
Abstract
Background: There is a considerable demand for lower limb prostheses globally due to vascular disease, war, conflict, land mines and natural disasters. Conventional composite materials used for prosthetic limb sockets include acrylic resins, glass and carbon fibres, which produce harmful gasses and dust in their manufacture.
Objectives: To investigate the feasibility of using a renewable plant oil-based polycarbonate-polyurethane copolymer resin and plant fibre composite, instead of conventional materials, to improve safety and accessibility of prosthetic limb manufacture.
Study Design: Experimental, bench research.
Methods: Test pieces of the resin with a range of plant fibres (10.0% by volume) were prepared and tensile strengths were tested. Test sockets of both conventional composite materials and plant resin with plant fibres were constructed and tested to destruction.
Results: Combinations of plant resin and either banana or ramie fibres gave high tensile strengths. The conventional composite material socket and plant resin with ramie composite socket failed at a similar loading, exceeding the ISO 10328 standard. Both wall thickness and fibre-matrix adhesion played a significant role in socket strength.
Conclusions: From this limited study we conclude that the plant resin and ramie fibre composite socket has the potential to replace the standard layup. Further mechanical and biocompatibility testing as well as a full economic analysis is required.
Using readily sourced and renewable natural fibres and a low-volatile bio-resin has potential to reduce harm to those involved in the manufacture of artificial limb sockets, without compromising socket strength and benefitting clinicians working in poorer countries where safety equipment is scarce. Such composite materials will reduce environmental impact.
Keywords
Backgound
War, conflict, land mines, major natural disasters, such as earthquakes and floods, as well as chronic disease, including vascular diseases such as diabetic complications, arteriosclerosis and thromboembolism are all contributing factors to the worldwide demand for prostheses.1-4 The conventional manufacture of prosthetic limbs comprises modular components attached to a limb socket. The socket is the most critical component of the assembly since it is the part of the prosthesis that is in contact with the person’s residual limb. 5 Prostheses for transtibial amputations, for example, comprise a socket connected to a foot by a stainless steel, titanium, aluminium or carbon pylon. The socket is anatomically shaped and usually fabricated from a plastic laminate material, which is composed of an acrylic resin with strengthening using glass and/or carbon fibre. To ensure that the correct fitting, sockets are manufactured from a plaster mould of the person’s residual limb. It is usual to re-use the modular components, such as the pylon, suspension and foot, while only replacing the socket. 6
There have been many advances in the design and use of materials in socket manufacture. The industry standard is to manufacture sockets by embedding layers of cotton stockinette, Nyglass (glass and nylon fibre) stockinette and carbon fibres in an acrylic polymer matrix. These materials are derived from non-sustainable sources as well as producing irritant emissions of gases and dust. Expensive specialist health and safety equipment is therefore required and has led to the implementation of safety procedures in each of the 50 NHS manufacturing premises in the UK. Where expensive materials are not available and where there is a high demand for prostheses, such as in earthquake or war and conflict zones, the use of alternative and available materials should be considered. Biomaterials, including resins and fibres, derived from plants may provide the necessary alternative. A number of other industries, such as the automotive industry, are now successfully using biomaterials in the manufacture of car interior panels such as soya bean-based polymers reinforced with plant fibres. 7
The socket manufactured from resin contains fibres designed to improve mechanical strength, longevity of use and durability. Biomaterials used as a replacement are therefore required to perform in the same way. For the mechanical properties of some widely used natural (and manmade) fibres see Bogoeva-Gaceva et al. 8 and Bismarck et al. 9 Plant fibres are durable, recyclable, low cost, have high specific strength, low bulk density with high strength-to-weight ratio in addition to their abundance and availability as renewable resources. 8 Plant fibres are a naturally occurring composite material consisting mainly of hollow cellulose fibrils embedded in a lignin and hemicellulose matrix.7,10,11 The angle between the fibre axis and the fibrils, the microfibrillar angle, is largely responsible for determining the mechanical properties of the fibre. 12 Chemical modification of the fibre surface can be used to improve the fibre-matrix adhesion resulting in improved mechanical properties of the composite.8,13 Natural fibres, such as flax, kenaf and sisal, are used in the automobile industry since the specific modulus is comparable to that of glass- reinforced composites. 8 It is, however, difficult to obtain an accurate modulus for plant fibres due to their irregular and variable cross-sections and the presence of voids in the form of lumens, damage to the fibre during extraction and fibre moisture content.14,15 When compared to glass fibre-reinforced composite materials, plant fibre composites have a low weight due to the lower density of the fibres (r ≤ 1.5 g cm−3 vs. r ~2.0 g cm−3) resulting in a higher specific strength and stiffness. 8 In comparison to synthetic fibres, they present safer working conditions, and are non-abrasive to mixing and moulding equipment.
Here we present the results of our experiments in which we examine the feasibility of constructing a prosthetic limb socket from renewable materials; a plant oil-based resin reinforced with plant fibres. Our procedure was to first identify suitable resin and plant fibre combinations by measuring the tensile strengths of a series of test pieces; bamboo, banana, corn, cotton, flax, ramie, 16 Seacell and soya fibres. We then prepared test sockets using stockinette woven from the best fibre and compared them to test sockets constructed from ‘standard’ materials. Our aim here is to demonstrate that prosthetic limb sockets can be constructed from renewable, low hazard materials without compromising the strength of the composite material.
Methods
Materials
We sourced a range of plant fibres from a local supplier: bamboo, banana, corn, cotton, flax, ramie, Seacell and soya. The fibres were supplied in the form of individual fibres; i.e. they were not spun into a thread. We purchased a plant oil-based resin from a UK supplier. The resin is a copolymer of polyurethane and polycarbonate with a Shore D hardness of 87. The harmful isocyanate compounds associated with polyurethanes have, in this instance, been locked into a prepolymer: locking the isocyanate into a prepolymer prevents it from evaporating to form a harmful concentration of vapour. Like the currently used acrylic resins, it is self- curing meaning that the current socket manufacturing techniques can be employed. Other renewable resins, such as the soy-based resins used by Chabba et al.17-20 require the use of an oven or heating press limiting their use with the current manufacturing techniques.
Tensile strength testing
To eliminate unsuitable fibre resin combinations we conducted simple comparative tensile strength measurements on dumbbell-shaped test pieces. A Roland EGX 600 engraving machine was used to cut moulds to a depth of 4 mm from a 1.5 cm thick polypropylene sheet, with the dimensions given in Figure 1(a). We prepared five test pieces for each of the fibre samples using a constant volume of 10.0% of fibres. For comparison, test pieces without fibres and containing glass and carbon fibre were also prepared. The resin and hardener solution were mixed according to the manufacturer’s instructions and a wooden spatula used to work the resin into the fibres as it was poured into the moulds, ensuring that the fibres were fully coated. The fibres were aligned parallel to the long axis of the mould and were not held under tension. A piece of armoured glass was then placed on top of the moulds and clamped firmly into place. Excess resin expelled through the applied pressure was removed. The test pieces were left to cure in the moulds for about three hours.
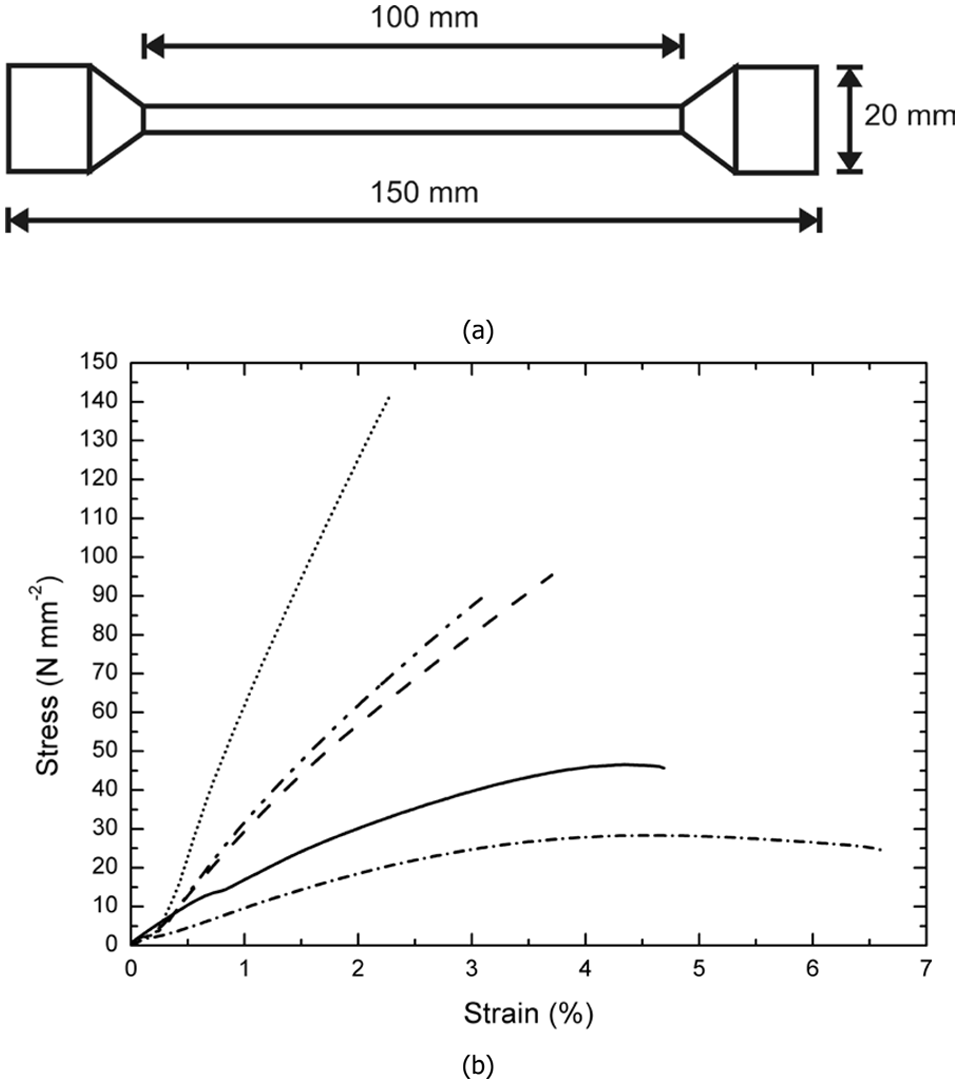
(a) Dimensions of the tensile strength test pieces. (b) Tensile strength results of composite test pieces. The test pieces were composed of either plant oil resin without any fibres (-.-), plant-oil resin and carbon fibre (…), plant oil resin and ramie fibres (- . . -) or plant oil resin and banana fibres (- -). For comparison the tensile test results of a test piece made using 80:20 acrylic resin and Nyglass is shown (solid line).
An Instron 5800 tensile test machine was used to determine the tensile strengths of the test pieces. They were clamped into the machine and the computer set to draw the clamps apart at a rate of 5 mm min−1 until failure of the test piece. The computer recorded the load and extension during each run.
Choice of fibre and weave
Based on the comparative tensile strength tests (see results section) we commissioned a Scottish weaving company to source about 5 kg each of banana and ramie fibre thread, and to weave the thread into a stockinette fabric. Initial attempts by the company to mimic the fine weave of the Nyglass stockinette resulted in tears and holes in the fabric. To overcome this problem we selected a ‘thicker’ loose weave, specifically a 1 and 1 Tricot stitch, using the ramie thread (Figure 2).
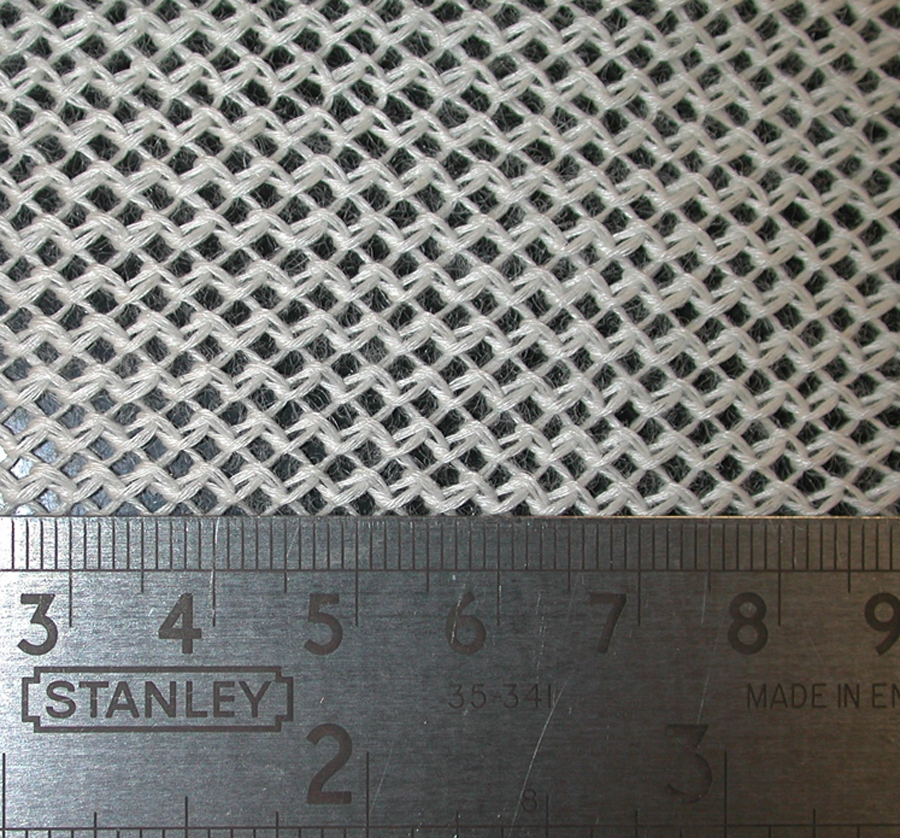
The woven ramie fibre stockinette.
Test socket manufacture
The ISO 10328 standard 21 details the requirements and test methods for the structural testing of lower limb prostheses. However, it only describes procedures for static and cyclic strength tests for modular components, such as knee and ankle-foot units, and does not describe the form and dimensions of a ‘standard’ socket; a standard design for the socket is required for making direct comparisons between sockets made of different composite materials. We developed a standard socket by modifying a socket design for a conical shaped socket with a flat distal end described in ISO 22523 22 Annex C. To ensure a good mounting point for the pyramid connector the socket was given a rounded distal end (see Figure 3(a) for the socket dimensions).
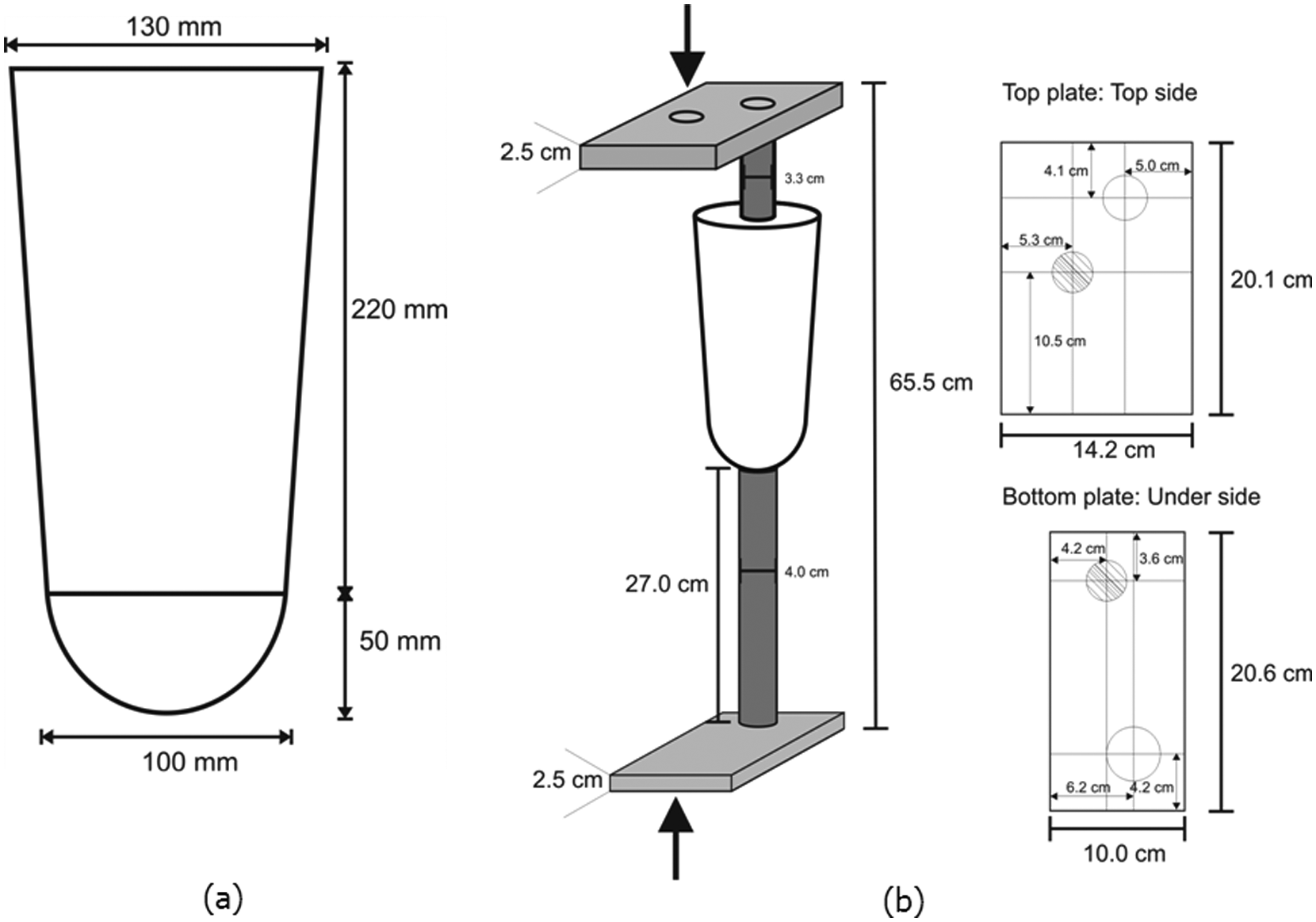
(a) The standard socket and its dimensions, developed from a socket described in ISO 22523 that has a flat distal end (indicated). A curved distal end provides a better mounting surface for the pyramid connector. (b) Parts, dimensions and construction of the test jig and socket. A compression force is applied in the direction of the two arrows via ball and socket joints. The shaded region on the top and bottom plates indicates an indented region forming the ball socket.
A reusable mould was made from a plaster former turned on a lathe to the dimensions shown in Figure 3(a). This was then draped with 9 mm NorthPlexTM. The resulting plastic mould was then used repeatedly to prepare the plaster moulds for the manufacture of the layups.
Manufacture of the layup
To compare our plant fibre and plant-based resin with the standard layup and with changing either the fibres or resin, we prepared four sockets using the combinations of materials listed in Table 1. Here we describe the method of manufacture of the plant-based resin and ramie fibre stockinette socket in some detail, based on the method used for the standard layup.
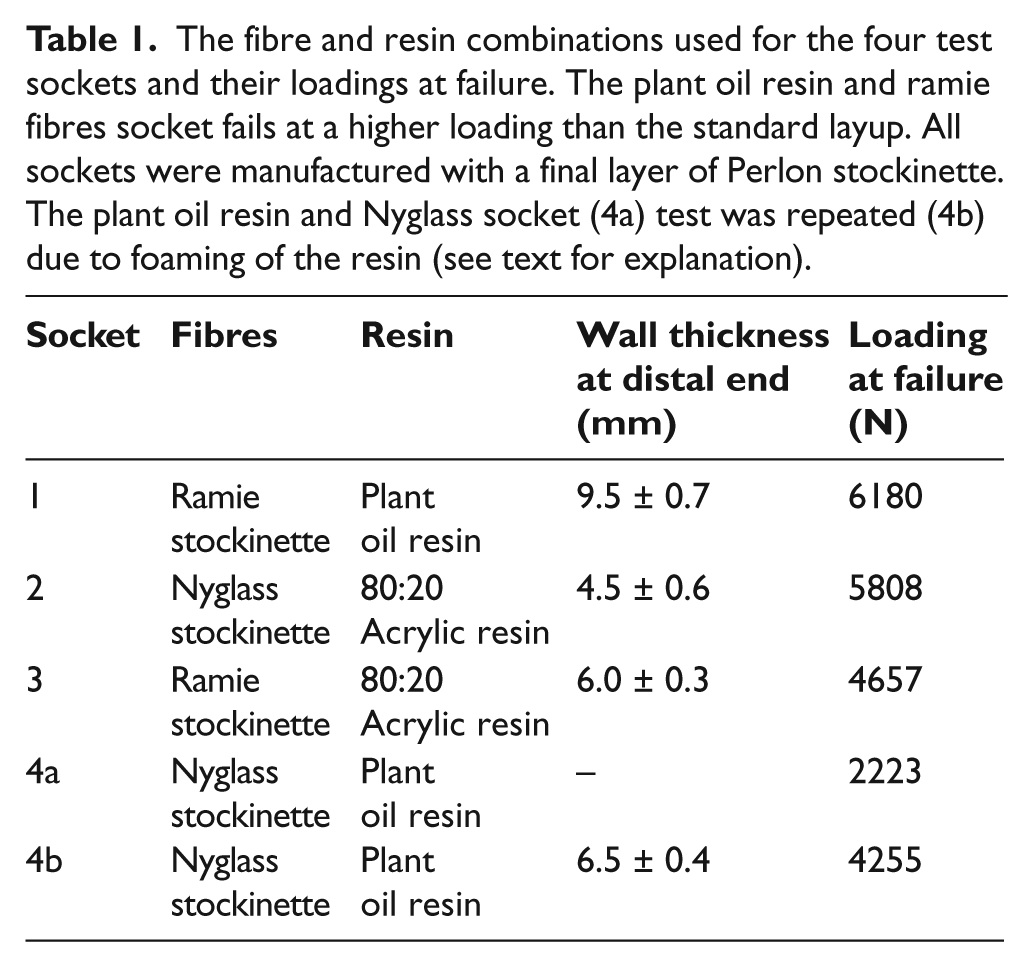
The fibre and resin combinations used for the four test sockets and their loadings at failure. The plant oil resin and ramie fibres socket fails at a higher loading than the standard layup. All sockets were manufactured with a final layer of Perlon stockinette. The plant oil resin and Nyglass socket (4a) test was repeated (4b) due to foaming of the resin (see text for explanation).
Normally, polyvinyl acetate (PVA) sheeting is used in the manufacturing process, but this is not possible with the plant-based resin. Dry polyvinyl chloride (PVC) is used instead of a moistened PVA sheet used in the standard layup because water reacts with phosgene in the polycarbonate resin to form CO2 gas bubbles. The PVC sheet was stretched over the plaster mould to prevent absorption of the resin; a heat gun was used to gently warm the PVC sheet making it more pliable. It was tied off below a vacuum port beneath the mould before applying a vacuum. A length of the ramie stockinette, sewn closed at the middle, was then pulled over the mould and doubled over to form a double layer of the stockinette (Figure 4a). Two short length double layers of the stockinette were then pulled over the distal end of the mould only (Figure 4b). A double layer of the ramie stockinette was then pulled over the mould (Figure 4c), followed by a half-length single layer. A pyramid connector was then placed on top of the distal end and the open end of the single half-length layer tied around the base of the pyramid. Another half-length double layer was then pulled over the mould, tied in the middle around the base of the pyramid (Figure 4d). Four strips of carbon fibre were then placed over the legs of the pyramid and held in place by a double layer of Perlon stockinette, tied in the middle around the base of the pyramid (Figure 4e). Carbon fibre strips are used in the standard layup method of socket production to provide additional strength around the pyramid. We have included it in our plant fibre and resin socket to enable a fair comparison.
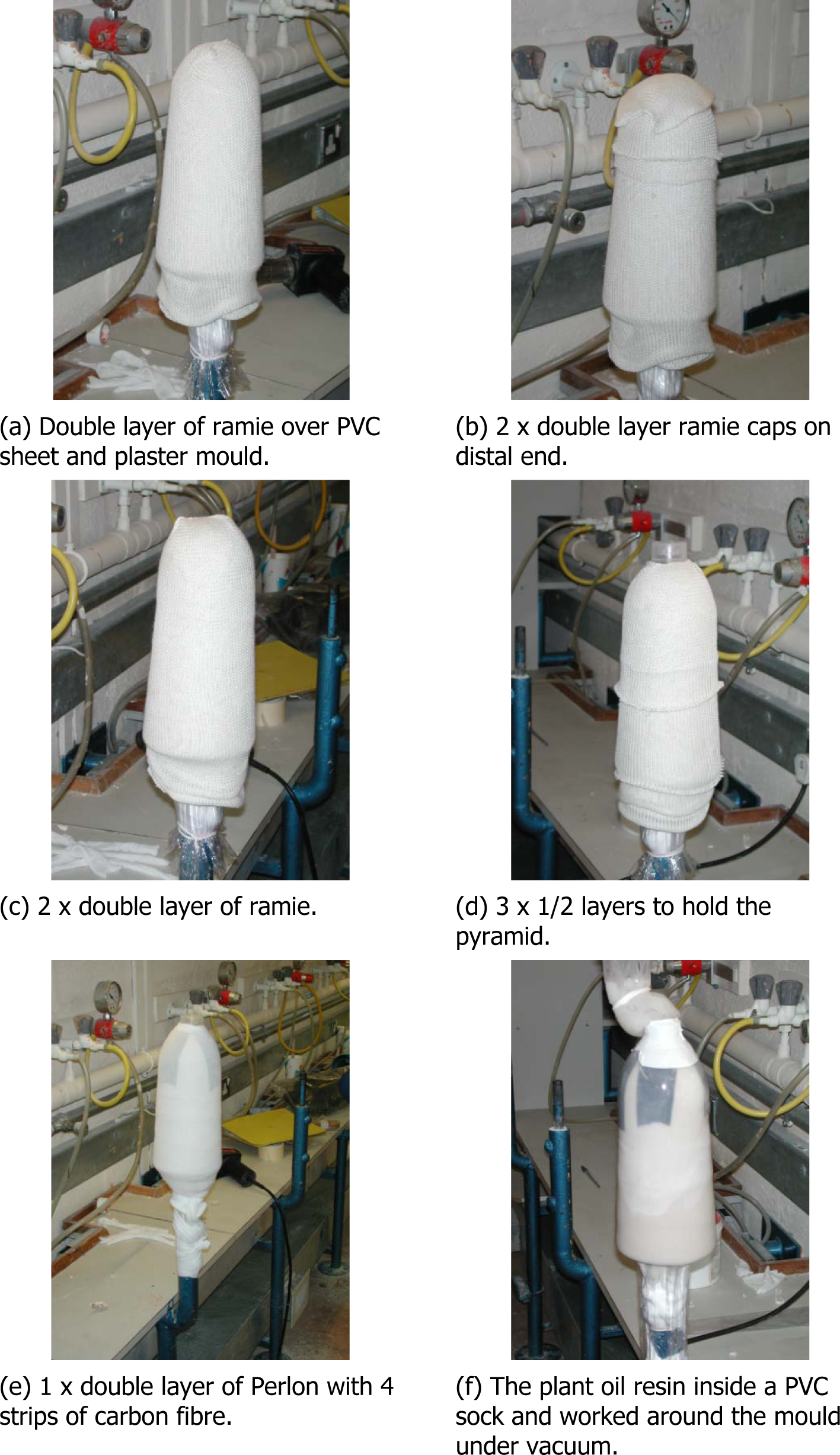
The manufacture of the plant oil resin and ramie socket using the conical-shaped plaster mould.
The resin was mixed according to the manufacturer’s instructions and poured into the top of a PVC bag that had been pulled over the cast and tied off at the base over a vacuum port (Figure 4f). The resin was then quickly worked around the mould while under vacuum; the resin began to cure within about 5 minutes from mixing. In the production of a ‘real’ socket, the PVC bag pulled over the cast and placed under vacuum would have the effect of pulling loose fibres against an irregularly shaped cast. After the resin had been allowed to harden for about 1 hour the socket was cut from the mould and the bottom 5 cm filled with foam rubber. The socket was then filled with concrete and a steel rod placed in the middle of the concrete extending out about 9 cm. 23
Socket strength comparison
To compare the strength of the composite materials in socket form a force was applied to the sockets until they failed. In the absence of international standards for socket testing, loading levels and test parameters from the standard BSI EN ISO 10328 were adopted. 21 A principal static ultimate strength test was carried out for each of the four test sockets using a special jig. The test jig was configured according to the requirements of the ISO standard and the dimensions were informed by a study reported by Current et al. 24 Figure 3(b) shows the dimensions of the jig constructed around the sockets, including two steel rods and two aluminium plates. The jig was designed to mimic the force loading on the sockets by a patient in a terminal stance or propulsion phase of gait. The test socket and jig was loaded into a Mayes MOM36 force loading machine and held at an initial loading of 920 N for about 60 seconds, then increased at a rate of 100 N s−1 until failure of the socket. An average wall thickness at the distal end of the socket was calculated by cutting small sections of the socket from around the pyramid. Measurements of the thickness of five pieces from each socket were made using a micrometer gauge.
Results
Tensile strength of test pieces
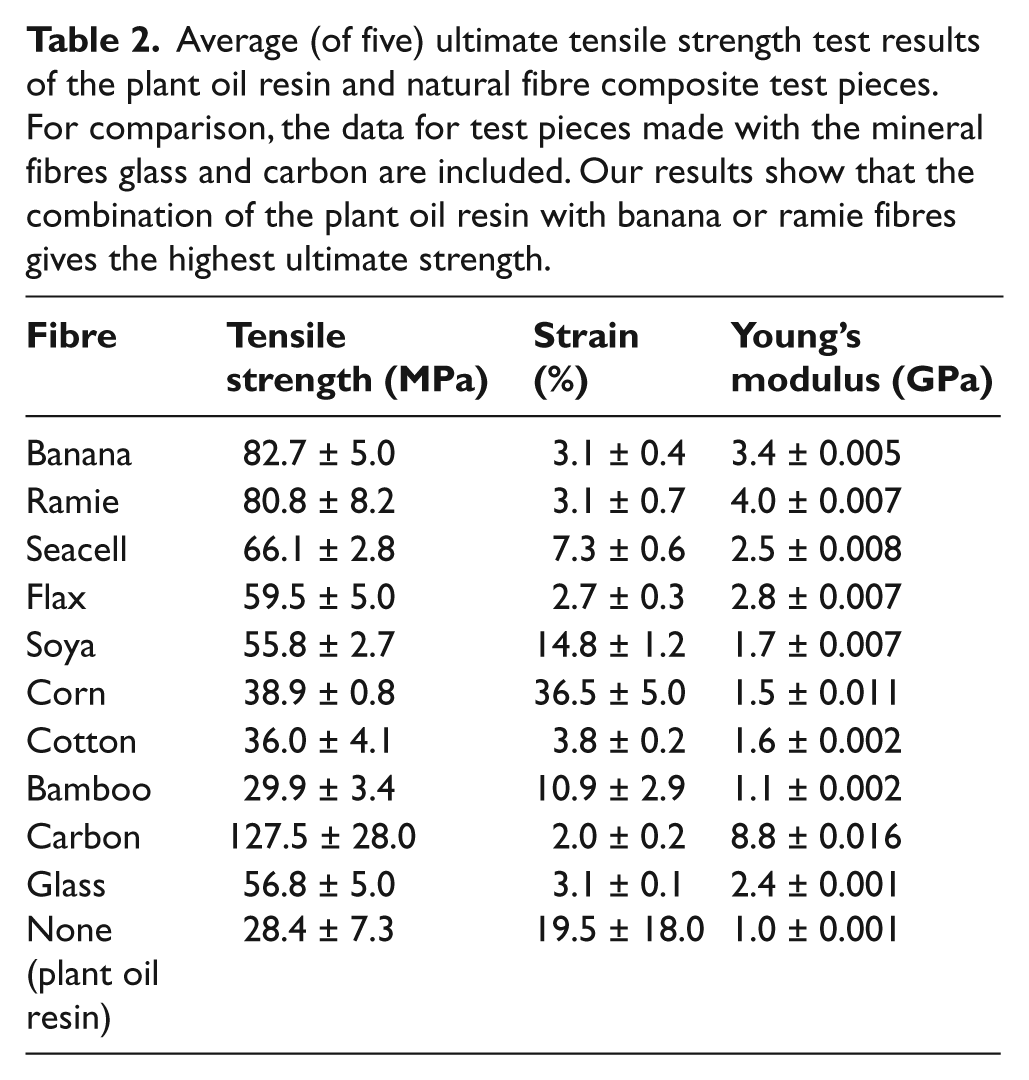
The tensile strength test results for some of the fibre and resin composite samples are plotted in Figure 1(b), with Table 2 listing the average ultimate strengths and Young’s moduli for all samples. Ramie and banana fibre composites have the highest ultimate tensile strength among the natural fibre test pieces; hence, we chose to weave ramie thread into a stockinette material to fabricate the natural fibre and plant resin test socket. The carbon fibre composite samples show the highest Young’s modulus (8.8 GPa) and ultimate tensile strength (127.5 MPa). Bamboo fibres do not appear to have increased the ultimate tensile strength of the test pieces above the ultimate tensile strength of the plant oil resin without fibres. For comparison we have included tensile strength results for Nyglass and 80:20 acrylic resin test pieces. While the results indicate that the standard materials are not as stiff or strong, we note that the Nyglass weave results in many of the fibres being normal to the long axis of the test pieces. We would therefore, expect both the stiffness and the tensile strength to be higher than the measured values if all the Nyglass fibres were parallel to the long axis. Although the dimensions of the test pieces did not conform precisely to ISO standards, all the test pieces broke near the centre of the parallel central portion.
Average (of five) ultimate tensile strength test results of the plant oil resin and natural fibre composite test pieces. For comparison, the data for test pieces made with the mineral fibres glass and carbon are included. Our results show that the combination of the plant oil resin with banana or ramie fibres gives the highest ultimate strength.
Socket testing to destruction
Using a Mayes MOM36 machine a force was applied to the sockets and jig until the point of failure (Figure 5). All sockets failed at the pyramid attachment point, with the socket splitting (and the carbon fibre tearing) around the four ‘legs’ of the pyramid. In Figure 6 the loading as a function of the stroke distance of the machine is plotted.
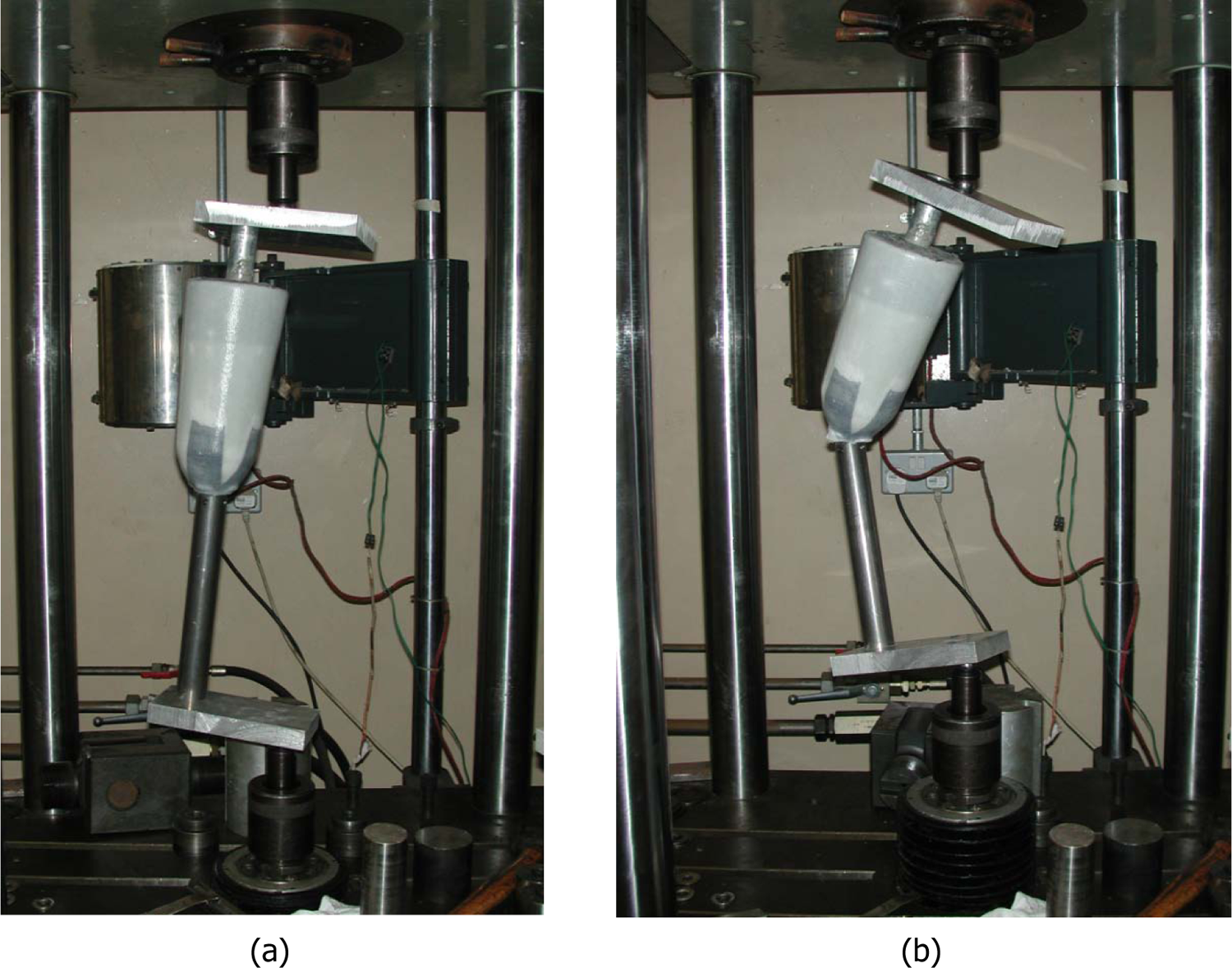
The standard layup socket mounted on the force loading machine (a) before and (b) after loading to destruction. Failure of the socket occurs at the distal end where the pyramid connector is attached to the socket.
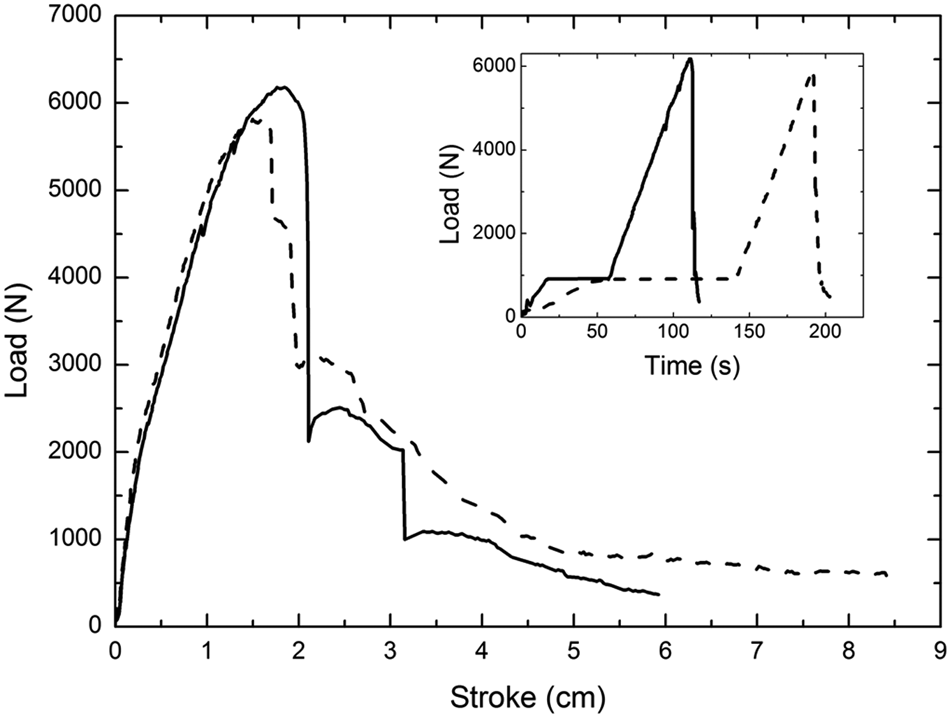
Loading to failure of test sockets. Both the ramie and plant-oil resin socket (solid line) and the standard layup socket (- -) fail at about 6 kN. Inset: loading to failure as a function time.
The data (see Table 1) indicates that the ramie composite socket (6,180 N at failure) and the standard layup socket (5,800 N) failed at similar loadings: the resin and ramie socket failed at a loading about 6.5% above that of the standard layup. The acrylic resin and ramie socket failed at 4650 N. While this is about 20% lower than the standard layup, it is higher than the 4,025 N the ISO 10328 standard requires a socket to withstand. 21 Our first attempt at preparing the plant resin and Nyglass socket failed at 2,200 N (Table 1, 4a). This surprisingly low loading at failure is most likely due to some degree of foaming of the resin at the distal end of the socket during manufacture, perhaps because of a small amount of water absorbed by the cotton stockinette. Phosgene, present in the resin, will react with water to form CO2 gas; even a small amount of water that is free to desorb from the fibres can produce a significant volume of CO2. We were able to solve this problem by drying the stockinette (cotton and ramie) in an oven overnight at 50°C. We prepared a second socket (Table 1, 4b) which failed at 4,255 N.
Discussion
From our tensile strength data the best performing combination of the resin and plant fibres was given by both banana and ramie fibres. Kim and Netravali 25 found a similar ultimate strength for ramie fibres embedded in soy flour resin. However, they used a higher ramie fibre content of about 50 wt% (~37 vol%, r ~1.5 g cm−3 for ramie fibres). They also found that increasing the protein content of the soy flour resin (without fibres) increased the tensile strength from about 13 MPa to about 36 MPa. A similar increase was seen for the Young’s modulus. The higher protein content soy flour resin is similar in tensile strength to that of our resin only samples (28 MPa). By including the ramie fibres the tensile strength of the high protein soy flour composite was increased to 104 MPa. Both the protein in the soy flour resin and the polycarbonate resin we are using contain functional groups that can bond with the hydroxyl groups on the surface of the fibres. It is likely that we would see a similar increase in composite strength if we were to increase the fibre concentration. We are currently conducting experiments to optimize the fibre concentration.
Due to the ‘thickness’ of the ramie stockinette weave, the final wall thickness of the plant resin and ramie socket (Table 1, Socket 1) at the distal end was about twice that of the conventional material socket (Socket 2). While the thicker wall of Socket 1 will increase the loading at which it fails the data points to another factor being involved. Sockets 2 and 4b contain the same Nyglass fibres but use different resins. Socket 4b uses the plant oil resin and is about 50% thicker than Socket 2, yet fails at a loading of just 73% of the loading at which Socket 2 fails. Similarly, Socket 3 and Socket 2 both use the acrylic resin but use different fibres. Even though Socket 3 (ramie fibres) is about 50% thicker than Socket 2 it failed at a loading of about 80% that of Socket 2. Although we are working from a limited data set these results do suggest that a combination of wall thickness and the strength of the interfacial adhesion between the fibres and resin are responsible for the order in which the sockets failed.8, 13 It is not possible to say precisely at what loading a ‘thin’ walled (~5 mm) ramie and plant oil resin socket would fail at, but with the good interfacial bonding observed in the tensile strength test pieces it is likely to fall between the values found for Sockets 2 and 3; i.e. it will fail at a loading between 4,657 N and 5,808 N. We are currently investigating the force loading properties of sockets constructed with banana fibre stockinette with a similar weave density to that of Nyglass stockinette. This produces wall thicknesses similar to that of the conventional layup and a higher concentration of fibres than the ramie stockinette. Our initial results are very promising and will be published at a later date. As previously stated, the ISO 10328 standard requires that a socket be able to withstand a loading of 4,025 N. Sockets 1, 2, 3 and 4b exceeded this value.
Socket weight is also an important consideration in socket design. We made some simple measurements to approximate the densities of the test socket materials and found the standard layup had a density of r = 1.6 gcm−3 while the plant fibre and plant oil resin had a density of r = 1.3 gcm−3; both resins have a density of r = 1.2 gcm−3. For a given socket size and wall thickness a socket made with the conventional materials would be about 23% heavier.
Conclusions
We have investigated the potential to replace the conventional acrylic and glass fibre composite materials currently used in prosthetic limb socket manufacture with a plant-based polycarbonate-polyurethane copolymer resin and plant fibre composite. Our comparative tensile strength tests indicated that both banana and ramie plant fibres could produce a strong composite material. Four test sockets were constructed and tested to destruction by applying a loading at a rate of 100 Ns−1 until failure. The socket constructed using the plant oil resin and ramie fibres failed at a higher loading than that of the conventional materials; both failed at a loading of about 25% higher than the loading required by the ISO 10328 standard. The wall of the socket was thicker than that of the conventional materials socket due to the thickness of the weave of the ramie stockinette. While wall thickness does contribute to the strength of the socket, the loading at failure data for Sockets 1, 2, 3 and 4b (Table 1) indicate that the strength of interfacial bonding between the fibres and resin also plays a significant role. From this limited study it can be concluded that the plant resin and ramie fibre composite socket has the potential to replace the standard layup. Further mechanical and biocompatibility testing as well as a full economic analysis is now required.
Footnotes
Acknowledgements
The authors would like to thank David Smith for performing the tensile strength testing of the test pieces and Andrew Crockett for performing the loading to destruction of the sockets.
The authors report no conflicts of interest.
This research was funded by the National Institute for Health Research (UK) under its Invention for Innovation Programme for Future Product Development [grant number: II-FS-0109-11048].