
Abstract
In this paper, hydrophilic cotton (CO) yarn and hydrophobic cross-section polyester (PET) filaments were used to prepare single-layer interwoven fabrics (CO/PET fabrics) with plain, 3/1 twill, and 8/5 satin to formulate a hydrophobicity–hydrophilicity gradient across the fabric for obtaining a good water transfer ability. The CO fabrics and PET fabrics were prepared for comparison. The contact angle and thermo-physiology properties of the fabrics, including the wicking property, moisture management ability, drying property, air permeability and water vapor permeability, thermal property, and dynamic cooling property, were investigated. The results show that the asymmetric hydrophobicity–hydrophilicity characteristic can be formed across CO/PET fabric with 3/1 twill and 8/5 satin. This can improve the water transfer ability from the inside to the outside of the fabrics, and the longer the floating length of the fabric is, the stronger the water transfer ability is. These two fabrics also exhibit excellent wicking properties, overall moisture management capability, and thermal comfort, and have good permeability, drying properties, and dynamic cooling properties compared to the corresponding fabrics. As a result, these two CO/PET interwoven textiles are more suitable for application as clothes worn in summer. The interweaving technique combining hydrophilic and hydrophobic yarns is an easy and cost-effective method to prepare fabrics that meet summer requirements. This work provides insight into the thermal and moisture comfort property of interwoven fabrics for summer garments.
Keywords
Thermo-physiological comfort is related to the heat and moisture transfer properties of clothing, and it plays a major role in clothing wearing. 1 In hot climates or during exercise, the human body regulates temperature via the secretion and evaporation of sweat. 2 To maintain the body's thermal balance and comfort, clothing should allow perspiration to escape to the environment. 3 If the sweat moisture stays on the inner surface of the clothing, it may adhere to the body’s skin and cause discomfort.
Sweat moisture may be transferred through clothing in liquid and vapor form. 4 Liquid water transfers through porous textiles via wetting and wicking. 5 When sweat wets the fabric, wicking may occur in the spaces between fibers and yarns under capillary pressure. 6 Water vapor passes through the air spaces between the fibers and yarns and along the fibers driven by the water vapor partial pressure gradient between the inner wetted fabric surface and the environment on the outer fabric surface. This process enables more sweat evaporation by lowering the water vapor partial pressure at the location of liquid and enhancing its evaporation potential. 1 Heat transfer through fabrics involves conduction heat transfer through solid yarn and the air space between yarns, convection through gaps between yarns, and radiation through yarns and gaps between yarns. 7 When the human body secretes sweat in a hot environment, sweat evaporation becomes a key method of body heat loss. Moisture evaporation absorbs heat from the body and cools the skin of the human body. If a fabric with low water vapor permeability cannot pass a sufficient amount of water vapor, this will lead to sweat accumulation in the clothing and potential discomfort. The moisture and thermal comfort properties of textiles are affected by many parameters, such as the fiber type,8,9 yarn structure,10 –14 fabric structure,15 –17 and finishing treatments.18,19
Many researchers have focused on the study of moisture and thermal comfort of fabrics and found that a hydrophobic–hydrophilic gradient across fabrics can trigger a moisture-wicking process from the skin to the environment and, hence, lead to a satisfactory level of thermo-physiological comfort to the body.3,20,21 For example, Supuren et al. 3 reported that polypropylene (inner)–cotton (CO) (outer) knitted fabric has better moisture management properties, provides high levels of comfort, and can be preferred for summer, active, and sportswear. Similar double-layer woven fabrics have been studied, but they are not as readily and efficiently prepared as knitted fabrics, and their dense structure and thickness result in their poor breathability and high thermal resistance, making them less applicable for summer use.22,23 In contrast, single-layer fabrics are more suitable and widely used for summer clothing, such as shirts, trousers, skirts, etc. However, research on single-layer woven fabrics has focused more on the comfort properties of single-component fabrics or blended fabrics that do not exhibit very good moisture transfer in the transversal direction (along the fabric thickness).24 –30 Commonly, single-sided hydrophilic or hydrophobic finishing is used commercially to improve the one-way water transport ability.31,32 Due to potential application in designing summer apparel, sportswear, and even defense fabrics with high performance, methods such as coating, 33 electrospraying, 34 nanotechnology, 35 and the sol–gel technique 36 have also been popular research topics in recent years to improve the moisture transfer capacity of fabrics. They can greatly improve the moisture transfer capacity of fabrics; however, their environmental friendliness, durability, cost, and safety need to be seriously considered.
Woven fabric is produced by crossing the two thread systems, the warp and the weft. Theoretically, one set of hydrophilic yarns alternately weaves over and under one set of hydrophobic yarns in a manner with fewer intersections of the warp yarn and weft yarn. This enables one surface of the fabric to be almost fully covered by hydrophobic floating and the other surface to be almost fully covered by hydrophilic floating, thus achieving a hydrophobic–hydrophilic gradient in the thickness direction of the fabric without additional functional finishing. This type of fabric is known as interwoven fabric, and the fabric has the characteristics and functional potential of both materials. Yavacaolu et al. 37 studied shirting fabrics with a plain structure woven by viscose warp yarn and four types of weft yarn (viscose, CO, PET, and acrylic) under industrial conditions, showing very good moisture management abilities. Atasag˘un and Okur 38 also investigated commercial shirting woven fabrics and found CO/polyester (PET) interwoven fabrics with plain and 3/1 twill to exhibit excellent water transfer abilities, but meanwhile, all pure CO fabrics show excellent water transfer abilities as well. Obviously, the usage of a finishing agent (micro silicone softener), increasing the fabric’s hydrophobicity, 39 affected the moisture transfer ability of the shirting fabrics. In addition, Namligöz et al. 40 found that cellulosic/PET interwoven fabrics with 3/1 twill construction allowed liquid absorption and transportation efficiently and showed an excellent moisture management ability. These studies have demonstrated to some extent the advantages of interwoven fabrics in terms of moisture transfer, but the mechanism and the influence of structure on it are not well understood.
In this paper, one set of hydrophobic yarns and one set of hydrophilic yarns were interwoven in the manner of different intersections with the aim of creating a hydrophobic–hydrophilic gradient in the transversal direction along the fabric thickness. The thermal and moisture comfort-related properties, including wicking, moisture management, the drying rate, air permeability and water vapor permeability, thermal resistance, and dynamic cooling property, were investigated. These properties were compared with those of CO and PET fabrics as a baseline reference. This work contributes to the understanding of thermal and moisture comfort properties of single-layer interwoven fabrics and provides a reference for the development of summer woven fabrics with enhanced comfort.
Materials and method
Fabric design principle
In this work, we designed interwoven fabrics with plain, 3/1 twill, and 8/5 satin weave based on hydrophilic CO warp yarn and hydrophobic PET filament weft yarn to obtain a hydrophobicity–hydrophilicity gradient across the fabric. We choose these three structures because they not only meet our design requirements but are also commonly used and very accessible basic weave structures for preparation and commercialization. The structures and microscopic images of the CO/PET fabrics with red ink for clear observation are shown in Figure 1. The CO/PET plain fabric has a uniform structure of short hydrophilic warp floating and hydrophobic weft floating distributed on both surfaces. When liquid comes into contact with the PET floating on the inner surface of CO/PET plain fabric, the water will be dragged to the CO floating on the outer surface by capillary pressure, and be absorbed. When sweat touches the hydrophilic CO floating on the inner surface, it will directly wet the CO yarn and be absorbed. Therefore, the anticipated liquid water distribution for this fabric should be even on both sides of the fabric after liquid water transmission. Meanwhile, in 3/1 twill and 8/5 satin CO/PET fabrics, hydrophilic warp floating is longer than hydrophobic weft floating on the outer surface and the reverse on the inner surface, resulting in an asymmetrical hydrophobicity–hydrophilicity character across the fabrics. In this case, theoretically the liquid water should be absorbed by the shorter hydrophilic floating on the inner surface and the longer hydrophilic floating on the outer surface. That is, the liquid water will be mainly transported to the outer side of the two fabrics, as shown in the schematic diagram of theoretical liquid water transport through CO/PET fabrics in Figure 1.
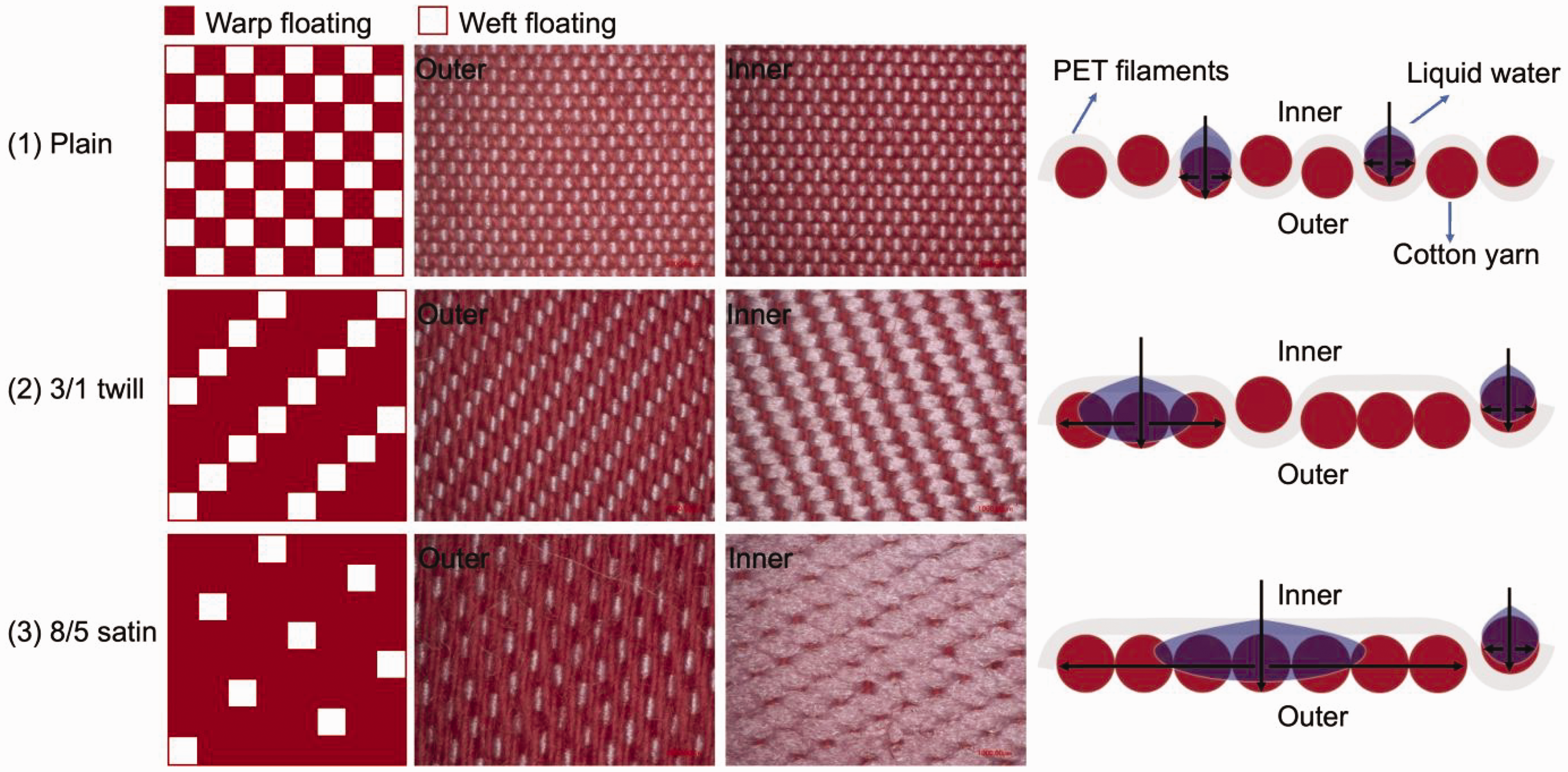
Structure and microscopic images of cotton (CO)/polyester (PET) fabrics, and schematic diagram of theoretical liquid water transport through CO/PET fabrics (color online only).
Fabric preparation
CO/PET interwoven fabrics were prepared on a rapier loom. The CO yarn used is 40 Ne ring spun yarn with a twist of 959.1 NS/1m, a strength of 16.17 cN/tex, and a hairiness H of 5.03. The PET filaments are untwisted and cross-sectional 150D/144F Coolplus PET filaments, and are generally considered to have good water transport properties. Scanning electron microscopy (SEM) images of PET filaments and CO fibers in the yarn are shown in Figure 2. Pure CO fabrics and pure PET fabrics with the same structures were prepared for baseline comparison. After the weaving process, the fabrics containing CO fibers were pre-treated, including desizing, scouring, and bleaching. The specifications of the fabrics are listed in Table 1.
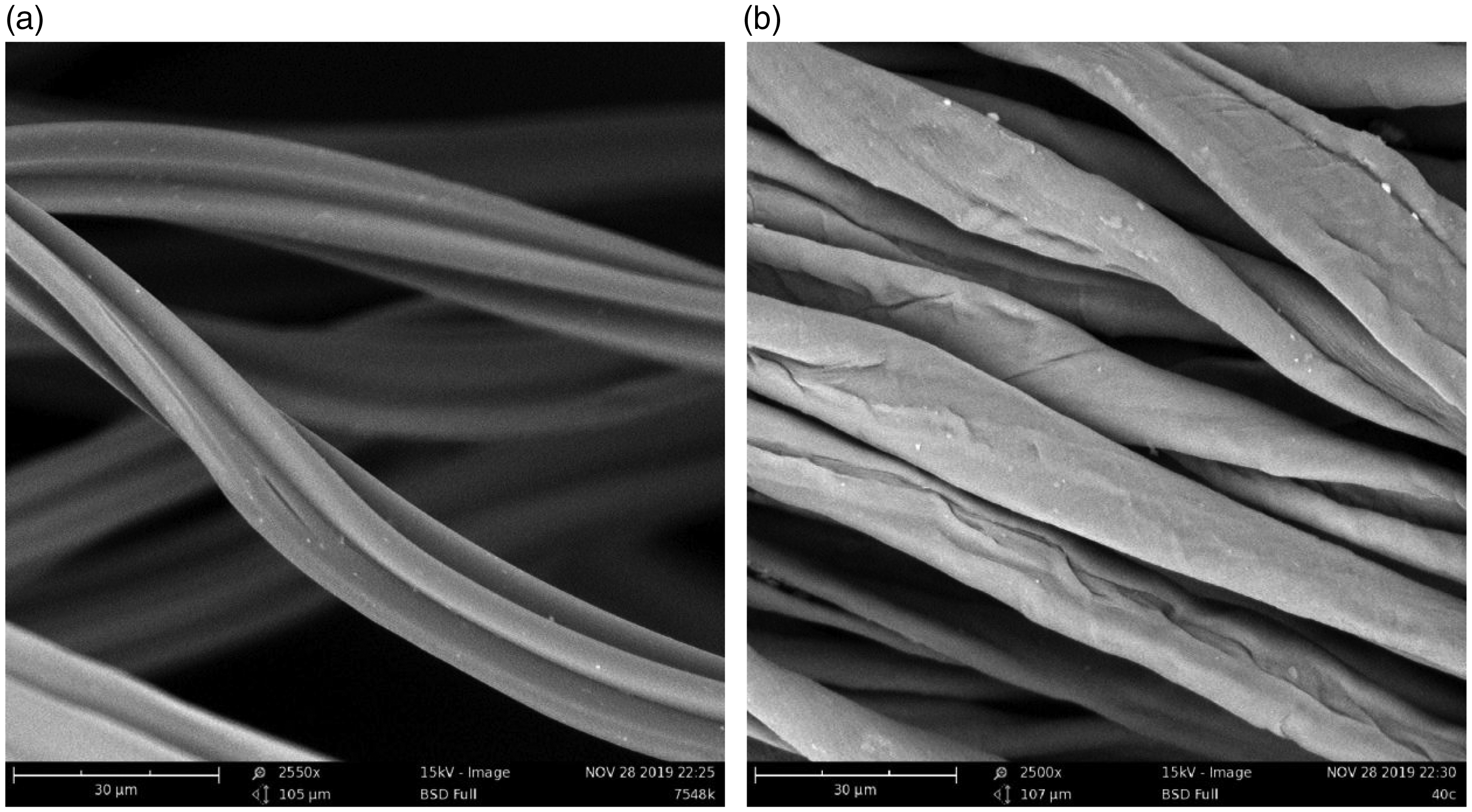
Scanning electron microscopy images of fibers: (a) 150D/144F polyester filaments and (b) cotton fibers in the 40 Ne cotton yarn.
Basic parameters of the woven fabrics
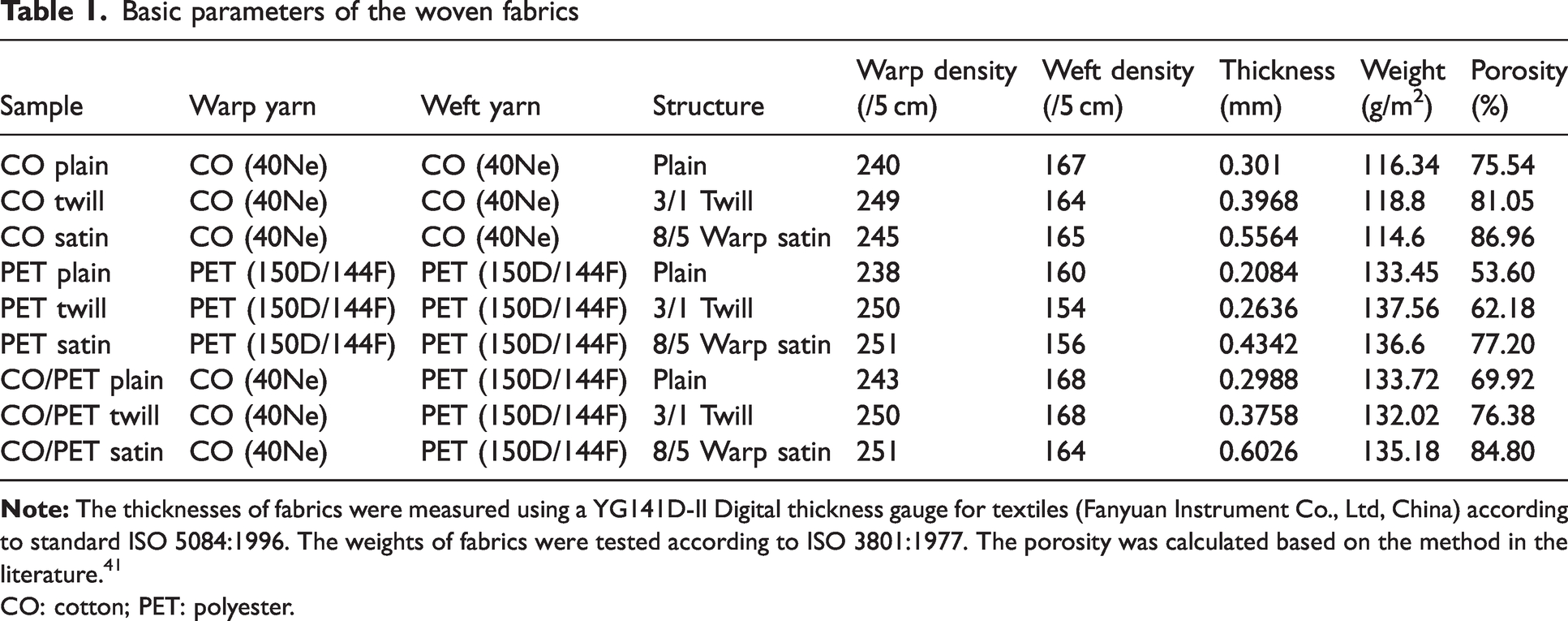
CO: cotton; PET: polyester.
Methods
Contact angle
The contact angle between the fabric surface and water droplet was determined by the sessile drop method using an ADVANCE analyzer for the drop shape (Krüss GmbH, Hamburg, Germany) at the ambient temperature of 20 ± 0.5°C and relative humidity of 65 ± 5%. For the tests, a water drop with a volume of 2 µL was applied on three samples and a camera recorded the wetting process. The angle between the fabric surface and drop contour was calculated by digital image analysis.
Wicking property
Wicking refers to the property of keeping liquid migration in the capillary pores. 42 The vertical wicking height of fabrics represents the wicking performance of the fabric in the vertical position and was measured using a YG871-11 capillary effect tester (Fanyuan Instrument Co., Ltd, China). Three strips with a width of 30 mm and a length of 250 mm were cut along the warp and weft directions of the fabrics, respectively. The strips were arranged vertically, and the lower end with a 3 g tension clamp was immersed into the test solution containing red ink. The wicking height of the strips was recorded in 30 min.
Moisture management ability
The Moisture Management Tester (MMT) is an apparatus that can be used to evaluate the wettability, horizontal wicking ability, and through-wicking ability of fabrics.43,44 The samples were assessed using a MMT (SDL Atlas, LTD) according to AATCC test method 195-2011. The MMT consists of upper and lower concentric moisture sensors to measure the electric resistance of the fabrics placed between the sensors. Synthetic sweat was prepared by adding approximately 9 g of sodium chloride to 1 L of water to achieve a solution conductivity of 16 ms ± 0.2 ms. During the measurement, the test solution (0.21 g ± 0.01 g) was dropped on the top surface, and then transferred onto the fabrics in three directions: spreading outward on the upper surface (inner) of the fabric; transversal transferring through the fabric from the upper surface to the bottom surface (outer); and spreading outward on the lower (outer) surface of the fabrics. 44 Indices, including the wetting time (WT), absorption rate (AR), maximum wetted radius (MWR), spread speed (SS), and accumulative one-way transport index (AOTI), were used to characterize the liquid moisture management ability. The overall moisture management capability (OMMC) is provided based on the three aspects of performance: moisture AR of the bottom side, one-way liquid transport ability, and moisture spreading speed of the bottom side. 43
Drying rate
The drying rate of the fabrics can indicate the rate at which moisture is evaporated from the fabric to the environment. It was tested by a RF4008HP drying rate tester (hot plate method, Shenzhen Refond Equipment Co. Ltd, China) according to AATCC test method 201-2013. The drying time was determined using an infrared temperature sensor to detect the temperature changes on the fabric surface. The drying rate is equal to the number of drops divided by the drying time. The sample (15 cm
Air permeability and water vapor permeability
Air permeability and water vapor permeability are critical elements for clothing comfort and have a great influence on the thermo-physiological comfort of the human body. 45 The air permeability was measured by a YG461E air permeability tester (Ningbo Textile Instrument Factory, China) in accordance with ISO 9237:1995 at a pressure drop of 100 Pa and with a test area of 20 cm2. The water vapor permeability was evaluated by the water vapor transmission rate (WVTR), which was determined using an FX 3180 CupMaster (Textest AG Zurich, Switzerland) according to GB T 12704.1-2009 Part 1: Desiccant method. The test condition was set with a temperature of 38°C, relative humidity of 90%, and wind speed of 0.5 m/s.
Thermal resistance
The thermal resistance (m2·K/W) represents the dry heat flux transported through a given area of fabric under a stable temperature gradient between the hot plate and the environment. Higher thermal resistance means that the fabric has a better ability to prevent heat transfer from the body to the ambient atmosphere. The measurements were performed using a YG606 II thermal resistance tester (Ningbo Textile Instrument Factory, China) according to the standard ISO 11092: 2014 in a climate room at air temperature of 20 ± 0.5°C, relative humidity of 65 ± 2%, and air speed of 0.1 m/s.
Dynamic cooling property
The dynamic cooling property of the fabrics describes the thermal and moisture transfer capacity.
46
It was tested using a YG606 Type II thermal resistance tester with a program controlling the heating power. The thermal resistance tester was placed in a constant temperature and humidity chamber to ensure that the test was carried out at a temperature of 20°C and a humidity of 65%. During the measurement, the sample was put on the hot plate of the thermal resistance tester at a certain heating power, and the real-time temperature of the sample was recorded. The temperature–time curve of dry fabrics displays the heat transfer capacity of the fabrics, and the temperature–time curve of wet fabrics demonstrates the combined effect of the coupled heat–moisture property of the wet fabric and the cooling function of moisture evaporation and diffusion.
47
To compare the cooling effect of the nine fabrics in this paper, samples (35 cm
Before performing the above tests, all samples were conditioned for at least 24 h in the laboratory at a temperature of 20°C and a humidity of 65% before measurements.
Statistical analysis
The effects of structure and material on the thermal-physiological properties of the fabrics were investigated using IBM SPSS Statistics 25 (IBM, Armonk, NY, USA). Dependent variables such as the one-way transfer ability, drying rate, air permeability, water vapor permeability, and thermal resistance were analyzed by a two-way analysis of variance (ANOVA), followed by Tukey’s honestly significant difference (HSD) post-hoc tests. The independent factors are the structure and material of the fabrics. Statistical analyses were performed at a level of significance of p < 0.05.
Results and discussion
Contact angle
Figure 3 depicts the contact angle at the inner and outer surfaces of CO, PET, and CO/PET fabrics in three different woven structures (as described in Table 1). Due to the strong hydrophilicity of CO fibers, water droplets penetrated instantaneously on both surfaces of all CO fabrics, as well as the outer surfaces of CO/PET twill and satin fabrics during the test, so their contact angles can be regarded as 0°. In Figure 3, for PET fabrics, the contact angle of both surfaces of PET fabrics is greater than 90° at the beginning of the test because of the hydrophobicity of PET filaments. The PET satin has the largest contact angle, which remains stable during the test time, followed by PET twill and finally PET plain. This is because the roughness of the fabrics increases with the increase of floating length. 48 In addition, the roughness of the hydrophobic solid enhances its hydrophobicity. 49 Water droplets penetrated faster on the surface of PET twill than on that of PET plain because PET twill is looser due to fewer interlaces, which facilitates the water penetration in the fabric.
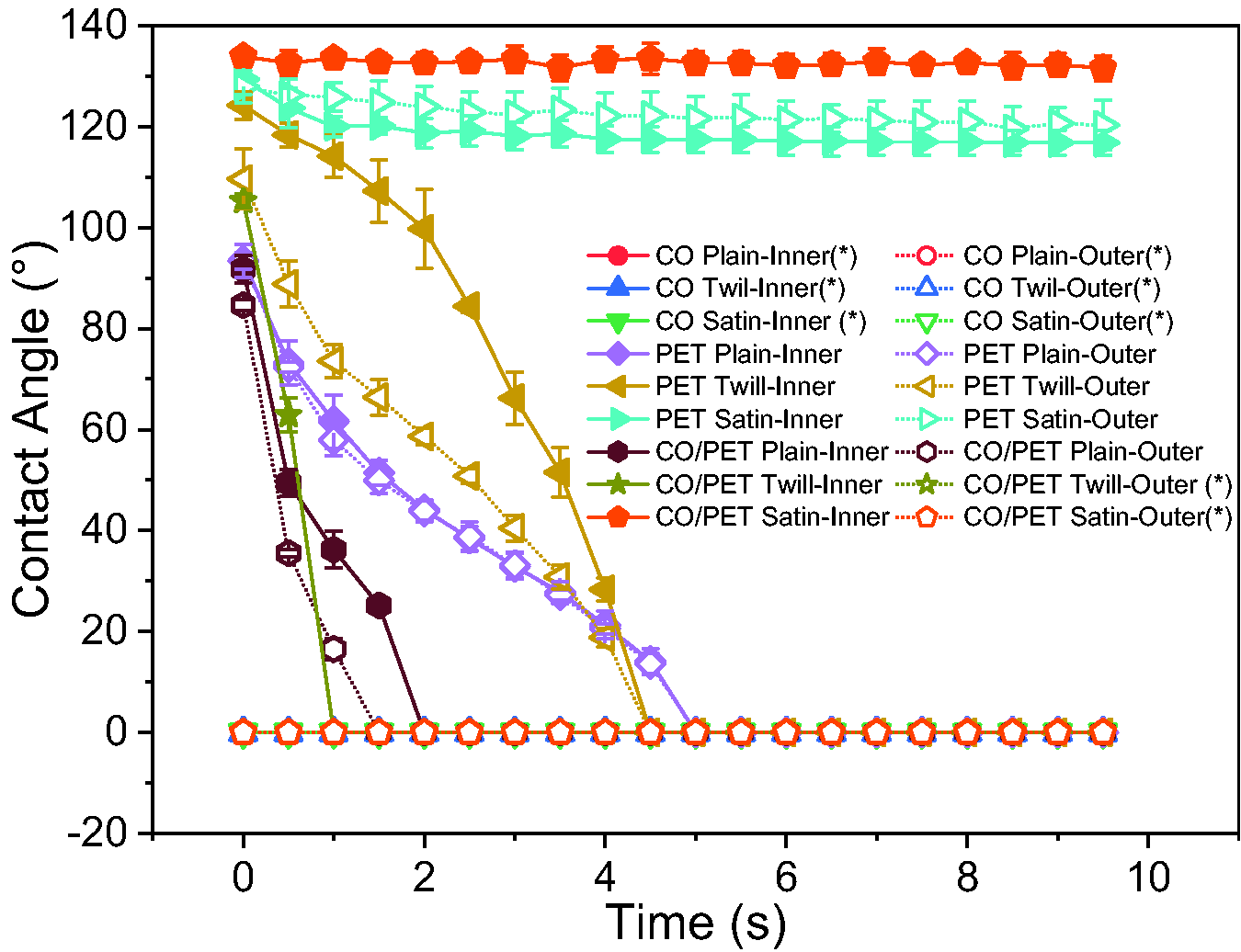
Contact angle at the inner and outer surfaces of cotton (CO), polyester (PET), and cotton/polyester fabrics in three different woven structures (as described in Table 1); (*) in the figure legend represents the contact angle of the fabric surface during the measurement being zero.
For the CO/PET plain fabric, the initial contact angles of the inner and outer surfaces are around 90°, which means that no significant hydrophilicity–hydrophobicity gradient was formed between the surfaces due to the shorter hydrophilic and hydrophobic floating evenly distributed on both surfaces. The contact angles of the inner surfaces of CO/PET twill and CO/PET satin are above 100°, and CO/PET satin has a larger contact angle than CO/PET twill due to the coverage of the longer hydrophobic floating on the inner surface, which enhances its hydrophobicity. The penetration time for CO/PET twill was shorter than that for CO/PET plain due to the looser structure. The contact angle of the inner surface of CO/PET satin is larger than that of PET satin, probably because the warp yarn of CO/PET satin is compact CO yarn, which is more likely to create a rough surface when interwoven with untwisted PET filaments. Considering that the outer contact angle of CO/PET twill and CO/PET satin is 0°, it can be assumed that the hydrophilicity–hydrophobicity gradient is generated across these two fabrics, and the gradient becomes larger as the floating length grows.
Wicking property
In Figure 4, the warp wicking height of the samples is larger than the weft wicking height due to the higher warp density of the samples. For the fabrics with the same materials, the wicking height of 8/5 satin fabrics in both directions is the highest, followed by 3/1 twill fabrics, and finally plain fabrics. The weave type can alter the alignment and arrangement of yarns within the fabric, 50 which in turn affects wicking. The greater interlacing frequency between warp yarns and weft yarns in the fabrics (e.g. plain fabric) will create a more tortuous path for liquid transfer, which is not favorable to moisture migration in capillaries.
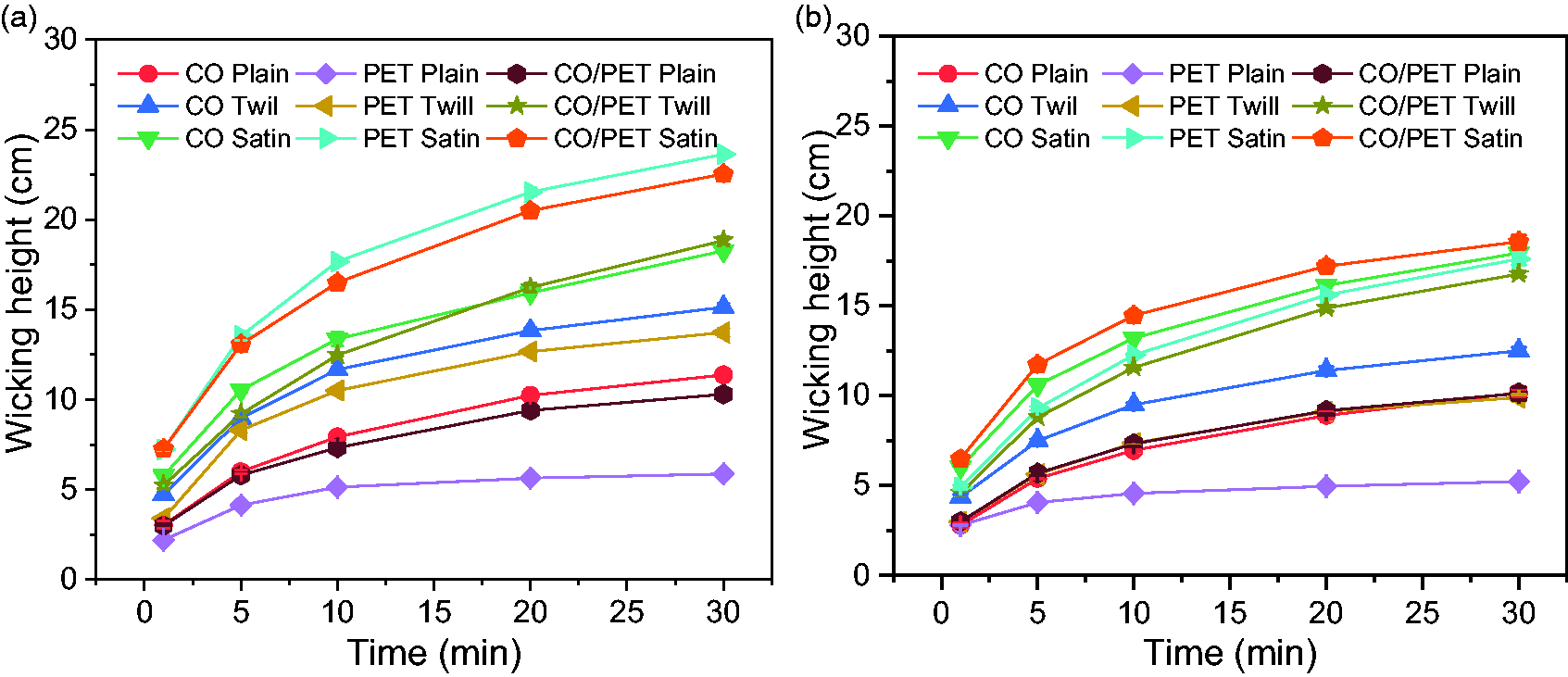
Wicking height of the woven fabrics during 30 min of test duration: (a) in the warp direction and (b) in the weft direction (the standard deviation of the data in the figures ranges from 0 to 0.4). CO: cotton; PET: polyester.
For 3/1 twill and 8/5 satin fabrics, the CO/PET fabrics have the highest wicking height in both directions (except the wicking height of PET satin in the warp direction), followed by CO fabrics and PET fabrics. The higher warp wicking height of CO/PET fabrics (twill and satin) compared to CO fabrics (twill and satin) is most likely because of rapid liquid migration along CO warp yarn, whereas liquid rises along the warp direction in CO fabrics progressed only after the horizontal CO yarns were saturated. 16
In comparison to PET fabrics (twill and satin), CO/PET fabrics (twill and satin) have higher weft wicking heights due to the saturated warp CO yarn acting as a liquid reservoir for the vertical capillary formed by hydrophobic PET filaments during the weft wicking period. PET satin has the highest warp wicking height because the continuous and effective capillaries formed by the cross-section PET filaments with good straightness are more conducive to wicking behavior than the capillaries formed by staple fibers. Generally, the distance of liquid advancement is greater in smaller pores because of the higher capillary pressure. However, an unexpectedly tight arrangement of yarns will obstruct capillary channels and impede the upward movement of liquid water. This can explain why PET plain and PET twill have smaller wicking heights in both directions, and the warp wicking height of CO/PET plain is smaller than that of CO plain. Therefore, the hydrophilic yarns in the warp direction and the hydrophobic yarns in the weft direction alternately weaving in a reasonable way can optimize the moisture migration process and hence provide superior wicking properties.
Moisture transfer ability
Wetting time
Figure 5(a) depicts the wetting time top (WTT) and wetting time bottom (WTB) of the fabrics. The WTT and WTB of all CO fabrics are less than 3 s, showing superior wettability. Because the CO fiber has good hydrophilicity, liquid water can quickly wet the CO fibers and subsequently be transferred to the outer surface of CO fabrics. In contrast, the WTT and WTB of PET fabrics are the greatest among the fabrics with the same structure due to the hydrophobic property of PET fibers. The WTs of CO/PET fabrics are also less than 3 s, except for the WTT of CO/PET satin, indicating that they have comparable wettability to the CO fabrics. This is due to the existence of hydrophilic CO fibers on both surfaces of CO/PET fabrics. Among CO/PET fabrics, the WTT of CO/PET satin is the largest, which is caused by the coverage of longer PET floating increasing the hydrophobicity of the surface, but it is still less than the WTTs of PET fabrics, despite its larger contact angle (Figure 3). This can be explained by the hydrophobic–hydrophilic gradient that accelerates the wetting process. The WTBs of CO/PET fabrics (twill and satin) are less than those of the corresponding CO fabrics due to the pressure gradient created by the hydrophobic and hydrophilic differential across the fabrics, facilitating moisture transfer from the inside to the outside. Generally, the wettability of fabrics with the same material increases with the floating length, since the longer the floating, the looser the fabrics, which facilitates the water transfer.
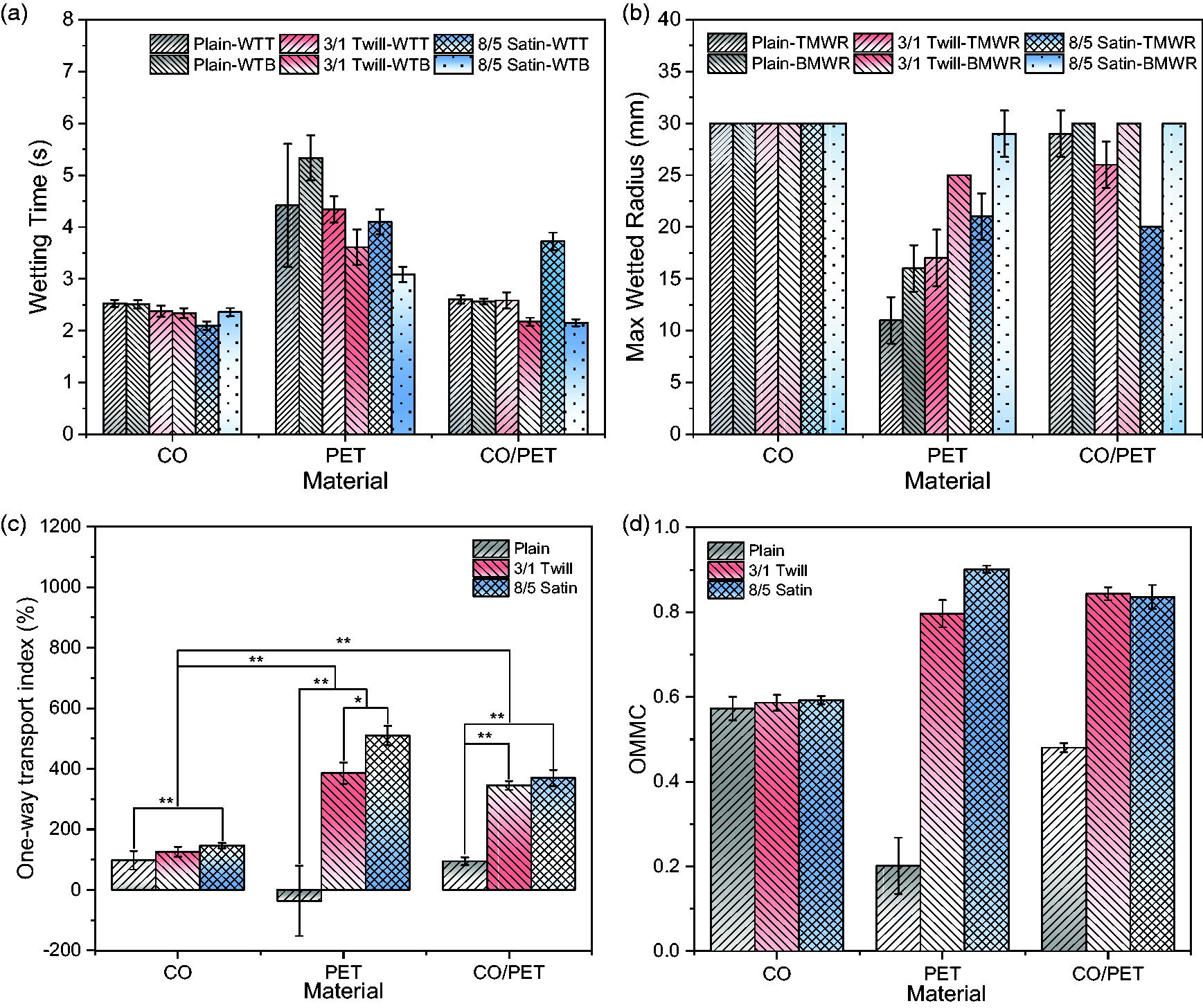
The moisture management ability of the woven fabrics: (a) wetting time top (WTT) and wetting time bottom (WTB); (b) top maximum wetted radius (TMWR) and bottom maximum wetting radius (BMWR); (c) one-way transport index (** significant difference at the 99% confidence interval, * significant difference at the 95% confidence interval) and (d) overall moisture management capability (OMMC). CO: cotton; PET: polyester.
Maximum wetted radius
The inner layer maximum wetting radius (TMWR) and outer layer maximum wetting radius (BMWR) of the fabrics can be used to evaluate the horizontal wicking because the wicking occurs radially when the test solution drops at the center of the sample. 51 The larger the maximum wetting radius, the better the horizontal wicking property of the fabric. All CO fabrics have the largest TMWR and BMWR (Figure 5(b)) due to the strong hygroscopicity of the CO fiber and, correspondingly, the structure does not affect the TMWR and BMWR. The TMWR and BMWR of PET fabrics are smaller than that of the corresponding CO and CO/PET fabrics with the same structure, and the TMWR and BMWR increase with the floating length. The BMWR of CO/PET fabrics is also 30 mm (full measurement range as for CO fabrics) because of the existence of CO fibers on the outer surface, while the TMWR of the fabrics declines with the floating length. Because the hydrophilic–hydrophobic asymmetrical characteristics of CO/PET twill and satin fabrics results in more moisture being transferred to the outer layer for spreading, sweat can easily move from the skin to the outer surface of these two fabrics, boosting the fabric’s comfort and drying properties.
One-way transport ability
The AOTI reflects the one-way liquid transport capacity from the inner surface to the outer surface of the fabric. 44 The CO fabrics, PET plain, and CO/PET plain have lower AOTI values (Figure 5(c)). The PET fabrics (3/1 twill and 8/5 satin) and CO/PET fabrics (3/1 twill and 8/5 satin) have higher AOTI values, meaning that perspiration from human skin can be easily transported to the outer surface of these four fabrics, thus offering better moisture comfort for the human body. The higher the floating, the greater the thickness and the greater the AOTI of the fabrics. Both materials (F = 60.1, p < 0.001) and structures (F = 176.2, p < 0.001) have a significant influence on the AOTI. However, there is a significant difference (p < 0.01) between CO/PET fabrics and CO fabrics, and no significant difference between CO/PET fabrics and PET fabrics. This implies that the approach of interweaving two sets of yarns with varying hydrophilic and hydrophobic properties can optimize the unidirectional water transport capacity of the fabrics, where the longer floating in the fabrics is associated with enhanced moisture transfer performance. Nevertheless, there is no statistically significant difference between 3/1 twill and 8/5 satin among CO/PET fabrics, indicating that the potential for increasing the floating length to enhance the moisture transfer property of interwoven fabrics is limited.
Overall moisture management capability
The OMMC is an index to indicate the overall capability of the fabric to manage the transport of liquid moisture, which includes three aspects of performance: moisture absorption rate of the bottom side (BAR), one-way liquid transport capacity (AOTI), and moisture spreading speed at the bottom surface (BSS). 44 As shown in Figure 5(d), for fabrics with the same material, the OMMC of fabrics increases with the floating length. The CO/PET fabrics (twill and satin) showed excellent OMMC, and are identified as moisture management fabrics according to fabric classification. 44 This also shows that forming asymmetric hydrophilic and hydrophobic properties across the fabrics would be an effective way to obtain fabrics with good moisture management capabilities.
Drying property
The drying rate can be used to evaluate the water transfer ability from the fabric to the ambient air. The greater the drying rate, the faster the fabric dries. As shown in Figure 6, both the material (F = 118.8, p < 0.001) and the structure (F = 422.1 p < 0.001) have a significant influence on the drying rate. Overall, for the fabrics within the same material, the plain fabric dries the fastest, followed by 3/1 twill and 8/5 satin. Because the fabric thickness increases with the increase of floating, the drying rate decreases with the fabric thickness. For plain and 3/1 twill fabrics, the drying rate of CO/PET fabrics is smaller than that of PET fabrics, but larger than that of CO fabrics. During evaporation, liquids prefer to escape from hydrophobic fibers such as PET. CO fibers have hydroxyl groups that form strong bonds with moisture, making moisture evacuation difficult, although CO samples have the largest wetted radius for evaporation. For 8/5 satin fabrics, however, CO/PET fabric dries the fastest, followed by CO fabric, and then PET fabric. Wet fabrics with highly porous structures allow more air to pass through them, resulting in faster and more effective drying. 52 Obviously, the smaller porosity of PET 8/5 satin fabric prevents moisture vapor movement through it.
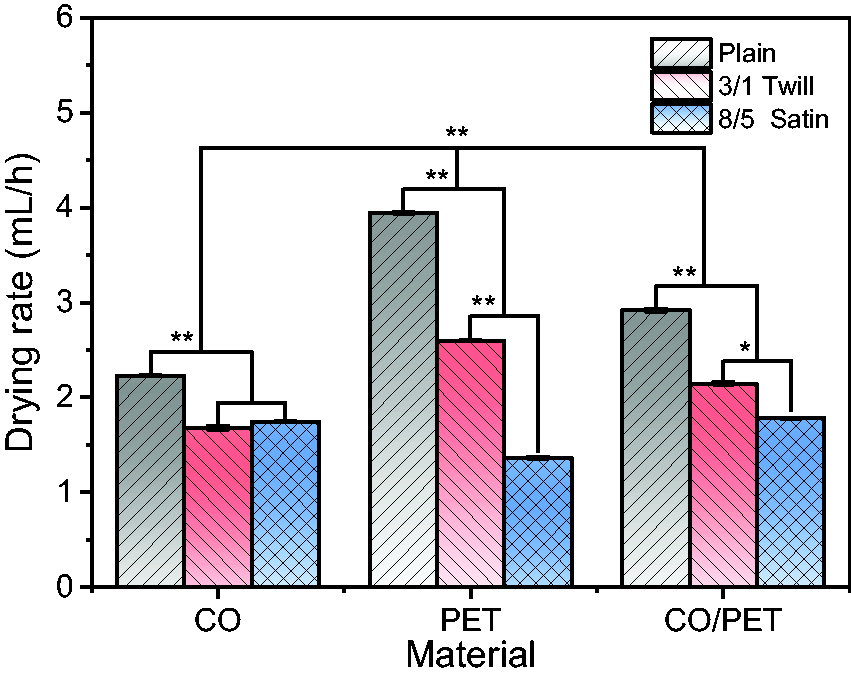
The drying rate of the woven fabrics (** significant difference at the 99% confidence interval, * significant difference at the 95% confidence interval; the standard deviation of the data in the figures ranges from 0 to 0.02). CO: cotton; PET: polyester.
Thermal comfort-related properties
Air permeability
The material (F = 1523.3, p < 0.001) and structure (F = 1349.1, p < 0.001) make a significant difference to the air permeability. As shown in Figure 7(a), the air permeability of CO/PET fabrics differs significantly from that of CO fabrics and PET fabrics. For the fabrics with the same structure, the CO fabrics have the best air permeability, especially the 8/5 satin CO fabric, which has the maximum air permeability among all tested fabrics. The PET fabrics have the poorest air permeability, whereas CO/PET fabrics have medium air permeability. This is because the air passes through the fabric via the pores between yarns and the spaces between fibers, and the permeability of inter-yarn pores dominates the fabric’s total air permeability. 53 The CO yarns are compact and have a nearly round cross-section, resulting in larger pores between the yarns. The 150D/144F PET filaments, on the other hand, are untwisted and arranged closely in the fabrics, which makes the pores smaller. The CO/PET fabrics have medium porosity, as shown in Table 1, due to the presence of these two yarns. In addition, the 8/5 satin fabric has the best air permeability, followed by the 3/1 twill fabric and plain fabric among the fabrics made of the same material. As the floating length increases, there are fewer interlaces per unit area and greater porosity in the fabric, which is more conducive to the free passage of air.
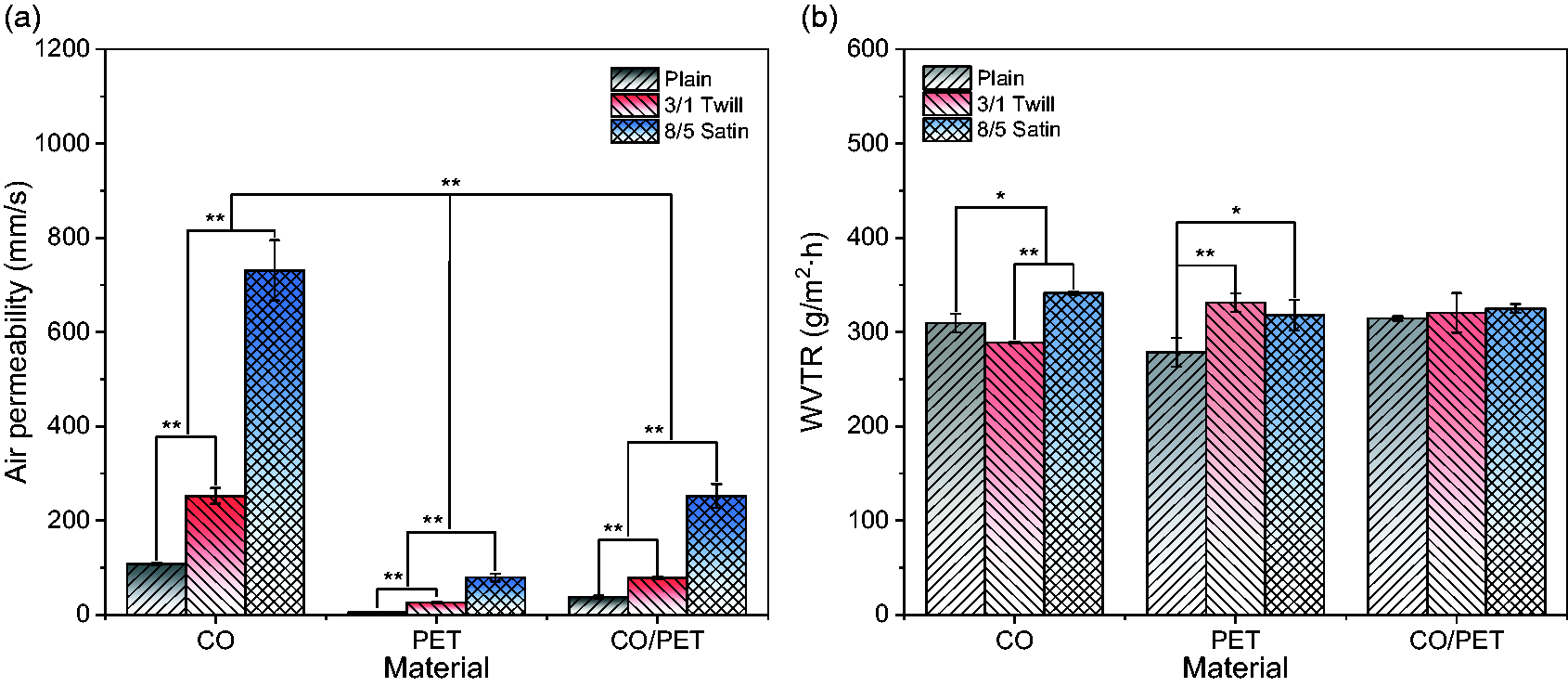
(a) Air permeability of the woven fabrics and (b) Water vapor transmission rate (WVTR) of the woven fabrics (** significant difference at the 99% confidence interval, * significant difference at the 95% confidence interval). CO: cotton; PET: polyester.
Water vapor permeability
Water vapor transport plays a significant role in determining the thermal comfort of fabric since it represents the ability to transmit perspiration off the body. 54 The WVTR is an index used to evaluate the ability of water vapor to penetrate through textiles. The greater the value, the better wearing comfort is provided to the human body. Figure 7(b) shows that there is no significant difference (F = 2.0, p = 0.161) in water vapor transport performance between materials. The CO fiber has good hydrophilicity and the hydrophilic fibers, having a greater ability to absorb moisture, facilitate the absorption and diffusion of water vapor through the fabrics.55,56 However, the CO fiber swelling reduces the size of air spaces, thus reducing the diffusion of water vapor. 57 Moreover, the thicknesses of PET fabrics are smaller, and the 150D/144F PET filaments have cross-sectional profiles leading to more specific surfaces that are available to help them conduct away more moisture vapor. 58 The structure has a significant influence on the WVTR of CO fabrics and PET fabrics, but not on the WVTR of CO/PET fabrics. The CO/PET fabrics generally have good water vapor transmission capacity.
Thermal resistance
Figure 8 shows a significant difference (F = 713.6, p < 0.001) in the thermal resistance among the fabrics with different materials. The thermal resistance of CO/PET fabrics is noticeably less than that of CO fabrics (except for CO plain fabric) and PET fabrics. The thermal conductivity of PET fiber is lower than that of CO fiber (0.141 W/mK compared to 0.461 W/mK, respectively), 59 so the PET fabrics have higher thermal resistance than CO fabrics. This may also explain the slightly higher thermal resistance of CO/PET plain than CO plain. The CO fabrics with 3/1 twill and 8/5 satin have evidently higher thermal resistances than the corresponding CO/PET fabrics, mainly owing to more hairiness on the surfaces and larger porosity, even though the thermal conductivity of PET is larger than that of CO. The CO fabrics with 3/1 twill and 8/5 satin have fewer interlace times than CO plain, resulting in more hairiness exposed on both surfaces of the fabrics. As the hairiness of the fabric increases, the amount of stationary air that is a good insulator also rises. 14 Obviously, more air is trapped in the surface and the voids of the CO fabrics, which is not conducive to heat transfer.
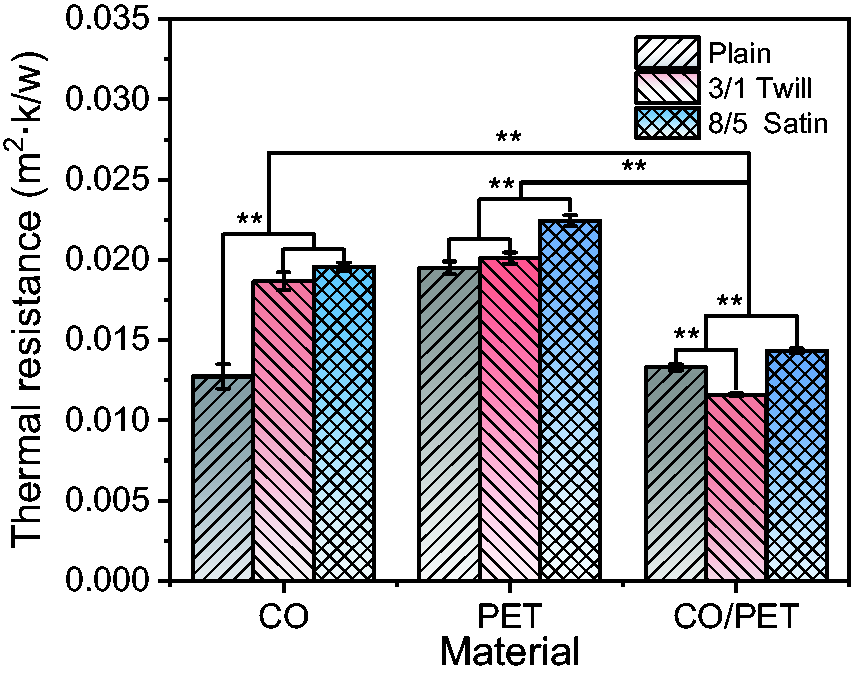
The thermal resistance of the woven fabrics (** significant difference at the 99% confidence interval, * significant difference at the 95% confidence interval). CO: cotton; PET: polyester.
There is also a significant difference (F = 162.4, p < 0.001) in the thermal resistance among the fabrics with different structures. Among CO and PET fabrics, 8/5 satin fabric has the highest thermal resistance, followed by 3/1 twill and plain fabrics. This is because the thermal resistance increases with thickness and the thickness increases with the floating. For CO/PET fabrics, however, plain fabric provides greater thermal resistance than 3/1 twill fabric. Thermal resistance reduces with reducing thickness and mass per unit area. 60 The slight advantage of the gram weight of the CO/PET 3/1 twill fabric promotes its heat conduction. Overall, the CO/PET fabrics outperform the CO fabrics and PET fabrics in terms of thermal resistance (i.e. they provide the lowest thermal resistance), making them more suitable for apparel wear in hot environments.
Dynamic cooling of wet fabrics
Figure 9 shows the temperature–time curve of the wet fabrics and the nude test board, which can be used to describe the cooling performance of the wet samples, including the thermal conduction of coupled fabric moisture and the cooling effect of water evaporation. 61 According to Figure 9, the temperature of the fabric rises over time but remains lower than that of the test board, revealing the effective cooling effect of wet fabrics. The temperature of fabrics goes up slowly before 1000 s, but rapidly afterwards, which means that the fabric dries and heat starts to accumulate between the fabric and the test board.
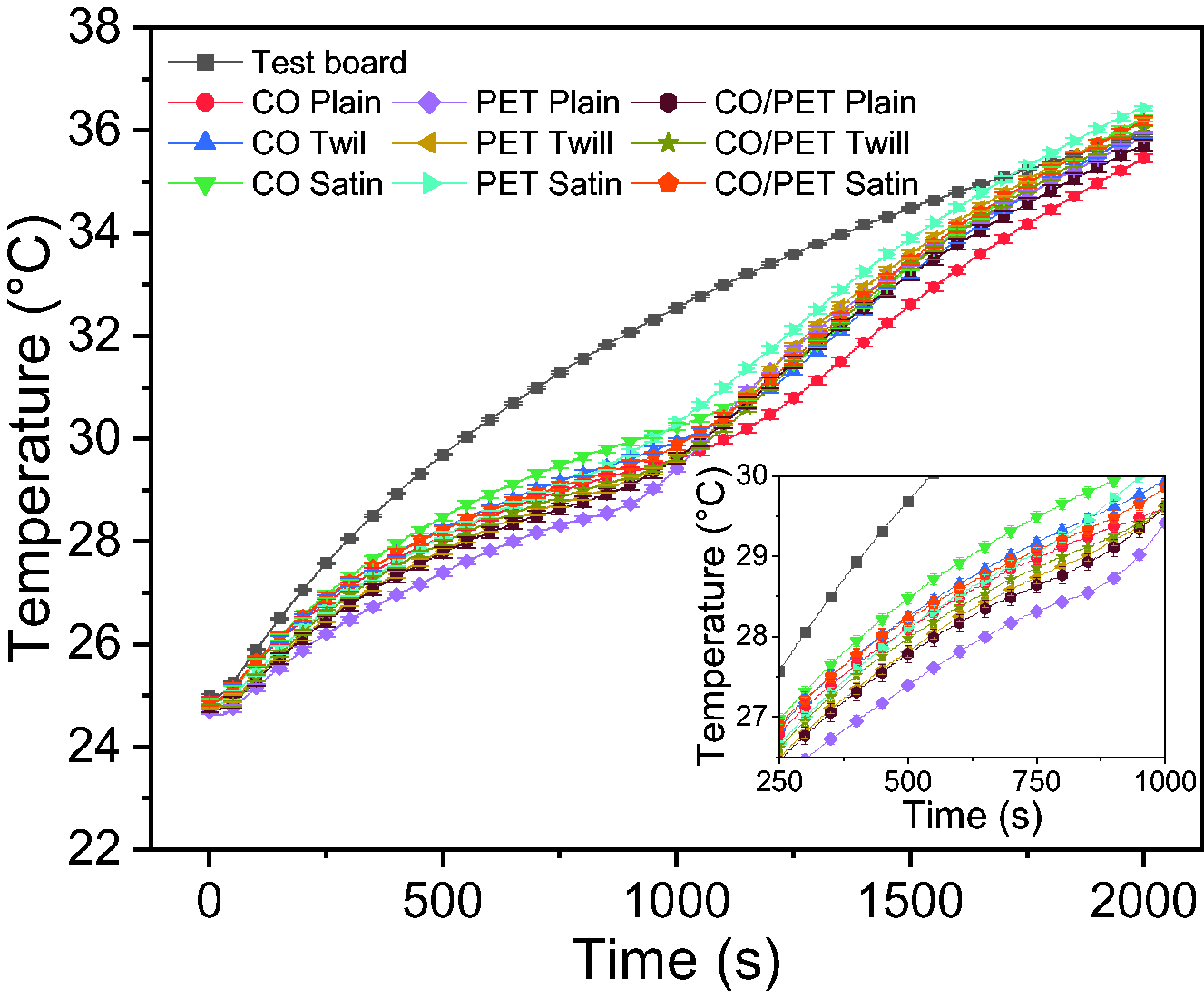
The temperature–time curve of the wet fabrics and nude test board when heated at 14.7 W. CO: cotton; PET: polyester.
Among fabrics of the same structure during moisture evaporation, the temperature of wet CO fabric is the highest, followed by wet CO/PET fabric, and wet PET fabric has the lowest temperature, implying the best cooling effect. The cooling effect of the wet fabric is affected by both the thermal properties of the fabric itself and the moisture in the fabric. The cooling efficiency will be reduced because of the increased distance between the evaporation locations and the skin, and thus thin fabrics are recommended to maintain a better evaporative cooling effect.62,63 The wet PET fabrics, with a comparatively smaller thickness than the other fabrics, theoretically absorb more heat from the hot test board, which can balance the temperature rise due to the fabric’s inherent thermal properties. For CO twill and satin fabrics, the even moisture distribution in the fabrics and the low thermal conductivity of the fibers lead to their high temperature during the heating process. The CO/PET fabrics (twill and satin) have more moisture distributed on the outer surface of the fabrics because of the larger AOTI (Figure 5(c)), which means more moisture content accumulates on the outer surface of the fabrics. They show a better cooling effect than CO twill and satin fabrics, respectively, mainly owing to their better thermal conductivity. The CO/PET plain fabric has a stronger cooling function than CO plain due to a slight advantage in thickness and one-way transfer index over the CO plain. Moreover, for fabrics with the same material, the plain fabric has the best cooling property, followed by 3/1 twill fabric and 8/5 satin fabric, because the thickness of the fabrics as well as the one-way transfer index increase with the increase of the floating length. However, it should be noted that the fabric’s comfort in hot weather is not solely determined by its cooling effect but also by its thermal-physiological comfort-related properties. For example, PET plain has the best evaporative cooling property, but the greater amount of moisture accumulated on the inner surface in contact with the skin and poor air permeability will cause potential discomfort. Consequently, the fabrics CO/PET twill and satin could be given priority to prepare summer garments.
Conclusion
In this study we demonstrate the performance of the hydrophobic–hydrophilic gradient in interwoven fabrics (CO/PET fabrics) made of warp CO yarn and weft PET filaments. The related thermo-physiological properties of CO/PET fabrics with plain, 3/1 twill, and 8/5 satin were evaluated and compared with the corresponding pure CO fabrics and pure PET fabrics. The contact angle results show that only CO/PET fabrics (3/1 twill and 8/5 satin) can form a gradient of hydrophobicity–hydrophilicity across the fabrics. This asymmetric characteristic greatly improves the water transfer ability compared with CO fabrics, and this improvement increases with floating length. The CO/PET fabrics (3/1 twill and 8/5 satin) also exhibit excellent wicking properties and excellent overall moisture management ability among the fabrics, and their minimal thermal resistance compared to the corresponding fabrics implies that they are suitable for application to summer clothing. In addition, the CO/PET fabrics have comparable wettability and bottom maximum wetted radius to CO fabrics. Overall, their drying properties, air permeability, and dynamic cooling properties are intermediate between those of CO fabrics and PET fabrics. The drying property and dynamic cooling property weaken with increasing floating length, but the air permeability is converse to this. The water vapor permeability of CO/PET fabrics shows no significant difference compared with CO fabrics and PET fabrics.
A simple interweaving technique combined with reasonable yarn alternation (e.g. hydrophilic CO yarn and hydrophobic PET filaments) can produce a fabric with good moisture transfer and good thermo-physiological comfort, which can meet the requirements for summer use. To a certain extent, this type of fabric saves on the cost of additional functional finishing and has a high commercial application value. This study contributes to a deeper knowledge of the thermo-physiological comfort of interwoven fabrics and provides some references for the design and development of woven fabrics for summer garments.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Key R&D Program of China (grant no. 2017YFB0309100), the Fundamental Research Funds for the Central Universities and Graduate Student Innovation Fund of Donghua University (grant no. CUSF-DH-D-2020005), and the China Scholarship Council (grant no. 202006630038).