
Abstract
Fiber-reinforced polyimides were observed to exhibit high brittleness and friction coefficient, hence limit their use for mechanical friction component applications. Thus, in the present study, glass fiber-reinforced polyimide composite containing various nano-TiO2 additives (0, 2, 4, and 6 wt%) for better mechanical and tribological performance properties produced by spark plasma sintering processes were investigated. The microstructure, mechanical (hardness and elastic modulus), and tribological (coefficient of friction and wear) properties of the produced nanocomposites were studied using the scanning electron microscopy (SEM), nanoindentation test at an applied load of 200 mN, and pin-on-disc tribometer analyzer, respectively. For the wear test, a load of 10 N and sliding speed of 150 r/min was applied under 15 min for each sample test. The SEM results revealed that the fillers were evenly distributed within the polyimide matrix composites. Glass fiber/polyimide composites with 0 wt% nano-TiO2 depicted 123 HV hardness and 11.40 GPa elastic modulus. Comparatively to the neat glass-fiber/polyimide composite, an improvement of 21.9% in hardness and 9% in modulus were recorded for the composite filled with 4 wt% nano-TiO2 particles. Furthermore, characterizing the tribological behaviour of the nanocomposites, results show that the coefficient of friction and wear rate of the nanocomposites filled with 4 wt% nano-TiO2 were reduced by 32.2% and 76.9%, respectively, compared to pure glass fiber/polyimide composite. However, the findings suggest the facile and cost-effective means of producing polyimide nanocomposites and their potential application in mechanical load-bearing and mechanical friction components.
Introduction
Fiber-reinforced polymers have been highly explored as promising material in the design of mechanical structures and mechanical friction parts. Owing to their unique properties, such as lightweight, mechanical, and thermal stability, wear resistance, chemical and moisture resistance, and low cost.1–5 Fiber-reinforced polymer composites are basically designed from resins, fibers, interface, additives, and fillers. Where the resins as matrix aid in stress distribution or transfer within the composite fibers, which in turn protect the resultant composites from mechanical and environmental damage. Fibers as a reinforcement agent with high elastic modulus contribute to the mechanical characteristics of fiber-reinforced polymers. Meanwhile, the interface between the matrix and fiber as one of the main constituents of composites is characterized to influence the better performance of the fiber-reinforced polymer composites.4,6 In addition, fillers like fiber assist in reducing shrinkage and cost while additives on the other hand serve to enhance the physical and mechanical characteristics aside their functionality for composites.7,8 However, among all the polymer matrices, polyimide as high-performance polymer with outstanding thermal properties reportedly a good matrix material in the preparation of polymer base composites due to its interfacial bonding and electrostatic interaction properties.9,10 In addition, polyimide (PI) being characterized with a balanced combination of key physical, mechanical, and functional properties that have greatly been applied in aerospace, automobile, and electronics industries.11–15 However, there is limitation in the use of PI materials to produce parts for mechanical and tribological systems despite its inherent advantages. 15 This is because of its high strength/brittleness and friction coefficient that usually leads to significant material weight loss and wear rate under dry sliding friction conditions.16–19 To maintain the application of PI in tribological parts manufacturing, reinforcing PI with a few solid lubricants yielded excellent mechanical properties and reduction in both friction coefficient and wear rates. For example, Ogbonna et al. 20 work showed remarkable improvement in nano-hardness, elastic modulus, and wear resistance for E-CR (boron-free) glass reinforced polyimide resin composites. In the study, the best combination of friction coefficient and wear rate was reported in the composites reinforced with 15 wt% glass fiber. A study by Zhao et al. 21 also posits that the incorporation of glass fiber into the polyimide material greatly improved its mechanical properties with reduction in both friction coefficient and wear rate parameters at 15 wt% glass fiber loading. In another study, Song et al. 22 investigated the tribological properties of PI composites with short glass fiber (SGF) as reinforcement agent. With the addition of 15 wt% SGF into the PI composites, hardness of 84 shore D, tensile strength of 225.2 MPa and elastic modulus of 9.23 GPa was recorded. Additionally, improved wear resistance was noted in the study. Thus, it is worth noting that the adoption of glass fiber over other fibers, for instance carbon fibers amidst research scholars remains its availability, low cost, stiffness/modulus, and ease of fabrication.21,23–26 Nevertheless, modern engineering composites are designed to rearrange the change in micro- and nano- structures to enhance the entire performance of the component.26,27 And these are the driving forces for the development of advanced polymer composites. Along this line, Li et al. 28 reported on improving the tribological behaviour of glass fiber reinforced PI composites with graphite incorporation, which was prepared by compression moulding. In the study, at 30 vol% graphite, friction coefficient of about 0.31 and wear rate of approximately 0.29 × 10−6 mm3/Nm was reported at 300 N load. Song et al. 22 in their study also demonstrated improved wear resistance of glass fiber reinforced PI composites with silica nanofillers additions using hot sintering method. However, the limitation of the mentioned reinforcement material remains their high cost and agglomeration characteristics. Again, compression moulding and hot-pressing sintering usually consume more energy and time in processing polymer composites. Therefore, the objective of the present work is to investigate the influence of titanium dioxide (TiO2) nanoparticles additives on the improvement of mechanical and tribological behaviour of boron-free glass reinforced PI composites using spark plasma sintering process. As such research study has not been fully reported in the open literature to the best of the investigator’s knowledge. Therein, the use of nano-TiO2 additives over the existing additives was based on its cost-effectiveness, high surface area, easy dispersion in the polymer matrix, and its environmentally friendly.29–33 Besides, the addition of nanoparticles into the composite material remains pivotal in ascertaining its wear resistance, 34 hence the adoption of nano-TiO2 in the study. Spark plasma sintering (SPS) on the other hand is adopted owing to its sintering efficiency, low cost, short duration time, and as most recent and novel processing technique in fabricating polymer composites over the conventional sintering method.35–37 Hence, the innovation of this research work is basically on the low cost/eco-friendly of TiO2 and the SPS process being cheaper in the fabrication of polyimide composites than the conventional sintering of moulding process. Thus, it is expected that the current study will bring a new application of boron-free (E-CR) glass fiber reinforced PI composites in automobile and aerospace industries, 38 based on the mechanical and friction response of the produced nanocomposites in comparison with the existing similar material results in the literature.21,22,39,40
Materials and methods
Boron-free (E-CR) glass powders were received from Hebei Yuniu Fiberglass Manufacturing Co. Ltd, China. Xi’an Lyphar Biotech Co Ltd supplied the powder PI matrix material (18–25 µm) used for the study. The TiO2 nanoparticles of size 10–30 nm were purchased from Hongwu International Group Ltd, China.
Sample preparation
The composites at different nano-TiO2 particle concentrations (0, 2, 4, and 6 wt%) were produced by 3D Turbula blending method followed by SPS processing technique. For the three-component composites preparation at stable E-CR glass (15 wt%) and varying TiO2 particles, prior to sintering, the E-CR particle powders and the nano-TiO2 particle powders were dispersed into the PI matrix for 2 hr in a sealed container using the 3D Turbula mixing process. Herein, the sintering was conducted in a vacuum chamber at a sintering temperature of 320°C under an applied pressure of 30 MPa, heating rate 5°C/min, and 9 mins holding time using a graphite die (⌀30 mm) mould. The E-CR/PI sample as the control sample was also prepared using the same sintering process/parameters applied in the fabrication of the three-component TiO2/E-CR/PI nanocomposites. The fixed weight percent of the E-CR glass fiber was chosen based on previous studies.21,22,41,42 After each sintering, the graphite die mould is removed from the sintering chamber and cooled in air to room temperature and samples are cut into preset size for characterization. Figure 1 depicts the raw sample images and the prepared sample at 4 wt% nano-TiO2 particles reinforcement. (A) Polyimide powder, (B) Boron-free (E-CR) glass powder, (C) TiO2 powder, and (D) spark plasma sintered composite sample at 4 wt% nano-TO2 powder particles reinforcement.
Sample characterization
The microstructures of the samples were imaged by scanning electron microscopy (SEM) (JEOL 5800). The sample surfaces were coated with a thin carbon film in order to increase their conductance for SEM examination. Vickers’ hardness and elastic modulus of the produced samples were characterized at an applied force of 200 mN, penetration time of 20 s, holding time of 10 s, and releasing time of 20 s using Anton Parr nanoindenter (NHT3) test device in accordance with the ASTM D785 standard. Oliver-Pharr model for load versus indenter displacement curves and extraction of the hardness and modulus was applied. 43 The tribology experiment was conducted with Anton Parr (TRB3) tribometer at an applied load of 10 N and sliding speed of 150 r/min under 15 min in line with ASTM G99-95 standard. Dry sliding rotating of pin-on-disc was used to evaluate the wear mechanism under room temperature. Stainless-steel ball counterpart of radius 3 mm of 0.03 µm roughness was utilized in the study. The wear results of each sample were ascertained directly with a profilometer (Surtronic S128) attached to the tribometer. The model determines the wear rate of a material by measuring the wear track profile induced by plastic deformation. 44
Results and discussion
Microstructure examination
Figure 2 shows the SEM images of the neat E-CR/PI without nano-TiO2 and E-CR/PI with various nano-TiO2 additives. The SEM results of the ECR/PI sample with 0 wt% nano-TiO2 (Figure 2(a)) revealed the aggregation of ECR glass particles and size of the aggregates strongly depends on the orientation of the particles. Meanwhile, the introduction of the nano-TiO2 additives into the ECR/PI matrix composites reduced the cluster of E-CR glass particles, as well as improving its dispersion. Herein, it can be deduced that the nano-TiO2 additives functions as a functionalization agent, which in turn results to better dispersion of the E-CR glass particles in the composites when compared the microstructural evolution of the ECR/PI composites without TiO2 (Figure 2(a)) and those of the reinforced composites loaded with nano-TiO2 additives (Figure 2(b)–(d)). Additionally, incorporation of the nano-TiO2 particles in the E-CR/PI composite resulted in enhanced interfacial interaction of the E-CR glass particles and the polyimide molecular chains. Therein, such improved interaction between the E-CR particles and the PI chains even as the nano-TiO2 concentrations increases could be attributed to the processing method employed in the study
45
and the homogeneous distribution of the TiO2 nanoparticles in the PI matrix. Though, with a closer look at Figure 2(d), one can notice that at 6 wt% TiO2 particles distribution there exist agglomeration of the E-CR particles and pores, as well as crack in the morphology of the resultant composite containing 6 wt% nano-TiO2. Hence, the better properties behaviour of the E-CR/PI composites filled with 2 and 4 wt% nano-TiO2 particles recorded in comparison with that of the neat E-CR/PI and 6 wt% reinforcement.
46
For better understanding of the particle distribution, in each sample, particle size distribution as a statistical data was examined using ImageJ software. In employing the Image software, it was observed that the composites with 0, 2, 4, and 6 wt% nano-TiO2 has a particle size distribution of 35.22 ± 2.2, 38.47 ± 4.7, 5.4 ± 0.4, and 9.9 ± 0.6 µm, respectively. SEM images of E-CR/PI reinforced nano-TiO2; (A) 0 wt% TiO2, (B) 2 wt% TiO2, (C) 4 wt% TiO2, and (D) 6 wt% TiO2.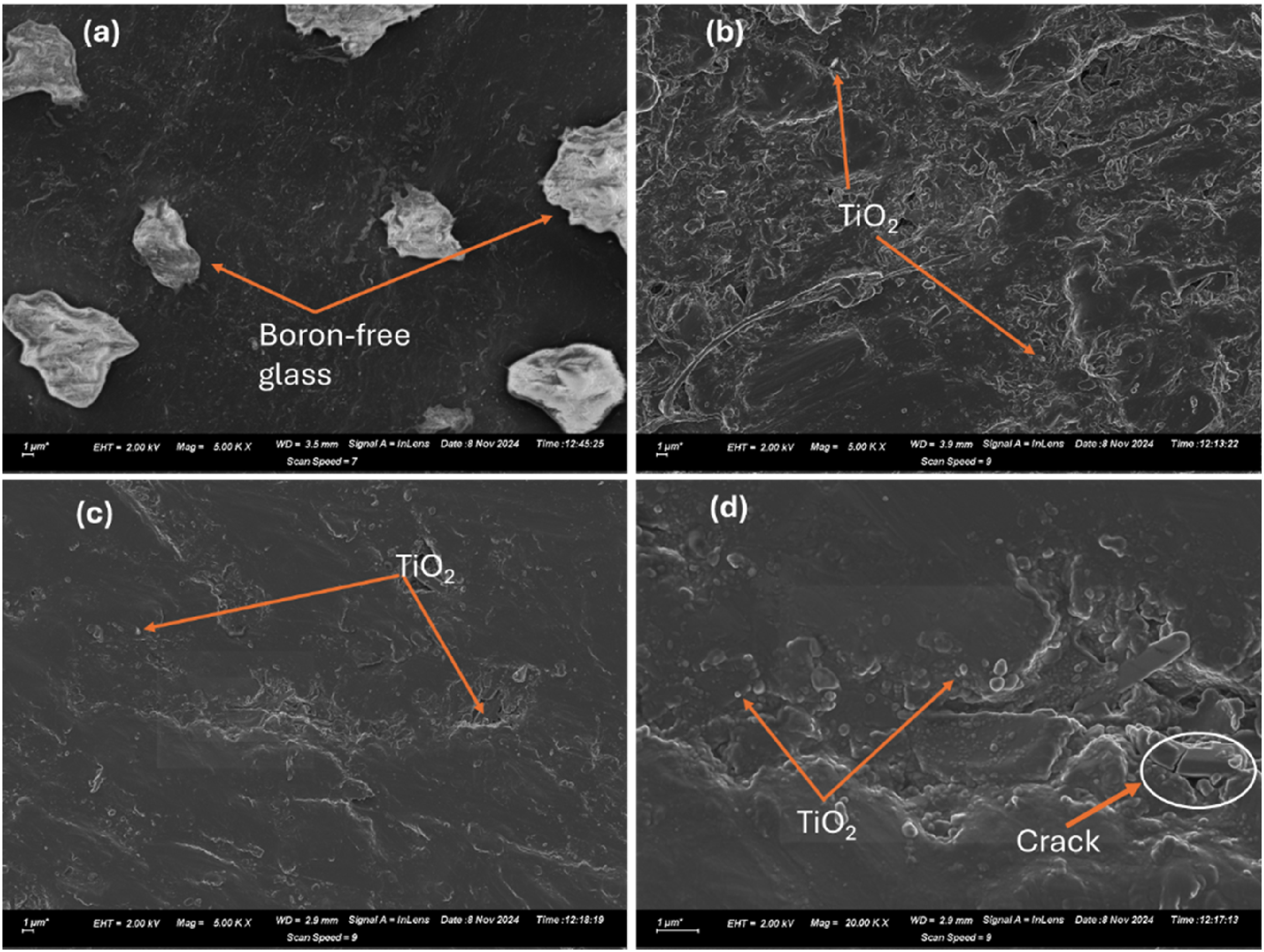
Mechanical characterization
Mechanical tests of each composite sample were carried out at five different points to investigate the influence of the TiO2 nanoparticles on the mechanical behaviour of glass fiber reinforced PI composite, and the average results are reported in this paper. Figure 3 depicts the curves of applied load against displacement (penetration depth) for neat E-CR/PI and the nanocomposites with varying wt% nano-TiO2 additives. The correlation among the curves shows that the composites are based on the polyimide matrices.
47
However, during the unloading, the elastic displacement is recovered. Therein, the initial unloading slopes that is the stiffness increases with the titanium dioxide content and as such the elastic moduli are increased. The hardness and elastic modulus values of the samples that were extracted from the curves by applying the Oliver and Pharr method
43
in addition to the equations (1) to (4)
48
are presented in Figure 4. Applied load against indenter displacement for E-CR/PI containing different nano-TiO2 additives. Mechanical response of the E-CR/PI containing different nano-TiO2 additives; (A) Hardness and (B) Elastic modulus.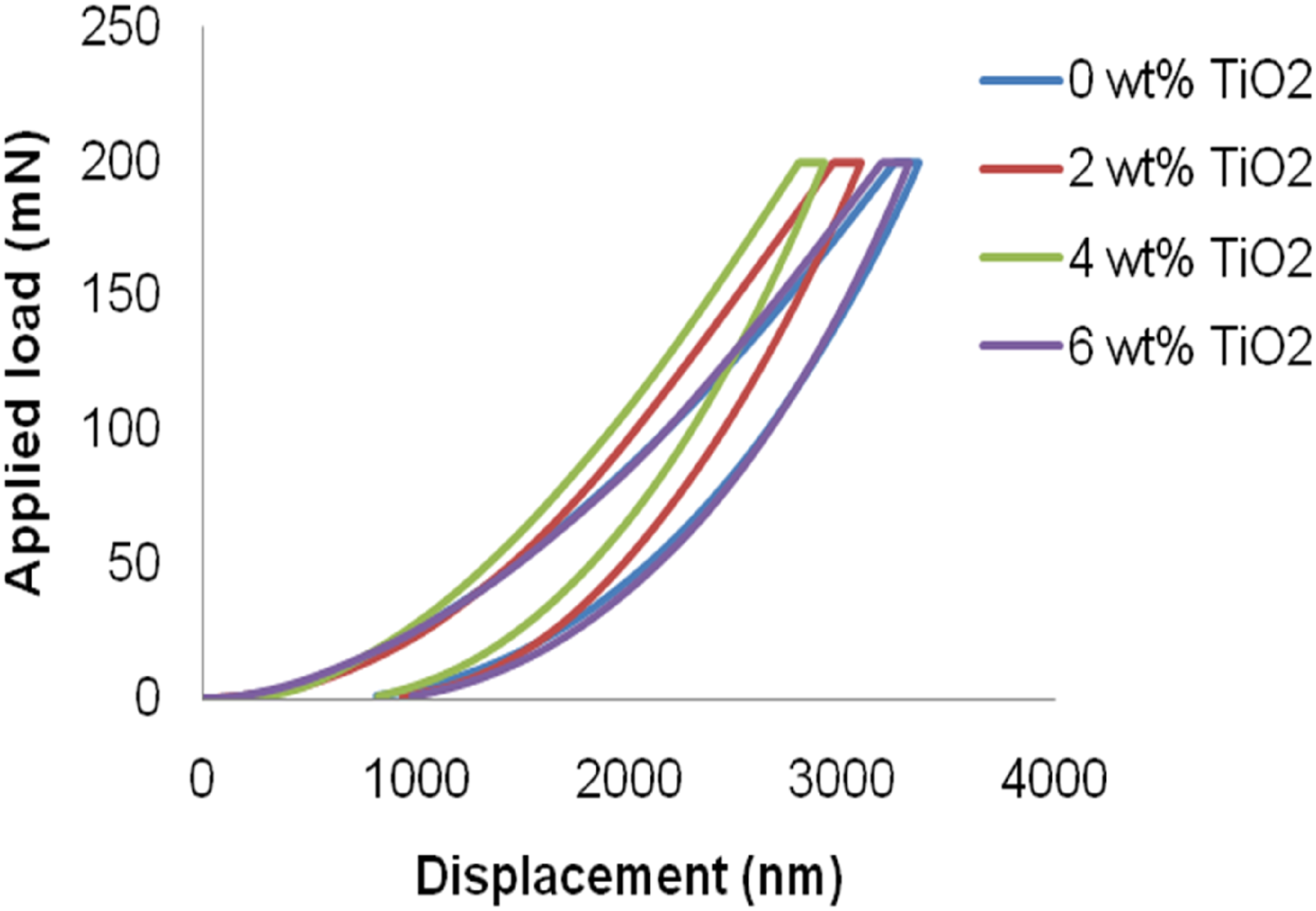
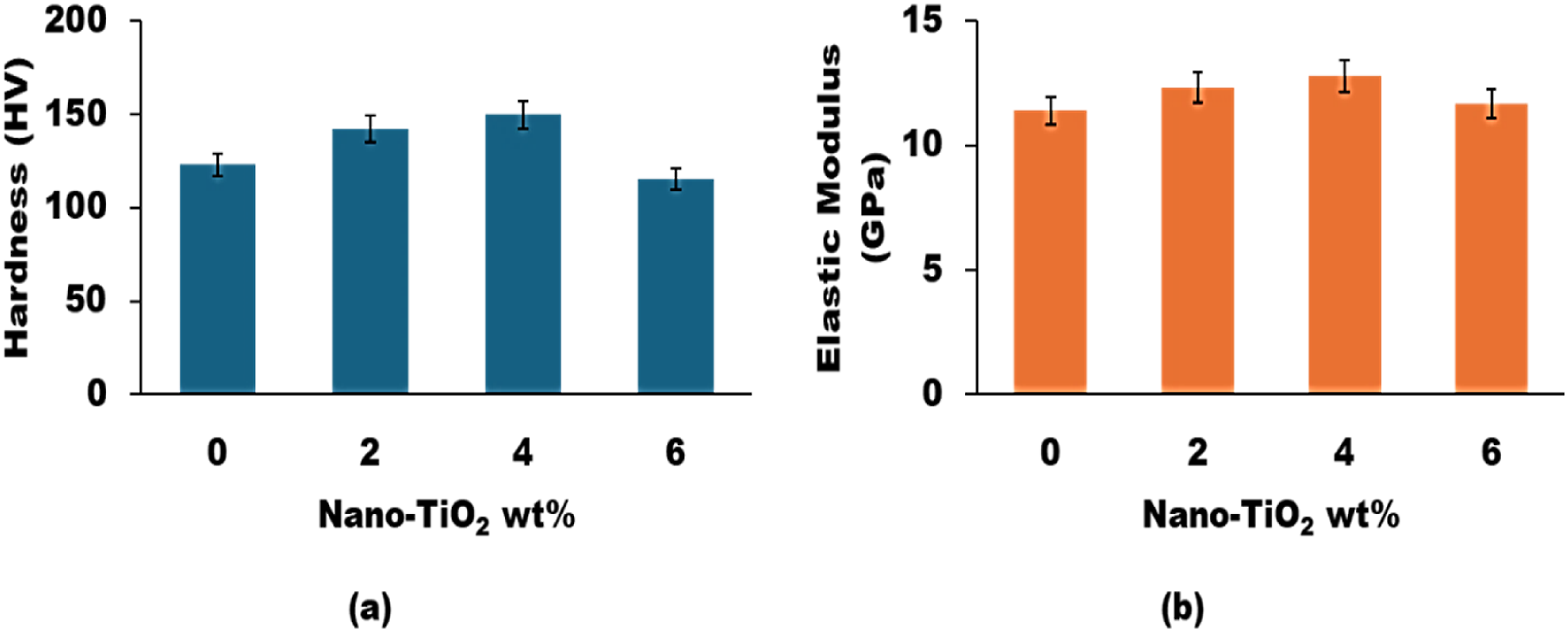




For neat glass fiber/polyimide (E-CR/PI), the hardness is 123.030 ± 0.31 (HV) (Figure 4(a)) and by the addition of 2 wt% nano-TiO2 additives in its frame network, the hardness was improved by 15.8%. On further increasing the TiO2 additive content to 4 wt%, the % increment in hardness was recorded to be 21.9%. However, from Figure 4(a), results indicate that with the increment of nano-TiO2 loading beyond 4 wt%, the hardness value was decreased by 6.1%. This reduction in hardness could be attributed to agglomeration of the particles and pores, as well as the crack noted in the resultant composites loaded with 6 wt% nano-TiO2 additives.49,50 Knowing that the higher the penetration depth of the indenter on a material, the lower the mechanical hardness and such is the case in 6 wt% TiO2 reinforcement. In addition, introduction of the nano-TiO2 additives into the glass fiber reinforced PI increases its elastic modulus (Figure 4(b)). The neat glass fiber/polyimide with 0 wt% TiO2 depicted an elastic modulus of 11.40 ± 0.51 GPa. 12.34 ± 0.45 GPa and 12.40 ± 0.48 GPa elastic modulus were recorded at 2 wt% TiO2 and 4 wt% TiO2 reinforcement, respectively. Meanwhile, at 6 wt% TiO2 loadings, elastic modulus of 11.51 ± 0.36 GPa was recorded. Thus, the optimum hardness and elastic modulus was achieved on 4 wt% nano-TiO2 loading (Figure 4(a) and (b)). These maximum properties performance of the glass fiber/polyimide composites filled with 4 wt% nano-TiO2 particles could be ascribed to the improved interfacial interaction, stiffness, and better load transfer mechanism, which must have existed in the resultant nanocomposites than the other reinforcements.47,51–53
Friction and wear characterization
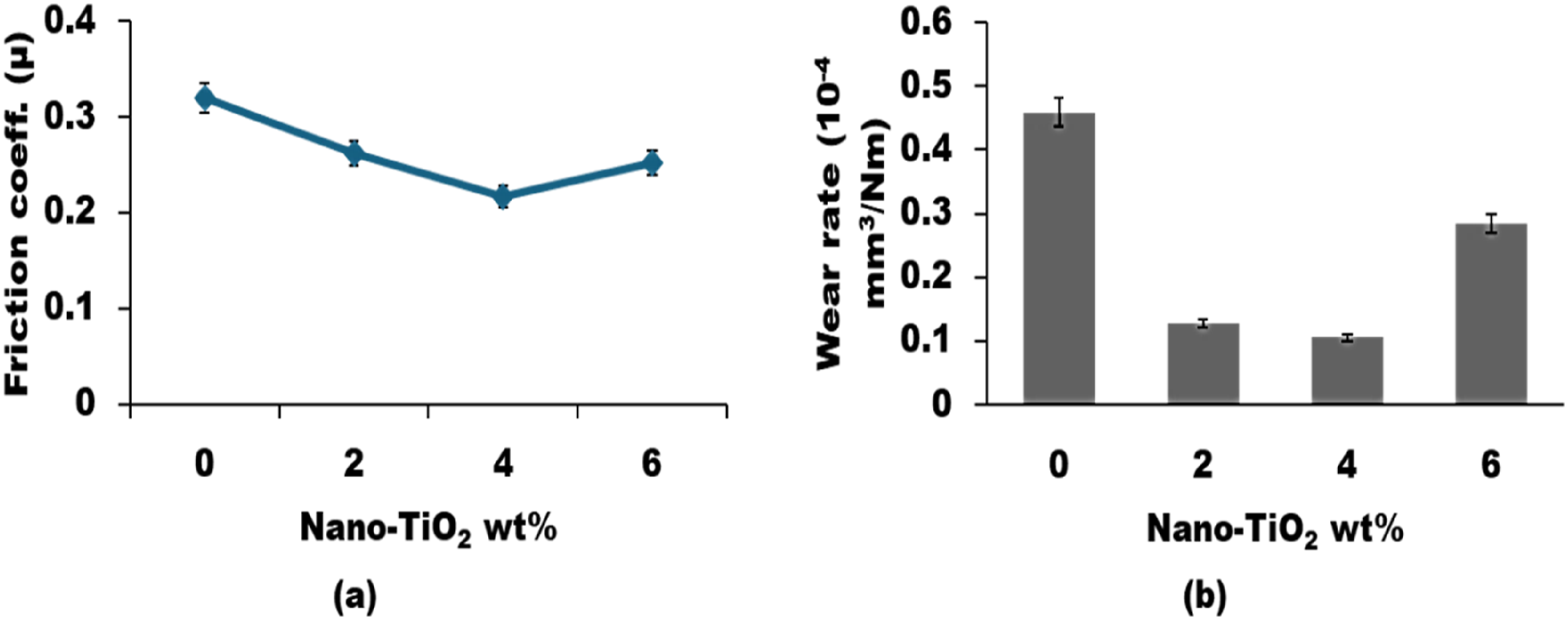
The actual friction coefficient variations with distance graph for different samples are shown in Figure 5. Meanwhile, friction coefficient and wear rate of E-CR/PI composites with varying nano-TiO2 contents at 150 r/min under an applied load of 10 N are depicted in Figure 6. From the figure (Figure 6), it could be viewed that the incorporation of the nano-TiO2 additives in the E-CR/PI composites markedly improved its wear resistance behaviour owing to TiO2 large surface area.
54
This on the other hand evidenced that the shear strength of E-CR/PI composite was decreased with the present of TiO2 particles and as such the reduction in friction coefficient.
28
Herein, the reduction in coefficient of friction could also be ascribed to the synergistic effect of the reinforcements in the polymer matrix.8,55 However, remarkable % reductions in the wear rate of the resultant nanocomposites were recorded at 2 and 4 wt% nano-TiO2 addition and could be attributed to the transfer film as well as effective stress transfer phenomenon within the composites.
53
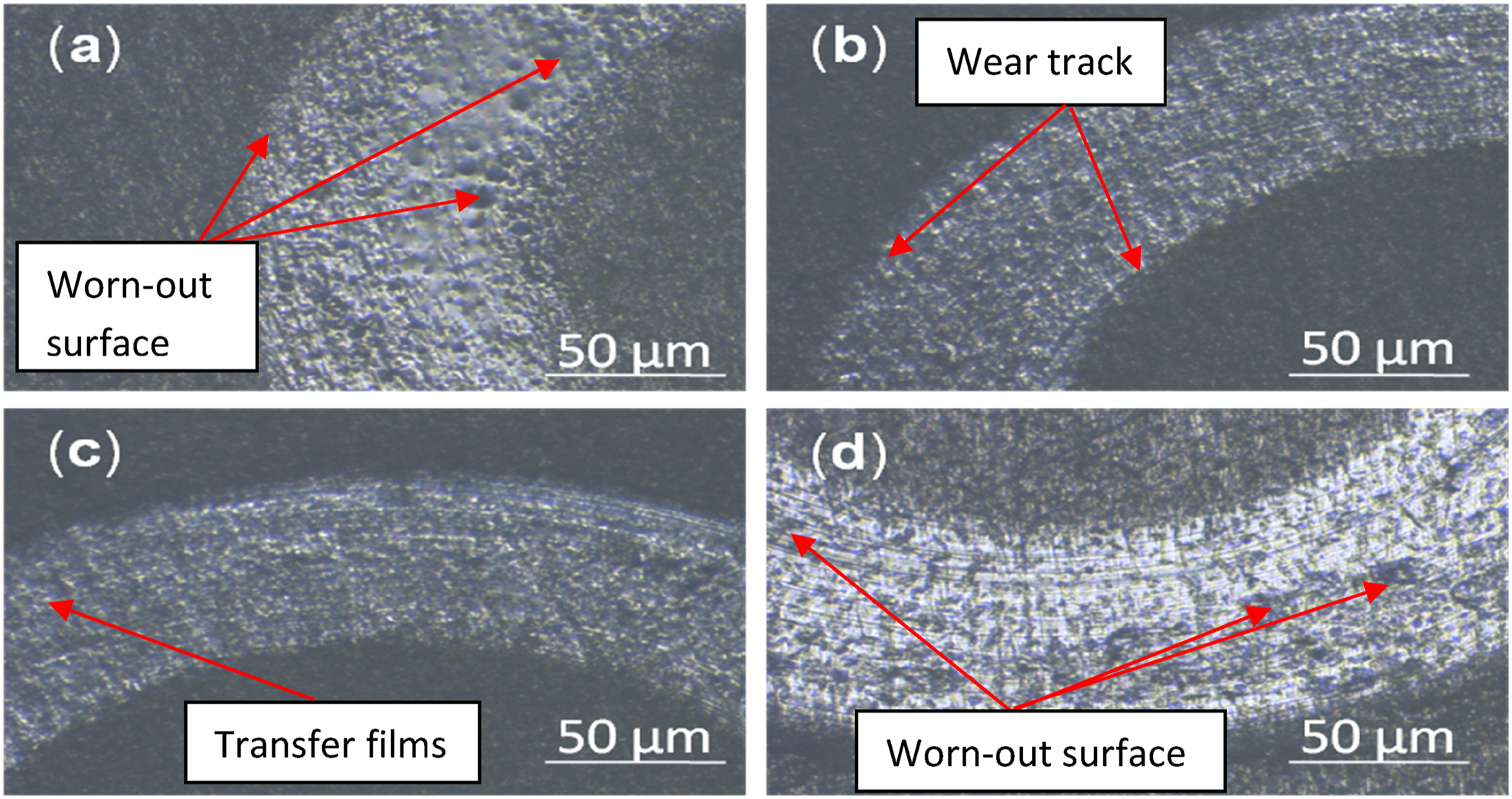
Therein, debris in the wear track/surface (Figure 7(b) and (c)) might be sheared in smaller particulates and function as lubricants. Moreso, formed debris on one hand could be more consolidated film on the worn-out surface and thus decreased the direct contact between composite and the counterpart. However, with an increase in the content of the nano-TiO2 particles, there is a minimal increase in friction coefficient and wear rate, although, the values were noticed to be lower than that of the E-CR/PI composite reinforced with 0 wt% TiO2 (Figure 6(a) and (b)). This means excessive additives basically tend to agglomerate and as such result to less uniformity or homogeneity and anti-wear characteristic of composite system.
56
Also, the increase in pits, surface roughness, and worn-out surface of the neat E-CR/PI composite (Figure 7(a)) and the nanocomposites loaded with 6 wt% (Figure 7(d)) ascribed to their increased friction coefficient and wear rate when compared to those of 4 wt% with less roughness.57,58 Knowing that the abrasion wear and plastic deformation caused by wear track is the predominant wear mechanisms in the produced composites20,59–61 when considering the scratches and grooves on the wear test samples, particularly the composites with 6 wt% reinforcement (Figure 7(d)). However, for the best combination of friction coefficient and wear, the optimum loading of nano-TiO2 additives appeared to be at 4 wt% based on the friction and wear rates values presented in Figures 5 and 6(a)–(b). One can agree with this as the transfer film of the 4% TiO2 loading (Figure 7(c)) becomes successively homogeneous and as well offers a synergistic combination of improved hardness and wear resistance. Hence improves the self-lubricating characteristics of the glass fiber reinforced polyimide composites.
62
However, the composite filled with 4 wt% nano-TiO2 depicts less abrasiveness, demonstrating a low material removal from the surface and a better wear behaviour of the resultant composite when compared to the pure E-CR/PI and other reinforcements. On the hand, the reported enhanced wear resistance of the hybrid composites filled with 4 wt% nano-TiO2 particles over the 0 wt% nano-TiO2 and other samples could be due to its high hardness.
34
Friction coefficient versus distance graph. (A) Friction coeff. And (B) Wear rate of the E-CR/PI at different TiO2 additives (10N, 150 r/min, duration test: 15 min). Surface morphology of the wear track/worn-out samples after wear test (A) 0 wt% TiO2, (B) 2 wt% TiO2, (C) 4 wt% TiO2, and (D) 6 wt% TiO2.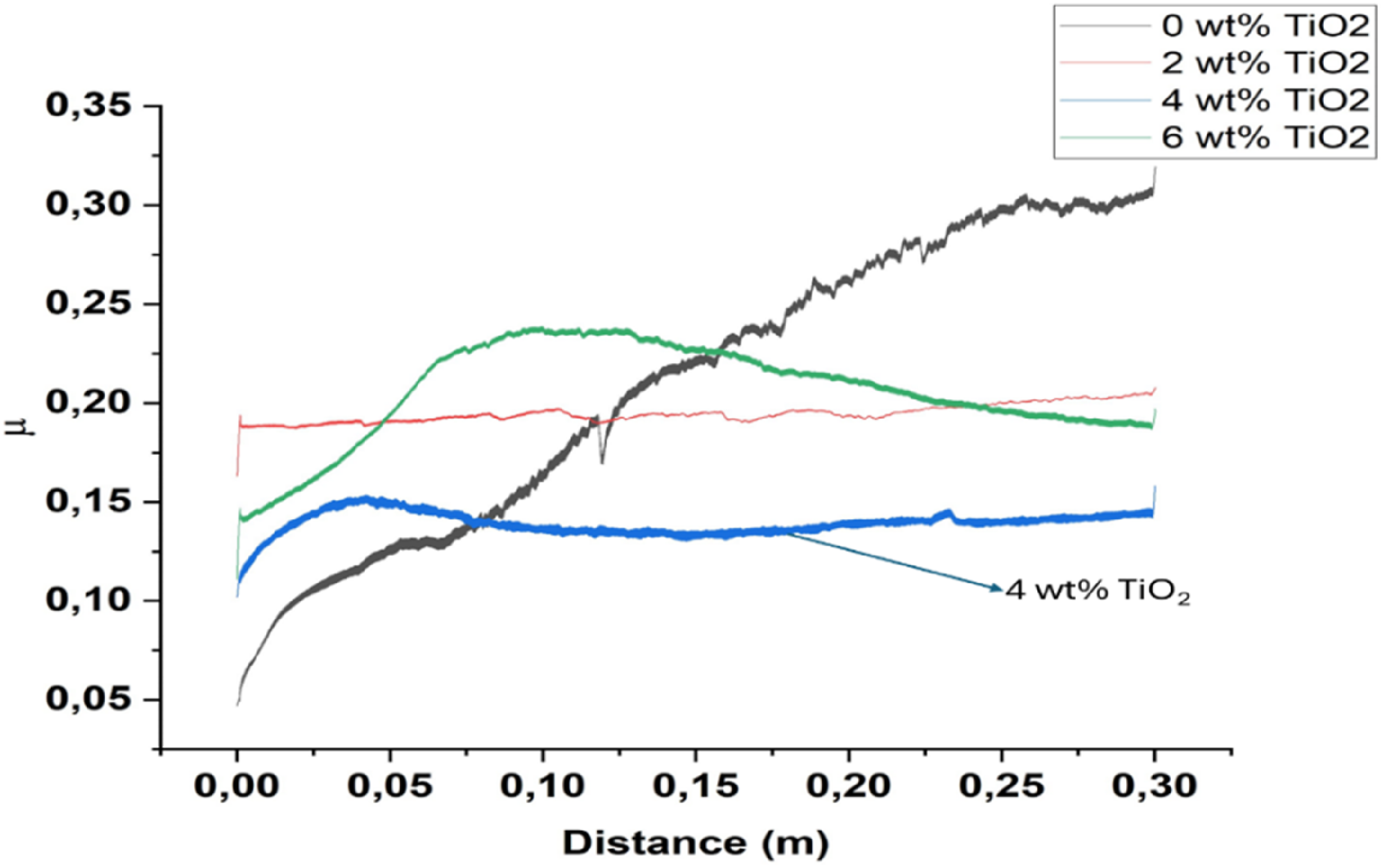
Conclusions
Based on the experimental evaluations, E-CR/PI composites with various nano-TiO2 additives (0, 2, 4, and 6 wt%) were successfully produced by spark plasma sintering process and the following conclusions have been drawn. 1. Addition of nano-TiO2 in the neat glass fiber-reinforced polyimide enhanced good interfacial interaction between the glass fiber particles and the PI matrix. 2. The mechanical properties of the glass fiber-reinforced PI composite were significantly improved when the nano-TiO2 additive loading is less than 6 wt%. 3. The E-CR/polyimide nanocomposite filled with 4 wt% nano-TiO2 additives yielded a 21.9% (150 HV) higher hardness and 8.7% (12.40 GPa) higher elastic modulus in comparison with those of the E-CR/PI nanocomposite filled with 0 wt% TiO2 (123 HV, 11.40 GPa). 4. The introduction of nano-TiO2 as an additive in the E-CR/PI also results in a notable improvement in friction coefficient and anti-wear ability of the polyimide polymer material. 5. However, this research work can be further extended by ascertaining the tensile, flexural, and compressive properties of the resultant nanocomposites, which could be more useful in structural applications.
The present work may be summarized that the nanocomposite containing 4 wt% nano-TiO2, 15 wt% E-CR, and 81 wt% PI, respectively, will be the ideal candidate material in the design and fabrication of mechanical load-bearing and mechanical friction components for automobile and aerospace applications as the combined material depicted the best mechanical and tribological characteristics.
Footnotes
Acknowledgments
The authors wish to thank the Center for Surface Engineering Research (CSER), NRF of South Africa (Grant Numbers: 150574), TUT, Faculty of Engineering and Built Environment and Centre for Energy and Electric Power for their financial support in the course of this study.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by National Research Foundation; 150574