
Abstract
As a result of the coal combustion process, high lithium enrichment in fly ash has been observed in some areas of China, which is considered to be a potential unconventional lithium resource. At present, most of the studies on lithium in fly ash focus on the leaching process, while there are fewer studies on the activation mechanism of roasting. In view of the above problems, the roasting activation mechanism of fly ash in the Pingshuo mining area (northern China) is investigated, and the leaching process of lithium is optimized. The activation pretreatment that destroys an inert composition of fly ash is necessary. In this study, fly ash and a mixed roasting agent (Na2CO3 and K2CO3 mass ratio of 3:1) were mixed at a mass ratio of 2:1 under 950 °C for 2 h. The results showed that the leaching rate of lithium increased by 70%. Direct acid leaching experiments show that 90% lithium in fly ash is related to insoluble aluminosilicate minerals. The mineralogical analysis of the calcined product shows that the stable aluminosilicate minerals in fly ash disappear and form nepheline KNa3(AlSiO4)3 which is soluble in acid, and the percentage of nepheline in the roasted product controls the leaching rate of lithium. The kinetic analysis of the acid leaching process of the roasting product shows that the lithium leaching process is mainly controlled by chemical reactions. Under the optimal leaching conditions, the leaching rate of lithium is 87.41%.
Introduction
Lithium (Li) is the lightest metallic element, one of the most important rare elements being used in the military, aerospace, nuclear industry, and new energy fields, and is known as the metal that is driving the world forward (Eppinger and Fuge, 2009). Demand for lithium is growing exponentially as governments around the world vigorously pursue new energy policies (Xin and Xu, 2016). According to S&P Global Market Intelligence, global lithium (lithium carbonate equivalent) production increased from 240,000 tons in 2017 to 497,000 tons in 2021 (Jun et al., 2023). Many countries’ governments and institutions have listed lithium as a key strategic commodity in order to avoid potential risks in the global lithium supply chain. In the present, the main lithium resources exploited in the world are spodumene-bearing pegmatite and lithium-bearing brine. The total amount of lithium ore is about 17 million tons, which cannot meet the global demand for lithium in the long run. Based on the importance of lithium, scholars have been looking for unconventional sources of lithium alternatives (Mclellan et al., 2013). Coal, as a special sedimentary rock, was enriched with a variety of trace elements during the mineralization process (Liao et al., 2020; Mclellan et al., 2013; Wen et al., 2020). Ketris and Sun calculated that the lithium content in world coal is 12 μg/g, and Chinese coal is 28.94 μg/g (Ketris et al., 2009; Sun et al., 2013). Although the average lithium content in world coals is low, extraordinary enrichment of lithium has been found in coals from certain regions of the world. For example, Finkelman (1993) found 370 µg/g lithium in some coal samples from the United States, and Sun et al. (2013) found 152 µg/g lithium in the No. 9 coal from the Pingshuo mine in China.
For a long time, fly ash, as a solid waste produced by coal combustion, has been mainly used in low-value-added fields such as construction filler materials and ceramics (Chun and Guo., 2013; Qin et al., 2015). During the coal combustion process, the lithium in the raw coal is secondarily enriched in the fly ash due to the melting-condensation effect. Sun, Yang et al. (2012) found that the lithium concentration of fly ash in the Pingshuo mining area was as high as 345 μg/g, exceeding the industrial target of 120 μg/g for lithium recovery in coal (Sun, Zhao et al., 2012; Ward et al., 2001). Therefore, the huge production of fly ash in this region and even in the Shanxi Province of China may become an unconventional source of lithium.
Lithium is mainly reserved in fly ash in the following three forms: (1) a very small amount of lithium is adsorbed on the surface of the fly ash in the free state; (2) lithium encapsulates itself in an aluminum-silicate glass phase formed by melting and condensing clay minerals in coal; and (3) lithium aluminosilicate is incorporated into the lattice of mullite as lithium aluminosilicate (Chun and Guo, 2013; Dong et al., 2019; Wu et al., 2018). Mullite and aluminosilicate glass formed by high-temperature treatment of fly ash show high chemical stability. Conventional alkali dissolution or acid leaching methods make it difficult to extract valuable elements from fly ash. The fly ash roasting-acid leaching method has the advantages of a good activation effect and various leaching agents (Huang and Zhang, 2021; Ruan and Ward, 2002). Most of the existing studies used high-temperature roasting and activation of fly ash using single additives such as calcium or sodium salts to extract lithium from fly ash (Huang et al., 2019; Wang et al., 2017). However, in previous studies, the use of mixed additives to recover lithium from fly ash and the mineral conversion process during roasting have been rarely reported. To address this knowledge gap of fly ash using, this article describes an experimental study of calcination and acid leaching tests with different proportions of sodium carbonate (Na2CO3) and potassium carbonate (K2CO3) roasting agents in fly ash from the Pingshuo mine. The above experiments were used to study the leaching behavior of Li and to reveal the mineral transformation characteristics of fly ash during the roasting activation process. It aims to provide a further understanding of lithium extraction from fly ash.
Materials and methods
Materials
Fly ash was obtained from coal-fired power plants in Shanxi province, China, and the coal for the fly ash was taken from the No. 9 coal of Anjialing open-pit mine in the Pingshuo mining area. The collected fly ash was sieved through a 200 mesh sieve to ensure that the fly ash particle size was < 75 nm. The fly ash after the screening was dried naturally under ventilation conditions and stored in jars as raw materials for roasting and acid leaching tests.
The chemical reagents used in the experiment including Na2CO3, K2CO3, HCl, HNO3, HF, and HClO4, where Na2CO3, K2CO3, and HCL are the analytical purity level, and HNO3, HF, and HClO4 are the electronic purity level. The water used in the experiments was of a type I purity with a resistivity of 18.2 MΩ·cm. The chemicals were obtained from commercial sources and used as received without further purification.
Methods
Calcination test
Na2CO3 and K2CO3 were utilized as roasting agents and mixed well with fly ash in a mass ratio of 1:2. The uniformly mixed sample was placed in a muffle furnace and calcined at 650 °C, 750 °C, 850 °C, and 950 °C for 2 h.
Different mass ratios of Na2CO3 and K2CO3 (1:4, 1:3, 1:2, 1:1, 2:1, 3:1, and 4:1) were selected to mix with fly ash in a ratio of 1:2. Roasting time and conditions were the same as for single agents. During the roasting experiments, six crucibles containing 30 g of solid were placed into the muffle furnace at a time. The temperature in the furnace was elevated from room temperature to the calcination temperatures at a rate of 10 °C/min. After calcination, the furnace was automatically cooled to room temperature, which took around 12 h.
Acid leaching test
Both raw and calcined samples were tested for acid leaching under uniform conditions. Five grams of sample and hydrochloric acid were mixed well in a solid–liquid mass to volume ratio in a round-bottomed flask with an abrasive glass stopper. A round-bottomed flask was placed in a 300 r/min temperature-controlled magnetic stirring bath and the reaction was carried out according to the experimental design. After the reaction was completed, the solid–liquid mixture was separated by a vacuum filtration device. In order to dilute the leach solution, 5% nitric acid solution was added to it, and the concentration of Li+ in the solution was determined by inductively coupled plasma (ICP-MS, X-Series-II, Thermo Elemental, USA).
The element-by-element leaching recovery was determined by back-calculating the elemental feed assay (Ef, ppm) using the following equation:

where
Sample characterization
The phases in the fly ash, calcinated samples, and leaching residue were characterized using an X-ray diffractometer (XRD), D/Max-2200, Rigaku, Japan, equipped with a Cu Kα radiation source (λ=0.1542 nm) and a diffraction beam monochromator. The chemical composition of samples was investigated using wavelength dispersive-X-ray fluorescence (WD-XRF, ARL Perform’X 4200, ThermoScientific, Madison, WI, USA). The microstructure and morphology of the samples were characterized using a scanning electron microscope (SEM, SU8200, Hitachi, Tokyo, Japan).
For the acid wet-digestion procedure, 1 g of a fly ash sample and a mixture containing 4 mL of HNO3, 12 mL of HCl, 8 mL of HClO4, and 6 mL of HF was placed in a 50 mL PTFE tube according to the GB/T 17141-1997 standard to achieve efficient and complete digestion. Inductively coupled plasma (ICP-MS), X-Series-II, Thermo Elemental, USA, was used to determine lithium concentrations.
Results and discussion
Fly ash characterization
The contents of major elements in fly ash are listed in Table 1. The fly ash is mainly composed of 45.64% SiO2, 44.03% Al2O3, 2.58% CaO, and 2.63% Fe2O3.
Main chemical composition of high aluminum fly ash (HCFA).
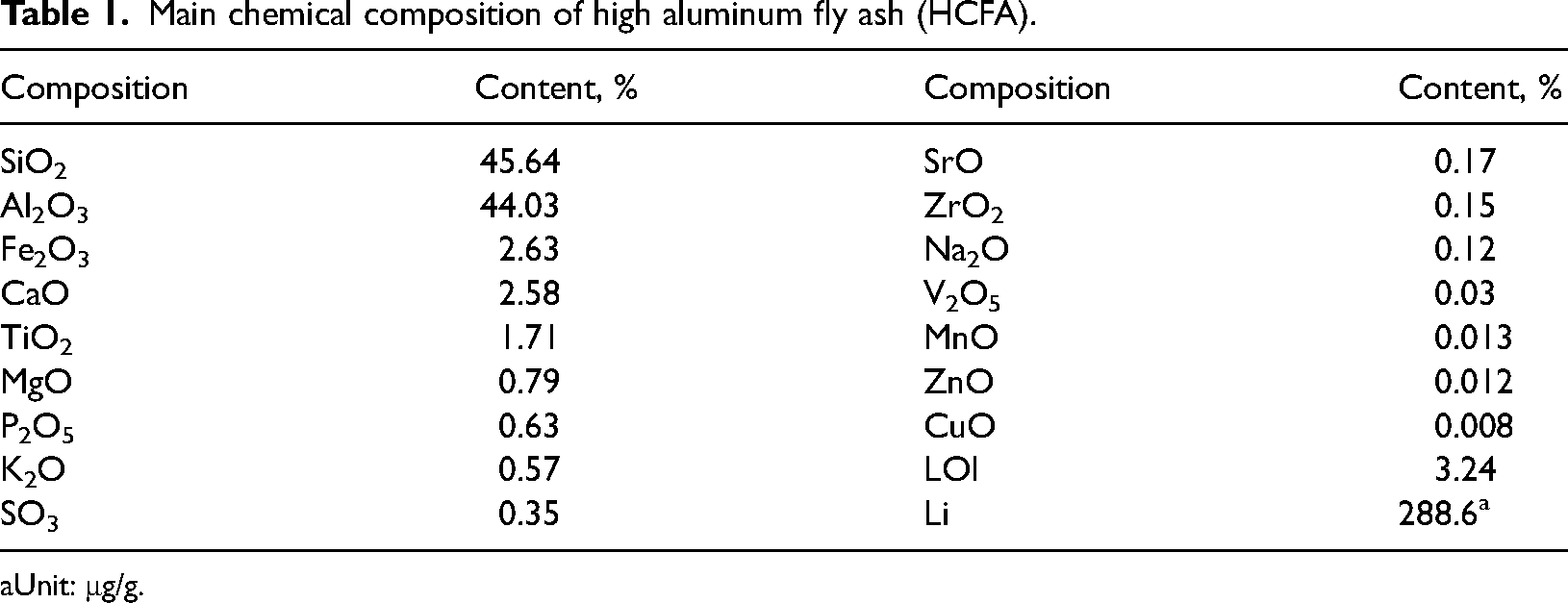
Unit: μg/g.
The sum of SiO2, Al2O3, and Fe2O3 accounts for > 90% of the total chemical composition of fly ash. The molar ratio of silicon to aluminum (n(SiO2/Al2O3)) is 0.91, which is a typical high aluminum fly ash (HCFA). After high-temperature enrichment, the content of trace element lithium in HCFA was 288.6 μg/g.
Figure 1 shows that the major crystalline phases in the HCFA samples were mullite and quartz, with contents of 61.3% and 1.3%, respectively. In the range of diffraction angle 2θ = 16°–26°, the bulge appears, indicating that the HCFA contains a certain amount of amorphous component, and the glass phase content is 37.4%. The peaks at 2θ = 16.519°, 26.06°, 35.319°, 40.901°, and 60.701° could be clearly indexed as mullite phase, and the peaks at 2θ = 26.714° were ascribed to quartz. The XRD spectrum shows that the HCFA was typical fly ash from pulverized coal furnaces. During the formation of fly ash in pulverized coal furnace, the coal temperature is high (1500 °C–1600 °C), and clay minerals such as kaolinite in coal form amorphous phase glass by melting-condensation.
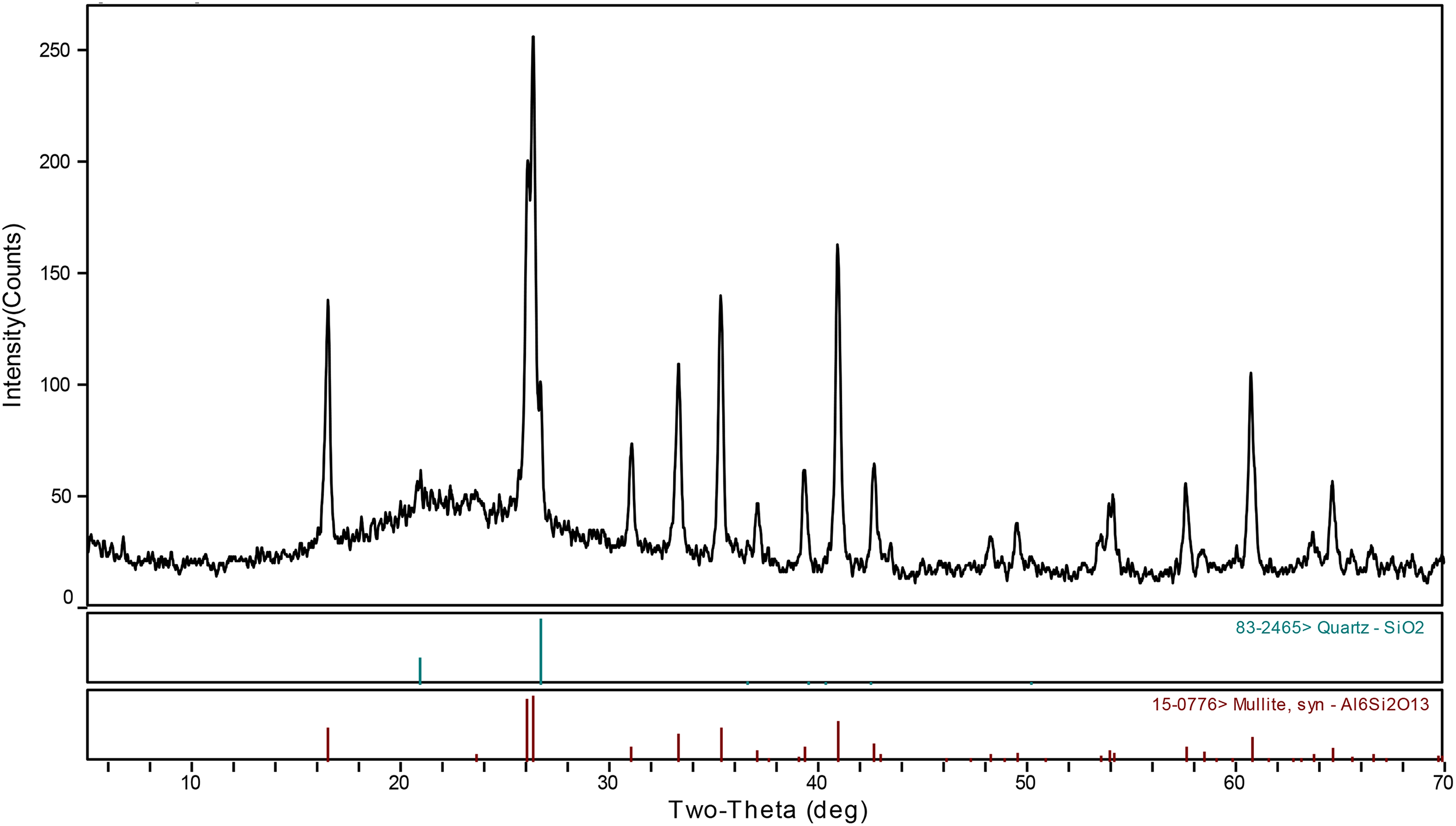
X-ray diffractometer (XRD) spectrum of fly ash.
Direct acid leaching test
Direct acid leaching produced little lithium leaching from HCFA, and the leaching rate was less than 8% (Figure 2). From the XRD results for HCFA, it was found that the vast majority of the Al-rich phase was mullite, which is very stable and insoluble in concentrated acids. This is also the main reason why the conventional acid dissolution method cannot effectively extract the valuable elements in pulverized coal furnace fly ash.
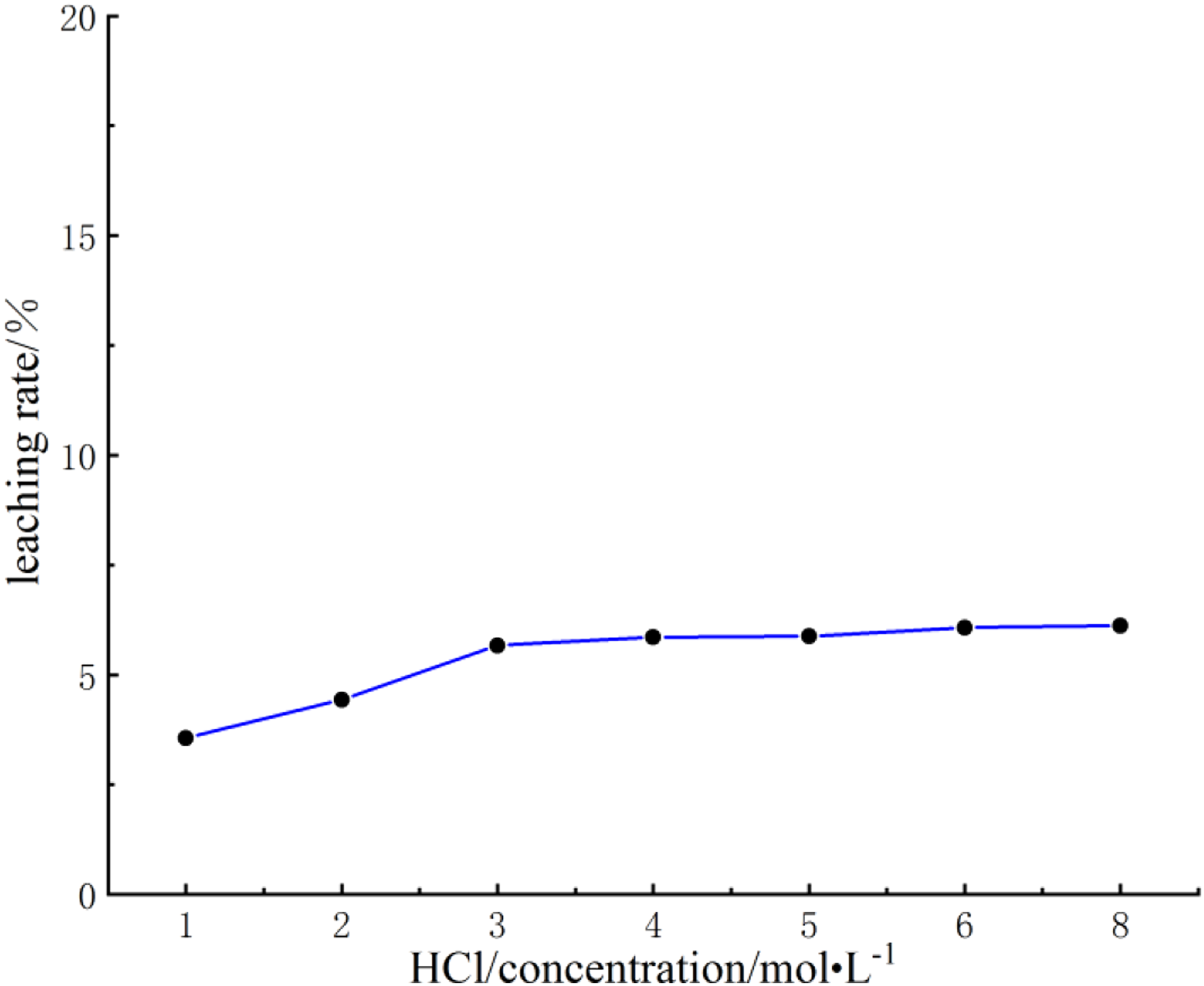
The leaching rate of high aluminum fly ash (HCFA) via direct acid leaching.
Calcination activation test
Single roasting agent calcination activation
Na2CO3 and K2CO3 were used as roasting agents to activate HCFA in a 1:2 ratio at different temperatures (650 °C, 750 °C, 850 °C, and 950 °C), respectively. The purpose of the experiment was to study the effect of the single roasting agent on the lithium leaching rate.
As shown in Figure 3, after calcination, the leaching rate of lithium in HCFA increases significantly (Figure 2). It is evident that heating the solution promotes lithium leaching. Lithium leaching rate increases by about 33% when HCFA is calcined at 950 °C with Na2CO3. This result shows that the lithium-rich glass phase in HCFA is destroyed to some extent and mineral transformation occurs. Na2CO3 is better than K2CO3 for fly ash activation. The lithium leaching rate was 42.01% after calcination at 950 °C for 2 h using Na2CO3 as a roasting agent.
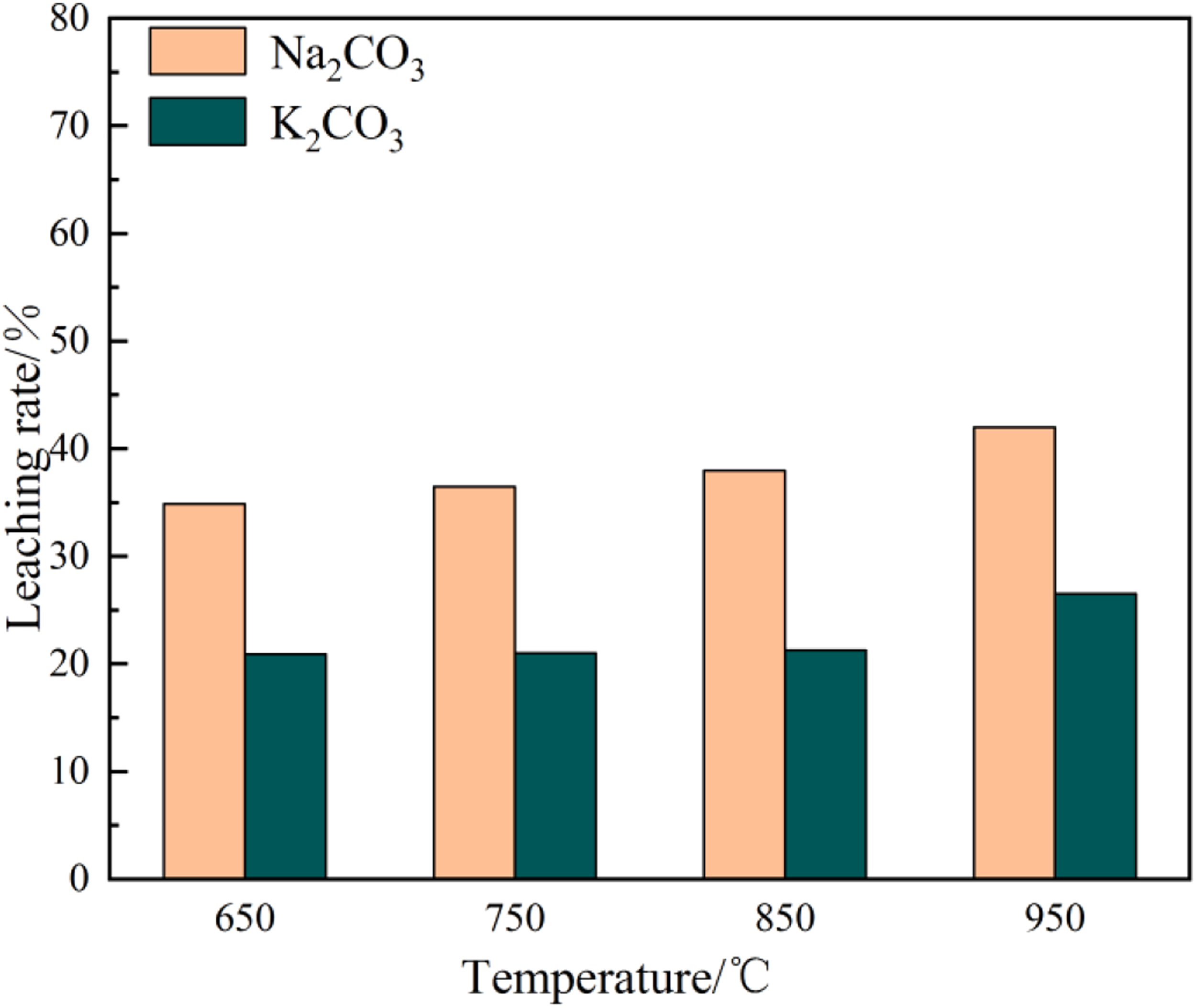
Effect of single roasting agent on the leaching rate of lithium.
Mixed roasting agent calcination activation
Acid leaching experiments were carried out under the same acid leaching conditions using HCFA after roasting with mixed roasting agents. The purpose of the experiment was to study the effect of the mixed roasting agent on the lithium leaching rate.
As shown in Figure 4, the leaching rate of lithium can be improved by changing the roasting temperature and the mass ratio of Na2CO3 to K2CO3. The leaching rate of lithium increases with the increase in roasting temperature. Lithium leaching is greatly improved when the calcination temperature exceeds 750 °C. The results indicate that aluminosilicate minerals in fly ash are activated greatly, thus improving the solid-phase reaction between the aluminosilicate minerals and the roasting agent. Increasing the Na2CO3 to K2CO3 mass ratio can also increase lithium leaching. In this series of tests, the mixed roasting agent with Na2CO3 and K2CO3 mass ratio of 3:1 shows better performance. It is shown that the mixed roasting agent of Na2CO3 and K2CO3 with a mass ratio of 3:1 provides a suitable ratio of sodium and potassium sources for the transformation of aluminosilicate minerals in HCFA. When the mixed roasting agent with Na2CO3 and K2CO3 mass ratio of 3:1 and fly ash were calcined at 950 °C for 2 h, the lithium leaching rate of the calcined product reached 83.96% after acid leaching.
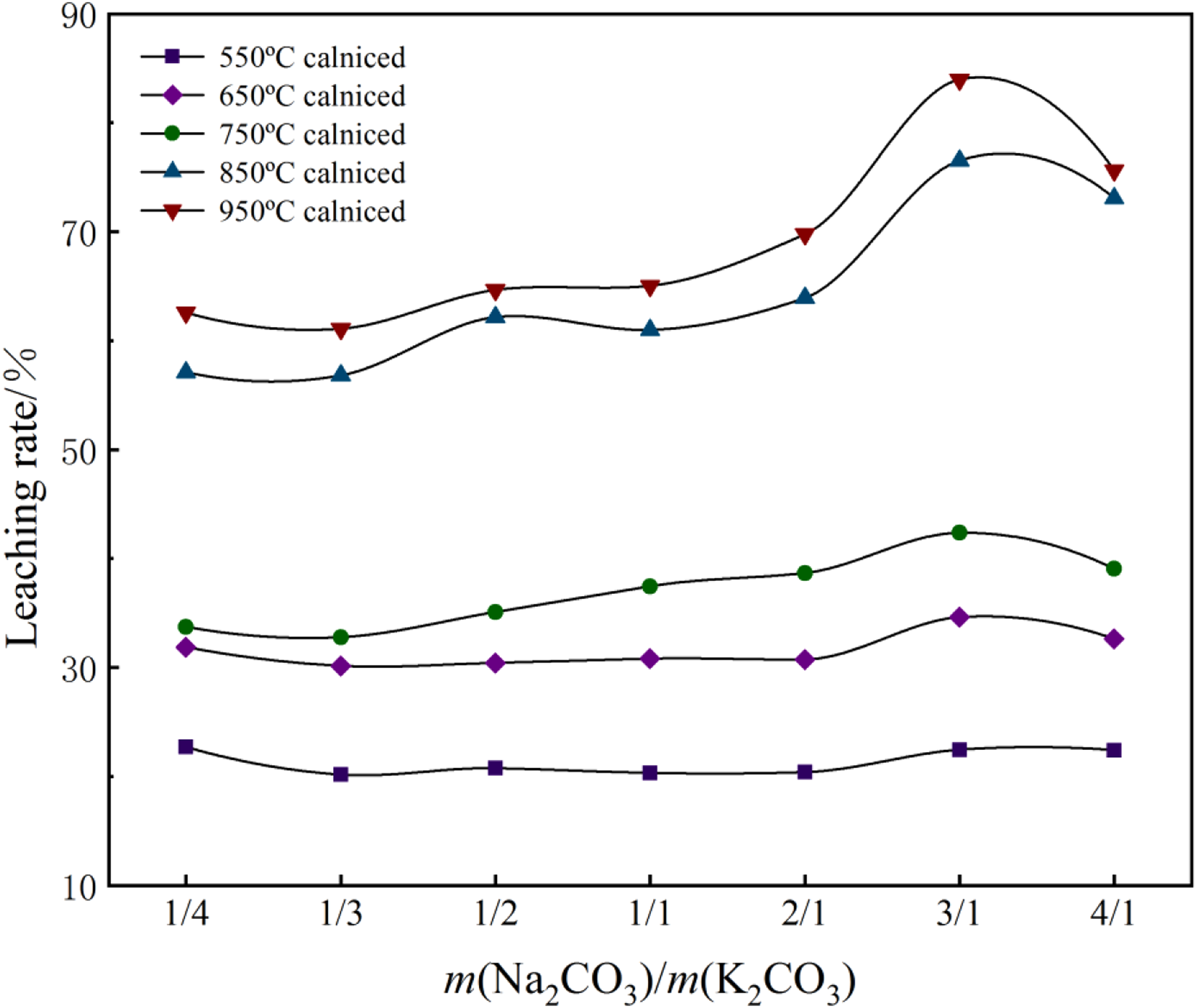
Effect of mixed sintering agent on the leaching rate of lithium.
Phase transformation characterization
Figure 5 shows the XRD patterns of calcined products that were obtained via the roasting HFCA with a roasting agent (Na2CO3 and K2CO3 mass ratio of 3:1) at a mass ratio of 2:1 for 2 h at different temperatures. Low-temperature calcination (550 °C and 650 °C) provides insufficient activation energy for the reaction, and the roasting agent and HCFA are not effectively reacted. Therefore, the crystalline minerals in the calcined products are still dominated by mullite, quartz, and carbonate. When the calcination temperature is 750 °C and 850 °C, the roasting agent begins to react with some minerals in the HCFA, and the nepheline phase that the beneficial to lithium leaching is appearing. When the calcination temperature reaches 950 °C, the mullite and quartz phase minerals in the calcined product disappeared, and the crystalline phase mineral is dominated by nepheline. The experimental results show that when the roasting temperature is 950 °C, HCFA has sufficient reaction with the roasting agent, and the stable aluminosilicate minerals in HCFA are completely transformed into nepheline, which is conducive to the leaching of lithium. The main chemical reaction equations in this process are:
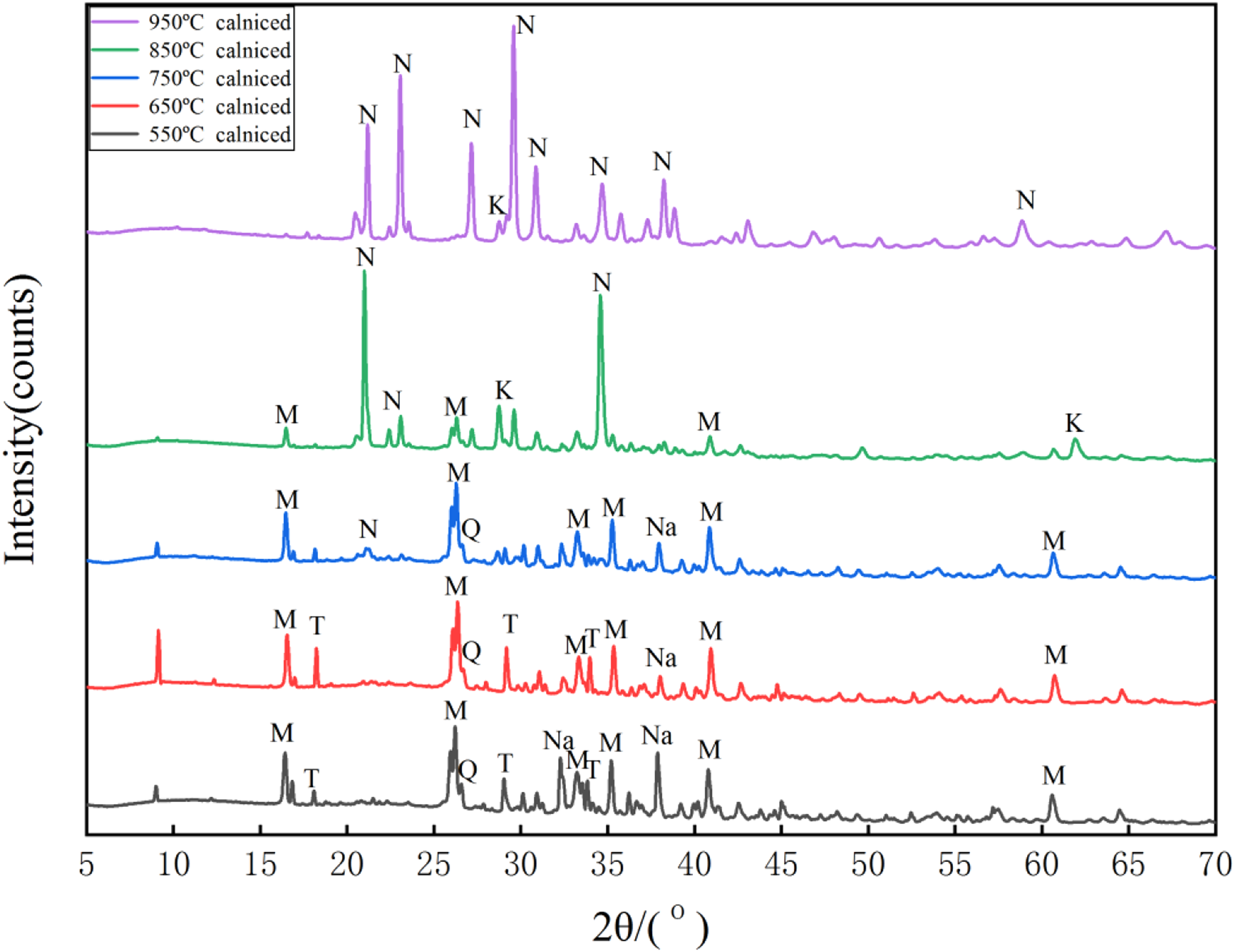
XRD spectra of HFCA roasted with the addition of m(Na2CO3)/m(K2CO3)3/1. M-3Al2O3·2SiO2 (mullite); Q-SiO2 (quartz); Na-Na2CO3 (natrite); N-KNa3(AlSiO4)4 (nepheline); K-KAlSiO4 (kaliophilite); and T-Na3H(CO3)2(H2O)2 (trona).
Figure 6 shows the XRD patterns of roasted products that are obtained via roasting HFCA with a mixed roasting agent (Na2CO3 and K2CO3 mass ratio of 1:4–4:1) at a mass ratio of 2:1 for 2 h at 950 °C. When the mass ratio of Na2CO3 to K2CO3 is 1:4, the main crystalline minerals in the calcined products are mullite, kaliophilite, and nepheline. As the proportion of Na2CO3 in the roasting agent increases, the diffraction peaks of the potassium phase of chalcocite in the roasting product gradually decrease, while the diffraction peaks of the potassium phase of chalcocite gradually increase. When the mass ratio of Na2CO3 to K2CO3 is 4:1, kaliophilite disappears, and the crystalline minerals are mullite and nepheline. Mullite diffraction peaks appeared in all roasting products except for the roasting product with a 3:1 mass ratio of Na2CO3 and K2CO3. This result suggests that part of the lithium in the mullite lattice is not activated, except for the roasted product with a 3:1 mass ratio of Na2CO3 and K2CO3, which can explain the difference in the lithium leaching rate in different roasted products.
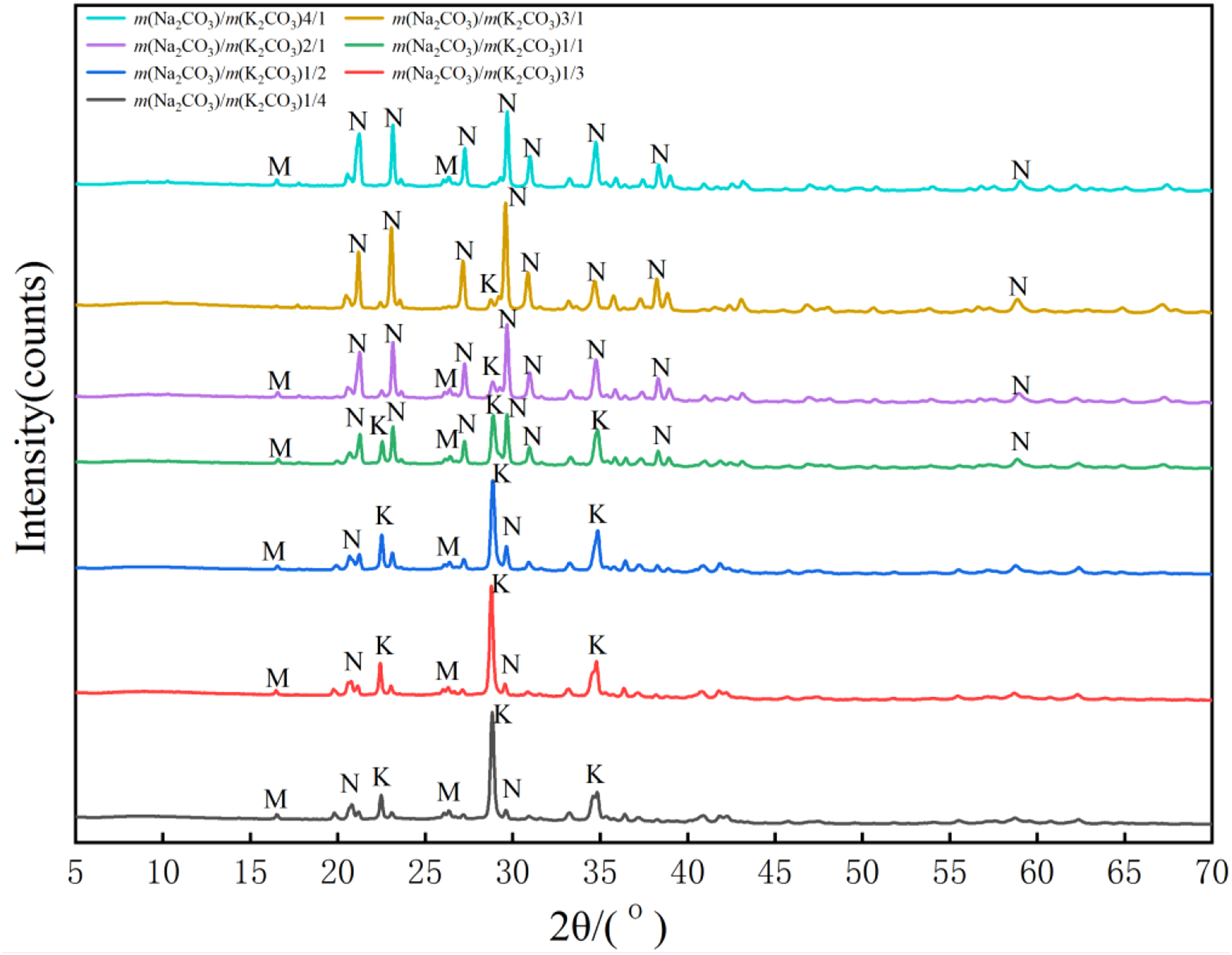
XRD spectra of HFCA roasted with the addition of different proportions. M-3Al2O3·2SiO2 (mullite); Q-SiO2 (quartz); N-KNa3(AlSiO4)4 (nepheline); and K-KAlSiO4 (kaliophilite).
To further determine the effect of the percentage content of minerals in calcined products on the lithium leaching rate, we use Siroquant 4.0 to study the XRD spectra of the roasted products. Figure 7(a) shows the trend in the mineral percentage content of calcined products obtained by calcining HFCA and roasting agent (the mass ratio of Na2CO3 to K2CO3 is 3:1) at different temperatures for 2 h with a mass ratio of 2:1. Calcined products at 550 °C consist mostly of mullite, quartz, and carbonate, with percentages of 53.3%, 1.2%, and 25.6%, respectively, and 19.7% of amorphous minerals. Nepheline begins to appear in the product calcined at 750 °C, but the percentage is only 3%. The percentage of mullite is 48%, and the percentage of glass phase is 9.6%. In the 850 °C of calcined product, amorphous mineral glass disappears, and the percentage of nepheline increases to 43.8%, the percentage of mullite diminished even more to 23.6%, and the percentage of kaliophilite increases to 32.6%. Mullite and amorphous glass phase disappeared in the calcined product at 950 °C. Nepheline and potassium nepheline are the main minerals in the calcined product. The percentage of nepheline is 92.2%, and the percentage of potassium nepheline is 2.7%. The results show that the percentages of mullite and amorphous glass phase in the calcined products decrease with the increase of calcination temperature. Calcinated products do not have an amorphous glass phase when calcined at 850 °C, the amorphous glass phase in the calcined product disappears. When the calcination temperature is 950 °C, the mullite in the calcined product disappears and the inactive lithium in the fly ash is completely activated.
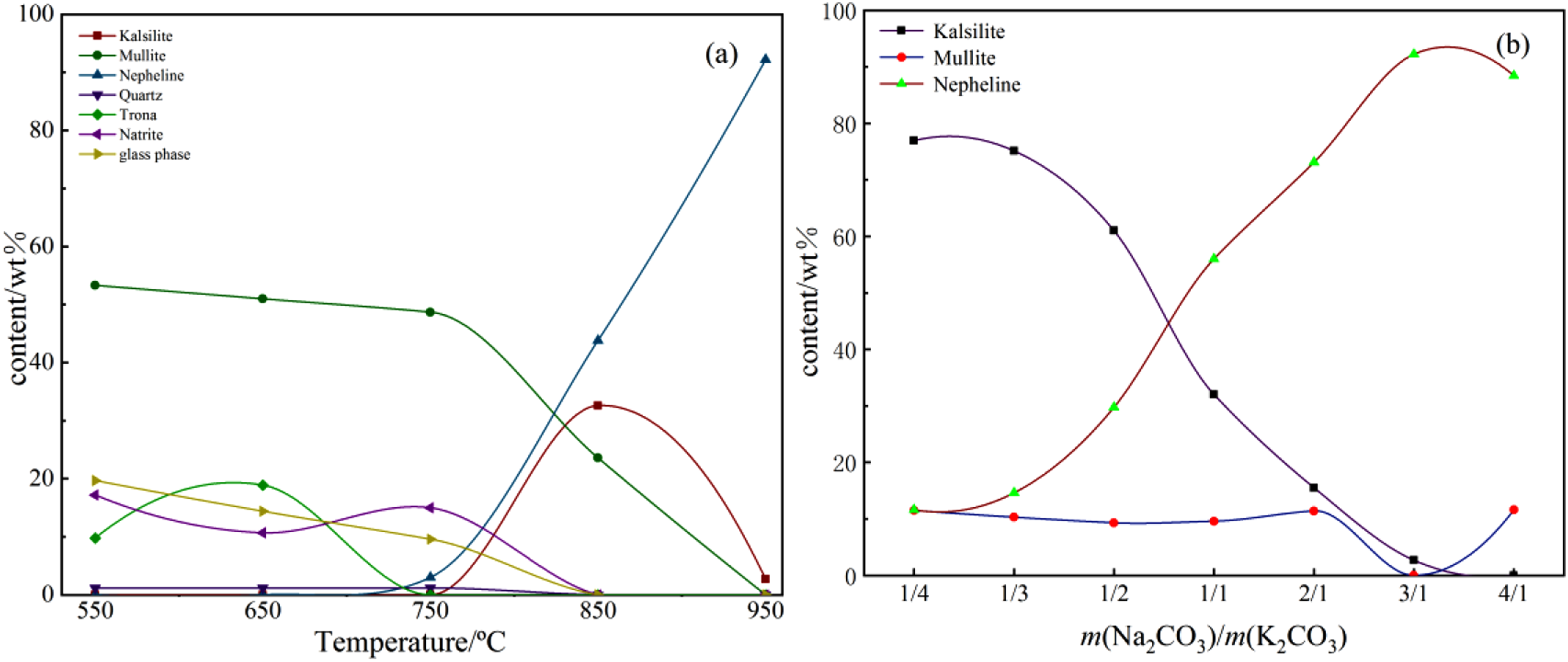
Mineral content in products under different roasting conditions: (a) m(Na2CO3): m(K2CO3) 3:1, 650 °C–950 °C; and (b) 950 °C, m(Na2CO3):m(K2CO3) 1:4–m(Na2CO3):m(K2CO3) 4:1.
Figure 7(b) shows the changing trend of the mineral content of the roasted product obtained by roasting HFCA with different roasting agents (Na2CO3 to K2CO3 mass ratio 1:4–4:1) at 950 °C for 2 h with a mass ratio of 2:1. As the proportion of Na2CO3 increases, kaliophilite and mullite percentages decrease in the calcined product, while nepheline c percentages increases. When the mass ratio of Na2CO3 to K2CO3 is 3:1, mullite disappears in the calcined product. When the mass ratio of Na2CO3 to K2CO3 is 4:1, the potassium nepheline in the calcined product disappears, but mullite still exists. The experimental results show that too large or too small a mass ratio of Na2CO3 to K2CO3 in the roasting agent will lead to the presence of inactivated mullite in the calcined product. Combining the trend of the lithium leaching rate (Figure 4), it can be concluded that the percentage of nepheline in the calcined product is the main factor that promotes lithium leaching.
Acid leaching test of calcined product
The effect of the acid leaching process on the lithium leaching rate is investigated by using a calcined product with a mass ratio of 3:1 of Na2CO3 and K2CO3. The effects of acid leaching temperature, acid leaching time, hydrochloric acid concentration, and solid–liquid mass volume ratio on lithium leaching rate are investigated.
Effect of acid leaching temperature
The effect of hydrochloric acid concentration 3 mol/L, solid–liquid ratio 1/10, and acid leaching temperature on lithium leaching rate is shown in Figure 8. When the acid leaching temperature is 60 °C, the lithium leaching rate is the highest. When the acid leaching temperature exceeds 60 °C, the lithium leaching rate begins to decrease. Since the metathetical reaction begins between hydrochloric acid and nepheline in the roasted product, the reaction system produces silicic acid during the acid leaching process. Increasing acid leaching temperature intensifies the Brownian motion of sol particles, which increases collision probability and coagulation rate in the acid leaching system. In this process, Li+ is encapsulated in the sol grid, resulting in a decrease in the lithium leaching rate.
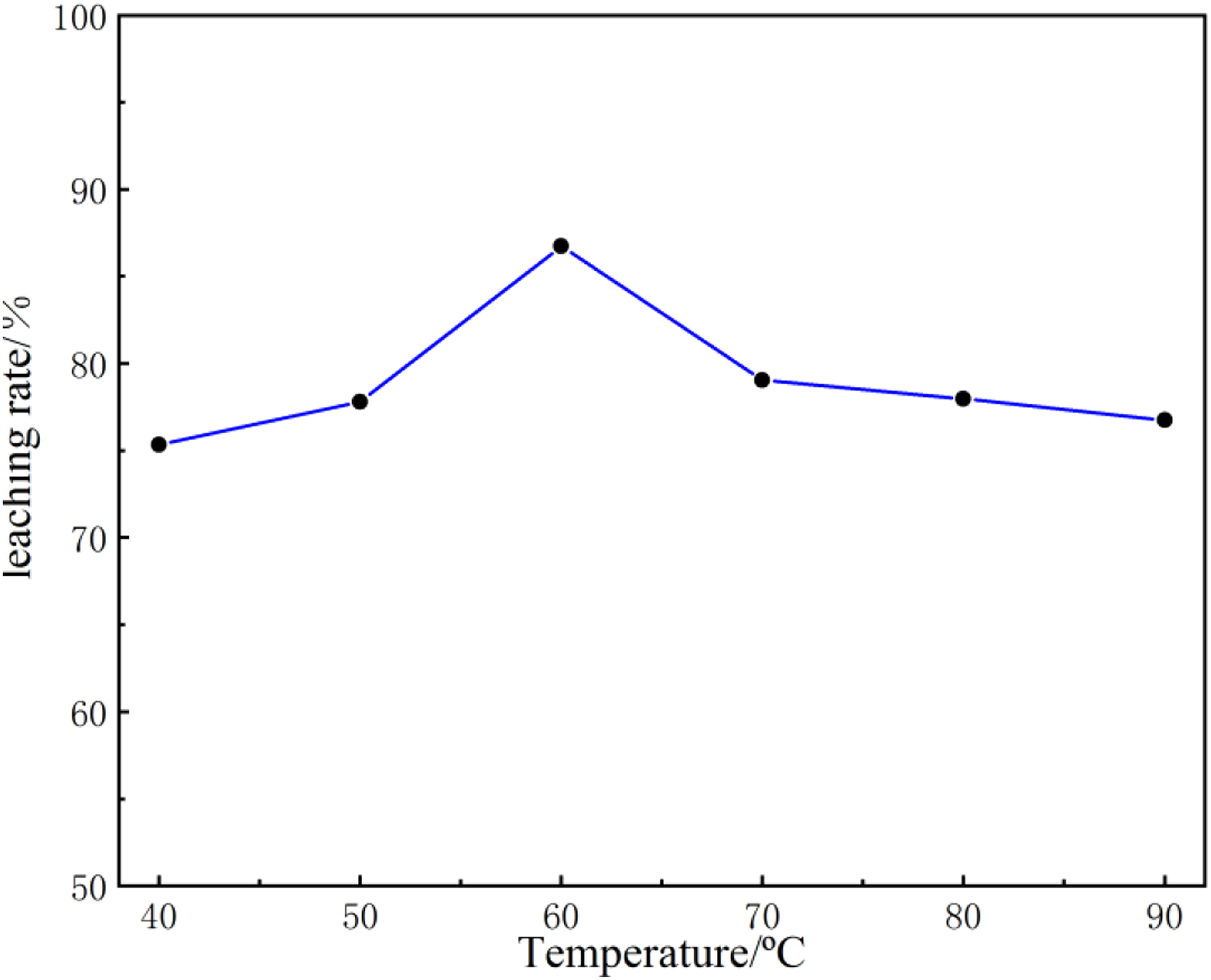
Effect of acid leaching temperature on leaching rate.
Effect of hydrochloric acid concentration
The effect of acid leaching temperature of 60 °C, solid–liquid ratio 1/10, and hydrochloric acid concentration on lithium leaching rate is shown in Figure 9. Low lithium leaching rate in the case of water leaching. The main reason is that most of the lithium is encapsulated in nepheline during the roasting activation process, and since nepheline is insoluble in water, lithium in nepheline cannot enter the water leaching system. When hydrochloric acid concentration is 3 mol/L in an acid leaching system, the lithium leaching rate is highest. In addition to corroding equipment and increasing energy consumption, high concentrations of hydrochloric acid dissolve more other metal ions into the leaching solution, which increases the difficulty of purification. Therefore, a hydrochloric acid concentration of 3 mol/L is more appropriate.
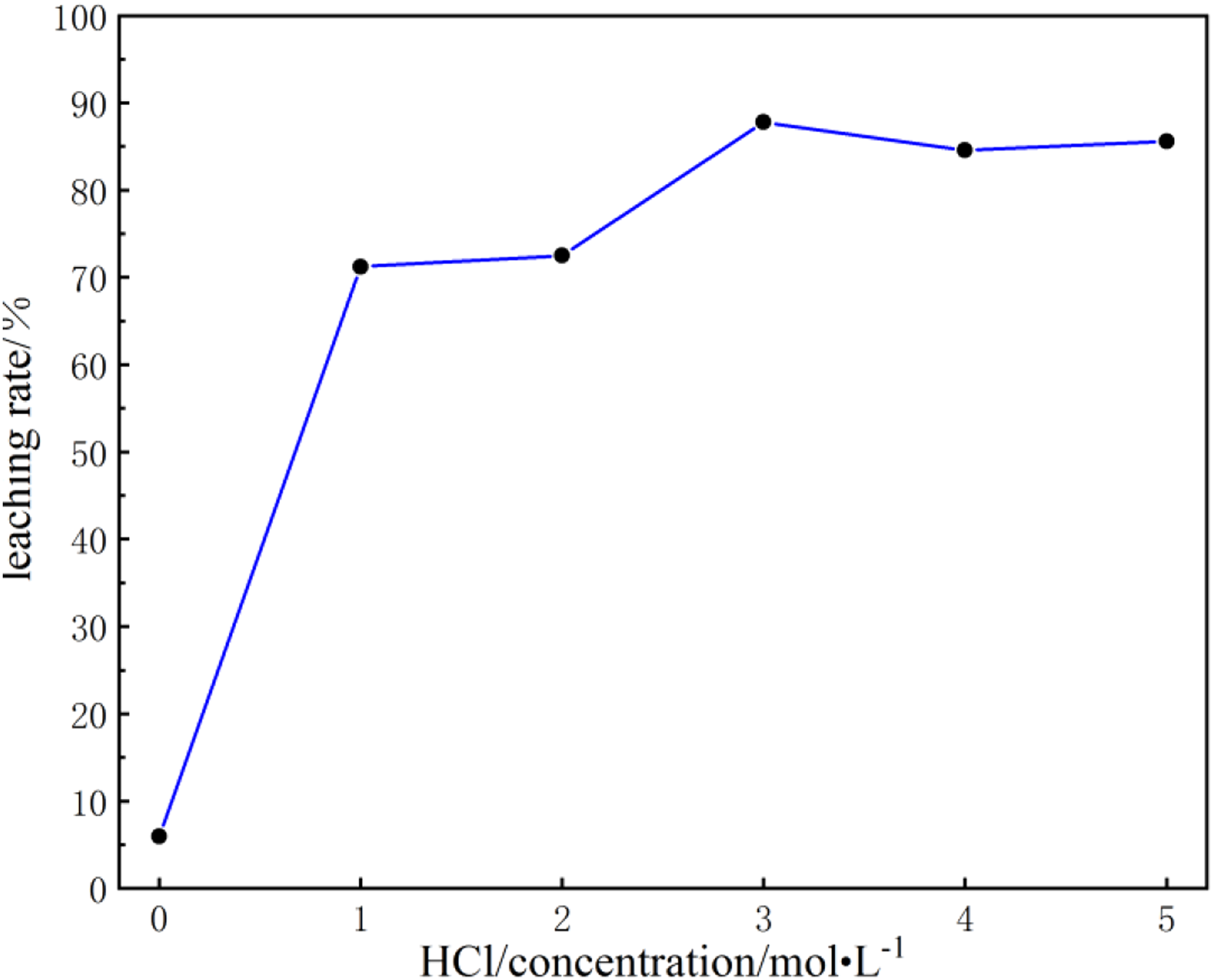
Effect of hydrochloric acid (HCl) concentration on leaching rate.
Effect of solid–liquid ratio
The effect of acid leaching temperature of 60 °C, hydrochloric acid concentration of 3 mol/L, and solid–liquid ratio on lithium leaching rate is shown in Figure 10. The solid–liquid ratio has a great influence on the lithium leaching rate. Increasing the solid–liquid ratio can improve the leaching rate of lithium significantly. When the solid–liquid ratio is small (1:5), the roasting product fails to come into full contact with the acid leach solution, and this was demonstrated during the experiments, where the leaching system appeared to be difficult to stir under this solid–liquid ratio condition Increasing the solid–liquid ratio can increase the contact area between the roasting product and the acid leaching solution. In general, the larger the volume of the leaching agent, the more favorable for the leaching. When the solid–liquid ratio exceeds 1:10, the amount of H+ in the leaching system increases. Under the same stirring conditions, the nepheline on the surface of the calcined product preferentially reacts with hydrochloric acid to form silicic acid, giving rise to an inconsistent acid concentration between the surface of the calcined product and the acid leaching system, leading to concentration difference. Despite a fixed amount of roasting product, the amount of hydrochloric acid increases, and the local concentration difference is larger, resulting in greater Fick's diffusion, producing more silicic acid and encapsulating more Li+, resulting in a decrease in Li+ concentration in the acid leaching solution.
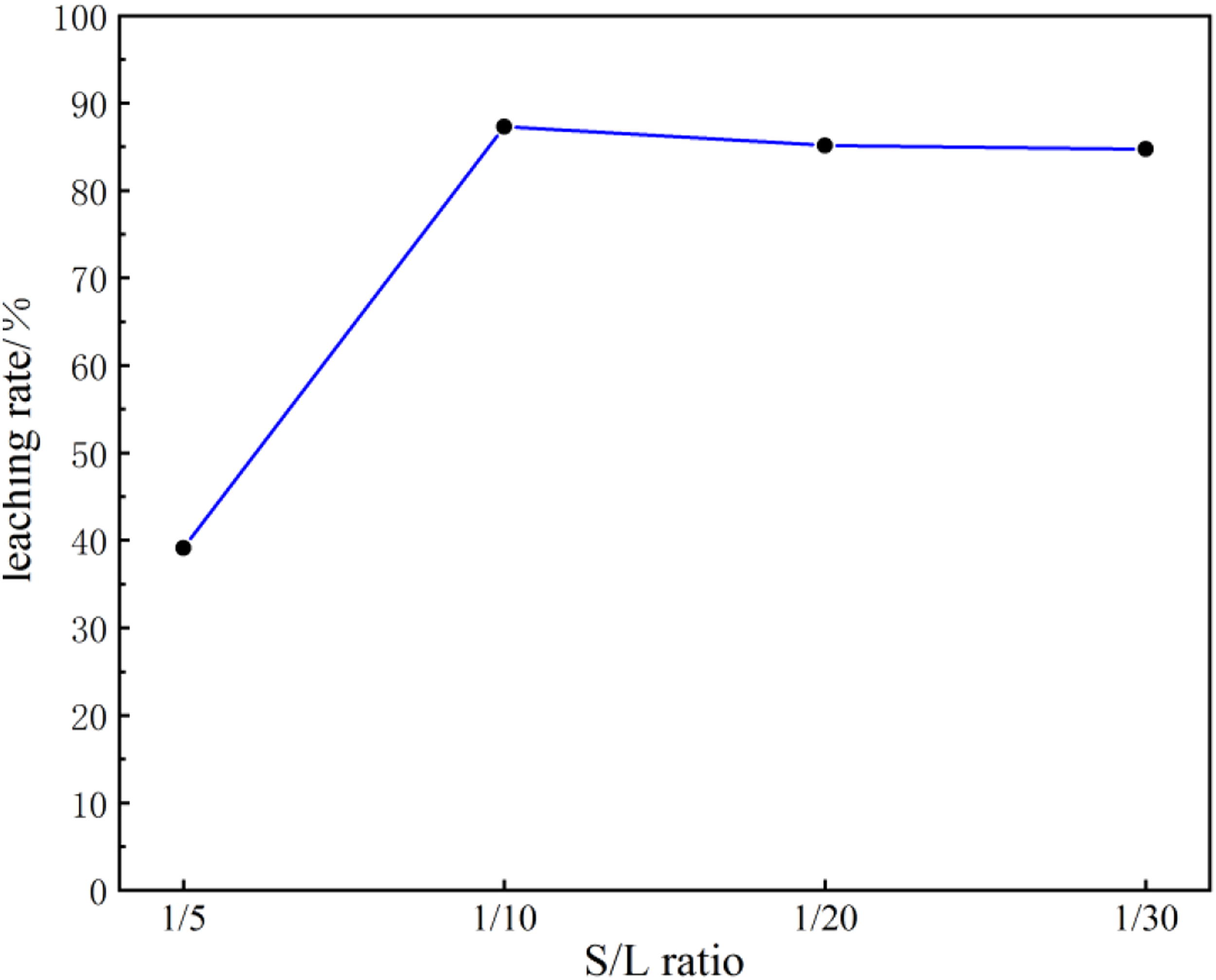
Effect of solid to liquid ratio on leaching rate.
Effect of acid leaching time
The effect of acid leaching temperature of 60 °C, hydrochloric acid concentration 3 mol/L, solid–liquid ratio 1/10, and acid leaching time on lithium leaching rate is shown in Figure 11. The lithium leaching rate increased rapidly from 0 to 30 min. When the reaction time exceeds 30 min, the lithium leaching rate tends to stabilize. This phenomenon indicates that the chemical reaction is close to equilibrium at this time. The lithium leaching rate was 87.41% with this acid leaching condition.
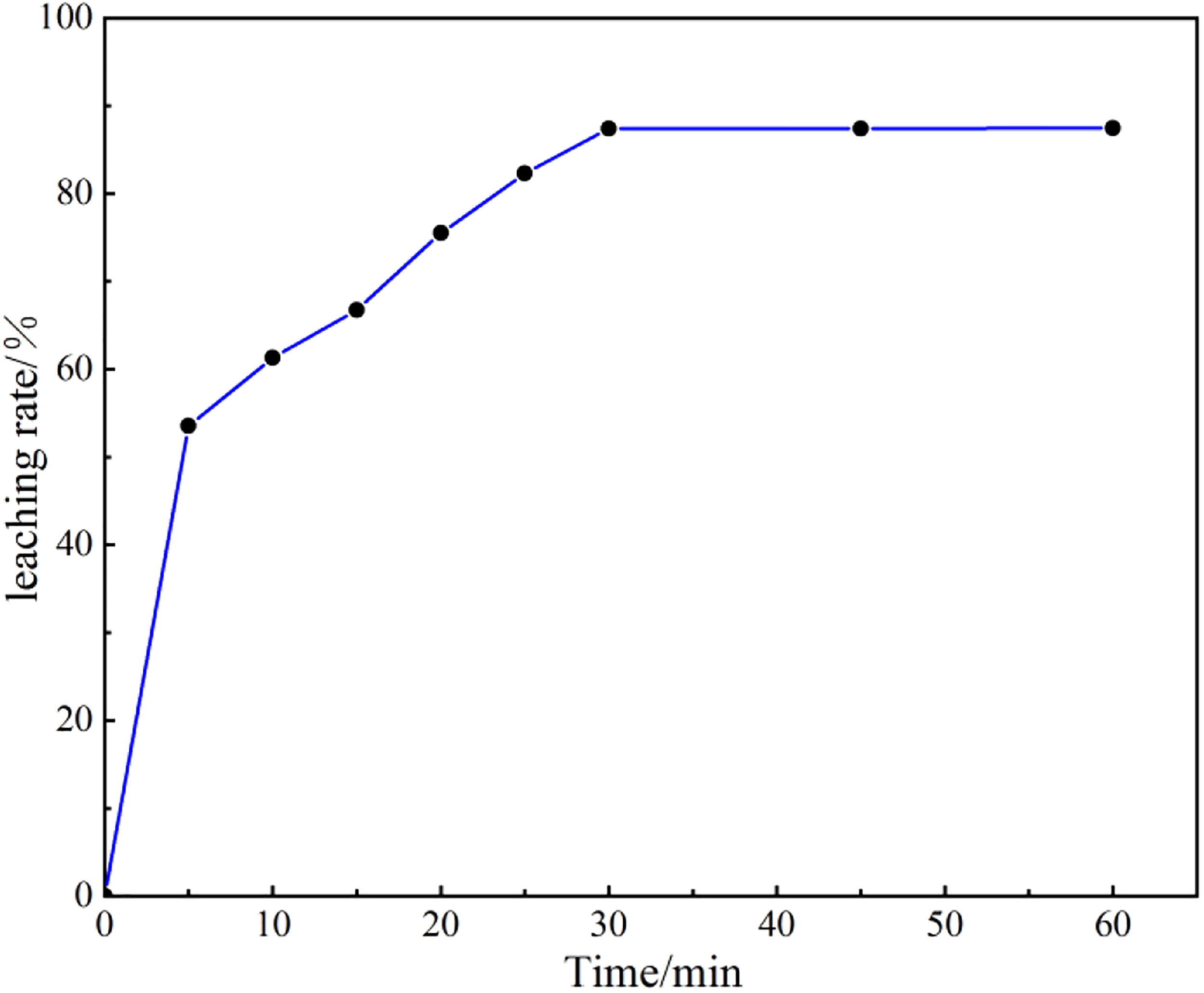
Effect of time on leaching rate.
Leaching kinetic analysis
To better understand the reaction rates and leaching mechanisms, the above data were analyzed by fitting the data to standard kinetic models. Since the recovery of lithium from the raw materials was negligible, the kinetic analyses were only performed on the calcined materials. Initially, the shrinking core model, a common equation used to describe multiphase solid–liquid processes, was used to fit the data. According to the model, if the reaction rate is controlled by surface chemical reaction, the integral rate expression is as follows:

It can be seen from the acid leaching experiment that the chemical reaction is close to equilibrium when the reaction time is 30 min. Therefore, a 0–30 min lithium leaching rate is selected for kinetic model fitting. Figure 12 illustrates the same. The surface chemical reaction control equations fit the experimental data well with high correlation coefficients. According to fitting results, lithium leaching in roasted products is controlled primarily by chemical reactions.
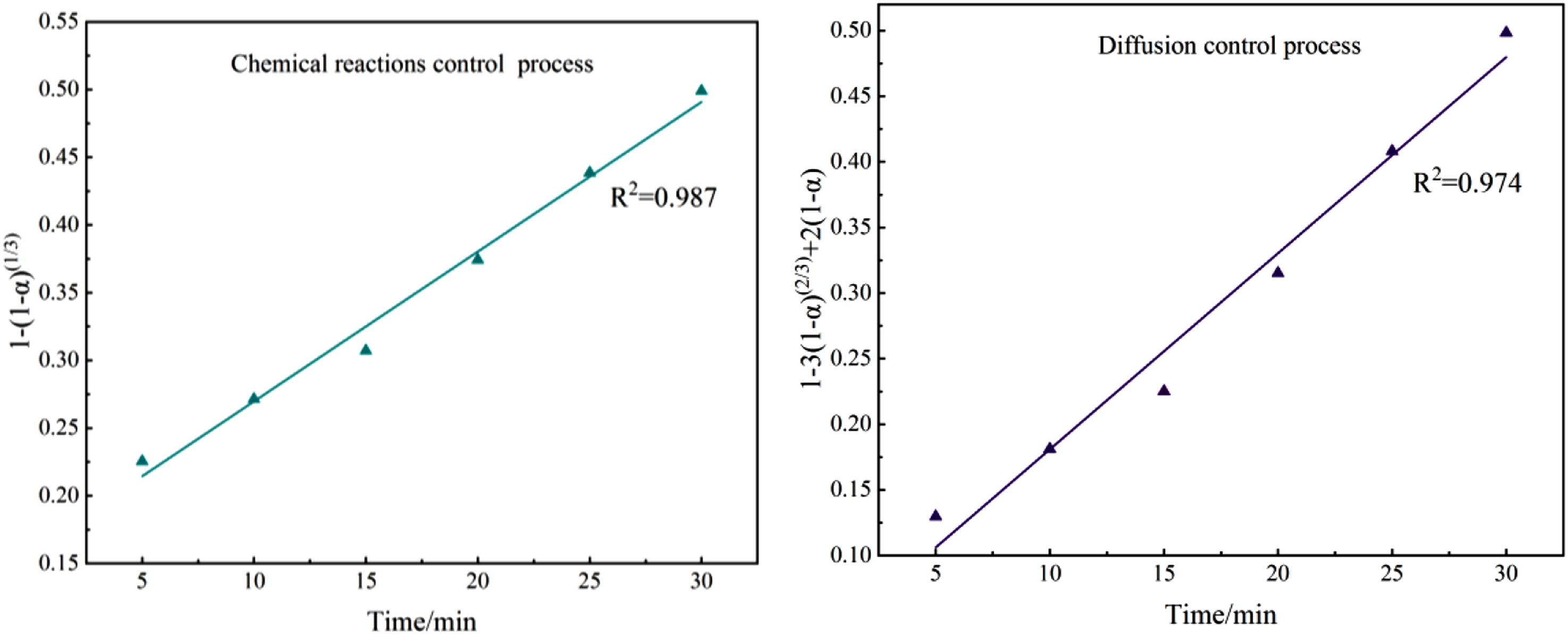
Plots of chemical reaction and diffusion-controlled kinetic models.
Surface morphology change
In order to describe the effects of the roasting and leaching processes more visually, HCFA, roasted samples of HCFA with a roasting agent (Na2CO3 and K2CO3 mass ratio of 3:1) in ratios of 2:1 at 950 °C, and the leached residue were observed using SEM. The results are shown in Figure 13. A typical characteristic of pulverized coal fly ash is a relatively smooth and dense solid sphere with granular materials attached to the surface (Figure 13(a)). During calcination (Figure 13(b) and (c)), dense spheres and granular material disappear, agglomeration phenomena appear, and bulkiness increases. In the case of acid leaching of the roasted product (Figure 13(d)), clusters disappear and the acid leaching residue has an irregular shape. This suggests that sodium roasting can be used to activate HFCA, but excessive sodium chloride may cause caking problems. Therefore, it can be concluded that the mixed roasting of Na2CO3 and K2CO3 is feasible to activate HCFA.
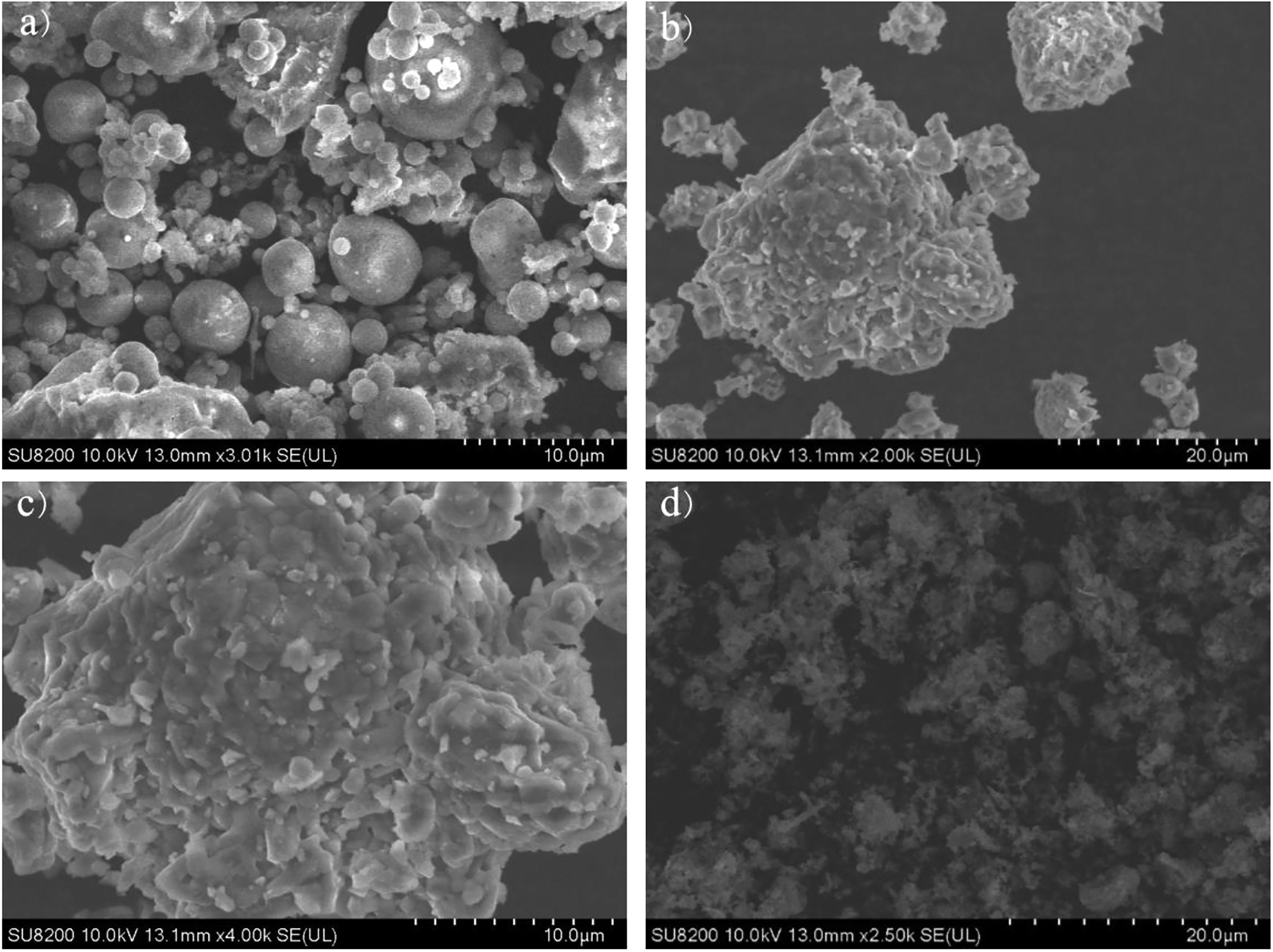
SEM images of samples obtained from roasted and leaching steps: (a) HCFA; (b) and (c) calcined product with HCFA to roasting agent (Na2CO3 and K2CO3 mass ratio of 3:1) mass ratio of 2:1; and (d) leached residue).
Conclusions
The leaching recovery of lithium from Shanxi Pingshuo mining fly ash is investigated in this study. The main crystalline phase minerals in HCFA are mullite and quartz, and the amorphous phase minerals are the aluminosilicate glass phases. Fly ash is activated by single agent treatment with Na2CO3, K2CO3, and with the mixed roasting agent, respectively. The obtained result has shown that the best activation effect occurred at 950 oC with a 3:1 mixture of Na2CO3 and K2CO3. By analyzing the mineral species and percentage content of roasted products under different roasting conditions, nepheline (KNa3(AlSiO4)4) is found to be the main controlling factor for lithium leaching. A significant influence on the percentage of nepheline in the calcined product is the calcination temperature and the ratio of Na2CO3 and K2CO3 in the roasting agent. In an acid leaching experiment under optimal calcination conditions, the lithium leaching rate of the calcined products is 87.41% when the leaching temperature is 60 oC, the hydrochloric acid concentration is 3 mol/L, the solid–liquid mass ratio is 1/10, and the acid leaching time is 30 min. The kinetic model fitting of the acid leaching process shows that chemical reactions dominate the lithium leaching process. A mixed roasting agent with a mass ratio of 3:1 of Na2CO3 and K2CO3 successfully changes the original structure of fly ash and promotes the conversion of non-active lithium.
Footnotes
Acknowledgements
Special thanks are given to the editor and reviewers for their careful reviews. The authors gratefully acknowledge financial support from the Science Foundation of Hebei (No. 18393810D).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Science Foundation of Hebei (grant number 18393810D).