
Abstract
High Velocity Compaction (HVC) is a key technology to realize the performance of powder metallurgy parts “three high and one low” (high density, high precision, high performance, and low cost). The main purpose of this paper is to summarize the research results at home and abroad on the forming mechanism, forming influencing factors and theoretical basis of high velocity compaction. This paper analyzes and summarizes the literature and monographs at home and abroad through literature research methods to obtain the research results of high velocity powder metallurgy compaction, so as to fully and correctly understand the research progress, development trends and application prospects of high velocity compaction. This paper expounds the technical characteristics, advantages and limitations of high velocity compaction, and analyzes and looks forward to its development trend, application prospect and expansion field, So as to provide reference and reference for the future research and application direction of high velocity compaction technology.
Keywords
Introduction
Powder Metallurgy (PM) technology is a kind of near net forming technology, which integrates powder preparation and part forming, and produces high-performance products with little (no) cutting. 1 Due to its advantages of low energy consumption, excellent product performance, high precision and stability, near net forming and no (less) pollution, PM has been widely used in the fields of mechanical manufacturing, 2 auto industry, 3 etc. One of the most important indexes in PM performance evaluation is the density of products, so how to effectively increase the density and obtain high-performance, low-cost powder metallurgy parts has become one of the main research topics of powder metallurgy. In recent years, a series of new powder metallurgy technologies and processes have emerged such as high velocity compaction, 4 spray deposition, 5 injection molding, 6 warm compaction technology, 7 dynamic magnetic compaction, 8 mold wall lubrication Technology,9,10 etc. The emergence of these technologies has solved the problems of high performance, composite and precision of powder metallurgy materials to a certain extent. It makes breakthroughs in powder metallurgy technology and greatly expands the application scope and field of powder metallurgy technology.
High Velocity Compaction (HVC) 11 technology is one of the hotspots in the research and development of PM technology. It is a new type of forming technology introduced by Sweden’s Höganäs Company in 2001 based on the HVC machine produced by Hydropulsor Company. 12 Its basic principle is that a certain mass of hammer (5–1200 kg) is driven by hydraulic or gravitational potential energy to impact the upper die at a high velocity (2–30 m/s) to produce a strong stress wave, which is transmitted to the powder through the upper die. It has the adiabatic compaction characteristics of densification and homogenization of the powder within 20 ms. 13 Compared with conventional compaction, high velocity compaction has similarities such as powder preparation, filling and blank demolding. However, its compaction velocity is 500–1000 times faster than that of conventional compaction, and it has the unique advantages of higher compact density, well-distributed, lower elastic aftereffect (30% lower than that of conventional compaction), high precision, low cost, and long service life (not less than 100,000 times) etc.14,15 It is regarded as an important breakthrough and innovation in realizing the optimization goal of “three highs and one low” (high density, high precision, high performance, and low cost) in the field of PM forming technology. Figure 1 shows the comparison of density and relative cost between HVC and other conventional compaction processes. HVC has unique advantages in high-density molding (7.4–7.8 g/cm3) and large-size parts (quality up to 5 kg). The basic principle of its forming technology is shown in Figure 2. The mass of hammer head and its velocity at the moment of impact determine the magnitude of impact energy and ultimately the degree of densification of materials. 16 In the conventional compaction method, the density of the green body is mainly determined by the compaction pressure. When the green body is pressed again after one compaction, the density will not be significantly increased. However, high velocity compaction can realize multiple compaction of the materials based on prealloyed Astaloy powders and diffusion-alloyed grades by additional multiple impacts with intervals as short as 0.3 s and continuously increase the density of green body. 15 Compared with the conventional compaction, the density of the finished green body pressed at high velocity can be increased by 0.3 g/cm3, the tensile strength can be increased by 20%–25%, and the physical and mechanical properties such as yield strength are obviously improved.

Comparison of relative density and cost of products with different processes. 17
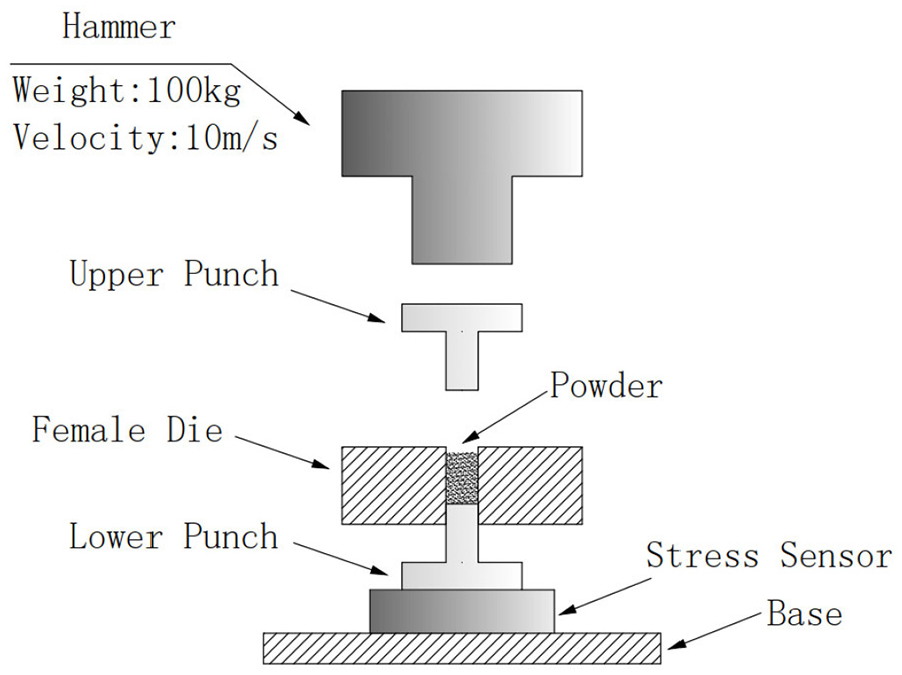
Schematic diagram of high velocity compaction. 17
High velocity compaction is a new forming process for manufacturing high-performance PM parts, and its forming effect will be comprehensively affected by many factors such as forming mechanism, material parameters, part shape, forming equipment, process conditions, etc. The forming mechanism, as the core factor affecting the forming effect, determines the selection of material parameters and part shapes, the design, manufacture and use of forming equipment, and the setting of process parameters. Therefore, this article focuses on the mechanism and law of HVC, summarizes the latest research on the forming factors, compaction equations and classical compaction theory of HVC, analyzes and prospects the development trends and prospects of powder metallurgy high velocity compaction, in order to promote the better development of HVC technology.
Study on the mechanism of HVC
The emergence of HVC technology is a historical inheritance and innovation of conventional forming technology. This paper compares and analyzes the high velocity compaction and the conventional compaction as shown in Figure 3.

Comparison between conventional compaction and high velocity compaction.
As shown in Figure 3, there are some differences between conventional compaction and HVC in the following four aspects: (1) Forming principle: conventional compaction belongs to static compaction (constant hydraulic pressure), HVC belongs to dynamic compaction (compaction force changes dynamically). Due to the high speed of HVC, the green body can be instantly densified. The high speed can make the compacts realize instant densification; (2) Process characteristics: conventional compression forming is relatively simple in principle, low in technical requirements and convenient for large-scale production. The principle of HVC forming is relatively complex and has high technical requirements, which can produce parts with better performance; (3) Equipment environment: conventional compaction often uses traditional devices such as hydraulic presses, which are cheap and easy to obtain. Mature equipments of HVC are scarce and expensive, and most of them are modified and self-made; (4). Value meaning: conventional compaction has a wide range of applications and simple process. HVC technology has a high content, which is an important breakthrough and innovation in the field of PM, and it has great research significance and value.
Influencing factors of high velocity compaction
Increasing the density of compact and improving the uniformity of density distribution are the core themes and goals of PM industry. By analyzing the interactive influence of different factors on the properties of compact, scholars explore the law and principle of HVC process, and then obtain high-quality compact with high density and uniform distribution, and realize the long-term development of PM industry. The density distribution of the green body is non-uniform, which is mainly caused by the internal friction between the particles and the external friction between the particles and the mold wall. 17 This is because the compaction force of HVC changes dynamically. The force gradually decreases from the top to the bottom of the green body, and the corresponding friction force also presents a non-linear dynamic change, so the friction force distribution is also non-uniform. Usually, the change of the mold wall friction force during the HVC pressing process can be monitored by the equipment, and the curve of the mold wall friction force changing with time can be drawn. Analyzing the friction coefficient curve of the iron powder under different pressures, it can be seen that the friction coefficient increases with the increase of the pressing force at the beginning of the pressing. With the increase of the compact density and the gradual stability of the contact interface, the friction coefficient gradually decreases and tends to be stable. 18 The increase in temperature is conducive to improving the plastic deformation ability of the powder, while keeping the lubricant in a molten state, improving the lubrication effect, reducing the effect of friction, and improving the uniformity of the density distribution of the green body. This paper summarizes the main factors affecting the effect of high velocity compaction and the performance of the compact as shown in the Table 1:
Main influencing factors of high velocity compaction.

Among the factors listed in Table 1, the main factors that have a greater impact on the molding effect are: compaction velocity, friction, height-diameter ratio, and temperature. Higher compaction velocity can produce greater impact energy and provide greater compaction force. The improvement of friction condition can reduce the loss of compaction force. The lower height-diameter ratio makes the transfer effect of compaction force better. The increase in temperature can improve the lubricating performance of the lubricant, reduce the frictional resistance between the inner wall of the mold and the powder particles, and facilitate the displacement and deformation of the powder particles. These factors all make the transfer of pressing force more effective and more uniform, and the density of the green body is therefore improved.
Theoretical basis of high velocity compaction
The high velocity compaction forming is a complex process involving physical and chemical reactions. The analysis of the process includes complex highly nonlinear problems such as material nonlinearity, geometric nonlinearity and boundary condition nonlinearity. 23 The research contents generally include powder flow and deformation, dynamic friction, micro-particle changes (local high-temperature welding), inertial effect, stress wave transmission, rheological characteristics, and thermal-mechanical coupling process of interaction between stress field and temperature field. According to the mechanism of high velocity compaction process, scholars have done a lot of research work and put forward various theoretical analysis methods, but there is no unified theoretical model has emerged to accurately describe the complex nonlinear mechanical behavior of powder particles under high strain rate during HVC. In this paper, the research literatures from different countries on the HVC mechanism of powder metallurgy are summarized. The contents mainly include the high velocity compaction equation and the classical high velocity compaction theory.
High velocity compaction equation
High velocity compaction equation is a theoretical or empirical formula obtained by theoretical derivation and experimental verification for the HVC process under a specific range of conditions. It is a quantitative analysis of the densification mechanism of HVC and can enrich and improve the theoretical system of HVC. Therefore, the high velocity compaction equation is an important part of the theoretical basis of HVC in powder metallurgy, and its development has a great significance to the powder metallurgy industry. This paper summarizes and analyzes the relevant high velocity compaction equation theories as shown in Table 2.
High velocity compaction equation.

Classical theory of high velocity compaction
There are many classical theories on HVC, but it is a relatively complicated process, involving a series of problems such as elastic-plastic deformation, brittle fracture, contact friction, heating and temperature rise of particles. The effects of different types of powders and different high velocity compaction forming conditions are also different, so there is no single compaction theory that can cover and explain all the laws of HVC forming process, especially the forming laws involving thermal-mechanical coupling. This paper summarizes and analyzes the related classic high-velocity suppression theories at home and abroad, as shown in Table 3.
Classical high velocity compaction theory. [TS: Please view the image in print layout mode.]

By comparing Tables 2 and 3, it can be seen that the compaction equation and the classical compaction theory are related to each other, and mutually check each other. The classical compaction theory is a qualitative analysis of the HVC molding process, which helps to understand the densification mechanism and characteristics of HVC. The compaction equation is a more specific quantitative analysis. It is usually used for specific HVC molding analysis about specific range of powder materials (such as iron-based powder and titanium-based powder), which has better accuracy and engineering practicability.
In a word, the classical compaction theory can reasonably and qualitatively explain the densification behavior and characteristics of high velocity compaction green body, and the compaction equation can provide practical experimental data for the compaction theory to judge its rationality, which has certain guiding significance for production practice.
Stage analysis of high velocity compaction process
The numerical simulation of HVC has become the current research focus in the field of PM. There are two main research methods for numerical simulation of HVC forming, which are based on metal plastic mechanics and generalized plastic mechanics. Researchers have carried out in-depth research on this. Haggblad et al. 37 and Eriksson et al. 38 have conducted numerical simulation for the compaction of titanium powder in silicone mold. The obtained density distribution and optimal size design of the pressed blank are consistent with the experimental results. Zheng et al. 39 established a constitutive relationship to characterize the high strain rate and work hardening of the powder according to the deformation behavior of powder during HVC, and established a mathematical model for stress wave propagation. He used the characteristic line numerical solution method to solve the model, and numerically simulated the one-dimensional propagation of stress waves in the process of iron powder high-speed compaction. The results of the numerical simulation were consistent with the subsequent related experimental results, which verified the validity of the numerical simulation results. 40 Jerier et al. 41 established a contact model of high density powder and carried out discrete element (DEM) numerical simulation on YADE open source software system. The results are in good agreement with the multi-particle finite element numerical simulation and experimental results. To a certain extent, it overcomes the shortcoming that DEM numerical simulation can not correctly deduce the stress evolution in the process of high-density powder pressing, and expands the new theory and new method for the numerical simulation of high-density metal powder compaction. Qin 42 established a parallel model of spatial heat conduction of powder particles through the equivalent thermal resistance method, and considered the contribution of thermal radiation, derived the calculation formula of effective thermal conductivity, and expressed the influence of fractal dimension and temperature on effective thermal conductivity. To sum up, the numerical simulation is reasonable and effective, which can greatly reduce the experimental cost of high-speed compression molding and shorten the design cycle. Its limitation is that numerical simulation is generally based on a theoretical framework or mathematical model and assumptions, and what is obtained is an approximate numerical solution, not an exact solution, and cannot completely replace the experiment.
Due to the existence of deformation energy and contact friction, it will lead to the heat change in the compaction process and have a noticeable impact on the final properties of the compact. Therefore, this paper has re-divided the stress behavior of iron-based powder particles in the high velocity compaction process. Since the iron-based powder particles are non-brittle powder, the fracture and crushing stage can be neglected. Considering the influence of temperature on the compaction process and the properties of the compact, the high velocity compaction impact process of iron-based powder can be mainly divided into the following stages: Stage I – Filling rearrangement stage, which belongs to the initial stage of the compaction process. The powder in the initial loose state undergoes geometric accumulation and filling rearrangement (relative sliding and rotation) due to the compaction pressure. There is more line contact and surface contact, air between pores is discharged due to extrusion, the movement form of particles is mainly to fill pores, particles contact and glue with each other, and form arch bridge holes; Stage II – In the deformation stage, the whole powder is pressed to a certain density, the open pores are gradually converted into closed pores, the number of pores is reduced, and the binding force between particles begins to increase. In this state, the powder is no longer loose and the stability of the system is enhanced. 43 At the same time, with the increase of compaction force, the elastic deformation and irreversible plastic deformation of particles occur, and the relationship between stress and strain changes from a certain linear relationship to a non-linear relationship. Stage III – In the densification stage, the particles are gradually densified. At the same time, due to the short deformation time, most of the heat energy converted from plastic work cannot be dissipated and accumulates on the boundary of local powder particles, resulting in adiabatic temperature rise, interaction between the two physical fields of stress and temperature, and thermal-mechanical coupling. Stage IV – Spring back stage. In this stage, the residual stress is released due to the removal of the impact load imposed by the die punch. After the blank is removed from the negative die, the volume size increases, and the density changes slightly. This phenomenon is often harmful to the press forming, so it needs to be effectively controlled. The schematic diagram of the whole compaction process is shown in Figure 4.

Stage of high velocity compaction forming process.
The high velocity compaction process is a complex process of highly nonlinear problems such as geometric nonlinearity, material nonlinearity, boundary condition nonlinearity, etc. 23 and thermal-mechanical field coupling problem. The generation, conduction and transformation of heat in the forming process will have a noticeable influence on the properties of the pressed compact. In this paper, the effect of temperature field on stress-strain field and the effect of stress-strain field on temperature field are considered for the stage division of high velocity compaction process of iron-based powder. Using the finite element analysis method of thermal-mechanical coupling, considering the influence of temperature on the properties of green body, considering the relationship between the changes of material thermophysical properties and material mechanical properties with temperature from macro and micro perspectives, the theoretical derivation, numerical simulation, and experimental verification are effectively combined in order to have a more comprehensive, clear, and accurate understanding of the whole process of High Velocity Compaction of iron-based powder.
Summary and prospect
High velocity compaction (HVC) technology is a key technology to realize high density, high precision, high performance, and low cost for P/M parts. It is a kind of limit extension of traditional P/M technology, which has been put into actual production. This paper analyzes the relevant characteristics of the high velocity compaction molding mechanism, and compares the similarities and differences between the traditional compression molding process and the high velocity compaction molding. The influence and regular characteristics of various factors such as material parameters, part shape, molding equipment, process conditions and so on are analyzed. It analyzes and summarizes the application scope and theoretical characteristics of the high velocity compaction equation and the classical suppression theory. At the same time, the stages are divided and analyzed for the high velocity compaction process. Due to its own technical characteristics, high velocity compaction technology has found the optimal solution between the performance and cost of powder metallurgy parts. High Velocity Compaction technology also has the advantages of energy saving, environmental protection, high efficiency and so on, and is widely applied in the field of powder metallurgy industry. However, there are also some problems that cannot be ignored, such as large volume of high velocity compaction molding equipment, high precision requirements for processing and installation, high cost, and low popularity rate. The matching hydraulic impact system has the problems of complex structure, large number of parts, insufficient compaction velocity, etc. Because of these problems, universities and research institutes in China are also facing many difficulties in the research and promotion of high velocity compaction molding technology.
With the development of high velocity compaction, it has been successfully applied to large-scale production, but there are still some limitations and problems:
There are still many contradictions and limitations in the study of powder densification mechanism. For example, there are still scholars35,36 questioning the existence of stress wave phenomenon. At the same time, the mechanism analysis under high pressure velocity and high strain rate such as explosive compaction and Hopkinson rod cannot be applied to the research and analysis within the current 10 m/s compaction velocity;
The types of parts produced by high velocity compaction are not rich enough, and it lacks parts with good wear resistance, high fatigue life and high strength. It is necessary to further expand and develop new types of high velocity compaction parts, such as tapered and multi-step parts;
The application research of high velocity compaction molding materials is not extensive enough. At present, the research of high velocity compaction forming parts mainly focuses on conventional materials such as iron powder, copper powder, pure titanium, and TC4, and the research of new materials such as composite materials and magnetic materials is not enough.
It lacks a mature and special mold system for high velocity compaction. Because of the high energy and high frequency impact characteristics of high velocity compaction, it can not use conventional compaction molds. Therefore, designing a mature and effective mold system can promote the large-scale production of high velocity compaction.
Due to the lack of high velocity compaction equipment, most colleges and universities and enterprises do not have the equipment and environmental conditions for high velocity compaction experiments or large-scale production. Only a few such as Beijing University of Science and Technology, 44 South China University of Technology 45 have experimental or production conditions, and it lacks high velocity compaction equipment and technology patents with independent intellectual property rights in China.
In order to solve related problems, many new development trends and application prospects of high velocity compaction have emerged:
Mechanism research and theoretical improvement of HVC – Macro stress analysis is mostly carried out from the external stress state level of the powder, and the internal response evolution of the stress transmission and distribution in the system to external loads needs to be further studied; at the same time, the macro-scale and The multi-scale mechanical problems considered in the combination of the two scales of the mesoscale are also worthy of in-depth exploration. Aiming at the dynamic change of the particle mesoscopic characteristics in high velocity compaction, the current research is more in-depth qualitative analysis, and how to determine the strength of the force chain between particles Comprehensive quantitative analysis of the relationship between, geometric structure, spatial directionality, dynamic changes of side wall friction and green body density, as well as the analysis of the relationship between the quantitative characteristics of the force chain, these issues need further in-depth study; For the densification behavior of powder during high velocity compaction, the current research mostly analyzes the mechanical, physical properties of the final compact and the external stress evolution process of the powder, and the changes in the multi-scale mechanical properties of the powder particle system during the compaction process There should be more in-depth analysis of the impact of the effect.
Expansion and enrichment of types of high velocity compaction parts – HVC technology can meet the requirements of many industrial transmission parts, and a large number of parts with wear resistance, high fatigue life or high strength can be mass produced by HVC. Structural parts with potential application prospects include valve seats, flanges, pilot valves, connecting rods, sprockets, cam lobe mechanisms, bearing covers, bushings, gear shafts, bearing races, etc. HVC technology will also expand the application space of structural materials and P/M soft magnetic composites. HVC technology can also form complex cone-shaped and multi-step parts at one time, and the density distribution of the whole part is uniform.
Extensive exploration and application of high velocity compaction powder materials – HVC technology is expected to solve the problem that traditional powder metallurgy methods are difficult to form high hardening rate powders (such as Ti and Mo) and has great potential in preparing high performance powder metallurgy materials at low cost. At present, research on HVC technology is mainly focused on materials such as iron powder, copper powder, pure titanium and TC4. The next step is to carry out research on HVC of cemented carbide, composite materials and layered materials. In addition to metal materials, HVC technology also shows significant advantages over traditional molding methods when molding Al2O3 ceramics 46 and ultra-high molecular weight polyethylene (UHMWPE). 47 Further exploration of the HVC molding technology of multi-element low alloy powder structural materials, composite materials, magnetic materials, hard alloy, and other materials is conducive to promoting the development of the HVC industry in powder metallurgy.
Specific design of high velocity compaction die system – Developing the specific die system is one of the key technologies to realize high velocity compaction. In addition, the die design and material selection are the keys to the popularization and application of high velocity compaction technology. High velocity compaction dies need to withstand severe high-frequency shock waves, so they must have the characteristics of shock resistance. And the service life of the mold must be more than 100,000 times. Therefore, the dies usually use materials with high toughness, such as forged alloy steel and powder metallurgy alloy steel.
Improvement and innovation of high velocity compaction molding process conditions – HVC can be organically combined with other process methods to achieve better performance. For example, combined with mold wall lubrication technology, the green body density can reach 7.6 g/cm3; combined with warm compaction And the mold wall lubrication process, the green body density can reach 7.7 g/cm3; combined with the re-compaction and re-sintering process, it can reach 7.8 g/cm3, which is close to full density. The increase in the density of parts also means the corresponding increase in tensile strength, yield strength and hardness, thereby expanding the application field and scope of powder metallurgy parts.
The stage analysis of the HVC process is a “combined quantification” of theoretical derivation and experimental verification. It is a comprehensive research method for clear and effective in-depth analysis and exploration of the HVC process and the densification mechanism. Generally, researchers believe that the mechanical behavior of powder particles during high velocity compaction can be divided into three stages: geometric accumulation or rearrangement of particles, elastic-plastic deformation and fracture and fracture 2. The initial stage is the rearrangement of particle positions, the intermediate stage is mainly the elastic deformation and plastic deformation, and the later stage is mainly the local deformation of powder particles at the contact position, which is realized as the elastic deformation and local plastic deformation of particles at the micro level, and the macro level shows a small amount of volume compression and rapid increase of compaction force. This method of dividing stages ignores the phenomenon of heating and temperature rise in the process of high velocity compaction, and cannot accurately and effectively explain the thermal-mechanical coupling phenomenon in the process of HVC, which has certain limitations.
In summary, the HVC technology has expanded the application fields of PM molding technology due to the forming mechanism and unique advantages, and it has broad application prospects. With the in-depth exploration of the HVC forming mechanism and the improvement of forming theory, it has led to technological innovation and field expansion in the aspects of part types, powder materials, forming equipment design, and process conditions.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Shaanxi Province Key R&D Program (2020GY-147).
Ethics statement
1. The whole or part of the paper has not been submitted or published in other places.
2. Papers will not be submitted to other places until the journal editing department program is completed.
Consent statement
1. All participants involved in this paper have provided oral informed consent.