
Abstract
In the ironmaking blast furnaces, nut coke (10–40 mm; 2–23 wt-%) is charged together with the ferrous burden. A systematic review is performed to understand the effects of nut coke use on the permeability, thermal reserve zone (TRZ), reduction kinetics and softening & melting behaviour. State of the art techniques for enhancing reactivity and to lower TRZ temperature are discussed. To utilise nut coke effectively, need of correlational research is expressed on its behaviour with different burden chemistry, carbon ordering, ash content and distribution style. Challenges for higher nut coke utilisation like decrease in regular coke layer thickness and unconsumed fines in lower part of the furnace are pointed out. The scope of further research is marked via this review.
Introduction
In the blast furnace route of ironmaking, metallurgical coke are used for four main purposes: first to act as a reducing agent, second to fulfil the energy demand of the endothermic reduction reactions, third to maintain the structure and permeability inside the furnace and fourth to act as a carburiser for freshly reduced iron (Fe). In conventional ironmaking practice, ferrous burden (iron ore, sinter and pellets) and regular coke are charged in alternate layers. For consistent blast furnace operation, the desired size range of the regular coke is 40–80 mm. Strict quality and size demand for regular coke layer results in the generation of undersize coke, i.e. size < 40 mm also known as nut coke. In recent past, it is discovered that small amount of nut coke addition in mixture with ferrous burden contributes to better gas permeability, enhanced reduction kinetics, lower Thermal Reserve Zone (TRZ) temperature and good softening melting properties of the ferrous burden.1–4 The factors which are known to restrict the higher usage of nut coke in the blast furnace, are: (1) Regular coke layer thickness (minimum coke layer thickness) as the nut coke are charged as the replacement of regular coke, the regular coke layer thickness diminishes, and (2) Improper hearth permeability due to the presence of fine unconsumed coke and coal fines in the hearth. Its usage varies from furnace to furnace and region to region in the range of 2–23 wt-%.5–11 So far, the optimum nut coke for iron making blast furnace has not been known. To push the nut coke consumption and to find out its optimum size and concentration, quantification of its effect on permeability, burden softening & melting properties, reduction kinetics and TRZ temperature is important. Correlational research is also required to understand its behaviour with different ferrous burden chemistry, coke (quality), carbon ordering (graphitisation degree) and with different distribution style.
In present review an attempt is made to gather the available information on the nut coke use in the ironmaking blast furnaces. Efforts are also made to mark the scope of further research and to state the challenges in the domain of its utilisation in the ironmaking blast furnaces.
State of the art — nut coke utilisation
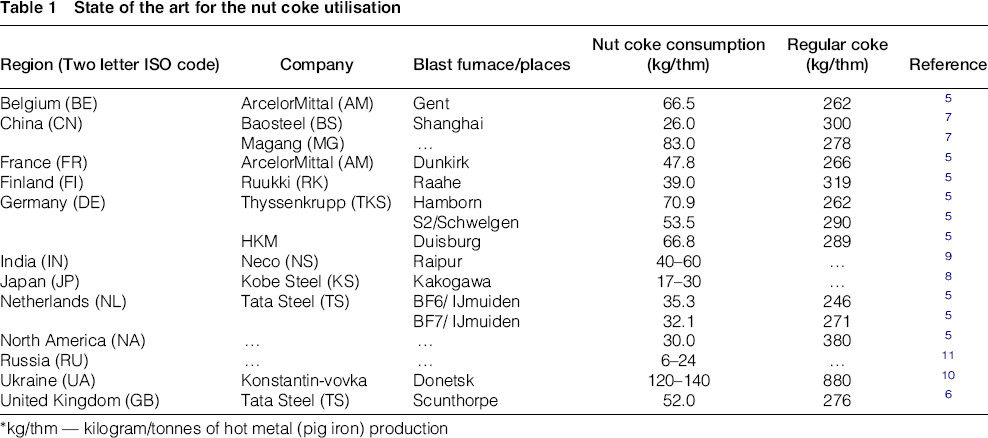
In the ironmaking blast furnaces the nut coke utilisation exist in a wide range. In Fig. 1 nut coke utilisation is presented in percentage replacement of the regular coke for different blast furnaces around the world. The data are based on the published literature,5–11 which are given in Table 1.
State of the art for the nut coke utilisation *kg/thm — kilogram/tonnes of hot metal (pig iron) production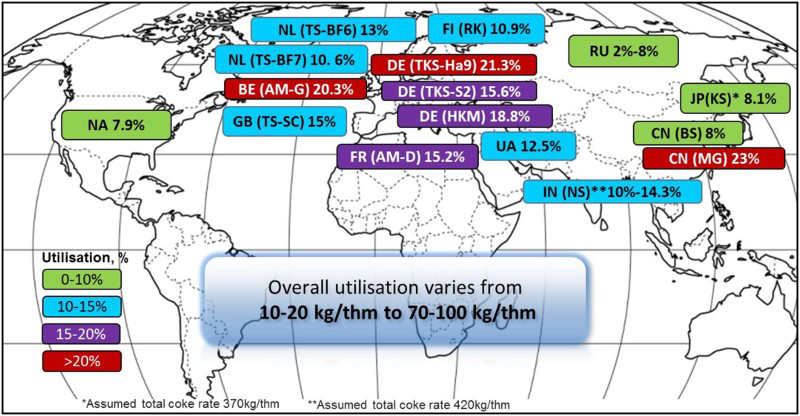
The optimum nut coke mixing in ferrous burden as a replacement of the regular coke is not clear. The nut coke usage variance exists from few kilograms to as high as 140 kg/thm. Possible reasons for such variation are: (a) Ferrous burden and coke chemistry varies from region to region in the world; (b) Blast furnace operation philosophy varies from company to company.
Effect of nut coke on blast furnace performance
Shaft permeability
The blast furnace productivity can be enhanced by higher blast intake and hence require adequate gas permeability. 12 Based on cold model experiments, Babich et al.13,14 and Song 11 recommended the use of nut coke in a mixture with ferrous burden to take the advantage of better permeability in the dry zone of the blast furnace. They concluded that bigger nut coke has higher positive effect on the gas permeability. The beneficial effect of high nut coke mixing on permeability is less significant when compared to the low nut coke mixing ratio. By the use of 10 wt-% and 20 wt-% nut coke in mixture with the ferrous burden the blast furnace productivity can be improved by 1.5 and 2.5% respectively.13,14
Song's 11 cold model experiments with multilayer burden revealed the pressure drop occurred the most at the layer interface. To find out the reason for such behaviour, Computerised Tomography scan of specially prepared packed bed of glass ball and coke particles was performed, which indicated that the porosity decreases at the interface because the glass ball filled the space between the large sized coke particles.
By performing series of experiments in cold experimental model Song 11 further recommended that nut coke mixing ratio of 20 and/or 30% were good for furnace permeability. These findings are based on experiments done at cold condition (room temperature) only. In blast furnace the burden starts travels from top in throat and end up in hearth, in between burden encounters various physicochemical reactions at high temperature. For the optimal use of nut coke, its dissolution behaviour at high temperature need to be correlated with its charged concentration and depth of its utilisation inside the blast furnace.
Cohesive zone
Permeability
Inside the blast furnace at cohesive zone gas permeability is hampered due to the softening and melting of the ferrous burden. 15 Based on DEM-CFD modelling, Kon et al. 16 found that permeability in the cohesive zone could be improved by the nut coke mixed charging with ferrous burden. By a similar modelling analysis, Matsuhashi et al. 17 predicted that by equal mixing of nut coke and ferrous burden the pressure drop could be reduced to just 20% as compared to that in only ferrous burden layer. Based on interrupted high temperature test in Reduction Softening and Melting apparatus (RSM), Song 11 confirmed that ferrous burden mixed with nut coke suffers from less displacement and lower pressure drop than ferrous burden without nut coke because nut coke act as the skeleton for the ferrous burden bed and maintain the structure and permeability in the bed. Higher replacement of the regular coke with nut coke is desirable, but with replacement the thinning of the regular coke layer occurs, which causes decrease in the gas permeability (discussed in section ‘coke layer thickness'). So, the optimum nut coke replacement ratio varies with the total coke demand for the metal production.
Softening and melting temperature
Thinner cohesive zone is desired for lower pressure drop and better permeability in the blast furnace. 16 This can be achieved with the ferrous burdens that have less temperature difference between their softening and melting. The cohesive zone thickness can also be altered by mixing nut coke in it. By performing high temperature experiments in RSM with 20% nut coke (10–15 mm) mixed with ferrous burden Song 11 found that softening and melting temperature were increased by 86°C and 15°C respectively. The softening and melting temperature difference was squeezed by 71°C. This indicates the formation of thinner cohesive zone with the nut coke mixed ferrous burden. Fundamentals of the reactions and quantification on the effects of nut coke on cohesive zone temperature can be brought in by testing with different size and mixing concentration under blast furnace simulated condition in RSM.
Reduction kinetics
Higher reduction rate of ferrous burden is required for better blast furnace productivity. 12 Based on experimental analysis on the reduction of iron oxide from 900 to 1200°C Fruehan 18 found that rate controlling reaction for the reduction of iron oxide is the oxidation of carbon. The reduction of iron oxide takes place in two stages first it is reduced from magnetite (Fe3O4) to wüstite (FeO) and in the second stage it reduces further from wüstite (FeO) to metallic iron (Fe). The rate of first reaction is faster than the second reaction. Freshly reduced iron (Fe) do not catalyse the oxidation reaction of carbon and in the final stage of reduction, reaction rate further decreases due to the formation of fayalitic (FeO.SiO2) slag. In 1999, Bakker 19 also indicated about the similar phenomenon called ‘reduction retardation’ which especially occurs during and after softening of the ferrous burden. By mixed charging of the nut coke with ferrous burden ‘reduction retardation’ can be avoided because mixed charging enhances the contact area between the ferrous burden and the carbon (nut coke). Hence chance of carbon oxidation also increases by mixed charging. Mousa et al.3,20,21 on the basis of experiments confirmed that at high temperature (> 1100°C) ferrous burden without mixed nut coke suffered from ‘reduction retardation’ while in ferrous burden mixed with nut coke this phenomenon was not observed. Song 11 noticed in presence of nut coke the boudouard reaction and water–gas reactions were promoted, resulting in higher reduction rate. For better understanding of the reactions at high temperature, some isothermal and interrupted test are required with and without nut coke mixed ferrous burden.
Nut coke reactivity
The concept of active nut coke and passive regular coke usage in blast furnace has been introduced in recent past.22–28 The reactivity of nut coke is enhanced for its preferential dissolution in the mixed burden layer. The reactivity of nut coke can be enhanced by the addition of Fe2O3, Fe3O4 and CaO as a dopant. 28 To maintain the skeleton function of the coke, idea of ‘passivation’ of the regular coke particle with some special colloid was also recommended. 22
Trials were reported at experimental blast furnace in MEFOS with the activated nut coke. 28 Nut coke rate of about 150 kg/thm was achieved during the trials. Utilisation of lime (CaO) and magnetite (Fe3O4) activated nut coke resulted in lowering of reductant consumption by 4 kg/thm and 6 kg/thm respectively. In Japan, industrial trials were also reported with the catalyst (CaO) doped reactive nut coke. 23 Catalysed doped nut coke has improved reactivity and strength. Catalyst doped nut coke charging in mixture with ferrous burden in blast furnace enhanced the fuel efficiency and reduced the reductant consumption by 10 kg/thm. 23 In India, at Tata Steel (Jamshedpur) trails were also conducted by mixed charging of ferrous burden with iron ore fines coated nut coke. They reported approximately 200 kg/thm of nut coke utilisation during trials. 29
TRZ temperature
In TRZ, indirect reduction of ferrous burden (iron oxides) takes place by its reaction with carbon monoxide gas (CO). The longer the length of the TRZ inside the blast furnace, the higher is an opportunity for wustite (FeO) to get reduced by indirect reduction reaction. Sato et al. 30 after industrial trials reported that the TRZ temperature decreased by 50°C when the nut coke rate was increased from 30 kg/thm to 100 kg/thm. Considering the amount of increase in nut coke addition in the blast furnace, the beneficial effect on the TRZ temperature is marginal only. For further improvement other two possibilities are by enhancing the reactivity of the coke (or carbonaceous materials) and/or by increasing the degree of contact among the particles. Kasai et al. 31 chose both the options of enhancing reactivity and more contact area among the particles. They prepared a new agglomerate, carbon composite of iron ore (CIO-B) by hot briquetting of the fine coal (more reactive than coke) and iron ore of similar particle size (∼40 μm). CIO-B differential thermal analysis revealed its potential of reducing the TRZ by ∼270°C. Similarly Hirosawa et al. 32 suggested the use of specially prepared Carbon Iron Composite (CIC) which was again prepared by the briquetting of the iron ore (70%) and coal (30%). Shaft simulator experiments with CIC revealed its ability to decrease the TRZ temperature by ∼140°C. In another attempt to reduce the TRZ, Kowitwarangkul et al. 33 recommended the use of Self-Reducing Pellets (SRP) which was prepared by the pelletisation of the charcoal and ironore fines of size 45–90 μm. Its usage had the potential to decrease the TRZ temperature by more than 100°C. Nomura et al. 23 selected the route of enhancing nut coke reactivity only. They confirmed the use of catalyst (Fe and Ca) doped nut coke resulted in decrease of TRZ temperature by 100°C.
Specially prepared ironore agglomerate and catalyst doped nut coke have the ability to lower the TRZ temperature but their preparation will add to the expenditure. Hence it is not an economical route. The problem lies here is how to effectively enhance the nut coke utilisation, to lower the TRZ temperature without or with marginal expense addition on the production cost.
Requirement of correlational research with nut coke
Effect of burden chemistry
By performing series of high temperature experiments under load and sample examination with the X-ray, Nohueira et al. 34 found that the initial deformation of the reduced burden (iron ore pellets) was due to the softening of the metallic iron layer only. But the dripping and melting temperature were affected by both the chemistry and reduction degree. Softening and melting properties of acid iron ore pellets were more affected by the reduction degree compared to the basic pellets. Experimental investigations of the mixed acid and basic pellets revealed the deterioration of the softening melting properties of the mixed burden. 34 Only at high temperature the pellets starts interaction with each other otherwise behave independently. During high temperature test, the acid pellets exude sooner as compared to the basic pellets because of the low slag viscosity. When charged together the mixture has similar softening and melting properties to that of basic pellets alone because the excluded slag from acid pellets interacts with the basic pellet surface and causes increase of slag viscosity to the level, at which the flow (dripping) stops and finally results in higher dripping temperature. 35 Under the confocal microscope, they also observed almost sudden increase in the liquid concentration inside the acid and basic samples near to their softening temperature. 36 The factors effecting the burden softening and melting properties need to be correlated properly with its performance inside the blast furnace. Presence of nut coke with ferrous burden increases the interaction complexity. For the optimal nut coke usage, it is important to understand interaction behaviour of nut coke with different burden chemistry.
Carbon ordering and ash content in coke
In a fundamental study performed with coke to find out the effects of carbon ordering (graphitisation degree) and ash content on the degradation and dissolution, it was found that coke with higher degree of order results in higher degradation and has low reactivity. 37 Relation between coke iron content and ordering indicated that coke with high iron content has high graphitisation degree. 38
Gupta et al. 38 revealed that inorganic content (ash content) of the coke has a significant role to play on its dissolution in liquid iron. Ohno et al. 39 found the initial Fe–C liquid formation temperature was effected by the coke ash content. Fe–C liquidus decreases with decrease in the ash content of the coke. It is assumed that at high temperature the iron carburisation is hindered by the molten ash content present in the coke. In industry, Kardas 40 made an attempt to co-relate the coke ash content with various furnace performance indicators and metal quality, and he concluded that use of low ash coke contributes to better furnace performance and improves hot metal quality.
Gupta et al. 38 studied the reaction rate between different coke and slag. They observed strong influence of slag chemistry, coke ash content and temperature on the reaction kinetics. For FeO rich slag and low ash coke, high reduction kinetics was observed. Sahajwalla et al. 41 claimed that coke mineral content had stronger influence on the coke reactivity. On the contrary, by the tuyere level coke characterisation Dong et al. 42 found that coke reactivity was dependent on the carbon structure (ordering). So, these theories suggest that coke reactivity is influenced by ash content and/or carbon ordering but which factor is dominant is not clear. In order to effectively utilise the nut coke in the blast furnace, it is important to quantify the effect of coke ash and ordering on its consumption and reactivity.
Coke quality
In modern blast furnaces due to high injection rate and low coke rate operation, the coke functions of reductant and heat source are less important than its function of maintaining the permeability and to carburise the iron. To fulfil such purposes high quality coke is required in the ironmaking.43,44 After blast furnace trials with nut coke at OAO MMK, Magnitogorsk, Russia, it was concluded that with better regular coke quality, high nut coke utilisation and good replacement ratio is possible. 45 In another study to compare the qualities between dry and wet quenched coke nuts, it was found that the qualities like hot and cold strength, and its reactivity were better with the dry quenched coke. 46 For adequate nut coke charging in mixture with ferrous burden, its interaction co-relation with respect to the coke physical and chemical quality are important. This will give an operational guidelines to the blast furnace operator for the utilisation of different nut coke concentration in mixture of ferrous burden.
Burden distribution for mixed burden
Although mixing nut coke in ferrous burden layer has beneficial effects, if not distributed properly, it also has otherwise effects. Due to the density difference between nut coke and ferrous burden there is a risk of segregation of the nut coke while charging in mixed burden layer.47–49 By performing CFD simulations Kim et al. 48 concluded that fast nut coke discharge from the storage bin will cause its segregation towards the periphery. The segregation of nut coke can be controlled by altering the charging sequence and by using stone box on the furnace top hopper.
Through simulation studies, Natsui et al. 50 found coke-ore-mix layer from bottom to up will lead to good gas utilisation and reduction kinetics. By experiments and blast furnace trials, Kashihara et al. 51 recommended that mixing the nut coke in the upper part of the ore layer could contribute to higher reduction degree as compared to mixing in lower part or with the uniform mixing in the ferrous burden layer. The peripheral gas utilisation and overall gas utilisation also increased with this nut coke distribution style.
The coke burning rate varies in the radial direction inside the blast furnace, for better nut coke utilisation the ideal radial location of the nut coke charging is not clear. It needs to be linked with the dissolution ability of the nut coke in ferrous burden.
Limiting factors for nut coke usage
Coke layer thickness
In the blast furnace, gas rising from the tuyeres to the furnace top is distributed by the regular coke layers. For adequate gas flow a minimum coke (regular) layer thickness is required. High coal injection as a replacement of regular coke are common in modern blast furnace nowadays, which means the coke layer thickness decreases with higher coal injection rate. The coke layer thickness further decreases with its replacement with the nut coke. From operational experience Geerdes et al. 15 suggested that at least three discrete particle layers of regular coke was required in one coke layer at the blast furnace belly. Effective coke layer thickness at the furnace throat will be twice to that of thickness at belly because the blast furnace belly diameter is bigger than that of throat and some amount of coke also get oxidised before it reaches the furnace belly. So minimum coke layer thickness at furnace throat and belly are six times and three times respectively of the average regular coke diameter.
By series of high temperature experiments to find out the minimum coke layer thickness, Ichikawa et al. 52 found that minimum two layer of discrete coke particle was required in an coke layer for adequate permeability. Below this thickness the pressure drop increases rapidly and may cause operational irregularities in the blast furnace.
So, minimum two or three discrete coke particle layers of regular coke is recommended but these suggestion were made without considering the effect of nut coke rate.15,52 It is interesting to find out the effect of nut coke addition of different size and concentration on minimum coke layer thickness.
Nut coke in lower part of the furnace
Higher regular coke replacement with nut coke is desirable, but with more usage of nut coke there is always a risk of the unconsumed nut coke going to the lower part of the blast furnaces, which may further cause clogging of deadman and hearth. By mathematical modelling and experiments Kashihara et al. 53 concluded that when the nut coke rate was small it was completely consumed by the gasification reaction. But when the nut coke mixing rate is large (> 45 kg/thm), it will not get consumed completely by the gasification reaction. It will continue to exist in the lower part of the furnace and contribute to the increase of the pressure drop.
In another study to find out the amount of nut coke that get consumed up to 1300°C, Song 11 found that only about 40% of the total nut coke charged was consumed when tested in a condition similar to the blast furnace. Nut coke consumption is similar to that observed by Mousa et al. 20 in an experiment up to 1227°C with mixed nut coke in ferrous burden. These give a clear indication that around 60% of the total charged nut coke will not get consumed at ∼1300°C and continue to exist in the lower part of the blast furnace and may cause irregularities in the blast furnace hearth.
Based on blast furnace operational experiences, Logachov et al. 45 also observed that increase in the nut coke concentration beyond certain optimum concentration could lead to poor smelting rate, improper hearth operation and lower furnace productivity.
In a simulation study of the deadman in blast furnace hearth Nogami et al. 54 revealed that voidage are of greater importance than coke diameter in the deadman zone. The low voidage in deadman cause lower penetration of the hot gases and will develop low temperature zone in the deadman. Fines generation and its accumulation are not desirable for the permeable deadman.
So, surplus addition of nut coke should be avoided for its effective utilisation. Nut coke utilisation with ferrous burden has positive effects on the burden permeability, softening melting properties, TRZ temperature and reduction kinetics but its optimum utilisation in ironmaking is a function of variables like burden (coke and ferrous) chemistry, burden quality, size, concentration and distribution style. It is worth finding that what is the optimum replacement ratio of regular coke with the nut coke. To push further the nut coke utilisation, fundamental understanding on the effects of nut coke on the minimum coke layer thickness and its behaviour in lower part of the furnace is vital.
Summary
The nut coke utilisation in a mixture with the ferrous burden is proved beneficial in the ironmaking and its usage varies from few kilograms to as high as 140 kg/thm. The shaft permeability increases with nut coke size and concentration. In a multilayer packed bed, porosity was observed minimum at the layer interface. Nut coke improves the permeability in the cohesive zone, acts as a skeleton for the ferrous burden layer, and maintains the structure at the cohesive zone. Its utilisation improves the burden softening and melting properties. Especially at high temperature nut coke utilisation avoids the ‘reduction retardation’ phenomena and enhances the reduction kinetics of the ferrous burden. Nut coke reactivity is enhanced for its preferential consumption in place of regular coke. This is achieved by the smaller nut coke, and further improved by the catalyst (Fe3O4 or CaO) doping of the nut coke. Lower TRZ temperature promotes more indirect reduction inside the blast furnace. This can be achieved by the utilisation of reactive nut coke (catalyst doped) and by specially prepared agglomerates like CIO-B, CIC and SRP.
The optimal utilisation of the nut coke depends of its reaction with different burden chemistry, coke quality and distribution style. Nut coke interaction behaviour with different type (acidic and basic) of commercially available ferrous burden is important for its optimal use. It is also important to understand the effects of carbon ordering and ash content on its reaction ability with the ferrous burden. Direct co-relation between the coke quality parameters versus its utilisation potential is also helpful for the blast furnace operator. Ideal location and style of nut coke charging need to be known for its efficient utilisation.
The challenges for higher nut coke usage likely decrease in coke layer thickness and the unconsumed nut coke need to be addressed systematically for its effective utilisation.
Footnotes
Acknowledgements
The author like to thank his academic supervisor Jilt Sietsma, Rob Boom and Yongxiang Yang, industrial supervisor Jan van der Stel for their advice and guidance. Meaningful discussions with Lucas Bleijendaal, Bert Gols, Yanping Xiao and Samik Nag of Tata Steel were also appreciated. This part of the research is carried out at the Delft University of Technology.