
Abstract
Plastic waste is a growing concern today, as landfills fill up and pollution leads to global climatic problems. Some research has been conducted on using plastics in asphalt, but the effect that high-density polyethylene (HDPE) can have in the performance of the asphalt is not understood. This research examines the impact on the moisture damage, rutting, and cracking resistance of recycled HDPE plastics as a portion of aggregates in a dense graded asphalt mix. Two types of recycled HDPE were used—flakes and pellets. Mixes with 5% by volume of recycled HDPE were designed and compared with a control mix. The results indicate that the use of recycled HDPE allowed for a reduction of 0.5% binder requirement. Tensile strength ratio testing showed that, with no anti-stripping agent, the HDPE-modified mixes had acceptable moisture resistance. Both types of HDPE-modified mixes showcased superior rutting resistance based on the flow number parameter. However, the use of HDPE decreased the cracking resistance of the mixes measured with the Illinois Flexibility Index Test at intermediate temperatures. The dynamic modulus test indicated a decrease in the stiffness of the mixes at low temperatures and confirmed the increase of the stiffness at high operating temperatures. Overall, the results indicate that the use of HDPE as partial replacement of aggregates is feasible and future research could explore balancing the performance of the HDPE-modified mix.
Keywords
Plastic waste is a growing concern today. About 3,268 kilotons (kt) of plastic waste were produced in 2016 in Canada, and from 4,667 kt of plastics that entered the Canadian market, only 9% of plastic waste got recycled ( 1 ). Plastic wastes make up to 20% to 30% by volume of solid waste at Canadian landfills, which can last 100 to 400 years before breaking down ( 2 ). Mechanical recycling is the most common method of recycling plastic. Solid plastic wastes (SPW) are collected, usually by curbside pick-up in most municipalities, separated, and sorted based on shape, density, size, and so forth. If not processed, it is baled, then washed to remove contaminants. The plastics are ground into flakes and may be compounded and pelletized to allow easier conversion ( 3 ). There is an increasing interest in creating value-added products with recycled plastic. One method that has been studied is the incorporation of recycled plastics into construction materials. Using recycled plastics as a proportion of asphalt concrete mixes can reduce the quantity of road materials required.
Waste plastics can be incorporated into asphalt in two ways, known as a “wet process” and a “dry process” ( 4 ). The wet process involves mixing plastics of low melting point (less than asphalt mixing temperature of 165°C–175°C) with hot bitumen before adding aggregates. This creates a polymer network in the bitumen matrix that enhances pavement performance and durability. Plastics account for 2%–8% of the weight of bitumen, on average, and the bitumen accounts for 5% of the total mix, as aggregates account for the other 95%. Plastics with high melting points (above asphalt mixing temperature) are usually used in the dry process, in which they are mixed with aggregates before adding bitumen. Plastics are manufactured into synthetic plastic-made aggregates and added as pellets, powder, or other forms to replace a portion of the normal aggregates of an asphalt mix. Waste plastic has been used as a coating material over aggregates. When plastic is added to the hot aggregates before mixing with the binder, the concept is that the plastics will melt and coat the aggregates, with the potential to improve the physical and surface qualities of the aggregates ( 5 ). These plastics are softened, not burned, resulting in no gases such as carbon dioxide. It is estimated that, for a 1 km single-lane plastic bitumen road, a minimum of 1 tonne of waste plastic could be used, reducing CO2 by at least 3 tonnes( 6 ). Several attempts to incorporate HDPE into asphalt have been documented worldwide.
Some studies have incorporated HDPE through the wet process. A study in China determined that 5% HDPE (by weight of bitumen) improved the performance of asphalt concrete mix by improving the resistance to permanent deformation and increasing the stiffness and the modulus of rupture at low temperatures while still providing adequate resistance to moisture ( 7 ). Another study in Iran involved mixing 5% HDPE (by weight of bitumen) with the binder at 185°C. HDPE showed to be a good asphalt binder modifier and had less rutting potential and higher fatigue life compared with control mixes (CMs). The HDPE caused less sensitivity to temperature changes. At the intermediate temperatures of 15°C and 20°C, HDPE increased the stiffness and modulus of rupture of the mixes; this reduced its crack potential and fatigue cracking. The HDPE allowed better bonding of the aggregates and binder, which increases the fatigue life. HDPE also seems to increase the strength against moisture damage ( 8 ). Similarly, a study in Egypt evaluated the use of varying amounts of HDPE (2%–8% by weight of bitumen) by adding it to a 60/70 penetration grade binder. The physical properties of the HDPE-modified binder improved with a reduction in the sensitivity to temperature compared with the original binder. The best performance occurred at 4% HDPE. It enhanced the mixture stiffness and reduced the tendency to permanent deformation. The binder-aggregate bonding was improved, leading to higher moisture resistance ( 9 ). Another study in Turkey also concluded that 4% HDPE was the optimum dosage to improve strength and resistance to deformation ( 10 ). In summary, past research has indicated the wet process has produced acceptable performance; however, there are concerns with phase separation, which could be controlled with the addition of polyphosphoric acid ( 11 , 12 ).
There are limited studies on the addition of HDPE in the dry process. A study in Jordan found that 12% ground HDPE (by weight of bitumen) was optimum in increasing stability, reducing density, and slightly increasing air voids and voids in mineral aggregate. The study concluded that polyethylene helps to “reduce pavement deformation, increase fatigue resistance and provide better adhesion between the asphalt and aggregate” ( 13 ). A study in Portugal used cross-linked polyethylene (PEX) as an aggregate substitute and HDPE as a bitumen modifier. PEX and HDPE are both more resistant to permanent deformation. PEX-modified mixtures had a decreased density, similar water sensitivity, and reduced temperature susceptibility. HDPE binder had better water sensitivity and higher modulus as a consequence of the higher viscosity of the modified binder. HDPE and PEX had lower phase angles, meaning less viscous behaviour and higher rutting resistance ( 14 ). A similar study only used PEX as an aggregate substitute. PEX is made mostly of HDPE cross-linked bonds. They used 5% of PEX by volume of the aggregate (1.8% by weight of aggregates) with 5% binder. PEX reduced the penetration value and increased the softening point, stiffness modulus, and permanent deformation resistance, but had a slight reduction in fatigue resistance. It reduced the density of the mixture by about 5%, which can be advantageous during transportation and application over structural elements ( 15 ).
Generally, polyethylene (PE) particles or fibre act as a bridge to block the propagation of cracks, which leads to the improvement of low-temperature properties of asphalt binder. PE-modified asphalt mixes show better low-temperature properties than CMs based on existing low-temperature properties evaluation methods. Contradicting this, the low-temperature properties of the PE-modified asphalt binder were not as good as the control binder. It is believed that the current evaluation methods of low-temperature anti-cracking performance of PE-modified asphalt binder are improper ( 16 ).
Overall, findings suggest that HDPE modifies the binder in a way leading to a reduction in penetration and ductility and an increase in softening point, viscosity, and high-temperature performance, giving potential for better rutting resistance. However, there are few studies that examine the effect of recycled HDPE on asphalt binder fatigue or low-temperature cracking susceptibility. Additionally, adding HDPE through the dry process has limited studies on the effect on fatigue cracking and moisture damage resistance ( 5 ). The literature indicates that the addition of HDPE to asphalt mixes is a promising technique, but most of the studies use it as a replacement for the binder. However, adding recycled HDPE as a replacement for aggregates has not been explored. This project focused on altering a mix design to include HDPE as a portion of the aggregate using the dry process to meet the requirements of a surface asphalt mix. Testing was conducted with emphasis on the cracking and rutting susceptibility of the mixes and the response of the material over a wide range of temperatures and load frequencies.
Methods
Description of the Materials
The aggregates used for the asphalt mixes were supplied by a local quarry near the city of Fredericton (New Brunswick, Canada) that crushes graywacke. The asphalt binder used was a PG 58S-28 binder with a density of 1.020. The mix design was provided by a local consultant company. All the provincial paving projects in New Brunswick, Canada, specify the use of warm mix asphalt; therefore, the mix design indicated the use of a Evotherm 3G as warm mix additive.
The two plastics used for this study were supplied by a recycling company in Quebec. One of the samples corresponds to recycled high-density polyethylene (HDPE) high molecular weight (HMW). Within this report, it will be referred to as Kelly drum (KD) plastic because it is obtained from the washing and shredding of big blue chemical storage containers (Figure 1a). The other sample is commercially known as “HDPE frac melt” but will be referred to as “soleno pellets” (SP) within this report (Figure 1b). This plastic comes from post-consumer bundles of plastic bottles, such as detergent and soap bottles, all of which are made of HDPE plastic. The plastic is cleaned, re-grinded, washed, and dried. According to the supplier, the onset temperature (i.e., the melting temperature) of both types of recycled plastic is around 122°C. The plastics undergo extrusion at a temperature of at least 200°C to melt and reshape the plastic into pellets, the majority of which are about 5 mm in diameter.
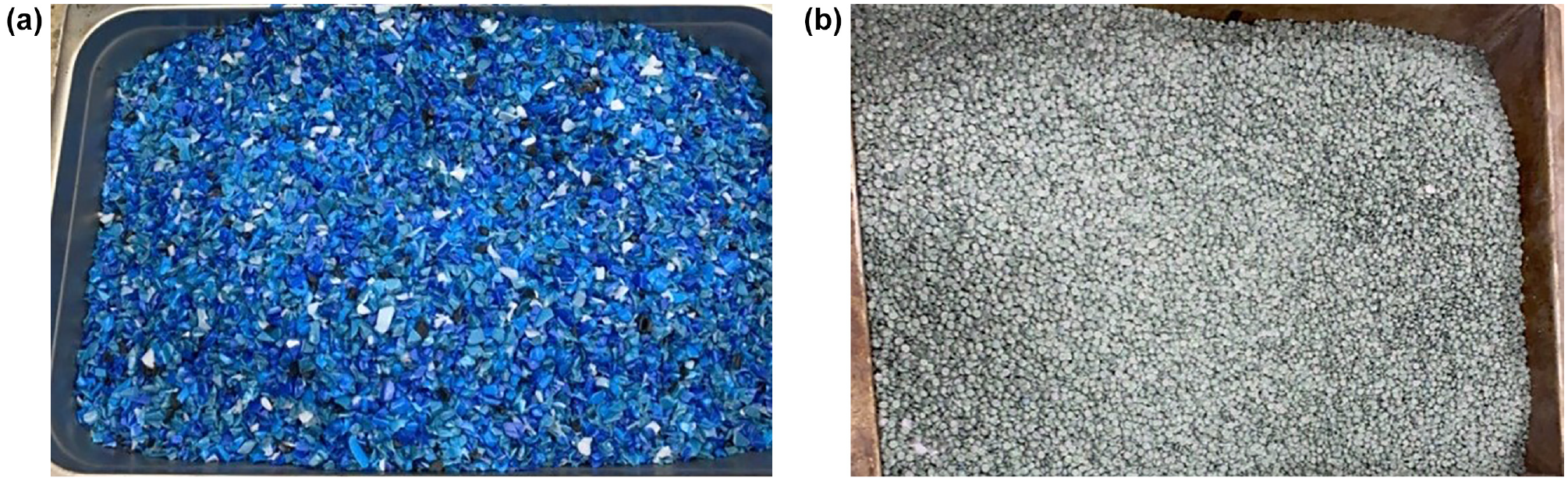
(a) Kelly drum flakes and (b) soleno pellets.
The quarry also provided a mix design meeting the provincial specification for a warm mix asphalt equivalent to a Superpave SP 9.5 mm mix. The first step was to sieve the individual materials and divide them into fractions to prepare the mixes based on the job mix formula provided. The specific gravity of each sample of plastic was determined using ASTM D792-20.
The mix design was modified to replace a portion of the aggregates with plastic (5% per volume). Considering the lower specific gravity of the plastic, a replacement by volume of aggregates was selected to prevent altering significantly the voids in mineral aggregate of the final mix. The plastics were not oven-dried or heated together with the mineral aggregates, but they were added to the hot aggregate before mixing with the binder. The optimum asphalt content for those new mixes was then estimated. The first trials of the HDPE mixes were using Evotherm 3G with temperature reduction (10°C below the required for hot mix asphalt); however, the mix was not holding together after compaction. It was then decided to remove the warm mix additive and use the recommended hot mix asphalt mixing and compaction temperatures (148°C and 135°C, respectively). The design compaction effort was 75 gyrations. The CM was maintained as a warm mix, and it was expected that the plastic-modified mixes met at least the performance achieved by the control, as it met the standards set by the province.
Evaluation of Moisture-Induced Damage
AASHTO T 283-14 (2014) was used to test damage caused by moisture. At least six samples with 7% ± 0.5% air voids were created. Half of the samples underwent no conditioning, and the other half underwent conditioning. Conditioned samples were saturated between 70% and 80%, placed in a freezer at −8°C for a minimum of 60 h before being removed from the bags and placed in a water bath at 60°C for 24 h. To simulate three freezing and thawing cycles, the samples temperature was stabilized at 25°C and the process was repeated three times. Once the conditioning process was completed, all the samples were tested to determine their indirect tensile strength (Figure 2)

Indirect tensile strength test set-up.
Evaluation of Cracking Resistance
AASHTO TP 124-18 (2016) was used to study the fracture potential of asphalt mixes. Samples were aged by following AASHTO R 30-02 (2019). All the mixes were short-term aged, and half of the specimens were subjected to additional long-term aging. Six-inch cylinders 5 mm thick were cut in half, and a 15 mm notch was sawn in each semi-circle. Samples were subjected to load and the deformation was also recorded (Figure 3). Flexibility index (FI) was used to compare the performance of the different mixes. Tests were run on triplicate specimens.

Illinois flexibility index test set-up.
Determination of Dynamic Modulus
AASHTO T 342-11 (2015) was followed for dynamic modulus testing. This procedure allows measuring the performance of an asphalt sample over a range of frequencies and temperatures by determining the dynamic modulus and phase angle for each scenario. The loose mix was short-term conditioned following AASHTO R 30-02 standard. Asphalt samples 150 mm in diameter by 150 mm in height were prepared using the Superpave gyratory compactor. Samples were compacted to have 8%–9% air voids. These samples were then cored, and the ends were ground to a final dimension of 100–104 mm diameter and height of 147.5–152.5 mm, with air voids of 7.0 ± 0.5%. Three samples of each mix were manufactured and tested (Figure 4). Stress and strain response to a haversine load was measured at four temperatures (−10°C, 4.4°C, 21.1°C, and 37.8°C) and six frequencies (25, 10, 5, 1, 0.5, and 0.1 Hz). Master curves were constructed following the AASHTO R 62-13 standard.
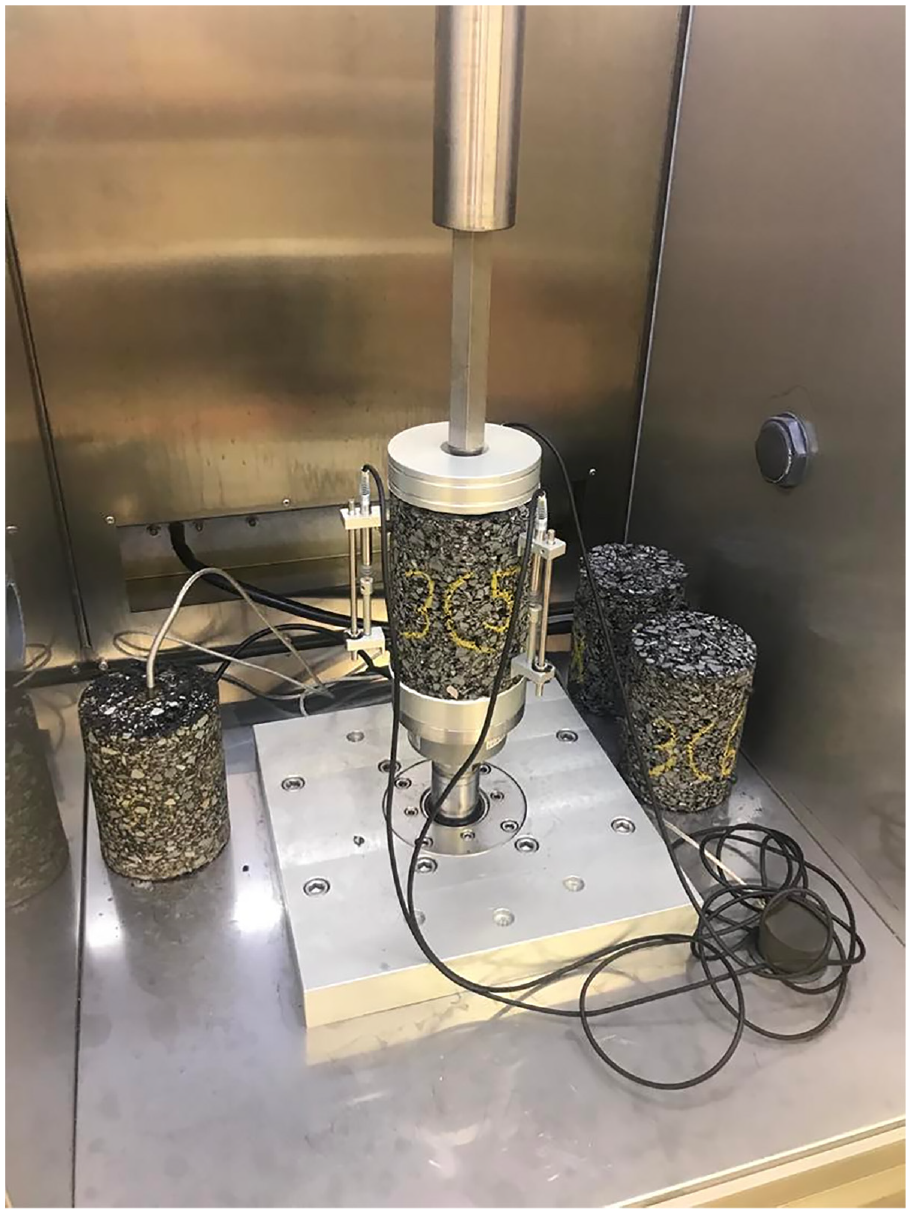
Dynamic modulus test set-up.
Evaluation of Rutting Resistance
After the dynamic modulus test was completed, the Procedure B—Flow Number Test of AASHTO T 378-17 (2017) was followed to compare the permanent deformation of the samples. This standard measures the number of load cycles to achieve a 5% permanent axial strain failure. It is used to help predict the performance of the asphalt and how many ESALs each mix can withstand. The testing temperature used was determined using the adjusted PG grade temperature from LTPPBind V3.0 software. The adjusted PG temperature for Fredericton, NB, was 43.6°C based on the PG grade of 58 to 28.
Results
The aim of this study was to determine the effect that replacing part of the aggregates with recycled HDPE (5% by volume) would have on the performance of the asphalt mix. Three mixes were studied: a CM without plastic, a mix with recycled HDPE flakes or KD, and a mix with recycled HDPE pellets or SP. The effect on the rutting resistance, cracking resistance, and response to dynamic loads of each mix are presented and compared in the following sections.
Reduction in the Asphalt Binder Content for HDPE-Modified Mixes
The size distribution of the plastic aggregates was established to propose a percent replacement and a modified job mix formula. KD plastic has a nominal maximum aggregate size of 9.5 mm, while SP had a uniform particle size distribution with 96% of the material passing the 4.75 mm sieve and retained on the 2.36 mm sieve (Figure 5a).
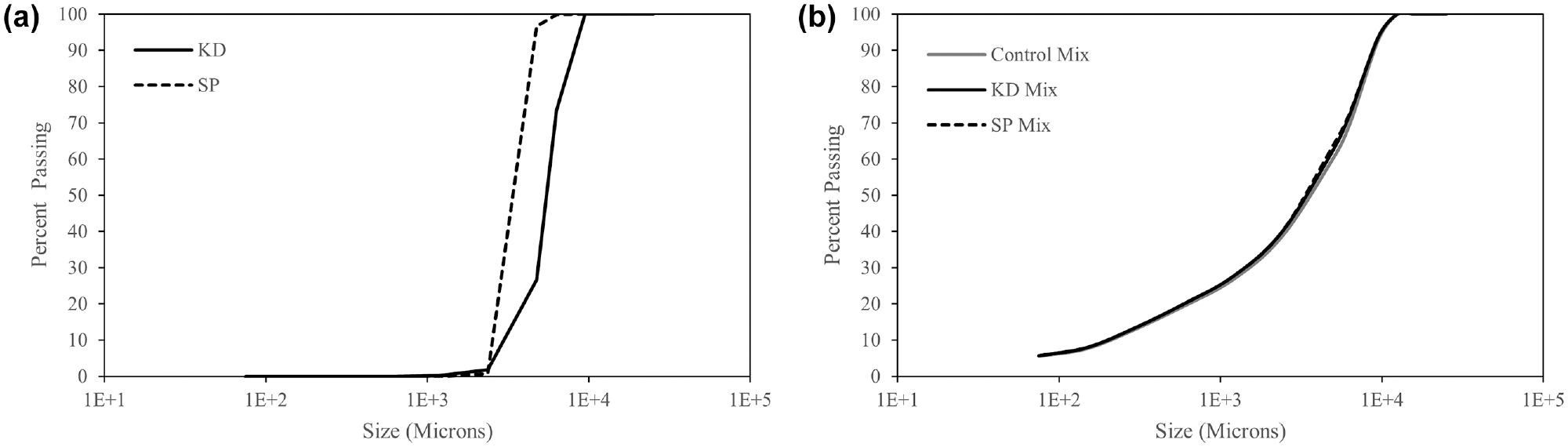
(a) Size distribution of plastics and (b) combined mix aggregates.
It was anticipated that the recycled plastics would not have the same density as the mineral aggregates. The specific gravity of KD plastic was found to be 0.947 and that of the SP to be 0.914. Considering that the density was smaller, a replacement by weight would represent a significant impact on the volumetric properties of the mix. Then, it was decided to do the replacement by volume: 5% by volume of plastic was used, which is approximately equivalent to 1.8% by weight of the aggregate which did not represent a significant change in the original particle size distribution (Figure 5b).
The CM design, provided by a local consultant, recommended an optimum asphalt content of 6.0%. The design was replicated in the laboratory to verify the volumetric properties. Plastic mixes were prepared with the same compaction effort of 75 gyrations to achieve similar volumetrics to the CM. However, for the plastic mixes, the required asphalt cement (AC) content was 5.5% (Table 1). It is possible that the heat softens the plastics which accommodate inside the voids between the aggregate particles, filling in some of the volume taken by the asphalt in a conventional mix. It is also noted that the plastic mixes are lighter in weight compared with the CM, which is because of the lower density of the HDPE compared with that of the mineral aggregates.
Design Volumetric Properties
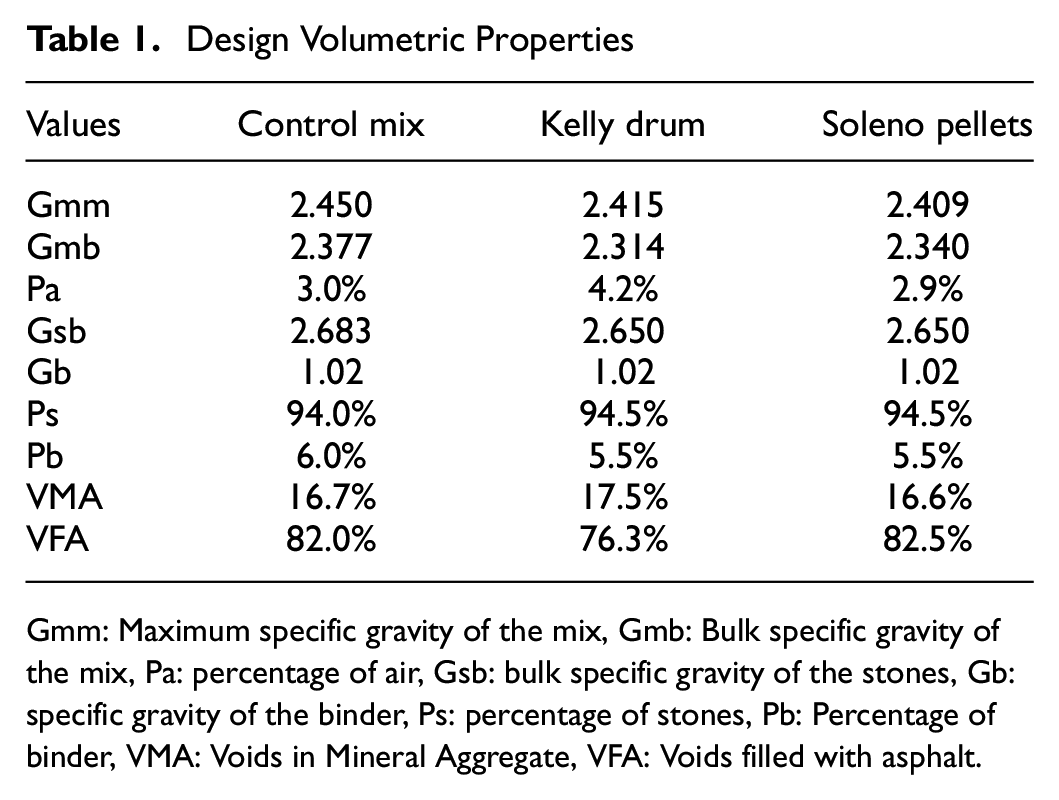
Gmm: Maximum specific gravity of the mix, Gmb: Bulk specific gravity of the mix, Pa: percentage of air, Gsb: bulk specific gravity of the stones, Gb: specific gravity of the binder, Ps: percentage of stones, Pb: Percentage of binder, VMA: Voids in Mineral Aggregate, VFA: Voids filled with asphalt.
Effect of Plastic on the Workability of the Mix
During the design of the mixtures, it was evident that the air voids of the KD mix were above the other two mixes. The Gyration versus the percent density was then compared. It can be observed that, with the same compaction effort, the densification of SP and CM is similar, while KD was overall lower (Figure 6). This might be related to the shape of the particles, as some are flat or elongated, which could affect the compaction ability.
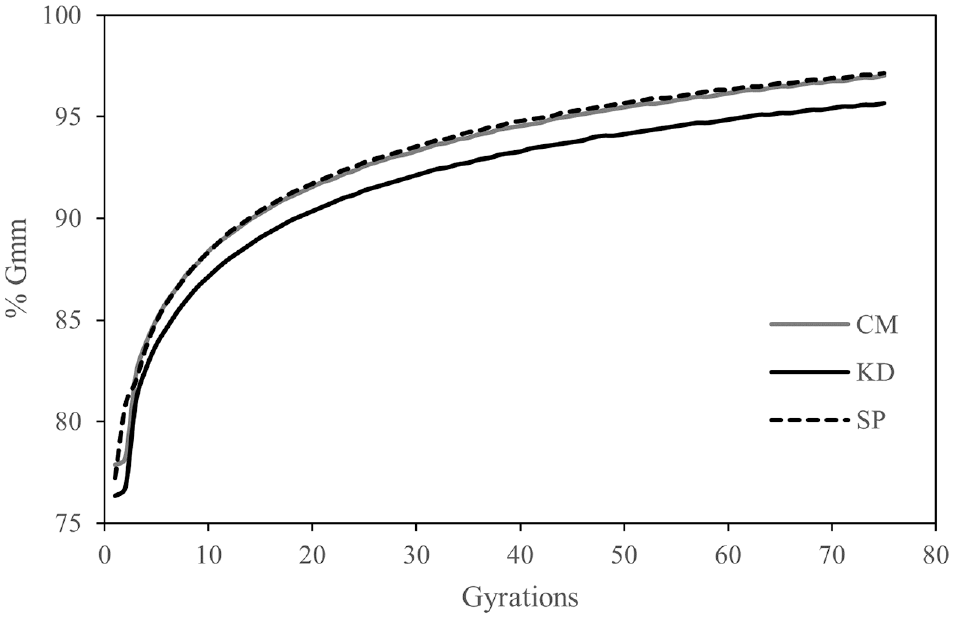
Densification of the mixes with increasing compaction effort.
Adequate Moisture Damage Resistance of HDPE Mixes
The tensile strength ratio (TSR) test results show that plastic increases the indirect tensile strength of the mix. The results on the conditioned samples demonstrate that the reduction in the strength is below 20%, and the tensile strength ratio was above 0.8 for all the mixes. It is observed that, after three freeze-thaw cycles, there is a decrease in the TSR; however, the KD mix retains the strength better than the SP and CM mixes (Table 2). The values above 1 for the TSR of the CM are attributed to the variability of the data and signify no moisture-induced damage, since the CM was prepared with Evotherm 3G as suggested in the original design, which is known to have antistripping properties. Even though this additive was not incorporated in the plastic mixes, the TSR results above 0.8 indicate that the addition of plastic does not have a detrimental effect on the adhesion of the aggregates and the binder.
Moisture-Induced Damage
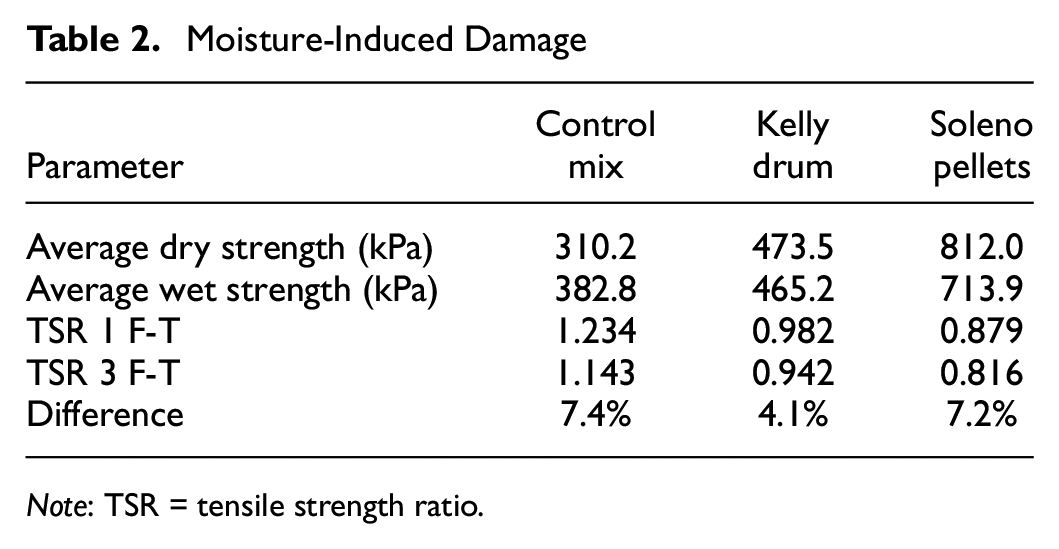
Note: TSR = tensile strength ratio.
Reduction in the Cracking Resistance of HDPE Mixes
The cracking resistance of the CM was the highest among the studied mixes. It can be observed that KD mix and SP mix FI were below the CM. Nonetheless, after short- and long-term aging, KD has an FI above 10 which is considered an acceptable value. SP mix did not meet the threshold (Figure 7). An interesting observation is that the drop in the FI after long-term aging is higher for CM, compared with the plastic mixes. The FI of the CM after long-term aging was 78% lower than the results for short-term aged specimens, while for the plastic mixes it was 59%. It is believed that the plastic particles are an obstacle to the passing of air through the mix voids, which might delay the oxidation process. Another interpretation of these results is that the lower asphalt content of the HDPE-modified mixes (i.e., 0.5% less than the control), explains the lower FI, and, with less available binder, the ageing potential of the mix is also reduced.
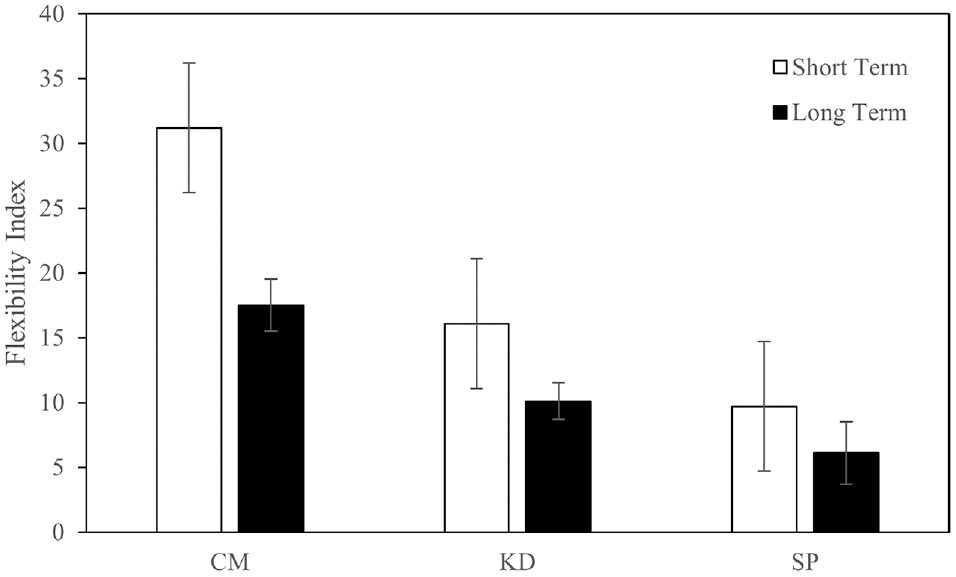
Fracture potential.
Effect on the Stiffness of the Mix
Higher stiffness (dynamic modulus |E*|) and lower phase angles (more elastic behavior) suggest that a mix is more susceptible to cracking but more resistant to permanent deformation. The master curves constructed demonstrate that, for low frequencies or high temperatures, the SP mix has the highest dynamic modulus. However, at high frequencies or low temperature the CM tends to have an increasingly higher dynamic modulus compared with the other two (Figure 8). Taking as an example the performance at −10°C and 25 Hz, it can be observed that the KD mix could show good resistance to thermal cracking having lower stiffness than the control at the same phase angle. At 21.1°C and 10 Hz, the CM has the lowest stiffness with higher phase angle, indicating better resistance to cracking at intermediate temperatures. At 37.8°C and 0.1 Hz, the SP mix displayed the highest stiffness, but both plastic mixes had a higher phase angle than the CM (Table 3). It seems that plastic is affecting the response of the mix by making it overall less elastic, which might be related to a lower ductility of the plastic compared with that of asphalt binder.
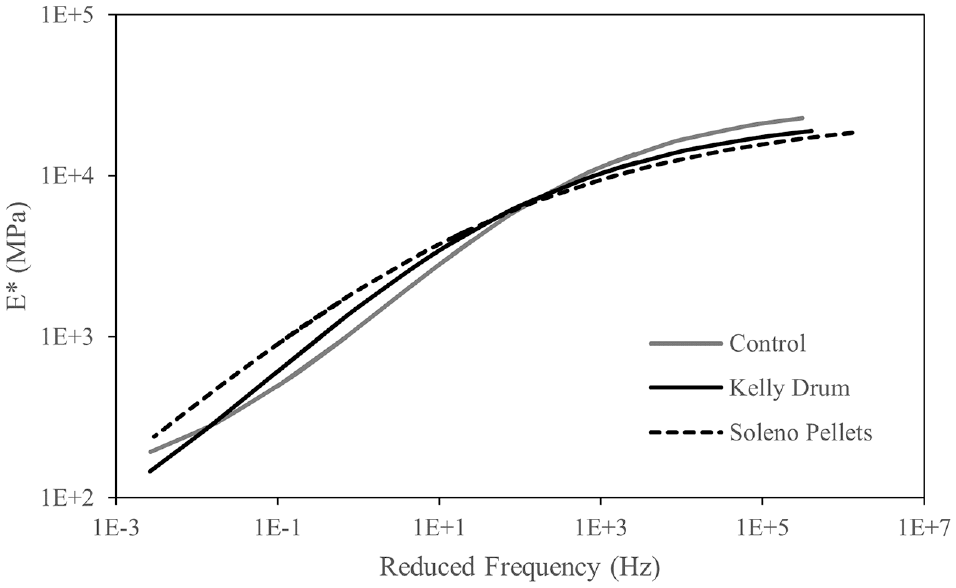
Dynamic modulus master curves.
Dynamic Modulus and Phase Angle
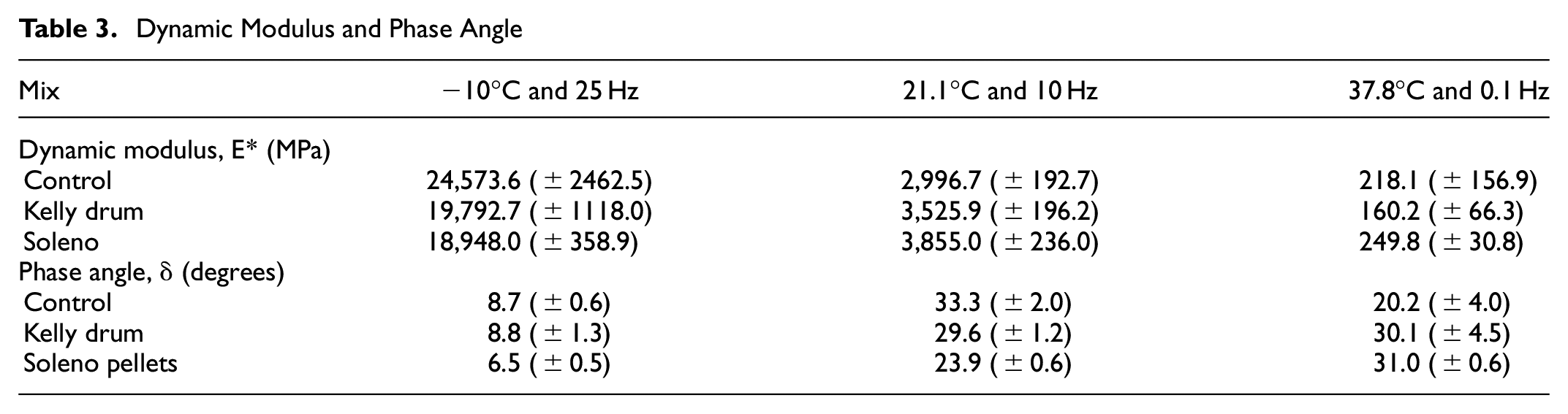
ANOVA analysis on the six selected temperature-frequency combinations indicated in Table 3 showed that the differences observed in the dynamic modulus are statistically significant, except at high temperatures and low frequency where the null hypothesis was accepted, which is attributed to the higher variability of the results in these conditions. The ANOVA analysis on the phase angle results also indicated statistically significant differences except at low temperature and high frequency, suggesting that, in these conditions, the phase angle is not considerably affected by the addition of plastic.
Increase in the Resistance to Permanent Deformation
Considering the requirements presented in Table X2.4 of AASHTO T 378-17 (2017), at the test temperature of 43.6°C, the CM with a flow number above 30 will support 3 to 10 million equivalent single-axle loads (ESALs), whereas the KD mix with flow number over 740 could support over 30 million ESALs (Figure 9). The endurance of the SP mix was significant, as all the samples tested continued to resist deformation without evident failure, so the end of the test had to be forced. The results show that the SP mix has the best ability to support high amounts of traffic without permanent deformation.
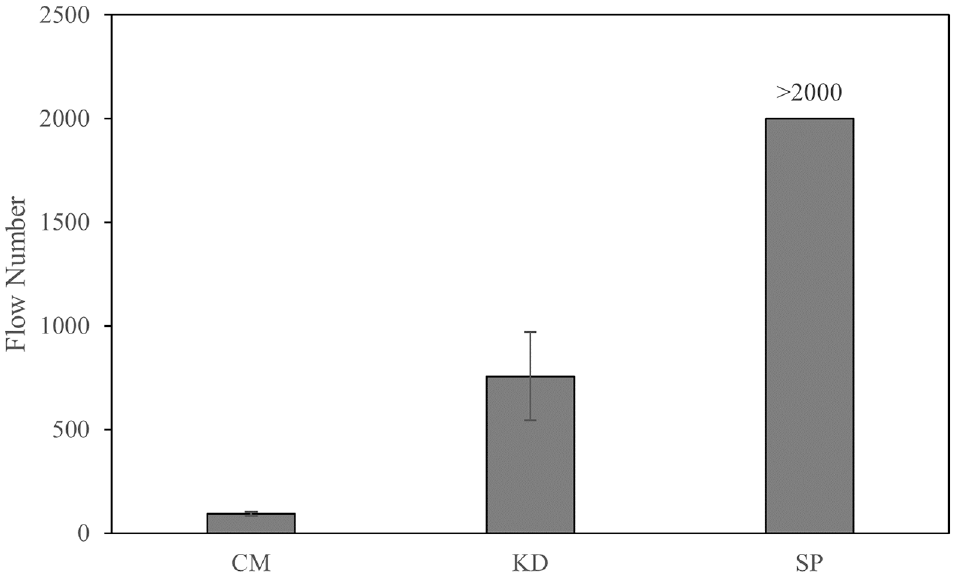
Permanent deformation.
Discussion
There was limited understanding of the effect of replacing part of the aggregates using the dry process with recycled post-consumer HDPE. From the literature, only one previous study attempted this approach but using PEX waste. HDPE is a thermoplastic, while PEX is a thermoset polymer which does not melt or deform under heat. Previous studies using HDPE only considered the modification of the binder, but not a modification of the aggregate matrix of the mix. It is important to mention that, in this study, the HDPE was only partially melted, but it did not combine with the binder, and entire pieces could still be observed in the cross-section of the samples (Figure 10).
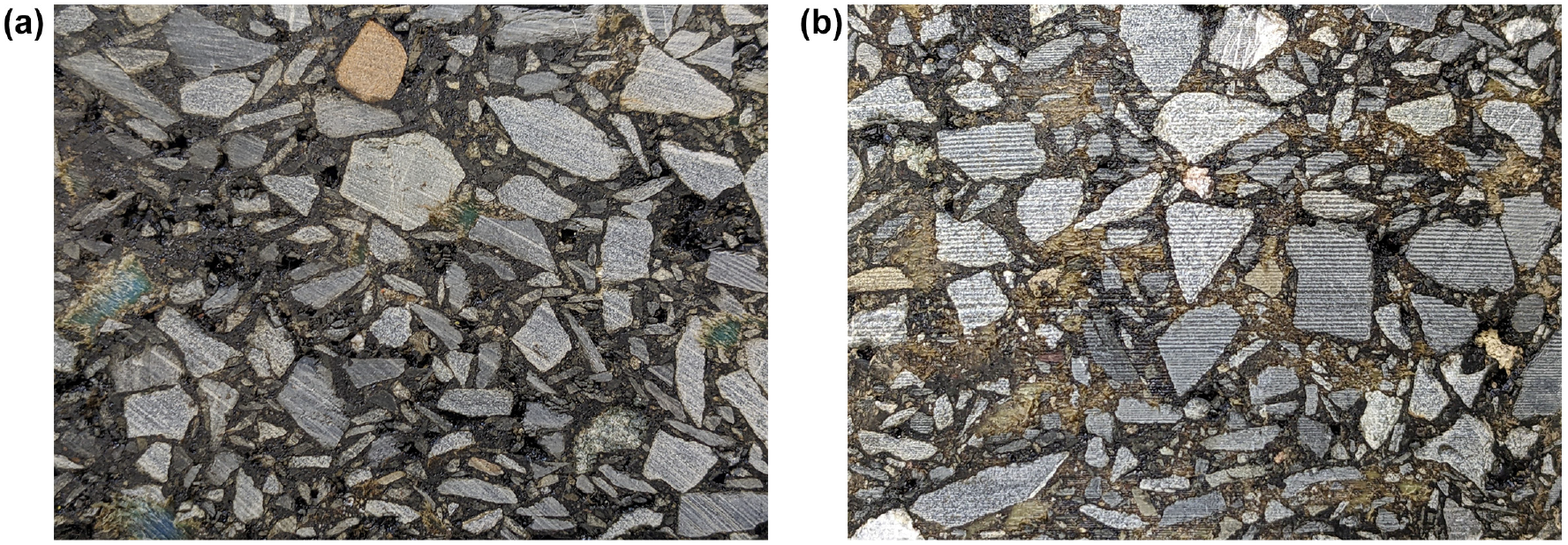
Cross-section of samples with (a) Kelly drum flakes and (b) soleno pellets.
The results from this study indicate that the most efficient form to incorporate HDPE was in flakes. Even though the KD mix did not overmatch the cracking resistance of the CM, it had an acceptable fracture potential. The susceptibility to stripping was comparable to the CM and had better resistance to repeated freezing and thawing. It also demonstrated a significant improvement in the rutting resistance. We believe that the uneven shape of the particles and the roughness of the edges of the flakes could help with the aggregate interlock and the physical bonding of the plastic to the asphalt.
The dynamic modulus results are consistent with the fracture potential at intermediate temperatures, since the CM outperformed the plastic-modified mixes, and at high temperatures the SP mix has the higher stiffness, which corresponds to minimum permanent deformation observed in the flow number test. At low temperatures, the findings suggest that the KD mix could perform better, but that should be confirmed with direct measurements on the mix, which was out of the scope of this investigation.
A single source of aggregates and asphalt binder was studied, which is a limitation of this research. Also, this research did not pretend to determine the optimum HDPE replacement ratio that would lead to less detrimental effects on the mix. Nonetheless, the findings indicate that the partial replacement of mineral aggregates with recycled HDPE using the dry process is feasible and could also lead to savings in the amount of binder required.
The results obtained in this research are aligned with previous findings in the literature which indicated that the incorporation of polyethylene could increase the rutting resistance, with similar water sensitivity and better indirect tensile strength with reduced density. Nonetheless, the impact on the construction is an important consideration, since, based on our findings, a higher compaction effort was required to densify the KD mix.
It is important to recall that the research team attempted to manufacture the HDPE-modified mixes using the warm mix technology. However, these trials were not successful, and it was determined that additional temperature was needed for the plastic to bond. Nonetheless, the CM used as a baseline was a warm mix designed to meet the local specifications. We acknowledge that the analysis of the results could have been improved if the HDPE-modified mixes were compared with a control hot mix asphalt instead.
Partial replacement of stones with plastics implies a change in the aggregates’ structure and a necessary redesign of the asphalt mix. Considering the relatively lower specific gravity of the plastic, a replacement by volume was deemed appropriate. It is observed that the volumetric properties of the SP mix were comparable to the CM. However, the KD mix design resulted in a higher air void content, which in turn affected the Voids in Mineral Aggregate (VMA) and Voids Filled with Asphalt (VFA). Comparisons could be improved if all the mixtures’ volumetric properties were kept consistent, meaning that the designs presented could be further optimized for better reliability.
Conclusions
Two types of recycled HDPE plastic were used in a mix design for a surface asphalt concrete. These include a KD plastic with a high molecular density from recycled chemical storage containers, and SP, manufactured from HDPE post-consumer plastic containers. The CM was a warm mix design with an Evotherm 3G. As regards volumetrics, both plastics were added by a dry process directly to hot aggregates before mixing with the binder. The plastics could not be added as a warm mix because of their fusion temperature.
Two plastic mixes were created, each with 5% by volume of plastic and a binder content of 5.5%, compared with 6% in the CM. This proved that these plastics could be incorporated to reduce the amount of aggregates and binder required.
HDPE-modified mixes had acceptable moisture damage resistance, even after three freeze-thaw cycles, and even though an anti-stripping additive was not used. This proved that plastics contribute to moisture damage resistance. The CM had the best moisture resistance which is also attributed to the antistripping aid of the warm mix additive used.
The CM has higher crack resistance at 25°C for both short and long-term aging. The KD mix meets requirements for good cracking resistance, but SP mix performed poorly.
The SP mix has greater rutting resistance, as the flow number test went beyond the limits and had to be stopped before a permanent strain was reached. This mix can support well over 30 million ESALs. The KD mix had some variability but, overall, can support 30 million ESALs. The CM performed poorer and within the acceptable ranges for WMA; it was shown to support between 3 and 10 million ESALs.
Dynamic modulus results were consistent with findings on cracking and rutting susceptibility.
It is recommended that future research investigates the amount of melting of the plastic particles in the dry process, and the effect of this on the ductility and elasticity of the asphalt.
Footnotes
Acknowledgements
The authors appreciate the in-kind donation of the plastics used in this study by Soleno Recycling Inc.
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: X. Sanchez, S. Banfield; data collection: S. Banfield; analysis and interpretation of results: S. Banfield, X. Sanchez; draft manuscript preparation: X. Sanchez., S. Banfield. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.