
Abstract
As a new collaborative mining technology, the integration of mining-separating-backfilling (IMSB) enables the coal industry to realize safe, efficient, and green mining of coal resources at the expense of making the underground coal mine production more complex. In coal mining, the primary problem is to eliminate the production logistics system bottleneck to increase coal output. The key to synergetic mining is to realize that the mining capacity of the fully mechanized face should match the underground raw coal separating and gangue backfilling capacities. Considering a coal mine with IMSB in Henan Province, AnyLogic simulation software was used to simulate and optimize the production logistics system based on a generalized stochastic Petri net (GSPN). The main simulation results show that: (1) the raw coal separating capacity of this deep mine matches its mining capacity, and the gangue backfilling capacity can almost meet the demand for backfilling after raw coal mining; (2) belt conveyors 1 and 6 are the transportation bottlenecks of increasing production in the mine, and the lifting capacity of the main shaft is insufficient; (3) after optimization, the clean coal output of this coal mine increased by 3087 t monthly. This research promotes synergetic mining in the coal industry and can serve as a reference for the optimization of similar coal mine production logistics systems.
Keywords
Introduction
In 2020, China's total energy consumption was 4.98 billion tons of standard coal, of which coal accounts for 56.8% of the total energy consumption. As the cornerstone of China's energy security, coal is expected to be the main energy source in China for a long time. Under the influence of the “double carbon” goal, the focus of the experts has been the realization of green mining in the coal industry (Chen et al., 2021; Xie et al., 2021). The emergence of integration of mining-separating-backfilling (IMSB) not only solves the environmental pollution caused by direct discharge of mine gangue to the ground, but also reduces the energy consumption and improves the efficiency of the coal mine production logistics system by avoiding the lifting of useless gangue. Furthermore, the direct backfilling of underground gangue solves the problem of coal under buildings, railways, and water, and improves the exploitability of coal resources. IMSB is a new collaborative mining technology that integrates raw coal mining, coal gangue separating, and gangue backfilling underground. The main difference between this new technology and the traditional mining technology is that the raw coal separating equipment is moved from the ground to underground to realize the near-zero emission of gangue.
China's coal mining technology has experienced a range, from cave mining to underground mining and ground coal dressing (Xia and Wang, 2020); from throwing-gangue filling and mining to fully mechanized mining with solid backfilling to realize the direct filling of underground gangue (Miao et al., 2015; Miao and Zhang, 2014); and from extending the basic principles of underground coal-gangue separating and fully mechanized mining with a solid backfilling system to the construction of an integrated system of mining-separating-backfilling (Tu et al., 2021; Zhang et al., 2016, 2021). Finally, in relation to the green mining theory, the technique of “mining-separating-backfilling + X” in coal mines has been established (Tu et al., 2020; Zhang et al., 2019). Recently, some scholars have studied this technique in the engineering practice of mining-separating-backfilling integrated coal mines and achieved significant results. And for the research of mining-separating-backfilling integrated coal mine production logistics system, Xia and Wang (2020) used system dynamics method to study the key factors affecting the efficiency of mining-separating-backfilling integrated coal mine production logistics system; Wang et al. (2020) built a “trinity” intelligent transportation management and control system of transportation equipment to meet the requirements of mining-separating-backfilling integrated coal mine; Yang et al. (2020) used the particle swarm optimization algorithm to study the spatial layout of underground mining-separating-backfilling integrated logistics transportation system, which provides a reference for the location of logistics system nodes. While few scholars have focused on the optimization of the underground production logistics system and the coordination of coal mining, separating, and gangue backfilling capacity in mining-separating-backfilling integrated coal mines. Optimizing the coal mine production logistics system can not only improve the coordination of coal production, but also effectively reduce logistics accidents in the production process. Therefore, using a simulation method to optimize the underground production logistics system of such coal mines has certain innovative value and practical significance.
Petri nets combine mathematical theory with graphical representation to model dynamic system behavior, and can thus model and analyze discrete event dynamics system (DEDS) (Sheeba and Jayaparvathy, 2018). Petri nets have become a powerful modeling tool in many disciplines, such as computer science and system engineering (Casas et al., 2020; Mujica et al., 2010; Ozdemir and Kumral, 2018; Wang and Da, 2007; Xie et al., 2016). However, Petri net calculations are inherently complex, and Petri nets lack the software capability to demonstrate the potential of DEDS. Hence, some scholars combine the Petri net with other simulation software, such as Witness (Simon et al., 2018), Flexsim (Wang and Chen, 2016), to simulate DEDS to obtain more flexible and effective solutions. AnyLogic simulation software was developed by XJ Technologies with the Java platform. The simulation software incorporates the UML language as well as powerful and flexible functions, which can be applied to discrete event modeling (Ruškić and Mirović, 2021; Svistunova, 2021; Xi and Son, 2011; Yang et al., 2016), system dynamics modeling (Zhang et al., 2012), agent-based modeling (Kim et al., 2018), hybrid system modeling (Borshchev et al., 2002), and simulations. Compared with other simulation software, AnyLogic simulation software not only has a more flexible user interface, but also is the only tool that supports the combination of discrete events, system dynamics and multi-agent simulation in one model. The mining-separating-backfilling integrated coal mine production logistics system is a complex DEDS and mainly consists of three subsystems: the system of fully mechanized coal mining with solid backfilling, a material transportation system, and an underground coal-gangue separating system. Therefore, this study realizes the simulation and optimization of this system with the help of Petri net and AnyLogic simulation software. The overall process of the system is depicted in Figure 1.
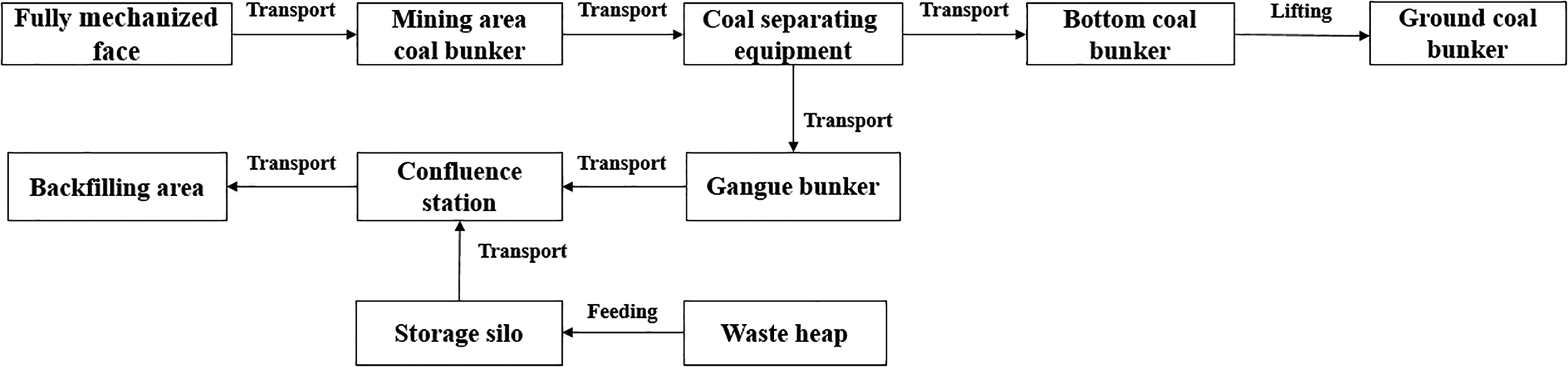
Process of mining-separating-backfilling integrated coal mine production logistics system.
A typical coal mine with IMSB in Henan Province was selected as the object of the empirical study to determine the bottleneck of the coal mine production logistics system and explore whether the raw coal separating capacity and gangue backfilling capacity of coal mines match the mining capacity of the fully mechanized face. First, the generalized stochastic Petri net (GSPN) was used to analyze the underground production logistics system, and the operational efficiency of the system was obtained by solving the Markov chain isomorphic with GSPN. Second, the simulation model of the system was established by mapping the processes of the GSPN to the AnyLogic simulation software module. The model was optimized to eliminate the system production bottleneck and increase the coal output. In addition, the maximum production of this coal mine under optimized conditions was tested. The optimized system resulted in smoother logistics transportation, thus improving the security of the system while promoting the harmonic exploitation of coal resources. The method of this paper can be applied to similar mining-separating-backfilling integrated coal mines, to provide support for the optimization of underground production logistics system, the improvement of coal production and the analysis of system coordination.
Modeling with GSPN
As a result of the complexity of the coal mine production logistics system, the basic Petri net can neither reflect the time change of the system nor alleviate the state space explosion problem, which can be solved by GSPN. GSPN can be isomorphic with Markov chains, and the characteristics of the system can be analyzed based on the stability of Markov chains (Cui and Liu, 2005). Hence, this study selected GSPN to analyze the coal mine production logistics system to map the process reflected by the Petri net to the module of the AnyLogic simulation model.
Introduction of selected coal mine
The selected coal mine is a deep coal mine located in Henan Province with an approved production capacity of 1.3 million t/a. There are three horizontal planes for mining, and the mining of the raw coal in the first and second horizontal planes is basically completed. By the second half of 2015, the remaining coal in the mine was 53.285 million tons, of which the recoverable capacity was 23.849 million tons, and more than half of the coal was under buildings, railways, and water. In the third horizontal plane, there are four coal seams: Ji-14, Ji-15, Ji-16, and Ji-17. The Ji-15 coal seam, located at a depth of more than 1000 m below the ground, is the main mining coal seam with a thickness of 3∼4.3 m, that is, an average thickness of 3.5 m. The total length of the backfilling and caving face of the Ji-15 coal seam is 220 m, including 120 m for the filling section, 100 m for the collapse section, and 6 m for the transition section. The mine has adopted the dense-medium separating system to realize the separation of coal and gangue. The separating capacity of the system is 1.32 million t/a.
GSPN definition
GSPN is defined as five tuples (P,T,F,M0,λ), where P is the set of places; T is the set of transitions; F is the set of directed arcs where F⊆(P × T)∪(T × P); M is the marking of the network, which is the mapping from P to a nonnegative integer; M(P) represents the capacity value of place P under the marking of M; M0 is the initial marking; and λ represents the transition firing rate with timed transitions following a negative exponential distribution.
According to GSPN and the isomorphic Markov chain, the state transition matrix Q of the system can be constructed such that element

where
Then, the steady-state probability of the system can be obtained by solving equation (2).

Petri net framework of coal mine production logistics system
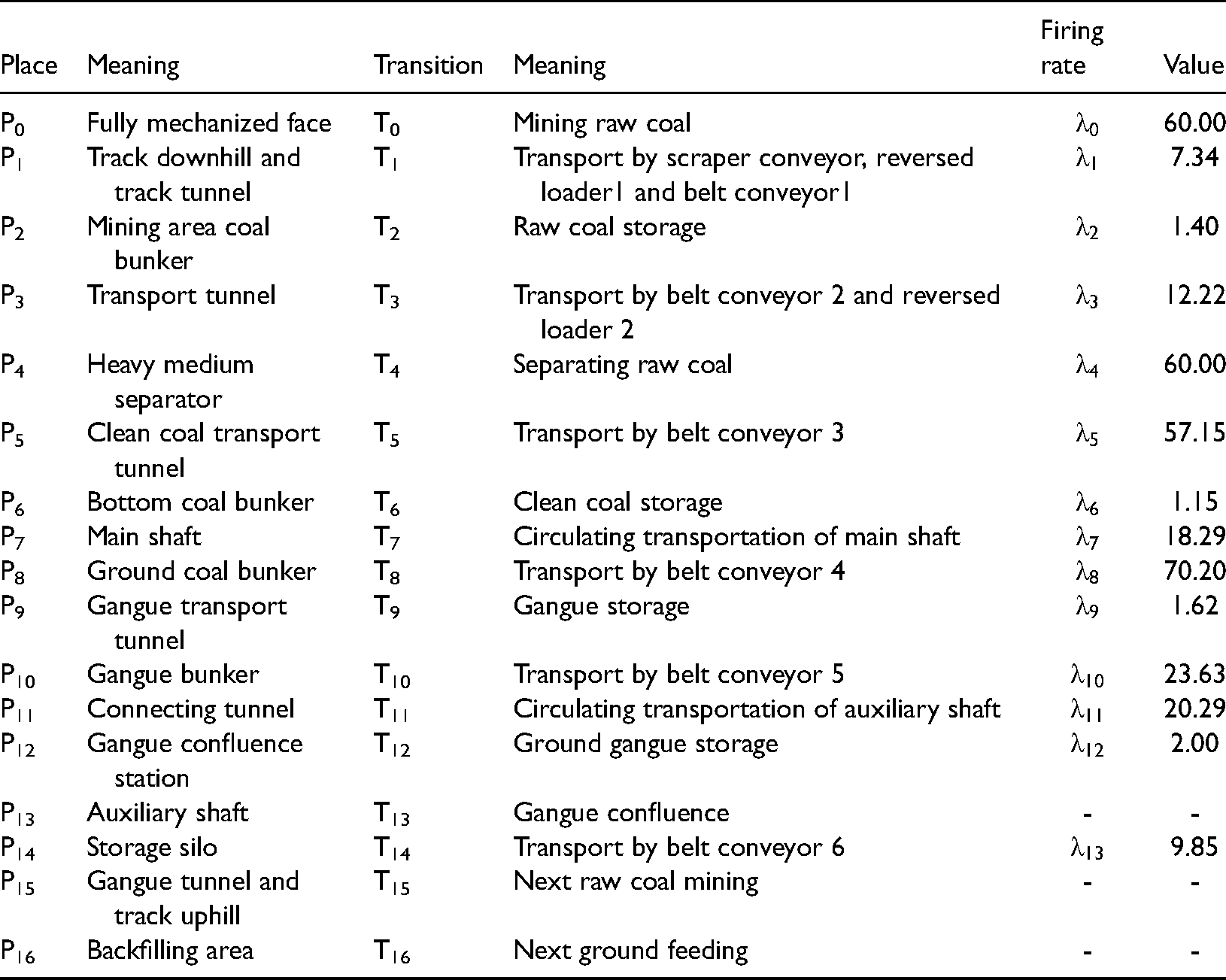
According to the production logistics system of the selected coal mine, the Petri net framework of the coal mine production logistics system is established (Figure 2), in which “○” represents the place, black dot represents token, “▪” represents immediate transition, and “□” represents timed transition. The meanings of corresponding places and transitions are listed in Table 1. The value of λ represents the firing rate of the corresponding timed transition within 1 h.
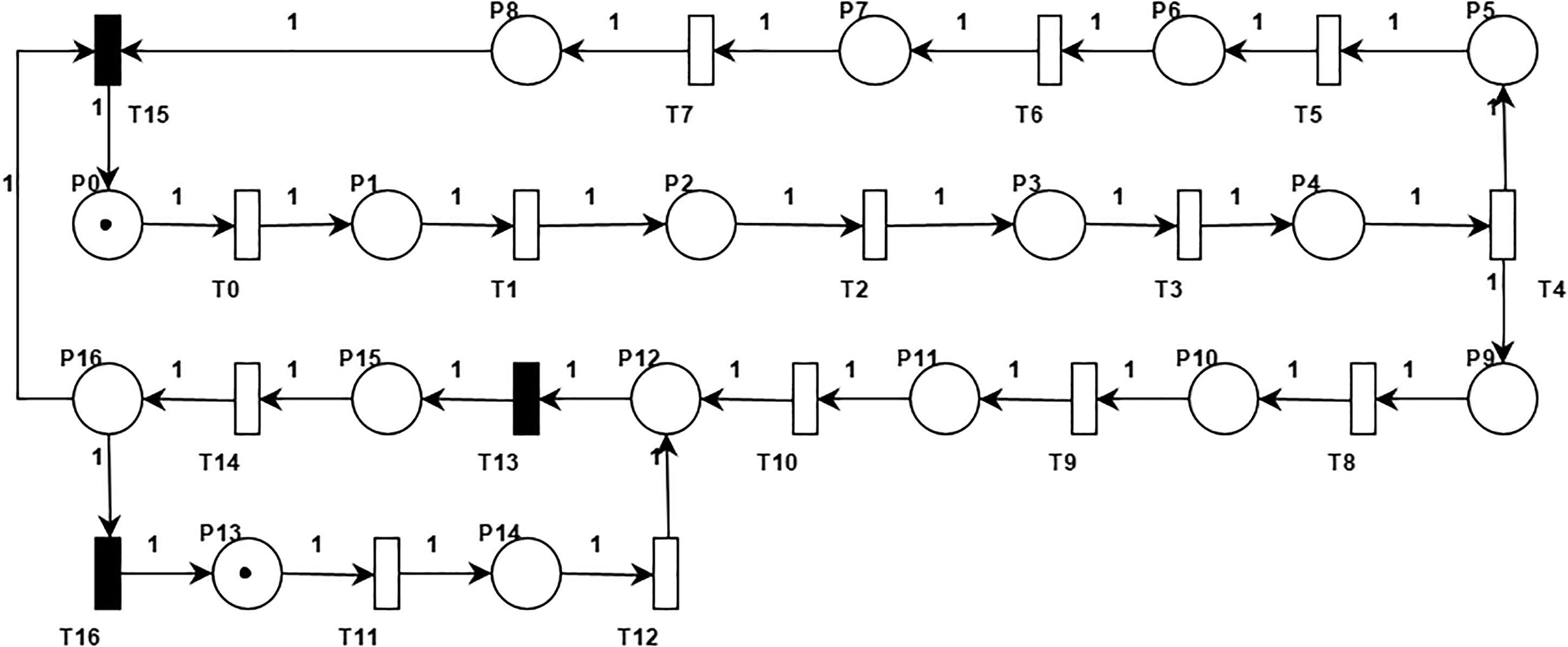
Petri net of mining-separating-backfilling integrated coal mine production logistics system.
Meaning of places and transitions.
Estimation of stability probabilities
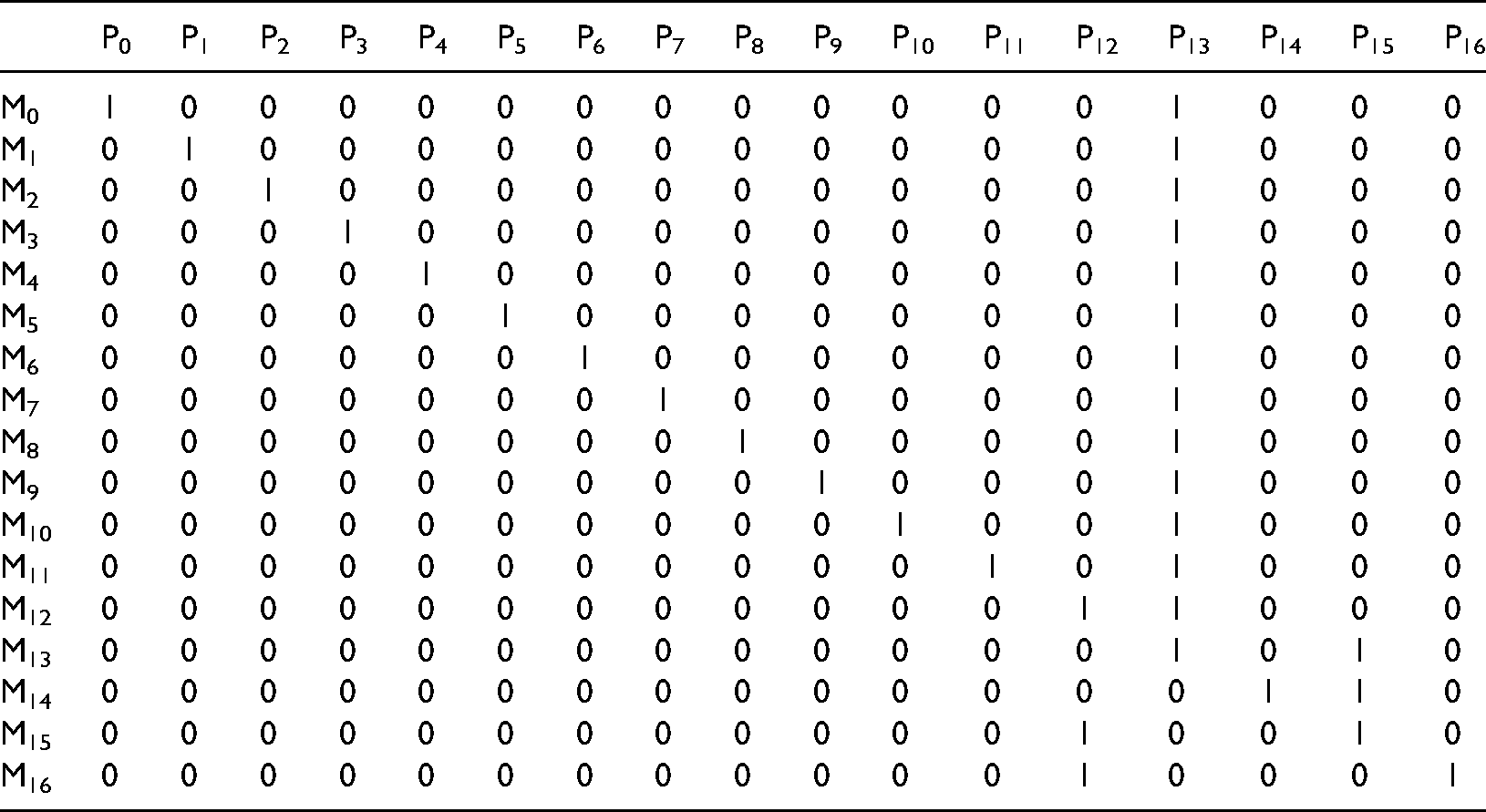
The reachable marking of the model is shown in Table 2, where {M0, M1, M2, M3, M4, M5, M6, M7, M9, M10, M11, M13, M14, M15} is an explicit state set, and {M8, M12, M16} is an implicit state set.
Reachable status markings.
Then the state transition matrix Q of the Markov chain is obtained. And by solving equation (2), the stability probability values of this system are P(M0) = 0.82%, P(M1) = 6.74%, P(M2) = 35.35%, P(M3) = 4.05%, P(M4) = 0.82%, P(M5) = 0.61%, P(M6) = 30.12%, P(M7) = 1.90%, P(M9) = 0.21%, P(M10) = 9.16%, P(M11) = 0.63%, P(M13) = 0.73%, P(M14) = 7.36% and P(M15) = 1.50%.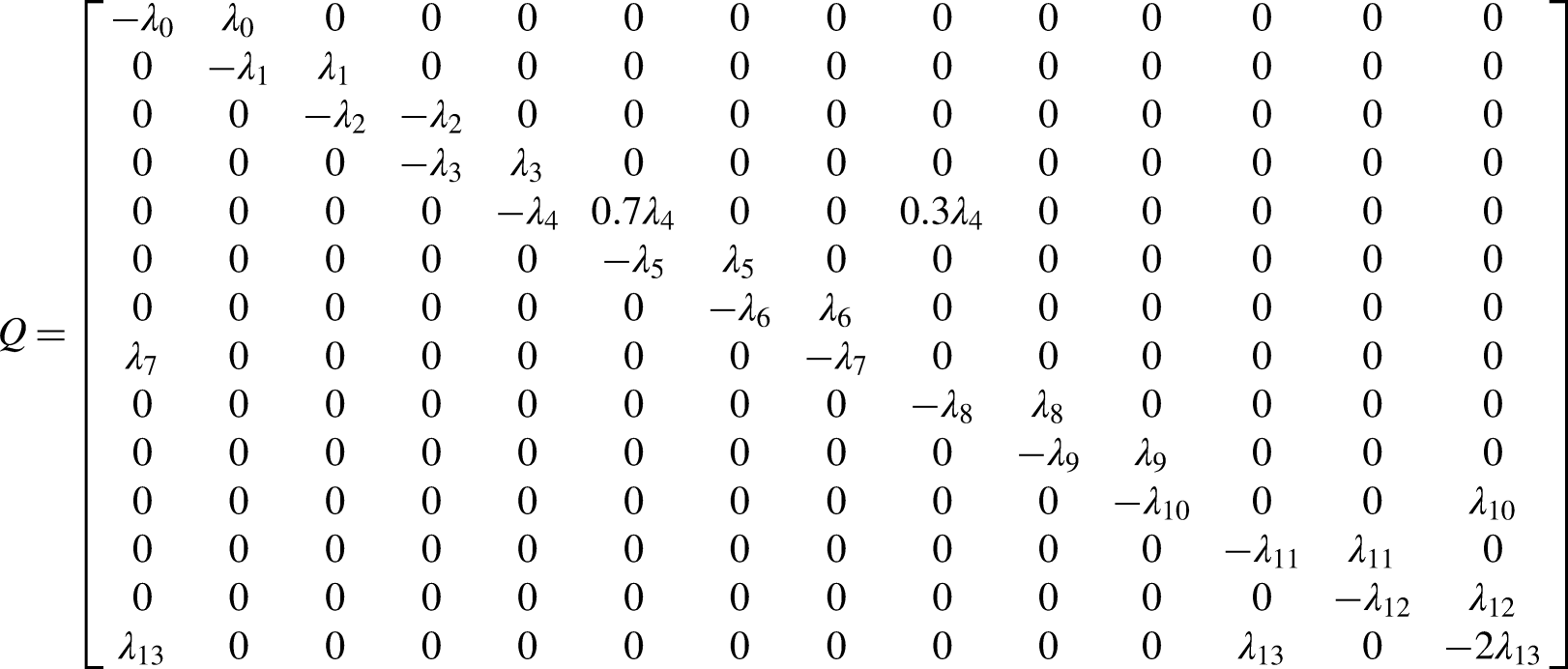
System performance analysis
Time performance analysis
The average execution time of this production logistics system refers to the average time required by the coal mine to complete the unit coal production in a stable state, including the time spent in raw coal mining, transportation, storage, separating, gangue backfilling, and other processes. The average execution time was calculated according to Little's law, which is N = λT. where N is the average number of tokens of a subsystem in the Petri net in the steady state; λ is the number of tokens entering a subsystem per unit time; and T is the average execution time of the subsystem.
Considering the subsystem after removing places P0 and P13 from the production logistics system, it is observed that the number of tokens entering the subsystem per unit time is equal to the number of tokens leaving places P0 and P13 per unit time. In addition, the subsystem contains all transitions, so the average execution time of the subsystem is the average execution time of the entire system.
First, the probability that each place has a token is calculated taking P0 and P15 as examples.


Operation efficiency analysis
The utilization rate of a transition reflects the proportion of time associated with each process in the total production link of the coal mine production logistics system. The utilization rate of transition Ti is equal to the sum of the steady-state probabilities of all markings that can be implemented. As shown in Figure 3, T2 has the highest transition utilization rate (35.35%) and T8 has the lowest utilization rate (0.21%). The storage time of the coal bunker is generally longer than the transportation time in coal mine production. Therefore, the utilization rate of the storage transition is generally higher than that of the transportation transition. Although GSPN simplifies the state space of the system, it increases the difficulty of system performance analysis as the number of markings increases. Therefore, it is necessary to explore a simulation model that is equivalent to GSPN and can be easily analyzed using other simulation software.
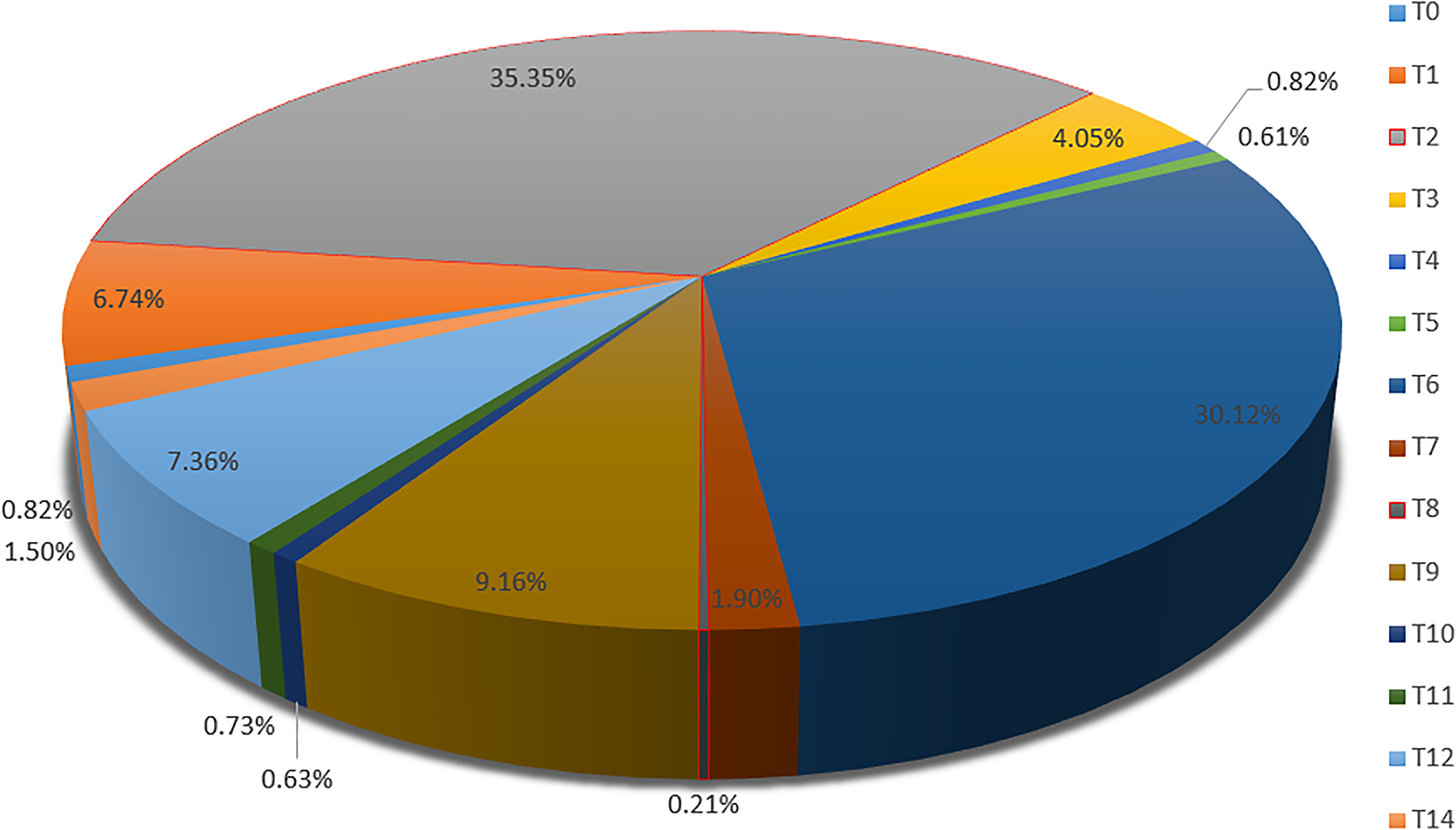
Utilization rate of transition.
Simulation and optimization based on AnyLogic
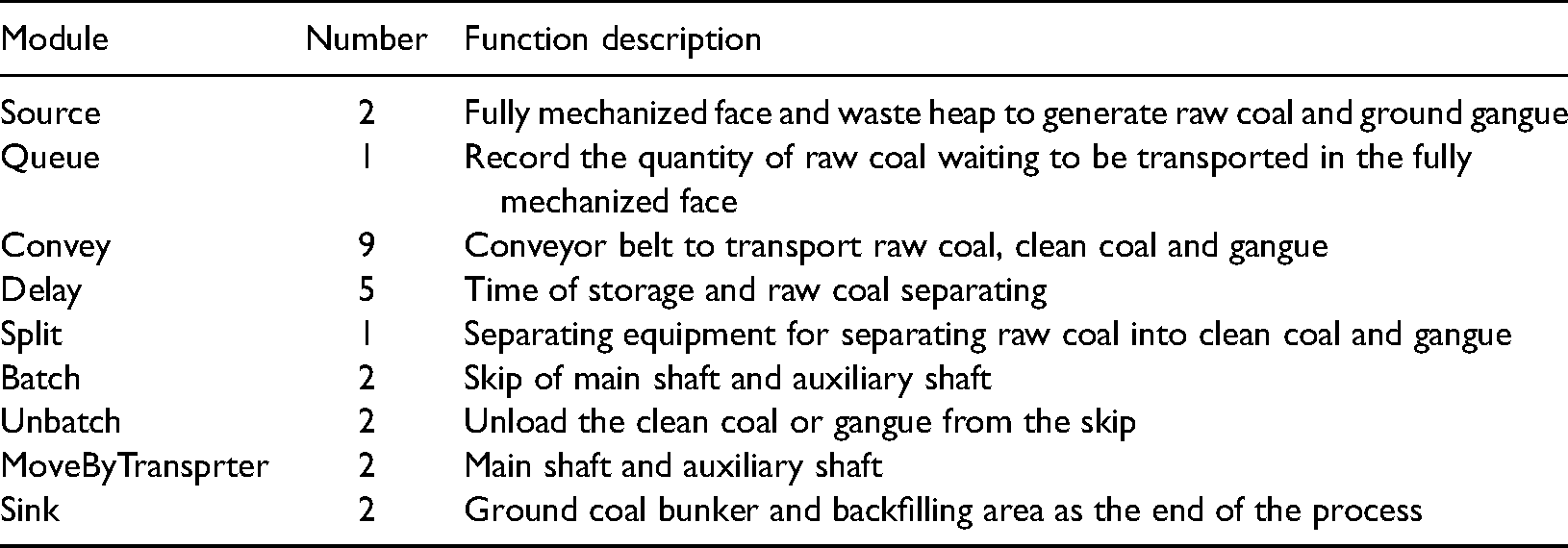
AnyLogic simulation software not only has rich modeling libraries convenient for model creation and analysis in different industries, but is also capable of performing visual dynamic simulation, which is convenient and intuitive in viewing the model. Therefore, the GSPN of this coal mine production logistics system was developed using the AnyLogic simulation software, as explained in this section. The functions of AnyLogic modules mainly used for modeling are listed in Table 3.
Module function description.
Bottleneck diagnosis and model assumptions
Bottleneck diagnosis
If the utilization rate of the production equipment exceeds 90%, indicating that the production capacity is less than the production load, the equipment becomes a bottleneck for the system (Gong et al., 2014). In general, for the best working condition, the utilization rate of the system equipment is kept at approximately 80% so that the equipment is not too busy or idle. The equipment utilization rate, when too low, indicates that the equipment has been idle for a long time, resulting in energy waste. When the product output increases, equipment with high utilization rate cannot maintain normal production activities. Hence, this study identifies equipment with a utilization rate of more than 90% as the bottleneck of the system.
Model assumptions
The underlying assumptions in the model are:
During the operation of the model, raw coal mining in the fully mechanized face and ground filling materials are uninterrupted. All equipment operates normally until the end of the simulation without failure. During the simulation operation, there are no safety problems such as gas leakage and mine water gushing, which can result in the failure of coal mine production activities. The storage of raw coal, clean coal, and gangue follows the principle of first in first out (FIFO). The daily normal production time of the coal mine is 21 h, and the maintenance time of various equipment is 3 h.
Construction of simulation model
Model design
In this study, the process modeling library and material-carrying library in AnyLogic simulation software are used for modeling. First, the process of the selected mine is constructed (Figure 4) in the graphic editor according to its general layout, then the corresponding function modules are established (Figure 5).
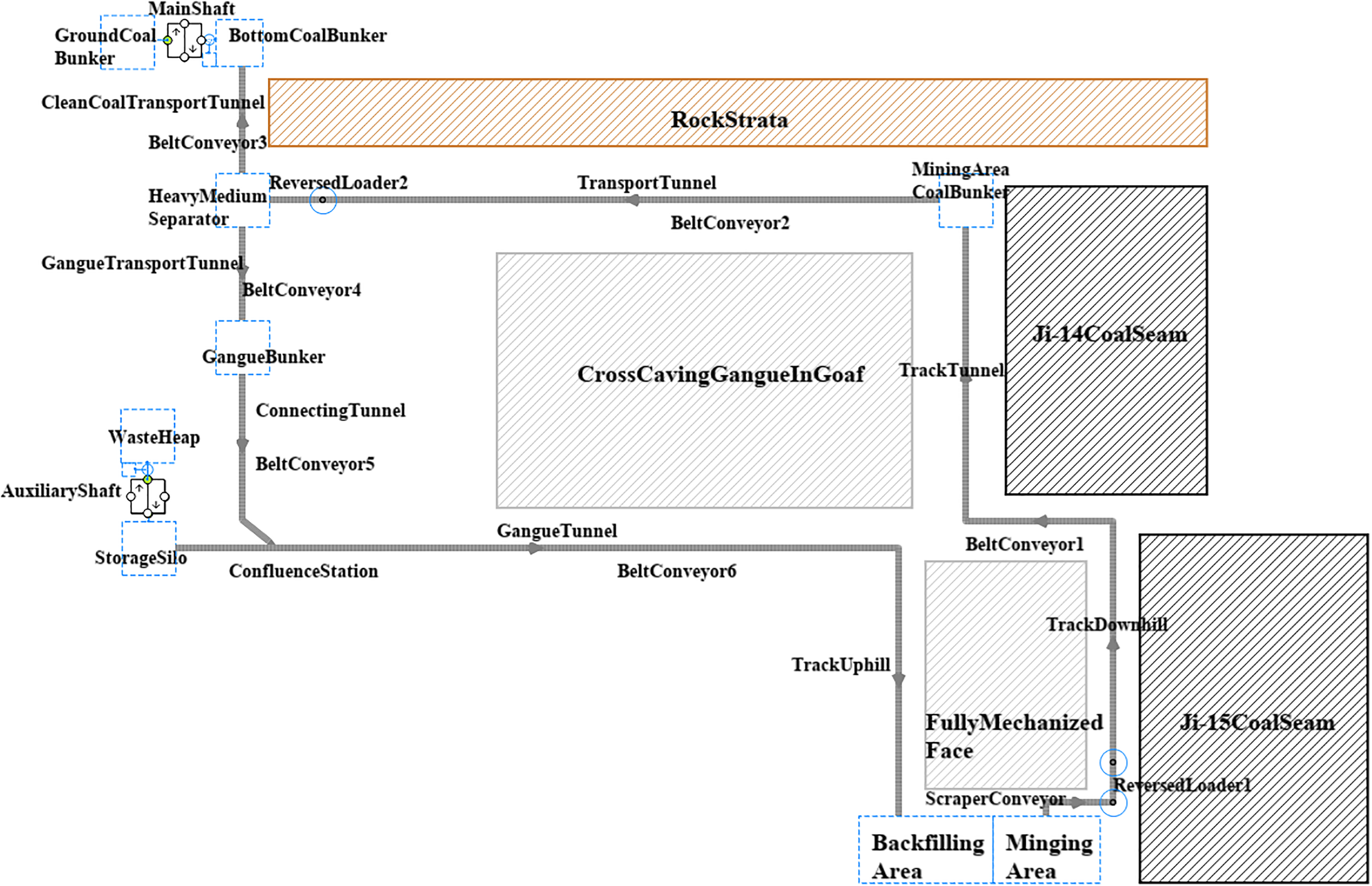
Production process of selected coal mine.

Corresponding function modules.
Parameters setting
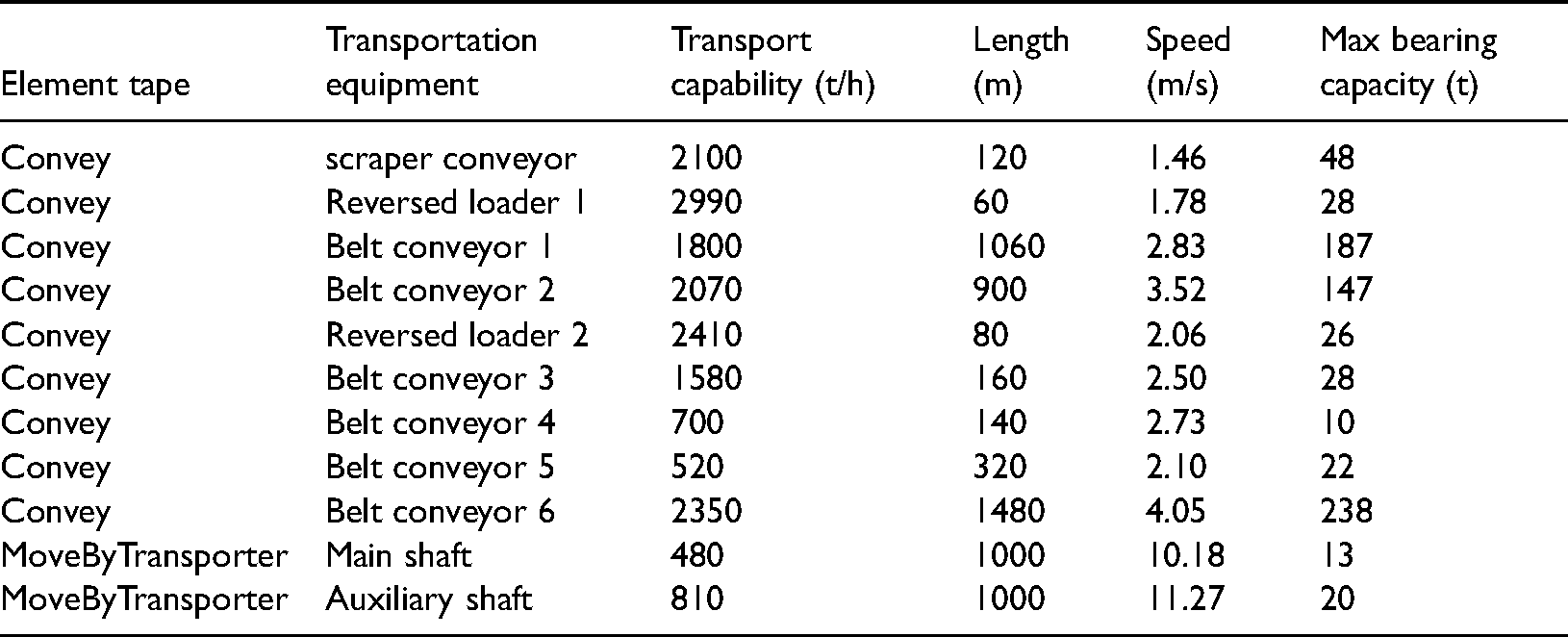
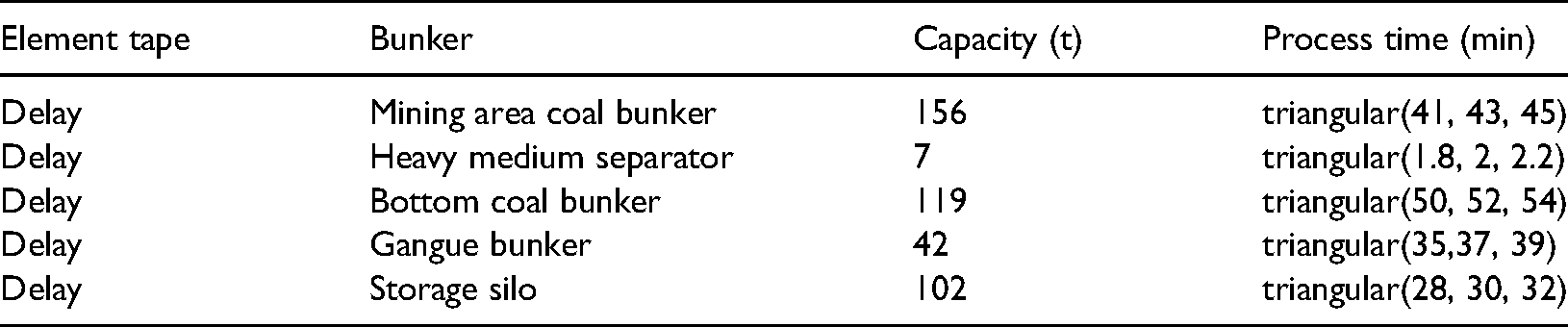
Through the field investigation of the coal mine production situation of the simulated mine, the following equipment parameters are collected: (1) transport speed, transport distance and transport capacity of transportation equipment (conveyor belt, main shaft and auxiliary shaft); (2) storage time and storage capacity of storage equipment (mining area coal bunker, bottom coal bunker, gangue bunker and storage silo); (3) the mining speed of fully mechanized face and the supply speed of ground gangue. And some of these data are appropriately converted to facilitate the modeling of AnyLogic simulation software.
The unit time of the model is expressed in minutes. Excluding the equipment maintenance time of 3 h per day, the total operation time of 30 days corresponds to 630 h, that is, 37,800 min. The gangue content of raw coal is 0.3, indicating that 0.7 t of clean coal and 0.3 t of gangue can be separated from 1 t of raw coal. The height of the ground, main shaft elevator, and auxiliary shaft elevator are set to 1000 m. The agents representing the materials in this model consist of raw coal, gangue, and ground gangue, set to 1, 0.3, and 1 t, respectively. The parameter settings of the fully mechanized face and waste heap are listed in Table 4.
Parameters of fully mechanized face and waste heap.

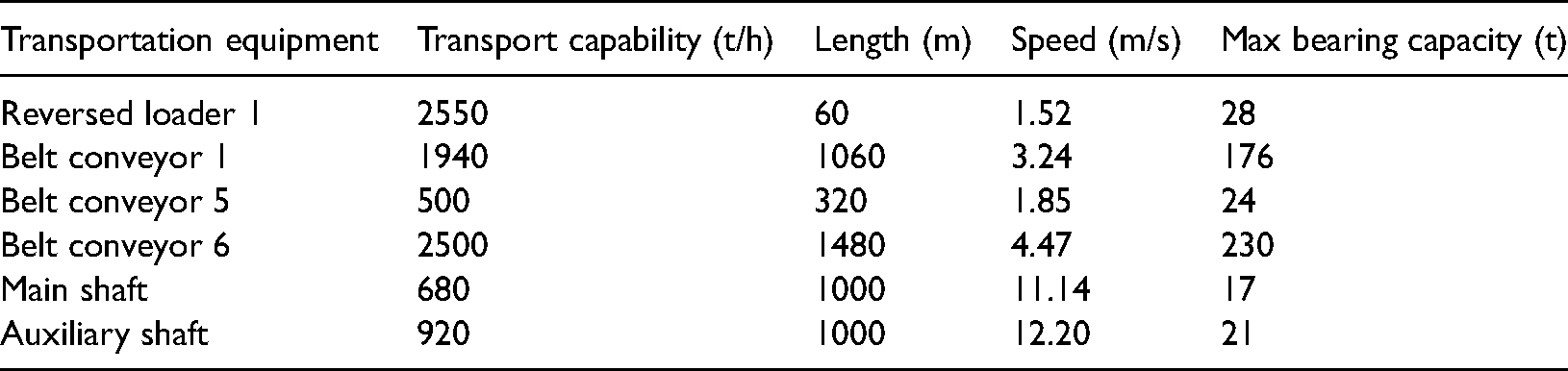
Equation (3) represents the formula for calculating the maximum bearing capacity of transportable equipment (Wu and Wang, 2020). The parameters of the transportation equipment are listed in Table 5.
Parameters of transportation equipment.
In the mining-separating-backfilling integrated coal mine, the separating capacity of the separating equipment should be greater than the mining capacity, and the design of the separating capacity is based on equation (4) (Zhang et al., 2021).
Parameters of each bunker and sorting equipment.
Analysis of simulation results
The analysis of the simulation results can be summarized as follows:
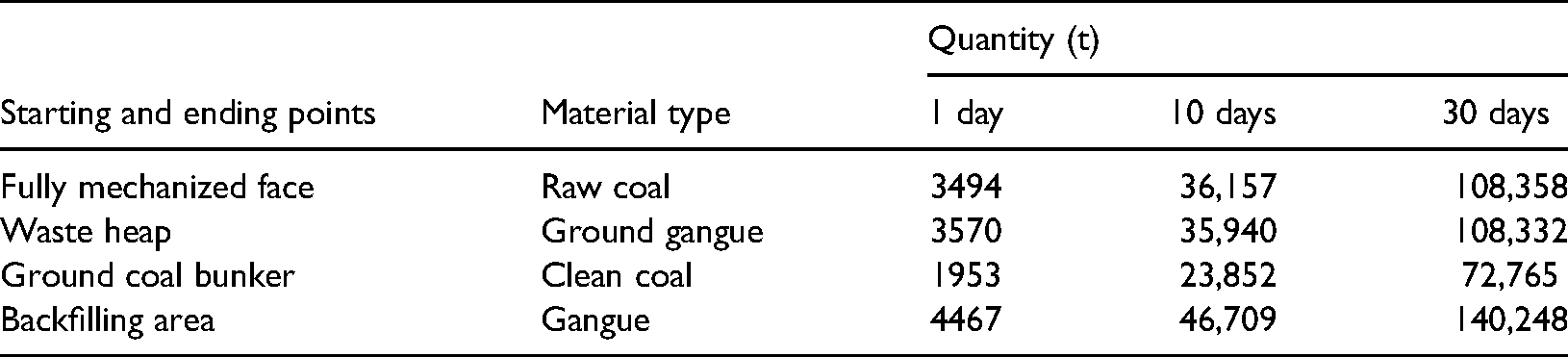
Table 7 shows that during the operation of the model, 108,358 t of raw coal was mined in the fully mechanized face. At the current mining speed, 1,300,296 t raw coal will be mined in a year, 296 t more than the approved production of 1.30 million t/a. The difference between the model value and the approved production value is very small. Therefore, the model is in good agreement with real-world production rates. In this study, the raw coal density of the fully mechanized face is taken as 1.45 t/m3. The density of gangue is generally greater than 1.80 t/m3, and is assumed to be 1.9 t/m3. Therefore, for every 1 t of raw coal mined, the fully mechanized face needs to be backfilled by approximately 0.69 m3 gangue, ∼1.30 t gangue. After 30 days of simulations, the required backfill volume is 74,729.66 m3. The actual quality of the backfilled gangue is 140,248 t, and the actual backfilled volume is 73,814.74 m3. It is observed that the backfilled volume capacity is met. Hence, the gangue backfilling capacity of this mine matches its mining capacity. During model simulation, the conveyor belt was always in the conveying state. If the utilization rate of the conveyor belt is calculated through the conveying time, the utilization rate of the conveyor belt is close to 100% after a sufficiently long time, which is obviously not conducive to judging the bottleneck of the system. If the turnover rate (output/input) of the conveyor belt is used to reflect the utilization rate, the same holds true. Therefore, in this study, the utilization rate of the conveyor belt was determined by the ratio of the average queue length of materials on the conveyor belt to its maximum bearing capacity.
Statistics of coal and gangue in three phases.
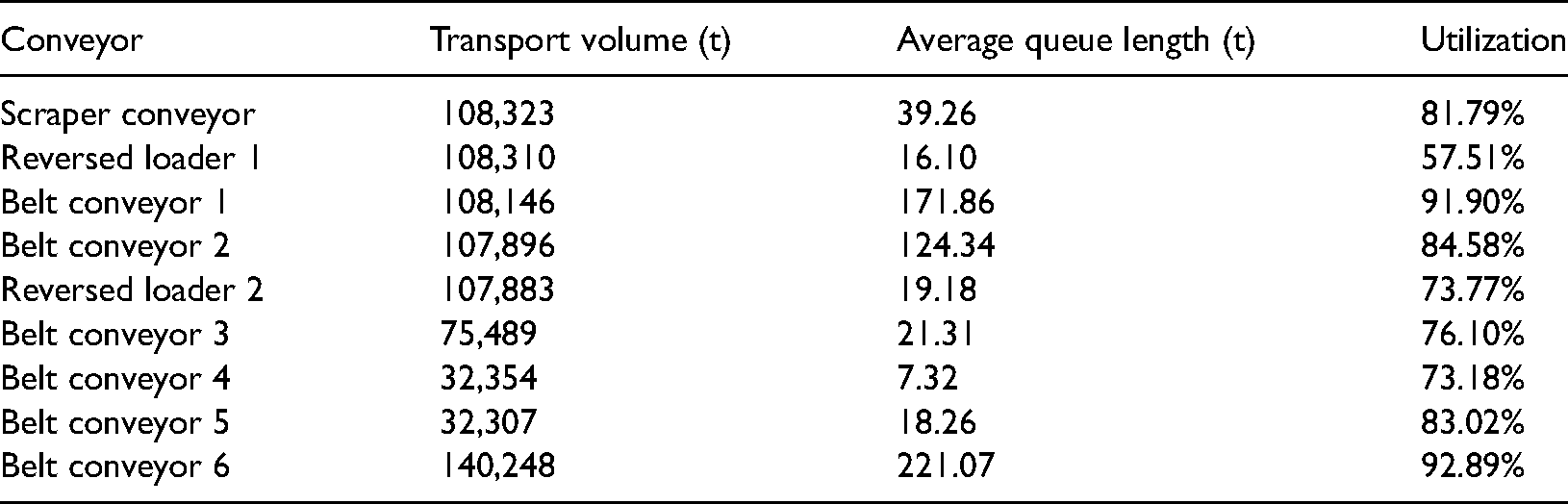
In Table 8, it is observed that except for the utilization rate of the reversed loader 1, which is less than 60%, the utilization rates of other conveyors are more than 70%, in particular, the utilization rates of belt conveyor 1 and belt conveyor 6 are more than 90%, namely, 91.90%, and 92.89%, respectively. If the mining speed of the fully mechanized face is accelerated, belt conveyor 1 reaches the full load first. At the same time, to meet the increase in filling volume, more gangue needs to be transported, resulting in belt conveyor 6 reaching the full load first, compared with other conveyors. Hence, belt conveyors 1 and 6 are transportation bottlenecks in increasing the production in this coal mine.
In Figure 6, it is observed that the utilization rate at each banker is greater than 75% and less than 90%, which indicates a good storage state. In addition, there is still some space left at each position, indicating that these positions can buffer more raw coal, clean coal, or gangue, and can adapt to the increase in coal mine output to a certain extent. The utilization rate of the heavy medium separator is 82%; a total of 107,877 t raw coal is sorted, with an average of 171.23 t raw coal per hour. There is no blockage of raw coal in reversed loader 2, which indicates that the raw coal transported there can be separated in time, and the separating capacity of the heavy medium separator matches the mining capacity of the fully mechanized face. After 30 days of simulations, the clean coal lifted from the bottom coal bunker to ground coal bunker through the main shaft is 72,765 t, and the utilization rate of the main shaft is 99%, indicating that the main shaft is too busy. By the end of the simulation, 208 skips, i.e. 2620.8 t of clean coal, are waiting for the main shaft to lift. The lifting capacity of the main shaft can no longer meet the current production capacity. Hence, the insufficient lifting capacity of the main shaft has become a production bottleneck for this coal mine. At the same time, 108,332 t ground gangue is fed into the auxiliary shaft; the utilization rate of the auxiliary shaft is 92%; and the auxiliary shaft is also busy.
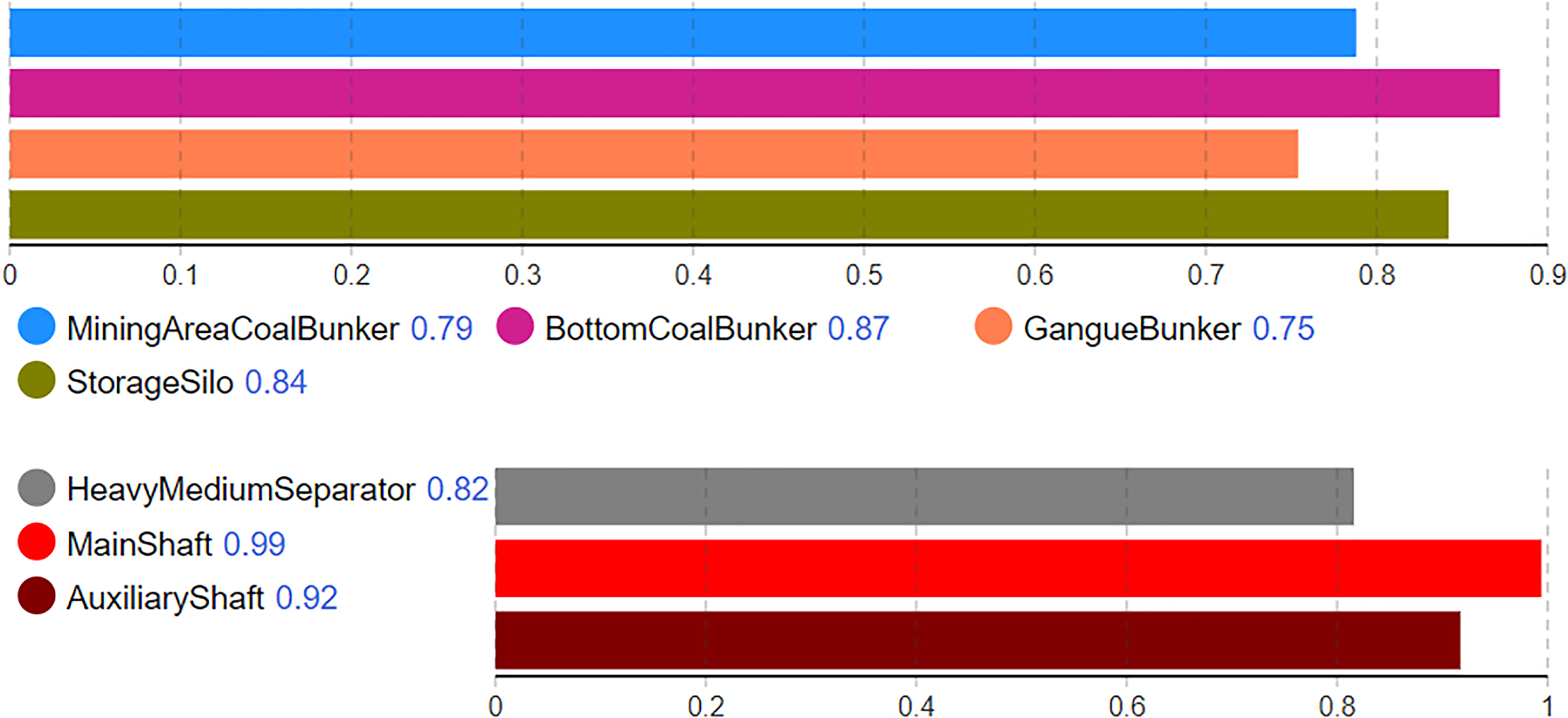
Utilization rates of bunkers, separating equipment and shafts.
Utilization rates of conveyor belts.
Optimization simulation
Parameters change
To avoid conveyor belt overload, a conveyor belt with a high utilization rate can reduce the utilization rate in two ways: (1) by improving the transportation speed of the conveyor belt to reduce the average transportation quality of the conveyor belt, and (2) by reducing the transportation speed of the previous conveyor belt to reduce the material quality reaching the next conveyor belt per unit time. The workload of the main shaft and auxiliary shaft can be alleviated by improving the speed of the equipment and the capacity of the skip. The parameters of the equipment are changed according to the analysis, as shown in Table 9.
Parameters optimization.
Analysis of optimization results
The optimization results can be summarized as follows:
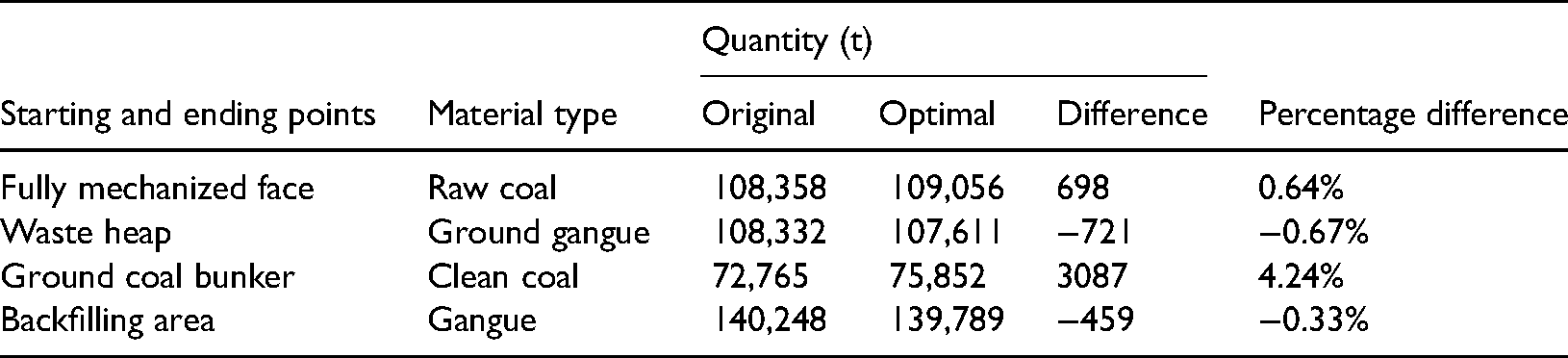
(1) Table 10 shows that the variation range of raw coal mining volume, ground gangue supply volume, and gangue backfilling volume is less than 1% after optimization, which can be considered as fluctuations within the normal range of the system. However, the clean coal volume of the ground coal bunker increased by 3087 t, an increase of 4.24% compared to that before optimization. This is because the workload of the main shaft was effectively reduced after optimization. When clean coal reaches the bottom of the main shaft, it can be directly lifted to the surface without blockage. The lifting capacity of the main shaft significantly improved. (2) In Figure 7, it is observed that after optimization, the utilization rate of reversed loader 1 has clearly improved, and the utilization rates of belt conveyors 1 and 6 are reduced to a reasonable level. The utilization rate of other conveyors fluctuates slightly in accordance with the slight fluctuation of raw coal and gangue. Overall, the utilization rate of these conveyors is reasonable and acceptable. When production increases, belt conveyor 1 and belt conveyor 6 do not take the lead in full load initially because of the increase in the transportation volume of raw coal and gangue. The utilization rate of the main shaft is reduced from 99% to 83%, down by 16%, effectively reducing the workload of the main shaft. The main shaft can adapt to the increase in production and does not lead to a backlog of clean coal in the bottom coal bunker because it is too busy, thus preventing an explosion of the bottom coal bunker. Meanwhile, the workload of the auxiliary shaft has also been effectively alleviated.
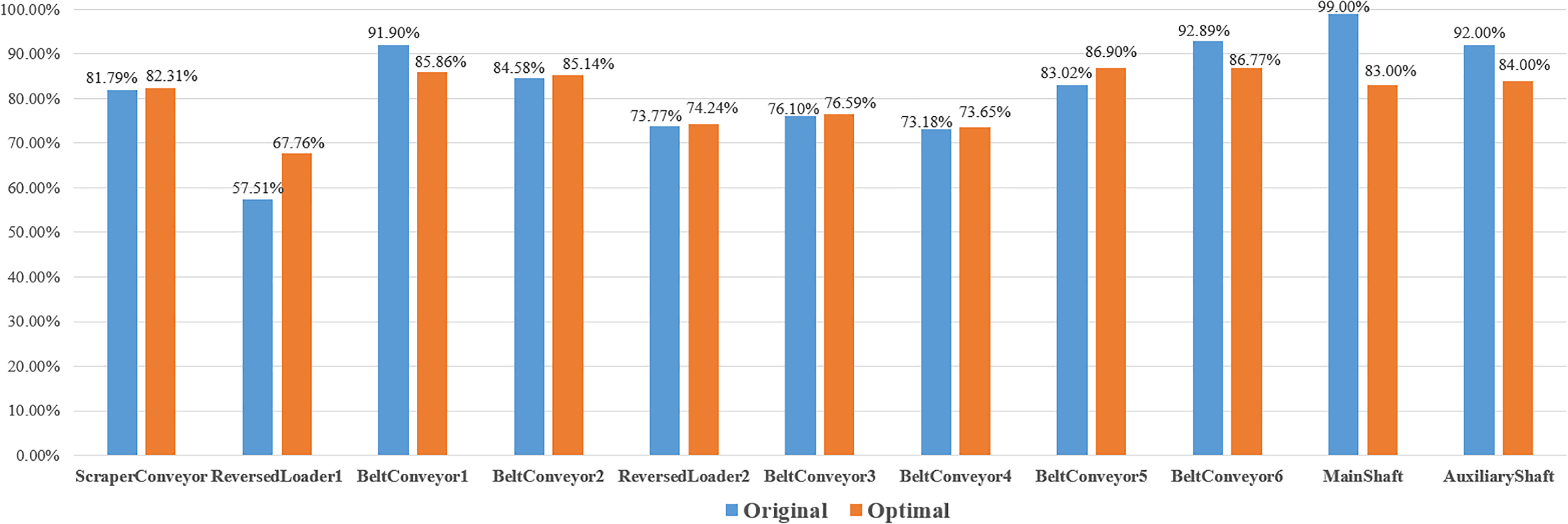
Comparison of utilization rates of original and optimized transportation equipment.
Comparison of original and optimal results.
Maximum production simulation
The simulation in this section modifies only the mining speed of the fully mechanized face and the supply speed of the ground gangue to explore the maximum production of the coal mine under optimization. As the starting point of the coal mine production logistics system, the fully mechanized face and the ground waste heap affect the material transportation volume of the whole coal mine in common. The increase of raw coal mining speed and ground gangue supply speed will inevitably lead to the increase of workload of relevant equipment per unit time, thus improving the utilization rate of these equipment. Therefore, when the utilization rate of a certain equipment is close to 100%, the coal mine production is maximized, which is an ideal situation. After testing, the coal mining speed of the fully mechanized face and ground gangue supply speed of the waste heap, are displayed in Table 11, where the coal mine reaches maximum production.
Parameters of fully mechanized face and waste heap at maximum production.

The utilization rates of various equipment under maximum production are displayed in Table 12 and Figure 8. In this case, the utilization rate of most equipment exceeds 90% indicating a high operation state. The highest utilization rate of conveyor belt exceeds 98% and the utilization rates of bottom coal bunker reaches 99%, and as such are unable to meet the continuous increase in coal production. Therefore, coal mine production under this condition is the maximum production of the coal mine and the results are shown in Table 13. If this ideal state is maintained for coal mining, 1,472,532 t of raw coal is mined in one year, 172,532 t more than the target output (1.3 million t).
Utilization rates of bunkers, separating equipment and shafts at maximum output.
Belt conveyor utilization rates at maximum production.
Statistics of maximum production.

Conclusions
This study analyzes a deep mining-separating-backfilling integrated coal mine production logistics system by GSPN and establishes a simulation model based on the AnyLogic simulation software. By solving the Markov chain isomorphic with GSPN, the average execution time of this system is determined to be 3.10 h, and the utilization rate for each transition of the system is obtained. The simulation results show that the raw coal separating capacity of the heavy medium separator matches the mining capacity of the fully mechanized face, and the gangue backfilling capacity can almost meet the space to be backfilled after raw coal mining. However, the high utilization rates of belt conveyors 1 and 6, present transportation bottlenecks, hindering the production increase of this coal mine. The main shaft is too busy to meet the normal production of the coal mine. After optimization, the utilization rate of reversed loader 1 increases to 67.76%, which is an increase of 10.25%. The utilization rates of belt conveyor 1 and 6 are reduced to a reasonable level. The workload of the main shaft and auxiliary shaft has been effectively alleviated, and the amount of clean coal lifted through the main shaft has increased by 3087 t monthly. The optimized system not only significantly improves the production efficiency of the system, but can also adapt to an increase in raw coal production by 172,532 t on the original target. This study provides the optimization method of mining-separating-backfilling integrated coal mine production logistics system, and the established simulation model can find and eliminate the system bottleneck to improve the coal mine output. Moreover, this method can analyze the coordination among mining ability, separating ability and backfilling ability of coal mines, so as to promote the collaborative mining of coal mines.
The future research direction is to improve the simulation model of mining-separating-backfilling integrated coal mine production logistics system combined with the multi-agent simulation function of AnyLogic, and further improve the model to be suitable for the more complex underground production situation of the mine. For example, combined with multi-agent simulation to realize the simulation of equipment failure, equipment maintenance, sudden safety accidents and other events. The research of this paper can be applied to the design and operation simulation of underground production logistics transportation system in other mines with similar mining conditions, and provide references for safe and efficient production in these mines.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This research was supported by National Natural Science Foundation of China (51874003), Academic Funding Projects for Top Talents in Disciplines and Majors of Anhui (gxbjZD2021051).