives also included developing best practices, pursuing continuous flow production and optimizing work processes.
In response to the question of whether the ideas of data collection and Lean were similar, a manager answered: ‘Yes, yes! It's the same evolution. It's within our ‘connected worker’ vision. It is deployed with the continuous improvement philosophy. It is also important because the technological tools to realize this vision are now available.’ (Interview #38). A local unionist confirmed the implementation of this philosophy: Yes, a form of continuous improvement that they are trying to implement is through the digital ‘metal route’. Now, we are in continuous work. With the digital tools, you can calculate the output that the casting house can handle during a shift and manage the upstream operations in the smelter more tightly. (Interview #47).
Case-3-Rb, as a Japanese MNC, has unsurprisingly deployed a ‘house-made’ Lean production system. Official statements on the productive system give it the name of ‘Equilibrated operations’ and describe it as based on standardization through 1. Employee consultation; 2. Search for the best practice; 3. Recording of the best practice; 4. Evaluation of the practice by a multidisciplinary team; 5. Definition of the steps with digital software; 6. Approbation of the standard and training with employees; 7. Monitoring of the standard by managers. Other official documents make explicit reference to Lean, Kanban and Six Sigma as pillars of the productive system. At the end of the 2010s, these principles included automation and data processing to create an ‘improved’ productive system. Cost reduction initiatives and standardization were accompanied with digitalization. Moreover, the corporation's official statements explicitly reference quality control: [The corporation] is now promoting Prediction Technology based on big data, which leads to higher value for customers and more efficient internal processes. This technology provides useful insights to activate actions at an early stage, improves upstream processes by reducing variations, and predicts and enhances the performance of products and solutions. (Emphasis added)
Case-3-Rb featured in the media as a success story. In 2018, the adopted Lean principles were reinforced and aimed at standardizing tasks. These practices were introduced, according to the plant manager, in concordance with the core principles of the production system: standardization, kaizen, and problem-solving through teamwork. A manager responsible for the 4.0 implementation confirmed this view: ‘Yes, it will enable us to be more just-in-time, to have more constant production, to be more efficient, to not stop the building machine, because things are now quantified and automated. […] It will enable us to reduce wastes and scraps’ (Interview #71).
In Case-4-Rb, historically connected to Japanese auto OEMs, the MNC is active in automotive parts production and its documentation references the TPS explicitly. The corporation's product development process training encourages employees to ‘acquire enhanced Lean manufacturing knowledge and skills through the TPS, 5S standards and safety. […] Each activity provides opportunities to implement Kaizens’. The corporation's documentation on the ‘value chain’ of production also explicitly makes references to standardization, total predictive maintenance, jidoka, economies of scale and cost reduction. By the late 2010s, documentation on the productive system began to integrate digital principles to instill ‘innovative manufacturing at production sites’ through standardization, flexibilization, Lean production lines and the deployment of IT. The ‘Internet of things’ and ‘Artificial intelligence’ are central to this shift. The documentation also promotes the use of Big Data to implement Kaizen processes.
A manager emphasized the importance of Lean management within the corporation: ‘I am happy to work for a Japanese company, because we are structured through Lean management and kaizen, with Toyota's principles. I was raised in that culture.’ (Interview #86). The plant manager, a North American executive with a long tenure at the corporate level, illustrates the symbiotic relationship between the corporation's Lean principles and digitalization: With artificial intelligence, we can track by customer and by type of part. It looks at what was ordered 12 weeks ago, what is ordered right now, and what can be really ordered. It makes [algorithmic] rules and says which parts we should manufacture and adjusts it in real time. (Interview #87).
The present study's results thus indicate that institutional logics mixing Lean principles with digitalization have spread into production philosophies at the corporate level. The forms of this tandem are varied and specific to each firm, but the general best practices that emerge are the use of data to implement ‘continuous flow’ and just-in-time processes, digitalization to standardize processes and eliminate bottlenecks, and algorithmic management to enhance predictive maintenance and quality. But while at the corporate level the framing of dominant discourses seems axiomatic, their actual implementation in workplaces reveals points of tension.
Digital Lean Implementation in Workplaces
Two distinguishable patterns emerge from the analysis of the implementation of Digital Lean principles at the plant level. The first, Empowered Digital Lean, is present in Case-1-Al and Case-2-Al. While management were able to standardize work and push for more just-in-time, the practices implemented did not significantly alter the workforce's tasks or skills. The second, Taylorized Digital Lean, is present in Case-3-Rb and Case-4-Rb. This model is characterized by its disruption of tasks and skills, its labor-replacement effect and its limited impact on participation of shopfloor workers.
Empowered Digital Lean
Case-1-Al and Case-2-Al digitalization patterns are similar in many respects (data collection and processing, and algorithmic management to guide workers in their tasks on the shopfloor). According to Lean principles, these technical changes were aimed at promoting continuous flow, standardizing tasks and increasing employee involvement.
The electrolysis section is one of the critical parts of aluminum producing plants and that is where much of the implementation of algorithmic management was deployed. At first, interviewed managers intended to use algorithmic management to radically transform the role of workers on the shopfloor. They envisioned increased multi-tasking and a chain of command in which workers would interact in real time with the remote-control center.
In Case-1-Al, managers could have pushed for more automation by controlling parameters of pots. A corporate manager involved in these technical changes confirmed that management’ initial objectives were much more ambitious, but the scale of the project had to be reduced significantly. In answering whether the push towards algorithmic management was altering the tasks of operators on the shopfloor, this manager commented: ‘I would say yes, but minimally. It is more to facilitate the life of the operators. With these tools, we can have a better diagnostic of the pots.’ (Interview #40). An elected unionist added: ‘It's like a watching dog. They might see things and say: ‘Go check what is going on’. […] But they are always on their screens, not acting directly in the plant. And as a union, we work to keep it that way’ (Interview #5).
In Case-2-Al, the reorganization of production through the ‘metal route’ and data collection was also intended to create a better flow of operations between sections of plants and reduce bottlenecks. As with Case-1-Al, data collection and algorithmic management were implemented to support the reorganization. While some efficiency objectives were realized, the process did not alter shopfloor workers’ basic tasks. A local unionist described the situation: I would not say it has changed the way we’re working. Yes, the data will say ‘go pump these pots and bring the molten aluminum there’, something we used to manage manually back in the day. But it did not change our way of doing it. (Interview #6).
In both cases, standardization of tasks was achieved without major conflicts. However, work pace, discipline and evaluation were much more contested. One reason for this is the strong job control that shopfloor operators in the industry can deploy through CBAs. Work rules specify management's prerogatives and ‘unionized tasks’, and unions fiercely defend these rules. A local unionist in Case-1-Al bluntly illustrated this reality: ‘It's our pots, not their pots. If they try to take our job, we will file a grievance right away.’ (Interview #5, emphasis added). The local union president added: ‘If a worker says the center did something on the pots, he tells us, then we are going to do our representation and say, ‘these are our tasks’’. (Interview #3). The Case-2-Al plant manager also illustrated these barriers: ‘So, when you try to implement these kinds of changes, and you have a CBA, that I can describe as being built like a ‘concrete wall’, it creates all kind of discomforts that we must deal with by bargaining with the union’ (Interview #30).
This strong structural power is a corollary of the nature of aluminum production. As illustrated earlier, the capital intensity of the sector makes it less sensitive to labor costs and productivity is not based on individual performance. In a continuous process industry where stability is key, these performance indicators are collective and plant based. Coupled with unions’ protection of these principles through CBAs, managers have historically implemented incremental changes rather than confronting workers and unions with wholesale transformations. One corporate manager of Case-1-Al exemplified the situation: ‘You know, we’re not an Amazon warehouse here. There are technical and labor relations limits!’ (Interview #21).
In sum, while Digital Lean principles were advocated by management, changes have not fundamentally altered work practices. Standardization of operations and continuous flow were achieved, but tasks and skills remained intact. Workers’ involvement follows the ‘arms-length’ model that local actors have developed over the years and unions fight to collectively impact work reorganization. These dynamics have given rise to an Empowered Digital Lean model, in which workers and unions could shape content of the model due to the product market, as well as the production process and their position within it (structural power), codified by robust CBAs (institutional power).
Taylorized Digital Lean
In Case-3-Rb and Case-4-Rb, digitalization had similar aims: automating critical parts of the production process, using data to ensure a continuous flow of operations, and deploying AI to monitor quality and reduce scraps. As with the cases in the aluminum industry, these objectives were coupled with Lean principles: standardizing work, reducing waste and reinforcing the ‘pull’ system. In theory, reorganization was expected to enhance employee participation and teamwork.
In Case-3-Rb, a shift in type of production and the pressure to position the plant in new markets led to a frontal attack on specific classifications within the workforce, particularly the ‘builders’. In terms of workers’ taskset, while physical intensity was reduced, decision-making was significantly affected. Automation and data gathering have shifted the process away from reliance on workers’ cognitive skills: ‘Today, workers do not touch the rubber anymore. They touch electronic panels that control the equipment.’ (Interview #73). A local unionist adds on this: ‘Every time they change a tire model, it is replaced by new automated equipment. […] The operator is really losing power.’ (Interview #76).
The deployment of KPI has also disrupted relationships on the shopfloor, diminishing workers’ autonomy and atomizing the workforce. For managers, it enabled better standardization of tasks and a focus on ‘objective’ data to improve efficiency. Between managers and the union, much disagreement surrounded KPI deployment. A local manager opined that ‘the more we use data and controls, it will help the operators to become better and lessen the risk that they’ll be disciplined. It is not a tool to be punitive, but to foster good performance.’ (Interview #73). A union representative expressed an opposite view: There is no mutual aid between us anymore. When something was happening, we used to go help our coworkers. Now it is not the case anymore […] The machine now says everything! If you were there at 1:07pm, if you were not there at 1:07pm! (Interview #76).
Case-4-Rb was home to similar tensions. Data gathering and automation were also deployed in critical sections and tasks were standardized. One important area is inspection, which once necessitated human supervision to ensure that products met quality standards. With the push towards more just-in-time processes and customer- specific demands, management invested in a new system that significantly reduced labor, but also affected workers’ skills: ‘Today, it's just a camera that takes photos in real time. It is automatic. If there is a problem, it will reject the part.’ (Interview #87). Replacing cognitive skills with data collection and automation was also an objective of digitalization, as another manager exemplified: ‘And now, you don't depend on one or two workers who make rubber by feel. If there are retirements, change in workers, turnover, you have all the history and the trends in your data.’ (Interview #86).
Some operations in the plant were not fully automated, but the introduction of displays with real-time KPI significantly reduced the degree of autonomy and individualized performance. Again, management and the union had different interpretations of this change. A manager comments: ‘Green, everything is good and working well. Red, I don't even have to go on the line, and I know it in real time. And then we say ‘Can I help you? Is there something not functioning well?’’ (Interview #87). A union representative was skeptical of the effects on workers: ‘Does it create all kinds of problems for workers? Yes. Because you see a ‘+’ or ‘-‘ when you are working. It creates a constant stress: ‘Am I in negative territory?’’ (Interview #89).
In both rubber industry cases, the introduction of digital tools reinforced Lean principles but differently than in aluminum plants. Management targeted specific operations affecting workers’ power by reducing labor or standardizing and simplifying tasks. The introduction of KPI on individual workstations also diminished autonomy. These disempowering and deskilling dynamics flow from specific product strategies, but also results in the diminution of workers’ power. Although the corporate documents on production systems promoted employee involvement, in practice no evidence of this was apparent in Case-4-RB, while Case-3-Rb did involve some employees in the pre-design stage of new machines.
Explaining Patterns of Digitalizing Lean Models
While institutional logics in both industries gave rise to similar sets of best practices, the implementation models emerging in practice were quite different. The Empowered pattern (aluminum) results in aspects of Lean production practices in its use of digitalization to implement continuous flow and standardization, but its impact on workers’ skills and tasks was minimal. As well, workers and unions retained a measure of influence on the pattern of change. Within Taylorized pattern (rubber) the corporations also pushed for Lean practices based on digitalization to enhance management's capacity to standardize production, deploy continuous flow and reinforce ‘push’ practices, but its impacts on tasks (simplifying, intensifying and routinizing), skills (labor-replacing) and autonomy (individualizing production objectives) were far more significant, diminishing workers’ and unions’ influence on reorganizations.
Our analysis of the two sectors, based on secondary sources, in-plant observations and semi-structured interviews, shows that several factors explain the differences between the two patterns. The distinct nature of markets is a strong factor affecting these outcomes. Aluminum serves centralized markets for large corporations. While commodity price is important, long-term contracts and the oligopolistic structure of the industry offer plants relative isolation from direct competition and favor incremental changes. The sector's capital intensity is also important, thus technological improvements target operational stability rather than intensification of work. As well, the continuous process nature of aluminum production makes it difficult to monitor workers’ individual performance. A manager illustrated the importance of these characteristics: ‘We are in a conservative industry. Building a new smelter costs several billion and we’re planning on a 40-year scale. We tend to target specific operations rather than large technological changes.’ (Interview #21)
In the rubber industry, the nature of markets is different. Both plants operate in segments in which customers’ demands are crucial and product customization is a competitive advantage. Case-4-Rb is vertically integrated with the auto industry and is subject to strong pressures for just-in-time production. This JIT pressure is less a factor for Case-3-Rb, but it must nevertheless compete to gain personal consumer and OEM market shares. In relation to technology and production processes, both plants are historically labor-intensive workplaces with low levels of technological investment, shifting the incentive structure of managers towards intensifying work and replacing workers with automation. Our results thus show that high labor intensity and cost competitiveness encourage managers to adopt a Taylorist approach.
The analysis of secondary sources (i.e., CBAs) and of the semi-structured interviews reveals that the nature of workers’ power in the two industries differs in many respects. Structural power played an overarching role in shaping reorganizations and was morphed into institutional power. Unions in Case-1-Al and Case-2-Al have historically mobilized their structural power to codify control over certain aspects of work within CBAs. The clear division between managers’ and workers’ tasks, the constant reliance on the grievance system to contest managerial decisions and clauses circumscribing technological changes have to a certain extent enabled unions to shape digital changes and work reorganization.
In Case-3-Rb and Case-4-Rb, unions once had strong structural power, but it has now become significantly eroded. In both corporations, shifts in corporate strategies and restructuring were strong factors in diminishing union power. Interviewed unionists pointed out that this power shift coincided with the aftermath of the 2008–9 crisis: ‘In 2011, it was the recession, we had an old plant, workers had to make important concessions’ (Interview #75). The specificities of rubber production gave workers strong power in the past, but more recently market and intra-company competition led management to integrate labor-saving technologies and to justify work intensification measures. As one unionist said: ‘When you have the opportunity to add 300 million in investments, we felt it was good news for all workers. But it came with important changes in work practices’ (Interview #76). The industry's segmented type of production also eased the way for management to target bottlenecks and introduce new technologies. Both unions could in theory have developed institutional power through CBAs, but a lack of formalized safeguards in relation to technological change, coupled with particular product market strategies, resulted in fewer tools for workers to contest management's prerogatives.
Discussion
This article has sought to understand the potential deployment of ‘Digital Lean’ practices in manufacturing using an analytical framework that takes into account both the structural characteristics of workplaces and the power resources available to workers and unions. These practices, we argue, may be implemented at different organizational levels in different workplaces reflecting the possible contradictions between managerial beliefs, ideational routines and the ‘stark reality’ of the social relations of production on the shopfloor. We argue that these practices may vary according to different characteristics and that, contrary to more axiomatic accounts of technology and the role of workers, these variations can lead to different models of work organization.
There are several explanations for this variability and the deployment of Empowered and Taylorist approaches to production. Despite the influence of overarching ideas concerning a supposed ‘one best way’ to organize work, managers face limitations when in adopting new practices and encouraging efficiency in the labor process. Thus, workplaces are not implicitly permeable to any ‘one best way’ of organizing the labor effort because, as the sociology of work has long argued, they are modeled by social relationships, conflicting interests, and power dynamics that can lead to different types of compromises. Moreover, workers and unions are not simply passive recipients of new practices and can, under certain circumstances, influence changes promoted by managers, whether in defending the status quo or in taking advantage of the changes to increase their power in the workplace.
The value of our framework and empirical analysis in this context lies in highlighting the factors that may lead to one or another model and in explaining how, despite the strong corporate and managerial belief that ‘Digital Lean practices’ are best suited to enabling efficiency and productivity in the workplace, workers can influence the deployment of these practices. Supposedly ‘new’ production processes do not appear ex nihilo and are dependent on earlier technologies and organizational routines: some ‘old’ practices can be retained to organize the labor effort while workers shape ‘new’ practices. Different types of markets also enable workers and unions to be relatively insulated from competitive pressures thus increasing their influence on the organization of work and on their ability to circumvent managerial endeavors. But, as we have argued in this study, these favorable conditions are dependent on workers’ and unions’ agency, i.e., their ability to mobilize sources of power, which should be accounted for in studies of workplace change.
The present study's limitations are institutional (a North American environment with workplace-level representation) and sectoral (two specific manufacturing sectors). The issues addressed, however, transcend these contexts, particularly in terms of the conditions affecting the diffusion of technologies and work reorganization, as well as labor's potential for resistance in the workplace. Thus, we believe that despite its limitations, this study makes valuable contributions to debates on new technologies, the implementation of Lean practices, and the patterns of work reorganization.
Conclusion
While Lean production has been the dominant production system in manufacturing for over three decades, digitalization has given rise to new conjunctures affecting the reorganization of work. The present article sought to assess whether Lean production and digitalization were spreading in mutual conjunction and to evaluate their impacts on the management of production. Our results indicate that a Digital Lean model has emerged as a point of reference for corporate and managerial institutional logics, underscoring their importance for attempts to understand work reorganization (Vidal, 2017, 2022a). Patterns of diffusion for these models in workplaces were noticeably varied and contested by workers and unions. Two patterns are distinguishable: an Empowered pattern (standardization of operations and continuous flow without significant changes to tasks and skills) and a Taylorized pattern (simplification of tasks, reduced autonomy, intensification and labor-replacement initiatives).
These results should be viewed in perspective with past research on Lean production in the workplace. Confronting a supposedly ‘one best way’ of implementation, earlier research on the reorganization of work and the diffusion of lean practices highlighted variations between different types of productive models and the uncertainty of their adoptions (Appelbaum & Batt, 1994). According to the literature, several factors contribute to the variability of these models, including union capabilities (Frost, 2000), labor market conditions (Berggren, 1993) and different types of technologies (Bélanger & Edwards, 2007).
As new technologies are presently gaining traction in firms, recent speculation about the rise of digitalization in workplaces has given way to research emphasizing an enhanced role for workers and a ‘socio-technical’ model based on high levels of participation and empowerment (Bonekamp & Sure, 2015; Kagermann et al., 2013; Romero et al., 2016). Other contributions, grounded in critical accounts, have by contrast noted the potential negative consequences of new technologies for workers, such as the risks posed by skills changes, unemployment, and the rise of new forms of control with the potential to disrupt social relationships in the workplace (Butollo et al., 2018; Damelang & Otto, 2024; Kristal, 2019, 2020; Vallas et al., 2022).
Against the backdrop of this literature, we consider that our study makes valuable contributions by formulating insights on two fronts. First, our analytical framework allows for a multi-level understanding of the diffusion of Digital Lean production, while also bridging structural and power-based explanations, to produce a comprehensive account of different patterns of work organization. Explaining these variations requires an understanding of the interaction between the following factors: the specific markets and types of production that act as important forces shaping the adoption of Digital Lean practices (Bélanger & Edwards, 2007; Howcroft & Taylor, 2023), and the ability of unions and workers to exercise power and shape managerial projects (Dorflinger et al., 2021).
Second, the empirical analysis mobilized in this article enabled us to understand these dynamics in diverse productive settings and a variety of workplaces exhibiting different characteristics. However, generalizing from these cases to other sectors and institutional contexts might be tricky, as the industries we have chosen to analyze deploy particular technologies, are active in specific markets and enjoy high levels of unionization. Still, our results show clearly that digitalization is not over-deterministic and that, under certain circumstances, workers can retain influence on the production process and the implementation of new work practices.
Debates on the future of work and the rise of digitalization to date have suffered from overly speculative accounts, making it difficult to understand whether these technologies effectively disrupt workplaces. Theoretically and empirically grounded research is much needed, and we believe that the framework and empirical analysis mobilized in this article contribute to an emerging corpus of literature proposing a more accurate portrait of new technologies and their consequences in the workplace. Based on the insights we have developed in this article, future research should consider empirically whether the patterns in which unions retain a certain influence on these processes can be reproduced in other national, sectoral and productive settings. Conceptually, based on the framework we propose, further inquiries should also examine whether, in other settings, structure, managerial strategy, or workers’ power matter more for our understanding of change in the workplace.
Supplemental Material
sj-docx-1-wox-10.1177_07308884241288580 - Supplemental material for Are New Technologies Empowering Workers? Digital Lean Production and the Reorganization of Work in Manufacturing
Supplemental material, sj-docx-1-wox-10.1177_07308884241288580 for Are New Technologies Empowering Workers? Digital Lean Production and the Reorganization of Work in Manufacturing by Mathieu Dupuis and Alexis Massicotte in Work and Occupations
Footnotes
Acknowledgements
The authors would like to thank Matt Vidal, Ian Greer and Sean O'Brady for valuable comments on earlier versions of this article. Additionally, they would like to thank Benjamin Paré and Aleksander M. Janicki for their support in revising and editing the manuscript.
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Social Sciences and Humanities Research Council of Canada, Fonds de Recherche du Québec-Société et Culture,
Supplemental Material
Supplemental material for this article is available online.
Author Biographies
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.