
Abstract
The choice of a comfortable pillow is essential for good sleep. The filling material for pillows should be bulky, resilient and comfortable. For reasons of price, availability and resilience, polyester is the most commonly used filling material. Its drawbacks, however, lie in poor moisture management and a lack of biodegradability. This is the first study of the physical and microclimate properties of pillows with carded filling containing lyocell fiber. Pillow samples were manufactured on an industrial production line. Their carded fillings were rolled and comprised either 30% or 50% lyocell, blended with polyester (virgin and recycled), high elastic triexta and biodegradable polylactide fibers. In simulated sleeping conditions, using a thermal sweating manikin, it was proven that pillows with fillings made of 50% lyocell blended with polyester demonstrated an enhanced microclimate through much better moisture management than pillows with fillings made from pure polyester. It was also found, under use and care conditions, that lyocell affected the sensorial properties of pillows. Pillow form stability and height regain correlated with lyocell’s linear density. A higher lyocell content (50%) improved the form-keeping characteristics of pillows after repeated washing and drying. The type of lyocell used had only a minor effect on the compression resilience of the filling and perception of pillow firmness. The evaluators perceived higher pillows as firmer. The developed new methods for the evaluation of pillow quality and the results of this study can be of practical relevance in the bedding industry, where the reduction of non-biodegradable raw material is strategically important.
A pillow is a high-loft product that is usually made from a textile fabric shell and a filling material: natural or polyurethane foam, down/feathers, textile fibers, non-textile materials, such as buckwheat husk, etc. The main function of a pillow is to support the human neck and head in a position that maintains the cervical spine in its neutral position while sleeping.1,2 For sleeping comfort, a good pillow dissipates the heat that is generated by brain metabolism during sleep and is transferred from the surface of the skin to the environment. 3
Okamoto-Mizuno et al. 4 and Kawabata and Tokura 5 demonstrated that a pillow with a head-cooling function improves the quality of sleep. The importance of moisture management in bedding material for the improved quality of sleep was also emphasized in a sleep study by the Joanneum Research Institute for Non-Invasive Diagnosis, 6 in which physiological and psychometric data derived from the participating subjects’ heart functions during night sleep were monitored. A study conducted by Naylor et al. 7 on lofty nonwoven structures from wool and polyester (PET) demonstrated that the heat resistance and water vapor permeability of a textile material are determined solely by its thickness and air content (voids) in steady-state conditions, and not by fiber type. Fiber type has a significant impact on thermal and water vapor transport properties under transient conditions. This is linked to the release of heat and/or humidity in the initial phase of sleep, or during transitions between different phases of sleep.
In addition to thermal comfort, the sensorial comfort of a pillow is also important. In terms of pillow filling, sensorial comfort is linked to a firm or soft surface, 8 pillow dimensions and form stability.2, 9–18 These properties are affected significantly by the nature of the filling material used.
Medical experts recommend rather firm pillows due to their contribution to the stabilization of the cervical spine.1,18 Most humans fall asleep in a lateral posture19,20 and continuously change position while sleeping.1,13 To achieve its purpose, a pillow envisaged for lateral posture must be higher than pillows for other postures. 1 Several studies have already confirmed that pillow height influences the perception of comfort.15,21 Wang et al. 11 concluded that anthropometric parameters do not necessarily correlate with a person’s preference for a certain pillow height. Pillow sizes and forms are also important criteria for comfort, and vary on the market. Experts recommend smaller pillows, as large pillows (e.g. 80 cm × 80 cm) tend to slide in the lateral posture below the shoulder. 1 Contour pillows are usually designed for one only posture 1 and there is insufficient evidence about their medical advantages over standard rectangular pillows.10,14,22
Among textile fibers, wool could serve as one of the most suitable pillow fillings due to its good bulkiness, resilience and moisture absorption ability. However, it has limited growth potential on a constantly growing fiber market. 23 Given that lyocell’s (CLY’s) water vapor absorption capacity is comparable to that of wool,24,25 it is a potential fiber for a pillow filling. Compared to other available man-made cellulosic fibers (e.g. viscose), CLY shows higher stiffness and higher wet and dry tenacity. Due to its higher crystallinity and the more homogenous distribution of absorbing amorphous zones within the fiber cross-section, CLY is less absorbent than viscose. For the same reason, however, it shows less swelling and more dimension stability under wet conditions. Compared to the natural cellulosic fiber cotton, CLY shows higher moisture absorption, which offers the advantage of needing smaller amounts of the fiber in the blend to enhance the moisture uptake of the filling.26–30 Contrary to cotton, CLY can be produced in shapes (i.e. linear densities, lengths and surface treatments) that are more suitable for carding processes. It can therefore be processed using all common technologies for the production of filling materials and is already present in various commercial bedding items. 31
Carding or rolled technology has many advantages over blow-fill technology, which is the most commonly use technology in the production of high-loft pillow fillings due to its simplicity. In blow-fill technology, fiber balls or even simply opened fibers are blown into a pillow cover, enter the pillow cover completely disorganized, and randomly fill the space. In carding technology, the created batt is rolled and stuffed inside the cover, which improves the bulkiness and resilience of the pillow due to better fiber organization in the batt and structure stability. Moreover, carding technology can achieve a productivity that is twice as high as conventional blow-fill technology (statement by Masias Maquinaria SL, Patrícia Masias, 2 July 2018). The main functions of nonwoven cards are the disentanglement of flocks up to a single fiber, the removal of foreign matter, the stretching and orientation of single fibers and the conveyance of fibers in the form of an even, connected batt with a certain square mass. There are different possible fiber orientations in a batt. For pillow batts, however, the cross lapper is usually used for longitudinally and transversely oriented fibers. This final step gives the batt its desired properties (strength, elongation, resilience, etc.). 32
Currently, the most commonly used fiber filling material in high-loft articles, including pillows, is PET due to its good washability properties, bulkiness, resilience, availability and low price.23,33 In terms of moisture management, PET fibers are not an optimal filling material for pillows, as they do not absorb perspiration. On the contrary, PET fibers typically retain moisture on the fiber surface and fill the pores between fibers. When moisture replaces the air in pores, it causes a decrease in thermal resistance, and gives an unpleasant cool and wet feeling in contact with the human skin. 34
A study on microclimate 25 demonstrated that CLY bedding materials outperform commonly used PET and cotton bedding materials. Washing tests on comforters 31 with batting made from 100% CLY (6.7 dtex/60 mm, siliconized) demonstrated a loss of almost 50% of volume after five washing/drying cycles. However, the washing and batting stability of comparable comforters with a batting made from a blend of 50% CLY and 50% PET (7 dtex, hollow fiber) showed comparable results to comforters with batting made from 100% PET. After 50 industrial washes, similar results were obtained. No comparable data are available for pillows.
Finally, the CLY used is a sustainable material.35,36 It is produced in an ecologically responsible N-methylmorpholine-N-oxide-based process, can be composted and is biodegradable, even in seawater.37,38
Taking into account the requirements for the good comfort of a pillow, the research presented in this paper focused on pillow fillings from blends of CLY and synthetic fibers. The main purpose of the research was to determine whether the advantages of CLY fibers could improve thermo-physiological comfort while sleeping, without impairing the sensorial and care properties of a pillow.
Materials
Fiber characteristics specified by providers
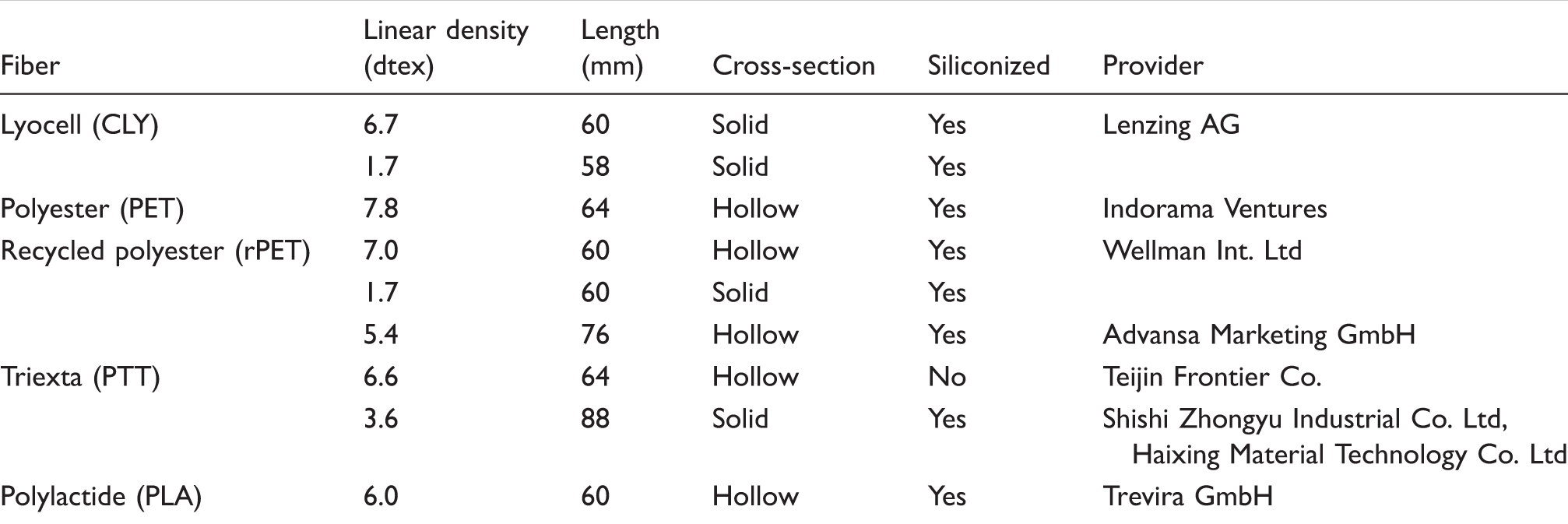
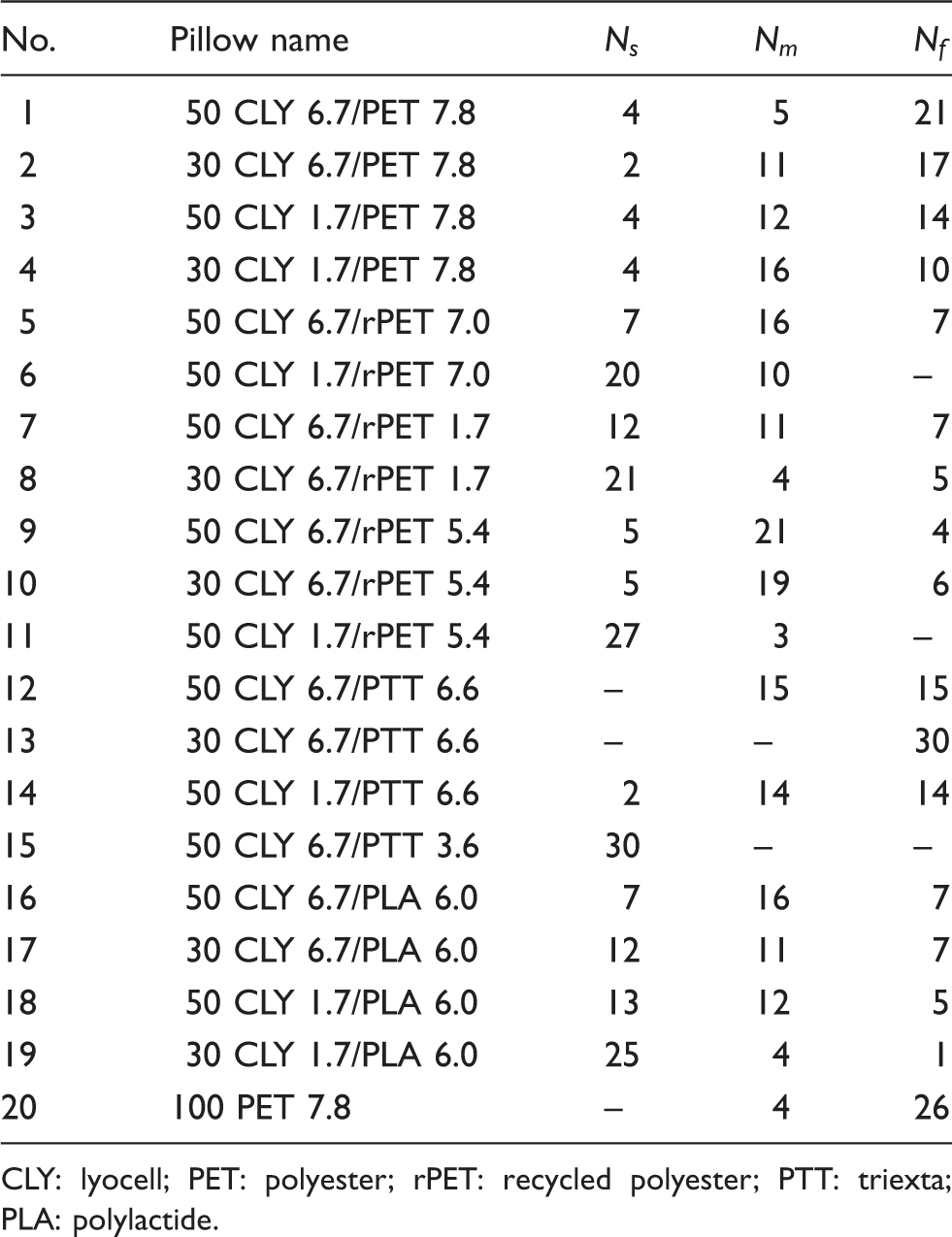
Pillow samples and carded filling materials
CLY: lyocell; PET: polyester; rPET: recycled polyester; PTT: triexta; PLA: polylactide.
Pillows with equal dimensions of 50 cm × 60 cm and a filling mass of 610 g were manufactured by Kalinel Ltd (Bulgaria). All pillows were produced on a carded pillow line (Masias Maquinaria, Spain), comprising a carding machine, cross-lapping, cutting knives and rolling and weighing devices. The speed of the carding machine was 0.5 m/s. The pillow shell was made from a plain woven fabric with a mass of 125 g/m2 containing 55% CLY and 45% cotton fibers.
The fibers were blended and then processed into a batt that was cross-lapped to achieve five layers of a mass per unit area of 40 g/m2. After the batt was settled, it was cut longitudinally with several knives to the defined pillow length. When the batt reached the desired weight, it was transversely cut, rolled with a cylinder and manually stuffed into a pillow shell that was equal for all test specimens (“standard pillow case”). After production, the pillows were rolled and packed in typical retail packaging and re-opened after 14 days.
One typical commercial pillow of medium quality, filled with 60% white duck down and 40% duck feather, served as a benchmark. The filling content of 610 g was again manually stuffed into a pillow case of the same type used for the other pillow samples.
Methods
All samples were pre-conditioned for a minimum of 24 hours prior to testing according to the DIN EN ISO 139 standard.
40
Testing was performed in different laboratories under the following conditions:
– temperature of 20 ± 2℃ and relative humidity of 65 ± 4% (testing of pillows and fibers); – temperature of 23 ± 2℃ and relative humidity of 50 ± 4% (testing on filling material and the water retention of fibers); – temperature of 31 ± 1℃ and relative humidity of 40 ± 10% in the climate chamber (testing of pillows according to the ISO 9920 standard).
41
Methods for characterization of fibers
Linear densities and lengths of the utilized fibers were specified by providers. They were measured again using the same test methods for reasons of accuracy. The following characteristics were measured in accordance with International Bureau for the Standardisation of Man-Made Fibres (BISFA) methods.
42
– The linear density of utilized fibers was measured on 20 fibers using a Vibroscope Vibrosoft LD device (Lenzing AG – FP), with a pretension of 0.60 cN/tex for cellulosic fibers and 1.00 cN/tex for synthetic fibers. – Fiber length was determined by taking the average length of 20 single fibers, measured by means of a ruler. – Specific breaking stress (conditioned) was measured on 20 fibers using a Vibrodyn Vibrosoft FD device (Lenzing AG – FP), with an initial length of 20 mm and a preload of 0.60 cN/tex for cellulosic and 1.00 cN/tex for synthetic fibers. – The BISFA modulus of wet fibers was measured on 20 fibers using a Vibrodyn Vibrosoft FD device (Lenzing AG – FP), with an initial length of 20 mm and a preload of 0.25 cN/tex for cellulosic and 0.42 cN/tex for synthetic fibers. – Fiber crimp resistance was measured on 50 randomly selected fibers using a Vibrotex 1 device (Lenzing Instruments), with an initial length of 20 mm and a preload of 6–9 mg for synthetic fibers and 6 mg for CLY 6.7 dtex. The aforementioned device determines the lengths of incompletely stretched and incompletely crimped fibers. Both lengths are calculated by extrapolation. Crimp resistance was calculated as the ratio between the resulting second and first crimp length of the same fiber. Fibers with a linear density ≤5.4 dtex could not be measured with the selected device.
Microphotographs were taken to visualize the morphological differences of utilized fibers, particularly their cross-section and crimp. Microphotographs of fiber cross-sections were taken using a Nikon Eclipse Ni microscope with a zoom ratio of 420, a camera factor of 7, an interim zoom of 1.25 and a lens with a zoom ratio of 40. Microphotographs of fiber crimps were taken using a Nikon SMZ 1500 microscope with a zoom ratio of 420.
The water retention value (WRV) was measured as an indicator of fiber absorption capacity. It provides information regarding the water remaining inside the fiber structure after the water held between the fibers by capillary forces is removed by centrifugation. Four specimens were prepared for each sample. WRV was measured according to the DIN 53814 standard,
43
using a water solution of 1% sodium dibutylnaphthalenesulfonate (Nekal BX) as the surface active agent. The specimen was placed in a tube and soaked in a water solution for 2 hours. It was then centrifuged for 20 minutes at 3400 revolutions per minute. The WRV was calculated using Equation (1)

Methods for evaluation of pillow fillings
Homogeneity of fiber blends
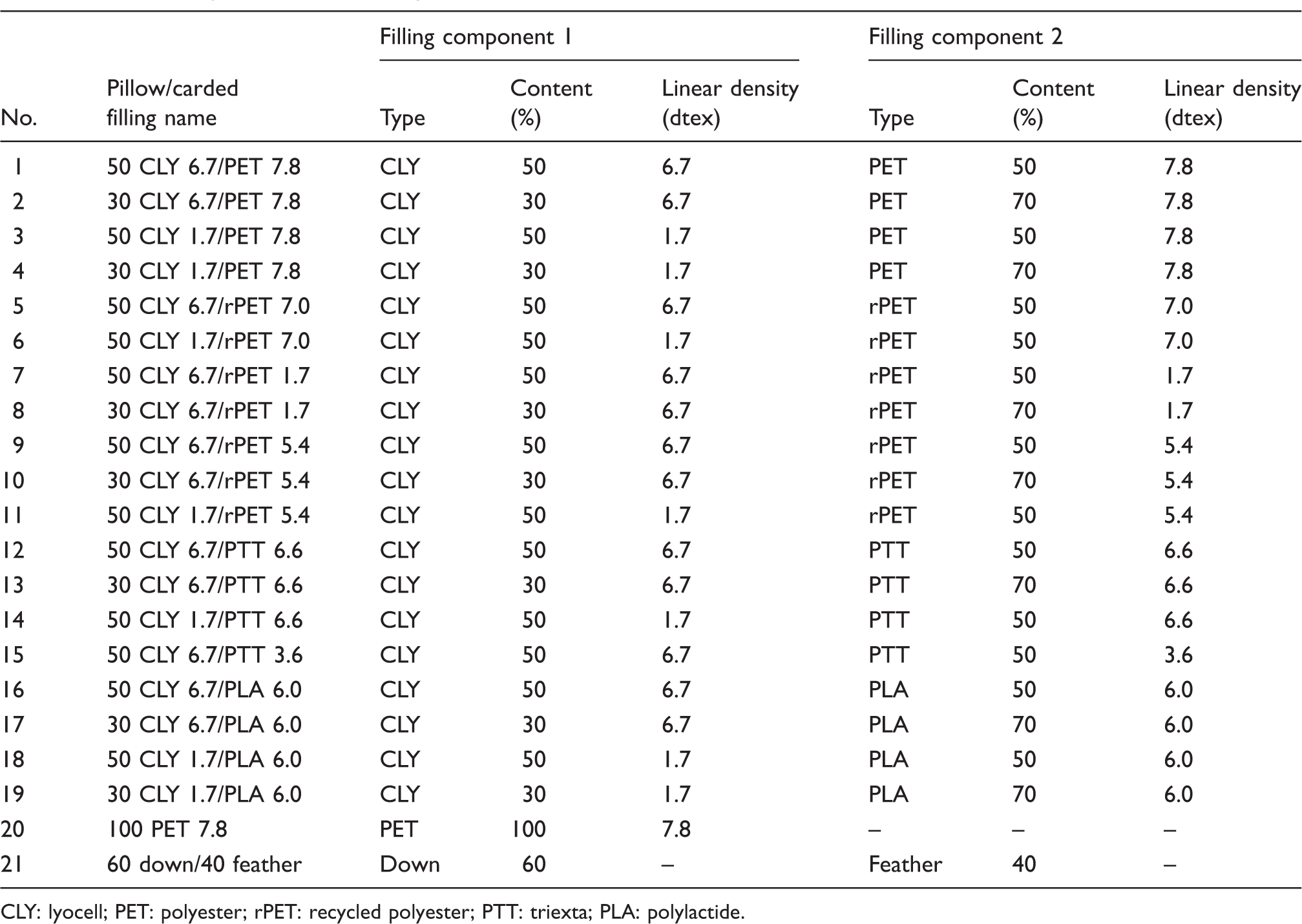
When pillow fillings are produced, the visibility of irregularities in the fiber distribution is greatly reduced due to the white color of the fibers. The fibers were visualized through the selective dyeing of the cellulosic component using the direct dye Solophenyl Blue GL 250%. A total of 20 g of each carded filling were inserted into individual mesh bags. All bags were put simultaneously into a 5 L beaker on a Mathis LABOMAT dyeing device. The dyeing solution consisted of 0.4% Solophenyl Blue GL 250% (DyStar Group), 5 g/L of Na2SO4 and 0.5 g/L of Levegal ED (DyStar Group) – a commercially available, weakly anionic leveling agent based on polyacrylate and an organic heterocyclic nitrogen compound, to facilitate the uniform dyeing of cellulose with direct dyes. The liquor ratio was 1:30. The dyeing procedure is illustrated in Figure 1. After dyeing, the beaker was held under cold running water until no further bleeding of the specimens could be observed.
Dyeing diagram.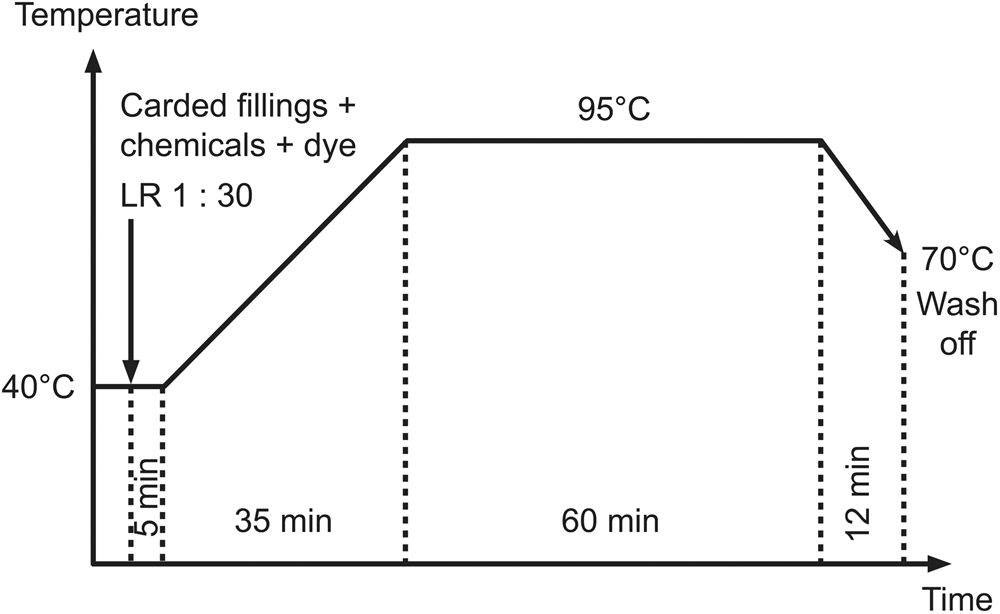
Compression resilience of filling material
Pillows can become flat when they are used frequently. The ability of filling material to return to its original form after repeated compression cycles was therefore tested and described as its compression resilience potential. The compression resilience of carded filling materials was measured using a Bulk Tester BT 100. 44
For specimen preparation, the shell fabric was removed from the pillow filling. The measurement of fibers in an oriented batt could not be made as it was impossible to obtain separate the carding layers. The batt containing CLY could not be unrolled due to the high entanglement of layers. The decision was thus made to eliminate fiber orientation by fragmenting the batt in randomized flocks. To simulate near-sleeping conditions, specimens with a mass of 20 g were humidified with 4 g of distilled water (approximately 30% of the WRV of CLY fibers) and then conditioned for 24 hours. After conditioning, specimens were individually stacked into a cylinder with a cross-section area of 100 cm2. The mass of the loading weight was 5 kg (0.05 kg/cm
2
). In both loaded and unloaded conditions, the specimen was covered by a lid with a mass of 0.05 kg (Figure 2). After each compression cycle, the loading weight was immediately removed. A 5-minute period in an uncompressed state then followed to allow for the relaxation of the specimens. The height of the specimens was measured after one ( Principle of measurement on Bulk Tester BT 100.
Methods for evaluation of pillow quality
Microclimate of pillows under simulated sleeping conditions
Measurements were performed to evaluate the contribution of the vapor-absorbing filling fiber CLY to the microclimate in the contact zone between a sleeper’s head and pillow, and to understand how it affects heat and mass transfer through that bulky product. Pillow samples 1, 2, 20 and 21 were selected. Three specimens of each sample were tested.
Water vapor resistance
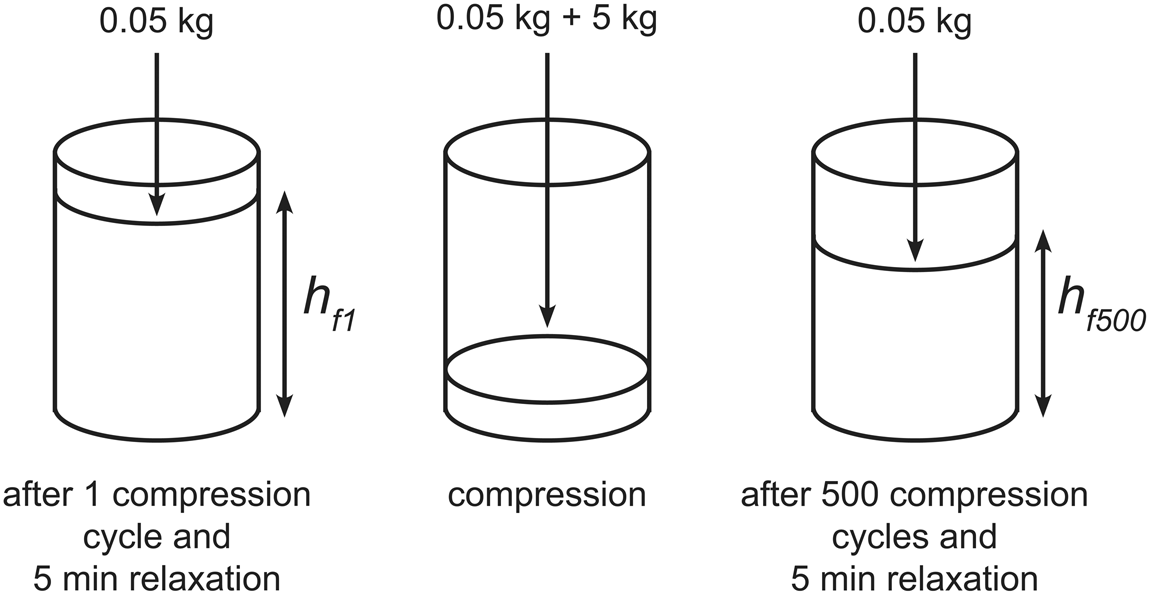
Experiments were performed in a climate chamber using the thermal sweating manikin “Sherlock”,
45
as shown in Figure 3, to simulate a sleeping person with the dimensions of a 50th percentile Western male. An advantage of this setting is the applied compression on the pillow in the head area for better simulation of sleeping conditions. Through fine nozzles at the back of the head to simulate human sweat pores, pre-heated, distilled water was sprayed onto the pillow. Uniform water distribution was achieved through a tight sweat suit, as shown in Figure 3(a). A “sweat” rate adjustment was made for section 2 of the manikin, as illustrated in Figure 3(b).
Thermal sweating manikin “Sherlock”:
46
(a) manikin tight sweat suit and head position on the pillow; (b) section 2 at the back of the head.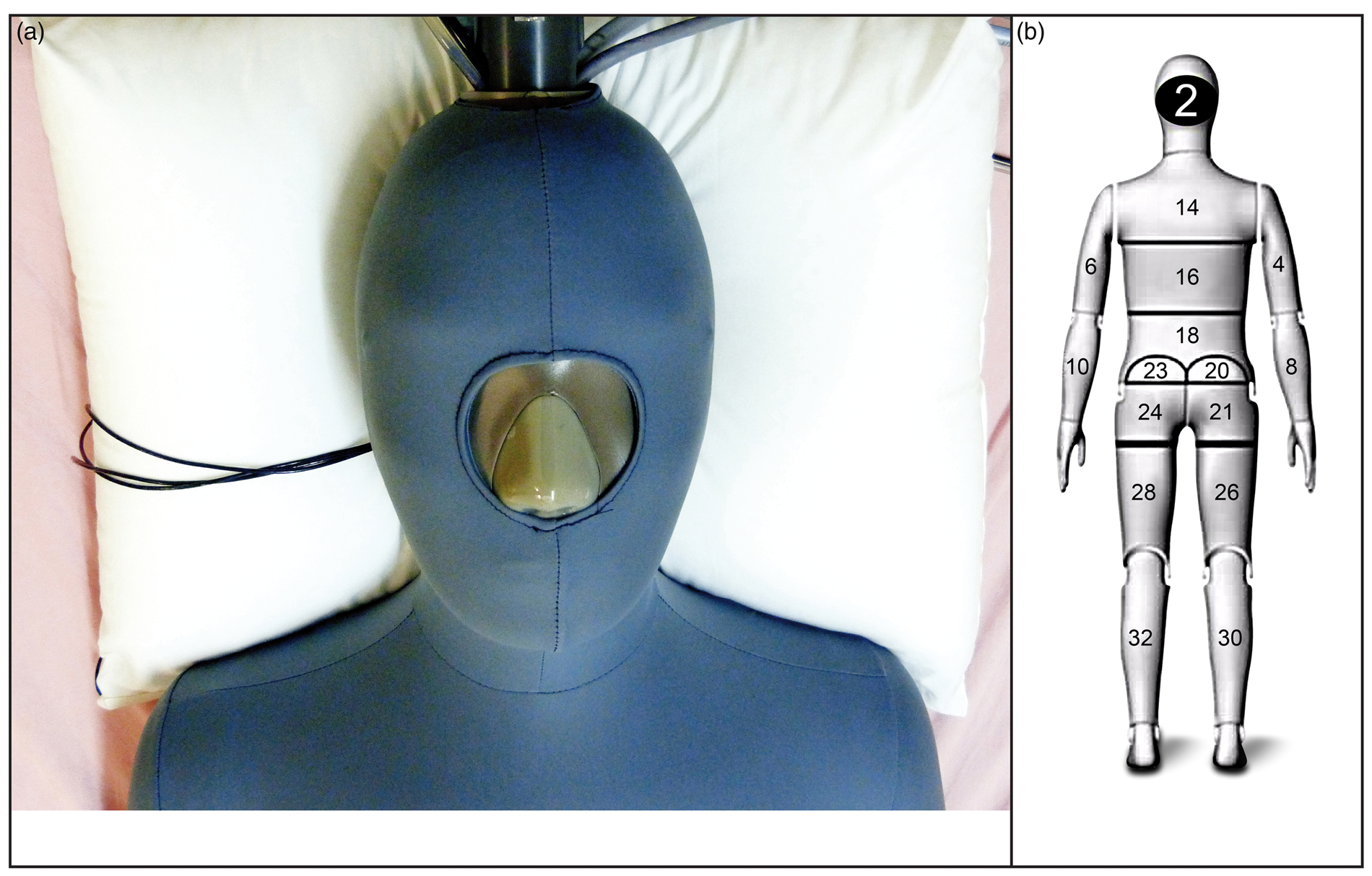
The ambient temperature in the climate chamber was set to 31 ± 1℃, relative humidity to 40 ± 10%, wind speed to 0.4 ± 0.1 m/s and the manikin’s surface temperature to 31℃. The sweat rate was adjusted to 50 mLh–1m–2 in section 2, which was in direct contact with the pillow. Pillow samples were pre-conditioned under ambient conditions of 31℃ and relative humidity of 40% for 48 hours.
During the measurement, evaporative heat transfer occurred from the manikin’s surface through the pillow. After reaching steady-state conditions, the generated heating energy, the manikin’s surface temperature and ambient conditions were measured and recorded every minute. The average values were calculated over a period of 30 minutes.
The water vapor resistance of section 2 of the manikin was measured in accordance with the ISO 9920 standard,
41
under steady-state conditions and calculated using Equation (3)

Humidity and temperature in the microclimate
During the measurement of water vapor resistance, temperature and humidity were measured in different locations on the pillow to obtain time- and zone-resolved information regarding microclimate development under sleeping conditions in the space between the manikin and pillow.
Combined temperature and humidity sensors (MSR Electronics GmbH) were used to record temperature (Tm) and relative humidity (RHm). The positions of the sensors are illustrated and described in Figure 4.
Illustration of the test setup with the manikin’s head and sensor positions 1–3 during microclimate measurements.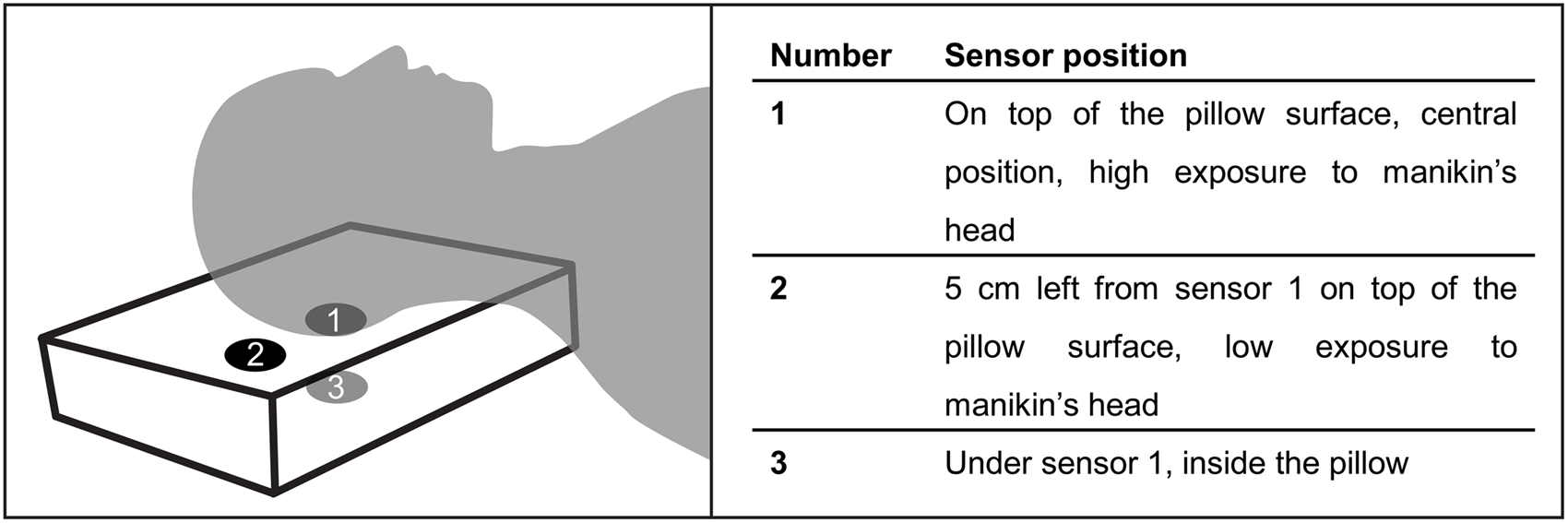
Methods for sensorial properties of pillows
Pillow form recovery
This method was developed as a simplified quality test for the form-recovery comparison of different pillow qualities under the moisture conditions and mechanical load expected at sleeping. The method is intended for pillows containing a hydrophilic component. As illustrated in Figure 5(a), 100 mL water was sprayed on the pillow surface to weaken the cellulosic fiber.
28
When the pillow was wetted, a ball weighing 4 kg with a nonslip synthetic surface was laid onto the pillow for 17 hours, as shown in Figure 5(b). When the weight was removed, a dent remained. The dent depth (hd) was measured immediately after the weight was removed (hd0), and after relaxation periods of 1 minute (hd1), 5 minutes (hd5), 30 minutes (hd30) and 360 minutes (hd360), as illustrated in Figure 5(c).
Measurement of the dent depth on a pillow after simulating one night of sleep under humid conditions: (a) wetted pillow; (b) weight load on the pillow surface; (c) measurement of the dent depth.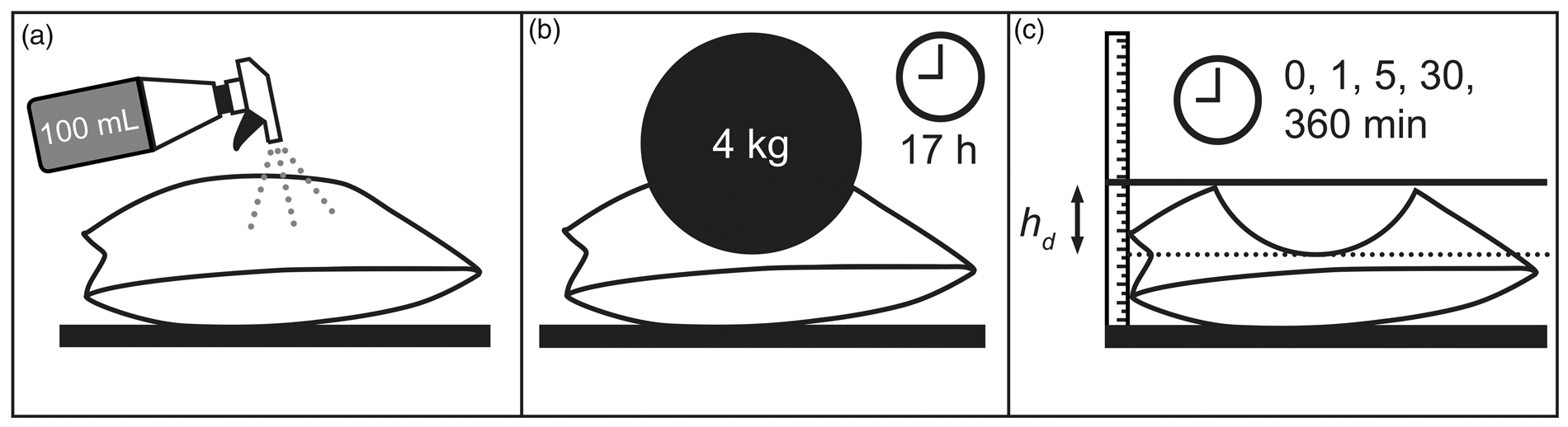
Pillow height measurements
Pillows filled with fibers are expected to be regularly washed and tumble dried. Water, detergent, elevated temperature and mechanical agitation can cause swelling of CLY and movements of all fibers in the filling material. This action can lead to shrinkage and intermingling of fibers, and consequently to changes in the pillow height, form and firmness. Pillows were washed and then tumble dried five times, according to the DIN EN ISO 6330 standard. 47 Washing was performed in a front-loading washing machine with a horizontal drum (Electrolux Wascator FOM71 CLS) at 60℃ for 67 minutes with standard reference detergent No. 3 (ECE). For this study, the washing behavior of European consumers was simulated, as it was expected to have the largest impact on the pillow height and form. Drying was performed in a rotary-type tumble dryer (Electrolux T3190) at 85℃ for 30 minutes. The drum was fully loaded with three pillows.
The measuring device for pillow height measurements consisted of a height lathe fixed to a tripod. The pillow height was measured as the distance between the lowest and the highest point of the pillow, as shown in Figure 6. The height of the pillow before and after washing was measured, to evaluate how flat the pillows become after the washing process.
Pillow height measurements.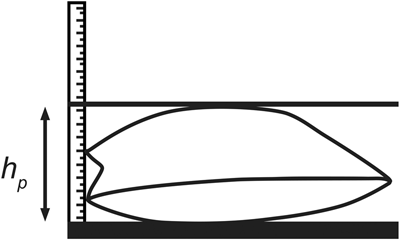
The height regaining values of pillows after five washing and drying cycles were calculated using Equation (4)

Form-keeping characteristics of pillow fillings
This method was developed to evaluate changes in the optical appearance of a pillow after washing and drying. This newly developed method consists of the subjective evaluation of the surface uniformity of pillow filling and objective length measurements of empty corners and cracks. The test was performed by a team of three evaluators with several years of working experience in a textile testing laboratory (6, 11 and 27 years).
The following characteristics were evaluated after five subsequent washing and drying cycles (the method for washing and drying was described in the Pillow height measurements section):
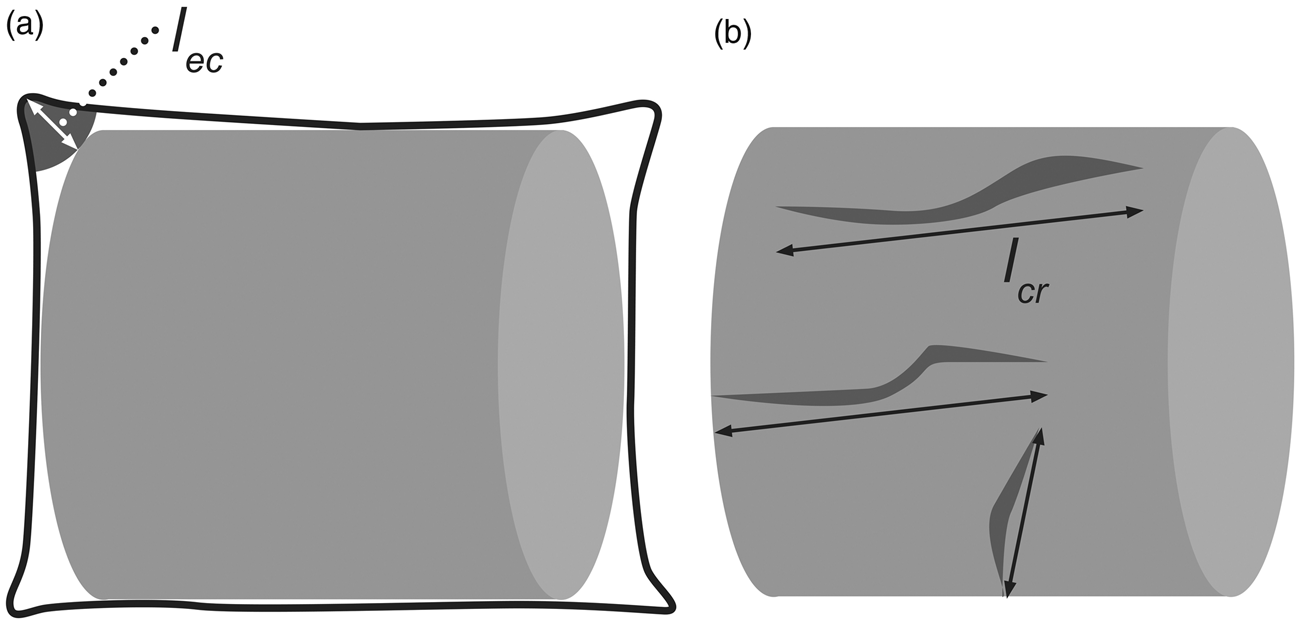
– Filling surface uniformity. – Lengths of empty corners (lec) as the shortest distances from a corner’s point to the first point on the filling, as illustrated in Figure 7(a). All four empty corners were measured. The average ( – Lengths of cracks (lcr) in the carded filling following the removal of the shell fabric. The three largest cracks were defined as the shortest distance between their endpoints, as illustrated in Figure 7(b). The average crack length ( Filling characteristics: (a) length of an empty corner (lec); (b) length of a crack (lcr) in carded filling material.
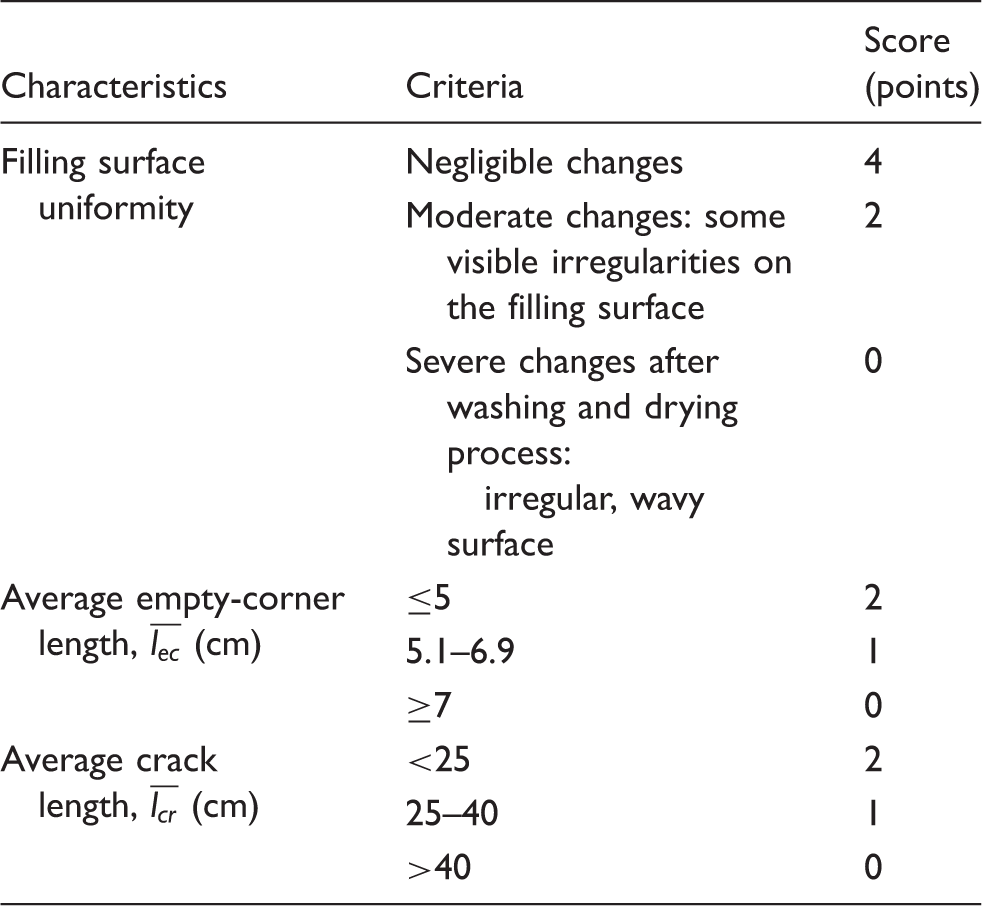
Criteria for evaluating form-keeping characteristics after washing and drying
Photographs of different filling material were taken in order to make the changes in filling surface uniformity more understandable for the reader. They were taken with an Apple iPhone SE camera with the focal length of 29 mm, exposure time of 1/33 s and an f/2.2 aperture. The longitudinal position of pillow fillings was chosen, as it facilitated the best visibility of irregularities on the filling surface.
Haptic evaluation of pillow firmness
Evaluators’ characteristics
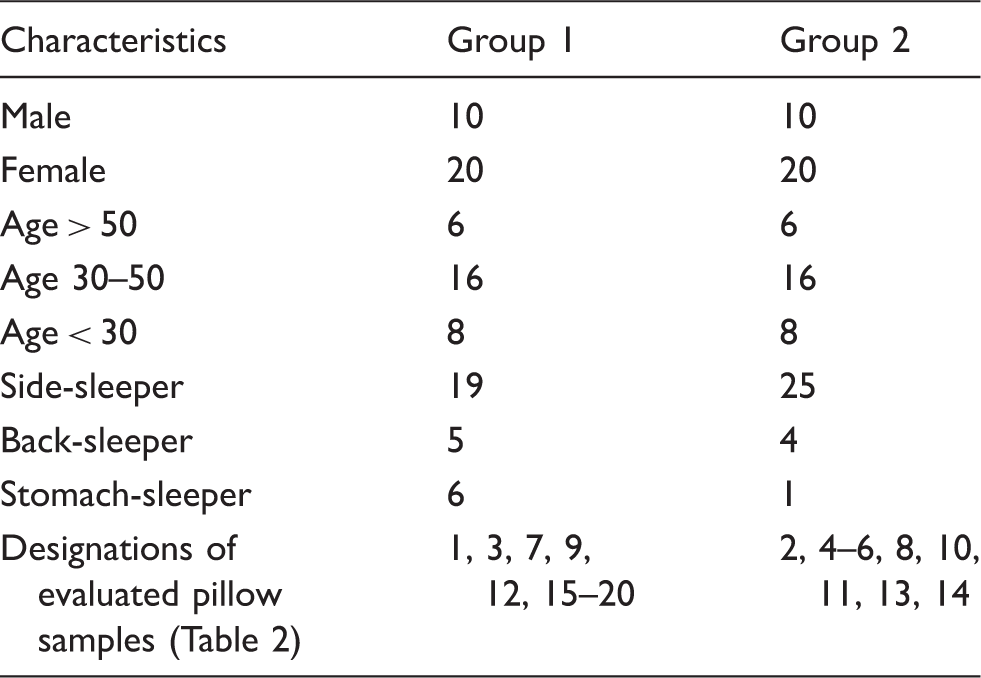
Pillow sample 21 was not evaluated because the filling material (down and feather) could be seen through the shell fabric. All evaluators were instructed to rate pillow samples as firm, medium or soft. No definition of firmness or softness was given.
Statistical analysis
Average values (
Results and discussion
Characteristics of utilized fibers
Filling fibers must meet many requirements. They must be bulky and soft at the same time, washable and must have good insulation properties, if used in comforters, paired with sufficient mechanical stability. Their quality is mainly affected by fiber type, linear density and crimp, elasticity, fiber friction (grip and gliding), washing performance and moisture management.31,49
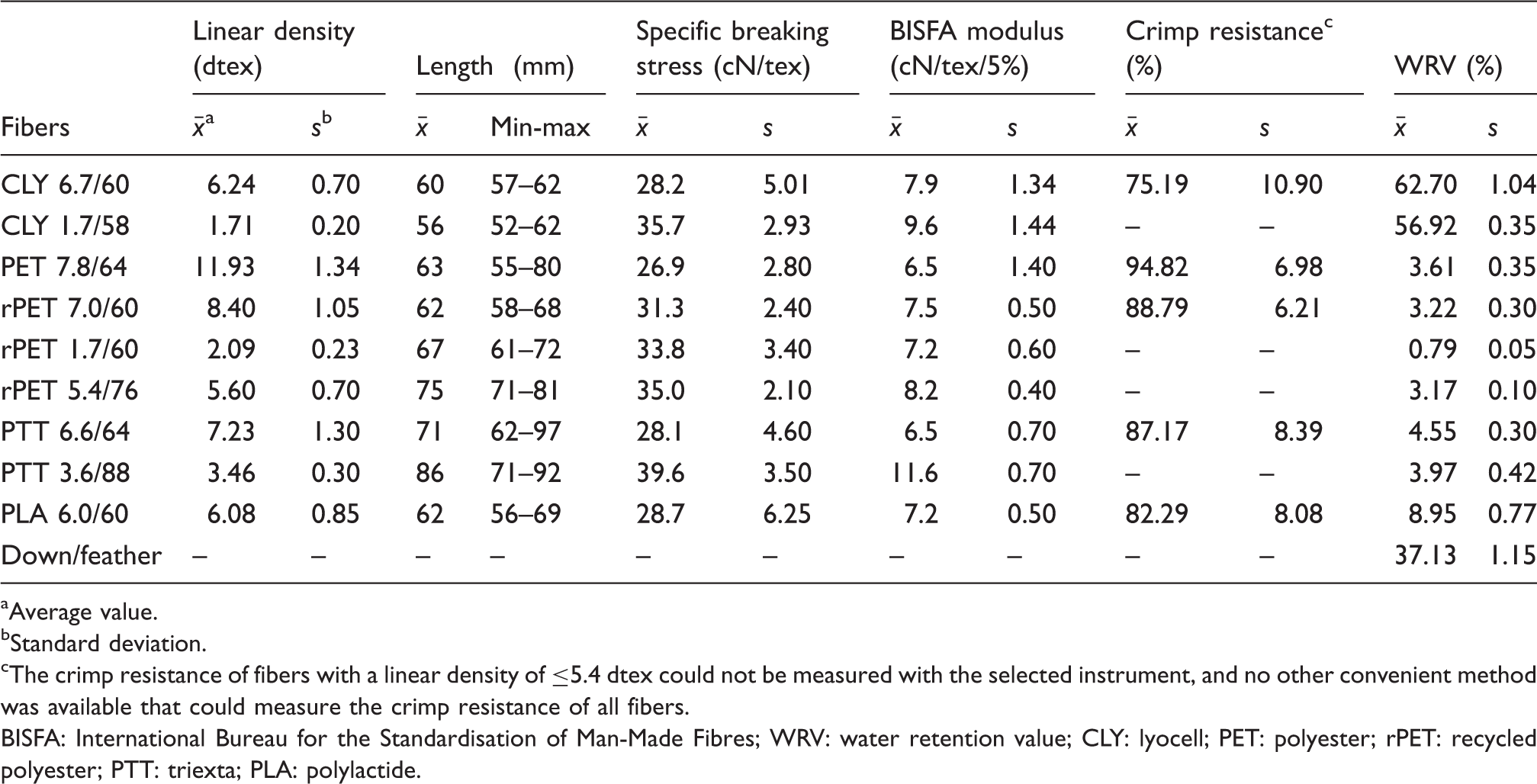
Fiber characteristics
Average value.
Standard deviation.
The crimp resistance of fibers with a linear density of ≤5.4 dtex could not be measured with the selected instrument, and no other convenient method was available that could measure the crimp resistance of all fibers.
BISFA: International Bureau for the Standardisation of Man-Made Fibres; WRV: water retention value; CLY: lyocell; PET: polyester; rPET: recycled polyester; PTT: triexta; PLA: polylactide.
The tensile properties of fibers with the specific breaking stress in the range of 28.1–35.7 cN/tex confirm good mechanical properties of selected fibers. BISFA modulus 42 is a measure of fiber resistance to tensile deformation in the wet state. It provides information on the ability of a fiber to keep the form of the wetted carded filling material following its exposure to mechanical strain. Fibers with a higher BISFA modulus better recover their spatial orientation after mechanical deformations. Different BISFA modulus values affect the softness and the form-keeping characteristics of the filling after washing.31,49 In the scope of this study, PTT 3.6 dtex recorded the highest BISFA modulus of 11.6 cN/tex/5%, followed by CLY 1.7 dtex at 9.6 cN/tex/5%. CLY with 6.7 dtex ranked in the middle.
Fiber hollowness (Figure 8(a)) and crimp are production parameters and can be partly influenced by a specific manufacturer. A non-uniform crimp level is very common for cellulosic fibers due to the “natural” crimp that occurs in the drying process. To better illustrate crimp variation, microphotographs of the fibers used in this study are presented in Figure 8(b). The CLY fiber snap shots exhibit a relatively straight shape compared to synthetic fibers. However, cellulosic fibers have a lower crimp resistance by nature than PET fibers, which reduces their ability to form bulky products. CLY fiber had the lowest crimp resistance of all measured filling fibers, while the coarsest virgin PET demonstrated the best crimp retention ability (Table 5).
Microphotographs of utilized filling fibers: (a) cross-section; (b) crimp. The reference lines on the photographs represent (a) 50 µm and (b) 2 mm. CLY: lyocell; PET: polyester; rPET: recycled polyester; PTT: triexta; PLA: polylactide.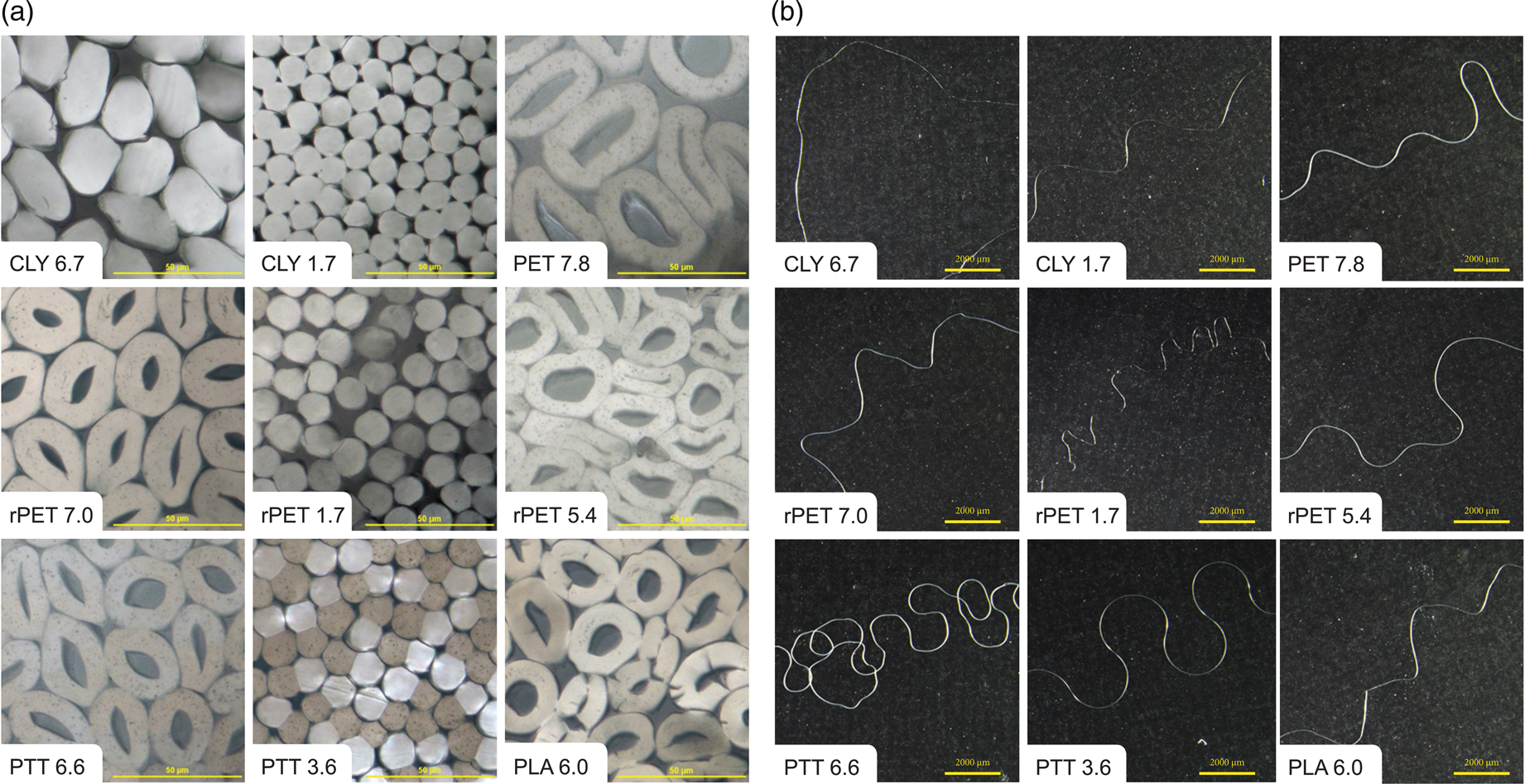
The WRVs of fibers (Table 5) indicate the water absorption capacities of hydrophilic fibers and the adsorption capacities of synthetic fibers. Absorbing fibers are able to bind moisture and support drier ambient in the pillow. CLY fibers demonstrated a WRV of 56.92–62.7%, which is more than 10 times higher than the values for PET and PTT fibers, and about seven times higher than the values for PLA fibers (Table 5). The higher WRV for PLA than for PET can be explained by the known higher surface polarity of PLA, which results in the higher adsorption of water. 50
Pillow fillings
Processing and homogeneity of fiber blends
All carded fillings were produced under the same production equipment machine settings. Some intended combinations could not be produced at the selected machine settings (see the empty cells in the Figure 9). Some challenges in the production of carded filling were encountered in the preparation of CLY blends with PTT 3.6 dtex (sample 15), and recycled PET types 7.0 dtex (samples 5 and 6) and 1.7 dtex (samples 7 and 8). Figure 9 illustrates the homogeneities of the produced carded fillings. In only two cases (samples 7 and 9) the dyeing of a carded filling revealed a very non-uniform fiber distribution, as some larger fiber flocks of rPET 1.7 dtex became visible. During the production of carded filling with rPET 7.0 dtex, thin places were observed in the batt formation process, but are not visible on the photographs taken. PTT fiber 3.6 dtex could be processed only in one intended combination with CLY (sample 15). Pillow fillings with issues in the batt formation during the carding process were excluded from the results and discussion, but they were included in the sensory evaluation of pillow firmness. Further experiments should be carried out to optimize settings for the production of carded filling from unconventional blends with CLY.
Blend homogeneities of the produced carded fillings. The empty cells represent intended fiber combinations that could not be processed by the carding machine. CLY: lyocell; PET: polyester; rPET: recycled polyester; PTT: triexta; PLA: polylactide.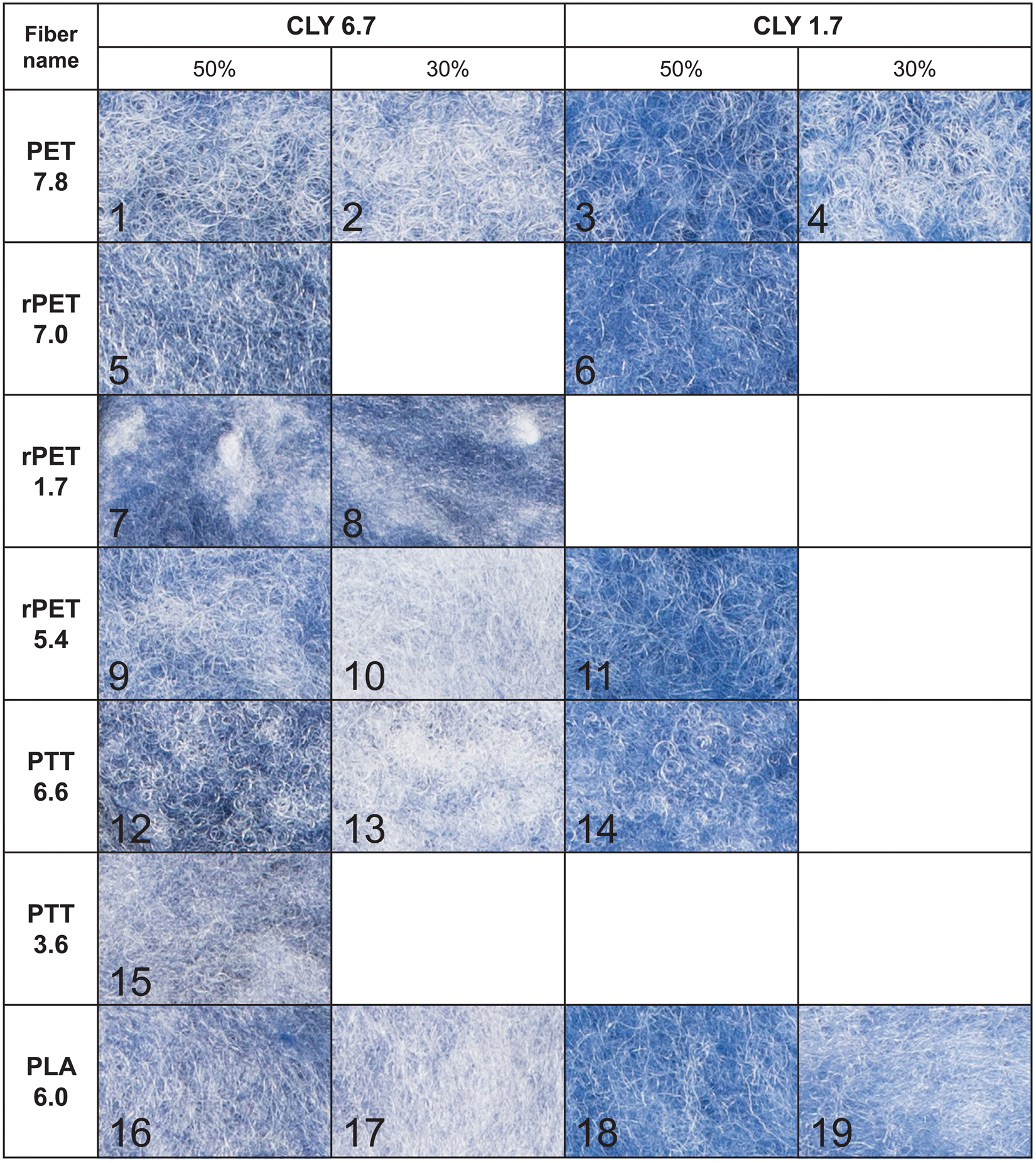
Compression resilience of filling material
Human beings squeeze and press their pillows while sleeping. A high-quality pillow should be able to recover its form, not only after one use, but after several uses.
Heights of utilized filling material after first compression (hf1), 500 compression cycles (hf500) and loss in height after 500 compression cycles (Δhf)
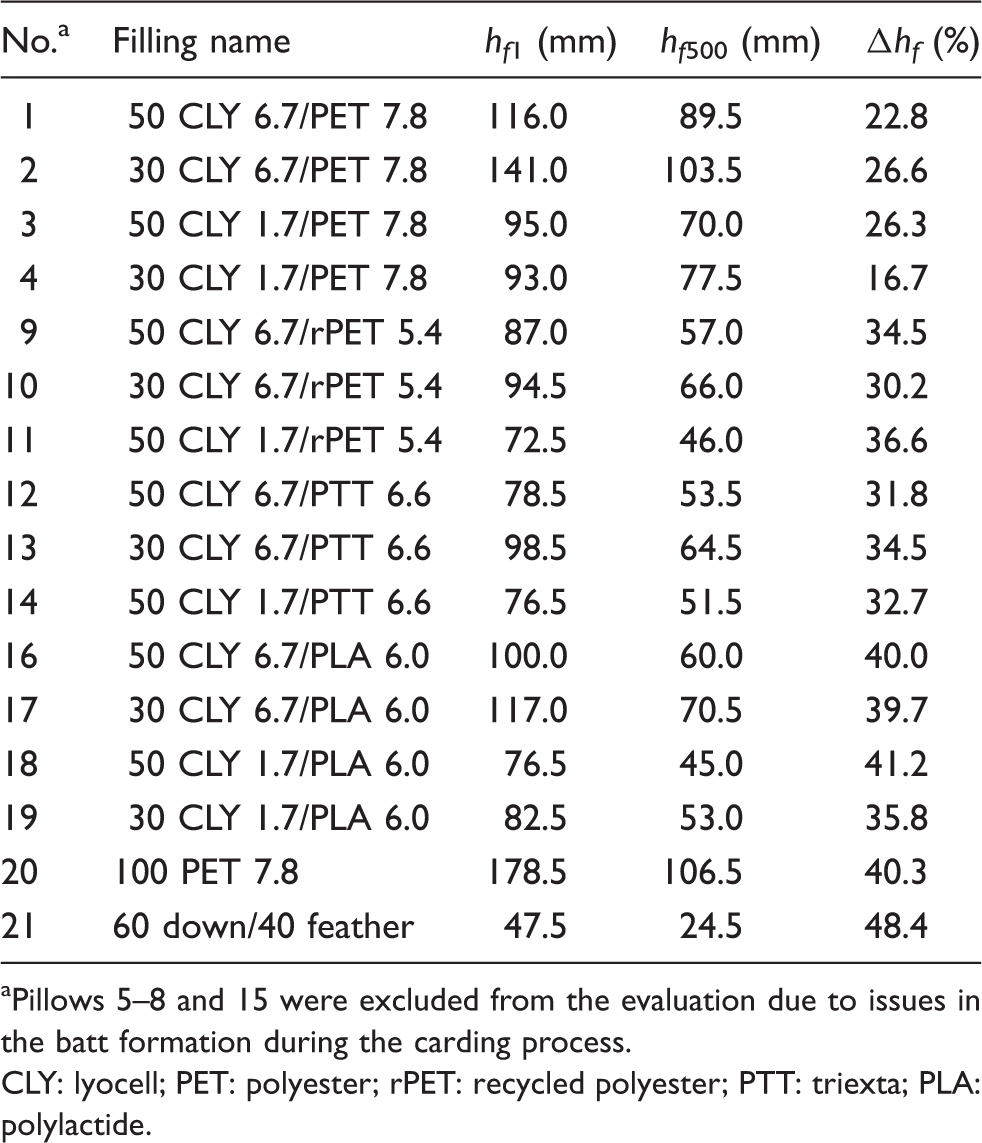
Pillows 5–8 and 15 were excluded from the evaluation due to issues in the batt formation during the carding process.
CLY: lyocell; PET: polyester; rPET: recycled polyester; PTT: triexta; PLA: polylactide.
All fillings demonstrated a loss in height after 500 compression/relaxation cycles (hf500) compared with the height value after the first compression/relaxation cycle (hf1). The lower the loss of filling height (Δhf), the better the compression resilience of the filling.
Selecting a CLY of higher linear density had a strong positive effect on hf1 (r = 0.574, p = 0.032). However, the importance of its linear density decreased after 500 compression cycles (r = 0.413, p = 0.143). The linear density of the synthetic component, on the other hand, had a significantly strong positive effect on both height values, hf1 (r = 0.606, p = 0.017) and hf500 (r = 0.810, p = 0.000), and a significantly strong negative effect on Δhf (r = –0.639, p = 0.010), meaning that the loss in filling height was lower in the presence of a coarse synthetic component in the filling. A higher proportion of synthetic component resulted in higher filling heights hf1 (r = 0.755, p = 0.001) and hf500 (r = 0.643, p = 0.010). The impact of the higher crimp resistance of the synthetic component increased significantly after 500 compression cycles and resulted in better compression resilience of the filling (r = 0.721, p = 0.008). This explains why fillings containing PLA recorded a higher loss in height than, for example, fillings containing PTT (6.6 dtex). Despite having a lower linear density, rPET (5.4 dtex) showed better compression resilience than PLA. PLA is a bio-based polymer and is not as tough as PET. 50
Fillings from CLY blended with the coarsest PET type used in this study demonstrated the best compression resilience, making these blends interesting for further optimization. Sample 20 from pure PET 7.8 dtex was the bulkiest of all tested fillings, but ranked among the samples with the lowest compression resilience and demonstrated a significantly higher loss of bulkiness (40.3%) compared with all PET/CLY blends (16.7–36.6%). The testing of sample 20 was repeated, but led to the same results. The reason that the compression resilience of all fillings from blends with that PET type and CLY was better than the resilience of pure PET can be explained by the exceptional bulkiness of the filling from 100% PET 7.8 dtex. This fiber was the coarsest of all utilized fibers and had the highest hollowness area, which resulted in a much higher hf1 value than that for other specimens. This height could not be retained. Nevertheless, the specimen still recorded the highest value of all specimens at the end of 500 compression cycles.
Pillow quality
Microclimate of pillows
Water vapor resistance
This experiment aimed to investigate the role of absorbent CLY in pillow fillings while sleeping and to compare it with conventional filling material for pillows (100% PET, down/feather). Two pillows, containing 30% and 50% CLY in a blend with the coarsest PET type in this study, were compared with a pillow filled with 100% PET of the same type and with a down/feather pillow. Other synthetic fiber types, such as PLA and PTT, represent niche products on the market and were also expected to show an absorption behavior similar to PET.
Table 6 confirms that CLY decreased the water vapor resistance (Re) of the pillows. Sample 1 (50% CLY) showed by far the lowest Re, followed by sample 2 (30% CLY), while sample 20 with the non-absorbing PET filling showed a higher Re. Sample 21, with down/feather filling, recorded the highest Re value, resulting in the reduced ability of this pillow to transport water vapor away from the contact zone. This could be due to the flat order of the down/feather, possibly leading to rather horizontal vapor transportation without penetrating into the pillow depth.
As the cotton/CLY shell fabric used in all pillows consisted of absorbing material, the obtained results illustrate the effect of filling material on moisture management and the microclimate, even when covered by an absorbing shell fabric.
Water vapor resistance Re for samples 1, 2, 20 and 21
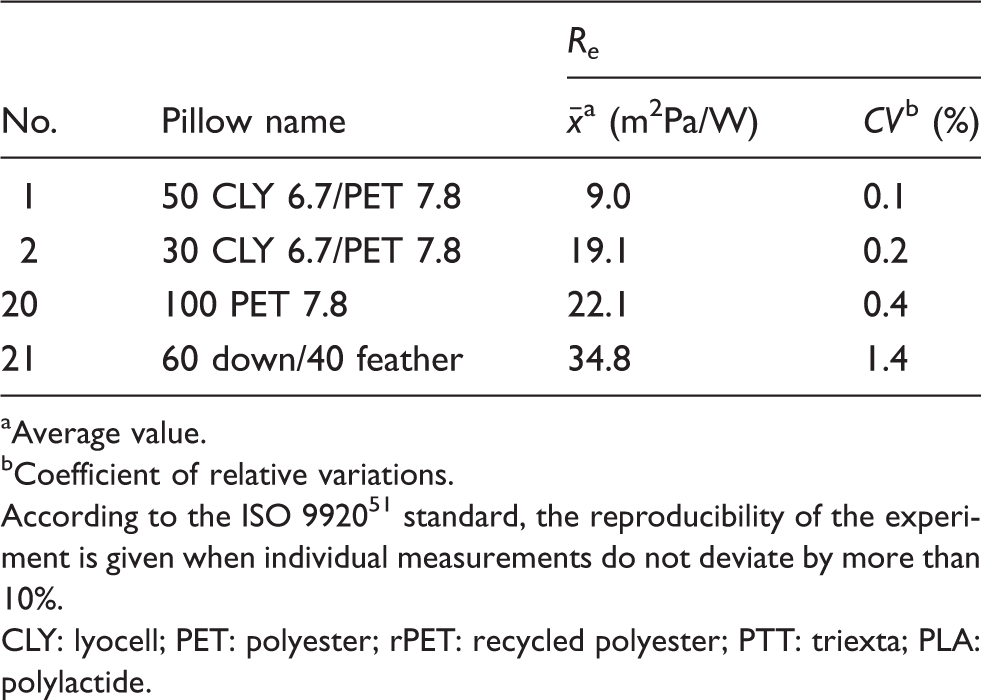
Average value.
Coefficient of relative variations.
According to the ISO 9920 51 standard, the reproducibility of the experiment is given when individual measurements do not deviate by more than 10%.
CLY: lyocell; PET: polyester; rPET: recycled polyester; PTT: triexta; PLA: polylactide.
Humidity and temperature in the microclimate
Relative humidity (RHm) and temperature (Tm) were measured at three different positions on the pillows (Figure 4) in order to evaluate the evaporative heat and mass (moisture) transfer through the pillows in simulated sleeping conditions. The “sweat” added to section 2 of the manikin (Figure 3) was absorbed and transported through the shell fabric into the filling.
Changes in RHm that were detected by measuring sensors are shown in Figures 10(a)–(c).
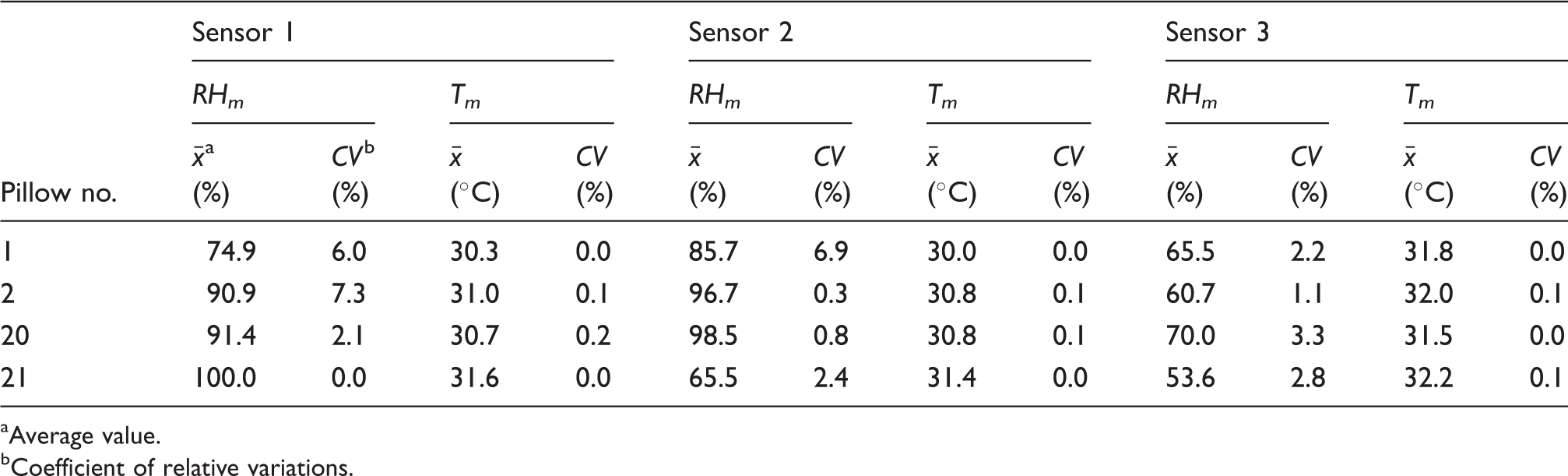
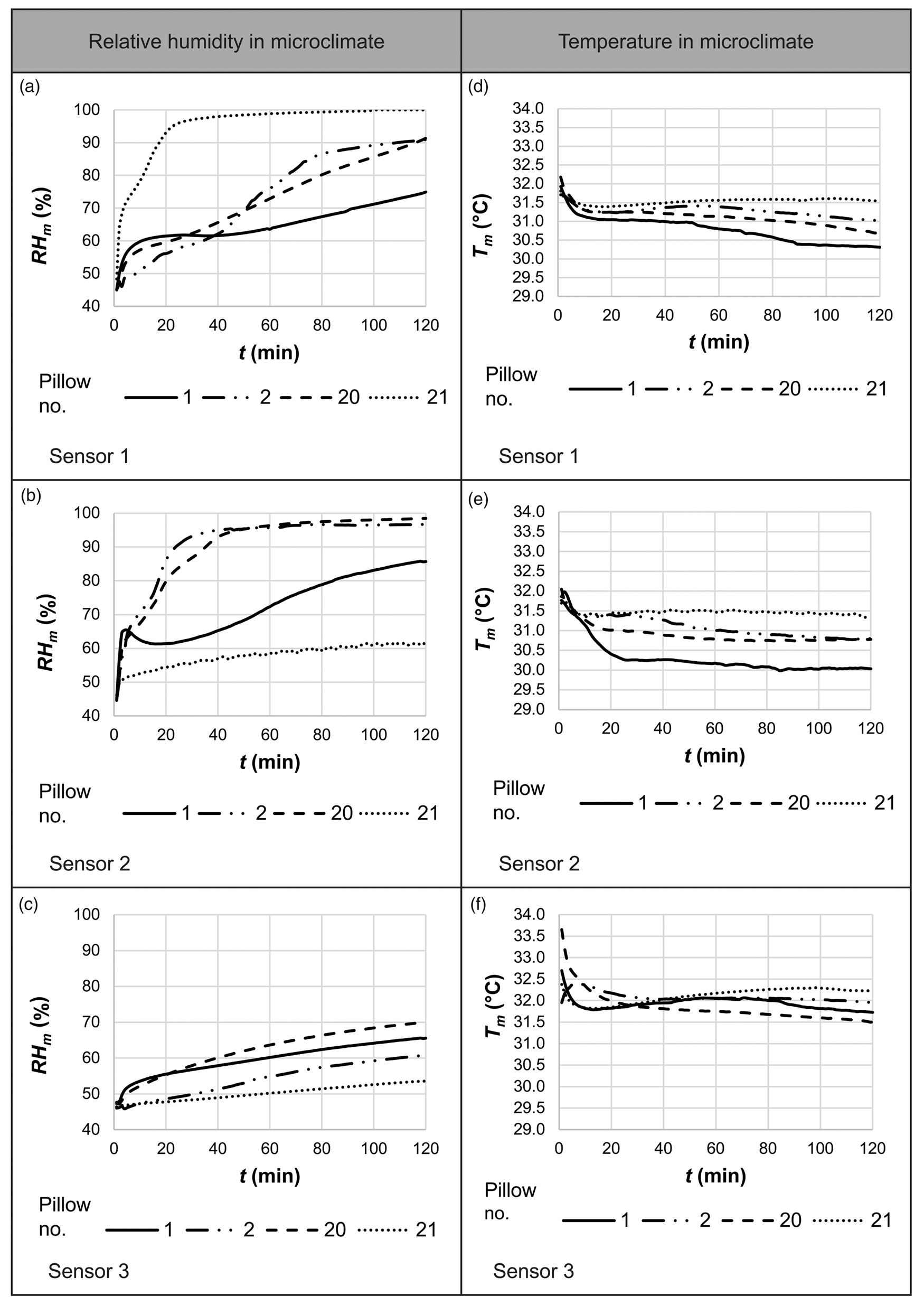
– The lower the RHm values recorded by sensor 1 at the contact point between the head and the pillow surface (Figure 10(a)), the better water vapor transport from the head into the pillow. After 2 hours of measurement, an increase in RHm of 30% was recorded for sample 1 with 50% CLY, of 45% in pillows with 70% and 100% PET (samples 2 and 20) and of 55% in pillow sample 21 (Table 8). The down/feather filled pillow reached an RHm of 100% even before the end of the experiment, leading to the most humid microclimate in the area with the highest exposure to the head. – Sensor 2 was also positioned on the shell surface, but was less exposed to head weight than sensor 1. In this position, the head was not in direct contact with the pillow shell: the higher the RHm values in this position, the better the moisture transfer was from the head through the pillow shell. Given that all of the tested pillow samples had the same shell fabric, the differences between pillow samples in terms of RHm (Figure 10(b)) also depended on moisture transfer through the pillow filling. RHm increased slowly and almost linearly over time on the pillow with down/feather filling. The RHm on the pillow samples with 70% and 100% PET increased over time at the same pace and reached a maximum value of 95% after 40 minutes. The RHm of the pillow with 50% CLY increased rapidly at the beginning to 65% relative humidity and then decreased by about 5% over the next 15 minutes. RHm then increased again, almost linearly, and reached 85% after 2 hours (Table 8). The decrease in RHm can be attributed to the absorption of sweat by CLY until the point of saturation. – Sensor 3 was installed inside the pillow under sensor 1. RHm in this position after 2 hours of measurement ranged from 53% for down/feather filling to 70% for 100% PET filling (Figure 10(c)). Vertical moisture transport inside of the pillow was lower than horizontal moisture transport to the position at sensor 2, while the increase in RHm was almost linear in this position for all tested pillows. Relative humidity and temperature in the microclimate recorded in the 120th minute of the experiment Average value. Coefficient of relative variations. Relative humidity and temperature in the microclimate: (a), (d) sensor position 1: central position, top of pillow, high exposure to the manikin’s head; (b), (e) sensor position 2: 5 cm left of sensor 1, on top of the pillow, low exposure to manikin’s head; (c), (f) sensor position 3: central position, inside of the pillow, below sensor 1.
The most beneficial effect on moisture transfer was demonstrated by the pillow with 50% CLY. This pillow had the best moisture management because it ensured the driest microclimate in direct contact between the manikin’s head and pillow.
Changes in Tm detected on different sensor positions are shown in Figures 10(d)–(f).
– Figure 10(d) shows Tm values measured by sensor 1. It demonstrates how the Tm of sample 1 (50% CLY) decreased over time until it reached the final value of 30.3℃ (Table 8). The Tm in that area is crucial for evaluating comfort in the microclimate due to the greatest exposure to the manikin’s head. Sample 21 (down/feather) had the highest temperature beneath the head, as shown in Figure 10(d). A temperature difference of more than 1℃ was recorded (Table 8), which is quite significant in physiological terms.52,53 Samples 2 and 20 ranked in the middle. – Figure 10(e) shows Tm values on the pillow surface next to the head, measured by sensor 2. In that area, the differences between tested pillows were even more obvious. Tm on sample 1 decreased even faster to the final value of 30℃, while samples 2 and 20 had an equal value of 30.8℃. Tm measured on the down/feather filled pillow was 1.3℃ higher than on sample 1. Since sleepers often change position while they sleep,1,13 the pillow area next to the head is relevant to the user. In this zone, the down/feather pillow showed a drier surface and remained at the temperature of the chamber. Other samples with the ability to transport moisture cooled down by evaporation. Differences in Tm inside the pillow, measured by sensor 3 (Figure 10(f), Table 8), were lower than in other positions and less relevant to the user due to low exposure to the manikin’s head.
The study showed different responses of fibers to vapor development on the manikin. Hydrophobic PET could not absorb water vapor, leaving it for diffusion or condensation. The latter leads to the so-called latent heat of condensation.54,55 Water condensation on the PET surface in similar lofty structures has been observed before in the form of water droplets, which began to form gradually on the PET surface and formed a thin water film. 28 The role of absorption and desorption on textile material from hygroscopic fibers has been discussed in previous studies,56,57 with the outcome that such material reduces the vapor pressure on the vapor source side and, consequently, affects temperatures. CLY can absorb an important amount of water vapor inside the fiber. 26–29 The pillow surface next to the head was the driest in the sample with 50% CLY content.
Despite its absorption ability, the down/feather pillow seemed to hold the moisture in one layer and did not allow it to pass through. It has been reported previously that this material, despite its good absorption potential, is not recommended for persons with strong perspiration in the head area. 1
Based on the measurements, it can be asserted that pillows with a higher proportion of CLY offer a cooler and drier sleeping environment than pillows filled with down/feather, or pillows with synthetic fillings.
Sensorial properties of pillows
Pillow form recovery
Dent depths (hd) of utilized pillows after defined relaxation time
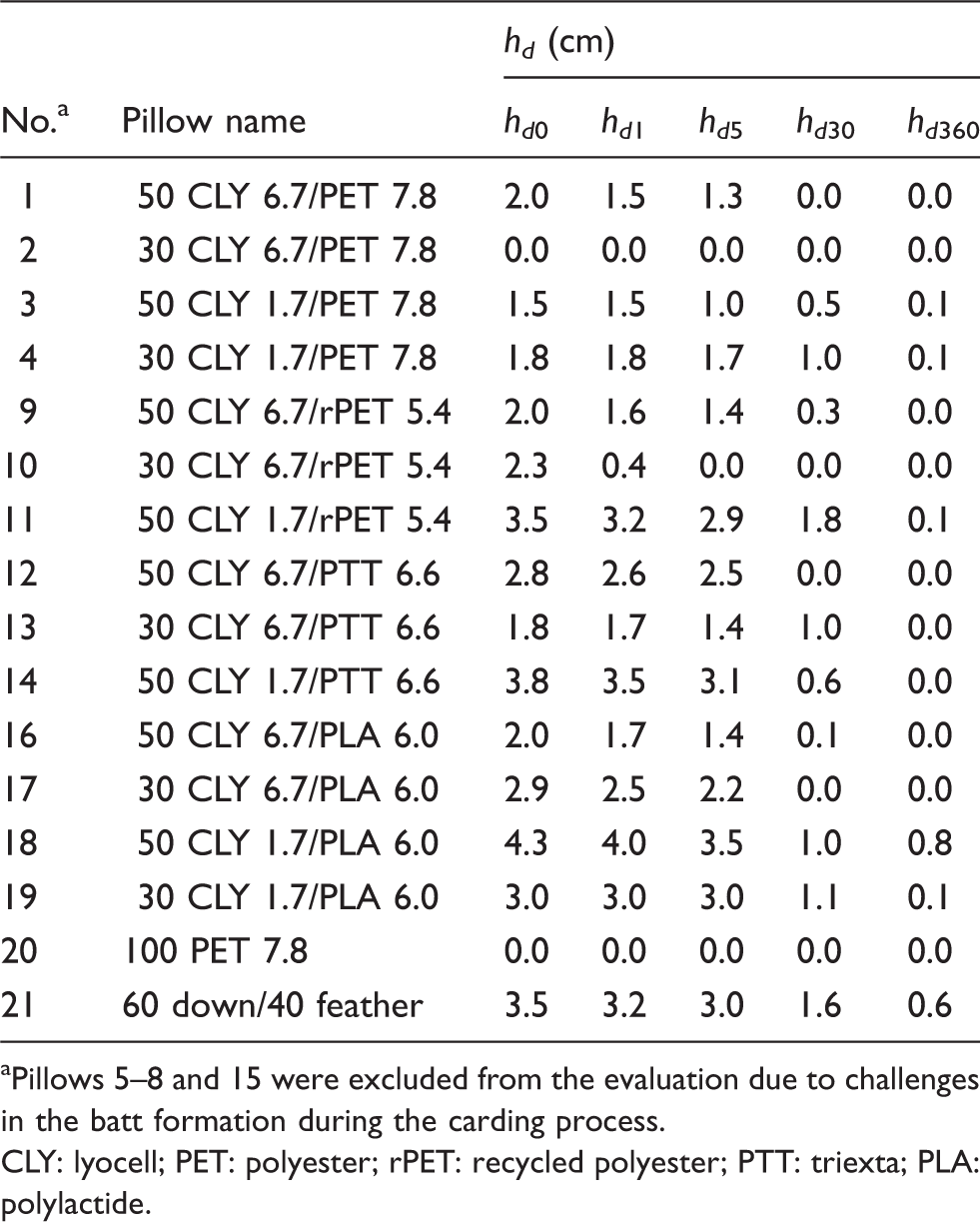
Pillows 5–8 and 15 were excluded from the evaluation due to challenges in the batt formation during the carding process.
CLY: lyocell; PET: polyester; rPET: recycled polyester; PTT: triexta; PLA: polylactide.
Pillow height of unwashed pillow (hp0), height after five washing and drying cycles (hp5) and height regaining value (Δhp)
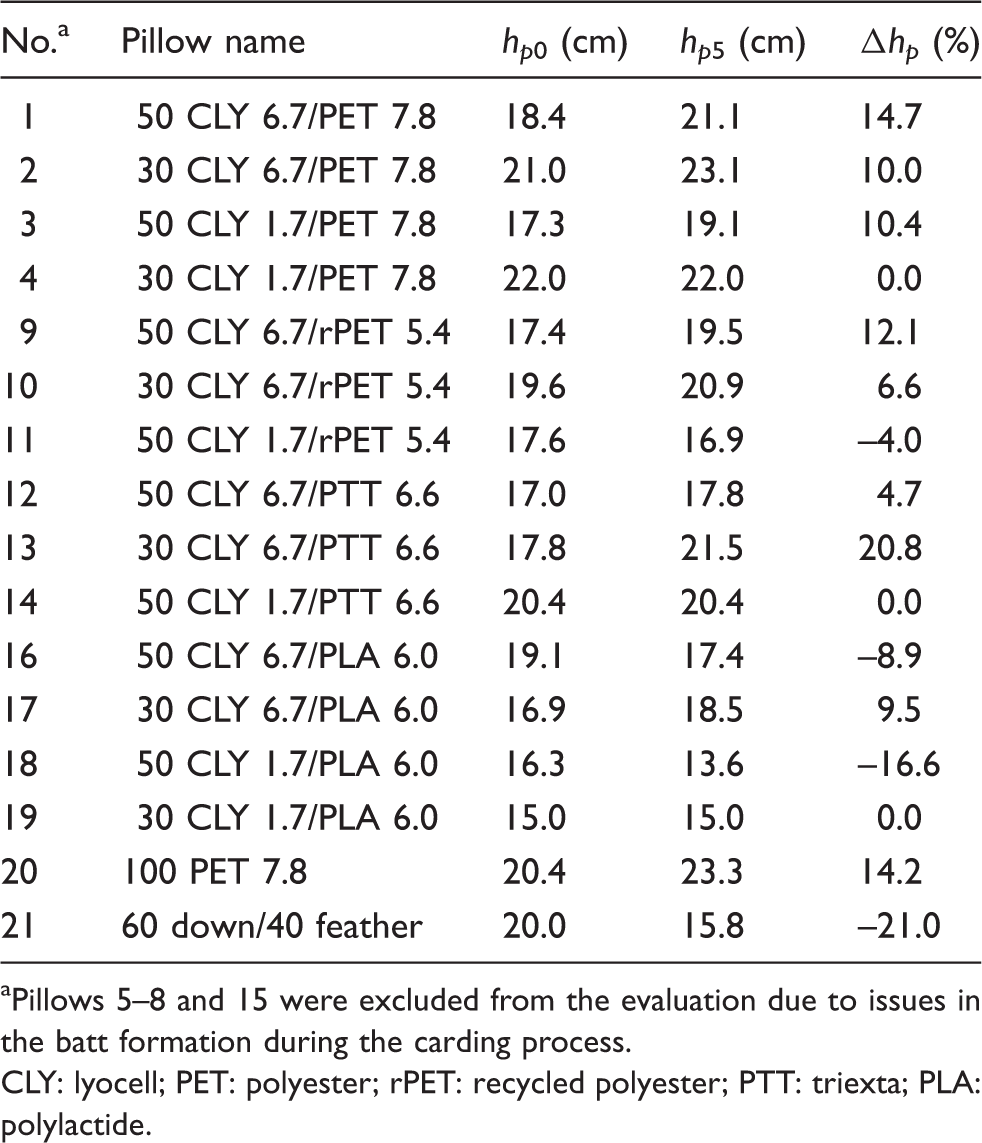
Pillows 5–8 and 15 were excluded from the evaluation due to issues in the batt formation during the carding process.
CLY: lyocell; PET: polyester; rPET: recycled polyester; PTT: triexta; PLA: polylactide.
The measured results demonstrate that during the first 5 minutes after relaxation, pillow form recovery was significantly affected by the linear densities of the filling fibers, the content of the synthetic component, its crimp resistance and the ability of the pillow filling to absorb moisture. Pillows filled with coarser CLY and coarser synthetic fibers recovered better than those filled with finer fibers. A lower blending ratio (30%) of the absorbent CLY resulted in better recovery of the original pillow form than a higher blending ratio (50%). As expected, the best performance was demonstrated by samples 20 and 2, with 100% and 70% virgin PET, respectively, and the highest linear density of all utilized fibers. The dent disappeared immediately following the removal of the weight.
Pillow height
Pillows are usually washed and tumble dried on a regular basis. Bulkiness retention aftercare is thus very important for the user’s satisfaction. Retailers often specify the washing characteristics of basic bedding products. Particularly in Europe, consumers expect items to be washable at 60℃ for hygiene reasons. Due to common market requirements regarding care instructions, standardized washing of the entire pillow test series was carried out at 60℃ and at a delicate tumble dry setting of 85℃.
Pillow bulkiness was evaluated based on pillow heights before five washing and drying cycles (hp0) and after those cycles (hp5). Height regaining values (Δhp) were also evaluated (Table 10). The results indicated that pillow height after five washing and drying cycles was primarily affected by the linear density of the synthetic component, its crimp resistance and the ability of the pillow filling to absorb water.
– Before and after washing, fillings with coarser synthetic fibers formed higher pillows than fillings with finer fibers (r = 0.504–0.642, p = 0.010–0.038). – Synthetic fibers with higher crimp resistance values (virgin PET) formed pillows with a greater height than fibers with lower crimp resistance values, for example, PLA (r = 0.626–0.789, p = 0.002–0.029). – The higher the WRV of the pillow filling (extrapolated from the WRV of filling components), the lower the pillow was after washing (r = –0.575, p = 0.025). Absorbent CLY fibers become soft after moisture has been absorbed. The lofty filling therefore changed its form.
28
It can be asserted that less filling material is required to achieve the same height (hp5) if coarser synthetic fibers are used.
An item filled with down and feather served as the established benchmark for the pillow market, and demonstrated a low height after five washing and drying cycles (hp5 of 15.8 cm) and a low height regaining value (Δhp of –21%). In most cases, carded fillings containing CLY were higher than the commercially available down/feather product. Height regaining values (Δhp), which had a strong positive correlation with CLY’s linear density (r = –0.538, p = 0.047), indicate that most carded fillings can withstand five washing and drying cycles without a significant loss in height. It has been noted in the previous literature that the beam damage on cellulosic fibers after exposure to high temperatures, water and mechanical action is worse on fibers with lower linear densities. 28 However, most pillow samples demonstrated either an equal or increased height or its increase after washing and drying. This improvement can be attributed to tumble drying.
Generally, coarse fibers are more resistant to mechanical agitations during the washing and drying process. Coarser PLA exhibited weaker resistance than PET of similar linear density. It has been reported in the literature that temperatures above 55℃ represent a challenge for PLA.50,58,59 Washing at 60℃ might initiate the hydrolytic depolymerization of PLA fibers.
Form-keeping characteristics of pillow fillings
The exposure of pillows to mechanical strain, high temperature and water during washing leads to changes in the optical appearance of the shell fabric and to the deformation of the filling material. At the point of sale, a consumer buys a pillow with a uniform surface and expects it to keep its characteristics, for the most part, after washing for hygiene reasons.
During the washing process at an elevated temperature of 60℃, CLY absorbs water and begins to swell, while its volume changes as the result of molecule movements caused by heat. Due to its higher crystallinity, its form recovery is better than that of viscose, but is not comparable to highly resistant PET.26–29 It was therefore expected that a higher CLY content would lead to major deformations of pillow fillings after washing and drying.
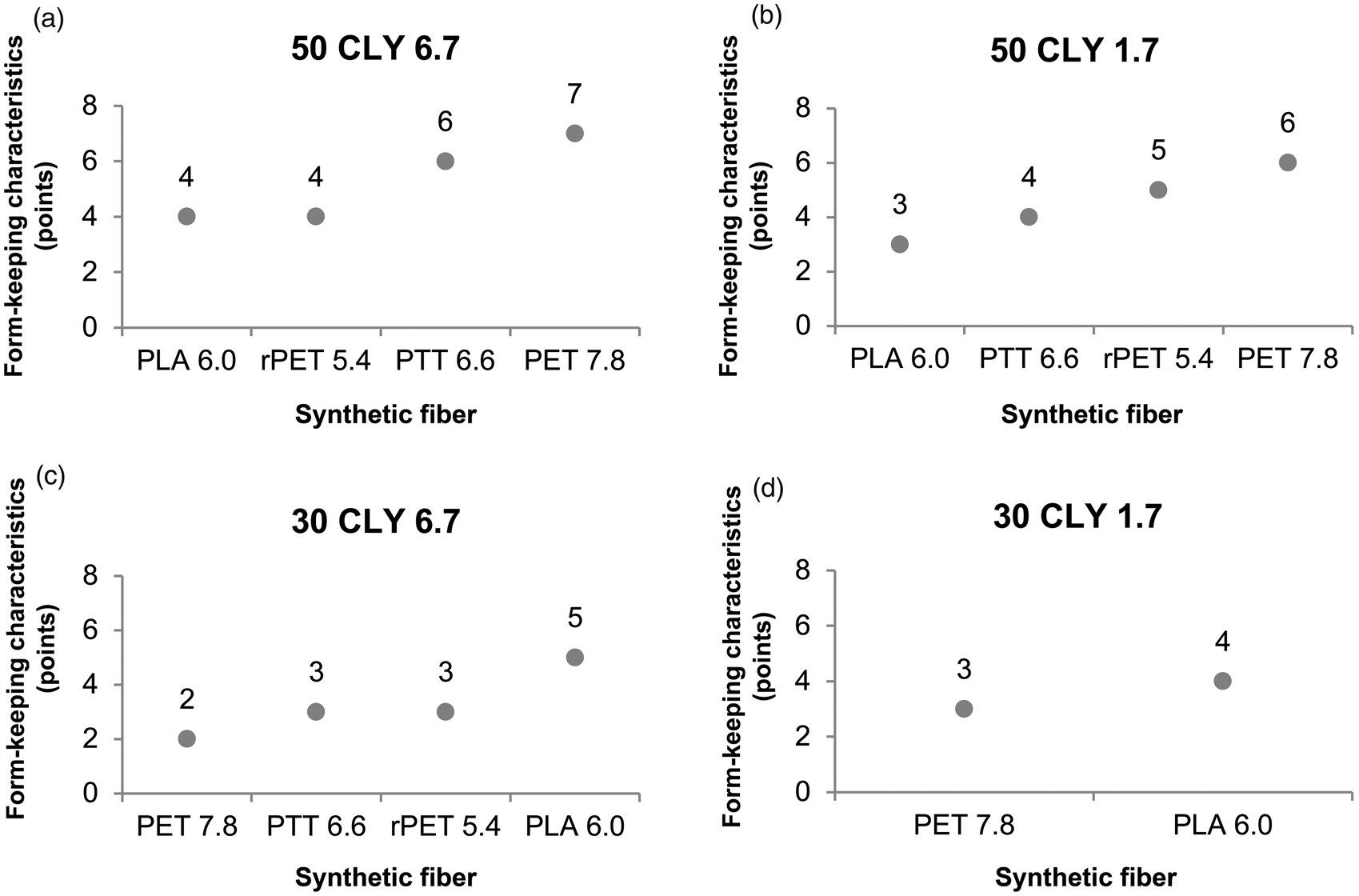
The scores from a form-keeping characteristic assessment of pillow fillings are presented in Figure 11. The surface uniformity of the filling was evaluated. Empty corners on pillows and cracks in the filling were also measured. Empty corners on pillows occur when a carded filling shrinks or deforms, while cracks appear when the filling begins to break. Surface uniformity was given the highest weight in the overall score due to its high impact on form-keeping characteristics, which is obvious to the user. However, a suitable shell fabric can mask some imperfections. The form-keeping characteristics of pillows were affected by the properties of fibers and the technology used to prepare filling materials.
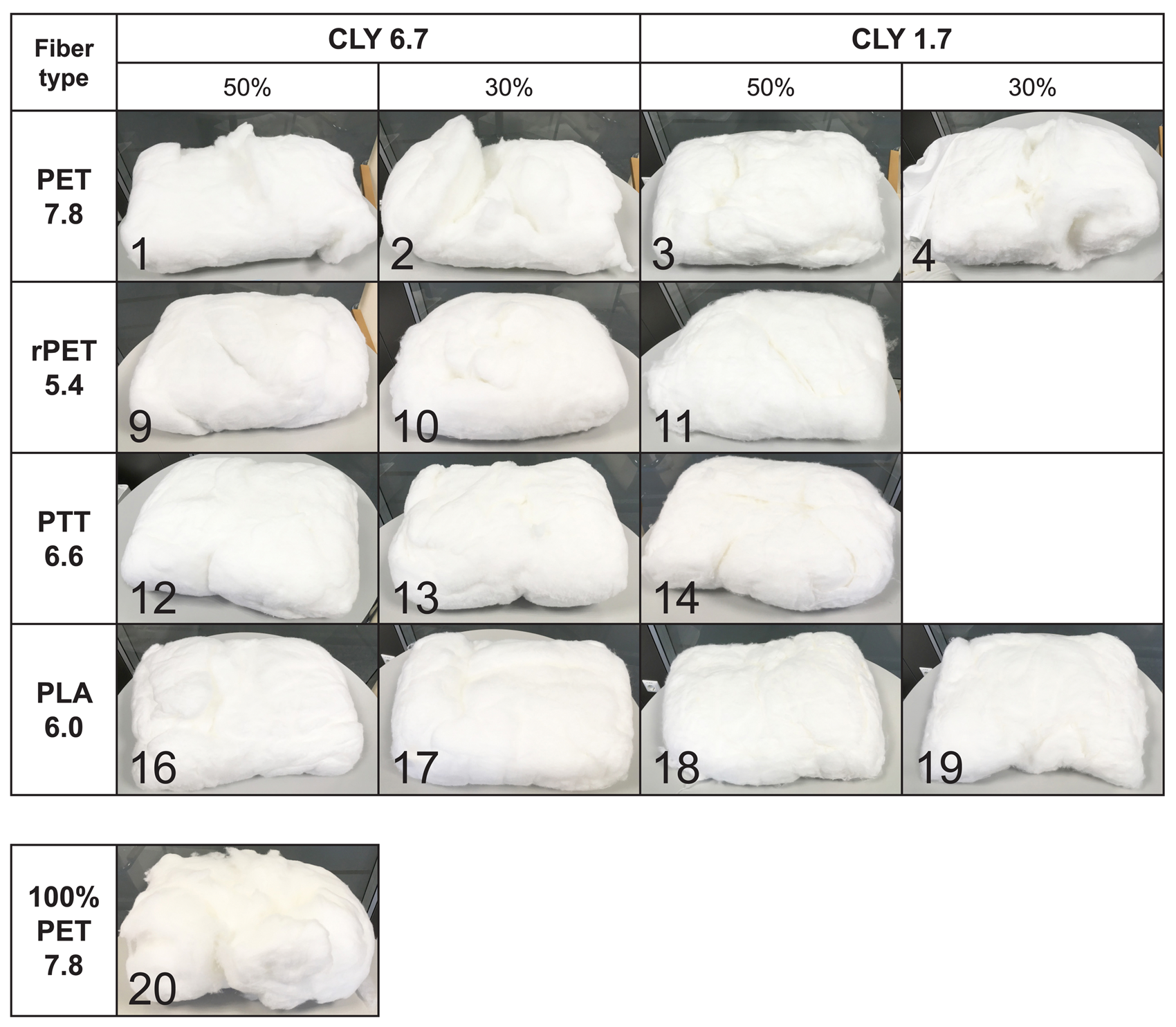
– Figure 11 illustrates that carded fillings with a higher proportion of CLY (Figures 11(a) and (b)) maintained their form after washing and drying significantly better (r = 0.446, p = 0.039) than fillings with a lower proportion of CLY (Figures 11 (c) and (d)), despite the fact that they are most affected by wet processes compared with a material almost impervious to moisture, such as PET. For example, sample 1 in Figure 12, containing 50% of coarse CLY and 50% of the coarsest PET used, appeared to be more uniform than sample 2 with the same components, but a higher content of PET (70%). The same trend can be observed for samples 3 and 4, which used finer CLY fiber blended with the same PET type. Filling from pure PET (sample 20) showed the largest deformations. The strong effect of the BISFA modulus on form-keeping characteristic31,49 could not be confirmed. – Coarse PET filling fibers are known for their outstanding resilience, which accelerates the recovery of a carded filling after use. However, this desirable feature of synthetic fibers can become a disadvantage in pillows with a rolled carded filling during machine washing. Rolled carded fillings from coarse PET fibers tend to become unrolled because the layers of the lofty batt do not entangle sufficiently. Adding a cellulosic component results in better consolidation of the batt. The washing and drying of the rolled lofty batt from 100% coarse synthetic component results in the uncontrolled movement of the layers and causes deformations. CLY, on the other hand, starts to fibrillate and even become felt-like when exposed to water and the simultaneous mechanical action of a washing machine. However, in other applications seen as challenges, this ability of CLY to consolidate layers and thus maintain the form of filling better becomes a clear advantage in the case of rolled carded fillings. Form-keeping characteristics of carded fillings with (a) 50% lyocell (CLY) 6.7 dtex, (b) 50% lyocell 1.7 dtex, (c) 30% lyocell 6.7 dtex and (d) 30% lyocell 1.7 dtex. Pillows 5–8 and 15 were excluded from the evaluation due to issues in the batt formation during the carding process. PET: polyester; rPET: recycled polyester; PTT: triexta; PLA: polylactide. Carded fillings after five subsequent washing and drying cycles. Pillows 5–8 and 15 were excluded from the evaluation due to issues in the batt formation during the carding process. The empty cells represent intended fiber combinations that could not be processed by the carding machine. CLY: lyocell; PET: polyester; rPET: recycled polyester; PTT: triexta; PLA: polylactide.
Subjective perception of pillow firmness
Consumers’ preferences regarding the best pillow quality vary in a wide range, from soft to firm. The aim of this evaluation series was to determine whether CLY in blends with different synthetic fibers can ensure the required versatility.
Evaluators’ perception of pillow firmness
CLY: lyocell; PET: polyester; rPET: recycled polyester; PTT: triexta; PLA: polylactide.
A positive middle correlation between pillow firmness and the linear density of the synthetic component was observed (ρ = 0.433, p = 0.000). However, a significant correlation between pillow firmness and pillow height (ρ = 0.508, p = 0.000) showed that evaluators perceived higher pillows as firmer than lower pillows. The linear density of the CLY component was not decisive in terms of the evaluators’ perception and correlated only weakly with the perception of firmness (ρ = 0.181, p = 0.000).
The correlation between a higher BISFA modulus and softness perception has been noted in the literature.31,49 Pillow 15 was filled with 50% CLY 6.7 dtex and 50% PTT 3.6 dtex. It was perceived as soft by all 30 evaluators. PTT 3.6 dtex had the highest BISFA modulus among the fibers used. Sample 20, filled with 100% of the coarsest PET with the lowest BISFA modulus, was perceived as very firm. However, the significance of this variable could not be statistically confirmed.
The study presented in this paper aimed to use pillow samples that can be industrially manufactured, which resulted in certain limitations. The number of sample pieces of the same construction was limited due to the large number of different constructions and limited manufacturing time on the industrial production line. A lack of repeated test sequences for different items of identical construction in experiments in the Sensorial properties of pillows, section in the results reduced the significance of some strong correlations that were observed during statistical analysis and could not be stated for that reason. Another limitation was the mandatory equal settings in the carding process, as the study aimed to compare fiber behavior while excluding other influences. Some unconventional blends faced challenges in the carding process and resulted in uneven fiber distribution in the carded filling. Further optimizations are thus required in the carding process for blends with these types of fibers, and should be subject to further investigation.
Conclusion and outlook
This was the first study regarding the physical and microclimate properties of industrially manufactured pillows containing absorbing filling fiber (CLY) under use conditions. The study addressed the performance of CLY in blends with a wide range of different synthetic filling fibers. Due to the lack of a standardized procedure for the evaluation of pillow quality, some existing methods needed to be adapted and other new methods were developed. The compilation of obtained characteristics and results led to a profound assessment of the general qualification of CLY for use in pillows, and even underlined the suitability of CLY for use in carded pillow fillings.
Thermo-physiological measurements using the thermal sweating manikin “Sherlock” showed that water vapor resistance was significantly lower on the tested pillow with the highest proportion (50%) of CLY in the filling when measured under near-reality conditions. The effect of CLY on the microclimate and thus on comfort properties in pillows could be measured under use conditions: the pillow with 50% CLY in the filling demonstrated the driest and coolest characteristics at ambient conditions. The effect of moisture absorption inside the filling was even measurable when pillows were covered with an absorbing shell fabric.
CLY also influenced the sensorial properties of tested pillows. Contrary to expectations, pillow height did not decrease dramatically after washing and drying. With few exceptions, it either increased or remained unchanged, and showed a strong positive correlation with CLY’s linear density. The height of the pillow before and after washing was mainly affected by the type of synthetic component in the blend, and not by the type of CLY used. The compression resilience of the filling improved in the presence of a coarser synthetic component. Pillow form, after exposure to a weight load under humid conditions, recovered faster in pillows with a higher content of high-crimp synthetic fiber in the filling. Another unexpected result in this study was related to the form-keeping characteristics of pillows after washing. Those characteristics improved with a higher proportion of CLY in the filling (50%). The type of CLY used did not have a significant effect on the perception of pillow firmness. More significant was the positive strong correlation between the perceived pillow firmness and the pillow height.
The results of this study can provide the bedding industry with ideas about how to enhance thermo-physiological comfort and reduce the amount of non-biodegradable material in pillow fillings without impairing their sensorial properties or compromising their mechanical stability. The pillows in this study can be industrially manufactured. In addition, the study introduced methods that can be easily adapted by the industry as simplified quality tests on pillows.
Footnotes
Acknowledgements
The authors wish to thank Kalinel Ltd. for the production of pillows, in particular Juliana Penkova, Petko Zinkov and Hristo Kanchev for their expert technical assistance in the manufacturing process, Patr Úcia Masias (Masias Maquinaria SL) for support in questions regarding pillow production equipment, Lenzing AG for technical and scientific consultations, and for facilitating testing, in particular Herta Pixner, Alexandra Scheichl, Nicole Mittendorfer, Josef Innerlohinger, Susanne Schürz-Peschka, Stefan Kriechbaum, Denitza Ivanoff and the laboratory teams that performed the testing, Lenzing Instruments GmbH for its friendly support in bulkiness measurements, and Edith Classen and Martin Harnisch (Hohenstein Institut für Textilinnovation gGmbH) for consultations regarding thermo-physiological measurements.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.