
Abstract
Twisted, coiled polymer actuators (TCPAs) are a promising type of fiber-based actuators with high energy density, low material costs, and good recyclability; however, current manufacturing methods limit the length and stability of TCPAs, hampering their potential for large-scale textile applications. To overcome this limitation, we propose a textile manufacturing method based on the false-twisting principle, allowing for continuous and rapid production of highly twisted monofilaments. Additionally, this process enables the plying of two or more twisted monofilaments together, as well as the integration of wires for heating and sensing purposes. The resulting twist-stable plies can then be mandrel-coiled and annealed to create a new class of TCPAs with three superimposed levels of helicity, in contrast to the usual two levels.
In this study, we investigate the impact of the additional helix level and various factors, including twist density, annealing temperature, cooling speed, and chirality, on the contractility of these TCPAs. Furthermore, due to the twist-stability of the plied yarns, they can be processed on standard textile machines, enabling the manufacture of TCPAs with multiple active yarns that can form contracting artificial muscles using a circular braiding machine. Our key findings reveal that the twisted monofilament coils can contract up to 60%, and higher twist density leads to improved performance for monofilament TCPAs. Notably, this phenomenon is not observed in plied-yarn TCPAs, where varying levels of twist on the monofilament and yarn helix level result in enhanced contractile performance.
Overall, this work presents a novel textile manufacturing method for producing twist-stable TCPAs with good contractile performance, providing insights into the design and fabrication of advanced fiber-based actuators for potential applications in large-scale textiles, robotics, and biomedical devices.
Keywords
Introduction
In modern production environments, mechanical systems such as industrial six-link robotic arms are crucial due to their ability to perform fast, precise, and repeatable tasks in known settings; however, in unknown or changing environments, these machines lack the flexibility and adaptability of soft biological structures, such as mammalian muscles or the arms of octopuses, which exhibit high resilience and flexibility, and use compliant materials to adapt to and match the rigidity of arbitrary objects.1,2 As a result, there has been increasing interest in soft robots, particularly in the field of soft actuators, in recent years.3–5 Soft sensors and actuators enable compliant robotic systems to respond and interact with their surroundings. 6
While shape-memory alloys or polymers, pneumatic, hydraulic, and dielectric elastomer actuators are established actuator types in the field of soft robotics, they all have significant drawbacks. 7 For example, they may require large peripheral equipment or be limited in maximum strain, force, or durability. 8 Fiber-based (textile-processable) actuator materials are particularly interesting for biomimetic structures as they allow the use of established, highly effective textile manufacturing techniques 9 and can be very similar to human muscle tissue with bundled muscle-like actuators and a soft tissue or elastomer matrix around them. 10 One major advantage of such actuator materials is their bending flexibility and resulting robustness, as well as their adaptable compliance. In contrast to electromotors, which drive established active systems, fiber-shaped soft transducers are compliant and can change their level of stiffness. In addition, they possess a high work-to-weight ratio. 11 This makes them suitable not only for soft robotics 12 but also for prostheses/ortheses or exoskeletons. 13
One novel and promising type of soft transducer is the twisted and coiled polymeric actuator (TCPA), which can contract more than 40% upon activation by heating. Due to their high contractility, enormous energy density, low cost and low hysteresis, TCPAs have drawn significant interest from researchers since being introduced by Haines et al. 14 TCPAs work based on the anisotropic thermal expansion of certain polymer types, such as polyamide or polyethylene. When these polymers are spun and drawn into fibers, their semi-crystalline structure results in an axial contraction and radial expansion of the fiber. 15 A typical polyamide fiber can contract up to 4% when heated from 20 to 250°C. 14
Polymer materials that possess such axial contraction and radial expansion properties when heated can be processed into TCPAs. The fiber can be twisted under tension until it coils spontaneously into a self-contacting helix or manually coiled into a chosen helical shape at a lower level of twist onto a mandrel. There are several differences between non-mandrel-coiled and mandrel-coiled TCPAs. The main difference is that non-mandrel-coiled TCPAs are inter-coil-contact (ICC), meaning that the fiber is in contact with itself between two windings of a helix, such that the pitch p is equal to the fiber diameter d. Consequently, non-mandrel-coiled TCPAs require a pre-loading force to contract. Additionally, the helix geometry and thereby the strain–stress relation cannot be influenced significantly. 14 In contrast, mandrel-coiled TCPAs can be produced within a wide range of helix geometries and without initial ICC; however, their energy density is lower than that of non-mandrel-coiled TCPAs. 16
The resulting coil can be homochiral or heterochiral, depending on the handedness of the twist in the fiber and coil (Figure 1). The coil is then annealed to relax embedded stresses and permanently set its shape. Upon reheating, the annealed monofilament will untwist, resulting in a torque that causes the coil to expand (heterochiral) or contract (homochiral). A higher-twisted fiber leads to higher potential energy of the coil. The coil’s geometry is defined by two metrics: spring index SI = (
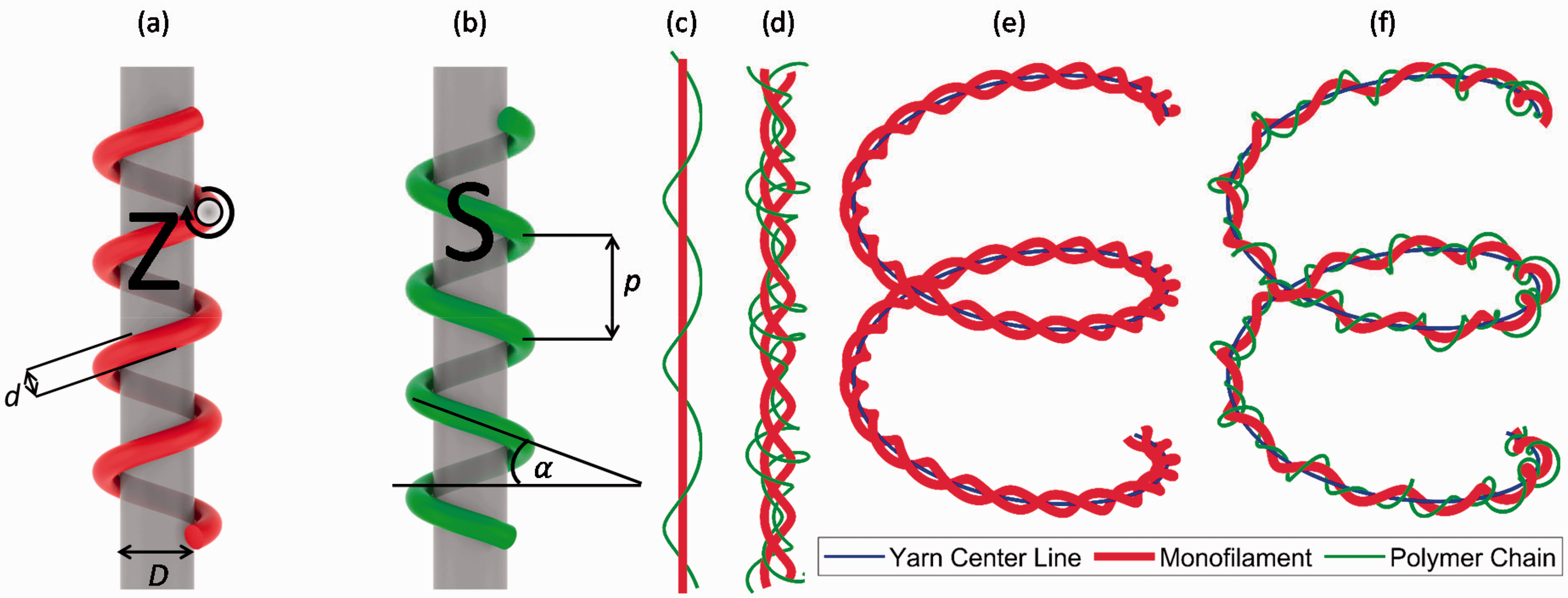
(a) Chirality Z and (b) S of the coiled monofilament on the mandrel and the relevant geometry parameters of mandrel diameter D, fiber diameter d, pitch p and bias angle α. (c) Idealized polymer chain in a monofilament with 650 tw per m. (d) Two plied monofilaments with a twist level of 650 tw per m and a pitch of 1.08. (e) Two-ply yarn wrapped onto a mandrel to form the third helix level with an inner diameter of 4 mm and a pitch of 3 mm. (f) Illustration of the three overlapping levels of helicity on monofilament, ply, and coil level.
The current manufacturing method in use involves taking a defined length of fiber, usually around 1000 mm, applying stress to it, fixing one end rotationally on a hook, and twisting the other end using a stepper motor.21–24 This process drastically reduces the length of the resulting twisted and coiled fiber to around 20–30% of its original length. Consequently, the manufacture of textiles from these TCPAs has been done manually because the limited lengths available inhibit to standard textile machines. 25 Even automated manufacturing processes that include twisting and winding produce short actuators less than 10 cm in length.26,27 Additionally, the twisted fibers are highly unstable and can lead to unwanted plectonomes or snarls if the tension is relaxed below a certain threshold before annealing or coiling. 28 The twisted fibers can also bind inadvertently with other fibers or components of the textile machine during production, making the current manufacturing process unsuitable for large-scale production.
The potential applications of these textiles could be vast if a scalable manufacturing process is developed. These applications include active filters, thermal-adjustable clothing or shading textiles, prostheses, power generation under diurnal temperature fluctuations, or active soft structures made of fiber–rubber composites.29,30 While prosthetics and orthotics have been the main focus of TCPAs in recent years, there has been increasing interest in the field of energy harvesting in general, 31 and specifically in low-grade waste heat 32 in the past two years. In particular, for industrial use in low-grade waste heat recovery systems based on TCPAs, large woven belts would be ideal, but they require textile-processable, continuous highly twisted fibers, which were explored in this study.
For applications such as orthotics or soft robotics, where the TCPA should not only respond to changes in ambient temperature but needs to be driven by a control unit, an electrically conductive component is necessary. 33 This may be a conductive coating made of silver particles or carbon nano tubes or metallic wires. During the twisting and coiling process of TCPAs, it is possible to insert additional metal wires, which can serve two main purposes. First, a power source can inject a current for Joule heating into the wire. 27 Second, the wire can be used as a resistive or inductive sensor for self-sensing and subsequent control capabilities.19,20 Therefore, a scalable manufacturing process should allow the insertion of one or multiple metal wires for heating and sensing purposes.
One possibility to improve the performance as well as the processability of yarns with textile methods is to ply together two or more mono- or multi-filament yarns.35,36 Kongahage et al. recently presented a study on TCPAs made from individual and plied multi-filament yarns. 34 They demonstrated that multi-filament yarns are not as effective as monofilaments in TCPAs due to the length differences of filaments in the yarn. A ply of spandex and nylon yarns on the other hand leads to high-strength TCPAs. 38 In this case, silver-plated nylon was used as the heating element and mechanical stabilization, while the spandex provided the large actuation performance; however, both of these plied active multi-filament yarns have only been produced by twisting filaments bundled together in parallel. These multi-filament yarns are not twist-stable and have the same problems as twisted monofilaments with regard to their restricted length.
One option to circumvent this twist-stability issue is externally fixing the inserted rotation. This requires the introduction of a second material system after twist insertion. Several options have been explored, for example using a soft elastomer to infiltrate the TCPA or a second, interpenetrating polymer network. 39 In general, these strategies imply a second passive material that counteracts the TCPA’s active deformation, which is disadvantageous for most applications.
Alternatively, it is possible to make active multi-ply yarns using three or more separate hooks. By tying several monofilaments to a rotationally fixed swivel hook at one end and to multiple rotating hooks at the other end plied yarn can be made. 40 While each fiber is twisted the same amount, the fibers are kept separate. After twisting, the rotationally fixed hook is released, allowing the fibers to spontaneously ply together until they reach a torsional equilibrium. The downside of this method is that it does not offer any way to control the plying step. In addition, the final actuator is severely restricted in length because the twisted and already shortened filaments wrap around each other during plying. In contrast, the method presented in this article can control both the twisting and plying parameters independently and produce quasi-endless quantities of twist-plied TCPA yarns. Their basic composition and the three levels of helicity are visualized in Figure 1(c) to (f). First, the monofilament (red) is twisted and the polymer chains (idealized as the green line) are torqued to form a helix as is usual for TCPAs. In a second step, two of the twisted monofilaments are plied together in the opposite direction of the initial twisting orientation. The resulting yarn with the now double helical polymer chains is shown in Figure 1(d). When the yarn (blue) is wrapped around a mandrel, the yarn is again formed into a helix, resulting in the three levels of helicity in our TCPAs.
In this work, we investigated the continuous twisting of monofilaments with copper wires as heating elements using a plying machine based on the false-twist principle. 41 The twisted fibers were then plied to yarns that were twist-stable. Because plied yarns are tougher and stronger, TCPAs made from twist-plied monofilaments might also perform better.34,37 Due to their twist-stability, such plied yarns are processable on textile machines without previous annealing and can be used to produce mandrel-coiled TCPAs and active braids. With this novel manufacturing process, the three levels of helicity can be adjusted independently.
Thermo-mechanical analysis was performed on both the twisted monofilaments and plied yarns to investigate their contractility. The effects of twist density, writhe level, handedness, annealing temperature, and cooling speed after annealing were examined for the monofilament. Furthermore, the twist-stable plies were processed on a braiding machine to produce thermo-active braids, thus demonstrating the capability of manufacturing the twist-plied polymer actuators using standard textile equipment.
Overall, this publication presents a novel process for the continuous production of highly twisted yarns for TCPAs that are also twist-stable. This is the first known report of such a process. The quasi-endless and twist-stable state of these highly twisted yarns enables the utilization of established textile technologies for large-scale production of TCPAs.
Materials and methods
Continuous manufacturing of highly twisted monofilaments
To manufacture the novel twist-plied TCPAs (exemplary for contracting TCPA in Figure 9) the following steps are carried out and described in the following sections:
Twisting of monofilament 1 in the Z-direction (first helix level) Twisting of monofilament 2 in the Z-direction (first helix level) Plying of monofilament 1 and 2 and the heating wire in the S-direction (second helix level) Winding of twist-plied yarn around steel mandrel in the S-direction (third helix level) Annealing of coil on the mandrel Removing the mandrel Thermo-mechanical testing
The monofilament used in the experiments was a polyamide 6 fiber with a nominal diameter of 0.3 mm (Perlon Monofil, Perlon Nextrusion Monofilament GmbH, Bobingen, Germany). As the additional heating element, a copper wire with a diameter of 0.12 mm was inserted during the twisting process (Elektrisola Gerd Schildbach GmbH, Reichshof, Germany).
The DirectTwist 6D ply twister, based on the false-twist principle, was employed to twist the monofilaments to various twist densities ranging between 400 and 1000 twists per meter (tw per m). The reference length of the twisted fiber was measured using a rotary wheel to regulate the length of the wound-up fiber. It is worth noting that the machine can only achieve a maximum twist density of 650 tw per m. Hence, the monofilament with a twist density of 1000 tw per m was produced in two twisting steps, with the first step producing 650 tw per m and the second step producing 350 tw per m. As illustrated in Figure 2, the monofilament and copper wire were fed to the twister from below, with the copper wire guided around and over the twist insertion mechanism.
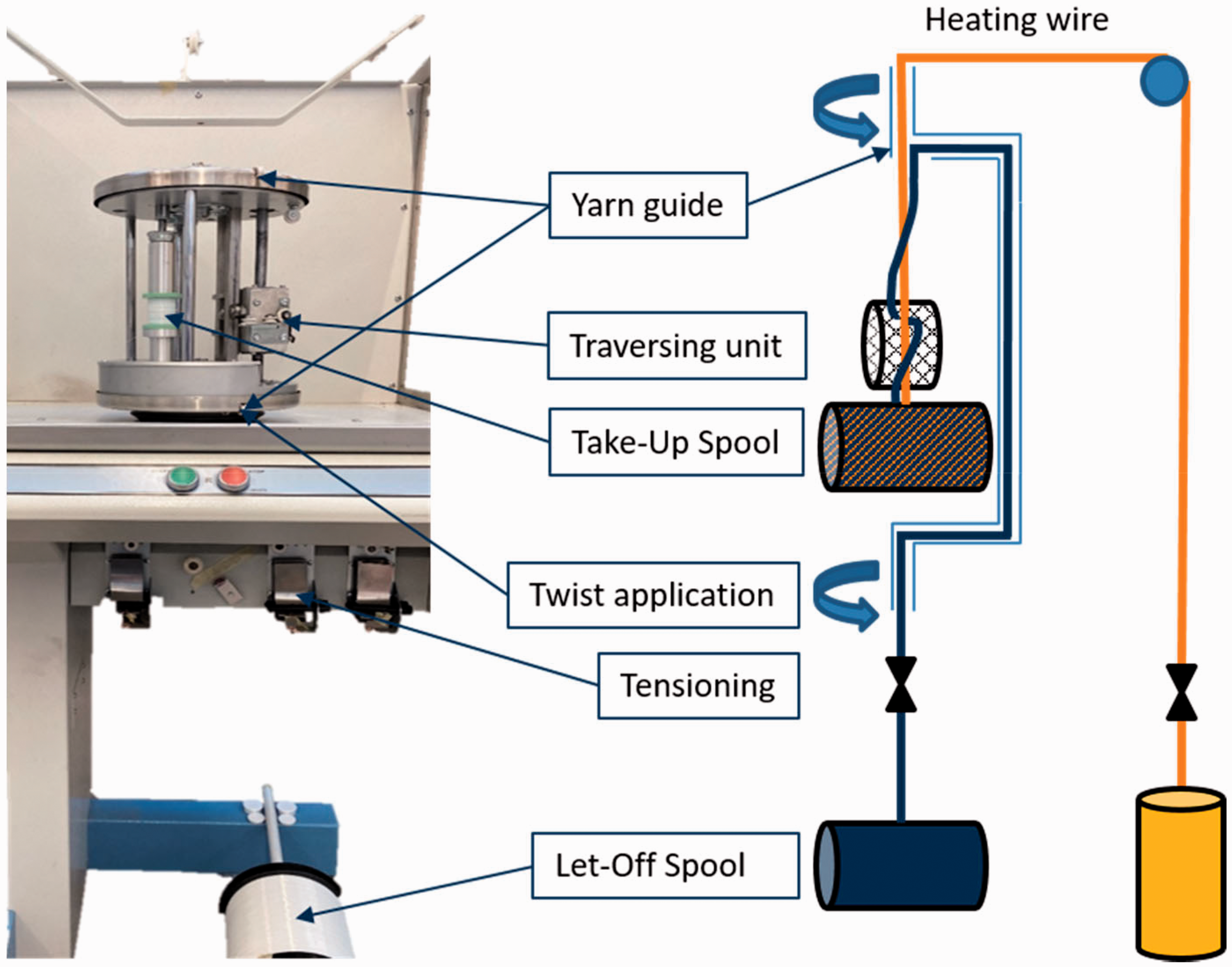
Twist-plying machine based on the false-twist principle (left) and corresponding schematic to illustrate monofilament and wire feeding positions (right).
To apply tension to the fiber, spring-loaded thread brakes were installed over the let-off spools; however, due to the false-twist effect, the fiber between the let-off spool and the twist application location was twisted in the opposite direction of the fiber on the take-up spool. To prevent tangling of the fiber between the tensioning and let-off spools, the let-off spool also had to be tensioned. The necessary tension was applied by a screw that pressed a fleece ring to the let-off spool. As a result, the fiber had to be pulled off the spool tangentially instead of overhead. The yarn guide was rotated around the take-up spool to apply the twist to the monofilament. Once the twisted monofilaments were combined with the wire, they were fed to the traversing unit and wound onto the take-up spool. As the highly twisted monofilament required sufficient tension, the take-up spool needed to be driven directly instead of via friction.
To create plied yarns, two twisted monofilaments were twisted in opposite handiness of the initial twist insertion, that is, heterochirally. During the plying step, the copper wire was integrated. The resulting plies are twist-stable due to the interlocking of the individual monofilaments. Twist-stability was defined as no hockling or snarling after tension is completely released. According to this criterion, all monofilaments were instable in contrast to the plied yarns. For these plies, the twist density can be varied at both the monofilament and ply levels. The term twist will refer to the monofilament level, while the term writhe will refer to the ply level. Figure 3 shows an overview of the TCPA manufacturing process and the process parameters that were studied.
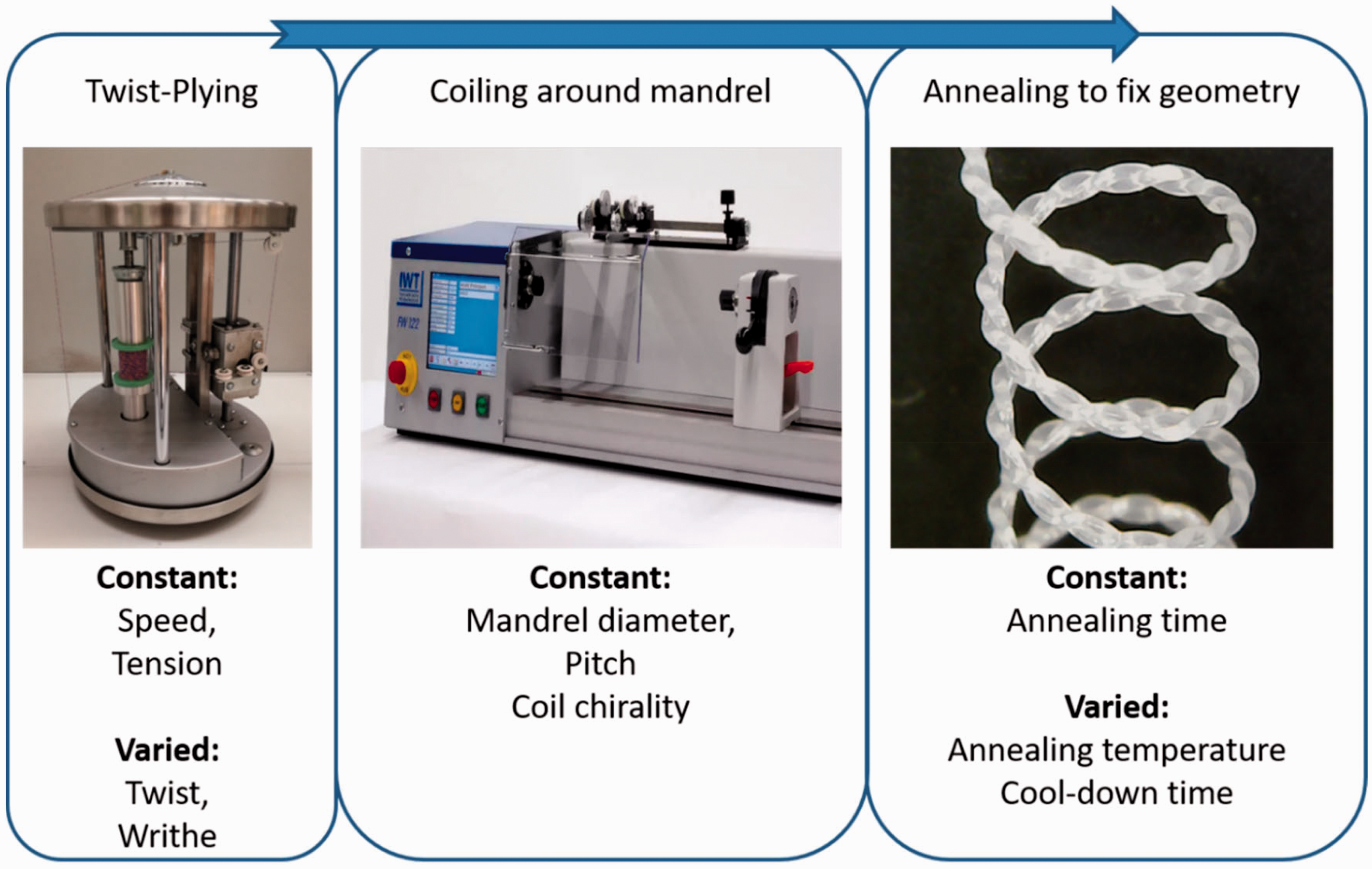
Production process of twisted coiled polymer actuators and its parameters with the twist-plying unit on the left, the winding machine in the middle, and the annealed TCPA on the right.
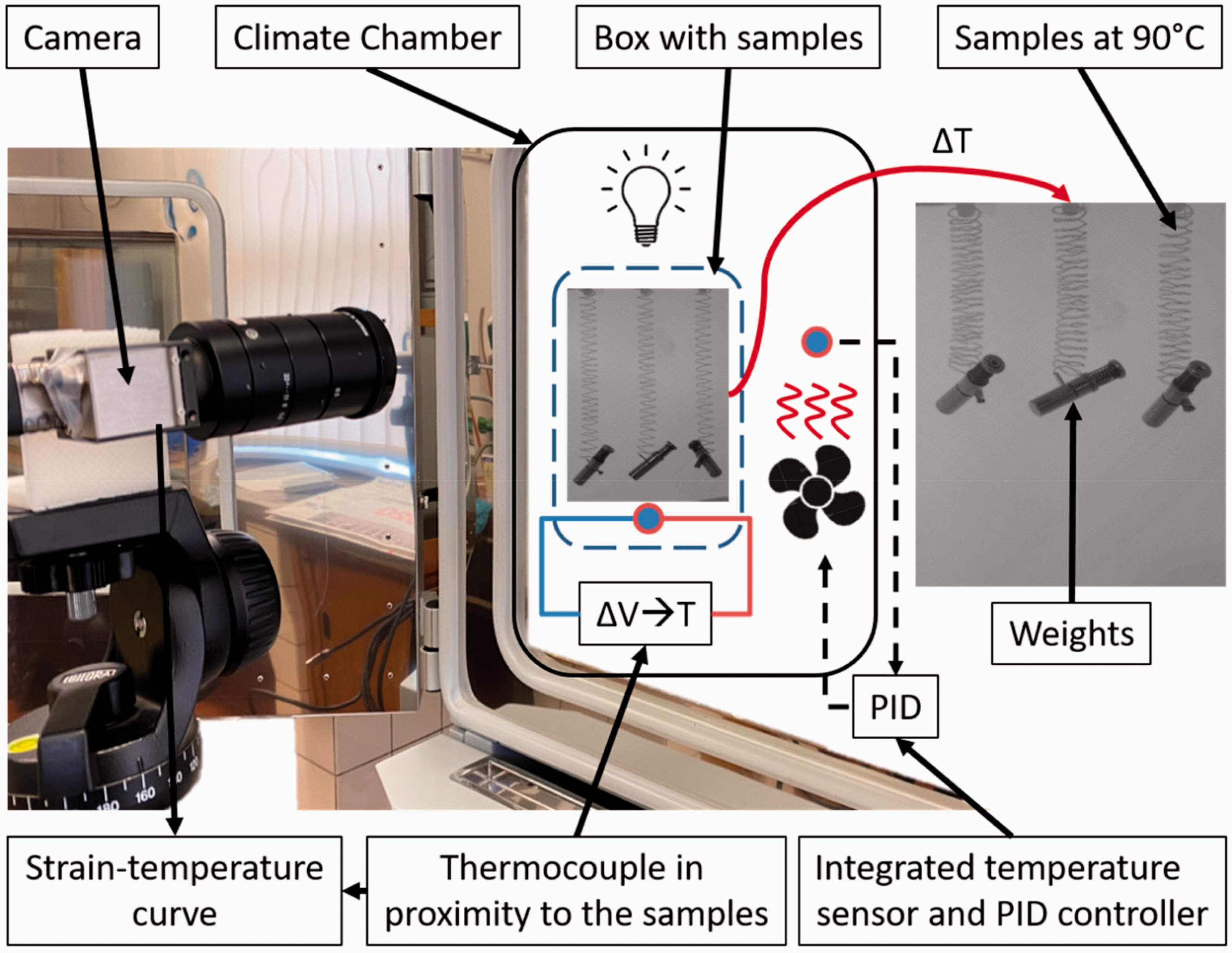
Thermo-mechanical test setup with samples at room temperature and 90°C in temperature chamber.
Mandrel coiling, braiding, and annealing process
For transforming the highly twisted monofilaments into linear actuating TCPAs, they were wound onto steel mandrels using a laboratory winding machine (IWT Industrielle Wickeltechnik GmbH, Erlangen, Germany). The twisted monofilaments or plies were wound around mandrels with a diameter of 4 mm at a pitch of 3 mm, resulting in a spring index of 14.3 and a bias angle of 12°. These parameters were chosen because the effect of coil diameter and bias angle has been extensively studied in previous works.14,42 Additionally, the winding direction was kept constant over all samples to produce S-handed coils.
Another method of creating TCPAs is by braiding the plies. In a circular braiding machine, half of the yarns run clockwise and the other half counterclockwise, resulting in several intertwined helices with opposite handedness. In this study, a half-loaded circular braiding machine (Herzog GmbH, Oldenburg, Germany) was used to process six twisted and plied yarns. The braiding poles rotated around the 4 mm mandrels to form braids with a defined diameter, and the yarns ran around the mandrel, directly forming the TCPA braid on the mandrel. After annealing the produced braids on their mandrels, the mandrels were removed, and the braids were cut into 100 mm samples. These samples were fixed with crimps on both sides and tested using the same methodology as the single coils.
After the coiling or braiding process, the monofilament ends were fixed to the mandrel using Scotch tape and annealed suspended over a hot plate (Harry Gestigkeit GmbH, Düsseldorf, Germany) for 1 hour. The annealing temperature varied between 150 and 240°C.
Thermo-mechanical characterization
The TCPAs were characterized in a climate chamber (Angelantoni Test Technologies DY110, Massa Martana, Italy) to obtain their temperature–strain curves. To ensure reliable results, three samples were manufactured and tested for each parameter set, and the strain curves were individually calculated and averaged. The SEM was used to represent the error bars in the diagrams. A camera (VCXU-23M, Baumer Group, Frauenfeld, Switzerland) equipped with a 75-mm focal length objective was set up in front of the climate chamber for recording the temperature–strain curves. To prevent temperature-unrelated movement of the samples caused by the fan that drives warm and cold air into the chamber, the samples were placed in a three-dimensional printed box; however, this resulted in a temperature difference between the sample temperature and the temperature measured by the internal temperature probe of the climate chamber. Hence, an additional thermocouple was placed inside the sample box, and its temperature signal was used for the temperature–strain curve. It should be noted that the temperature inside the box is delayed and differs from the temperature recorded by the climate chamber.
During characterization, each sample underwent thermal cycling between 25°C and 100°C (internal sensor) at the maximum heating rate of 3.6 K/min. The monofilaments were preloaded with small weights of 1 g, resulting in a pre-stress of 0.14 MPa with respect to the monofilament cross-sectional area. The strain was calculated in relation to the tensioned coil length.
To minimize unwanted reflections in the climate chamber’s glass door, a light source was placed inside, and the rest of the room was kept dark during the measurements. Before each heating cycle, a pixel-to-length calibration was carried out to determine the samples’ deformations. To correct lens distortion, MATLAB’s camera calibration toolbox was employed. The images were then analyzed using a simple computer vision algorithm in MATLAB, which used an adaptive threshold to binarize the image and extract the position of the weights. The resulting resolution was 0.1 mm per pixel. Both the thermocouple and camera were set to measure at a 1-Hz rate.
Results and discussion
Monofilament TCPAs
Initially, an annealing protocol was developed to determine the optimal parameters for the subsequent experiments. For this purpose, TCPAs comprising monofilaments with a twist density of 650 tw per m were produced and annealed for 1 h at temperatures ranging from 150 to 240°C. After annealing, the TCPAs were allowed to cool on the steel mandrel following the deactivation of the heat plate; however, at the highest temperature of 240°C, the monofilament became molten and adhered to the mandrel, rendering the samples unusable. Therefore, TCPAs annealed at temperatures ranging from 150 to 210°C were selected for further testing.
The results presented in Figure 5 indicate that the samples annealed at lower temperatures experienced a greater degree of contraction; however, it is noteworthy that the samples annealed below 210°C did not fully recover their initial length upon cooling, rendering them unsuitable for use as actuators. Therefore, for the subsequent experiments, the annealing temperature was held constant at 210°C. This behavior can be explained by the insufficient molecular mobility at low temperatures, which prevents the twisted coiled polymer chains from fully relaxing. Subsequently they relax further during the activation resulting in unrecovered strain after cooldown to room temperature. Similar behavior was found by Tsabedze et al.. 16 Their TCPAs contracted by 60% when annealed at 150°C, which was not repeatable. Only annealing at higher temperatures lead to repeatable contractions of 21%. Once fully annealed the creep of TCPAs over 1.2 million actuation cycles was shown to be only 2%. 14 Thus, the TCPAs annealed at 210°C are likely stable over thousands of cycles but need further investigation in this regard.
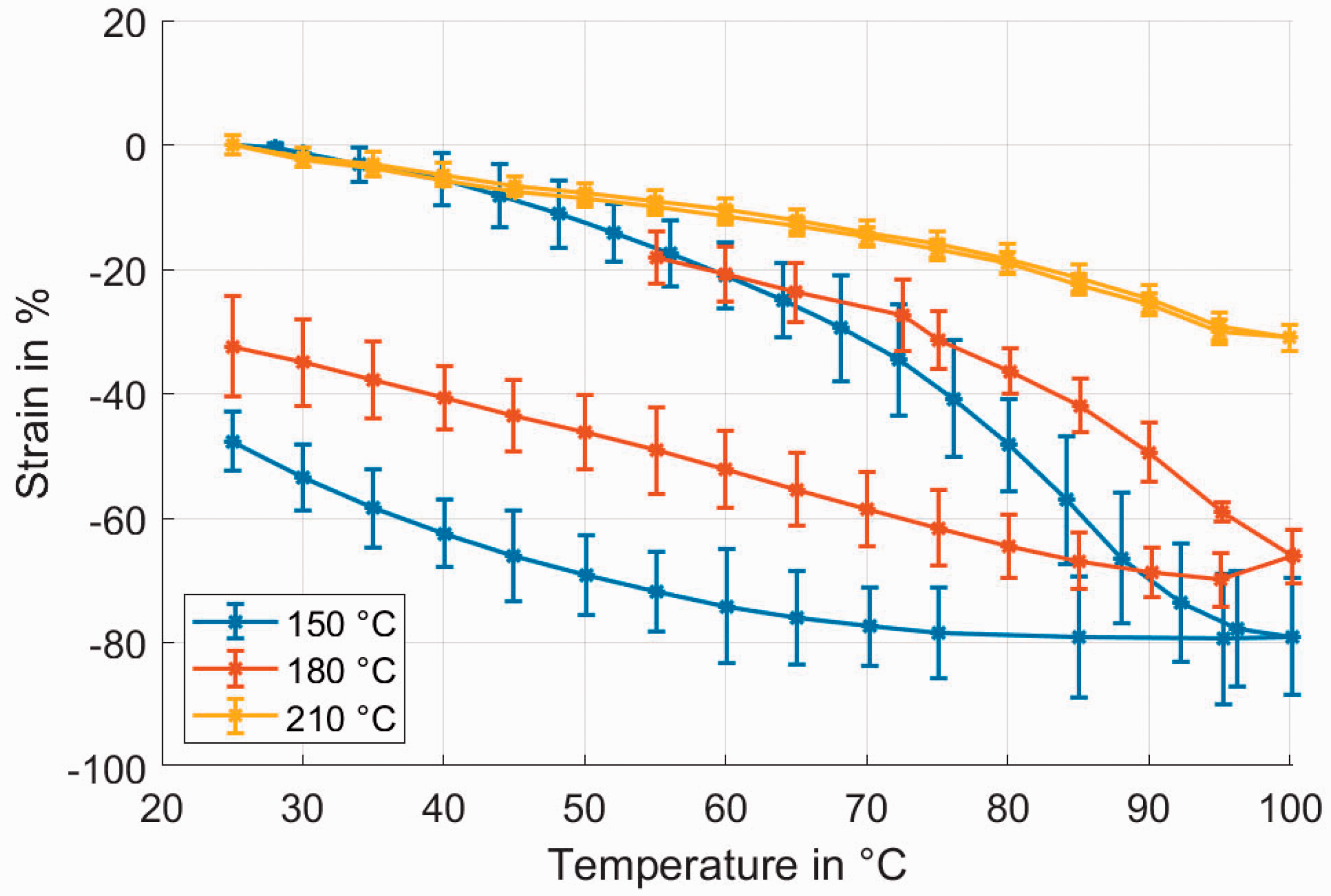
Influence of the annealing temperature on the temperature–strain cycle of monofilament TCPAs with 650 tw per m.
Moreover, the cooling speed was investigated to determine its effect on the TCPA’s performance. While a faster cooling speed can increase production throughput, it can also have detrimental effects on the material’s properties. Figure 6 illustrates that quenching the TCPA in ice water results in a significant increase in hysteresis. This behavior is likely due to the presence of voids in the amorphous regions of the polymer. The voids are a result of the faster cooling speed that does not allow the polymer chains to fill the voids before their mobility is restricted; a well-studied phenomenon leading to lower densities and a smaller share of crystalline regions. 43 Therefore, a cooldown period of 1 h was chosen for subsequent experiments. Although a faster cooldown may be acceptable for certain applications that do not require high precision, it negates one of the main advantages of TCPAs over shape-memory alloys.
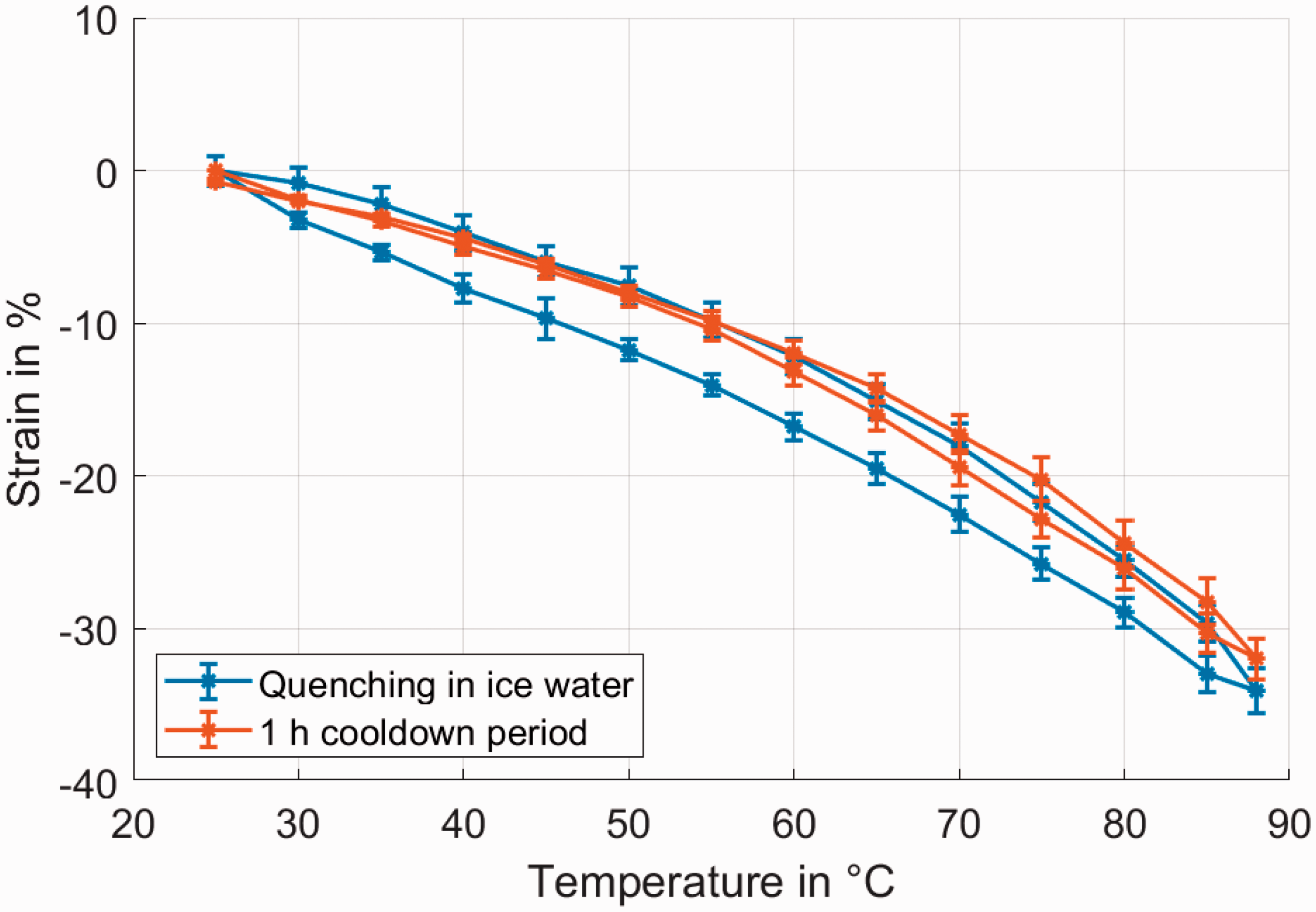
Influence of cooldown speed on the temperature–strain cycle of monofilament TCPAs with 650 tw per m.
To evaluate the influence of the twist level of the monofilaments on coil contractility, monofilaments with different twist densities were manufactured and tested. The initial diameter of the monofilament was 0.31 mm, and the monofilaments’ diameter decreased with increasing temperature, as shown in Figure 7. Although we initially anticipated that the diameter would increase with higher twist levels, no clear trend was observed. Previous publications have reported a shortening and thickening of fibers upon twisting, but it is worth noting that the fiber diameter does not significantly affect the maximum actuator performance, as previously reported. 14 Therefore, regardless of whether this discrepancy is attributed to material or process-related factors, it is unlikely to significantly impact the overall results. Because the samples with 100 tw per m did not show consistent contraction, we did not include them in the following figure.
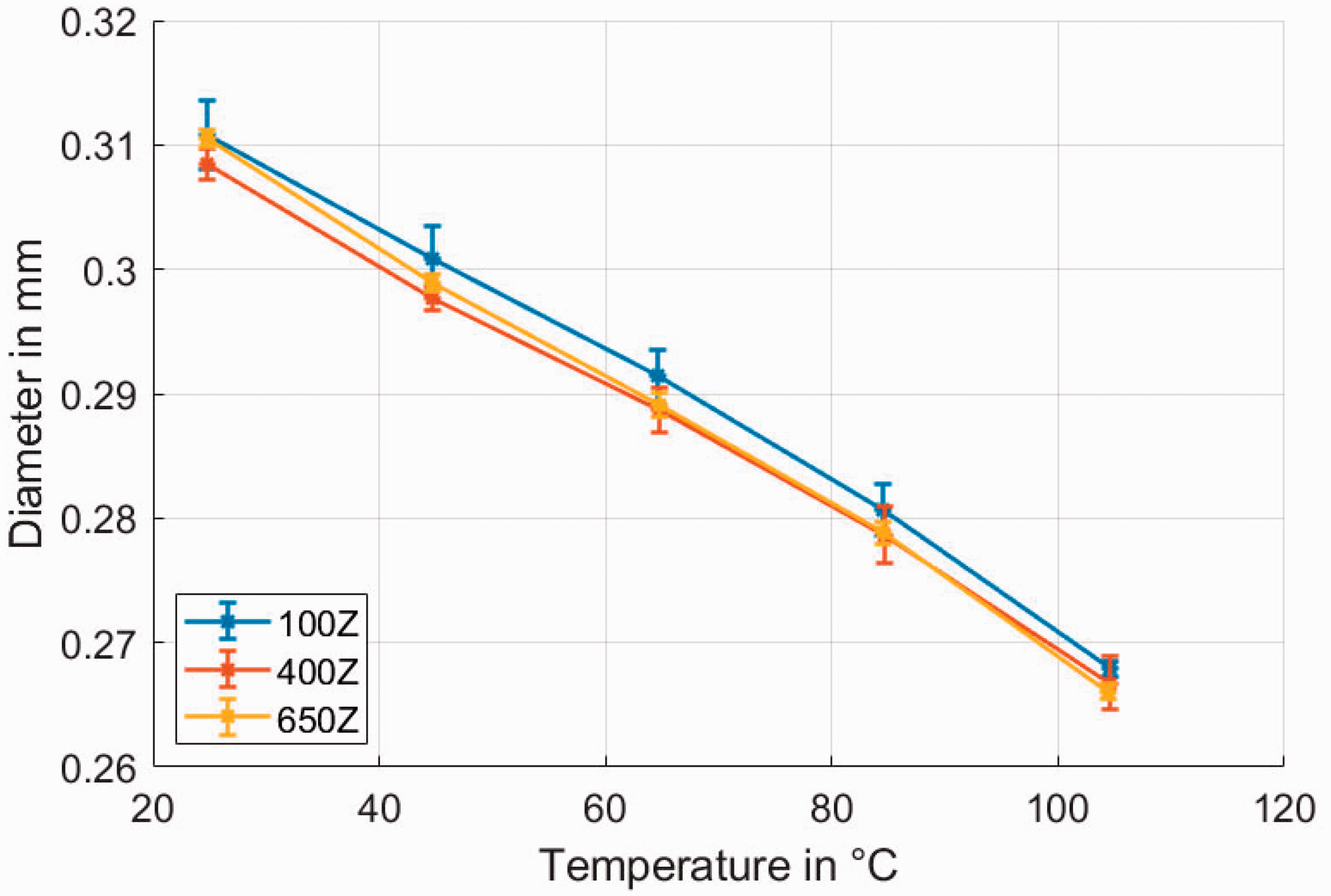
Relationship between temperature and diameter of the monofilaments at twist densities of 100, 400 and 650 tw per m.
The temperature-dependent contraction of the samples is presented in Figure 8. Consistent with previous research findings,14,42 the results demonstrate that a higher twist density of the monofilaments leads to greater contraction. Therefore, a higher twist density could result in improved performance; however, it should be noted that the additional twisting process required to increase the twist density from 650 tw per m to 1000 tw per m is prone to error due to filament hockling/snarling when tension is too low. Hence, we selected a maximum twist density of 650 tw per m for subsequent experiments. Moreover, the temperature–strain relationship for all types of monofilament show a high linearity and the actuators recover their initial length after a full activation cycle. The amount of hysteresis during activation is also low. These properties are all close to those of TCPAs investigated in previous works. 16
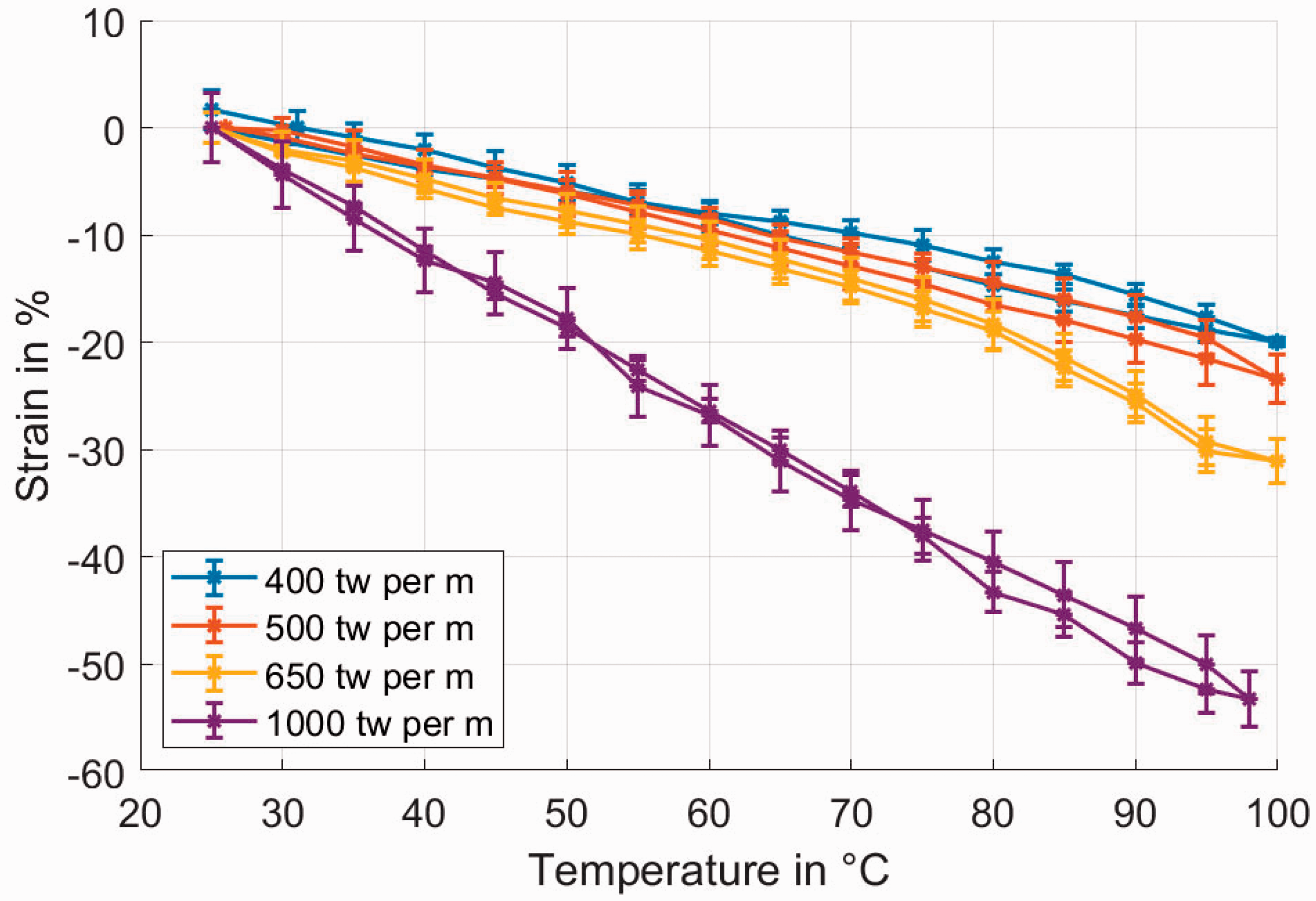
Influence of twist density of monofilament TCPAs on their temperature-dependent contractility.
Twist-plied TCPAs
To begin, the chirality of the twist-plied TCPAs was investigated. As a result of the additional helical level introduced in the plying process, the traditional terminology of homochiral and heterochiral TCPAs does not apply. Figure 9 depicts a comparison of the temperature–contraction relationship of TCPAs with opposite directions of twist and writhe, both of which are coiled in the S-direction. The twist and writhe densities were 650 tw per m, and the resulting yarns had a diameter of 0.51 mm at room temperature. Consequently, the spring index is lower than that of the monofilament coil, but all coils have the same bias angle of 12°.
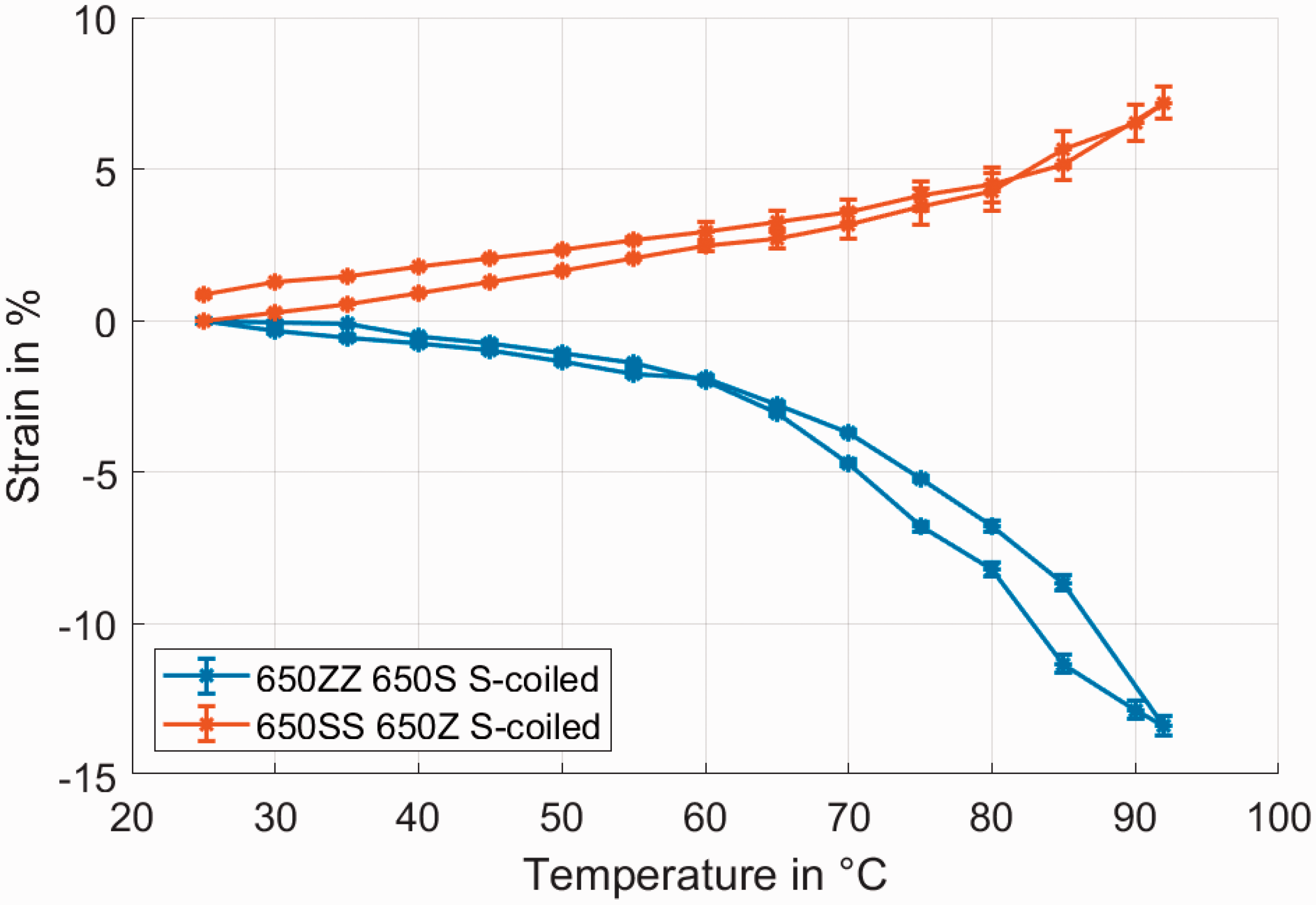
Temperature-induced contraction and expansion of twist-plied TCPAs depending on their chirality.
In contrast to monofilament TCPAs, a ‘homochiral’ contracting twist-plied coil is made up of a Z-twisted, S-plied, and S-coiled TCPA. As a result, an S-twisted, Z-plied, and S-coiled TCPA will expand when heated. This demonstrates the feasibility of using twist-plied and stable yarns in TCPAs. Furthermore, the ability to produce twist-stable and actuating plies with opposite handedness enables the use of braiding technology to manufacture either contractile, expansive, or constant-length TCPA bundles continuously.
The chirality of twist-plied TCPAs adds an additional degree of freedom, namely, the ratio between twist and writhe. To investigate its influence, the writhe was kept constant while the twist level was varied to 300 and 450 tw per m. For conventional twist-coiled polymer actuators, higher twist levels typically result in greater deformation; however, for twist-plied TCPAs, lower twist levels can lead to larger contractions (Figure 10). This suggests that an uneven twist–writhe ratio could potentially enhance performance, provided that the plied yarns remain twist-stable. All three plied yarns were twist-stable. A potential cause leading to the better performance of TCPA with uneven twist–writhe ratios is that they are closer to an unbalances and unstable filament. This is supported by the non-linear temperature–strain curve of the 650ZZ-650S plied type. The ply is very stable and requires a larger temperature difference for the individual monofilaments to torque sufficiently to have an impact on the overall constitution of the ply; however, further theoretical and experimental analyses are required to comprehensively investigate this relationship and determine an optimum twist–writhe ratio. It is also likely that this optimum will vary based on fiber and coil geometry.
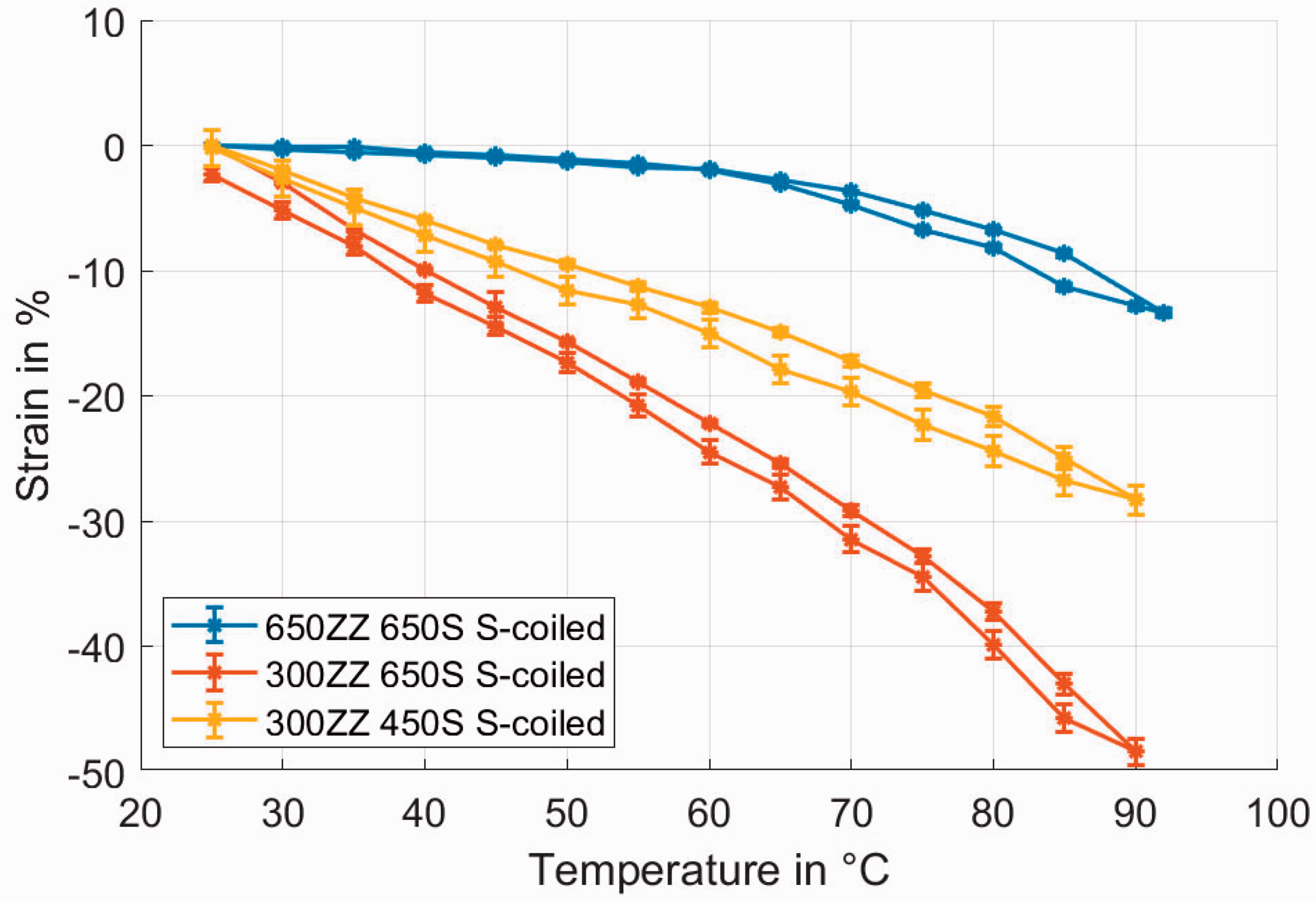
Influence of the twist–writhe ratio of twist-plied TCPAs on their temperature-dependent contraction.
The limits of the twist–writhe ratio also require further insights. At a certain point, the ply probably becomes unstable if twist and writhe differ excessively. Consequently, there might be an optimum for (or a trade-off between) processability and actuator performance. Another discussion point is the behavior of TCPAs with higher twist but lower writhe, meaning a twist–writhe ratio below one. These might rotate in the opposite direction, which would require new definitions of homo- and heterochiral coils for such twist-plied yarns.
Braiding
To demonstrate the scalability of this method, the twist-plied yarns were processed on a standard braiding machine. Plies that were stable in twist and had an additional copper wire were produced with opposite handedness (Figure 11(a)). The copper wire did not undergo twisting during insertion, but it wrapped around the twist-plied yarn. Ideally, the copper wire would be located at the center of the yarn for increased heating efficiency; however, two factors caused the wire to run around the yarn as a helix. First, the two monofilaments were already plied together when they were guided and twisted around the take-up spool. Thus, they were already intertwined when the yarn and wire were combined. Second, the yarn exerted a force perpendicular to the wire direction, causing the wire to bend and warp around the yarn. As a result, the wire would need to be infinitely tensioned to remain straight.
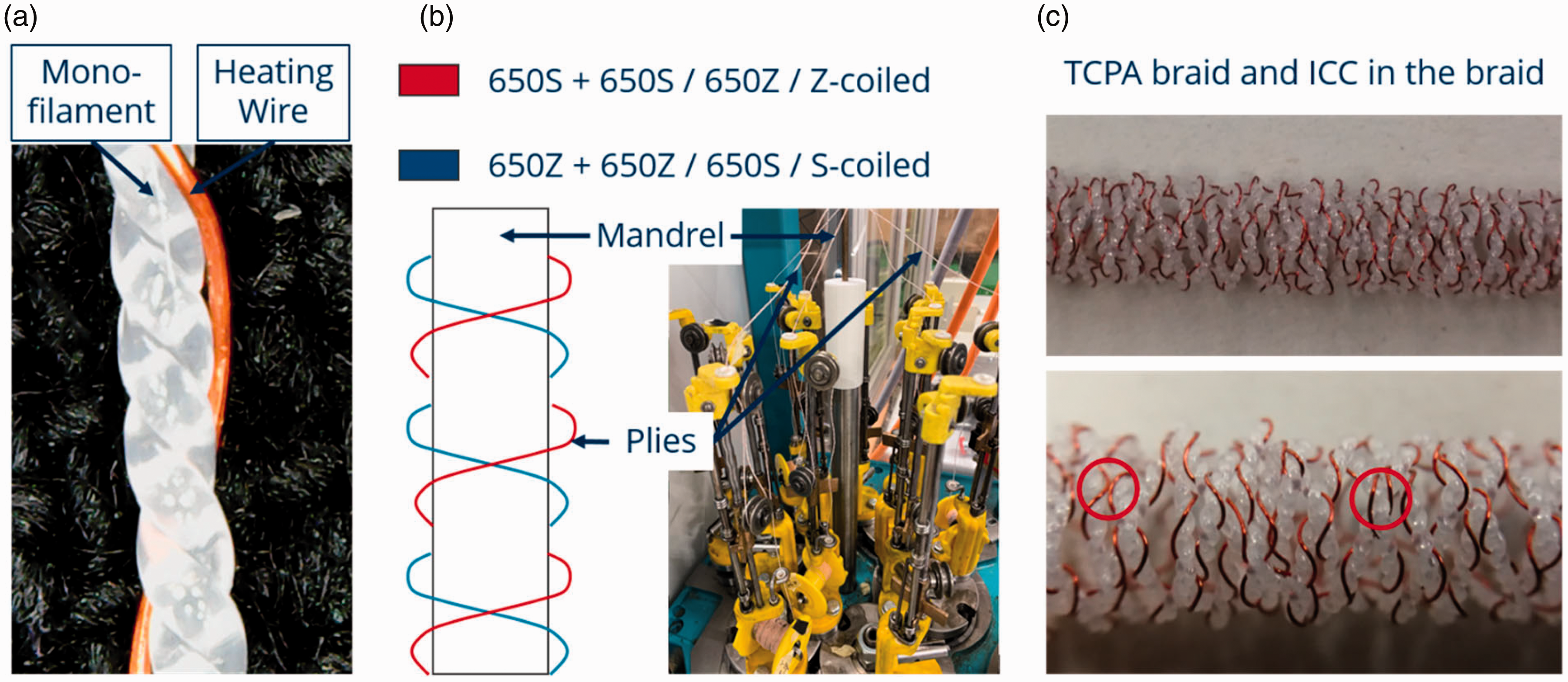
(a) Twisted and plied monofilaments with additional heating wire and (b) Their configuration in the braiding machine and (c) resulting, annealed braided TCPA with inter-coil-contact.
The yarns with writhe in the S-direction ran counterclockwise in the braiding machine, resulting in an S-coil on the mandrel (Figure 11(b)). Conversely, the yarns with Z-writhe ran clockwise, resulting in a braid composed of six ‘homochiral’ contractile coiled-yarn TCPAs. With a braiding density of five braids per cm, the pitch of the individual coils was 12 mm. The same mandrel with a diameter of 4 mm was used, resulting in a bias angle of 40°, which was higher than that of the single coils’ geometry. The braided sample was relatively close compared to the single coils (Figure 11(c)). Further experiments and theoretical analyses are needed to optimize the position of the copper wire in the braided yarn for increased heating efficiency.
The temperature–strain test results of the TCPA braids are presented in Figure 12. As expected for homochiral coils, the braids contracted; however, the maximum contraction observed was only 7.4%, which is half the contraction of a single coil made from the same yarn. This is due to the inter-coil contact of the yarns in the braid, which restricts further contraction. With three parallel coils, the theoretically achievable contraction before ICC is only one-third of that of a single coil with the same coil geometry. Furthermore, the three yarns running in opposite directions also reduce the deformation. A higher pre-loading force should lead to larger contractions and consequently higher energy densities. As an alternative, the braid density can be lowered to achieve further deformation before ICC. This is one of the major advantages of such braided or mandrel-coiled TCPAs. By adjusting pitch and spring index, the strain–stress relation can be tailored to a specific application. In addition, the TCPA braid recovers its initial length after activation and shows only minor hysteretic behavior. This suggests that the ICC and potentially resulting friction between multiple yarns in the braid does not inhibit the actuation performance.
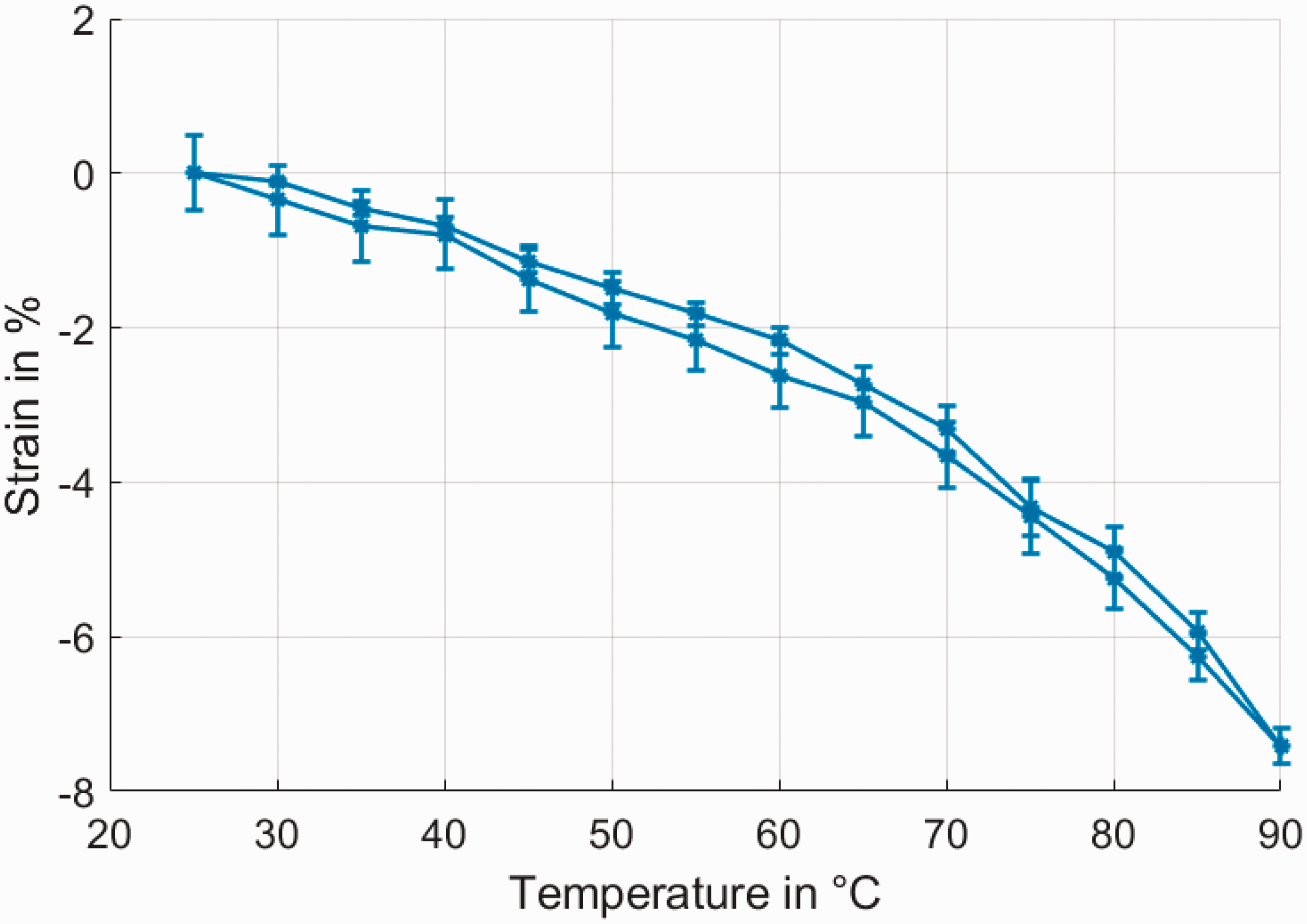
Temperature-dependent strain of the TCPA braid with a braiding density of five braids per cm.
The experimental results demonstrate that the monofilament TCPAs exhibit behavior comparable to TCPAs reported in literature. Their contractility is similar to mandrel-coiled TCPAs produced using other methods, with a range of 28–55% compared to the 53% achieved in this study.16,27 A side-by-side comparison of our actuator results with previously published mandrel-coiled TCPAs is shown in Table 1. The calculated energy densities are slightly lower in comparison with previous findings. Nevertheless, several points have to be considered when comparing TCPAs. First, the temperatures for the maximum contractions are not identical. In most published experiments the TCPAs are driven by Joule heating, leading to an unknown temperature–strain relationship. Usually polyamide-based TCPAs are tested up to higher temperatures than the 100°C in this work. Second, the energy density for the plied yarn was calculated with regard to a circular cross-section with the yarn diameter; however, the yarns cross-sectional area is lower in reality. Last, the relationship between maximum contraction and stress is non-monotonic in TCPAs. 14 Therefore, higher weights might actually lead to higher contractions resulting in greater energy densities. In summary, the optimization of coil geometry, pre-load, temperature and twist–writhe ratio should increase the actuator performance significantly. Given these considerations, the comparison with previous research findings validates the presented textile manufacturing method as a highly productive and scalable means of producing highly twisted monofilaments. Additionally, the listed factors need to be investigated in further experiments.
Comparison of the existing metrics of mandrel-coiled TCPAs and this work’s results
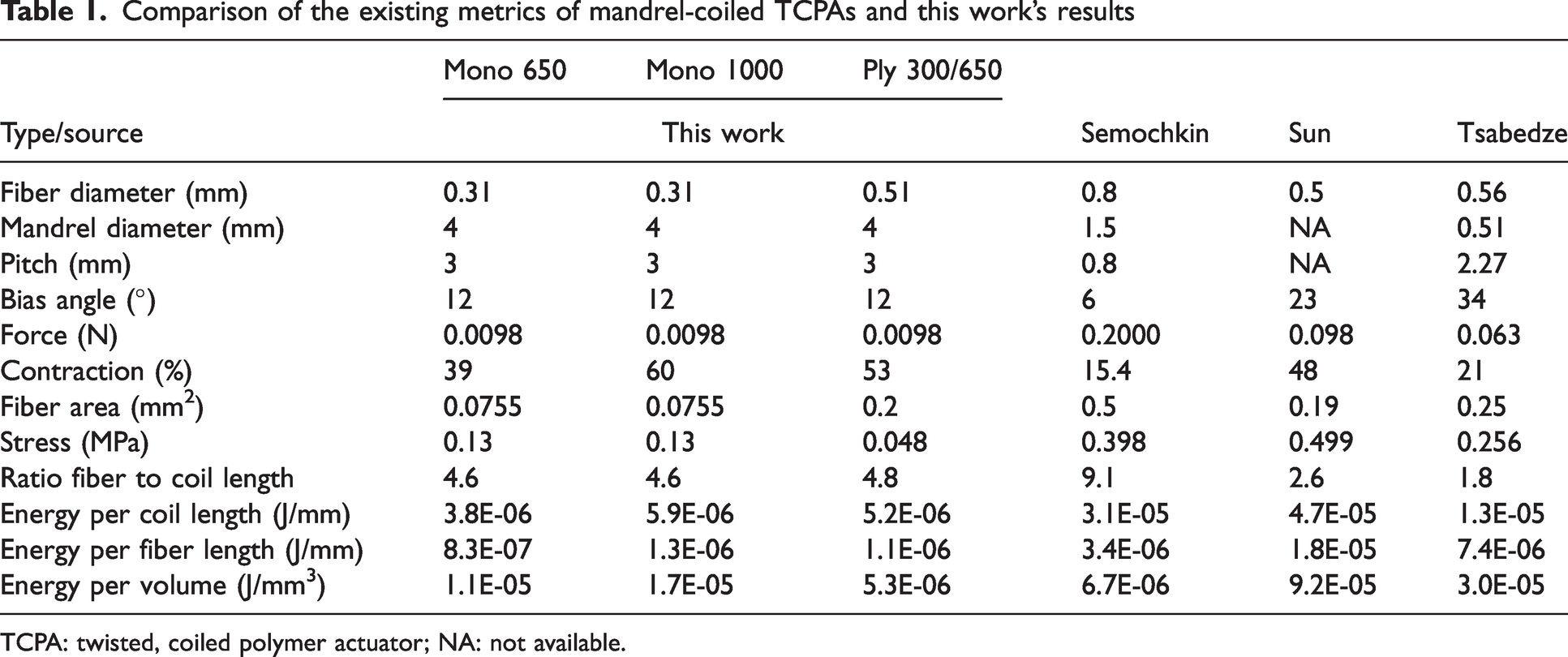
TCPA: twisted, coiled polymer actuator; NA: not available.
The method also enables the production of twist-plied yarns that are twist-stable and have tailored twist–writhe ratio. This is an advantage over previous methods that did not allow for adjustment of the twist–writhe ratio. 40 The presented method can manufacture these twist-plied yarns continuously, without previous annealing, allowing for their use in established large-scale manufacturing methods such as braiding, knitting, or weaving; however, is has to be determined if the high yarn feeding rates in textile processes alter the actuator properties and how additional textile materials such as binder yarns influence contraction and force output of the textile. Using the presented highly twisted yarns as weft yarns in weaving or knitting should not provide major challenges and result in large actuator fabrics or belts for low-grade heat waste recovery.
In recent years, the established process to manufacture TCPAs has also been employed to research other actuator types within the emerging field of helical actuator materials.44,45 These novel active materials can respond to other stimuli than temperature, ranging from electric fields to light or can be chemically driven by swelling.46,47 The presented method should be feasible to effectively process such torque-driven fiber-baser actuators but also bending-driven bilayer fibers.48,49 Potentially suitable materials not only include pure or coated thermoplastic polymers but also particle-filled elastomers showing interesting sensing properties. 50 Using such stretchable materials with low stiffness requires the adaptation of the presented method with specific feeding systems. These approaches would help to overcome the limited bandwidth of the currently thermos-driven TCPAs.
Conclusion
In conclusion, the presented method offers a means of producing twist-stable polymer actuators that are highly contractile, and twist-plied yarns that can be processed with widely established textile machines. The ability to adjust the twist–writhe ratio and the quasi-endless twist process present significant advantages for the development of TCPAs and other artificial muscle principles.
To design such TCPAs for specific applications, appropriate geometry and material parameters need to be selected. Therefore, there is a need for TCPA models that consider the additional level(s) of helicity in twist-plied TCPAs, which can optimize twist, writhe, and coil or braid geometry. Several modeling strategies have been published that describe TCPAs and their actuation behavior on different scales. Thus, a viable extension of these models or the development of novel models that incorporate the additional complexity provides a promising path for further research.
Other avenues of future work include the analysis of the three-dimensional relationship between strain, stress, and temperature instead of relying solely on isotonic experiments. Additionally, studying the limits and effects of varying the twist–writhe ratio could provide further insights. Long-term behavior of the twist-plied TCPAs should also be investigated to understand their stability and durability over extended periods of time. It would be valuable to explore the effects of humidity and ultraviolet radiation on the properties of the polymer, as these environmental factors may impact the performance of TCPAs. Additionally, investigating the usage of other polymer materials could be worthwhile. For instance, polymers with lower glass transition temperatures, such as linear low-density polyethylene, could potentially enhance the performance of TCPAs at temperatures that are more suitable for applications in close proximity to or within the human body.
Further improvements of the process include the possibility to position the heating wire in the center of the yarn. Beyond environmentally protecting the wire, this would thermodynamically enhance the efficiency and rate of heating. Additionally, the wire could be used to measure temperature and/or strain of the coil. Such twist-plied, sensory TCPAs would enable servo-like artificial muscles with integrated measurement and control systems. This would make the developed actuator ideal for lightweight and cost-efficient active prosthetics by supplementing bulky and heavy electromotors.
Footnotes
Acknowledgements
All authors aided in conceptualizing the approach and research outline as well as edited and commented on the manuscript. F.S. and G.G. provided funding, laboratory infrastructure, and guidance. J.M. manufactured the monofilament and yarn TCPAs. J.M. and N.W. provided and analyzed the thermo-mechanical testing data. J.M. adapted the plying and braiding machines. N.W. provided the geometrical calculations of the coil properties. J.M. wrote the first manuscript draft with support from N.W.
Declaration of conflicting interests
The author(s) disclosed the conflicts of interest with respect to the research, authorship, and/or publication of this article: Florian Solzbacher declares a financial interest in Blackrock Microsystems and Sentiomed, Inc. Conflict of interest (COI) is overseen by University of Utah’s COI management. The remaining authors have no conflicts of interest to declare.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded within the scope of the Research Training Group 2430 by the Deutsche Forschungsgemeinschaft (German Research Foundation), 380321452.
Research reported in this publication was supported the National Institute of Neurological Disorders and Stroke of the National Institutes of Health under award number T32NS115723. The content is solely the responsibility of the authors and does not necessarily represent the official views of the National Institutes of Health.