
Abstract
In order to expand the utilisation of CO2 as a resource in the metallurgical industry, it is proposed to inject CO2 into the tuyere of blast furnace. CO2 reacts completely at the tuyere raceway zone, increasing the CO concentration of the gas, affects the reduction process. Therefore, the influence of injecting CO2 into the tuyere on the reduction process of the burden layer is analysed through a series of experiments. The results indicate that when the CO2 injection rate increases to 4%, the improvement of the permeability is most significant, which is due to the increase of the metal phase dispersion in the burden layer. The influence of injecting CO2 on the burden layer distribution mainly comes from the influence of the experimental atmosphere on the reduction degree. With the increase of the CO2 injection rate, the low temperature reduction pulverisation behavior of burden layer changes less.
Introduction
The world's CO2 emissions have shown an upward trend year after year, since the Industrial Revolution. In order to quickly curb the rise of CO2 concentration in the atmosphere, a large number of studies have focused on CO2 capture and storage (CCS).1–3 Because long-term monitoring and other remedial measures after CO2 geological burial are almost inevitable, the public acceptance of CCS is low.4,5 Compared with CCS, CO2 capture and utilisation are obviously more in line with the basic principles of the industrial economy. 6 More in-depth research has been carried out on the utilisation technology of CO2 in various industries, and great progress has been made.7,8
The metallurgical industry is a major producer of CO2,9,10 in order to utilise part of the generated CO2 for itself, metallurgical workers propose to use CO2 as a resource for their own industry. At present, the process of using CO2 as a resource in steelmaking is becoming mature, including the application of CO2 in converter,11–14 electric furnace, 15 refining16,17 and the treatment of steel slag.18,19 But the process of using CO2 as a resource in the blast furnace is less studied. The blast furnace is currently the most important ironmaking equipment in the world due to its high production efficiency and energy utilisation efficiency. If CO2 can be used as a resource for the blast furnace, the utilisation of CO2 will be much higher than that of the steelmaking part of the industry.
Combined with the current blast furnace process, the technology of injecting CO2 into the blast furnace is proposed. 20 CO2 can fully react with carbon in the tuyere raceway zone, it can generate twice the volume of CO. Due to the above reaction, the amount of gas at the outlet of the tuyere raceway zone increases while the CO content increases. The increase of the gas volume flow requires higher requirements for the permeability of the blast furnace, the change of the gas composition will affect the reduction process of the blast furnace. When the gas rises to the low-temperature reduction zone, it will also affect the low-temperature reduction pulverisation behaviour of the burden layer. In order to analyse the influence of CO2 injection on the smelting process of the blast furnace, the change of burden layer reduction process is analysed through high-temperature molten drop experiments, medium-temperature reduction experiments and low-temperature reduction pulverisation experiments.
Experiments
Experimental raw materials and instruments
The experimental raw material is the burden of a blast furnace and the proportion of the burden is lump: pellet: sinter = 14%:16%:70%. The molten drop hearth and reduction furnace used in the experiment are shown in Figures 1 and 2.

Molten drop hearth.

Reduction furnace.
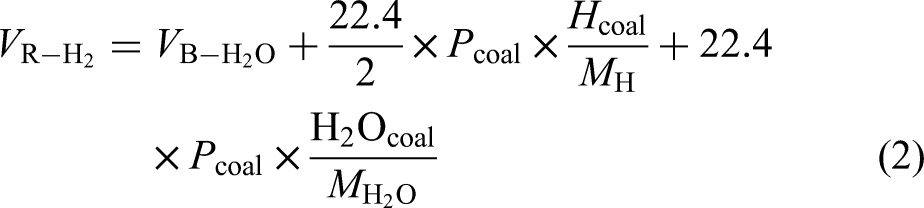
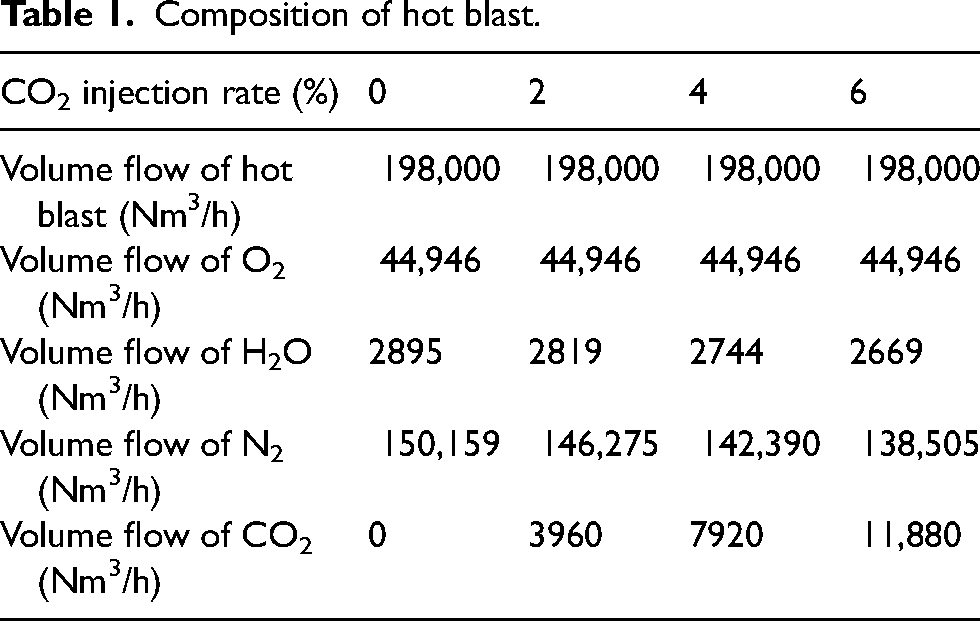
The experimental atmosphere changes of the high-temperature molten drop experiment and the medium-temperature reduction experiment under different CO2 injection rates are adjusted according to the gas composition changes at the outlet of the tuyere raceway zone. The change of the gas composition at the outlet of the tuyere raceway zone under different CO2 injection rates is calculated by the calculation model of the gas composition, as shown in equations (1) to (7). Under different CO2 injection rates, the change of hot blast composition is shown in Table 1, the composition of pulverised coal is shown in Table 2, and the coal injection rate is 364 kg/thm. The parameters when the CO2 injection rate is zero are collected in the actual production process of an ironmaking plant. With the increase of CO2, the total gas injection volume remains unchanged, the oxygen injection volume remains unchanged, and the nitrogen and hydrogen content decreases with the decrease of air volume.






Composition of hot blast.
Composition of pulverised coal (wt%).

In the calculation process of the gas composition, the influence of volatile matter in coke is not considered because the volatile content of coke is small. According to the calculation, with the increase of the CO2 injection rate, the concentration of CO gas in the gas will increase, and the concentration of CO gas will increase by about 1.2% for each 1% increase in CO2 injection rate.
The gas moves upward along the furnace stack and successively passes through the high-temperature zone and the medium-temperature zone. During the rising process, the CO generated by the CO2 reaction will react with the iron oxide in the furnace burden layer, making the gas composition further change. The process of CO gas participating in the reduction reaction in the furnace is shown in equation (8):
The excess coefficient of reduction reaction under different temperatures. 21
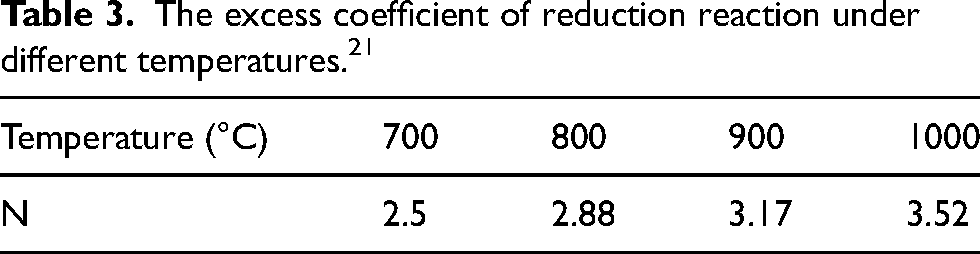
Part of the CO generated by the CO2 reaction will participate in the reaction to generate CO2, while the other part will directly enter the top gas without participating in the reaction. According to the calculation, when the gas rises to the low-temperature reduction zone, the concentration of CO in the gas will increase by about 0.82% and the concentration of CO2 will increase by about 0.38% for each 1% increase in the CO2 injection rate.
In order to more accurately control the concentration change of each gas in the experimental atmosphere under different CO2 injection rates during the experiments process, the range of CO2 injection rates selected during the experiments process is relatively large, from 0% to 17%.
High-temperature molten drop experiments
After injecting CO2 into the blast furnace tuyere, the gas composition at the outlet of the tuyere raceway zone will change, which will affect the melting and dripping process of the burden and the permeability of the lower part of the blast furnace. The high-temperature molten drop experiments can preliminarily analyse the changes in smelting in the lower part of the blast furnace after injecting CO2, providing a reference for subsequent research.
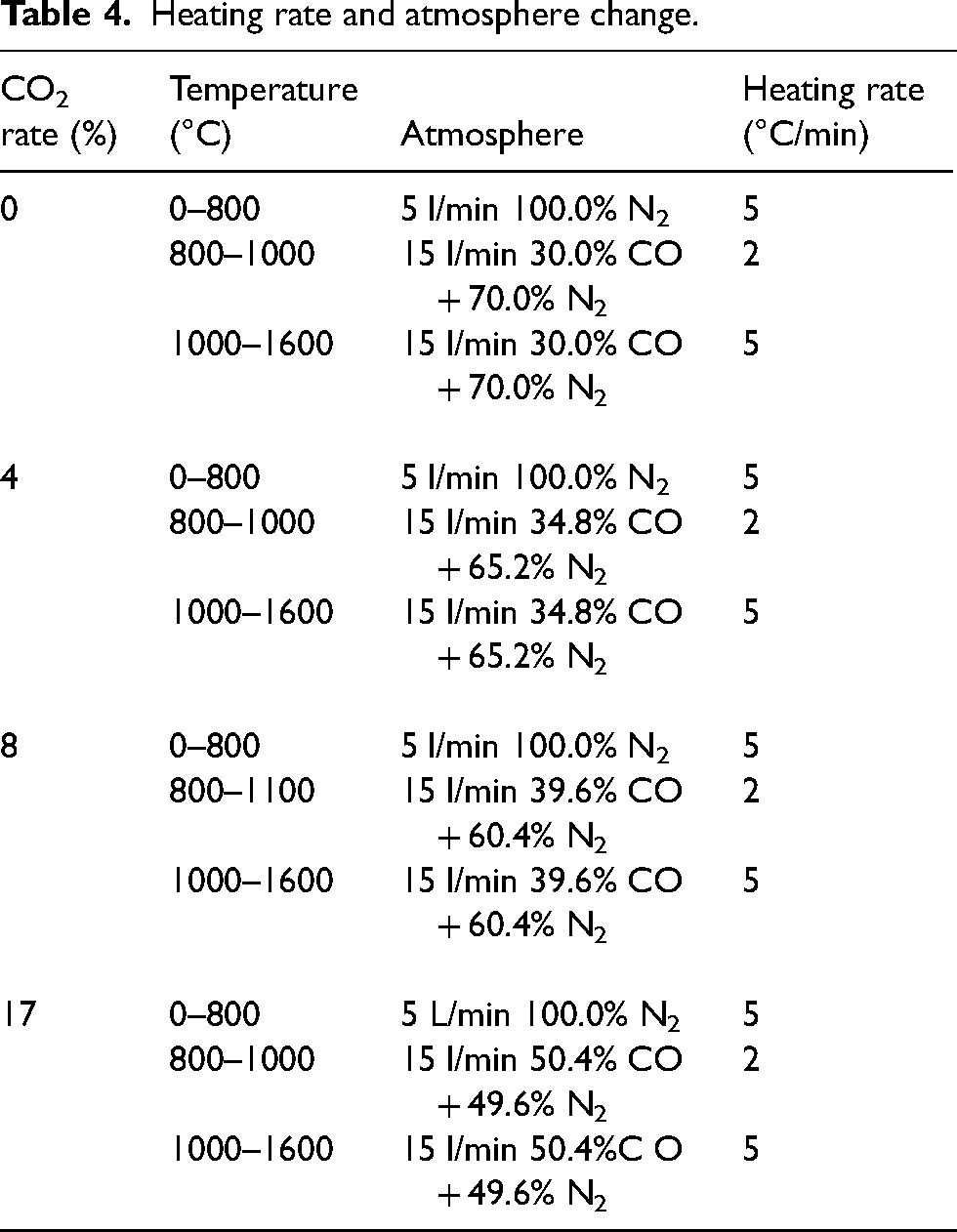
Before the experiment begins, first select 200 + 5 g with a particle size of 10 to 12.5 mm, then put it into a graphite crucible with an inner diameter of 48 mm, and finally put 20 g of coke particles with a particle size of 10 to 12.5 mm in the upper and lower parts of the burden. Throughout the experiment, the burden layer is subjected to a pressure of 1 kg/cm2. The specific heating rate and atmosphere during the experiment are shown in Table 4.
Heating rate and atmosphere change.
The experimental parameters during the experiments are as follows, T10%, the temperature at which the burden layer shrinks by 10% is the starting temperature for melting; T40%, the temperature at which the sample shrinks by 40% is the softening end temperature; (T40%–T10%) is the softening range, expressed in TB; TS, the temperature when the differential pressure of the burden layer reaches 490 Pa is the melting start temperature; Td is the dropping temperature; (Td–TS) is the melting interval, expressed in Td. The permeability index S is calculated as follows:
Medium-temperature reduction experiments
Through the medium-temperature reduction experiment, the influence of gas composition changes after injecting CO2 into the blast furnace tuyere on the reduction process of the burden can be analysed, providing data support for analysing the changes in the melting and dripping behaviour of the burden.
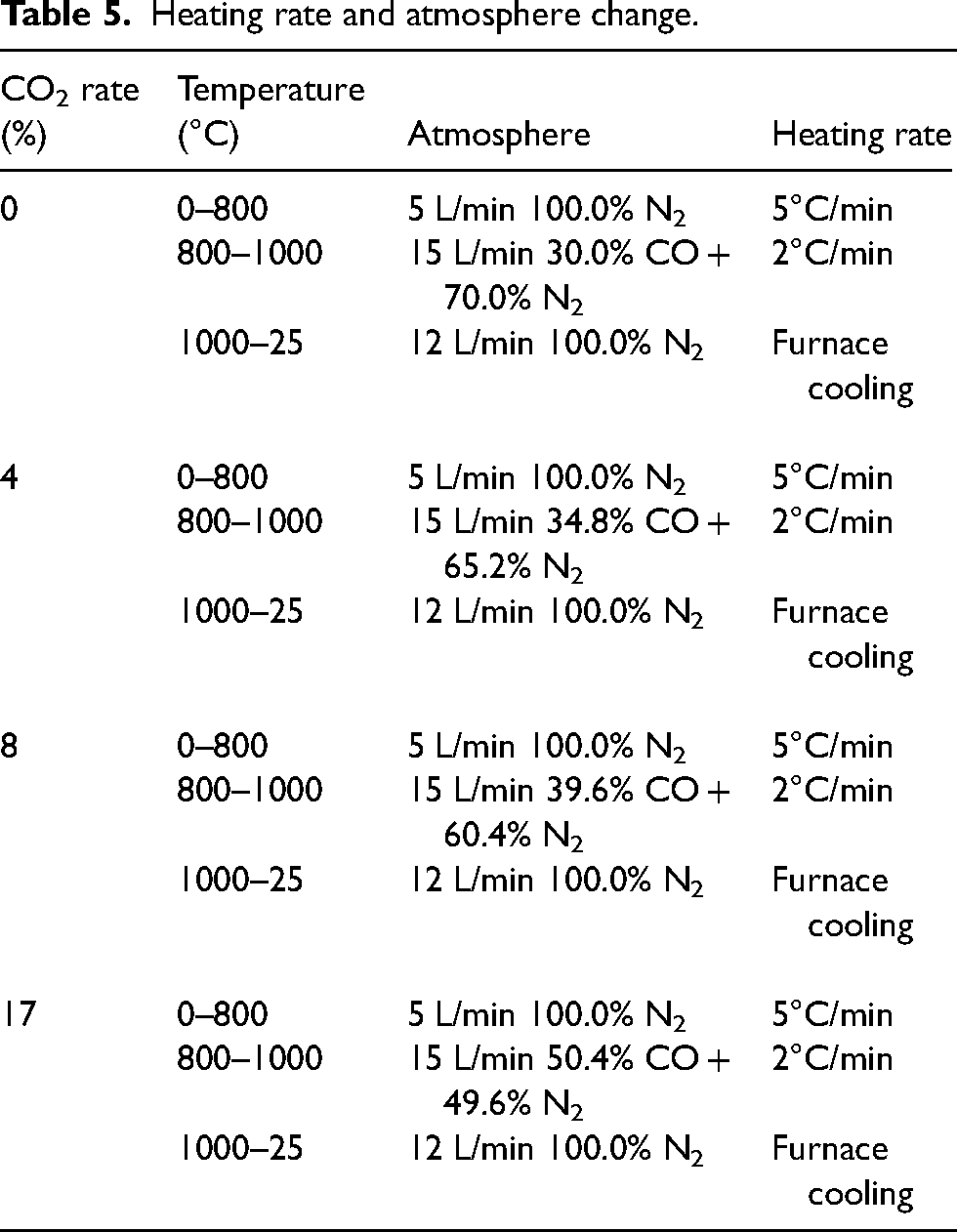
Before the experiment begins, first dry the burden at 105 °C for 120 min to remove moisture, then select 500 g of burden with a particle size of 10 to 12.5 mm, and finally place the burden in the reduction furnace. The specific heating rate and atmosphere during the experiment are shown in Table 5.
Heating rate and atmosphere change.
In the medium-temperature reduction experiment, the calculation of reduction degree is based on the trivalent iron state to calculate the mass percentage of oxygen captured by the reducing gas from 
Low-temperature reduction pulverisation experiments
After injecting CO2 into the blast furnace tuyere, the composition of the gas entering the upper part of the blast furnace will change, thereby affecting the low-temperature reduction pulverisation behaviour of the burden. If the low-temperature reduction pulverisation phenomenon of the burden is severe, the permeability of the upper burden of the blast furnace will be affected, which will disrupt the smooth operation of the blast furnace. Therefore, we analysed the changes in the low-temperature pulverisation behaviour of the burden after injecting CO2 into the tuyere through the following experiments, providing a reference for the development of new processes.
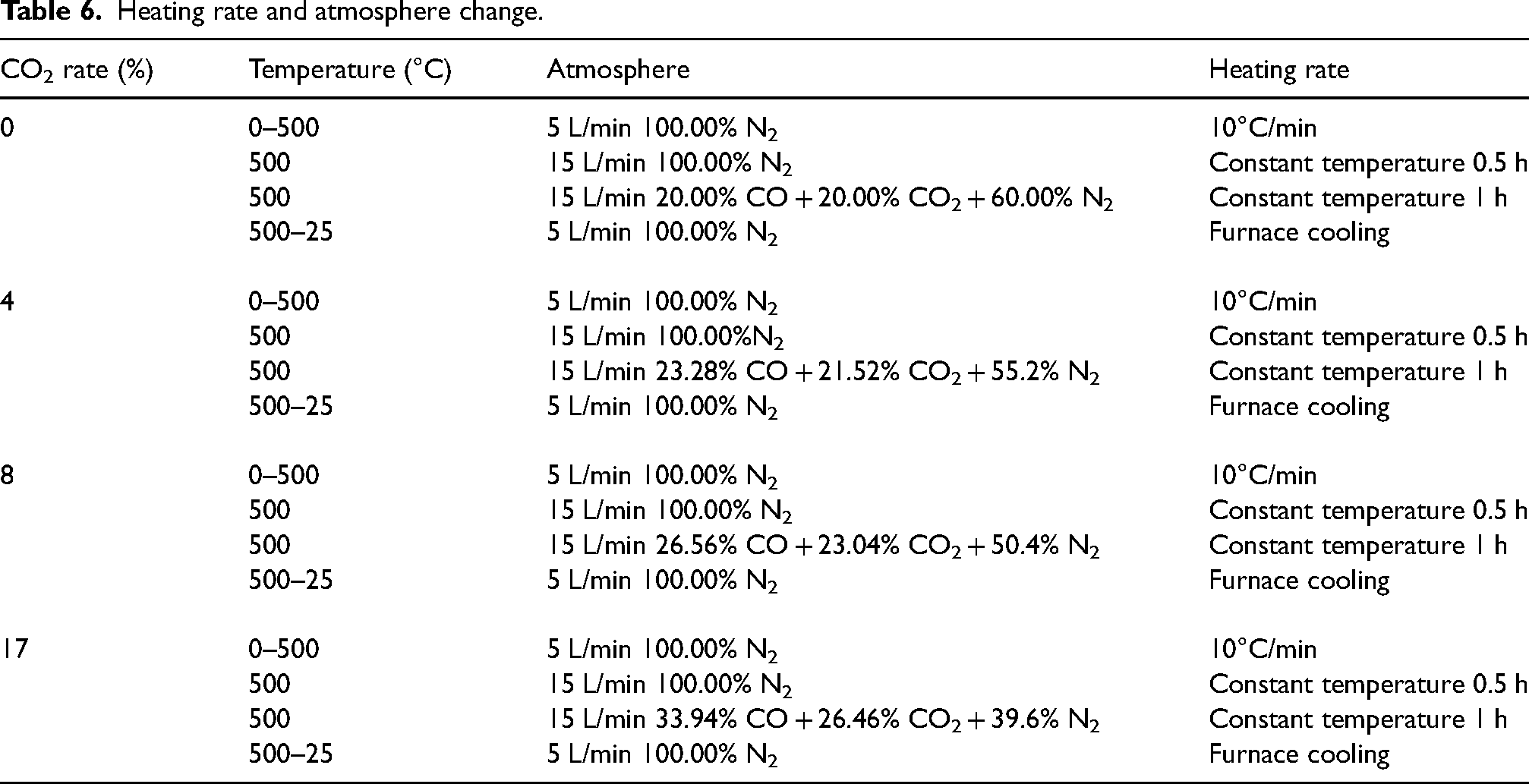
The preparation work before the experiment is the same as that for the medium-temperature reduction experiment. The specific heating rate and atmosphere during the experiment are shown in Table 6. After the experiment, all cooled burden are first loaded into a drum(φ130 mm × 200 mm) and rotated at a speed of 30 r/min for 10 min. Then, the burden after the drum is sieved. Finally, low-temperature reduction pulverisation index is calculated as the percentage of the mass of burden with particle sizes of +6.3 mm, +3.15 mm, and −0.5 mm to the total mass of the burden after reduction into the drum. During the evaluation, RDI+3.15 is used as the assessment index, and RDI+6.3 and RDI−0.5 are only used as reference indexes.
Heating rate and atmosphere change.
Results and discussion
High-temperature molten drop experiment results
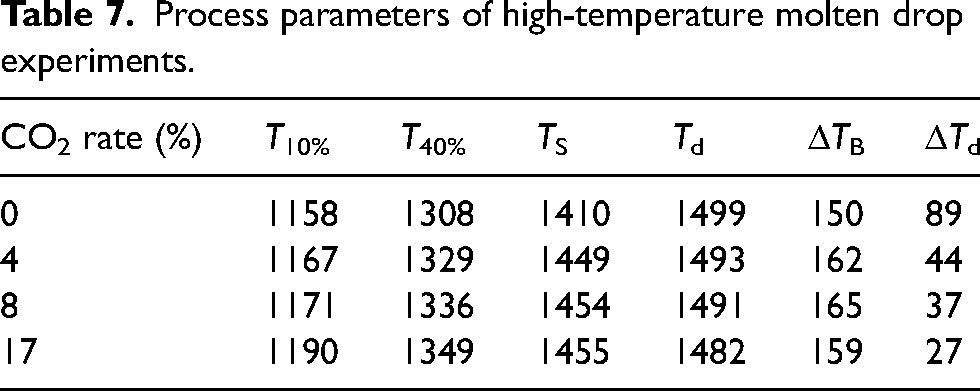
After different proportions of CO2 are injected into the tuyere, the CO concentration in the experimental atmosphere increases, and the temperature change in the melting dripping process is shown in Table 7 and Figure 3. With the increase of the CO2 injection rate, the burden layer softening temperature and the softening end temperature increases at the same time. Compared with the experimental conditions without CO2 injected, the softening range increases. At the same time, the melting start temperature rises, the dropping temperature decreases, the melting range narrows, and moves to the high-temperature zone. The widening of softening zone and narrowing of melting zone are beneficial to improve the permeability of burden layer.
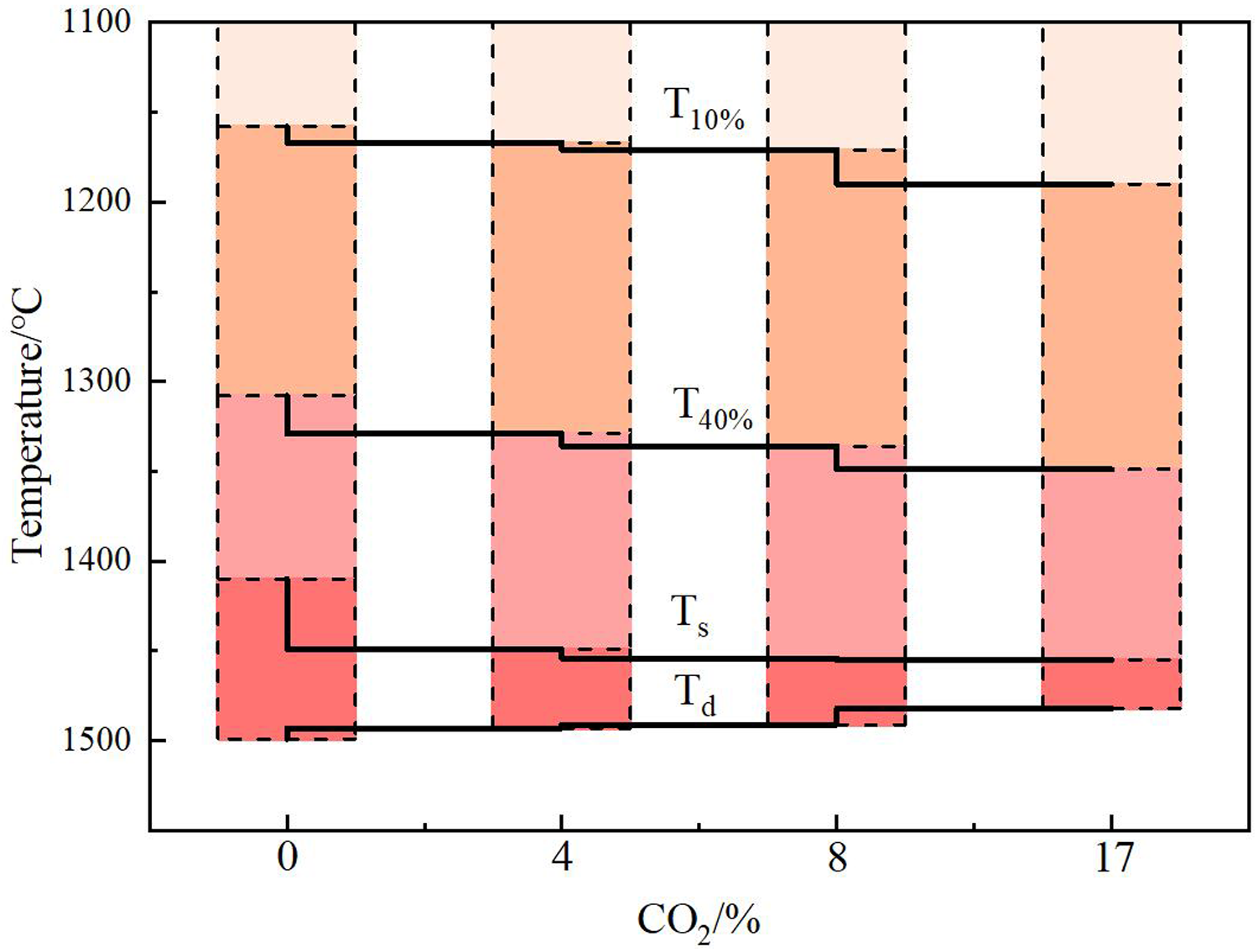
Temperature change during molten drop experiments.
Process parameters of high-temperature molten drop experiments.
The change in droplet characteristics and maximum differential pressure can also prove that with the increase of the CO2 injection rate, the permeability of the burden layer is improved, as shown in Figure 4. With the increase of CO2 injection rate, the maximum differential pressure and droplet characteristics decreased. When CO2 is not injected, the maximum pressure difference is 2469.60 Pa, and the droplet characteristic value is 176.18 kPa °C. With the increase of CO2 injection rate increases by 17%, the maximum pressure difference is 1421.00 Pa, and the droplet characteristic value is reduced to 25.14 kPa °C.
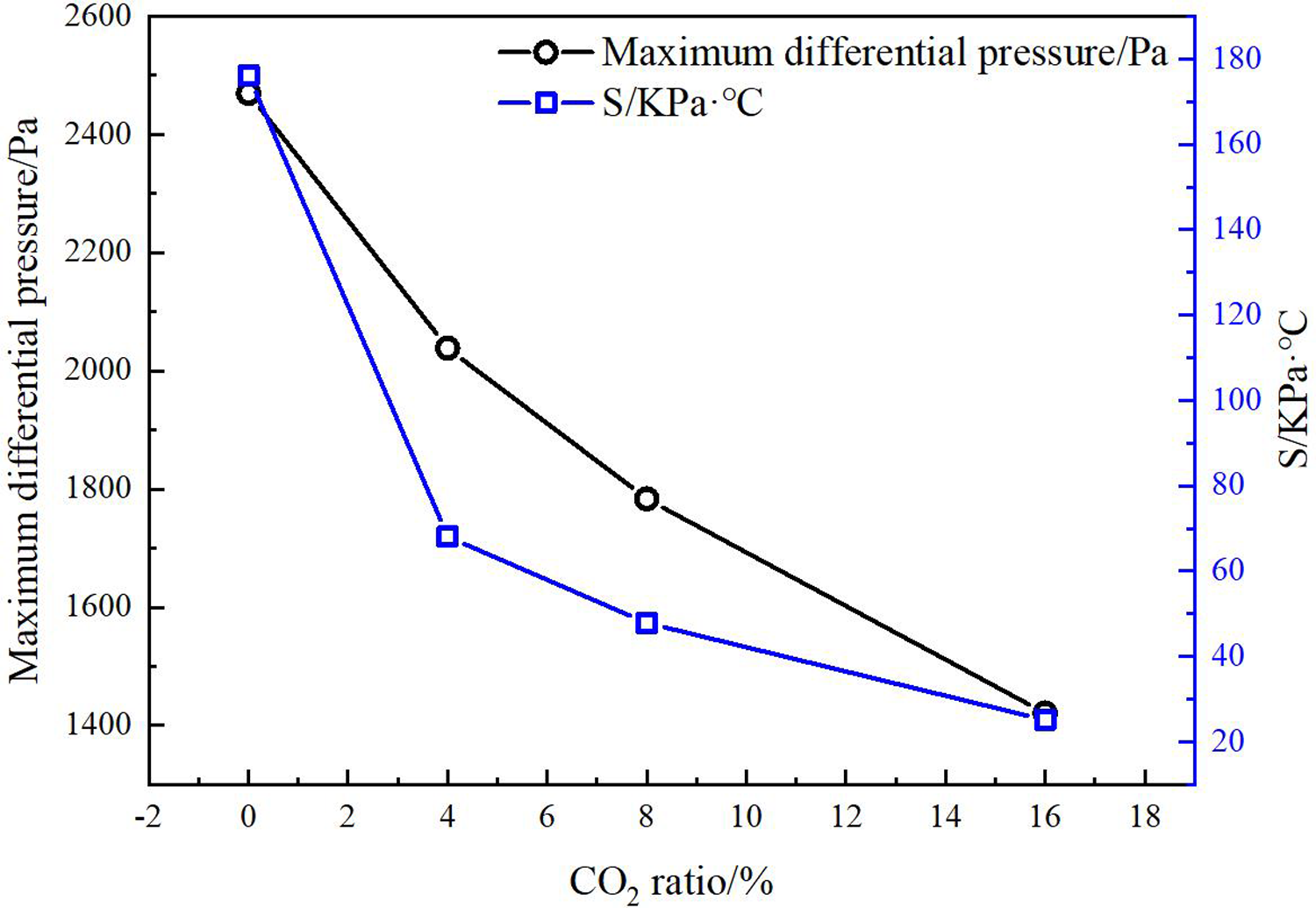
Droplet characteristics and maximum differential pressure.
The variation of burden layer pressure difference and shrinkage rate with temperature under different experimental conditions is shown in Figure 5. It can be seen that the fluctuation of burden layer pressure difference decreases with the increase of CO2 injection rate. It shows that the permeability of the burden layer is gradually improved. When CO2 is not injected, the burden layer shrinkage rate is 43% at the beginning of melting, the burden layer shrinkage rate is 65% at the beginning of metal dripping, and the burden layer shrinks by 22% during the process from melting to dripping. When the CO2 injection rate increase to 4%, 8% and 17%, respectively, the burden layer shrinkage rates are 43%, 45% and 43%, respectively, at the beginning of melting, the burden layer shrinkage rates are 51%, 51% and 48%, respectively, at the beginning of metal dripping, the burden layer shrinks by 8%, 6% and 5%, respectively, during the process from melting to dripping. After injecting CO2, the burden layer shrinkage decreases greatly from melting to dripping. The decrease of burden layer shrinkage at the beginning of dripping is one of the reasons for the improvement of permeability, and the reason for the decrease of burden layer shrinkage needs to be further analysed.
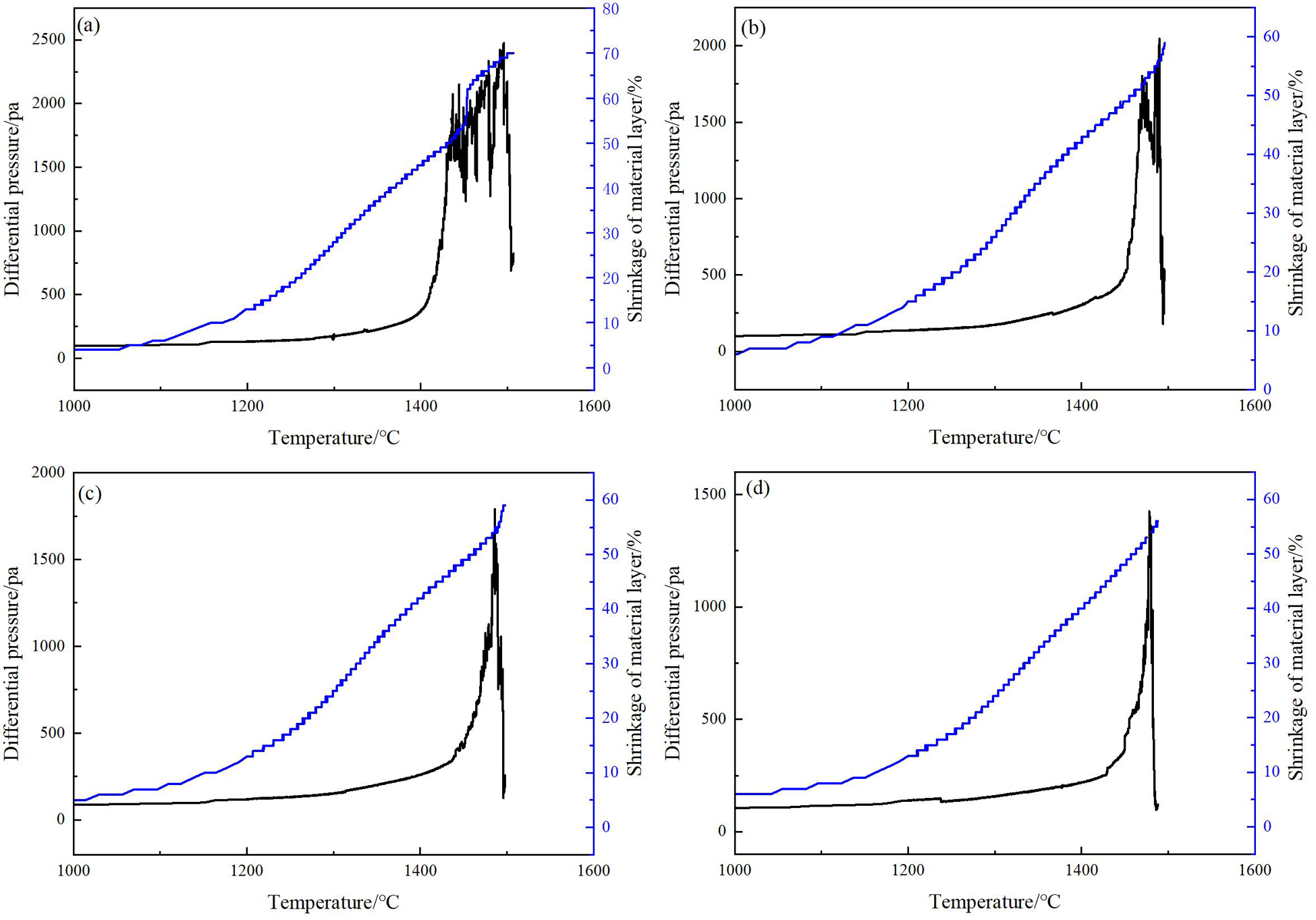
Variation of pressure difference and burden layer shrinkage with temperature: (a) CO2%=0; (b) CO2%=4; (c) CO2%=8; and (d) CO2%=17.
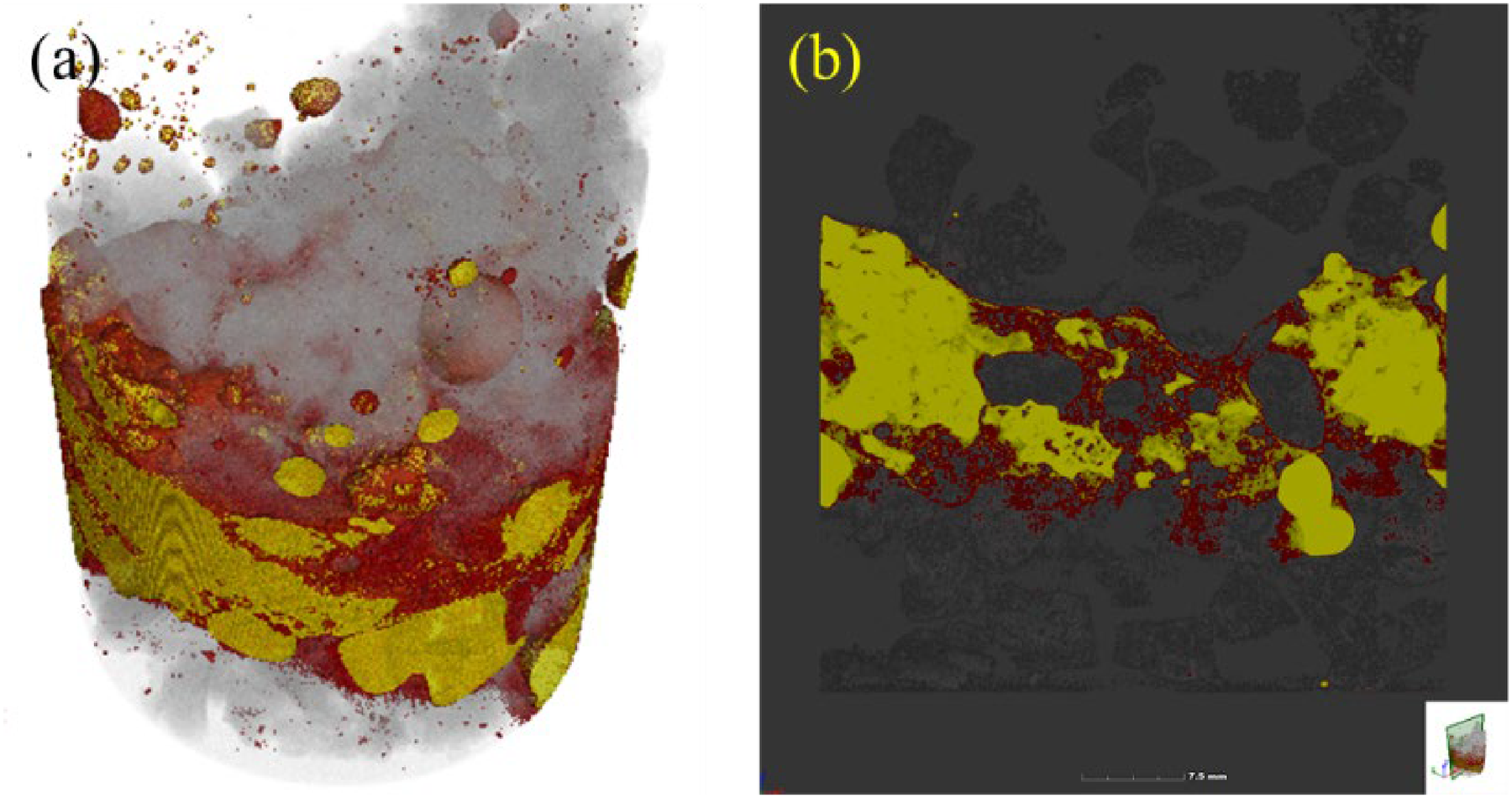
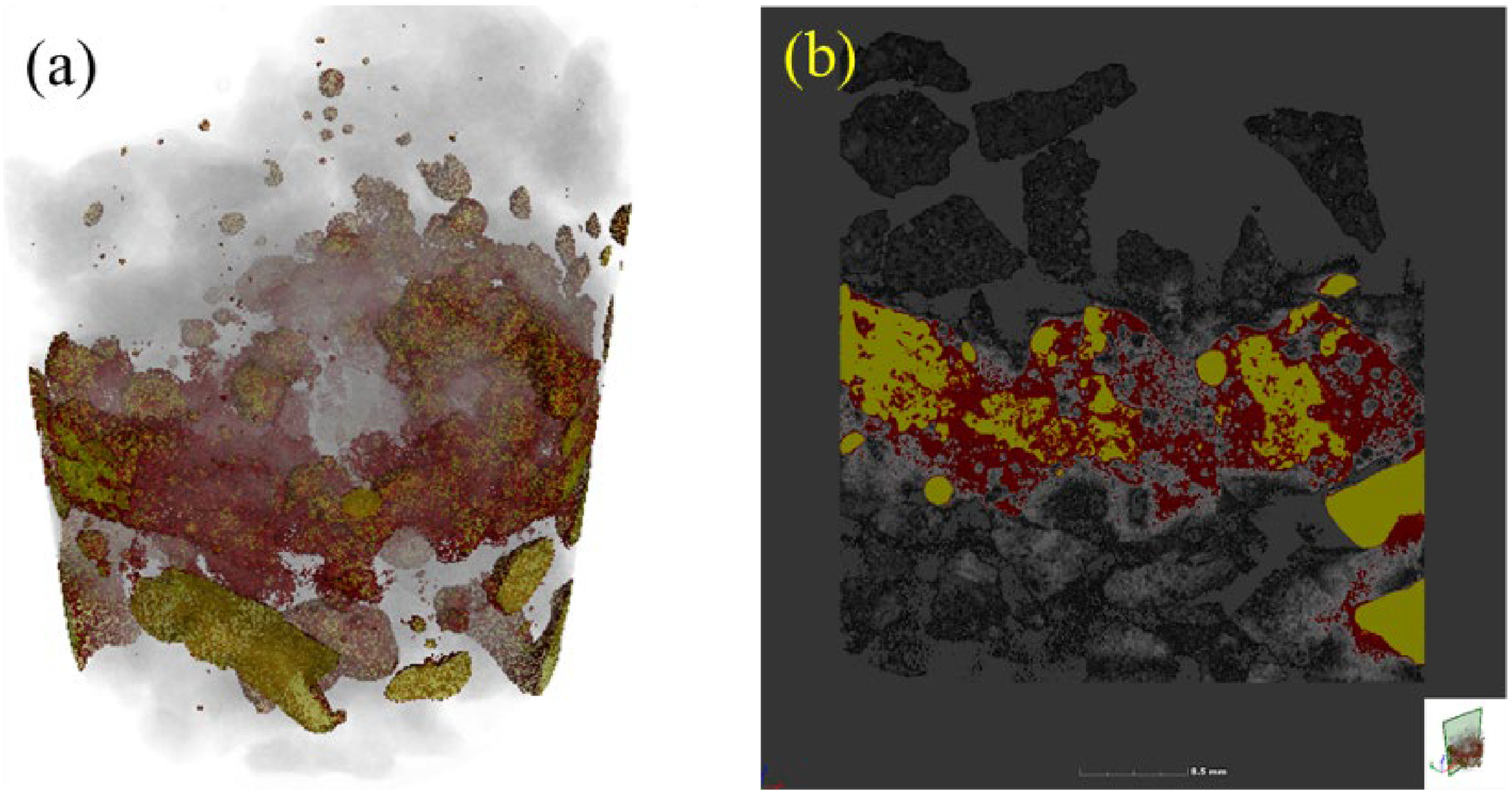
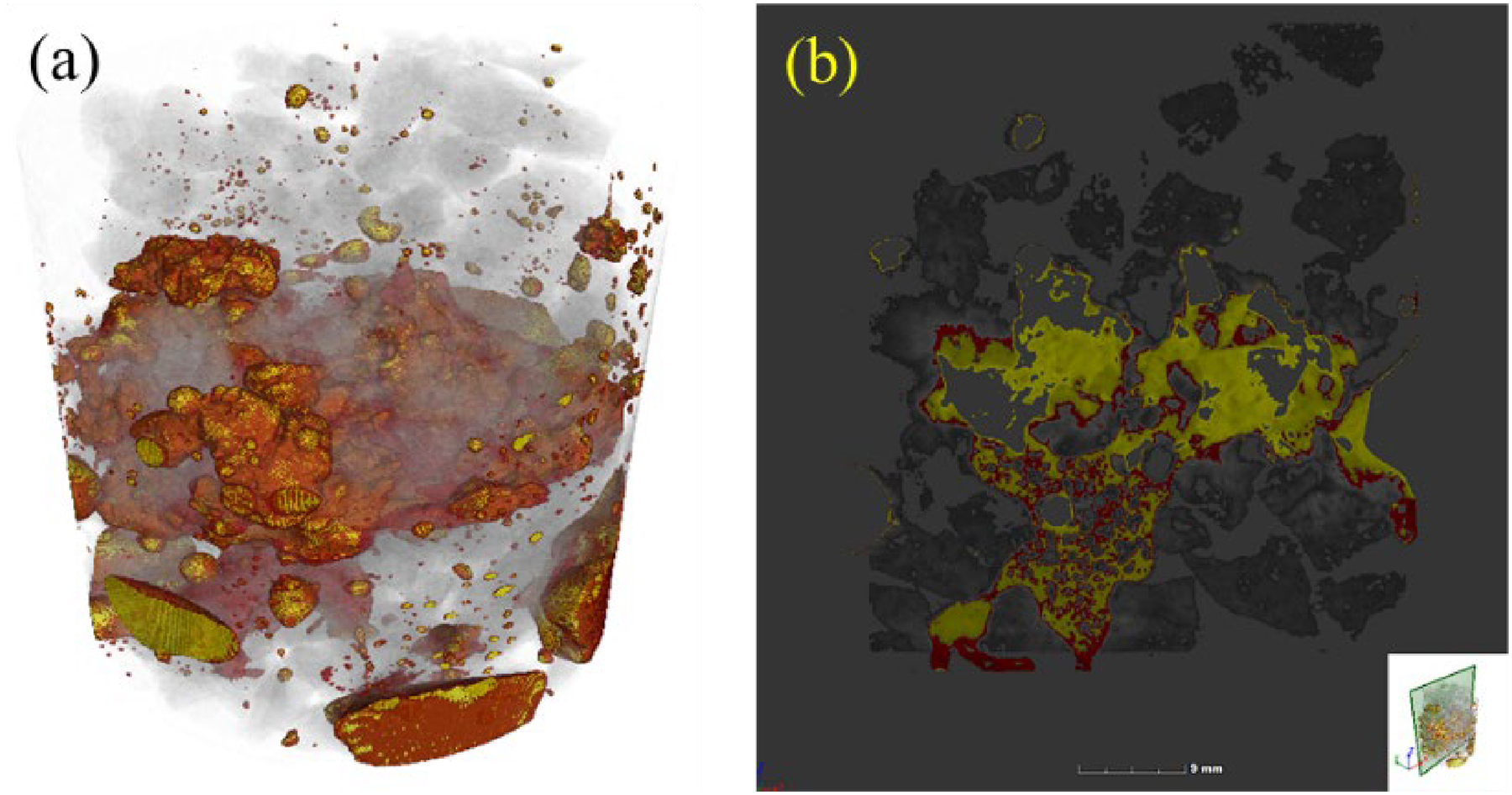
In order to analyse the reasons for the reduction of burden layer shrinkage, the crucible after the experiments was analysed by industrial computerised tomography. The morphology of the burden layer after the experiments is shown in Figures 6 to 9 (in the figure, yellow is metal, red is slag, and the rest is coke).
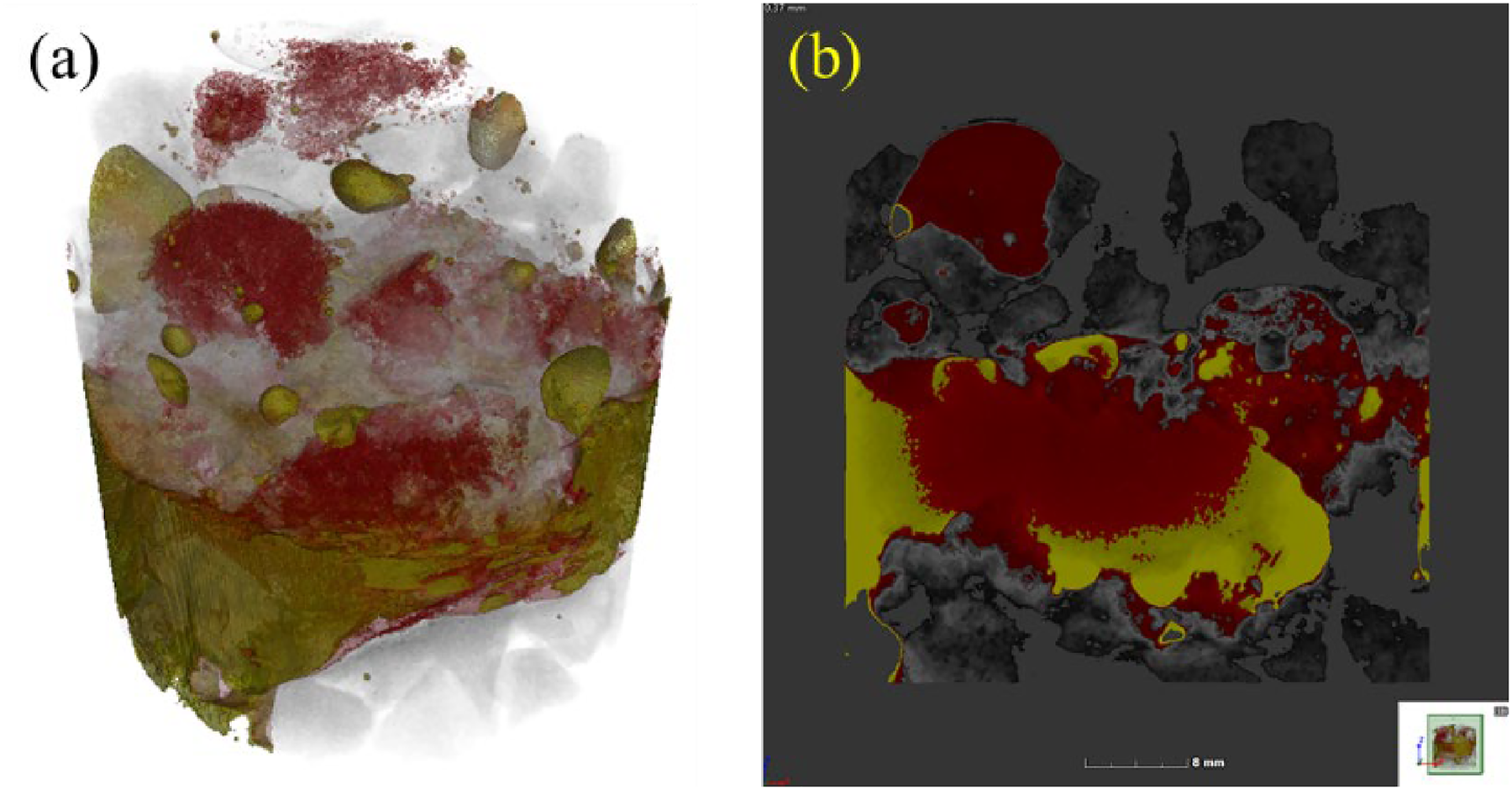
Burden layer morphology after the experiments when the injection rate of CO2 is 0%: (a) 3d and (b) longitudinal section.
Burden layer morphology after the experiments when the injection rate of CO2 is 4%: (a) 3d and (b) longitudinal section.
Burden layer morphology after the experiments when the injection rate of CO2 is 8%: (a) 3d and (b) longitudinal section.
Burden layer morphology after the experiments when the injection rate of CO2 is 17%: (a) 3d and (b) longitudinal section.
When CO2 is not injected, it can be seen from the burden layer distribution after the experiments that the metal and slag show their own aggregation state, and the slag-iron separation is good. With the increase of CO2 injection rate, the metal is gradually dispersed, at the same time, there is slag around the metal, and the separation of slag and iron is not obvious. The metal is dispersed, which increases the supporting effect on the burden layer and reduces the shrinkage of the burden layer. It can be seen that when the CO2 injection rate increases to 8%, the metal dispersion distribution begins to be obvious, and the change of metal dispersion degree is not obvious when it increases from 8% to 17%. Combined with the change in permeability index and the change in burden layer distribution, it can be seen that when the CO2 injection rate increases to 4%, the permeability of the burden layer can be significantly improved by slightly increasing the metal dispersion degree during the experiment, but the improvement of the permeability will gradually weaken when the metal dispersion degree continues to increase.
With the increase in CO2 injection rate, the separation of slag and iron is not obvious and the metal is dispersed, which needs further research and analysis.
Medium-temperature reduction experiment results
The experiment results of medium-temperature reduction under different CO2 injection rates are shown in Figure 10. With the increase of CO2 injection rate, it can be seen that the reduction degree of burden layer increases gradually. When the CO2 injection rates are 0%, 4%, 8% and 17%, respectively, the reduction degree of burden layer is 54.2%, 55.9%, 66.5% and 68.6%, respectively. When the CO2 injection rate increases from 4% to 8%, the reduction degree increases the most. Select the two groups of experiments with the most obvious reduction degree change, and analyse the change of burden layer composition with the CO2 injection ratio after the experiments. The change in burden layer composition is shown in Figure 11.
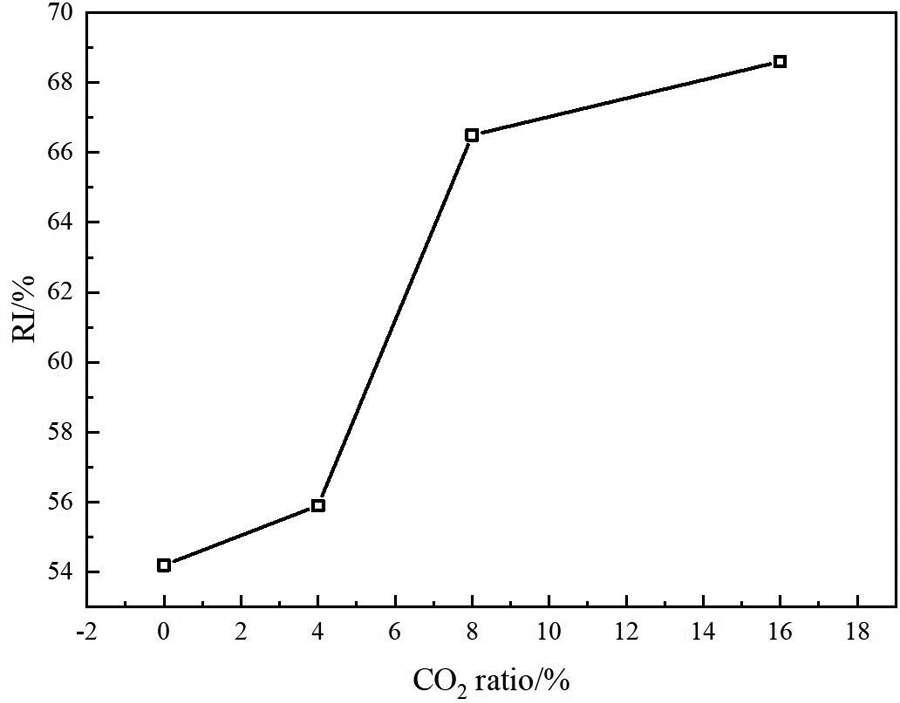
Variation of burden layer reduction degree with CO2 injection rate.
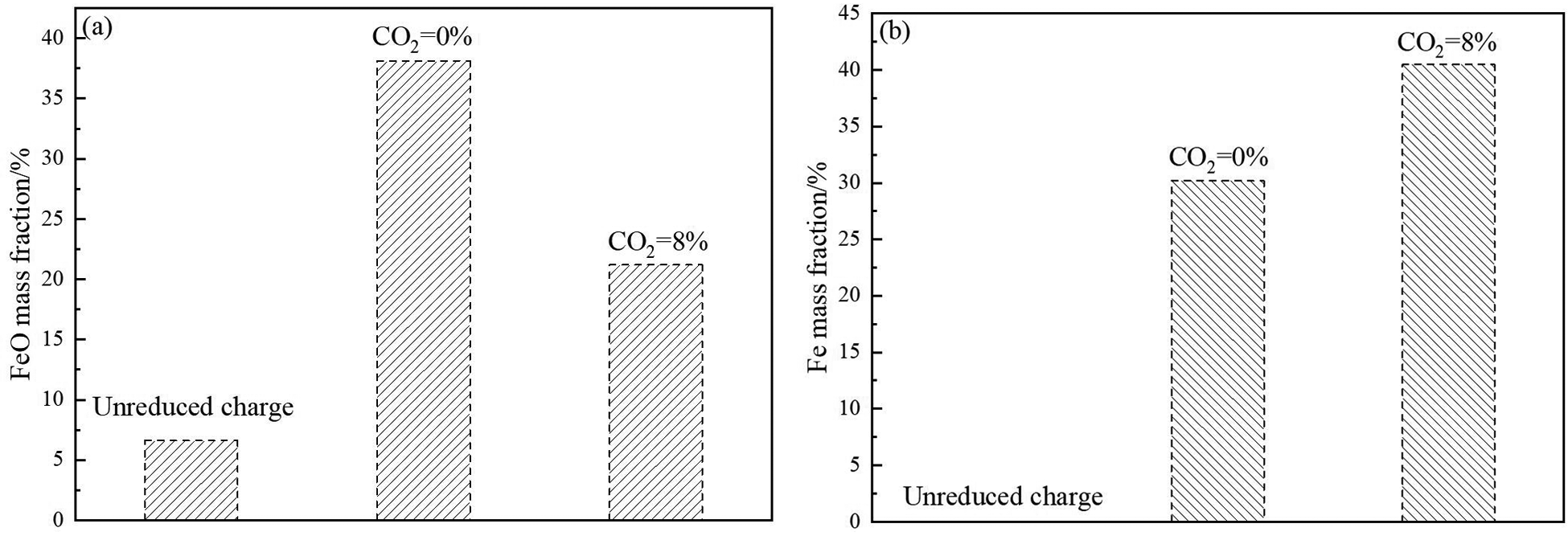
The change of burden layer composition with CO2 injection rate.
Based on the previous research on the influence of the reduction degree of the burden layer on the melting and dropping process of the burden layer, the reason for the influence of the CO2 injection rate on the burden layer distribution after the experiment is analysed.22,23 With the increase of the CO2 injection rate, the reduction degree of the burden layer increases, and the FeO content in the burden layer decreases, which makes the melting temperature of the gangue phase increase, and the carburisation rate of the metal phase decrease, and the melting point increases. At the same time, due to the improvement of the metallisation rate, the thickness of the metal shell produced in the burden layer gradually increases. The increase of the high melting point and the thickness of the iron shell makes the metal phase not suitable for aggregation and gradually presents a dispersed distribution. Because the melting of slag and metal phase takes place at a high temperature, it is gradually difficult to separate the slag and metal phase.
Combined with the change of burden layer reduction degree and permeability after increasing the CO2 injection rate, it can be seen that the influence of CO2 injection into the tuyere on the burden layer distribution after the high-temperature molten drop experiments mainly comes from the influence of reducing atmosphere on the burden layer reduction degree. When the CO2 injection rate increases from 0% to 4%, the reduction degree increases by 1.7%. At this time, the metal phase dispersion degree changes slightly after the high-temperature molten drop experiments. When the CO2 injection rate continues to increase from 4% to 8%, the reduction degree is significantly increased. At this time, the dispersion degree of the metal phase changes significantly after the high-temperature molten drop experiments. Finally, when the CO2 injection rate increases from 8% to 17%, the reduction degree only increases by 2.1%. At this time, the dispersion degree of the metal phase remains basically unchanged after the high-temperature molten drop experiment.
Low-temperature reduction pulverisation experiment results
It can be seen from Figure 12 that RDI+3.15 first decreases and then increases with the increase of CO2 injection rate into the tuyere. When the CO2 injection rate increases from 0% to 17%, RDI+3.15 has a minimum of 77.2%, which is only 2.8% lower than 80.0% when the CO2 injection rate is 0%, and the decrease is small. In the initial stage, the low-temperature reduction pulverisation behaviour of the burden layer tends to deteriorate with the increase of CO2 injection rate. When the CO2 injection rate increases to 17%, RDI+3.15 shows an increasing trend, it means that the phenomenon of reduction pulverisation has been restrained. The increase of CO concentration will promote the occurrence of reducing pulverisation, but at the same time, the increase of CO2 concentration in the experimental atmosphere can inhibit the occurrence of reducing pulverisation. Therefore, the simultaneous change of two components in the experiment atmosphere does not change the low-temperature reduction pulverisation behaviour of the burden layer much, which will not have a great impact on the smelting of the blast furnace. RDI+6.3 and RdI−0.5 changes can also verify the above analysis.
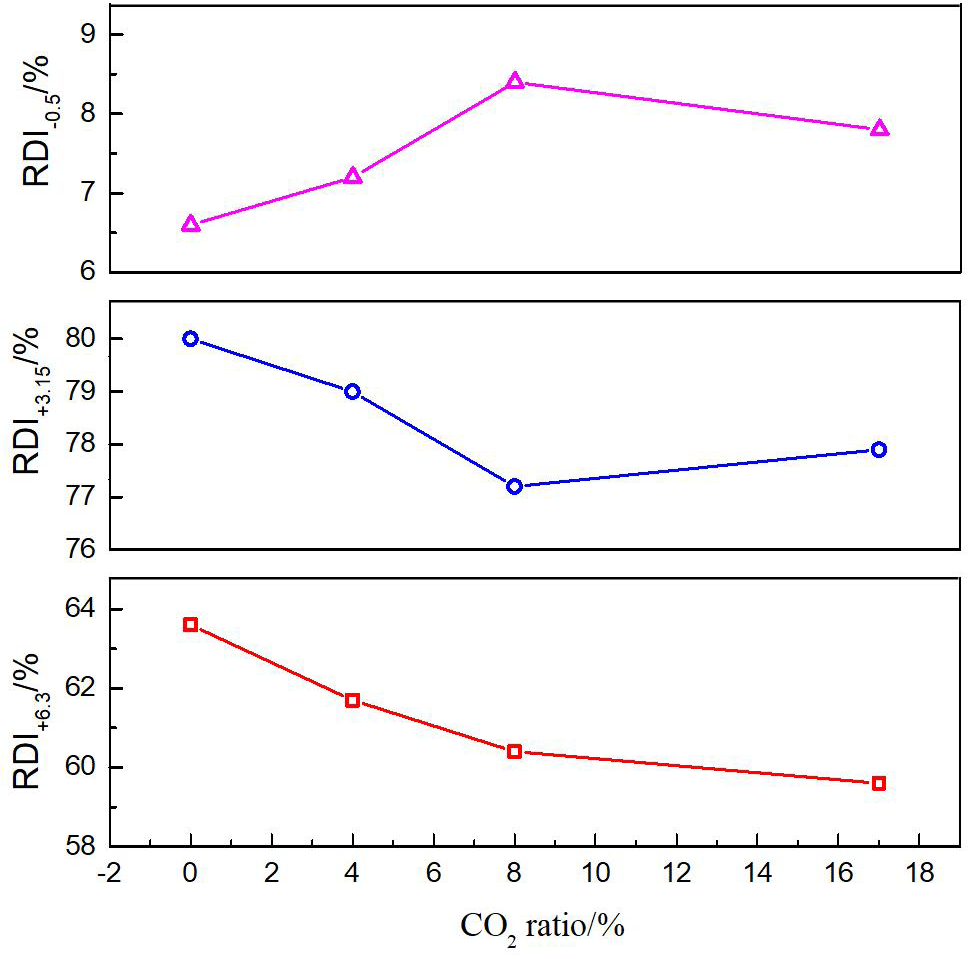
Changes of low-temperature pulverisation characteristics.
Conclusions
In order to expand the way of resource utilisation of CO2 in the metallurgical industry, it is proposed to inject CO2 into the tuyere of a blast furnace. CO2 reacts completely at the tuyere raceway zone, increasing the amount of gas generated at the outlet of the tuyere raceway zone, while increasing the CO concentration of the gas, affecting the reduction process and putting forward higher requirements for the permeability of the burden layer. When the gas rises to the low-temperature reduction zone, it will also affect the low-temperature reduction pulverisation behaviour of the burden. Therefore, the influence of CO2 injection into the tuyere on the reduction process of the burden is analysed through a series of experiments. The conclusions are as follows:
According to the experiments process parameters of the high-temperature molten drop experiments and the distribution change of the burden layer in the crucible after the experiments, when the CO2 injection rate increases to 4%, the permeability of the burden layer is obviously improved, and the improvement of the permeability is due to the increase of the metal phase dispersion in the burden layer. A slight increase in the dispersion degree of the metal phase in the burden layer at the early stage can significantly improve the permeability of the burden layer, but with the continuous increase of the CO2 injection rate, the continuous increase in the dispersion degree of the metal phase will gradually weaken the improvement degree of the permeability of the burden layer. Combined with the change of the reduction degree of the burden layer after increasing the CO2 injection rate and the change of the burden layer distribution after the high-temperature molten drop experiments, it can be seen that the influence of the blast furnace tuyere injection of CO2 on the burden layer distribution after the high-temperature molten drop experiments mainly comes from the influence of the experimental atmosphere on the reduction degree. When the CO2 injection rate increases from 4% to 8%, the reduction degree increases the largest, from 55.9% to 66.5%. At this time, the metal phase dispersion degree of the burden layer changes most obviously after the high-temperature molten drop experiments. According to the low-temperature reduction pulverisation experiments, RDI+3.15 first decreases and then increases with the increase of CO2 injection rate, it mean that the intensification of low-temperature reduction pulverisation behaviour of burden layer caused by the increase of CO2 injection rate is alleviated with the increase of CO2 injection rate. When the CO2 injection rate increases from 0% to 17%, RDI+3.15 has a minimum of 77.2%, which is only 2.8% lower than 80.0% when the CO2 injection rate is 0%, and the decrease is small. Injecting CO2 into the tuyere of the blast furnace will not have a significant impact on the low-temperature reduction pulverisation behaviour of the burden layer, which will not have a great impact on the smelting of the blast furnace.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Nature Science Foundation of China (grant no. 51974024).