
Abstract
In recent years, the adhesive technology has been widely used in the production of high-strength joins and precise positioning of various materials, such as metals, glass and composite materials. The adhesive technology has become a promising assembly process in the aerospace field due to its versatility, low creep and high damage tolerance. However, the reliability and predictability of adhesive bonding still require further development due to the complex operating conditions involved. Therefore, this article reviews and discusses the latest advances in aerospace adhesive technology, such as methods for improving bonding performance, bonding techniques (including joints structure and failure modes) and self-healing adhesive layers. Additionally, the current research results are summarised, and possible development trends and research directions in the field of adhesive bonding are prospected.
Introduction
In recent years, the adhesive bonding technology has become increasingly prevalent on account of the growing demand for lightweight products with high technology and performance. The adhesive bonding technology has the merits of large bearing capacity, even stress distribution, high specific strength, and design flexibility.1–3 It has become one of the important means to improve the quality of assembly connections, and has been widely used in the field of aerospace technology.4–6 However, the single performance of traditional adhesives can no longer meet the current usage needs. The reason is due to the increasing requirements for precision, environmental suitability, and high bonding quality.7–9 Therefore, the modification of adhesives, such as acrylic acid, 10 silicon, 11 polyurethane 12 and epoxy resin, 13 has attracted widespread attention in the aerospace. The main purpose is to enhance the mechanical characteristics and applicability of adhesive bonding, to further improve its widely application, and to meet the needs of technological development. In bonded constructions, the brittle adhesives can cause the larger stress concentrations and early joint failure than the ductile adhesives. 14 The use of a lower durometer adhesive contributes to decreased stress concentration at the bonding end, whereas the adhesives with high ductility have the lower stiffness and strength. 15 Therefore, the strength of the joint has become one of the important indicators of the study. The outcomes of joints manufacturing are significantly influenced by the choice of suitable ductile adhesive and brittle adhesive combinations, as well as the modification of geometric parameters. 16
So far, many scholars have analysed and summarised the development of adhesive technology. Wei et al. 17 reviewed the research progress of composite joints, and reflected on the development status of this field from materials to processes. Akhavan-Safar et al. 18 analysed the process parameters and provided an overview of the benefits of double adhesive bonding. This serves as a guide for choosing the appropriate adhesive blend. To provide guidelines for industrial applications, Desai et al. 19 reviewed a number of joint strengthening schemes. As the same time, they outlined the techniques of adhesion mechanics and fracture testing. Guo et al. 20 mainly discussed the failure mechanism of bonding joints between fiber-reinforced polymers and metals in aging environments. The methods to improve the mechanical properties of joints are summarised. As the adhesive joints gain popularity, there is a growing demand for increased strength and durability in these joints. The research and development of new materials and technologies aimed at improving connection efficiency has garnered significant attention, driving technological advancements in adhesive joints.
The load in bonded constructions is passed from the substrate to the adhesive layer, and then back through the adhesive layer to the substrate. In this process, the weakest link determines the joint's load-bearing capacity. 21 Adhesive bonding is a multidiscipline technology involving mechanical, chemical, and polymer materials. However, a good adhesive does not necessarily meet all needs, and the quality of the bond also depends on the process of the joint. As a discontinuous part, the adhesive joint is connected by the adhesive layer, which plays the role of stress transfer during stress. The appropriate adhesive joint allows the modified high-performance adhesive to take full advantage of its properties. 22 Therefore, exploring the important factors affecting the quality of joints to acquire the best bonding process is one of the focuses of researchers. 23 In addition, the service environment of aerospace products is characterised by the ultra-high or low temperatures, severe shock loads and strong radiation.24–26 Adhesives provide the highest load transfer and structural performance.27–29 In addition, whether it can heal itself after damage and maintain the reliability of bonding quality is one of the crucial issues to be addressed in the realm of adhesive bonding. 30 This is due to the inevitable damage and fracture of the adhesive layer, and the product is prone to fatigue and service life problems in the actual application process. 31 As a result, it's vital to take into account how the service environment affects the joint's lifespan and create an adhesive layer with self-healing properties. It has important practical significance for prolonging service life and improving safety by healing cracks. 32
This article focuses on the key issues of adhesive bonding technology in the current aerospace industry. The performance improvement methods of adhesive bonding and the new type joints and failure modes are reviewed. In addition, the methods and development status of the self-healing performance of adhesives were summarised. The basic framework of this article is shown in Figure 1.

Article framework.
Due to the complex service environment in aerospace, the various factors have affected the mechanical properties of adhesives. For instance, the quality of bonding will be significantly impacted by temperature variations, shock loads and the influence of a vibrating environment. Therefore, it's critical to adjust the adhesive to the application's requirements. This section summarises the common modification methods, including the addition of nanofillers, modifiers, cross-linking modification, the introduction of functional groups and chemical bonds.
Add nanofillers
Due to the small size and strong interfacial interaction with the polymer matrix in the colloidal body, 33 nanofillers have become one of the frontier hotspots in the research of modified adhesives. Liu et al. 34 use nanoparticles (SiO2) to modify the silicone adhesive. It is shown that the tensile and shear strengths after modification are better than those without modification, reaching 10.4 MPa and 90 kPa, respectively. The adhesion performance and bearing capacity have improved. Nacas et al. 35 use the addition of boron nitride nanoparticles for physical modification to enhance the mechanical strength of polyurethane. The findings indicate that when 5 wt-% boron nitride is added to polyurethane, the bond strength is increased by 37.63% compared with the original polyurethane. The peel strength achieved a value of 138.42 MPa, exhibiting an increase of 7.14% compared to the previous measurement. Baghdadi et al. 36 use the different contents of functionalised zinc oxide nanoparticles to modify the epoxy resin, and its nanoparticles is shown in Figure 2(a). The tensile strength showed an initial increase followed by a drop as the zinc oxide content increased, reaching an optimum at 2.5 wt-%. Compared with the tensile strength before modification, it has increased by 32.14%. According to a large number of studies, the appropriate introduction of nanofiller has a significant impact on the improvement of adhesive material performance defects. In some cases, however, the agglomerations of nanofillers will negatively affect the performance of modified adhesives. This is also the focus that needs to be paid attention to through nano-modification in the future.

(a) Different functionalised zinc oxide nanoparticles 36 ; (b) effect of carborane content on the shear strength of epoxy resin; (c) effect of different temperature on the shear strength of epoxy resin containing 30% mass ratio of carborane 39 ; and (d) the synthesis of acrylic acid and the circled part is the cross-linking point. 41
By adding functional modifiers such as tougheners, plasticisers and curing agents to adhesives, the mechanical properties can be effectively improved.37,38 Cui et al. 39 enhance the heat resistance and bonding quality of epoxy resin adhesive by adding carborane curing agents in different amounts. Figure 2(b) shows that the bond quality is the best at a carborane content of 30%. Figure 2(c) shows the variation in shear strength of the modified epoxy resin at different temperatures. The bond strength exhibits an inverse relationship with temperature within the range of 300–500 °C. The shear strength can reach 11.63 MPa at 300 °C, while the epoxy resin without carborane basically fails at 300 °C. Karthikeyan et al. 40 modified epoxy resin adhesive by incorporating varying proportions of a toughening agent, resulting in improved bonding strength. Additionally, the glass transition temperature was elevated from 74 °C to 80 °C, fracture toughness increased by 86%, and the curing time was reduced significantly from 175 min to just 30 min. Functional modifiers offer a tremendous deal of promise for use in the aerospace industry, and can greatly increase the mechanical properties, heat resistance and curing time of adhesives, etc. But there are issues, like high costs and harm to the environment. Therefore, the future functional modifiers need to pay more attention to environmental protection when modifying adhesives.
Crosslinking modification
Crosslinking modification is generally achieved by polycondensation and polyaddition, 42 which is an important modification method. Lee et al. 41 add a crosslinker (diisocyanate) to acrylic acid by using cross-linking modification. The aim is to study the impact of its content on the bonding quality of acrylic acid adhesive. The synthesis of acrylic acid is shown in Figure 2(d). The results reveal that the modification result (lap-shear characteristics) of the addition of a crosslinker to acrylic acid is always better than the unmodified. Chain extenders are used by Sheikhy 43 to modify polyurethane adhesives in order to enhance their adhesion and mechanical properties. It was determined that it increased crosslink density and toughness in a positive manner. Crosslinking modification is a common adhesive modification technique. Because specific procedures or crosslinkers are frequently required, adequate evaluation and testing to guarantee that the modified adhesive meets the expected requirements is required.
Introduce chemical bonds and functional groups
The adhesive can be effectively modified by forming chemical bonds to enhance adhesion to the substrate. 44 The functional group introduction plays a key role in the chemical reaction of the modified adhesive. 45 Herbert et al. 46 enhanced the adhesive properties by forming thia-Michael dynamic bonds in the pressure-sensitive adhesives to provide more applications. Panta et al. 47 modified the epoxy adhesives by introducing functional groups using ozone treatment. The shear strength has been increased by 40% compared to before the unmodified version. Guo et al. 48 modified the siloxane adhesive through the formation of hydrogen bonds and coordination bonds, which improved the adhesion of the adhesive to the substrate and greatly improved the bond strength. The introduction of chemical bonds and functional groups is one of the hot spots in the current research on adhesive modification, which gives the new functions to adhesives and meets the special needs of different fields. However, there are also some challenges, and the introduction of characteristic chemical bonds requires significant costs. In addition, it takes a long time to verify and perfect, and the design of specific chemical bonds is complex.
As mentioned above, the modification of adhesives occupies a vital position in the expansion of bonding technology. At present, the adhesive modification is mainly achieved by adding fillers, functional modifiers, cross-linking modifications, chemical bonds and the introduction of functional groups. In view of the mechanical properties and adhesive properties of adhesives in the actual application environment, researchers have carried out in-depth research and obtained corresponding results. Table 1 summarises the various modification methods and summarises their characteristics and specific applications.
Different modification methods and characteristics, common adhesives and applications.

Different modification methods and characteristics, common adhesives and applications.
Conventional joints
The structure of the same material or dissimilar material is obtained by connecting the two parts together by adhesive, which is called adhesive joint. The forming bonding forces hold the two pieces together. The joint bonding interface is shown in Figure 3(a), which mainly includes the mechanical locking, chemical bonding, diffusion theory, and electrostatic adsorption theory, as shown in Figure 3(b)–(e), respectively. 59

Adhesive bonding mechanism. (a) Joint bonding interface; (b) mechanical interlocking; (c) chemical bonding; (d) diffusion theory and (e) electrostatic theory.
A lot of research has been done on the structure of bonded joints, mainly involving the form of lap joints, as shown in Table 2. Additionally, some values of joint strength percentage and joint bonding strength are summarised. The percentage of joint strength refers to the ratio of the strength of the bonded joint to the strength of the substrate. Among them, the single and double lap structures are the most common. It is often used in the manufacture of sandwich structures, composite materials, fuselage structures, wings, tails and other parts of the bonding process. 60
Diagram, characteristics, percent joint strength (r) and joint bonding strength (σ) of conventional joints.
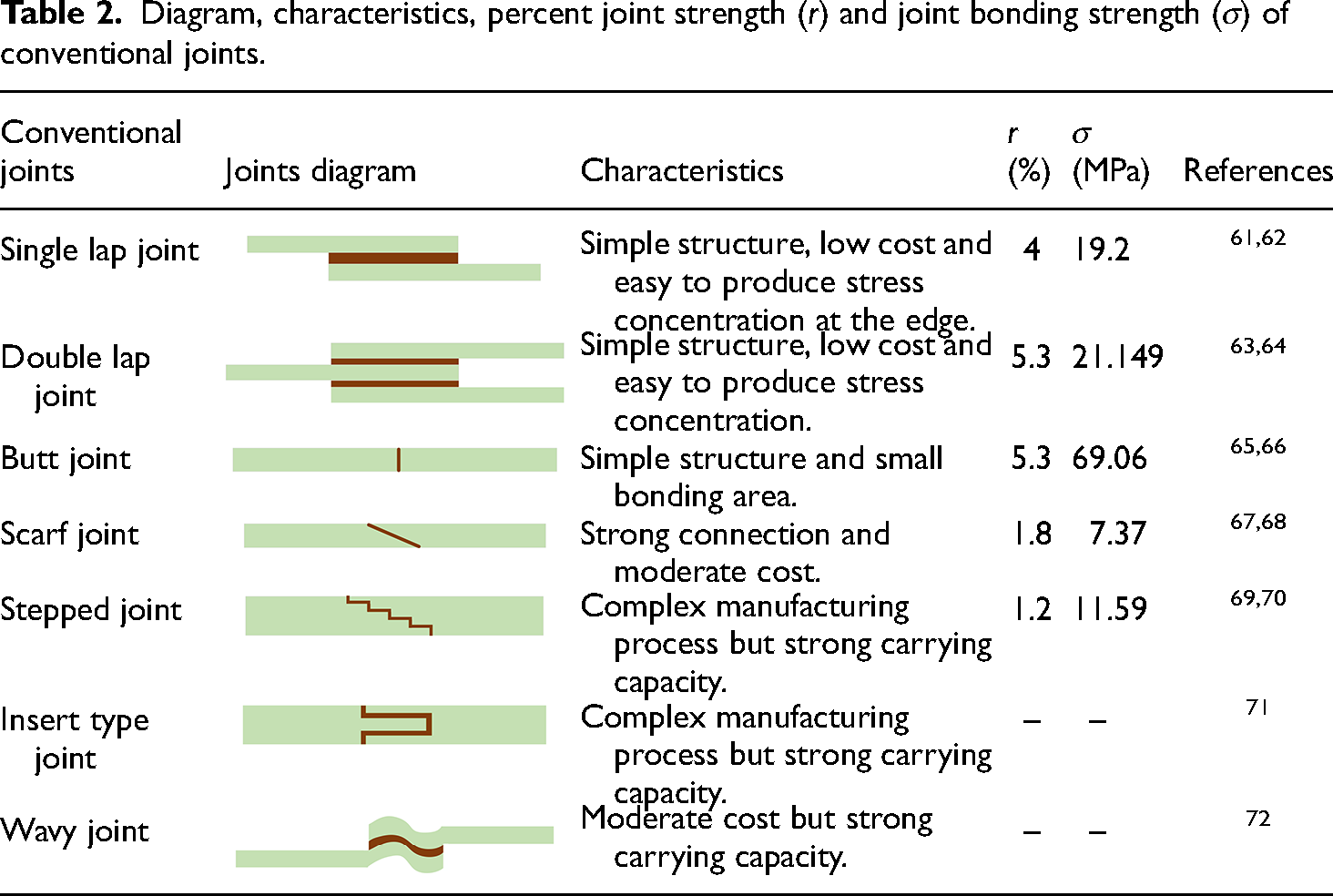
In the single lap joint, the edge is prone to peel stress under bending. 62 As a result, the functionally graded adhesives are gradually being adopted according to the characteristics of the adhesive itself. It is prepared by controlling the mixing ratio of multiple adhesives (functional grading). The result is that the stress is evenly distributed, thus effectively avoiding delamination failure, 73 as shown in Figure 4(a). Machado et al. 74 used a hybrid adhesive (three flexible adhesives and two rigid adhesives) to make joint, which resulted in the better mechanical properties than the adhesive alone. Jia et al. 75 pointed out that joints prepared with the functional grading adhesives have the better mechanical properties than the single adhesive joints. The toughness of the joint is also improved when the strength is increased. In the double lap joint, Wei et al. 76 studied the stress and failure modes on both sides of an asymmetrical lap joint. The findings indicate that the asymmetrical double lap joints have uneven stress on both sides and have a greater possibility of cracking on the thin side. Zhao et al. 63 conducted the tensile experiments on the double-lap joints to study the bonding process and failure mode within the bonding point. It was found that when the two adhesive surfaces were of the same quality, the same failure modes existed at the interface in the adhesive, as shown in Figure 4(b). When the bonding quality is different, the side with weak adhesion breaks first, as shown in Figure 4(c). Therefore, the uniform distribution of adhesive lines on both sides of a double lap joint is the key to improving the strength of the joint. In addition, to find a more suitable lap joint, the form of the double lap joint was further updated, as shown in Figure 4(d). Although this improves the overall quality of the connecting structure, it is not conducive to the lightweight of the structure. 77

(a) Mix adhesive layer in single lap joint; (b) failure of double lap joint with the same mass on both sides; (c) failure of double lap joint with different masses on both sides; (d) another double lap structure.
In addition to the above two types of joints, there are also joint configurations such as the butt, scarf, stepped type, plug-in type and wave type. There are differences in the influencing factors of different joint lap structures. In the butt structure, the thickness of the adhesive layer has a great influence. 66 In scarf structures, the joint bonding angle has also a greater effect. 67 In the stepped type, the insertion type and wave type structure, the number of steps, access length, and bending degree are the most significant.69,71 Based on the above analysis, it is necessary to comprehensively consider the application requirements, material characteristics and appropriate process parameters when making suitable joints. It can improve the reliability and quality of the joints, optimise production efficiency and control costs.
In recent years, many scholars have updated the joint structure to further improve the adhesive performance of joints and expand the scope of application of colloidal connections. Stolze et al. 78 used a new type of finger joint, as shown in Figure 5(a), to investigate the adhesion properties of six different substrates to three different adhesives. However, this joint also does not avoid stress concentration, and the angle and length of the finger joint affect the stress distribution. These joints are effective in improving the quality of joint bonding, but there are challenges in the manufacturing process. The finger joints often require precision machining to ensure that the shape and size of the joint meets the requirements. There are also certain requirements for materials in the manufacturing process, which must have the sufficient strength and wear resistance to ensure that the joints are not worn and broken during application. Whitehouse et al. 79 made updates to the joint structure, in Figure 5(b), to enhance the joint's mechanical characteristics and uniform stress distribution. The peak loads in this joint construction can be increased by as much as 27%. The mechanical properties are also improved more significantly based on the sequential increase of the fractal pattern.

(a) Finger joint; (b) joint structure based on fractal increasing sequence pattern 79 ; (c) groove shape; (d) pit shape; (e) grid shape; (f) dot matrix shape.
In addition, the creating different contours on the surface of the joint are currently a very effective means of improving the bonding of the joint. Sun et al. 80 investigated the effect of the presence of a groove structure on the surface of the substrate in Figure 5(c) on the carbon fiber-reinforced polymer bonded joints. The results showed that the contact area between the joint surface and the adhesive was increased, and the joint shear strength was increased from 8.5 MPa to 30.4 MPa. Guo et al. 81 improved the mechanical properties of the joint by making a pit structure in the joint part in Figure 5(d). The results showed that the joint strength was increased by 5.9%, and the fracture toughness was increased by 13.5%. The grid and dot matrix structures were prepared by Andarabi et al., 82 as shown in Figure 5(e) and (f). The results showed that the grid structure had the highest surface roughness. This high surface roughness and coverage facilitate the mechanical interlocking of the joint surface with the adhesive. As a result, the grid structure and dot matrix structure increase the strength of the joints by about 750% and 450%, respectively. The above researchers all provide a reference for improving the high-strength bonding of different substrates in the aerospace field by changing the contact area and interlocking degree between the adhesive and the substrate. However, a great deal of research has been done on the surface structure of the joint, mostly for regular structures. Further research is needed on other structures and natural structures.
Failure occurs when the bonding strength of the adhesive joint is not enough to withstand the external strength. To prevent bonding failure, it is essential to investigate the mode of failure. Wang et al. 83 selected the epoxy adhesive for analysing the different layer thicknesses, from 0.1 mm to 1.4 mm. The thicker the sticky layer, the less likely cohesion breakdown. In other words, the thinner bonding layer leads to increased bonding strength and improved bonding quality. In addition, the failure form gradually alters from mixed failure to interface failure as the thickness increases. Her et al. 84 also used the influence of varying bonding layer thicknesses (0.05–0.2 mm) on the shear and peel stresses. As the thickness of the bonding layer gradually increased, they decreased by 47.5% and 60.3%, respectively. On this basis, an analytical model is proposed to help with the stress analysis. It is evident that one of the major influences on the strength of the joint is the choice of adhesive layer thickness. There are four main failure modes for joints: substrate failure, cohesion failure, interface failure and hybrid failure. 85 According to the current research, most of the failure modes are mixed failures, and the cohesive failures have a higher bearing capacity. Meanwhile, many studies have predicted joint failure. The main prediction methods include the cohesion model (CZM), virtual crack closure technology (VCCT) and extended finite element method (XFEM), 86 which reduce the experimental costs and ensure the structural safety.
In addition to the thickness of the adhesive layer, the surface cleanliness and roughness affect the strength of the joint. 87 For cleanliness, the current methods mainly include plasma cleaning, acetone cleaning, ultrasonic cleaning and laser removal of the surface oxide layer. 88 Li et al. 89 used laser cleaning to remove the oxide layer on the surface of the substrate, and the results showed that the surface cleanliness was the best, when the laser energy density was 3.98 J/cm2, and the scanning speed was 5 mm/s. When Munoz et al. 90 used the plasma treatment method to clean the surface of the substrate, it was found that the contact angle of water droplets on the surface of the substrate with nitrogen content in the range of 0% to 2% was small. In this case, it indicates a high level of cleanliness. The substrate surface can be impacted by laser and plasma cleaning, in contrast to acetone and ultrasonic cleaning. Therefore, while investigating the ideal laser cleaning parameters, the influence on the substrate's surface was also taken into account. Meanwhile, many researchers have predicted the failure characteristics of the adhesive layer. For surface roughness, the main uses are mechanical grinding, chemical corrosion, sandblasting, laser treatment and plasma treatment.91,92
Self-healing of adhesive
The mechanical properties and fatigue life of adhesives are inevitably reduced by the influence of complex working conditions. 93 These largely limit the range of applications of adhesives. In recent years, through physical and chemical research methods, the self-healing of the adhesive layer has received widespread attention. It automatically heals joints when damaged during use, extending life and improving product safety. Therefore, this chapter focuses on the latest developments in self-healing adhesive technology and the different strategies for obtaining self-healing adhesive joints. A summary of the self-healing methods and self-healing conditions of different adhesives is list in Table 3.
Healing methods of adhesives, tensile strength (σ), healing time (t), healing temperature (T) and healing efficiency (H).
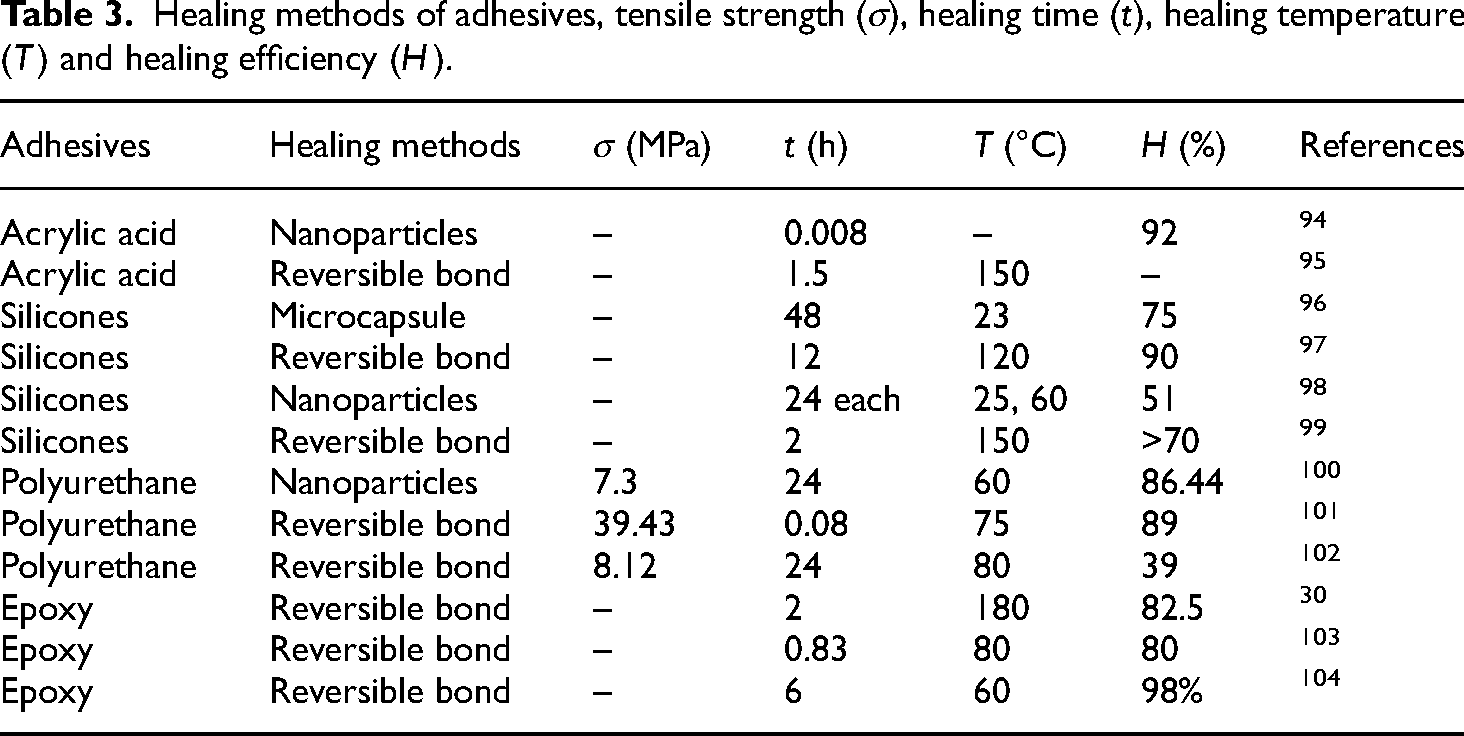
Healing methods of adhesives, tensile strength (σ), healing time (t), healing temperature (T) and healing efficiency (H).
The deterioration of the adhesive layer on account of shock loads can significantly reduce the joint's ability to support loads. Ferromagnetic nanoparticles (Fe3O4) have spontaneous magnetism and play a filling role. Therefore, Vattathurvalappil et al. 94 introduce plastics with nanoparticles (Fe3O4) into an acrylic adhesive for self-healing adhesive layers when the joint is damaged. The damage process of the joint is shown in Figure 6(a). In the process of realising self-healing, Figures 6(b) and (c) shows that two heating methods are used as the required conditions. The results showed that the healing rate was 92% within 30 s. Chen et al. 100 used the Fe3O4 nanoparticles to heal polyurethane, and the tensile strength of polyurethane demonstrated a rising and then falling trend with the growth of nanoparticles. The findings indicated that a healing efficiency of 86.44% was achieved at a temperature of 60 °C. Li et al. 105 constructed a microwave-responsive adhesive based on the iron oxide nanoparticles. The result showed that the bond strength did not significantly alter after ten repetitions, but the extrinsic factors like heating and microwave radiation were needed. The above researchers have used the Fe3O4 nanoparticles to heal different adhesives. This is crucial for prolonging the operational life of the joint.

Self-healing method and process of nanoparticles: (a) Joint damage process; (b) electromagnetic induction heating; and (c) oven heating. 94
The technology of self-healing microcapsule has the potential to restore microcracks and prolong the operational life of materials. Li et al. 96 made microcapsules for the silicone self-healing using in situ polymerisation, as shown in Figure 7(a). The microcapsule was used to repair the silicone adhesive layer, and the good results was obtained. The repair efficiency reaches 75% at room temperature for 48 h. Xiang et al. 106 discovered that self-healing was accomplished at room temperature in 24 h by incorporating varying contents of polyurethane microcapsules into epoxy adhesives. Additionally, the highest repair efficiency is achieved when the microcapsules content is 10%. The mechanism of microencapsulation action is shown in Figure 7(b).

(a) Synthesis of microcapsules and (b) the principle of adhesive layer healing. 96
The efficiency of the healing mechanism hinges on the design and synthesis of the microcapsules, and the core material is a key factor in bonding to the substrate and healing cracks. 107 Its choice is crucial to the design of microcapsules. Commonly used core materials include the epoxy resin,108,109 dicyclopentadiene, 110 UV-light curing adhesives, 111 amine hardening 112 and so on. In addition, the special dyes are added as the core materials in the microcapsules to positively influence the visualisation of damage to the bonded joint. 113 In summary, the specific composition and inclusions of microcapsules will vary depending on the application and needs.
The self-healing of adhesives through the dissociation and bonding of reversible chemical bonds is one of the research focuses at present. The types of reversible chemical bonds of adhesives are split into two types, noncovalent bonds 114 and dynamic covalent bonds,115–117 as shown in Figure 8.

Classification of reversible chemical bonds.
Sun et al. 103 have designed an epoxy adhesive (SEA) with the multiple self-healing properties and excellent bond strength. The principle is shown in Figure 9(a). It forms a chemical bond through the entry of the side chain, which significantly increases its bonding strength (10.2 MPa) and improves its adhesion. At 80 °C, the bonding strength can reach more than 80% of the original in 5 min, and it has the excellent healing ability. Du et al. 118 also used reversible covalent bonds to heal polyurethane adhesives to improve their bonding properties. Heating at 110 °C for 30 min can heal the polyurethane that had been destroyed so that it still had a higher shear (6.09 MPa), compared with before it was not destroyed. Through the introduction of reversible chemical bonds, the adhesive has the self-healing performance and ensures the bonding strength, which offers a reference for improving the repair efficiency of polyurethane adhesive.

Introducing the multiple different chemical bonds, is also an effective option to improve healing efficiency. Dai et al. 119 use the synergistic effect of multiple chemical bonds (hydrogen bong, imine linkage and disulphide bond) to prepare the self-healing silicone elastomers. The healing efficiency reaches 98.1% at room temperature for 5 h, and it has the stable adhesion in harsh environments, as shown in Figure 9(b). Yan et al. 120 introduced the double reversible chemical bonds (hydrogen bond and imine bond) into silicone to prepare a silicone elastomer with outstanding self-healing properties. The healing efficiency was directly correlated with the temperature when comparing the healing rates at different temperatures. At a temperature of 60 °C, the healing efficiency can reach 93% within 3 h.
Adhesive bonding technology has proven to be an important assembly technology in aerospace. Its application is essential to further improving product performance. This article reviews the research status of adhesive technology, summarising the methods for improving adhesive bonding performance. Focusing on the influence of process parameters and self-healing technology of the bonding layer on bonding quality in different bonding forms. This chapter summarises and proposes the above contents as follows:
The modification methods commonly used include addition of nanofillers, modifiers, cross-linking modification, the introduction of functional groups and chemical bonds. The adhesive was modified by the above modification method to meet the needs of different applications. The structure of the joint is very important in practical applications. Reasonable joint design can effectively improve the bearing capacity of the joint. However, a great deal of research has been done on the surface structure of the joint, mostly for regular structures. The further research is needed on other structures and natural structures. The self-healing types of adhesive layers can be grouped into two types, external healing and internal healing. Microcapsules and nanoparticles belong to extrinsic healing, and reversible chemical bonds belong to intrinsic healing. Both repair methods can realise the self-healing of adhesive cracks, but they are sensitive to environmental conditions. In the future, the research direction of modified adhesives should continue to be cutting-edge and innovative. Improve its mechanical properties while reducing costs. The self-healing mechanism avoids frequent joint replacement in the face of fractures of the joint adhesive layer. In addition, the synergistic development of mechanical property improvement and the self-healing mechanism of adhesive joints have the wide-ranging application prospects in the aerospace field. To some degree, it is also to address the urgent needs of human society for sustainable development.
Footnotes
Acknowledgments
The authors were gratefully supported by the key project of Shaanxi province of Qin-chuang-yuan “scientist and engineer” team construction (No. 2023KXJ-123), key R&D project in Shaanxi province (No. S2022-YF-YBGY-0437).
Author contributions
The author contributions are as follows: Ning Hu completed the writing of the paper. Linsen Shu contributed to the conception of the paper and the structure of the manuscript. Xiangke Zheng helped with the analysis and provided reviews of the manuscript. Zhifeng Deng provided comments on the manuscript. Xinyu Cang helped perform the analysis.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.
Author biographies
Ning Hu holds a Master in mechanical engineering. Her research interest is in the adhesive bonding mechanism and properties of optical and mechanical structures.
Linsen Shu is a Professor in mechanical engineering. His area of research is on the adhesive bonding mechanism and properties of optical and mechanical structures.
Xiangke Zheng is a Professor in optical engineering. His area of research is space optics and optoelectronics engineering.
Zhifeng Deng is a Professor in polymer materials. His research area is adhesive properties.
Xinyu Cang holds a Master in mechanical engineering. His research interests include precision polishing and dynamics simulation.