
Abstract
This article reviews the main developments associated with density graded polymer composite foams. After a short introduction, a discussion is made on both density graded polymer-based composites and foams separately to better understand the challenges when both structures are combined together to produce composite foams. In all cases, the basic concepts, fabrication methods, main properties and general applications are presented. Opening for future works are also presented to conclude.
Introduction
Nowadays, polymers can be found in different applications like automotive, building and construction, cushioning and packaging. Based on the selected polymer matrix, different electrical, mechanical, physical and thermal properties can be obtained, mainly by controlling the amount of dispersed phase (particles) introduced inside the matrix. But for several applications, like automotive and packaging, weight reduction is important leading to the development of foaming processes. In this case, density reduction mostly controls the overall foam properties, but foam morphology in terms of cell dimensions (size/density/geometry) and cell connectivity (open/closed cells) also play significant roles due to the amount of material available to sustain the applied stresses (mainly the cell walls). To further improve on the foam properties, several structures have been investigated in the form of sandwich (multi-layers) and composites (particle addition). Another approach to control the foam properties is to produce some gradation inside the structure to “locate” the materials where it is mostly needed, while keeping the total weight constant. In an early attempt by Gupta, 1 graded syntactic foams were fabricated using an epoxy resin matrix embedding glass microballoons with spatially variable volume fractions. This concept led to the development of density graded foams (DGF). 2 Several fabrication processes have been proposed based on the spatial variation of density in a foam structure using laminated layers with different nominal densities; i.e. compression molding,1,3,4 extrusion,5–7 injection molding,8,9 supercritical carbon dioxide (Sc-CO2) batch foaming 10 and three-dimensional (3D) printing.11–15 In general, continuously graded structures not only have been shown to have better thermomechanical properties (fracture resistance, toughness, stiffness, etc.) than uniform ones, 16 but also achieve higher energy absorption capacities, while maintaining high strength at minimal structural weights. 17
This review is composed of three parts. The first part reviews the works done on density graded polymer foams to explain the relation between the processing conditions, formulations and final cell structure with their overall properties. This section is important to understand these relations for neat matrices. In the second part, the effect of reinforcements (particles, fibers, platelets, etc.) addition is presented leading to the production of a composite matrix to improve on different properties (electrical, mechanical, physical, thermal, etc.) and possible multi-functionality. In the third part, a combination of both composite and foam structures is made to optimize the relative properties of a part; i.e. performance per unit weight and total energy absorption. Finally, a general conclusion is provided on the current state of these materials and some openings for future developments are presented. To limit the scope of this review, only polymer matrices are included for density graded structures.
Polymer foams
With continuous developments in polymer processing (methods, techniques and equipment) and material (resins, additives, etc.), lightweight polymeric foams are more than ever being produced and modified for load-carrying applications like in automotive, packaging and building/construction. Nevertheless, polymer foams were initially developed for weight reduction, thermal/acoustic insulation or cushioning. Their widespread use led to a growing interest among material researchers and engineers to understand and improve the mechanical performance of polymeric foams.18,19 Depending on the foaming processes and conditions, open-cell or closed-cell polymeric foams can be manufactured. 20 While the most common class of polymers used for open-cell foams is polyurethanes (PU),21,22 a wide range of polymers can be selected to yield closed-cell foams like polystyrene (PS),23,24 polypropylene (PP), 25 poly(vinyl chloride) (PVC),26–28 as well as polymer blends.29–32
In recent years, thermoplastic elastomer (TPE) foams have received a great deal of attention in both scientific and industrial areas due to their specific properties such as low density, chemical resistance, thermal and acoustic insulation, and energy-absorbing performance. 33 The main applications of TPE foams are in textile, packaging and automotive industries such as doors and seals, as well as building and construction profiles.34,35 On the contrary, polyolefins like PP are widely used in several engineering applications because of their high mechanical and physical properties, while having relatively low cost. The main advantage of PP is its higher strength compared to PE with better impact strength than PS. Polypropylene also provides a higher service temperature range (up to about 120°C) and good temperature stability. It has been shown to be a versatile thermoplastic resin that can be modified by adding reinforcements/fillers and blended with elastomers to meet a wide range of specific requirements.25,36 Polypropylene foams have been considered as a good replacement for other thermoplastic foams in packaging heavy goods and industrial applications because of its excellent physical characteristics and low material cost. However, PP foams do not offer a high enough state of physical properties to fully compete in the foaming market. To improve its impact toughness and extend its application range to lower temperatures, several studies on PP toughening were performed by using economical elastomers which is a successful way of reducing cost while maintaining or even improving properties.37,38
Over the last decade, a great deal of work has been performed on the processing of polymer foams. Typical foaming processes can be classified into extrusion, compression molding, injection molding and batch foaming.
39
Nowadays, it is easier to control the foam morphology based on the matrix properties and processing conditions.
40
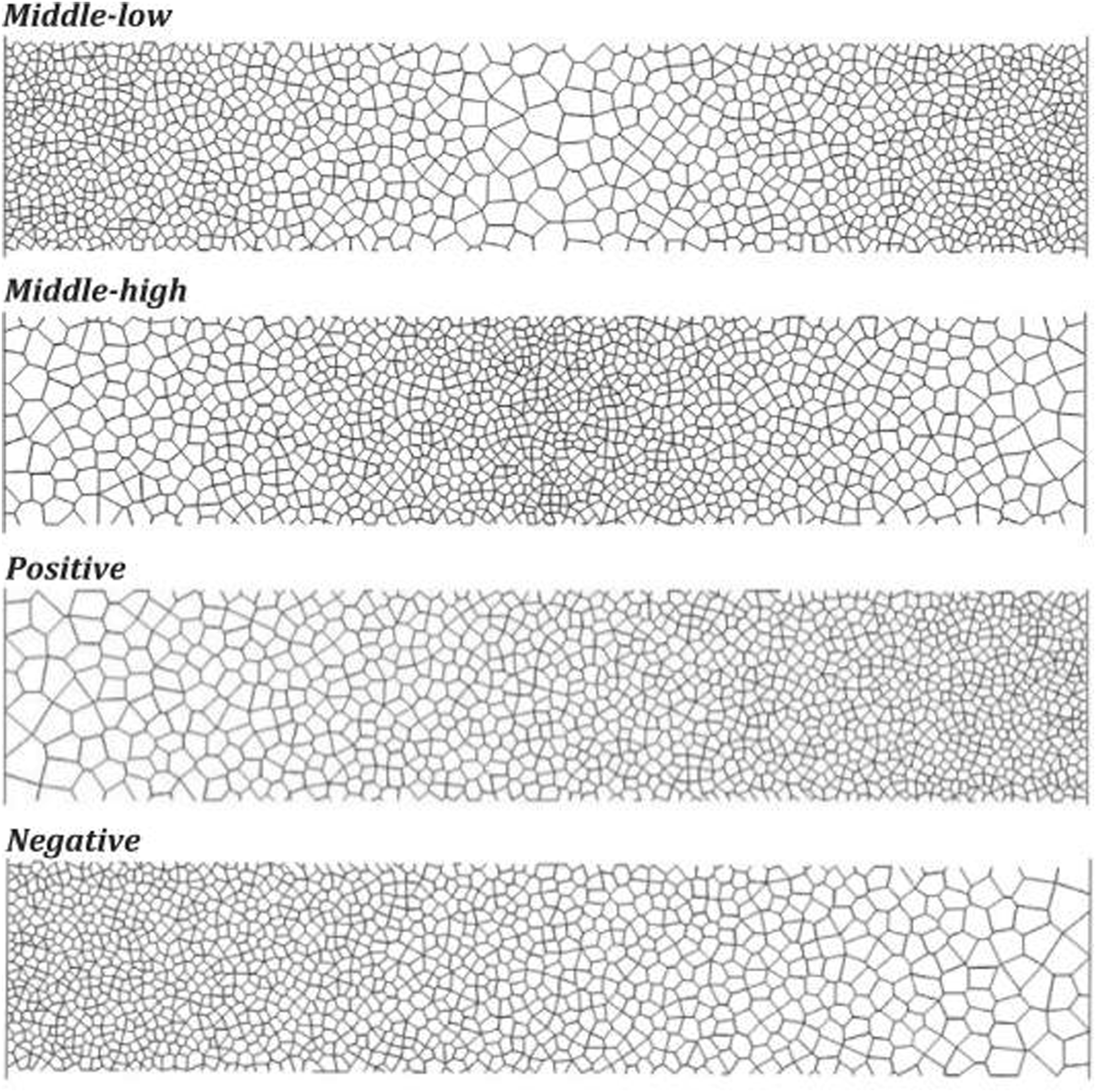
Although several works have been published on polymer foams in general, the focus here is on a specific structure that was shown to improve different properties: density gradation. Figure 1 showed the schematic diagram of the different density gradation.
41
The schematic diagram of the different density gradation.
41
Barzegari et al. 42 showed that a simple processing technique like compression molding can be used to produce asymmetric polyethylene foams in which the density is continuously changing across thickness, thus producing density graded polymer foams. In particular, the effect of mold temperatures (135–200°C), foaming agent concentration (1.5, 3 and 4.5 wt.%) and waiting time (5–8 min) were reported. It was concluded that at 200°C and for times longer than 6.5 min, gas loss was present during foaming.
In a work by Yao and Rodrigue, 43 density graded polyethylene foams were produced using a chemical blowing agent (CBA) and compression molding. To control the local density inside the foams, the temperature of the top and bottom plates of a compression molding set-up was controlled to produce symmetric (same temperature) and asymmetric (different temperature) structural foams. In particular, the effect of blowing agent content (0.5–1%), as well as mold temperatures (140–210°C) and molding time (5.5–7 min) was discussed in terms of foam morphology and density profile, as well as flexural and tensile moduli which were related to the temperature profile produced inside the sample during molding. It was shown that mold temperature and blowing agent concentration had significant effect on foam morphology. An increase in both parameters, together or independently, led to lower foam density which could be directly related to larger cell sizes. Also, the density gradient inside asymmetric foams was directly related to the temperature difference imposed in the molding process.
Yao et al. 32 prepared density graded polyethylene foams by imposing a temperature gradient in a compression molding set-up by independently controlling the top and bottom plates of the mold at different temperatures. Foaming was done by using expandable beads (different grades of Expancel alone or blended together) to produce complex cellular morphology. The behavior under different types of mechanical loadings (flexural and tensile) was also discussed. It was found that samples with asymmetric density profiles had a different apparent flexural modulus which was function of the side the load was applied on the beam. The modulus was higher when the load was applied on the highest density side.
Barzegari et al. 44 characterized functionally graded polymer foams produced by compression molding. For the conditions tested, density reduction between 2 and 45% for symmetric and asymmetric PE foams were reported. From the samples produced, the tensile properties (modulus and stress at 1% deformation) were obtained. The results clearly showed that the simple square power-law relating tensile modulus and bulk density was a good approximation for homogeneous foams; i.e. foams having uniform density profiles.
Barzegari and Rodrigue used low density polyethylene (LDPE) to produce foams with different density profiles via compression and injection molding using modified azodicarbonamide (ACA) as a CBA. 45 From the samples produced, the tensile modulus was measured and compared with different theoretical models. For compression molded foams, a constant density profile across thickness was observed due to the conditions selected and their tensile modulus was well fitted by a simple power-law relation. But for injection molded foams, complex density profiles were clearly observed due to heat transfer rate limitation between the cold mold walls and the hot polymer melt. This kinetics balance between heat (cooling) and mass (cell nucleation and growth) transfer led to complex structural morphology where a constant density core was enclosed by constant density skins with a transition region in between. In this case, better mechanical prediction were obtained by accounting for the effect of the skin thickness via the simple I-beam model. Nevertheless, the best predictions were obtained when the complete density profile including skin, core and transitions zones were accounted for. In this case, an average deviation of only 4% was obtained which was well within experimental uncertainty.
Chen and Rodrigue produced LDPE foams using a CBA (ACA) and prepared both symmetric and asymmetric structural foams via compression molding. 46 It was found that foams having equal skin thickness on each side had the same apparent flexural modulus irrespective of the side the load was applied. On the other hand, foams having unequal skin thickness had a higher apparent flexural modulus when the load was applied on the thicker side. The asymmetry ratio in the flexural modulus was found to be function of the asymmetric skin thickness ratio and to the square of the core void fraction. It was believed that the difference in apparent flexural modulus was related to differences in the stress distribution inside the foam when the load was applied on one side or the other.
Yao et al. 47 used linear medium density polyethylene (LMDPE) and Expancel microbeads to produce foams via compression molding with different temperature of the top and bottom plates, thus producing density graded polymer foams. The effect of foaming temperature, molding time, as well as type and content of microbeads on the density profile, morphological properties and mechanical properties were studied. It was concluded that the cell density was highly function of temperature, but cell sizes did not significantly changed, so density gradient occurred as a result of the amount of cell locally generated. Moreover, samples with asymmetric density profiles had different apparent flexural moduli which was function of the way the load was applied on the beam. In all cases, the modulus was higher when the load was applied on the higher density side.
Cusson et al. 2 produced uniform foams and DGFs by using similar or different temperatures on both sides of a compression molding system. The samples were produced using linear low density polyethylene (LLDPE) as the matrix and activated ACA as the CBA. The experimental results showed that a significant difference can be obtained in flexural modulus (up to 17%) and impact strength (up to 48%) depending on the side the stress was applied on. In all cases, DGFs showed better mechanical responses than uniform foams of similar relative density for the range of conditions tested.
Jackovich et al. 48 investigated the effect of processing temperature (25, 40, 65 and 85°C) and mold size (aluminum cylinders with diameters of 29, 41 and 51 mm) on the average density and density gradients (radial and vertical) of a free-rise, water blown, rigid PU foam system. It was shown that the mold size and processing temperature had a significant effect on the average physical and mechanical properties of PU foams. This was important information for designers who normally base their foam modulus and collapse stress properties on a target density for a given foam formulation. In this case, foams processed in a small aluminum mold at 25°C had an average density 50% higher than the expected density for this foam formulation (wall/end effects). In addition, increasing the mold size and processing temperature decreased the average foam density. The lowest average density in an aluminum-molded sample was 0.106 g/cm3 which was produced at 65°C in the larger mold (51 mm). Density gradients with respect to the vertical position were only significant in the large mold and reference mold where the density increased by 2 and 8% respectively, from top to bottom. A 29% increase in density from the center to the outer radial position was also measured in the large aluminum mold processed at 25°C leading to possible gradation in two perpendicular direction.
Although batch foaming techniques are interesting for lab-scale and good process control, it is highly important to develop strategies and knowledge on polymer foaming for continuous foaming processes. This mainly includes extrusion and injection molding foaming to develop more industrial/large scale production. 49
Sumey et al. 50 reported a multilayer film consisting of 32 alternating layers of poly(methyl methacrylate) (PMMA) and PS produced by forced assembly multiplying co-extrusion and foamed using supercritical CO2 (scCO2) as a physical blowing agent (PBA). Foamability was first assessed by foaming under an induced temperature gradient using different conditions (60, 70, 80 and 90°C with 100, 200 and 300 bar) using a special mold. It was shown that PMMA layers were easily foamed at 60, 70, 80 and 90°C, while the PS layers displayed a porous morphology only at 80 and 90°C. But the films exhibited delamination during foaming which became more severe when foaming at higher temperatures and for longer saturation times. Preferential foaming in PMMA over PS layers was associated to differences in CO2 sorption (solubility) and the depression of each polymer glass transition temperature (Tg) upon CO2 absorption (plasticization effect).
Zhou et al. 51 prepared microporous foams with a multi-layer cellular structure by combining multi-layer hot melt pressing and supercritical carbon dioxide foaming. The results showed that nucleation and directional growth of the cells were promoted by the introduction of multi-layer interfaces into the polymer matrix. When the distance between the multi-layer interface was smaller than the critical nucleation size of the cells, microcellular foams with uniform, continuously and directionally multi-layer cell structure was obtained, and the unit cell shape was well controlled. But the compressive properties of the multi-layer cellular structure foams were different in the vertical (machine) and horizontal (transverse) loading direction. For example, the compression strength of a multi-layer foam was up to 20 MPa and 11 MPa in the horizontal and vertical loading direction respectively, which was lower than that for uniform foams.
Although in batch foaming lower processing temperature can be used, 52 this is an advantage to increase the CO2 solubility in amorphous polymers resulting in higher cell densities and smaller cell sizes. 53 Such foam characteristics (lower cell size and higher cell density) directly affect the mechanical properties of polymer foams. 54 From our perspective, it is critical to develop a fundamental understanding of the foaming mechanisms governing the final foam morphology and expansion ratios achievable. 49 For continuous process, this led to the development of more “controlled” method to produce the cellular structure like additive manufacturing (3D printing) and micromolding techniques.52,55–57
Bates et al. 57 developed a 3D-printing procedure to fabricate tailorable honeycomb structures with thermoplastic polyurethanes (TPU). By applying density grading, the energy absorbing and damping profiles were significantly modified from the uniform density equivalent. The results showed that graded honeycomb architectures had increased average relative density up to 0.375. After quasi-static testing, the samples were subjected to sinusoidal compression over a range of amplitudes at 0.5 Hz. Furthermore, density grading had the possibility to tailor the mechanical response of cellular structures. Linear grading was explored here, but there is an infinite number of possibilities for grading methodologies to control the level of asymmetry or structural hierarchy. In this work grading was achieved by varying topology. However, energy absorption response can be controlled by 3D printing for different types of materials, which is possible using modern fused filament fabrication (FFF) technology. By grading the structural density in different ways, the mechanical damping was modified. Cyclic compressive testing also showed how strain-softening of the TPU parent material could lead to reduced damping over the course of 50 cycles. The samples were also subjected to impact loading at strain rates of up to 51 s−1 and specific impact energies of up to 270 mJ/cm3. Lower peak loads were observed for graded samples, especially for the most severe impact cases. This behaviour revealed the potential of density graded TPU structures to provide superior mechanical energy absorption under more extreme environmental conditions.
Through microfluidic techniques, Elsing et al. 55 introduced a defined pore size gradient in polymer foams using foamed emulsions templates (FET) and emulsions templates (ET). The continuous styrene/divinylbenzene (DVB) phase or the styrene-in-water emulsion of the liquid template was polymerized to obtain functionally graded foam. Moreover, they successfully produced PS foams with a pore size and density gradient from FET and ET. A clear transition between two pore sizes (204 and 235 μm) was observed for polymer foams synthesized via FET, while a rather smooth pore size gradient from 60 to 80 μm was reported for polymer foams synthesized via ET.
Mohyeddin compared different models to predict the tensile and flexural moduli of structural polymer foams with uniform or graded density core. 58 The effect of skin thickness, core void fraction and transition profile on the flexural modulus were investigated for symmetrical structural foams. It was concluded that the dependence of both tensile and flexural moduli on the thickness ratio (thickness ratio = uniform core of thickness/skin layers of equal thickness) decreased with increasing relative density of the foam core. On the other hand, the effect of relative density on tensile and flexural moduli decreased with increasing thickness ratio. The morphology of structural foam beams was optimized seeking the maximum specific tensile and flexural moduli. The results showed that the tensile modulus per unit weight of structural foams was almost equal to that of a solid beam made of the same material. The maximum tensile and flexural moduli were related to a relative core density close to zero and a core to skin thickness ratio tending to infinity. The optimal skin thickness corresponding to the maximum flexural modulus was found to have an inverse relation with the foam core density. For structural polymer foams with graded density core, the optimum density profile leading to maximum flexural modulus was obtained in the form of a step function.
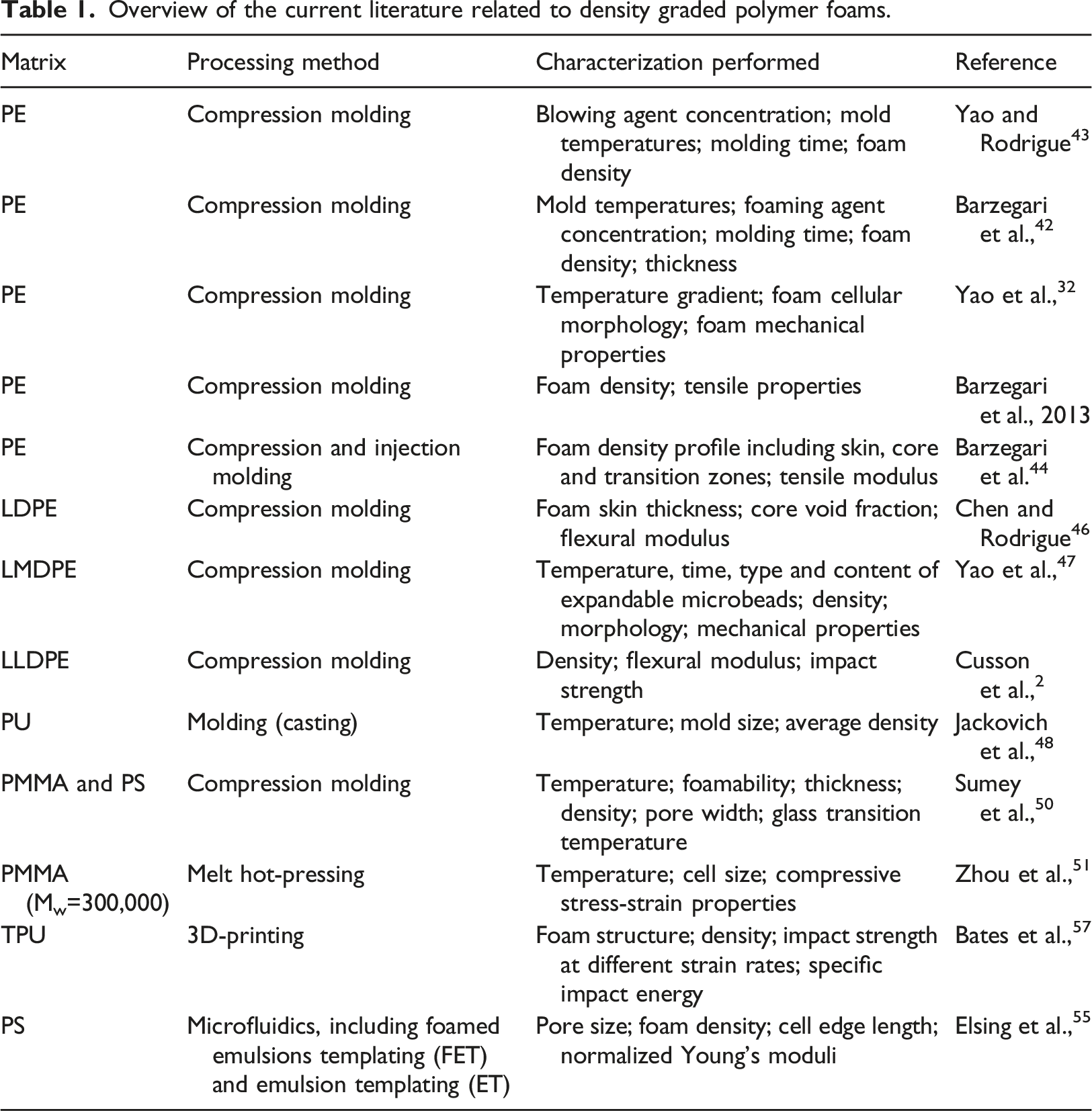
Overview of the current literature related to density graded polymer foams.
Composites
In the case of composites, the structure is associated to the addition of rigid particles inside a matrix. This can be done by a combination of different matrices (alone or blends) and particles (type, size, geometry, concentration, etc.) as presented in Figure 2.59,60 A list of the most important works on density graded polymer composites is presented next.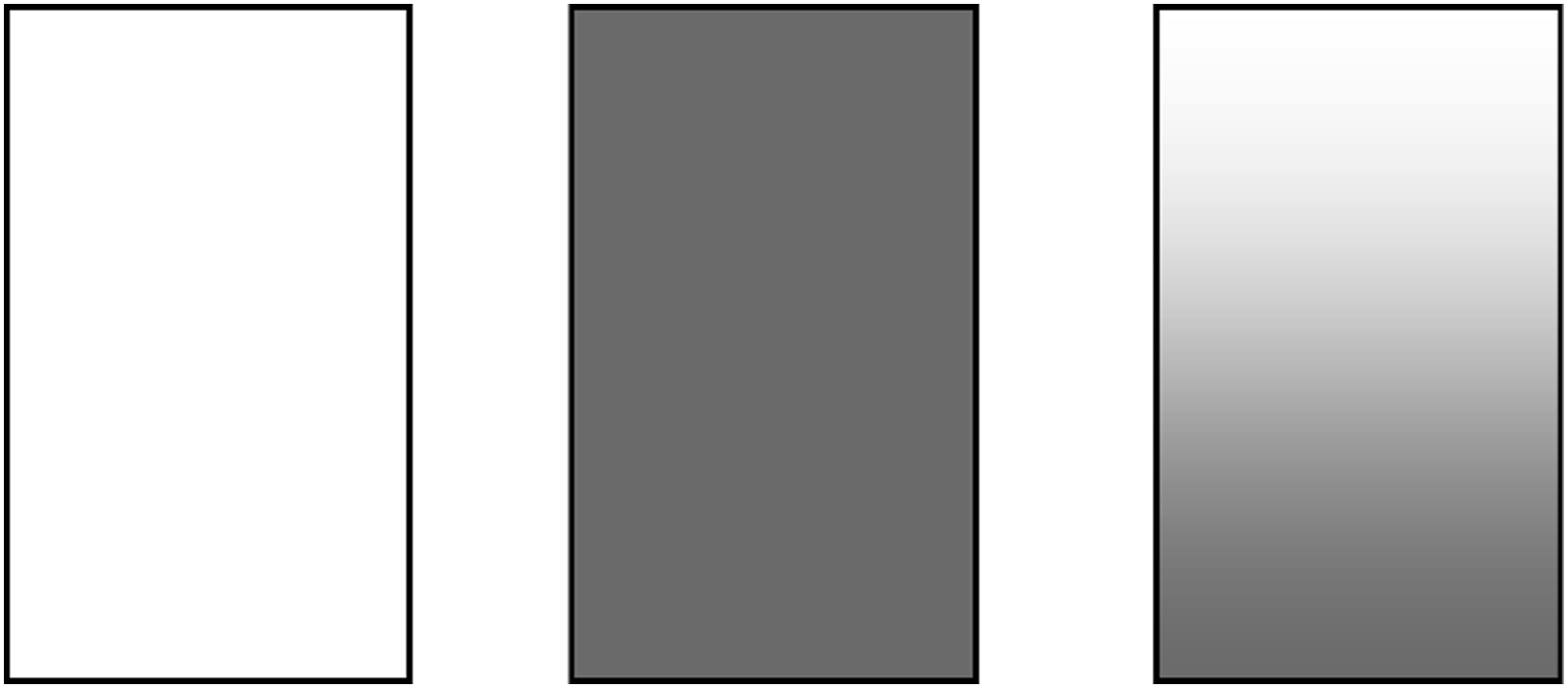
Krumova et al. 61 prepared functionally graded polymer composites based on an epoxy (EP) resin matrix and SiC particles (silicium carbid-grüm micro) as reinforcement. It was found that controlling the preparation conditions during centrifugation produced a high gradient in terms of particle distribution. A continuous increase in the Vickers hardness, from 210 up to 640 MPa, over the length of the samples was observed corresponding to an almost linear increase of SiC volume content from 0 to 45% vol.
In a work by Tsotra and Friedrich, 62 a centrifugation technique was used to create a graded distribution of carbon fibres (CF) in an epoxy resin matrix. The generated graded structure was controlled by varying the rotational speed and the formulation, such as fibre content (1, 5 and 10 vol.%) and fibre aspect ratio (0.52, 0.61 and 0.62). In contrast to shorter fibres, long CFs have higher possibilities for fibre-fibre contacts and thus electrically conductive pathways were more easily created. The same behavior was reported by Agari et al. 63 for polyethylene composites filled with biaxial oriented short CF and by Taipalus et al. 64 for PP composites reinforced with CFs. The effect of each filler on the flexural properties was also studied. Based on typical load–displacement curves for the flexural tests, it was observed that the absence of CF on the tensile side of the beam led to higher deformation at break, while higher CF content on the loading side improved the resistance to compression failure.
Chung and Das 65 used selective laser sintering (SLS) technique to investigate the properties of Nylon-11 (PA11) with different volume fractions of silica (Si) nanoparticles (2–10%). The results indicated that functionally graded polymer nanocomposites exhibiting a one-dimensional (vertical) composition gradient were successfully processed by SLS to produce 3D components with spatially varying mechanical properties.
Misra et al. 66 produced silica reinforced epoxy functionally graded material using quartz fabric with different thickness (8, 16 and 24 mm). The silica gradation in the epoxy matrix was produced by using one side with pure epoxy to the opposite side being pure silica. Monolithic samples showed a variation in flexural strength and modulus with increasing silica content. The results also showed that using a temperature gradient between 350°C and 950°C maintained for 2–5 min increased the thickness of the insulating silica layer from 0.5 mm to 16 mm. It was concluded that the strengths of the materials were high and remained intact even after a sudden heating to more than 1000°C without delamination due to thermal shock. This indicates that the density graded structure improved the thermal stability of the fabric composites, especially when high and sudden temperatures are imposed.
Barzegari and Rodrigue produced symmetric and asymmetric wood particle/LMDPE composites by compression molding. 67 A total of 6 different wood contents were selected (0, 10, 20, 30, 40 and 50% wt.) and the powders were blended using a twin-screw extruder at 50 r/min with a temperature profile from the feed hopper to the die of 140, 160, 170 and 170°C to get a uniform distribution of the wood particles into LMDPE. Then, the compounds were compression molded into a rectangular mold to produce thin homogeneous wood polymer composite plates. Finally, symmetric and asymmetric composite samples were produced by stacking 5 plates with different arrangements. From the characterization made, several conclusions were drawn: (1) density and Young’s modulus were found to increase with increasing wood content, while tensile strength and elongation at break decreased. (2) Young’s modulus increased with increasing wood particle concentrations. On the other hand, yield stress, intermediate stress plateau and elongation at break all decreased by adding more wood particles. (3) Young’s modulus was improved when the plate with higher wood content was placed in the inner section or core of the assembly.
Gangil et al. 68 prepared short Kevlar fibre-reinforced vinylester resin functionally graded polymer composites. The graded composites were fabricated by a vertical centrifugal casting technique. Among the investigated physical and mechanical properties, void-fraction, hardness and flexural strength were found to increase for the functionally graded materials compared to homogeneous (uniform composition) composites with increasing fibre content. On the other hand, tensile strength and impact strength decreased for functionally graded materials compared to homogeneous composites when the fibre content increased. Nevertheless, functionally graded materials exhibited much higher wear resistance than homogeneous composites under similar testing conditions.
Dauvegis and Rodrigue prepared density graded biocomposites based on high density polyethylene (HDPE) and hemp fibres via extrusion and compression molding. 69 The experimental results showed that based on a two-step procedure, different density graded materials were produced by changing the hemp concentration in three-layer structures. In particular, different symmetric and asymmetric gradations were produced to generate the profiles: uniform (same hemp concentration in each layer), linear (hemp concentration linearly increased from one side to the other), V (both top and bottom layers are at the same concentration which was higher than the middle layer, thus producing a symmetric sample) and Λ (inversed V; i.e. top and bottom layers at the same concentration which was lower than the middle layer). The results showed that the V profile (higher fiber concentration in the skin and lower in the core) gave the best overall properties, especially higher flexural moduli and elongations at break, while the tensile moduli and tensile strengths were similar for all profiles.
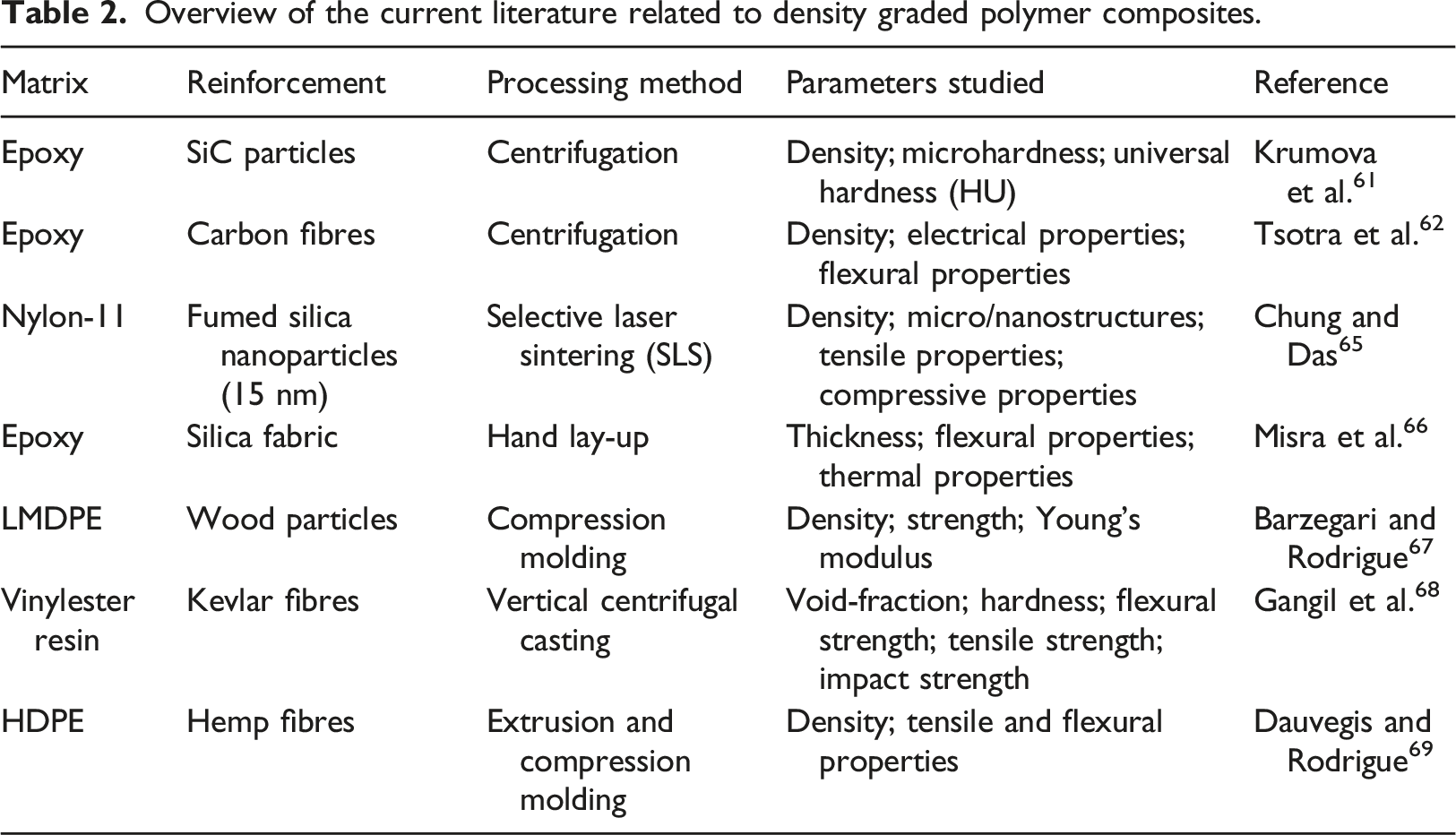
Overview of the current literature related to density graded polymer composites.
Composite foams
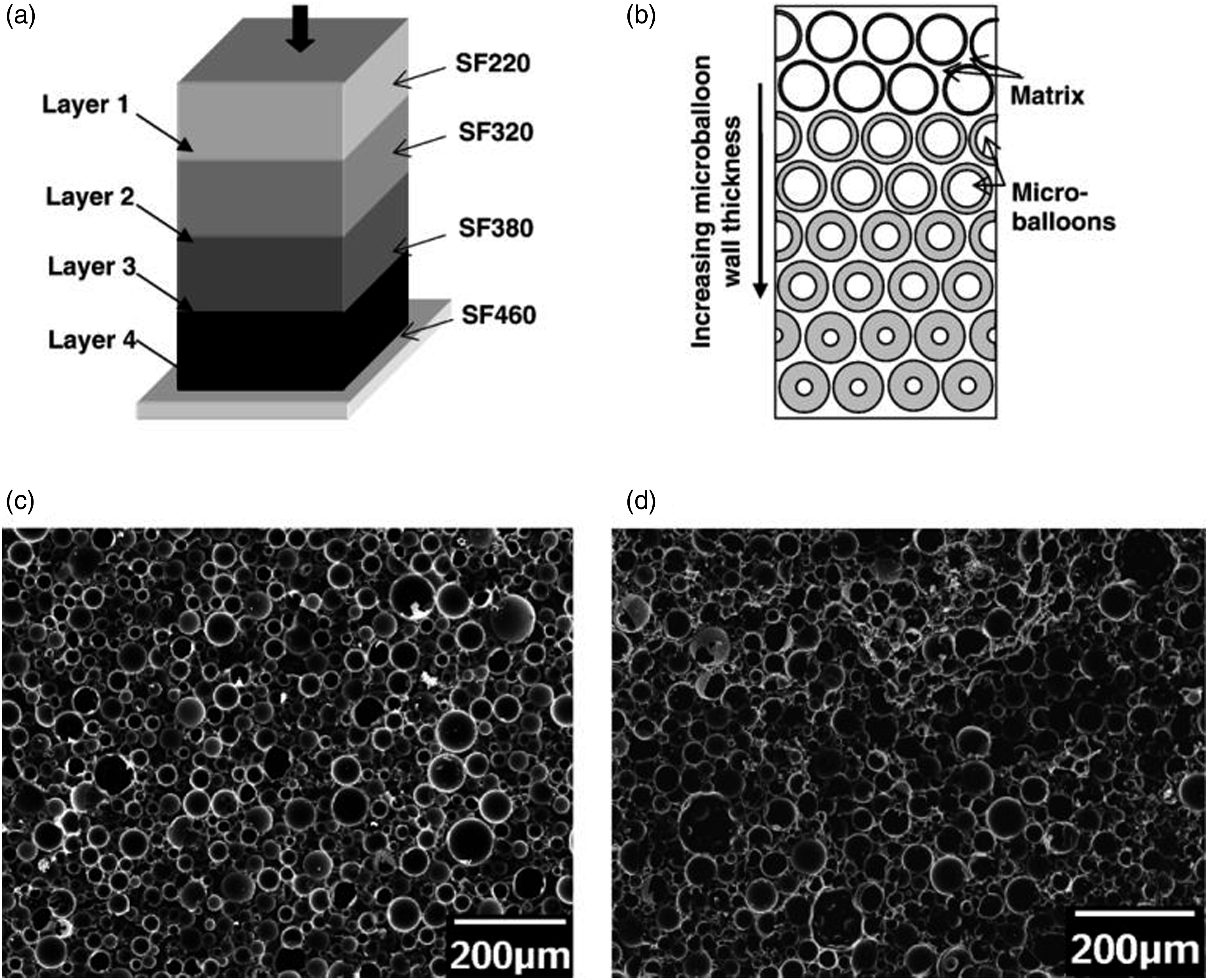
In an early attempt by Gupta,
1
graded syntactic foams were fabricated using an epoxy resin matrix embedding glass microballoons (50%, 60% and 65% by volume) based on a gradient of microballoon wall thickness (see Figure 3). This material was able to withstand compression up to 60–75% strain without significant loss in strength. The results showed that the compressive modulus, strength and total energy absorption of the new syntactic foams can be controlled by using an appropriate type and volume fraction of microballoons. (a) Schematic representation of the specimen structure and (b) microstructure of graded foams as well as scanning electron micrograph of syntactic foams based on (c) SF220 and (d) SF460 having 60% microballoons by volume.
1
Tissandier et al. 70 prepared asymmetric microcellular composites based on flax fiber (FF) and HDPE by injection molding to study their mechanical and morphological properties as a function of temperature gradient inside the mold, as well as foaming agent and natural fiber contents. The mechanical properties were found to be influenced by the density reduction and natural fiber content. It was also found that fiber addition provides higher reinforcement in flexion than torsion and tension. The presence of FF (30%) in foamed materials increased the elastic moduli in flexion (112%), torsion (76%) and tension (61%), when compared to the neat foamed HDPE. Correspondingly, the flexural modulus and impact strength were relatively unaffected by the foaming agent content for the range of parameters studied, while the tensile strength (14%) and impact strength (12%) of the composites (30% of fibre) were slightly decreased with higher density reduction (higher foaming agent content).
Czlonka et al. 71 used grounded cloves as a cellulosic filler for a novel PU composite foam. Soybean oil-based PU composite foams were reinforced with different concentrations (1, 2 and 5 wt.%) of clove filler. Polyurethane foams were examined via rheological properties, processing parameters, cellular structure, mechanical properties and thermal properties. Based on their results, it was concluded that the addition of 1 and 2 wt.% of clove filler led to PU composite foams with improved compression strength (18%), greater flexural strength (11%) and improved impact strength (8%). Furthermore, it was shown that clove filler may be used as a natural anti-aging compound for polymeric materials as their presence successfully improved the stability of the resulting PU composite foams. Due to these positive and beneficial effects, it was possible to use cloves as a biobased filler in PU composite foams to promote new applications converting agricultural wastes into useful resources for the production of green materials.
Antunes et al. 3 produced magnesium hydroxide-filled (50 and 70 wt.%) PP foams via compression molding with a chemical foaming agent (ACA, ADC), Porofor ADC/M-C1) and studied the effect of foaming and the presence of the particles on the microstructure, dynamic mechanical and flame retardancy of the PP composites. In view of the combined effects of the cellular structure generated during foaming and the high filler amount, both particle and polymer orientation anisotropies were found to be increasingly higher with foaming. The combination of both cellular structure with particle and crystal anisotropies resulted in direction-dependent dynamic mechanical behaviors, the parallel configuration relatively giving higher elastic moduli than the perpendicular one, the differences between both directions increasing with the anisotropy degree. The flame retardancy behavior of the solid (unfoamed) and foamed composites showed interesting results due to foaming; the foams globally exhibiting a higher extinguish ability than their respective solid composites.
The main benefits of incorporating wood fibers (WF) in plastics are increased stiffness and lower cost of the resulting composites. However, these improvements are usually combined with lower ductility and impact resistance. These shortcomings can be removed by effectively foaming and incorporating a fine celled structure in these composites. 5 The volatiles released from WF during processing are known to deteriorate the cell structure. The maximum processing temperature, which affects the amount of volatiles released by the WF during extrusion of fine-celled plastic/WF composite, affects the cell morphology. The authors found that the critical temperature above which the cellular structure of WF composite foams is significantly low. 5 To clearly identify the effect of the volatiles generated from WF on the cellular morphology, neither a CBA nor a PBA was used in the foaming process. The experimental results showed that regardless of the WF drying method, the highest processing temperature of plastic/WF composites should be minimized, preferably below 170°C, to avoid the adverse effects of the volatiles generated from the WF during processing.
Adhikary et al. 72 investigated the effects of a CBA and the drawdown ratio (DDR) on the surface quality, cell morphology and mechanical properties of extruded foamed wood-plastic composite (WPC) profiles. The rectangular foamed WPC profiles were produced from high-density polyethylene and wood flour (50 wt.%) with different CBA (0, 1.0, 1.7, 2.5, 3.5, 5.0 and 6.5 wt.%) contents and DDR values (1–1.3) using a twin-screw extrusion line. The foam density and cell density, as well as their sizes and shapes were largely depended on the CBA content and the DDR.
Yang et al. 10 used PP as the matrix for hybrid composite foams with varying the mass fraction of short glass fibre (SGF, 0, 10, 20, 30 and 40 wt.%) were fabricated. The effect of short glass fibre on the foaming qualities, interfacial morphologies, mechanical properties and energy absorption behavior of PP hybrid composite foams were investigated. The results showed that the foaming qualities of the hybrid composite foams were significantly improved. The minimum average cell diameter and maximum cell density were achieved by adding 30% short glass fibre. Slight improvements on the impact toughness and flexural strength with a low content of SGF (below 20%) were also observed. However, the addition of SGF significantly improved the compression strength.
Yetgin et al. 73 studied the effect of chemical foaming agent (1 and 2 wt.%) and talc (20 wt.%) content on the microcellular and mechanical properties of PP. Using injection molding, the foams were produced under different processing parameters including injection pressure, injection speed, melt temperature and packing pressure. The results indicated that the highest density reduction was 28.8% at 2 wt.% CBA in the composite foam. In addition, the lowest reduction in tensile strength, tensile modulus and impact strength were obtained with 1 wt.% chemical foaming agent.
Kuboki investigated the effect of cellulose content (0, 20 and 40 wt.%) and processing conditions (void fraction of 10, 15 and 20%) on the mechanical properties and foaming behavior of injection molded PP. 8 The composite foams were injection molded using an advanced structural foam molding machine using N2 as a PBA. The foam characterization results suggested that the molded specimens had a foamed core layer sandwiched between unfoamed skin layers. It was observed that a general trend for the cell density is to increase with distance from the gate, which was related to the pressure drop being the highest at the beginning of the foaming process and decreasing with distance (time). Therefore, it is much easier for foaming to occur at the melt front than in regions near the gate. The mechanical results showed that foaming did not significantly decreased the notched Izod impact strength and specific flexural strength, but increased the specific flexural modulus of the composites. In addition, the flexural strength and modulus, as well as the notched Izod impact strength increased with increasing cellulose content for all void fractions.
Ghanbar et al. 6 produced wood-plastic composite foams (WPCF) based on PP and bagasse fiber (0, 25 and 50 wt.%) using a tandem extrusion system. Two types of CBA were used: ACA (AZ) and sodium bicarbonate (SB). A sandwich structure was observed in the micrographs of all samples. The maximum void fraction was 54% which was obtained at intermediate values of blowing agent content (3 wt.%) and bagasse particle size (141 μm). The results also showed that both bagasse content and bagasse particle size influenced the thermal stability of the composites. Increasing the PP MFI decreased the WPCF void fraction down to a critical value (3 wt.% of CBA), where the void fraction increased again. Also, the onset temperature for unfoamed composite degradation decreased with increasing MFI and increased with bagasse and CBA content.
Mohammadian et al. 74 focused on the effect of foaming parameters on the microstructure, mechanical properties and thermal conductivity of LDPE foams containing various amount (5 and 10 wt.%) of ultrahigh-molecular-weight-polyethylene (UHMWPE). Azodicarbonamide (5 and 10 parts per hundred resins (phr)), and dicumyl peroxide (DCP) (0.3 and 0.6 phr) were used as foaming agent and cross-linking agent, respectively. The LDPE/UHMWPE blends were prepared in an internal mixer and foamed using a single-stage compression molding technique. The results revealed that the addition of UHMWPE led to a significant increase in the storage modulus and complex viscosity of the melt, as well as substantial decrease in the gel content of the blend foams compared to neat LDPE foam containing the same amount of DCP. It was observed that larger cell size decreased the compressive stress at 10% strain, while increasing the thermal conductivity of 5 wt.% UHMWPE foam samples. Also, a linear relationship between the relative density and thermal conductivity, as well as cell size and thermal conductivity was observed.
Zhang and Rodrigue prepared high density closed-cell Kevlar-polyethylene composite foams by compression molding and characterized them via torsion rectangular tests to determine the effect of thin unfoamed skins (17–30%) and Kevlar content (5, 10 and 20 wt.%) on the shear modulus. 75 It was observed that structural foam models gave better results than uniform foam models indicating that the skins, even if very thin, have an important effect on the shear modulus of polymer foams.
Kord produced composites based on high-density polyethylene, rice husk flour (40 wt.%), foaming agent (ACA = 0, 1, 2 and 3 phr) and coupling agent (maleic anhydride grafted polyethylene = 2 phr). 7 Compounding was done in a twin-screw extruder and the samples were foamed via compression molding to determine the effect of foaming agent content on the physical, mechanical and morphological properties of the composites. The results indicated that the cell size and average cell density increased with increasing foaming agent content. Increasing the chemical foaming agent content decreased the density, tensile modulus and flexural strength of the rice husk flour filled high-density polyethylene composites. However, the water absorption and thickness swelling of the composites increased with higher foaming agent content.
Jiang et al. 9 used PP filled with organically modified montmorillonite (OMMT = 2, 4, 9 and 15 wt.%) to produce composite foams by a two-step injection foaming technique. The microcells in the polymer matrix played a positive part in toughening the PP/OMMT composite foams, but lowered the reinforcing effect of OMMT as expected from the mixing rule. Improved mechanical properties (tensile storage moduli and loss tangent) for the composite foams were obtained by incorporating well-dispersed OMMT in the PP matrix. These mechanical properties improvement for PP/clay composite foams could make these materials more suitable for construction, automotive and household applications due to their high specific properties.
Selvakumar and Bhatnagar studied the possibility for microcellular foaming of PP/30% CF composite via a newly developed nozzle-based foam injection molding system. 76 Foamed samples from air-shot, as well as in molded conditions, revealed the efficiency of the foam molding system. The effect of injection speed on the cell morphology and tensile properties of the foamed PP/30% CF composite were studied. A significant improvement in the cell structure and foaming behavior was observed, as well as a cell size reduction with increasing injection speed. Higher injection speed increased the pressure drop rate at the nozzle, which was found to be the most important parameter in microcellular foaming. Foaming reduced the tensile strength, maximum strain at break and toughness of PP/carbon fiber composites. However, due to increased injection speed, significant improvements in the tensile strength and toughness were achieved resulting into higher specific strength and specific stiffness materials.
Hassan et al. 4 used polylactide (PLA) with starch/cellulose to produce composite foams with the objective of increasing the water barrier properties. polylactide (powder) at various content (0, 2.45, 4.86, 7.28 and 9.72 wt.%) was mixed with moistened starch and cellulose blends, and the composite foams were prepared by compression molding at 220°C. The thermomechanical and viscoelastic properties of the foams were analysed by thermogravimetric analysis, dynamic mechanical thermal analysis and mechanical testing, especially a 3-point compressive mechanical quasi-static testing. In this test, a specimen is simultaneously subjected to tension, compression and shear. It was found that the tensile strength of the composite foams increased with increasing PLA content: from 2.50 MPa for 0% PLA to 3.27 MPa for 9.72% PLA. The flexural strength also increased from 345 kPa for the 0% PLA to 378 kPa for the composite foam containing 4.86% PLA, beyond which the flexural strength started to decrease with increasing PLA content. Similarly, the stiffness of the starch/cellulose composite increased with PLA content up to 4.86%, and decreased for higher PLA content. The flexural modulus of the composite foams increased from 522 MPa for 0% PLA to 542 MPa at 4.86% PLA. The thermal stability of the starch/cellulose composite foams also increased, while the water absorption decreased with higher PLA content.
Jiang et al. 77 prepared thermoplastic polyurethane/reduced graphene oxide (TPU/RGO) composite foams (RGO = 0, 0.5, 1.5, 2.5, 3.5 and 4.5 wt.%) for electromagnetic interference shielding (EMI SE) by a supercritical CO2 foaming method. The hydrogen-bond interaction formed through in-situ reduction by L-ascorbic acid in the samples contributed to good interfacial adhesion and good flexibility of the foamed samples. Multistage cellular structures were formed after scCO2 foaming, leading to density being effectively reduced with the cell sizes depending on the RGO content. The production of a segregated structure in the TPU/RGO composites significantly increased the electrical conductivity leading to a high shielding effectiveness of 21.8 dB at only 3.17 vol.% RGO due to the multistage cellular structure and highly conductive network. The cellular structure was important in improving the electromagnetic shielding absorption characteristic of the samples.
Similar to the work of Jiang et al., 77 Yang et al. 10 prepared flexible methyl vinyl silicon rubber (VMQ)/multi-walled carbon nanotubes (MWCNT)/ferriferous oxide (Fe3O4) nanocomposite foams via supercritical carbon dioxide (ScCO2) foaming. The content of MWCNT and Fe3O4 in the foamed nanocomposite was: 5 wt.% MWCNT, 5 wt.% MWCNT + 10 wt.% Fe3O4, 10 wt.% MWCNT, 10 wt.% MWCNT + 10 wt.% Fe3O4 and 10 wt.% MWCNT + 20 wt.% Fe3O4. The results showed that the foams had efficient EMI shielding performance. The microwave-absorbing ability of the VMQ/MWCNT (diameter = 10–20 nm; length 10–30 μm)/Fe3O4 foams was highly improved due to the cellular structure and magnetic Fe3O4 nanoparticles, thus significantly reducing the secondary EM wave pollution caused by reflection. These nanocomposite foams, with a density of around 0.48 g/cm3 exhibited an EMI shielding effectiveness (SE) of 27.5 dB with an average absorption ratio up to 64% in the frequency range of 8.2–12.4 GHz. Such highly conductive (∼14.6 S/m) and specific EMI SE (∼72 dB·g−1 cm 3 ) was obtained with a low filler content (1.78 vol.%). Moreover, the flexible silicone rubber foams presented excellent EMI shielding stability after repeated bending. The shielding mechanism of the composite foams was also discussed and the results showed that the main shielding mechanism of the foams was absorption due to the Fe3O4 nanoparticles. Furthermore, the foams had excellent superparamagnetic and thermal properties with a maximum onset decomposition temperature reaching 467°C. Due to the simple, low-cost and environmental benign preparation procedure, these lightweight, flexible, magnetic and highly conductive silicone rubber nanocomposite foams are expected to be used in flexible electromagnetic shielding materials.
In a work by Yang et al., 78 the gradient structure design and selective dispersion of conductive fillers provided a new insight into the preparation of EMI shielding composites. They prepared lightweight and flexible silicone rubber/silver (Ag) plated hollow glass microspheres (HGM) efficient EMI shielding composite foams with a gradient structure via supercritical carbon dioxide (scCO2) foaming. They reported that the composite foams had an EMI SE of 30.5 dB for a thickness of 0.7 mm and exhibited excellent EMI shielding stability over 1000 times bending. The electrical conductivity reached up to 279.3 S/m at only 0.51 vol.% due to the density-induced effect and the effective decorating of Ag particles on the surface of HGM, which resulted in the selective distribution of Ag particles on the upper surface of the foam, thereby enhancing the conductive network. The ability of the composite foam to absorb EM waves was further improved, and the reflection EMI shielding effectiveness (SE) and reflection power coefficient (R) were reduced by 3.4 dB and 0.22 respectively, because of the magnetic loss caused by Fe3O4@MWCNT nanoparticles. This absorption was associated to multiple reflections inside the cells. Furthermore, the EMI SE of the three-layer composite foam reached 59.4 dB, while the R value was only 0.59 for a thickness of 2.0 mm.
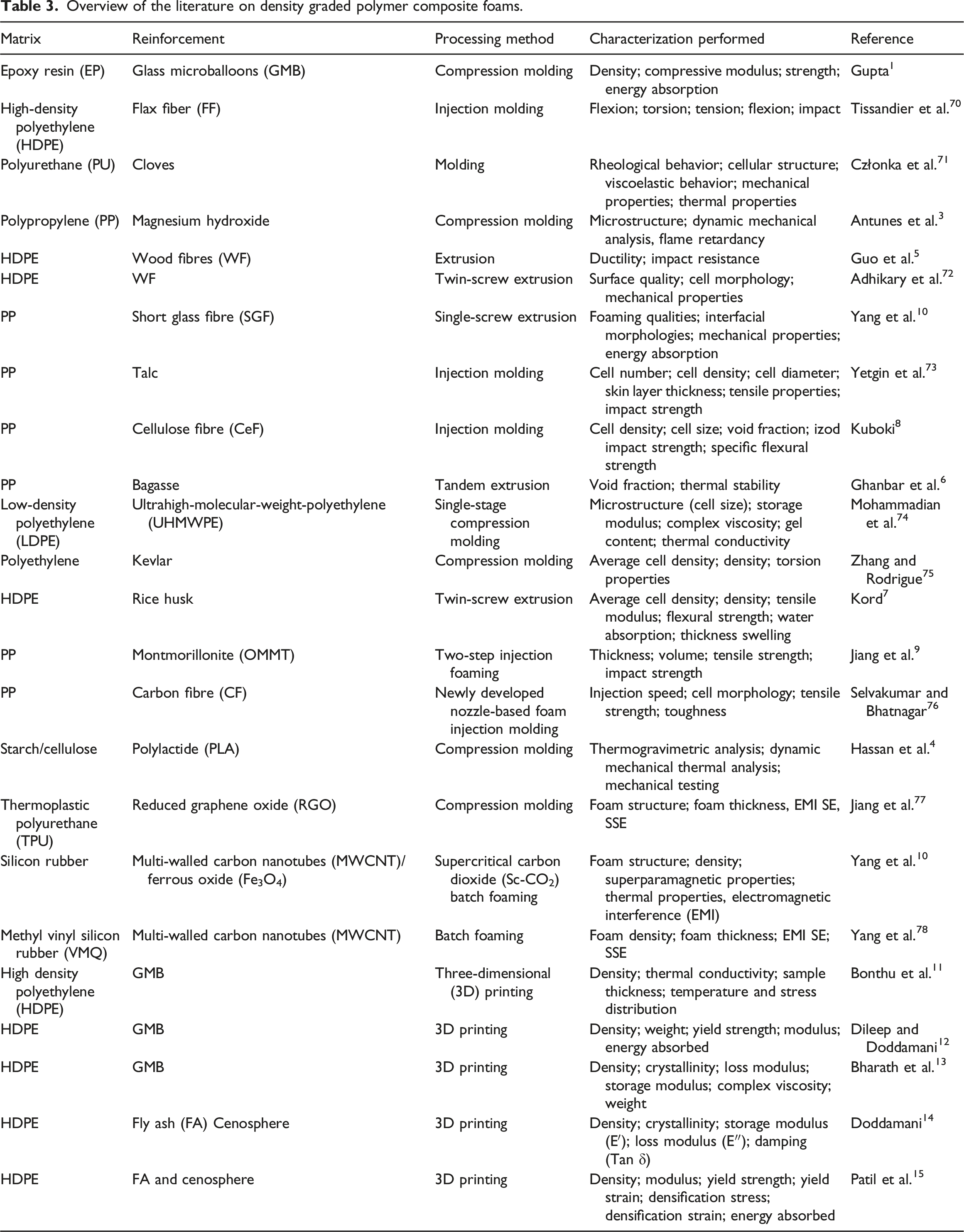
Overview of the literature on density graded polymer composite foams.
Bonthu et al. 11 fabricated syntactic foam core sandwich composites via the FFF technique based on three-dimensional printing (3DP). In this case, HDPE and glass microballoon (GMB) (20, 40 and 60% vol. coded as SH20, SH40 and SH60, respectively) was used. The compounds were fed in an extruder to produce the filaments. These HDPE and HDPE/GMB filaments were further sent to the FFF printer to generate the skin and syntactic foam core of sandwich structures. The optimal printing parameters were: nozzle 1 (N1) = 225°C, nozzle 2 (N2) SH20 = 225°C, SH40 and SH60 = 245°C; extrusion multiplier: SH20 and SH40 = 1, SH60 = 1.2; bed and chamber temperatures of 120°C and 75°C, respectively; and a speed of printing = 35 mm/s. This work successfully showed that optimizing the printing parameters can lead to good quality sandwich structures which can be easily printed without any defects. Finally, the optimal printing parameters were used as boundary conditions in a FE simulation to carry out thermo-mechanical analyses to determine the thermal stress distributions in the printed parts.
Dileep and Doddamani 12 made syntactic foams by embedding glass microballoons (20, 40 and 60% vol.) in HDPE. In their work, neat HDPE (H), plain syntactic foams (H20, H40 and H60), and three different FGF configurations FGF-1 (H, H20 and H40 - top side), FGF-2 (H20, H40 and H60 - top side), and FGF-3 (HDPE, H20, H40 and H60 - top side) were 3D printed. The FGF samples were printed by feeding the filaments sequentially in two phases. FGF-1 was performed by feeding H in the primary nozzle (N1) and H20 in the secondary nozzle (N2). Once the required thickness was reached by layered deposition of N1, N2 started to print on the topmost layer of H. Once the required thickness was reached, as part of the second phase, the machine was paused, the nozzles were lifted, the H40 filament was loaded in N1, which was subsequently deposited on the topmost layer of H20 until the required thickness was achieved. A similar procedure was followed for FGF-2 and FGF-3 with the optimal printing parameters. Filament purging was carried out in the meantime to ensure a proper material flow through the nozzles. Once the sample was completed, it was subjected to an annealing process by letting it cool down on the building plate of the machine under ambient conditions. This step helped in reducing the residual stresses caused by a sudden cooling. The results showed that the measured density of all 3D printed syntactic foams-based FGF was lower than HDPE, indicating that the foams had good weight reduction potential. The 3D printed FGF-1, FGF-2 and FGF-3 had weight-saving potential of around 9, 19 and 14%, respectively. The yield strength of the neat foams decreased with increasing the filler content. The foams also exhibited better specific properties compared to the neat matrix. The specific modulus of H60 was 1.7 times that of the neat HDPE. FGF-2 showed better specific strength than all the 3D printed samples, which was 1.2 times of the neat HDPE. It was reported that FGF had better energy absorption than the foams and 8–19% higher than the neat HDPE. FGF-3 exhibited the highest energy absorption rate at 50% strain (7.17 MJ/m3).
Bharath et al. 13 produced lightweight composite foams by blending hollow glass microballoons (GMB) with HDPE by using 3D printing. The compounds were prepared by varying the GMB content (20, 40 and 60% vol.) in HDPE for filament extrusion, which was subsequently used for 3D printing. The rheological properties and the melt flow index (MFI) were investigated to identify suitable printing parameters. It was observed that the storage and loss modulus, as well as the complex viscosity, increased with increasing GMB content, while the MFI decreased. Furthermore, the coefficient of thermal expansion of HDPE and the foams decreased with increasing GMB content, thereby lowering the thermal stresses in the printed parts reducing warpage. The mechanical properties of the filaments were determined by tensile tests, while the 3D printed samples were tested under tensile and flexure deformation. The tensile modulus of the filament increased with increasing GMB content (8−47% compared to the neat HDPE) and exhibited similar strength. But the 3D printed foams showed a higher specific tensile and flexural modulus compared to neat matrix, making them suitable candidates for weight-sensitive applications. HDPE with 60% vol. Glass microballoon produced the highest modulus (48% higher than the printed HDPE). Finally, higher modulus and similar strength were obtained compared to injection and compression molded foams. The printed foams had 1.8 times higher modulus than the molded samples. Hence, 3D printed foams have the potential to replace components processed through conventional manufacturing techniques having more limitations in terms of complex parts design and geometry, lead time and associated costs.
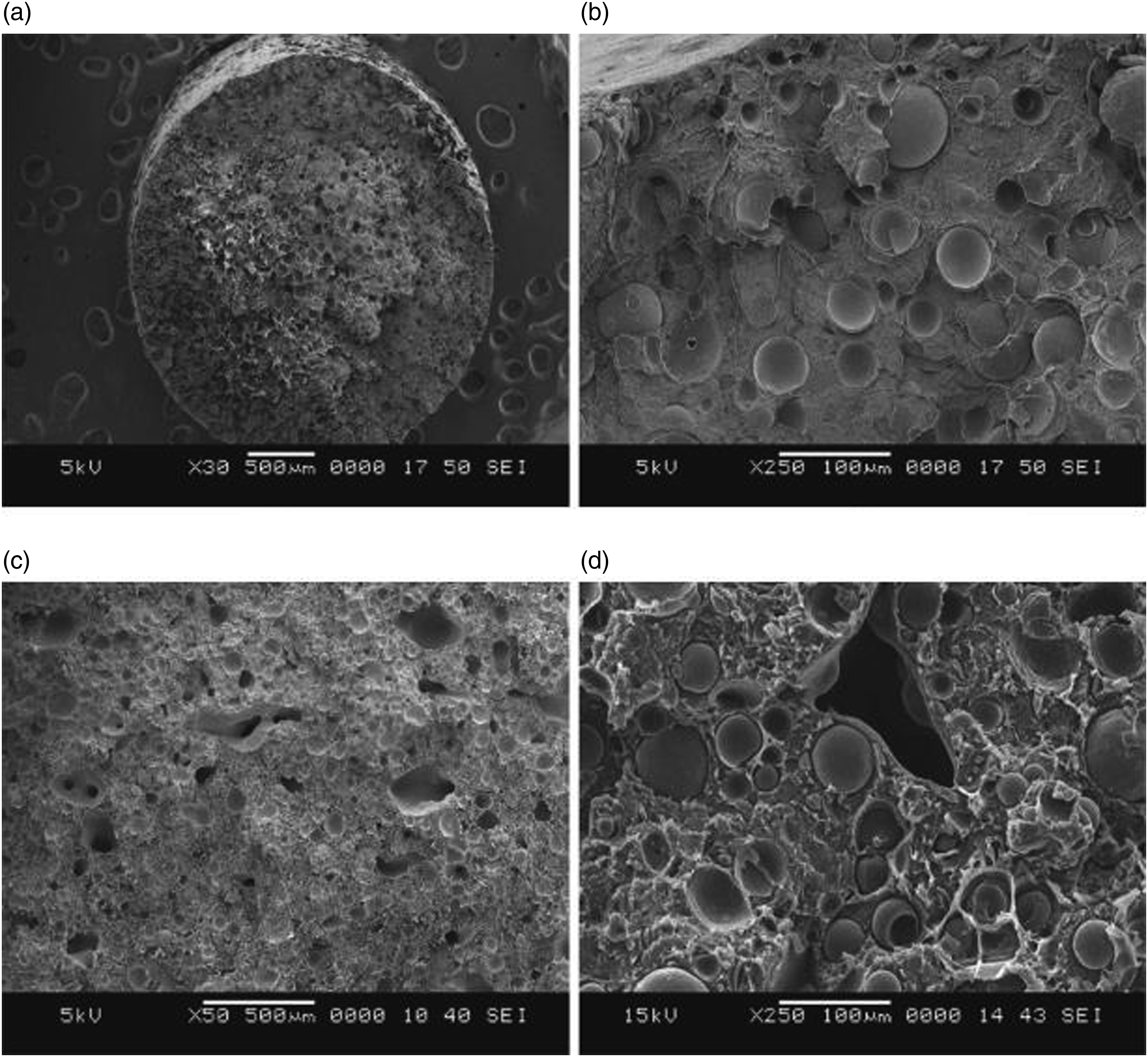
Fly ash cenospheres can be associated with hollow microballoons, and hence be used to produce density-graded foams while contributing to eliminate this environmentally pollutant facing disposal issues.14,79,80 To this end, Doddamani successfully fabricated eco-friendly environmentally pollutant fly ash cenosphere/HDPE lightweight composite via 3D printing (Figure 4).
14
Cenospheres with different content (0, 20, 40 and 60% vol. coded as H, H20, H40 and H60, respectively) were mixed with HDPE. The filaments were extruded and fed to a FDM based 3D printer. The extruded filaments density for H, H20, H40 and H60 was 949, 940, 897 and 886 kg/m3, respectively. The results showed that higher crystallinity level was observed in the printed parts compared to their respective filaments due to differential cooling rates in extrusion and printing. The crystallinity also dropped with cenosphere addition due to a pseudo-lubricating effect. The crystallinity of the printed parts was higher than their respective filaments, leading to warpage reduction and dimensionally stable complex components. The storage (E’), loss modulus (E”) and damping (Tan δ) increased with increasing cenosphere content in the printed composites and H60 showed the highest values due to the mechanical inhibition imposed by the cenosphere on the polymer chain mobility. For the selected temperature range (30–120°C), the E’ value dropped sharply due to higher thermal energy of HDPE, while at 125°C, the data were similar to HDPE due to complete melting of the polymer. E” of HDPE and cenosphere/HDPE composites showed a peak around 50°C, corresponding to the HDPE α relaxation. H20 and H40 showed E” values equivalent to that of HDPE which was related to lower amorphization of the HDPE compared to H60. These dynamic mechanical analysis (DMA) results again confirm the potential of eco-friendly 3D printed lightweight composites for weight-sensitive structures. Representative micrograph of the freeze fractured of: (a) extruded H20 filament showing a circular cross-section, (b) H20 filament at higher magnification, (c) 3D printed H60 sample and (d) defects (voids) formed inside the H60 printed sample.
14
Patil et al. 15 used HDPE with fly ash cenospheres (20, 40 and 60% vol. coded as H20, H40 and H60, respectively) to produce three-phase filaments to be used in commercial 3D printers for potential lightweight applications. The compressive behavior of these 3D printed three-phase syntactic foams under quasi-static strain rates (0.001, 0.01 and 0.1 s−1) was investigated. The results showed that entrapped porosity in the filaments was retained in the 3D printed samples lowering their density. For H60, the 3D printed samples was 6.4% lighter than the theoretical density (compact material). The yield strength of the neat HDPE was similar to the foams indicating that 3D printing has good potential over more expensive processes such as injection and compression molding to produce complex geometries. The highest specific compressive modulus and yield strength was observed for H60 and H20 respectively. The 3D printed syntactic foams also showed strain rate sensitivity which must be further studied. Based on the results obtained, developing complex geometries with 3D printed three-phase syntactic foams make them potential candidates for buoyant weight sensitive structures.
One of the most important purposes of fabricating density-graded foam structures is to achieve higher energy absorption capacities, while maintaining high strength at minimal structural weights. 17 Although the present review is mostly focusing on the fabrication and manufacturing of density graded composite foams, some information on a mechanical perspective is provided to further understand the properties and general applications of these structures. In this area, experimental studies, as well as modeling and theoretical analyses are performed to determine the mechanical responses and energy absorption performances.
For experimental studies, the energy absorption metrics are often described in terms of the area below the stress-strain curve, which mostly depends on both the strength and deformability. 17 Anni et al. 81 manufactured uniform density and graded honeycomb structures from flexible TPU via the same 3D printing methods. The density graded samples were also produced with 2-stage, 3-stage and 5-stage gradients. In the case of 2-stage graded structures, a 18 mm total sample height was separated into two equi-layer sections. The upper section was fabricated using a hexagonal honeycomb design with t = 1 mm, l = 6 mm and h = 9 mm, while the bottom layer was produced with the same cell edge and height sizes (i.e. l = 6 mm and h = 9 mm), but with a thicker cell wall (t = 5 mm). Similarly, the 3-stage graded samples were fabricated with three equal height segments having h = 6 mm and l = 6 mm. The top, middle and bottom layers of the 3-stage graded samples had cell wall thicknesses of 1 mm, 3 mm and 5 mm, respectively. The 5-stage structures were produced according to the same concept, with five equal height segments (h = 3.6 mm), with cell wall thicknesses ranging from 1 mm to 5 mm from top to bottom. All the samples, including uniform and graded density structures, were subjected to out-of-plane compressive loads applied in the-z direction. The force-stroke data were collected at a rate of 1 Hz and used to determine the mechanical strength, recoverable strain and energy absorption performances. The results showed that the density graded structures showed superior load-bearing response at large deformation. From a strain energy absorption perspective, the density graded structures also outperformed their uniform density counterparts under small deformations.
Koohbor et al. 82 used DIC to characterize the deformation (strain fields) developed within the layers of density graded multilayered foam structures subjected to uniaxial quasi-static and dynamic compression. Three layer graded structures fabricated from rigid PU foams with nominal densities of 160, 240 and 320 kg/m3 were subjected to quasi-static and dynamic loading. The quasi-static measurements showed that, irrespective of the loading direction, the densification was initiated in the lowest density layer and propagated into the other layers once the first layer was fully densified. The measurements performed under dynamic loading conditions revealed different deformation mechanisms associated with the stress wave propagation in each layer and the orientation of the test sample. Consistent with previous numerical studies,17,83–85 when the higher density layer was oriented towards the impact side of the test piece (i.e. negative gradient), a double-shock mechanism was initiated. Moreover, this experimental study using in situ digital image correlation (DIC) measurements suggested that the main difference between the stress-strain response of uniform and DGFs lies in the fact that graded structures show a step-wise hardening behavior due to the sequential collapse of various density layers in the structure. 17
Usually, the experimental studies require several equipment, materials and manual labour resulting in high costs. They also generate limited information of the effect of testing conditions and takes long time. So, the modeling and theoretical analyses of density-graded foams in response to external mechanical loads are widely used. Now, the mechanical response can be modeled using continuum-based shock wave theory. The resulting governing differential equations of the shock model are nonlinear and the density gradient increases the complexity of the problem. This is why earlier studies used simple numerical methods to obtain the solution. 17
Cui et al. 86 developed a generic finite element (FE) model of an equestrian racing helmet to optimize the helmet liner configuration for energy absorption performance. They found that it should be possible to use FGF liners instead of discrete foam layers to reduce the peak linear acceleration and thereby maximize the energy absorbing efficiency within the limited available space inside a helmet. Moreover, a functionally graded foam liner can avoid issues regarding crack initiation and propagation that could be associated with discrete interfaces arising from the use of foam layers of different densities in a liner instead of a single layer of uniform density.
Liu et al., 87 investigated the high-temperature dynamic response and analyzed the effect of the thermal environment on the impact energy mitigation response of DGFs via FE simulations. In this case, they found that a single shock and double shock wave propagation modes were suitable to describe the performance of the materials under thermal loading conditions. It was also found that a positive gradient lead to enhanced impact energy absorption performance, but the general impact mitigating efficiency of a graded foam was degraded as the thermal gradients were more important. 17
Today, a novel optimization technique combines the merits of experiment and modeling to provide another possibility to study density graded structures, including but not limited to a semi-analytical approach and virtual experiments.
To design and optimize continuously and discretely graded foam materials for efficient energy absorption, Koohbor and Kidane 88 proposed a semi-analytical approach to study the effect of density gradation in graded polymeric foams. The results showed in the discretely layered architecture, a convex gradient was shown to promote both energy absorption and strength of the graded foam structures, while resulting in a lower overall density compared with single phase structures. The results obtained for the discretely layered structures were also validated by conducting uniaxial compression on the graded foams. While the results obtained for the continuously graded foam structures indicated that both convex and concave gradation functions can be considered as optimal gradations depending on the intended functionality and application of the structure. In particular, a strong concave gradient was shown to promote substantially lighter structural weights with superior energy absorption in applications where small deformations are applied on the structure. On the other hand, a strong convex gradation function relatively enhanced the energy absorption and strength in graded foam while promoting the ability to withstand larger deformations as compared with a monolithic foam structure of the same weight.
Uddin et al. 89 studied the mechanical and energy absorption characteristics of DGFs designed for shoe midsoles via a semi-analytical model. The model is based on one-dimensional states of stress and strain, thus neglects the role of any shear deformation/stress at the layers’ interfaces. This assumption is only valid for materials having near-zero Poisson’s ratios. 88 In the work, the stress-strain responses of polyurea foams with relative densities of 0.095, 0.23 and 0.35 were obtained experimentally and used as input to develop a semi-analytical model. Using this model, three-layered foam laminates with various gradients were designed and characterized in terms of their weight, strength and energy absorption properties. The results showed that significant improvement in strength and energy absorption performance were achieved via density gradation compared with monolithic foams.
Gupta et al. 90 obtained analytical closed-form solutions to predict the response of density graded cellular materials subjected to a rigid body impact. The solution was facilitated by using the shock front position as an independent variable in the governing shock equations and the predictions were in excellent agreement with the existing numerical solutions. More importantly, the proposed analytical formulation can be a fast and efficient tool to design graded cellular materials for impact mitigation.
Rahman and Koohbor 91 studied the analytical optimization of polymeric honeycomb structures made from thermoplastic PU via virtual experiments to achieve density graded structures with suitable mechanical properties. They used the global stress-strain curves of uniform density honeycomb structures as the input to an analytical model to characterize the constitutive response of density graded hexagonal honeycombs with discrete and continuous gradations of various gradients. The stress-strain outputs were also used to calculate the specific energy absorption, efficiency and all metrics for density graded structures. The results confirmed that the modeling approach proposed was able to predict the stress-strain and energy absorption behavior of density graded honeycombs with good agreement with experimental measurements. It was also found that density gradation can lead to a combination of high strength and improved energy absorption at low structural weights.
Conclusion
Density graded composite polymer foams are valuable materials for several industries. Their advantages include a combination of light weight with an efficient use of the material leading to enhanced functional properties such as: better thermal and mechanical properties, especially strength and modulus, as well as antibacterial and anti-aging properties combined with lower water absorption. Other possibilities are efficient EMI shielding and microwave absorption.
But several challenges are attributed to their complex structure depending on the raw materials selected, their formulation (composition) and processing methods/conditions. This is why more work is needed to further understand the processing-structure-property, which is of the utmost importance to control the porosity (cell size, density), while generating a gradient structure (variation of composition with position). For the moment, the two main approaches are based on a continuously graded or discretely graded structure including skin-core/sandwich/multilayer/hybrid structures. Furthermore, other parameters, such as pore interconnectivity (open-cell or closed-cell) and cell geometry (deformation and orientation), are important to complete the characterization of the microstructure. So the main parameter is to develop viable generic processes allowing a complete control of the porosity distribution.
At the moment, a wide variety of approaches have been proposed to produce density graded composite polymer foams. These techniques are based on standard molding processes (injection, compression, extrusion), templating routes, microfluidics and ultrasound are some examples. As always, continuous processes should be preferred over batch ones for a more efficient production at an industrial scale.
In the future, new processes should be developed. One example is the great advances related to additive manufacturing techniques. This can be seen as significant opportunities to manufacture materials with density gradation, including 1D, 2D and 3D gradation. More work is also needed to extend the range of matrices (thermoplastics, thermosets and elastomers), reinforcing particles (hybrid and multiscale), foaming methods (3D printing, high temperature microwave sintering process, etc.) and multi-functionality (acoustic, chemical, electrical, mechanical, physical, thermal, etc.). Finally, more work should be devoted to achieve sustainability by using biobased and/or recycled materials for these complex materials.
Footnotes
Acknowledgements
The help of Dr Paridokht Mahallati was appreciated for discussion and literature search at the beginning of this project.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the General Program of Chongqing Science and Technology Bureau under grant number cstc2020jcyj-msxmX0335.