
Abstract
In view of the fugitive dusts caused by wind disturbance and material handling in coal bunkers, surface plants, and open-air coal stocking yards of coal businesses, the solidifying dust suppressant based on modified chitosan is synthesized and prepared through the chemical modification of –NH2 with chitosan as a raw material and –NH2 was replaced by –CH2CH(OH)CH2N+(CH3)CI− through the technique of Fourier transform infrared spectroscopy. According to viscosity experiment results, the viscosity of the modified solidifying dust suppressant increased significantly. The coal particles suppressed by the dust suppressant as observed with a 50,000X scanning electron microscope were coagulated together, which indicated very good cohesion effect. In addition, wind erosion resistance experiment was conducted to analyze the wind erosion rate of coal powders before and after sprayed with the suppressant at different wind speeds, which indicated that the dust suppressant can effectively prevent fugitive dusts at a wind speed of 17 m/s.
Keywords
Introduction
According to the statistics of the Ministry of Environmental Protection, the dust pollution caused by material handling; loading or offloading; and wind disturbance in coal bunkers, surface plants, and open-air coal stocking yards of coal businesses has become a major source of pollution from industrial production, traffic and transportation, and storage (Li, 2012; Organiscak and Randolph reed, 2004). Fugitive dust pollution has caused unnecessary economic losses to the coal businesses and severe damage to the industrial environment (Wang and Zhou, 2015). At present, wet spray is considered from the scientific and industrial operation perspectives to be the best dust control solution for the coal mines with open sources of dust (Li et al., 2011; Liu et al., 2014; Wang et al., 2012). However, water spray is not widely applied because water has small viscosity, fugitiveness and poor runoff, and consolidation effects, so the development of a chemical dust suppressant has become very critical for the wet dust control technique (Wu, 2003). Nevertheless, more and more studies on dust suppressants of today are focused on the control of dust generated by tunnel boring machines on the mining face of coal mines (Wang et al., 2016; Xiao and Zhao, 2015). This type of dust suppressant functions by reformulating surfactants to decrease surface tension of water through synergistic interaction, thus facilitating the moistening of coal powders, but it has the disadvantages of low viscosity, poor solidifying effect, and failure of generating a film (Ding et al., 2016; Naiguo et al., 2014; Zeng et al., 2009). What’s worse, there are a large amount of hydrophobic groups in coal dust which have poor water holding capacity, so a composite dust suppressant cannot solve the issue of fugitive dusts in coal mines with open sources of dust (Gosiewska et al., 2002; Zhu and Wang, 2012). In consequence, a natural and cost-effective raw material with improved viscosity and solidifying performance after modified via a method of chemical synthesis and modification is applicable to the solidification and suppression of coal dusts.
At present, domestic and international experts and scholars in the field of chemical dust suppression have made some progresses in the development of solidifying dust suppressants using chemical modification methods. Duan et al. (2013) modified an oxidized starch with carbamide and produced a modified sulfonated melamine urea formaldehyde resin which is applicable to outdoor sand solidification and dust suppression. Dang Xugang oxidized starch materials and the formation of gelatin blends was applied in dust control. The simulation experiment for flying dust in an enclosed area indoors indicated that the dust suppression degree for particulate matter less than 2.5 µm (PM2.5) and less than 10 µm (PM10) in size can reach 68.2 and 78.7%, respectively (Dang et al., 2016). Du Cuifeng synthesized an YCH dust suppressant using a chemical method. YCH has multiple features of moisture absorption, coagulation, and solidification and can effectively reduce dusts over 5 h (Du et al., 2007). C. Rath cross-linked and mixed polyvinyl alcohol with boracic acid or borate and obtained a dust suppressant solution that can effectively decrease water evaporation and runoff thus increasing the effectiveness of dust suppression (Rath and Verrall, 2008). Guo et al. (2012) modified the starch and bentonite and obtained a coal dust suppressant with good cohesion, strongly solidified layers, and excellent quick-dry performance. Li et al. (2012) obtained a transportation-purposed dust suppressant solution with acidic resistance and weatherproof and vibration-resistant performance by mixing a surfactant and a penetrant with a graft copolymer prepared via the graft copolymerization of polyvinyl alcohol and acrylic acid.
According to the physical and chemical properties of suspension and hydrophobicity of coal dust, it is difficult to settle down and easy to secondary rising, the effect of the development of the mine dust suppressant agent, especially the ground used dust suppressant is not obvious. Therefore, in this paper, CTS as a raw material was modified through quaternization by introducing a quaternary ammonium group to the amino group of CTS to obtain a derivative, Chitosan quaternary ammonium salt (HTCC). CTS, a product of chitin deacetylation, is a linear high molecule with a double helix structure. It is totally toxic free and can be completely degraded (Shi et al., 2015). However, due to the poor water solubility, CTS is partially limited and cannot be widely applied as a dust suppressant for coal mines (Filipknowskal and Rodziewiczl, 2012; Lasheras-Zubiate et al., 2010; Rabelo et al., 2012). Due to this reason, on the basis of combining the excellent properties of the raw material itself, changing the water solubility, viscosity, and improving the solidifying performance and excellent wind erosion resistance to synthesizing a new solidifying dust suppressant, and it is applicable to the solidification and suppression of coal dusts.
Experiments
Reagents and instruments
Reagents and specifications.

A.R is analytical reagent and C.P is chemically pure reagent.
Experiment instruments and models.

Test methods
Preparation of quaternization reagent
Add 50 g of trimethylamine hydrochloride into 100 g of distilled water in a 250 ml three-neck flask. Place the flask in a 0–10℃ cold bath. During magnetic stirring, slowly drop with a dropping funnel 38.2 ml of epichlorohydrin in the flask. Heat up with the bath the mixture in the flask slowly to 30℃ and react for 4–6 h, and then stop reacting. Filter the slurry by suction. In sight of a white syrup, add a large amount of acetones repeatedly for three times to precipitate and obtain a large amount of white solids. Filter the flask with vacuum. Dry the solids to a constant weight in a vacuum dryer (below 80℃) to obtain a quaternization reagent (unit 3-chloro-2-hydroxypropyl trimethyl ammonium chloride). Equation (1) shows a basic equation (Yang et al., 2006)

Quaternization of CTS
Alkalization: Weigh 2 g of CTS and disperse them in 200 ml of distilled water. During magnetic stirring, add 2 ml of glacial acetic acid and keep stirring until CTS is completely dissolved (1–2 h). Slowly drop 10 wt% NaOH solutions into the mixture to obtain a pH value between 7 and 8. Keep stirring for 1.5 h. After vacuum filtration, place the filter cakes in the three-neck flask. Add 80 ml of isopropanol in the flask and hold a constant temperature for 2 h alkalization.
Quaternization: After the alkalization is completed, drop with a dropping funnel an appropriate amount of 45 wt% quaternization reagent (unit 3-chloro-2-hydroxypropyl trimethyl ammonium chloride), 10 wt% NaOH solutions and distilled water. Heat up the flask to the range of 50–60℃. Hold a constant temperature for 8 h.
Refinement: After the reaction is completed, use 10 wt% glacial acetic acid to adjust the pH value to about 7.0. Soak and wash with absolute ethyl alcohol and then filter by suction (repeatedly for three times).
Drying: Dry the obtained product to a constant weight in a vacuum dryer (below 90℃) to obtain an HTCC. Equations (2) and (3) show a molecular structural formula of the reaction (Sun and Wang, 2007; Wu et al., 2016; Zhang, 2005)


FTIR experiment
A Nicolet 6700 Fourier infrared spectrometer was employed for the experiment. During the experiment, above product after dried in vacuum was mixed with KBr at a proportion of 1:150. The mixed powder was then grinded and used to make a transparent test sheet. The scope of test was set between 4000 and 400 cm−1. Five scans were done (Jin, 2009).
SEM experiment
A Nova NanoSEM 450 high-resolution scanning electron microscope was employed to observe the surface morphology of the dry coal powders that were not sprayed with dust suppressant and the coal powders that were suppressed by the modified and unmodified dust suppressant. The coal powder for the experiment is gas coal selected from the fully mechanized mining face numbered 30106 in the Shiquan coal mine, Shanxi and sampled in compliance with the national standard B475-83. The test sample is fine powder of coal grinded with an XZM-100 vibration-type sample grinding machine. Prior to the experiment, dry coal powder and dust suppressant for spraying were, respectively, placed in a drying oven. Later on, a solidifying sample sheet was formed. A double-faced adhesive tape was used to secure the sample on the sample stage. After plated with gold, the sample was placed in the sample chamber of SEM which was then vacuumized for sample observation and photographing.
Viscosity test
The viscosity of a solidifying coal dust suppressant is an important technical indicator to decide if the suppressant is practical or not (Zhu et al., 2015; Zou et al., 2015). If sprayed at a certain concentration, the suppressant has better solidifying dust suppression effect. HTCC and CTS were, respectively, mixed with different proportions of water to obtain water solutions. The HTCC solution was placed in a 20 ± 0.5℃ water bath and tested for viscosity with the rotary viscosity testing method. The viscosity was then compared with the CTS solution. During each test, the final value of viscosity was the average of three measurements.
Wind erosion resistance test
The wind erosion resistance test was conducted on the basis of the wind tunnel simulation platform of the Dust Control Laboratory, Shandong University of Science and Technology. Figure 1(a) shows a three-dimensional graph of the wind erosion resistance test. Figure 1(b) shows that the test was conducted in a tunnel surrounded by four cross-sections and the length by width of the tunnel was 0.8 m by 0.8 m. A domestic TDI8000-0750G-4T infinite frequency converter and an SZ-11.2 axial flow fan were contented in the whole test device. Figure 1(c) shows the infinite frequency converter. With a power of 18.5 kW and a maximum airflow rate of 20 m3/s, the fan was regulated by the converter, simulating natural wind as fast as 31.25 m/s. Watch glasses #1 and #2 holding the same coal of the same quality were placed on the wind tunnel test platform. The same concentration of CTS solution and HTCC solution were, respectively, sprayed on the surface of the coal powders on the watch glasses with the wind speed controlled at 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, and 20 m/s for 10 continuous minutes. After that, the remaining coal powders in the watch glasses were weighed and the wind erosion rate was calculated accordingly.
Field test of wind erosion resistance, where (a) wind tunnel simulation experiment and (b) wind tunnel simulation platform (c) infinite frequency converter.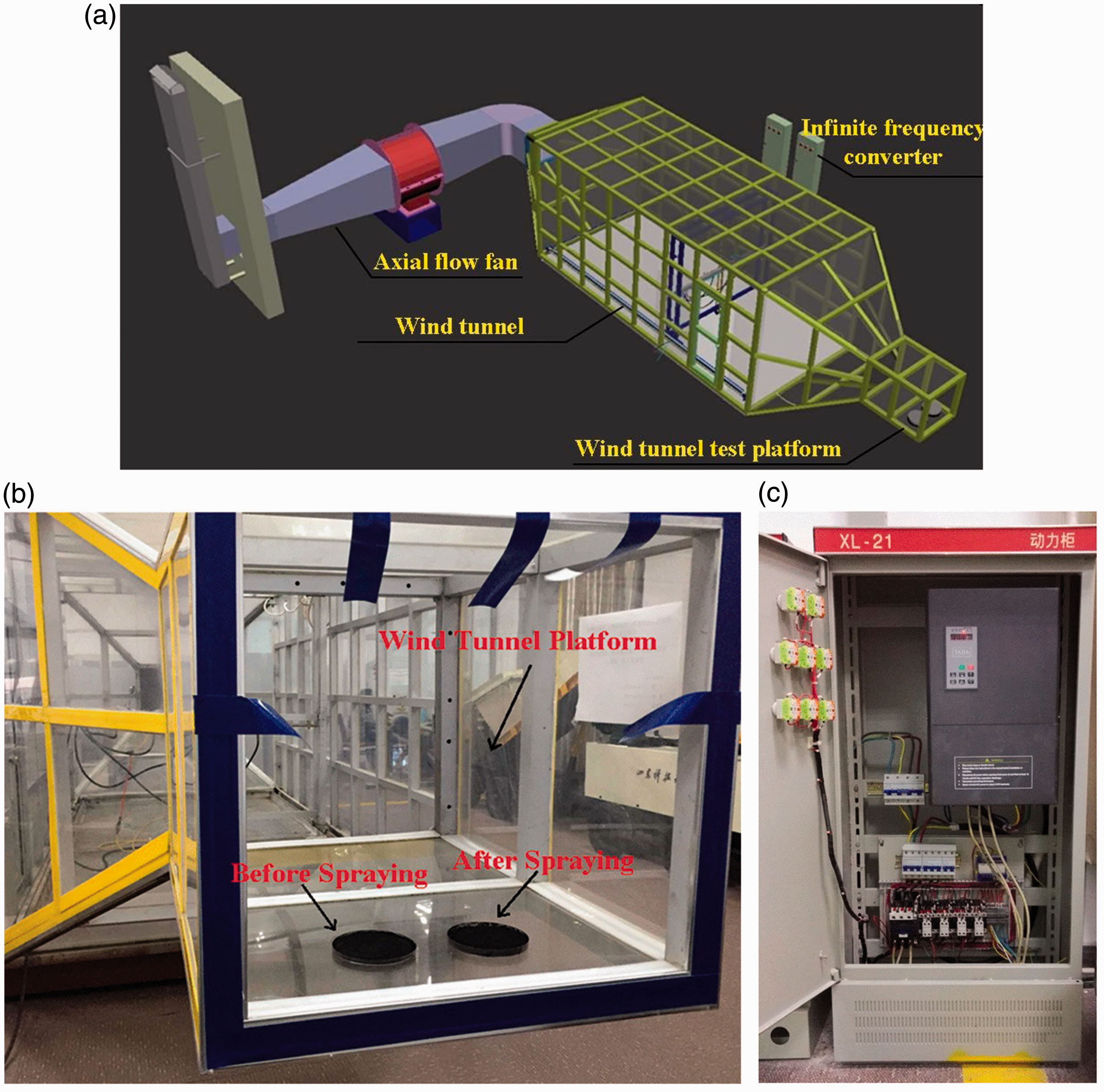
Experiment results and analysis
Analysis on IR spectrogram and results
Figure 2 shows an IR spectrogram of CTS and HTCC. There are some characteristic peaks on the IR spectrogram of CTS. According to curve a multiabsorption peak is formed at around 3400 cm−1 broadened due to the overlap of the absorption peaks which are caused by the stretching vibration of O–H and N–H that form hydrogen bond association, an absorption peak is caused by the stretching vibration of C–H at 2880–2922 cm−1; a strong absorption peak is caused by amidogen at 1595 cm−1; a peak caused by the bending vibration of –CH2 at 1414 cm−1; an absorption peak is caused by the symmetric distortion vibration of –CH3 at 1378 cm−1; and an absorption peak is caused by stretching vibration of –O– at 1150 cm−1.
IR spectrogram of CTS and HTCC. CTS: chitosan; HTCC: chitosan quaternary ammonium salt; IR: infrared.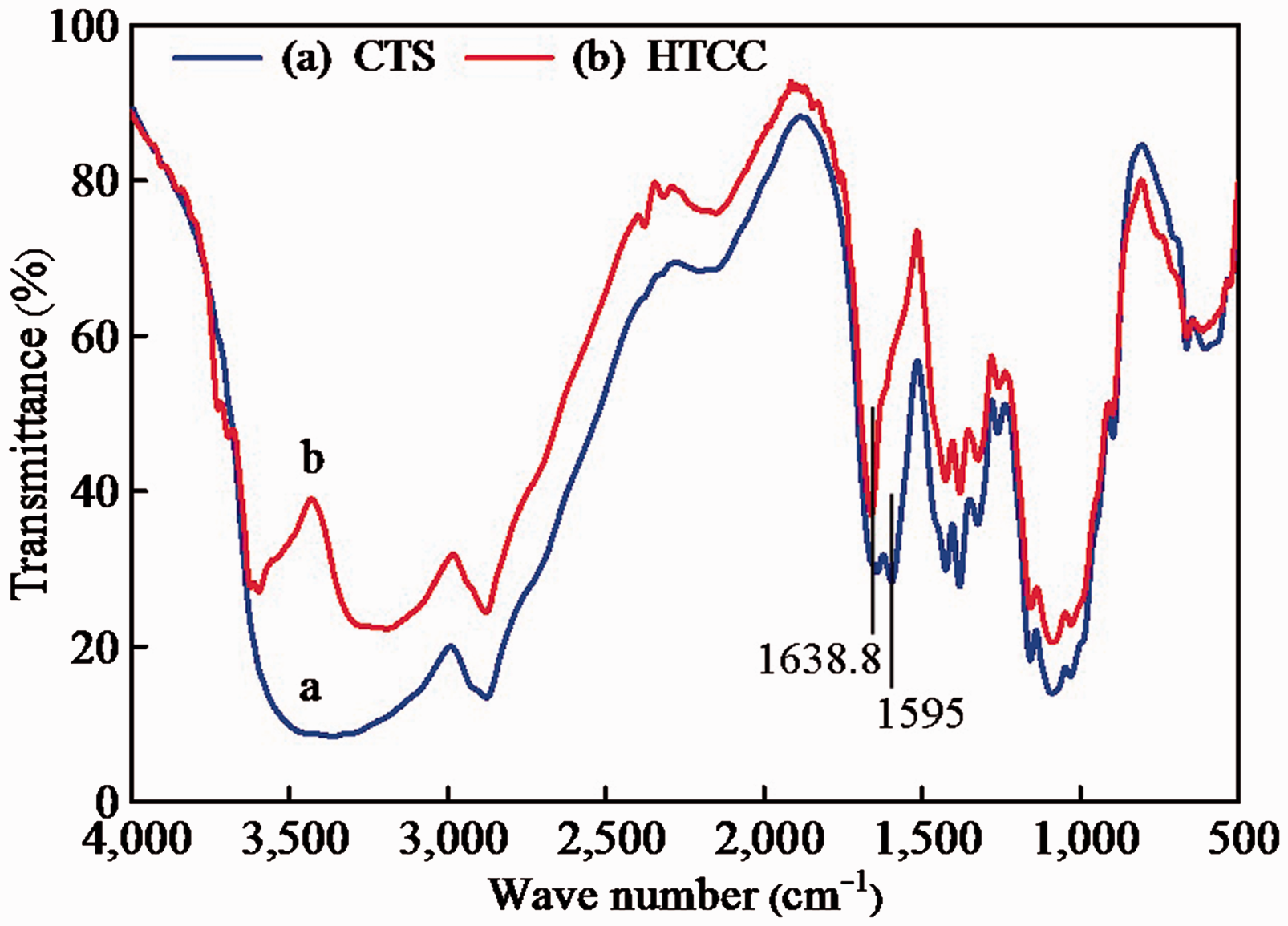
The IR spectrogram of HTCC is basically similar to CTS. Curve b shows the following typical differences: at 1595 cm−1 on curve b, there is no peak caused by the distortion vibration of N–H. Instead, a peak is caused by the asymmetrical distortion vibration of +NH3 that forms ammonium salt in a direction of higher frequency. This indicates that the reaction occurred on the –NH2 group and produced an ammonium salt. At the same time, a new absorption peak, that is caused by the stretching vibration of –CH3, presents at 1638.8 cm−1 in the new product spectrogram b, which indicates that a replacement occurred on the amidogen of the CTS molecule. The hydrogen atom of the nucleophilic center, –NH2, was replaced by –CH2CH(OH)CH2N+(CH3)CI− and a product, HTCC, was obtained. Figure 3 shows a ball-and-stick model of the reaction principle of CTS and HTCC which further indicates the principle of quaternization.
Ball-and-stick model of the reaction principle of CTS and HTCC. CTS: chitosan; HTCC: chitosan quaternary ammonium salt.
Analysis on the results of viscosity test
The viscosity of a solidifying coal dust suppressant is an important technical indicator to decide if the suppressant is practical or not. The viscosity of dust suppressant (that is the viscosity of dispersion medium of solution) has a certain influence on the stability of the solution. The higher the viscosity of the dispersion medium is, the higher the stability is. This is because the viscosity of the dispersion medium is large, and it has a strong effect on the Brown motion of the liquid particles, which slowed down the collision between liquid particles. The polymer materials can also form a strong interfacial mask, so that the system remains stable. Therefore, the greater the viscosity of the solution, the better the curing effect. In addition, high concentration of dust suppressant can improve the cohesion of ground dust, thus effectively preventing secondary fugitive dusts, and improving the dust suppression rate. However, high viscosity may make spraying challengeable and may bring the issues of high cost in view of the spraying approach of the dust suppressant, so a viscosity test is needed to determine the best solution proportioning.
According to Figure 4 and Table 3, the modified dust suppressant solution of different proportions has a viscosity that is significantly higher than the unmodified. As the concentration increases, the values of viscosity of both the modified and unmodified solutions increase. According to the line chart of the modified solution as shown in Figure 4, the solution has an obvious increase of viscosity at the proportion of 0.025%. After that, the viscosity of the solution changes very slowly with the change of concentration, so the concentration of 0.025% is initially determined as the best proportion for the mixing of the modified dust suppressant solution.
Line chart of viscosity of the unmodified and modified CTS solutions of different proportions. CTS: chitosan. Viscosity of the unmodified and modified CTS solutions of different proportions. CTS: chitosan. 1#, 2#, and 3# indicate the test number of the experiment.

SEM experiment
For the objectives of observing the influence of the modified dust suppressant on the coagulation and solidification of coal powders, an SEM high-resolution scanning electron microscope was employed for the scanning and comparison of the surface morphology of the dry coal powders without any dust suppressants sprayed and the coal powders, respectively, suppressed by the modified and unmodified dust suppressants. Figure 5 shows the photos of the experiment. Photo a shows the surface morphology, observed with a 5000X SEM, of a dry coal powder without any dust suppressants sprayed. Big spaces were observed among coal dusts, indicating the absence of coagulation. The major reason is that there are a large amount of hydrophobic groups on the surface of coal dusts and the particles are not cohesive but relatively decentralized. This makes coal dusts a potential of fugitive dust pollution in wind. Photo b is the photo of a dried coal powder, observed with a 5000X SEM, sprayed with HTCC of the best concentration (0.025%). It can be clearly seen that the surface of the coal powder is smooth and the coal dust particles are closely connected with very tiny spaces because HTCC forms a solidified film on the surface of coal dust. The film has good cohesion property and coagulates the coal dust particles, thus preventing secondary fugitive dusts.
SEM photo of coal powder solidifying effect, where (a) dry coal powder, (b) coal powder sprayed with HTCC, (c) coal powder sprayed with CTS observed with a 10,000X SEM, and (d) coal powder sprayed with HTCC observed with a 10,000X SEM. CTS: chitosan; HTCC: chitosan quaternary ammonium salt; SEM: scanning electron microscope.
Photos c and d in Figure show the cohesion state of the coal powders that are sprayed with CTS and HTCC observed with a 10,000X SEM. The white highlighted objects in photos c and d are, respectively, the bonds in the modified and unmodified dust suppressant solutions. Coal dusts are suppressed by the dust suppressant and coagulated together by the bonds in the solutions. According to the comparison, the bond in photo d has better viscosity, which further indicates that the viscosity of a modified CTS increases. This result is the same as the result of the viscosity test.
When the dust suppressant functions on the surface of a coal dust, a bonding layer with certain strength is formed to prevent wind erosion and maintain the water, thus preventing fugitive dusts. Figure 6 shows a comparison chart of the bonding layers formed on the surface of coal powders before and after sprayed with the dust suppressant in the experiment. The wind erosion resistance of the bonding layer is an important indicator of the dust suppression performance of a dust suppressant. The wind erosion resistance capacity of the solidified layer is determined by calculating the average wind erosion rate of the coal powders at different wind speeds in a wind erosion resistance experiment, which is significantly important to the application of the dust suppressant.
Comparison chart of the bonding layers of the surface of coal powders.
The Software of Origin 8.5 is employed in this paper to fitting the relationship between viscosity and concentration of solution before and after modification. The formula is as follows

Unmodified:
Results of the wind erosion resistance test
Figures 7 and 8 and Tables 4 and 5 show the results of the wind erosion resistance test. According to the results, the wind erosion rates of the coal powders before and after sprayed with the dust suppressant at different wind speeds ranging between 5 and 20 m/s increase as the wind speed increases while the wind erosion resistance of the bonding layer formed by the dust suppressant on the surface of coal powder decreases as the wind speed increases. According to the histogram of Figure 8, the wind erosion rate of the coal powder that is not sprayed with the dust suppressant has already exceeded 15.00% at a wind speed of 6 m/s. Later on, as the wind speed increases, the wind erosion rate increases quickly. When wind speed reaches to 20 m/s, the wind erosion rate reaches to 82.30%. These data show that the most of the coal dusts have already been raised up by wind under this circumstance, consequently causing fugitive dust pollutions and severe loss of coal resources. The wind erosion rate of the coal dusts that are sprayed with HTCC is controlled within 15% at a wind speed ranging between 5 and 17 m/s. When the wind speed is over 17 m/s, the wind erosion rate increases quickly and the dust suppression effect decreases but later stays stable as the wind speed increases. At a wind speed of 17 m/s, the wind erosion rate of dusts is only 14.34%. The 17 m/s wind is equivalent to a force-8 wind which is very rare in the inland areas of China. Therefore, HTCC enables good wind erosion resistance on the solidified layer of the surface of coal powders and can effectively prevent fugitive dusts in a force-8 wind.
Comparison of the remaining coal quality following wind speed after spraying unmodified and modified dust suppressant. Comparison of wind erosion rate following wind speed after spraying unmodified and modified dust suppressant. Results of the wind erosion resistance test of the modified and unmodified dust suppressants. Notes: The initial mass of the coal powder sample is m0, 100 g. m1 and m2 are, respectively, the average mass of the remaining coal powders after wind erosion. Change of wind erosion rate following wind speed sprayed unmodified and modified dust suppressant.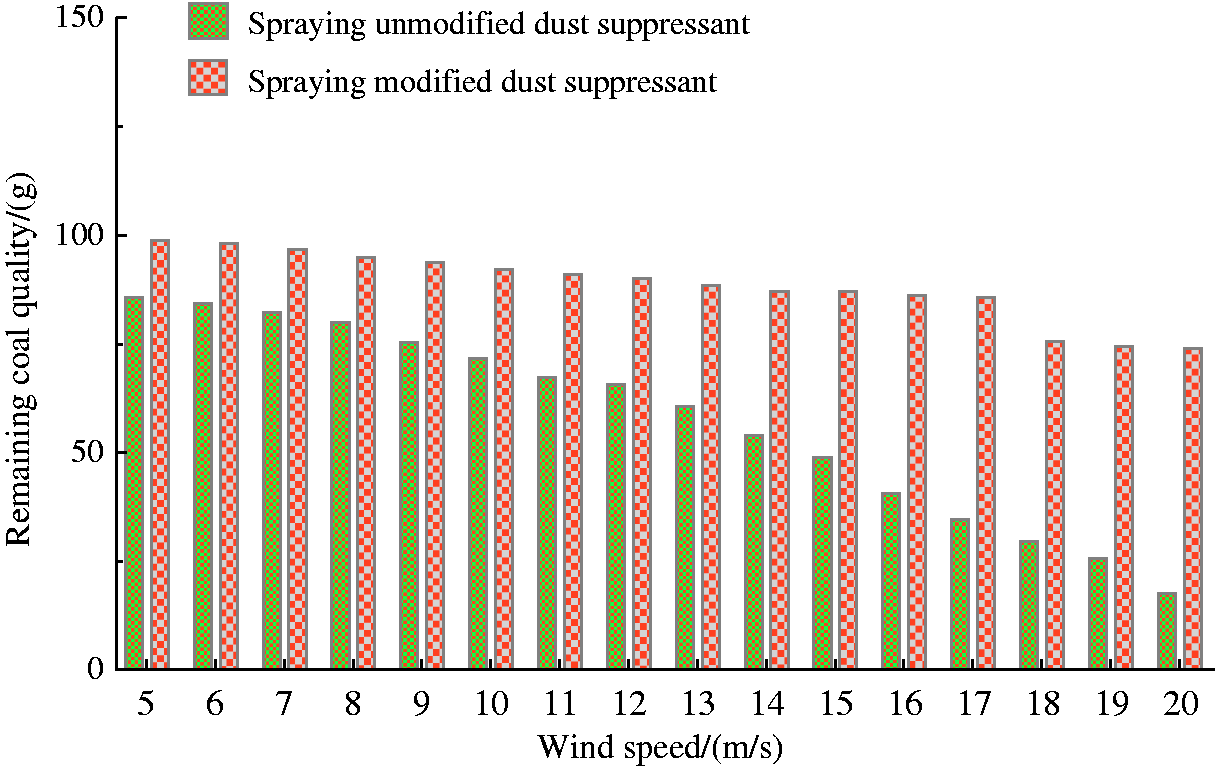



The wind erosion rate at different wind speeds is calculated with the experiment data in Table 4 according to the following equation

Conclusion
CTS is modified with 3-chloro-2-hydroxypropyl trimethyl ammonium chloride through quaternization to synthesize a new solidifying dust suppressant, HTCC, for ground applications in coal mines. IR spectrogram shows that there are apparent structural differences between CTS and HTCC. There is a replacement on the amidogen of the CTS molecule. The hydrogen atom of the nucleophilic center, –NH2, is replaced by –CH2CH(OH)CH2N+(CH3)CI−. The viscosity of HTCC solution of different proportions is clearly higher than CTS solution. As the proportion increases, the viscosities of both CTS and HTCC solutions increase in an irregular trend. The viscosity of the modified solution with a concentration of 0.025% has significant increase and then stays stable as the concentration increases. In consideration of cost and spraying approach, the best concentration of the new dust suppressant, HTCC, is determined at 0.025%. According to the comparison of surface morphology observed in an SEM experiment between the dry coal powder particles and the coal powder particles that are suppressed by the dust suppressant of this concentration, the experiment photos show that the dust suppressant has good coagulation and solidifying effects. According to the results of the wind erosion resistance experiment, most of the coal dusts if not sprayed with HTCC are raised up by wind, which causes severe loss of resources; a solidifying layer is formed on the surface of the coal powders that are sprayed with HTCC and this layer maintains the wind erosion rate of coal dusts below 15% when wind speed is lower than force-8 wind, which indicates a dramatically improved effect of dust solidification. This coal dust suppressant requires low manufacturing cost and can be applied to coal bunkers, surface plants, and open-air coal stacking yards of coal businesses, thus effectively solving the environmental issues caused by fugitive coal dusts on the ground of coal mines.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work has been funded by the Key Program of the Coal Joint Funds of the National Natural Science Foundation of China (No. U1261205), the National Natural Science Foundation for Young Scientists of China (No. 51404147), and the China Postdoctoral Science Foundation (No. 2015M570601), the Open Projects of Research Center of Coal Resources Safe Mining and Clean Utilization, Liaoning (No. LNTU16KF13), the Graduate Science and Technology Innovation Project (No. SDKDYC170202).