
Abstract
The Superpave mixture design method is currently the most prevalent design method for asphalt mixtures. However, its high-gyration levels often result in mixtures with lower asphalt binder content compared with earlier methods, leading to compaction and cracking issues and affecting the long-term performance and durability of asphalt pavements. To address these challenges, the concept of a low-gyration mixture was introduced by lowering designed number of gyrations and adjusting the volumetric requirements. Building on this concept, this project compared the performance of low-gyration asphalt mixtures (50 gyrations) with a Superpave mixture (100 gyrations) as the control mixture. This Superpave mixture is commonly used by the Florida Department of Transportation (FDOT). Full-scale accelerated pavement tests and laboratory tests were conducted at FDOT to evaluate the rutting, cracking, and durability performance of both mixtures. The results demonstrated improved compactability of the low-gyration mixture compared with the conventional Superpave mixture. At their target density levels, the low-gyration mixture exhibited better rutting resistance under field and laboratory conditions and showed lower sensitivity to air voids. Although improved cracking performance were observed in some low-gyration specimens, overall cracking and durability properties were similar between the two mixtures. The findings suggest potential benefits in pavement performance of low-gyration mixtures, particularly with regard to compactability, resulting in higher in-place density levels.
Keywords
The Superpave mixture design procedure is used for designing asphalt mixtures to ensure optimal performance and durability. This procedure involves compacting various asphalt mixtures with different binder contents to determine fundamental volumetric properties. The choice of optimum binder content is primarily based on achieving 4% air void ( 1 , 2 ). The procedure assumes that the compaction effort applied during laboratory testing will mimic field conditions over time. Current standard specifications require a certain number of design gyrations (Ndes) based on traffic levels and the properties of the asphalt binder. Table 1 summarizes the current Ndes requirement from the Florida Department of Transportation (FDOT) and the American Association of State Highway and Transportation Officials (AASHTO) and those proposed under the National Cooperative Highway Research Program (NCHRP) project 573 ( 3 – 5 ). The determination in FDOT is equivalent to or slightly lower than the above requirements.
FDOT, AASHTO R 35, and NCHRP 573 Ndes Gyratory Compaction Requirements
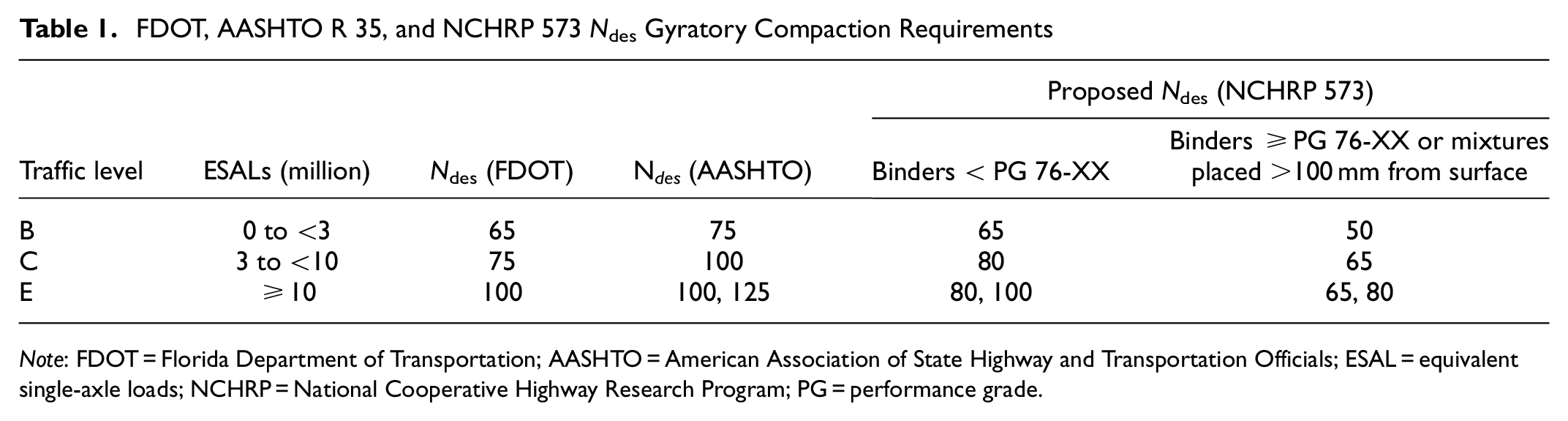
Note: FDOT = Florida Department of Transportation; AASHTO = American Association of State Highway and Transportation Officials; ESAL = equivalent single-axle loads; NCHRP = National Cooperative Highway Research Program; PG = performance grade.
Many researchers have explored the compaction mechanism of asphalt mixtures under a roller compactor and gyratory compactor. Significant differences were discovered with regard to particle kinematic behaviors during compaction, including movement and rotation ( 6 – 8 ). Concerns have also arisen in the United States with regard to the potential dryness of Superpave-designed mixtures, leading to compaction and durability issues. Research studies have highlighted discrepancies between laboratory-compacted and field densities of asphalt pavements after years of traffic. These discrepancies suggest that the current gyration levels for compaction might be too high ( 5 , 9 ). Under high levels of gyration, the low binder content was determined to meet the required volumetric specifications. Since asphalt binder serves as the primary lubricant during aggregate compaction, the combination of high-gyration levels and reduced binder content raises concerns about the mixture’s dryness, compactability, and potential cracking issues in the resulting asphalt pavement. Therefore, many studies have explored the impact of reducing the number of design gyrations (Ndes) during compaction to better match laboratory-compacted densities with ultimate field densities ( 9 – 17 ).
Under a certain aggregate gradation and design air voids, Ndes has a major effect on the volumetric properties of asphalt mixtures and thus the optimum binder content ( 9 , 10 ). In practice, contractors adjusted the aggregate gradation to minimize binder content while meeting the required limits of voids in mineral aggregate (VMA). Since the gradation and properties of the aggregate directly affect air voids and the resulting binder content, reducing the gyration compaction level can lead to weaker aggregate structures, even if VMA and air void requirements are met. Therefore, it is important to increase the minimum VMA requirement when designing asphalt mixtures compacted with reduced gyratory compaction levels. This ensures that the asphalt binder content is adequately maintained in the mixture, thereby improving its durability. Based on this concept, the Federal Highway Administration (FHWA) recommends increasing the minimum VMA limits by 0.5% when reducing Ndes ( 9 ). This approach aims to enhance binder content, provided the aggregate structure is sufficient for the expected traffic conditions.
Colorado Department of Transportation reviewed the Ndes gyration level and studied the impact of the compaction level on the volumetric properties of asphalt pavements. The results indicated that in-place air voids after 5–6 years of traffic were still higher than those obtained at Ndes using the Superpave gyratory compaction (SGC) procedure. Although the in-place mat density is a complex outcome influenced by various factors, the use of lower design gyrations and higher air voids has started to be considered in the mixture design process ( 11 ). Khosla et al. ( 12 ) utilized a performance-oriented approach to determine the appropriate Ndes gyration levels for asphalt mixture design. The dynamic modulus (E*) and binder properties were used to predict rutting and fatigue performance for appropriate traffic levels for the state of North Carolina. They reported that the modulus of the mixture at different temperatures and frequencies increases with an increase in Ndes, reinforcing the concept that higher Ndes yields lower binder content and cracking-susceptible mixture. The authors thus recommended a Ndes gyration of 85 compared with the original 75 and 100 for Superpave 12.5 mm mixture at type C (3–30 million) and D (>30 million) traffic levels, respectively, based on the rutting and cracking performances ( 12 ). Superpave5 was another mixture design method to improve the mixture performance by adjusting the compaction density. It used a design air void content of 5% compared with the current Superpave requirement of 4%. To maintain the current minimum asphalt content, the VMA is increased by 1% from the existing values, thereby reducing the compaction energy required ( 13 – 15 ). A performance comparison was made between the two test roads designed by the conventional Superpave4 and Superpave5 methods after 5 years of traffic loading. The results revealed no differences in rutting and reflective cracking. However, the surface cracking performance of the Superpave5 road was significantly better than that of the Superpave4 road ( 14 , 16 ). The Indian Department of Transportation compared the field pavement using the Superpave5 and conventional Superpave designs. Superpave5 mixes could be produced using the same production procedures and plant as the conventional Superpave mixes. Better long-term performance and low life-cycle cost were achieved ( 17 ). On the other hand, some researchers have also studied improving asphalt content on the mixture design and its effect on the mixture properties. By increasing 0.5%–1% of the asphalt content, the cracking properties of the asphalt mixture containing 20%–40% reclaimed asphalt pavement (RAP) can be greatly enhanced without significantly jeopardizing their rutting resistance ( 18 – 20 ). All findings support the methods of using the lower compaction gyration but improved binder content to maintain the balanced mixture properties.
As more research was conducted on lowering the gyration levels, highway agencies decided to lower the gyration level in their mixture designs. Table 2 shows the highway agencies that have lowered the gyration levels. A total of 27 agencies are presented in Table 2. The FHWA reviewed proposed changes and concluded that a generalized reduction of Ndes levels could not be recommended universally. They suggested that agencies evaluate the effects of Ndes adjustments on performance for their specific conditions ( 5 , 9 ).
Highway Agencies That Have Lowered Design Gyration Levels
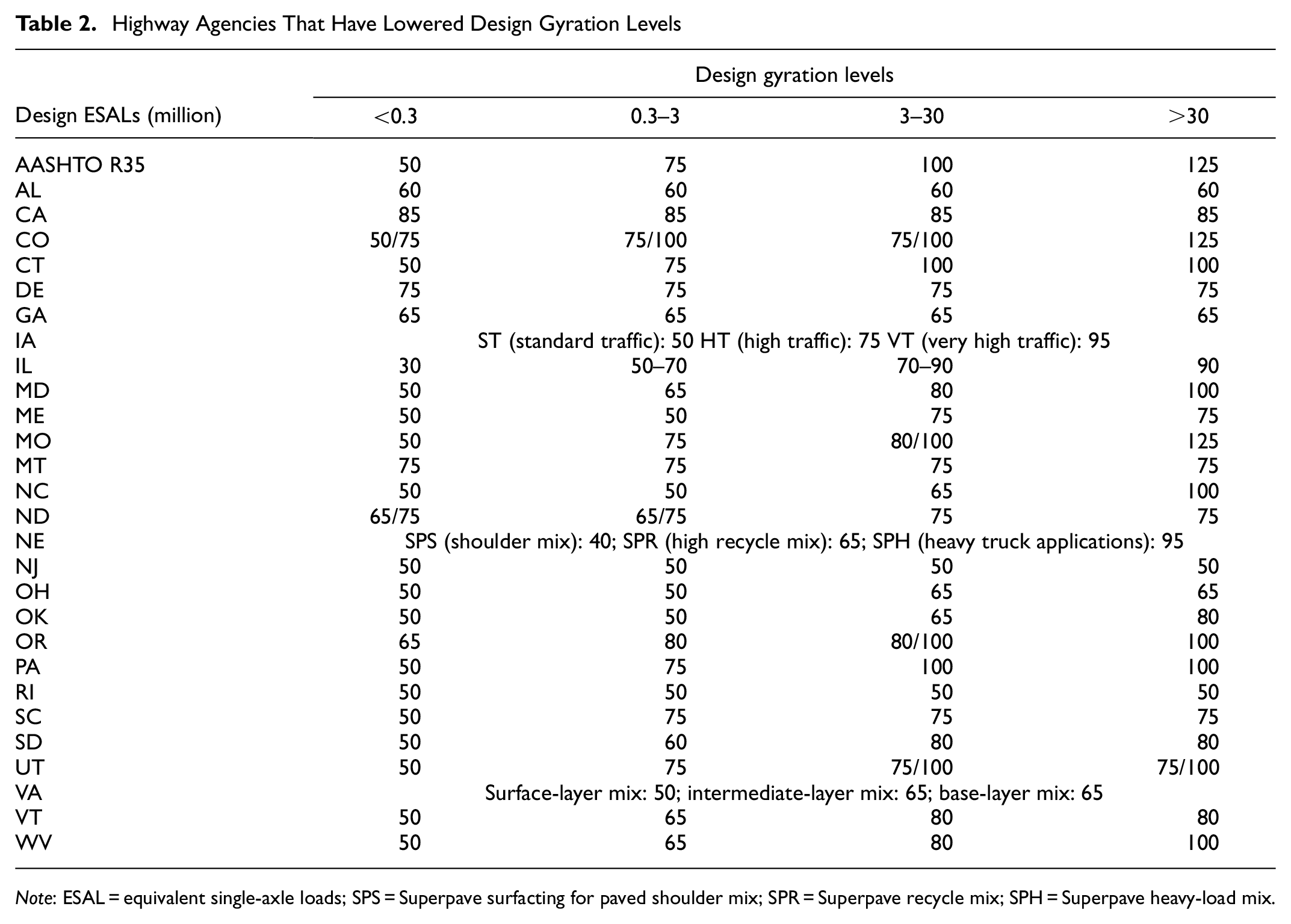
Note: ESAL = equivalent single-axle loads; SPS = Superpave surfacting for paved shoulder mix; SPR = Superpave recycle mix; SPH = Superpave heavy-load mix.
The durability issues of the asphalt pavement relating to the high gyratory level have been well researched, but the effect of lowering the gyration level on mixture performance is still unclear. It was expected that reducing the compaction effort and slightly increasing the asphalt content could satisfy the asphalt mixture design standards while addressing distresses associated with high-gyration levels. Therefore, the objective of this research is to (1) develop an asphalt mixture design based on the low-gyration concept, and (2) compare the properties of two types of asphalt mixtures, evaluating the impact of the low-gyration method on key performance characteristics, including resistance to rutting, cracking, and raveling.
Experimental Design
Asphalt Mixtures
Two types of asphalt mixtures were tested in this project: the standard Superpave mixture and a low-gyration mixture. Both mixtures were designed with a 12.5-mm nominal maximum aggregate size and PG 76-22 polymer-modified asphalt. Twenty percent RAP was incorporated into both mixtures by total weight. Limestone aggregates from the same source were used. The control mixture was designed based on the Superpave method with 5.0% asphalt content, which included 4.56% virgin binder and 0.94% RAP binder. The mixture design ensured that the air voids reached 4% at Ndes = 100 gyrations. This Superpave mixture is commonly used by FDOT. In contrast, the low-gyration mixture utilized the same gradation, but the asphalt content was adjusted to achieve the required 4% air voids at Ndes = 50 gyrations. To maintain the strong aggregate structure at the reduced gyration level, the minimum VMA was increased by 0.5% to ensure the required air voids were achieved in the mix design for the low-gyration mixture. After several trials and adjustments, the asphalt content of the low-gyration mix was determined to be 5.5%. Mixture design target information on these two mixtures is summarized in Table 3. All mixtures met the control points required by the FDOT Standard Specifications 2020 for Road and Bridge Construction and the Superpave mixture design procedure in AASHTO M 323.
Mixture Design Target Characteristics of Asphalt Mixtures
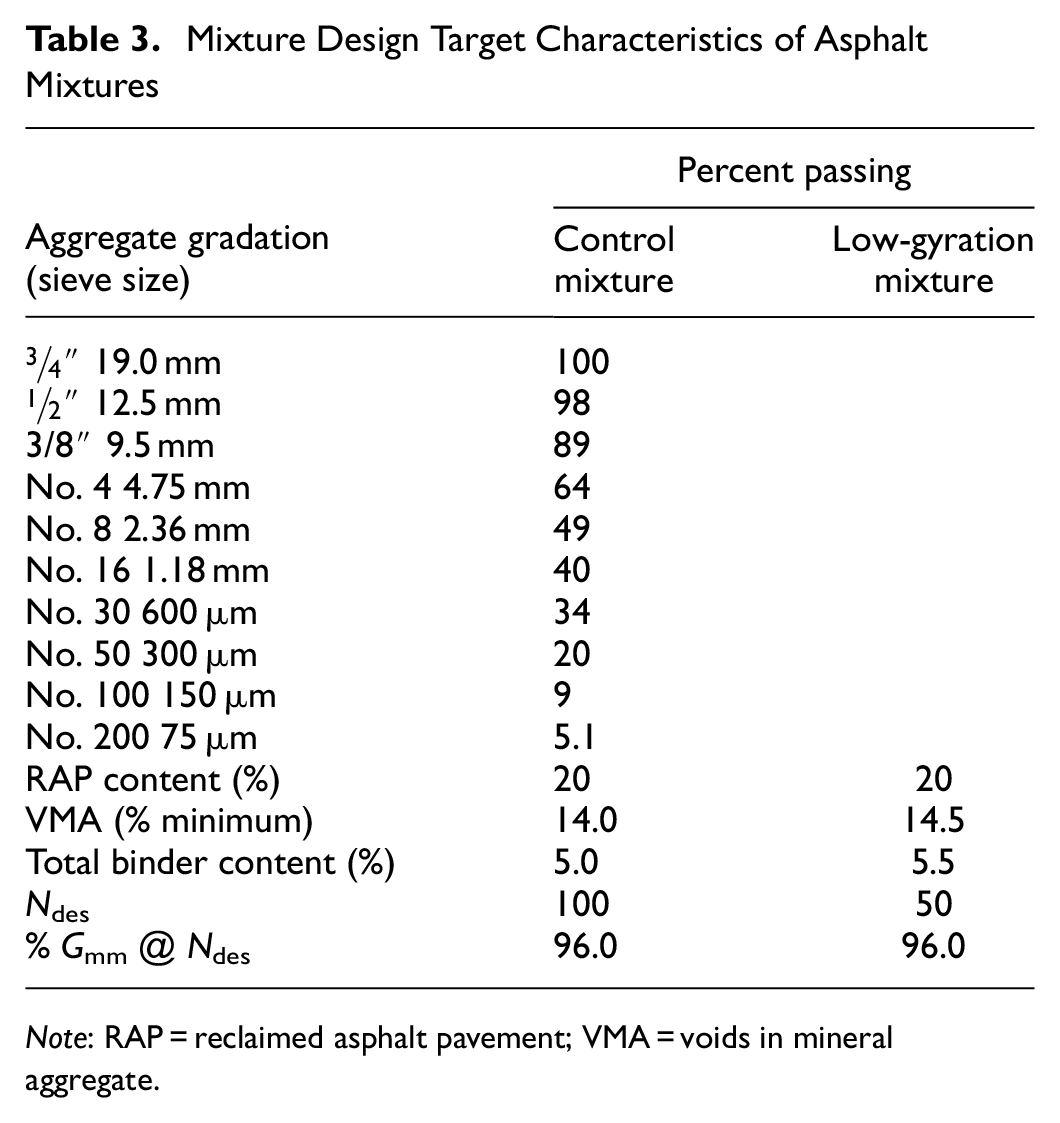
Note: RAP = reclaimed asphalt pavement; VMA = voids in mineral aggregate.
Accelerated Pavement Testing on Field Sections
Three test track lanes were constructed at FDOT’s Accelerated Pavement Testing (APT) facility, including (1) a Superpave mixture lane with a standard compaction level as a control targeting 93% of Gmm, (2) a low-gyration lane with the target density of 94%–95% Gmm, and (3) a low-gyration lane with marginal compaction effort and an expected 90.5%–91.5% Gmm. The selection of the target density was based on FDOT specifications and construction experiences. The target density for the low-gyration lane is slightly higher than the control lane because of the potentially improved compactability because of its higher asphalt content ( 21 ). Comparisons can be made among these three lanes to evaluate the effect of the low-gyration method on the performance of the asphalt pavements.
Figure 1 shows the test section layout of one lane with dimensions 12 ft wide × 160 ft long. Three similar lanes were constructed. Six rutting evaluation zones were created, with three tested by a heavy vehicle simulator (HVS), whereas the remaining three were reserved in case of unforeseen issues in the evaluation zones. The 1.5-in. existing asphalt was milled off and resurfaced with the same thickness of new asphalt mixtures, as previously described. Identical tack coat rates were applied for all the test sections during compaction. Nonnuclear density gauges were used during compaction to ensure the density of each lane met the target density. The cross-section for the pavement is shown in Figure 2. The construction activities of the test tracks are presented in Figure 3, including milling, tack coat application, paving, and compaction.
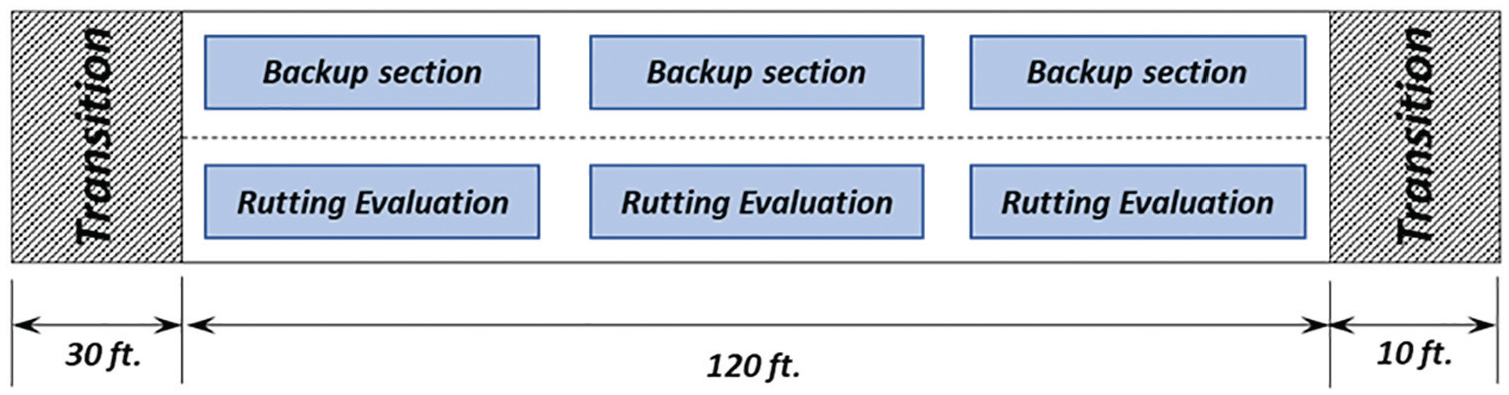
Layout of the test sections.
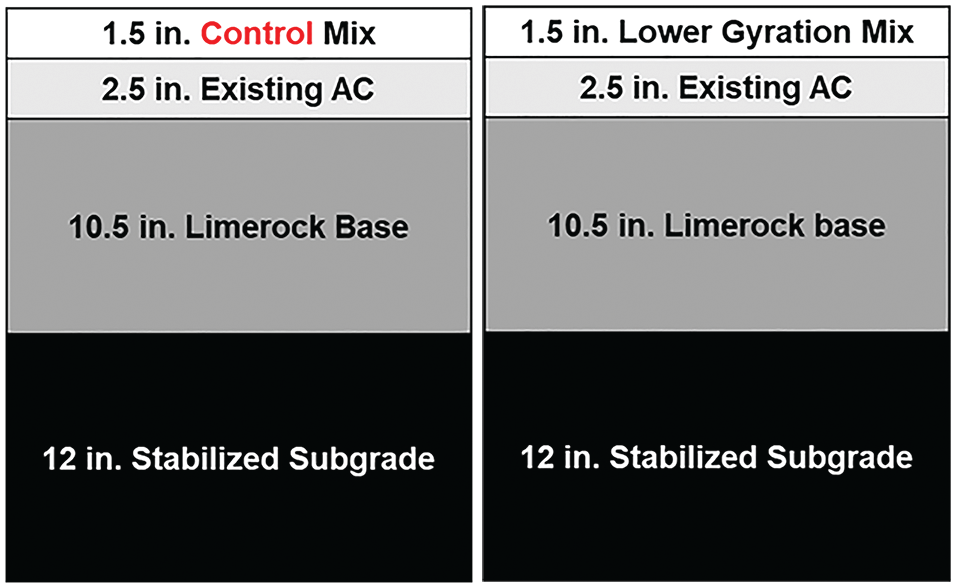
Cross-section of the test sections.

Construction activities of the test sections.
After field construction, the accelerated loading was performed using FDOT’s HVS to evaluate the field rutting performance of the test sections. Each loading area was trafficked with unidirectional passes of a 9-kip-load super single tire (Goodyear G286 A SS, 425/65R22.5) with 4 in. of total wheel wander (2 in. per side) to simulate the realistic driving conditions. An average of 10,000 passes per day, up to 100,000 total passes, were applied on the pavement at a speed of 7 mph. The temperature was controlled at 50°C at 2 in. below the pavement surface. The rut depth of three loading areas assigned to each test section was averaged to compare the rutting performance of the test sections. Figure 4 shows FDOT’s HVS equipment.

Florida Department of Transportation (FDOT)’s heavy vehicle simulator.
Laboratory Testing on Compacted Samples
The loose mixture and the cores were taken to the laboratory for performance evaluation during the construction of the APT tests. The laboratory testing in this study focused on evaluating the rutting, cracking, and raveling performance of the asphalt mixtures by using the Asphalt Pavement Analyzer (APA) test, Indirect Tensile Asphalt Cracking Test (IDEAL-CT), and the Cantabro loss test. In the laboratory, the plant mixtures were reheated and short-term aged at 135°C for 2 h before compaction in the SGC procedure. Table 4 details the laboratory tests on the asphalt specimens prepared from the plant mixtures and pavement cores.
Laboratory Tests for Pavement Cores and Plant Mixture Specimens
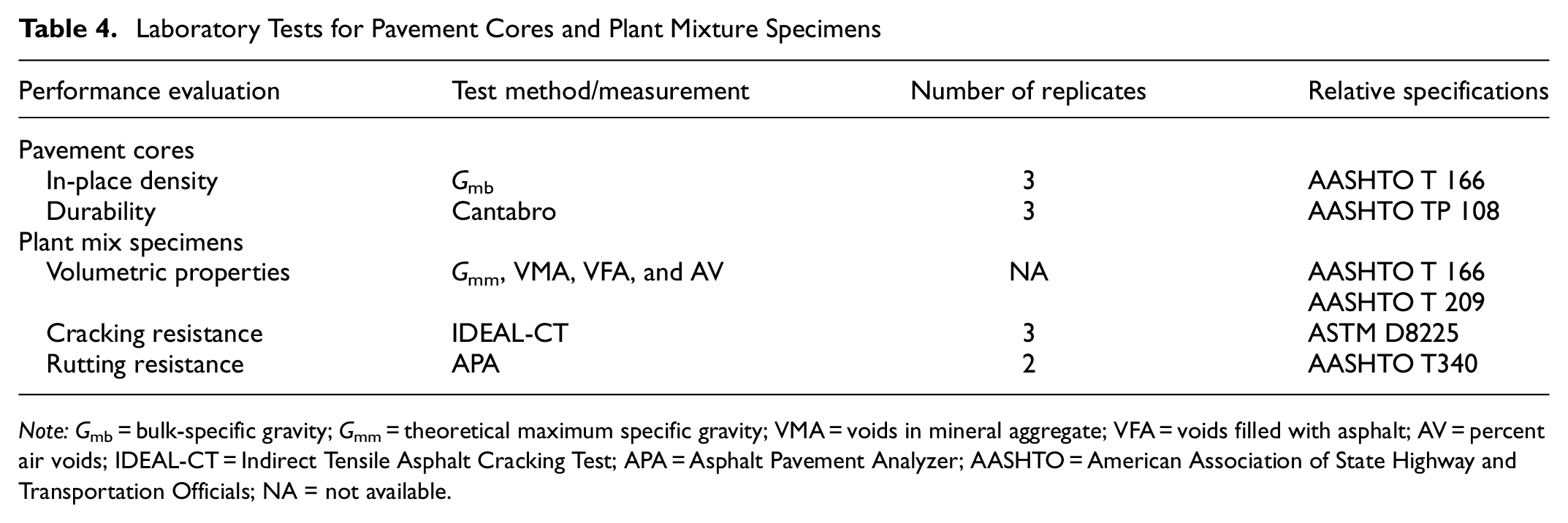
Note: G mb = bulk-specific gravity; Gmm = theoretical maximum specific gravity; VMA = voids in mineral aggregate; VFA = voids filled with asphalt; AV = percent air voids; IDEAL-CT = Indirect Tensile Asphalt Cracking Test; APA = Asphalt Pavement Analyzer; AASHTO = American Association of State Highway and Transportation Officials; NA = not available.
The APA test was used to evaluate the rutting performance of the mixtures in accordance with AASHTO T340-23. The plant mixture laboratory-compacted specimens were used in the APA test. The dimensions of the plant mixture laboratory-compacted specimens were 150 mm diameter × 75 mm high. The test was run up to 8,000 cycles at 64°C, and the deformation was recorded versus the number of loading passes.
The IDEAL-CT was performed in accordance with ASTM D 8225 to evaluate the cracking resistance of the asphalt mixtures. The dimensions of the test sample were 150 mm diameter × 62 mm high. The test was performed at an intermediate temperature of 25°C, and the Cracking Tolerance (CT) Index was used for comparison. A higher CT Index indicates greater resistance to cracking in the field.
The Cantabro loss test was performed in accordance with AASHTO TP108 using the Los Angeles (LA) abrasion machine, an indirect measure of raveling potential, to evaluate the durability of the asphalt mixtures. Core samples measuring 100 mm diameter × 38 mm thick were used to perform the Cantabro loss test, where each specimen is individually rotated in the LA machine at about 30 rpm for 300 revolutions at 25°C, and weight loss is recorded after testing. A low weight loss indicates that the asphalt mixture has better durability and better resistance to raveling.
Results and Discussion
Field Compactability
A nonnuclear density gauge was used on the asphalt pavement to guide the compaction, and the target densities were achieved for each lane based on the gauge density. Certain levels of compaction were applied on the control lane (Superpave mixture) and a low-gyration lane to achieve the target densities of 93% and 94%–95% Gmm, respectively. A lower level of compaction was also applied to another low-gyration lane to identify the performance in a marginal density condition, targeted to 90.5%–91.5% Gmm.
After the construction of the test track lanes, three core samples were taken for each lane for the in-place density measurement. The final density values of the control mixture and low-gyration mixture were 93.6%, and 95.8% Gmm, respectively. With a lower level of compaction, the low-gyration mixture had an in-place density of 90.6% Gmm. The results indicated that a higher density can be achievable with the low-gyration mixture. In addition, a lower compaction energy can be applied to the low-gyration mixture compared with the Superpave mixture, if a similar density is required.
Rutting Properties
HVS Rutting Evaluation
The APT tests were performed on three sections in the field: the control mixture with 93% Gmm, the low-gyration mixture with 94%–95% Gmm, and the low-gyration mixture with 90.5%–91.5% Gmm. The rutting depth of each section was recorded from the beginning to the 100,000 passes, as shown in Figure 5. For the two lanes compacted with standard compaction efforts, the low-gyration section exhibited a rut depth that was 0.6 mm shallower than the control section after 100,000 passes of HVS loading, representing a 19.4% reduction in rutting depth. In contrast, the section compacted with a lower level of compaction energy showed only 0.1 mm more rutting than the control section, corresponding to a 3.2% increase in rutting depth. The test results show that at their target density, the low-gyration section displayed improved rutting performance compared with the control section. Even the low-gyration section compacted with lower compaction energy exhibited a desirable rutting resistance, with only a slight increase in rutting depth. Therefore, the low-gyration mixture is more prone to be compacted and achieves a denser and stiffer structure to bear external loadings.
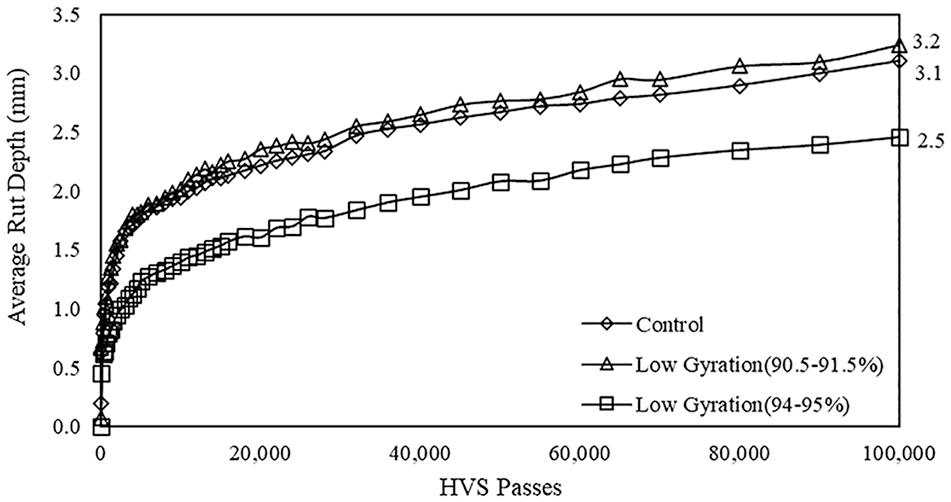
Average rut depth from the heavy vehicle simulator (HVS) test.
Laboratory APA Test
The laboratory rutting test using the APA test was also conducted to evaluate the rutting performance in the laboratory. The plant-produced laboratory-compacted control mixture was tested at air void levels of 4% and 7%, whereas the low-gyration plant-produced laboratory-compacted mixture underwent testing at 4% and 7% air voids for comparison. The low-gyration mixture was also tested at 5.5% and 9% density for comparison with the field compaction condition (density level for the HVS test).
As shown in Figure 6, under the 7% air void compaction level, known as the target density of asphalt pavement, the rut depth of the control mixture (i.e., Superpave mixture) and low-gyration mixture results are similar. However, because of the better compactability of the low-gyration mixture, the applied compaction energy was less than that for the control mixture, which, in practice, should alleviate the low-density-related pavement distresses and concerns. Even if a low level of compaction was used, the low-gyration mixture compacted to 9% air voids had comparable rutting resistance with the control mixture. For samples compacted to 4% air voids, the rut resistance of the control mixture was better than the low-gyration mixture, revealing that the low-gyration mixture may exhibit weaker rutting resistance over time. The opposite trend in rutting resistance was observed at 4% and 7% air voids for two types of asphalt mixtures. This difference is likely attributable to asphalt content. At higher air voids, the asphalt binder plays a more crucial role in bonding aggregates in the less dense structure, which explains why the lower-gyration mixture with more binder shows similar or slightly improved rutting resistance at 7% air voids. However, at 4% air voids, the denser structure strengthens the aggregate interlock, but the increased binder content in the low-gyration mixture reduces internal friction, leading to lower rutting resistance.
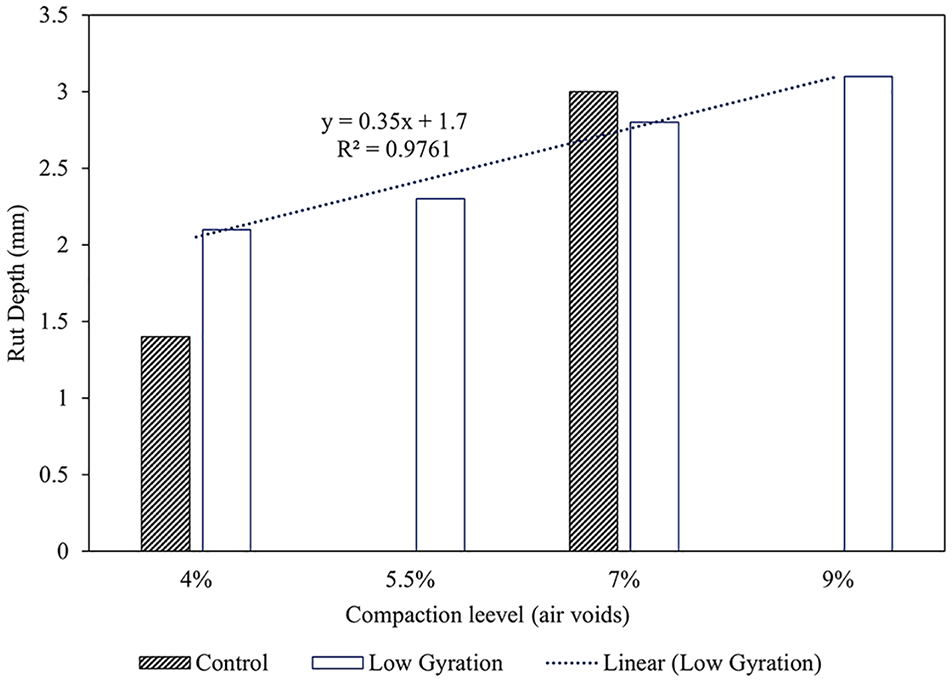
Asphalt Pavement Analyzer test results.
A strong linearity (R 2 = 0.98) was noticed between the rut depth and specimen density for the low-gyration mixes. This finding aligns with the common engineering understanding that denser mixtures exhibit better rutting resistance. Although only two data points were recorded for the control mixture, it is evident that the slope of the control mixture is steeper than that of the low-gyration mixture. This comparison suggests that the low-gyration mixture is less sensitive to changes in air voids, providing greater flexibility for the mixture design and pavement construction.
Cracking and Raveling Resistance
The cracking property was evaluated using the IDEAL-CT at an intermediate temperature of 25°C. The experiment involved control mixtures at 7% air voids and low-gyration mixtures at 5.5%, 7%, and 9% air voids. The 5.5% and 9% air voids were included, since similar densities were compacted in the field. The average value of the CT Index from three replicates is presented in Figure 7, where a higher CT Index indicates better cracking resistance. The error bars, which indicate the highest and lowest value of each replica sample, are also displayed Figure 7.
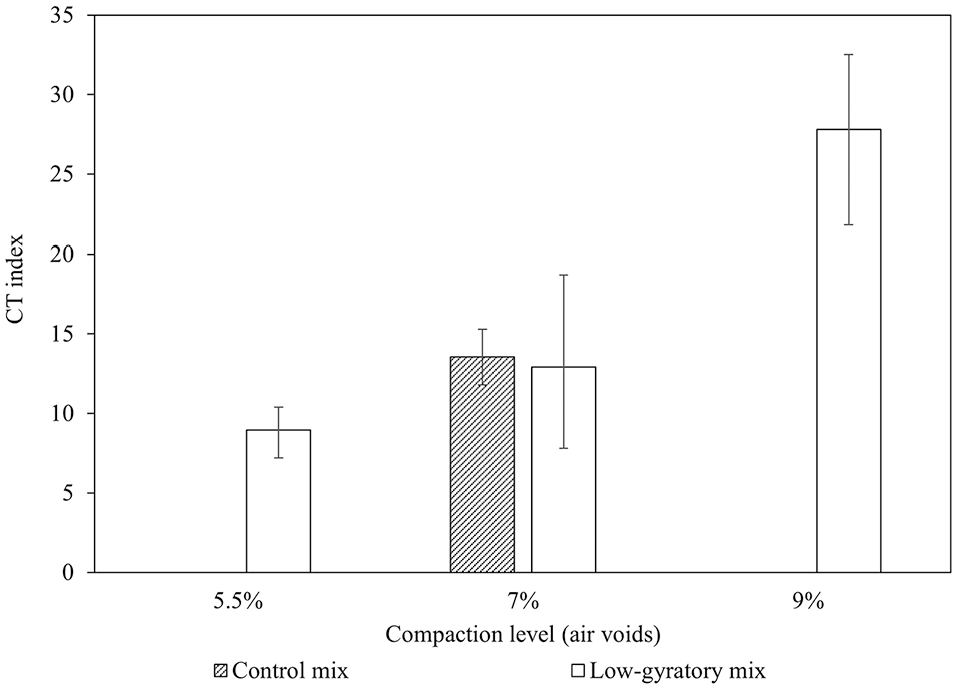
Cracking Tolerance (CT) Index test results.
At the same density level of 7% air voids, no significant difference was observed between the control mixture and the low-gyration mixture, indicating similar cracking resistance. A one-tailed Student’s t-test was conducted on asphalt mixtures with 7% air voids. A p-value of 0.42 did not provide sufficient evidence to indicate a significant difference between the two types of mixtures at the 5% significance level. This result may be attributed to the repeatability limitations of the IDEAL-CT. Research has indicated that higher asphalt binder content is often associated with an increased coefficient of variation (COV) in the CT Index of asphalt mixtures. NCHRP IDEA Project 195 reported that a 0.5% increase in binder content above the optimum asphalt content at 7% air voids can result in a COV >20% ( 22 ). Similar trends are observed in Figure 7, where some specimens exhibited improved cracking resistance compared with the control mixture. However, the increased CT Index is positively correlated with the rise in air voids. This is consistent with other research studies involving the IDEAL-CT and variable density levels but is contrary to the behavior of real pavements, which perform in the opposite manner ( 22 ). However, since the low-gyration mixture contains 0.5% more asphalt binder than the control mixture, it should achieve higher density under the same compactive effort. The increased binder also strengthens aggregate bonding, leading to better cracking resistance in actual pavements ( 18 , 23 ). Moreover, improved compactability can facilitate extended haul distances and longer compaction windows at lower temperatures, providing greater flexibility for pavement construction operations.
Durability was evaluated using the core samples from the pavement and the Cantabro loss test. The test results are interpreted as an indirect measure of the raveling potential of open-graded friction course mixtures ( 24 ). Doyle and Howard investigated the durability of dense graded mixtures using 150-mm (6-in.) diameter laboratory-compacted specimens and found that the test shows promise for dense graded mixtures as well ( 25 ). However, preliminary testing revealed that 150-mm diameter core specimens would break in half before reaching 60 revolutions because of the limited core thickness. Consequently, cores with a diameter of 100 mm (4 in.) were obtained from each test section for Cantabro loss testing. A thickness of 38 mm (1.5 in.) was used as the pavement structure. Three core samples were taken from each test lane in the field to the laboratory for testing, and the results are summarized in Figure 8. The error bars, which indicate the highest and lowest values of each replica sample, are also displayed in Figure 8. The results showed similar performance across the three mixtures, with a slightly higher Cantabro loss observed for the control mixture. An analysis of variance test conducted at a 5% significance level yielded a p-value of 0.88, indicating insufficient evidence to conclude significant differences between the mixtures. The results indicate that the low-gyration mixtures at various compaction levels share similar durability as the control mixture.
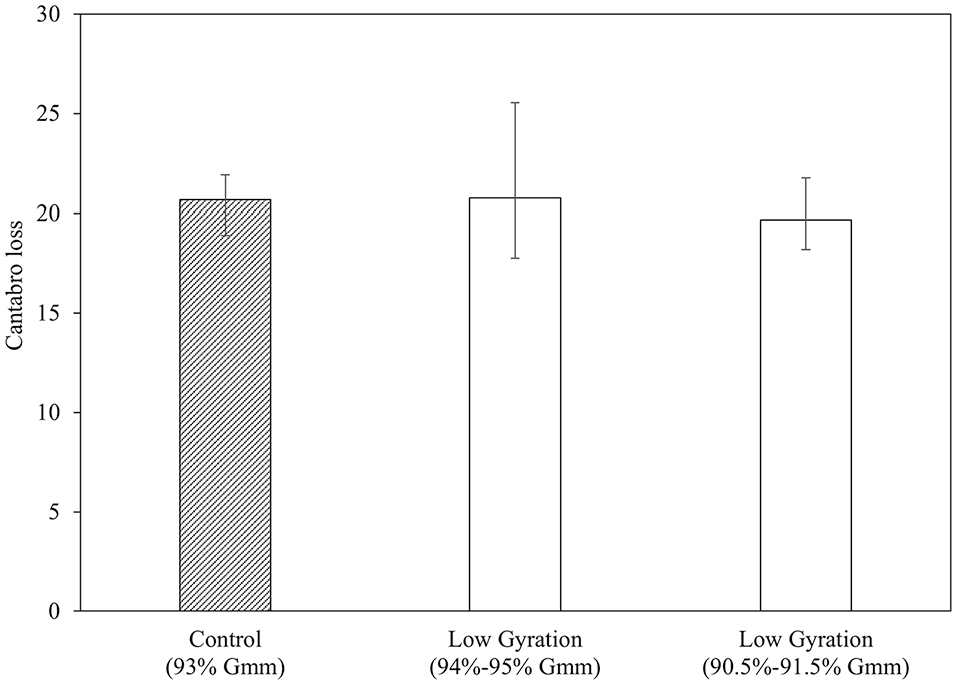
Cantabro loss test results.
Conclusions
This study aimed to evaluate the performance of low-gyration mixtures to address the potential issues with the higher gyration levels used in the current Superpave mixture design method. The low-gyration concept was proposed to maintain the requirement of the air voids and address the potential issues relating to high gyrations. In this project, the low-gyration mixtures were designed with 50 gyrations, in contrast to the standard Superpave 12.5 mixture with 100 design gyrations as a control. Rutting resistance, cracking resistance, and durability were evaluated. In the field, this study constructed three test track lanes with the control mixture compacted under the standard level of compaction and two lanes of low-gyration mixtures compacted at different compaction levels. The HVS was used to assess field rutting performance, and supplementary laboratory experiments targeting rutting, cracking, and durability performance were also evaluated. The key findings are:
1. Compactability and utility. The low-gyration mixture allows for higher field densities to be achieved more easily. Lower compaction energy can be applied to the low-gyration mixture compared with the Superpave mixture to achieve a similar density. The improved compactability also enables extended haul distances and longer compaction windows at lower temperatures, offering greater flexibility for pavement construction operations.
2. Rutting performance. • With respect to testing with the HVS, the low-gyration mix had better rutting resistance compared with the control mixture at their respective target density levels. Even under the lower compaction level, the low-gyration mix had similar rutting resistance compared with the control mixture. • In laboratory testing using the APA test, similar rutting resistance was observed for the low-gyration mixture and the control mixture at 7% air voids. However, the control mixture showed better rutting resistance at 4% air voids. • A trend was identified for the low-gyration mixture, indicating rutting decreased as density increased. The slope of the control mixture is steeper than that of the low-gyration mixture, suggesting that the low-gyration mixture is less sensitive to changes in air voids.
3. Cracking and durability. • In the laboratory test using the IDEAL-CT, similar cracking resistance was observed for the low-gyration and control mixtures at 7% air voids. However, some low-gyration specimens exhibited better cracking resistance. • The Cantabro loss test was performed on the core sample from the three test lanes, and similar percentage loss values were observed for both mixtures.
This study evaluated the performance of low-gyration mixtures in both field and laboratory settings, comparing them with a control mixture designed using the Superpave mixture design method. The low-gyration mixture, utilizing 0.5% more asphalt binder, exhibited better compactability than the control mixture. Both mixtures demonstrated similar cracking resistance at the same air void level. With regard to rutting resistance, the low-gyration mixture performed better than the Superpave mixture at their target density values during field compaction. In laboratory testing, both mixtures showed similar rutting resistance at the same air void level. Additionally, the durability of both design methods did not significantly differ. Therefore, the benefits of low-gyration mixtures were observed, particularly with regard to compactability, resulting in higher in-place density, warranting further consideration for asphalt pavement applications.
Footnotes
Acknowledgements
The work represented here was the result of a team effort. The authors would like to acknowledge the State Materials Office staff from the Pavement Performance and Asphalt Material Sections, who assisted with data collection, materials testing, and technical advice.
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: Howard Moseley, Ohhoon Kwon, Greg Sholar, Frank Ni, Shuai Yu; data collection: Frank Ni, Shuai Yu; analysis and interpretation of results: Shuai Yu, Frank Ni; draft manuscript preparation: Shuai Yu, Frank Ni, Ohhoon Kwon, Howard Moseley, Greg Sholar. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.