
Abstract
The soft magnetic Fe-6.5Si alloy is well known for its excellent soft magnetic properties but its usage is limited due to fabricational constrains by conventional methods. Powder metallurgical processing of Fe-6.5Si is possible by a variety of different methods shown here, sinter-based screen printing (SP), electron beam powder bed fusion (E-PBF) and field-assisted sintering (field-assisted sintering/spark plasma sintering, FAST/SPS). The microstructure of the components varies strongly by process and powder used which is directly influencing their soft magnetic properties. The correlation between powder properties and processing parameters on the structural and magnetic properties is established. Lowest coercivity (Hc = 7 A m−1) is achieved by E-PBF due to large grain size minimising hysteresis losses necessary for direct current applications. SP can provide sheets with low coercivity (Hc = 21 A m−1) and adjustable thickness reducing eddy current losses especially suitable for alternating current application at higher frequencies. FAST/SPS can be used for a large range of powder particle sizes which is suitable to tune the soft magnetic properties in a wide range between 40 and 210 A m−1.
Introduction
Within the family of silicon steels, Fe-6.5%wt. Si is an ideal candidate for motors and transformers operating at high frequencies as well as for magnetic shielding due to low hysteresis and eddy current losses. 1 The key characteristics are fairly high saturation polarisation (Js = 1.8 T) combined with much lower crystal anisotropy (K 1 = 22 kJ m−3) than pure iron (K1 = 45 kJ m−3). 2 Additionally, the alloy shows high specific electrical resistance of ρel = 82 µΩcm 3 compared to iron with ρ el ∼ 10 µΩcm, high mechanical strength, and low noise due to neglectable magnetostriction. 4 However, its application was impeded due to its poor workability as an effect of the formation of ordered phases. Up to now, all fabrication processes are limited to the lab scale apart from the only commercially available Fe-6.5 wt.% Si thin sheet material JNEX, produced by JFE Steels. 5 The main drawback of JNEX is cost and pollution, which can be significant. 6 Fe-6.5Si can be processed by powder metallurgical methods but not by conventional cold pressing due to hard workability. Studies were published about the preparation by powder rolling starting with gas-atomised powder 7 or water atomised powder 8 as well as by additive methods using laser powder bed fusion (L-PBF), 9 electron beam powder bed fusion (E-PBF) 10 or binder jetting. 11 But only powder composite cores are commercially available where Fe-6.5Si powder is moulded with organic binder resulting in low permeability cores with low losses at high frequencies for power electronic applications. 12 Recently, it was shown by the authors that thin sheets in final geometry can be manufactured by screen printing (SP) which is a feasible method for mass production.13,14 Therefore, powder metallurgical processes provide high manufacturing potential for Fe-6.5Si soft magnetic cores with high permeability and high magnetic induction. However, influence of manufacturing process and powder properties are crucial for their magnetic properties and component characteristics.
In this work, Fe-6.5Si powder were processed using field-assisted sintering/spark plasma sintering (FAST/SPS), SP as well as E-PBF to fabricate soft magnetic components of Fe-6.5Si elucidating their specific magnetic properties. The manufacturing process differs strongly in their nature to elucidate the effect on the magnetic properties.
Experimental details
Three different powders were used to fabricate soft magnetic Fe-6.5Si components. The powder properties given by the suppliers are shown in Table 1.
Different Fe-6.5Si powders with characteristics provided by supplier.
Morphology of the three powders was imaged with an SEM JEOL (JSM-IT800). Energy dispersive X-ray spectroscopy (EDX) analysis was carried out on cross-sections to check the Si content. Carbon (LECO CS 844), oxygen, and nitrogen content (LECO ONH 836) were analyzed by hot extraction method. Particle size distribution was measured by laser diffraction with a Horiba LA950 (see Table 2).
Processing methods used for each powder.
E-PBF: electron beam powder bed fusion; FAST/SPS: field-assisted sintering/spark plasma sintering; SP: screen printing.
Three different manufacturing processes were carried out using the different Fe-6.5Si powders (A, B, and C) as shown in Table 2: FAST/SPS, E-PBF, and SP.
For FAST/SPS all three powders were compacted in a Ø 20 mm graphite die using an SPS HP D 5 (FCT Systeme GmbH). Powder was treated with 100 K min−1 with a pressure of 60 MPa up to 900 °C for coarser powder (A and B) and 1150°C for the finest powder (C), respectively. Temperature measurement was carried out with a pyrometer holding the maximum temperature for 3 min. The compacted disks had a height of about 2.5 mm. Toroids (Outer diameter/inner diameter, OD/ID = 24 mm/20 mm, d = 2.5 mm) were eroded from each disk to determine the magnetic properties for the as-pressed and heat-treated condition. Heat treatment was carried out in inert atmosphere with a heating and cooling rate of 3 K min−1 and a maximum temperature of 800 °C, 1000 °C, or 1200 °C for 1 hour, respectively.
E-PBF samples were prepared from the coarse powder A using an ARCAM A2X machine operating at 60 kV acceleration voltage. Powder layers with 75 µm thickness were pre-heated to 940 °C and selectively molten utilising beam currents ranging from 4 to 12 mA. The distance between parallel melt lines was 100 µm. Scan speed was regulated such that volumetric energy density of 100 J/mm3 was reached. Upon completion the samples were furnace-cooled to room temperature. Toroids were analyzed with a geometry of OD/ID 24 mm/17 mm and a height of 2.5 mm in as-built and in the heat-treated state (700 °C, 1150 °C, 1200°C, and 1300 °C).
SP toroidal sheets were prepared with an EKRA XH2 using a sieve purchased from KOENEN GmbH. The printed toroidal sheets (30 mm/20 mm) were prepared from the finest powder C and subsequently debindered and sintered in hydrogen atmosphere at 1250 °C for 2 hours.
Structural analysis was carried out by metallographic preparation. Cross-sections of the prepared toroids fabricated by the different processes (FAST/SPS, E-PBF, and SP) were ground and polished. The microstructure was visualised by etching with V2A stain. Grain size was determined by evaluation of the cross-sections. Magnetic hysteresis measurements were carried using a hysteresis measurement system (C705, Magnet-Physik) evaluating especially the DC properties with an external field applied up to 5 kA m−1. The structure was analyzed by X-ray diffraction (Bruker D8 Advance) with Cu-Kα radiation (λ = 1.5406 Å).
Results
Powder characterisation
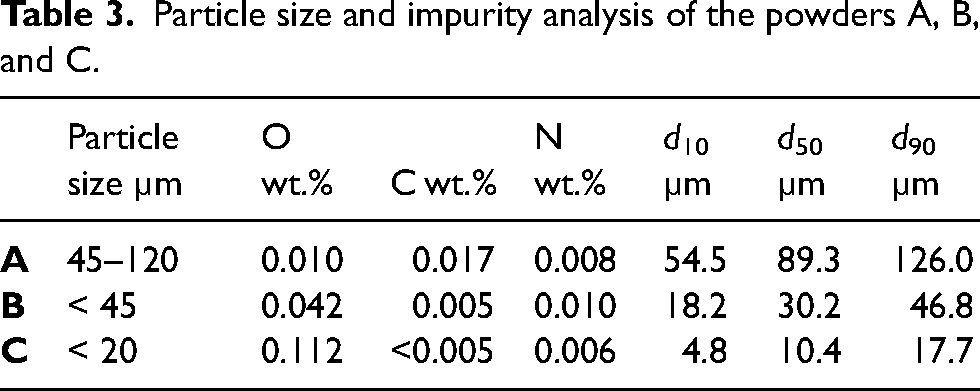
All powders were characterised at first regarding their impurity content which is crucial for soft magnetic properties (shown in Table 3). According to the particle size distributions (see Figure 1) the oxygen content increases in finer particles due to their higher surface area. The coarse powder A is made for processing by E-PBF which needs much coarser powder than L-PBF. The very fine powder C was chosen for the SP process which requires very small particles which are capable to path the mesh of the sieve. The compaction by FAST/SPS doesn’t have strict limitations regarding the particle size. Only the process conditions, for example, maximum temperature must be adapted when working with finer powders due to higher friction between the particles. Morphology of the powders was analysed as well using a scanning electron microscope as shown in Figure 2. All powders have spherical shape due to powder manufacturing by gas atomisation. The spherical shape ensures flowability of the powder necessary for E-PBF. Furthermore, SP requires spherical powder to ensure high powder loading in the printing paste to reduce rate of shrinkage.
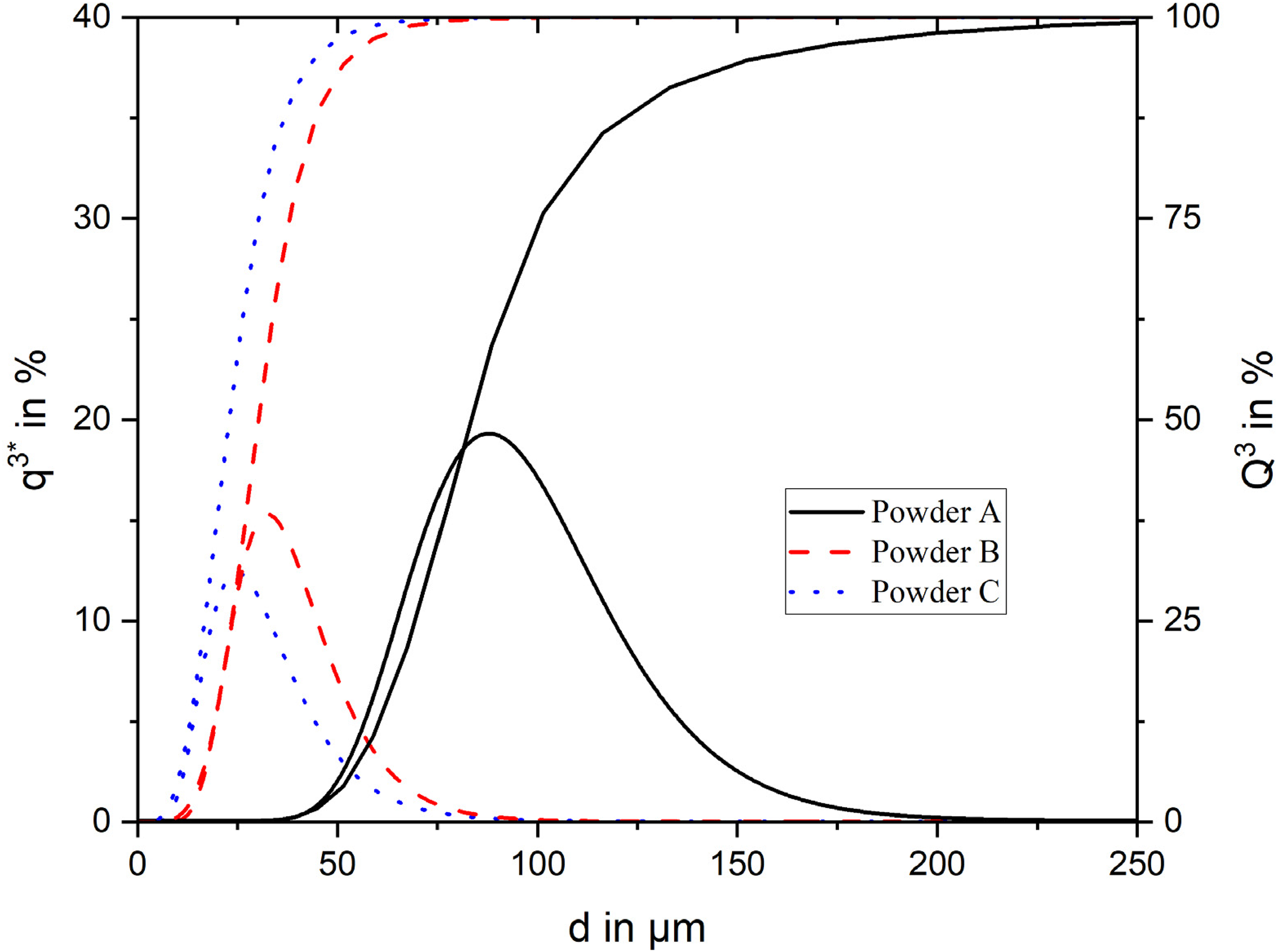
Frequency (q3*) and cumulative (Q3) particle size distribution of the three different powders A (solid), B (dashed), and C (dotted).
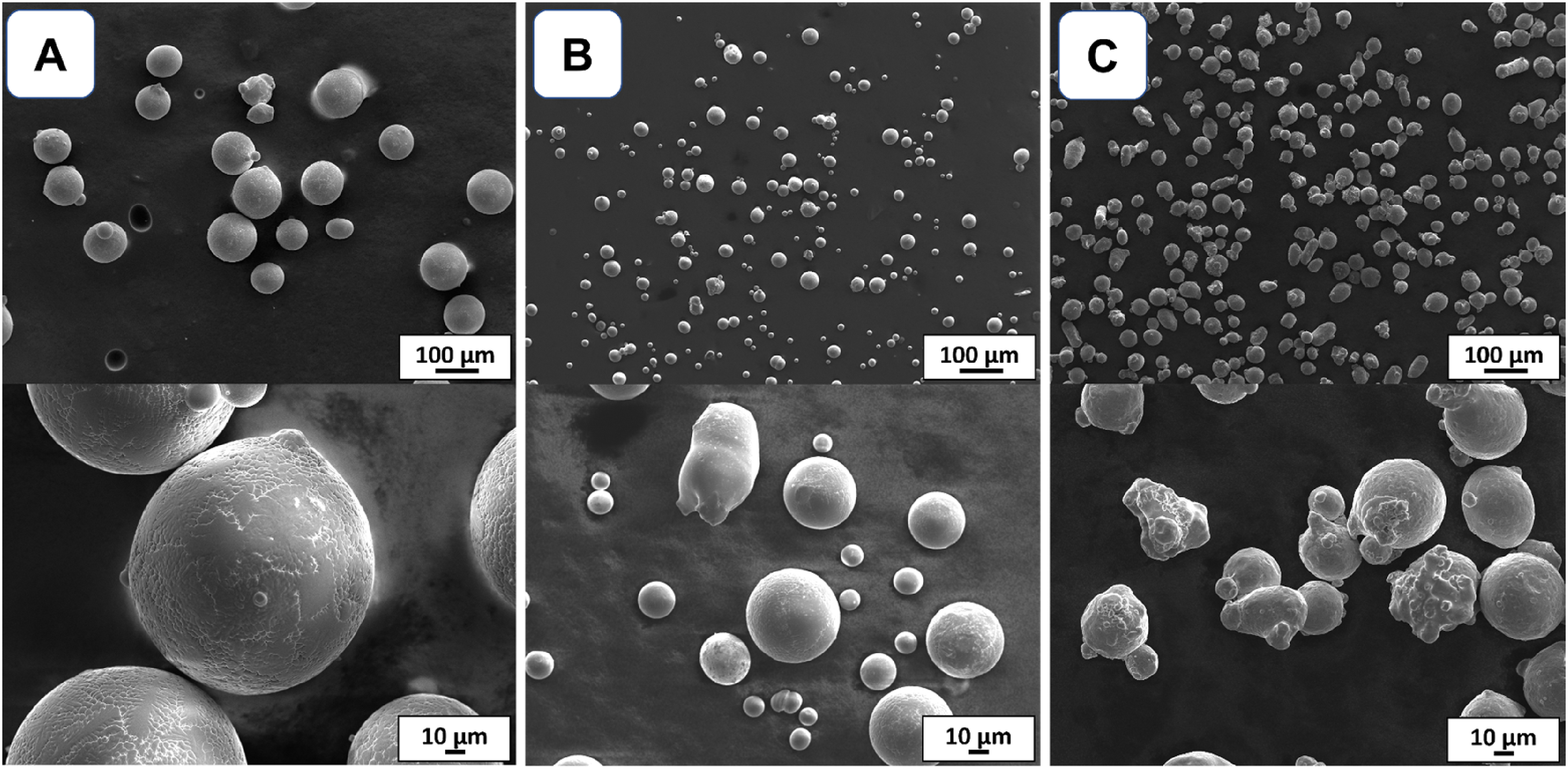
SEM images of the different Fe-6.5Si powders A, B, and C. SEM: scanning electron microscopes.
Particle size and impurity analysis of the powders A, B, and C.
Powder processing
FAST/SPS
All three powders were compacted by FAST/SPS and their magnetic properties were measured in the as-pressed state and after a subsequent heat treatment. Coercivities in the as-pressed state and after heat treatment are shown for all three powders in Figure 3. As expected, the coercivity decreases with increasing heat treatment temperature due to elimination of stress. Additionally, the coercivity decreases with increasing powder particle size. The coercivity of the finest powder C shows twice the coercivity compared to the coarse powder A. The huge difference remains even after heat treatment at higher temperatures up to 1200 °C.
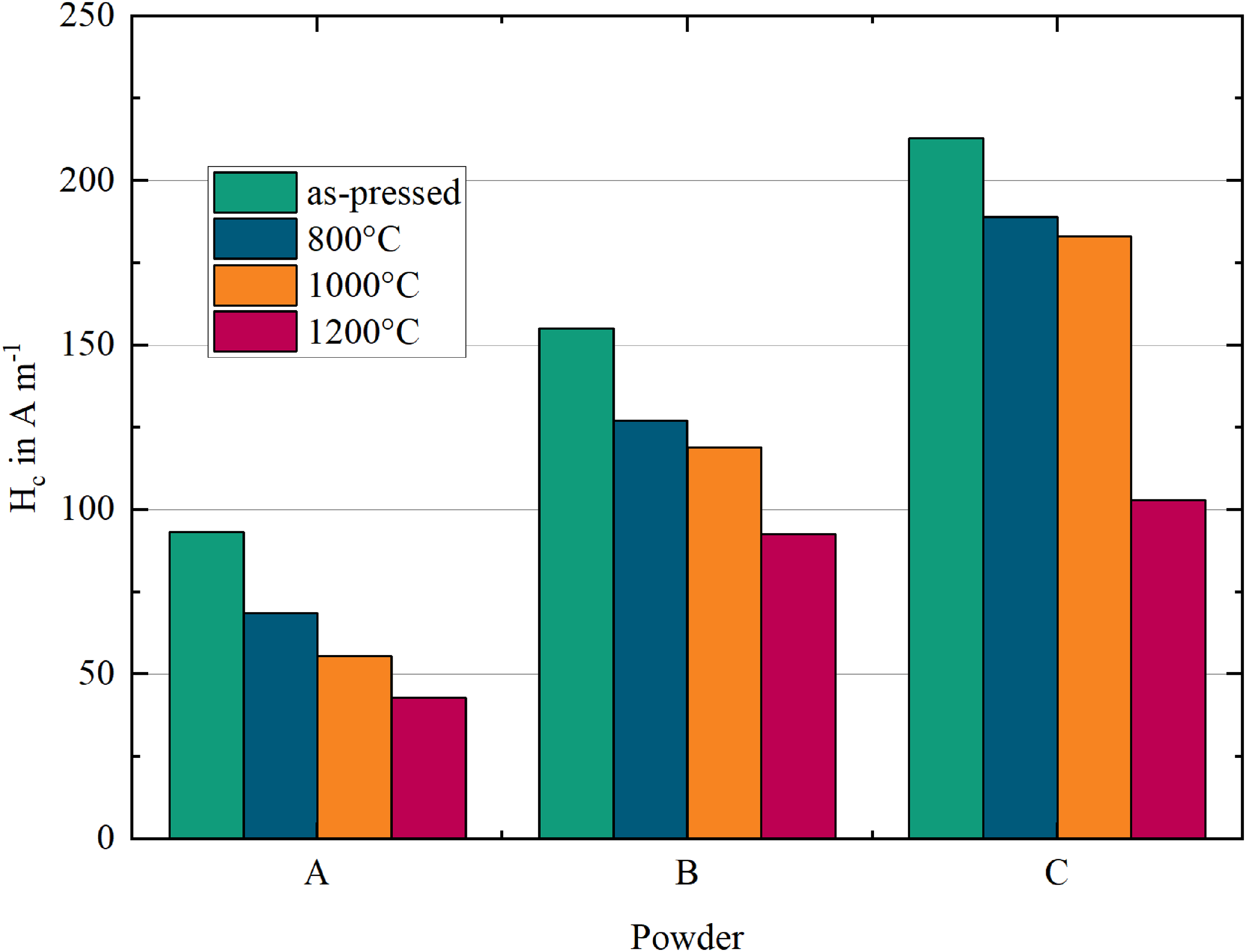
DC coercivity of the different Fe-6.5Si powders (A, B, and C) compacted by FAST/SPS in the as-pressed state and after heat treatment (800°C, 1000°C, and 1200°C). FAST/SPS: field-assisted sintering/spark plasma sintering.
Grain boundaries hamper domain wall movement and can increase coercivity drastically (Table 4). Figure 4 shows the etched cross-sections of the FAST/SPS toroids prepared from the different powders in the as-pressed and heat-treated state at 1200 °C elucidating their microstructure. Grain growth is obvious in all cases due to the heat treatment. Maximum grain size correlates perfectly with the particle size. It seems to be limited by powder particle size due to oxygen contamination on the particle surface forming tiny SiO2 precipitates hampering further grain growth. The grain size dK increases for the coarse powder A from 25 to 60 µm, for powder B from 17 to 25 µm, and powder C from 8 to 12 µm, respectively. The values after heat treatment equal roughly the mean diameter of the respective powder. Preferred orientations are not observed and not expected.
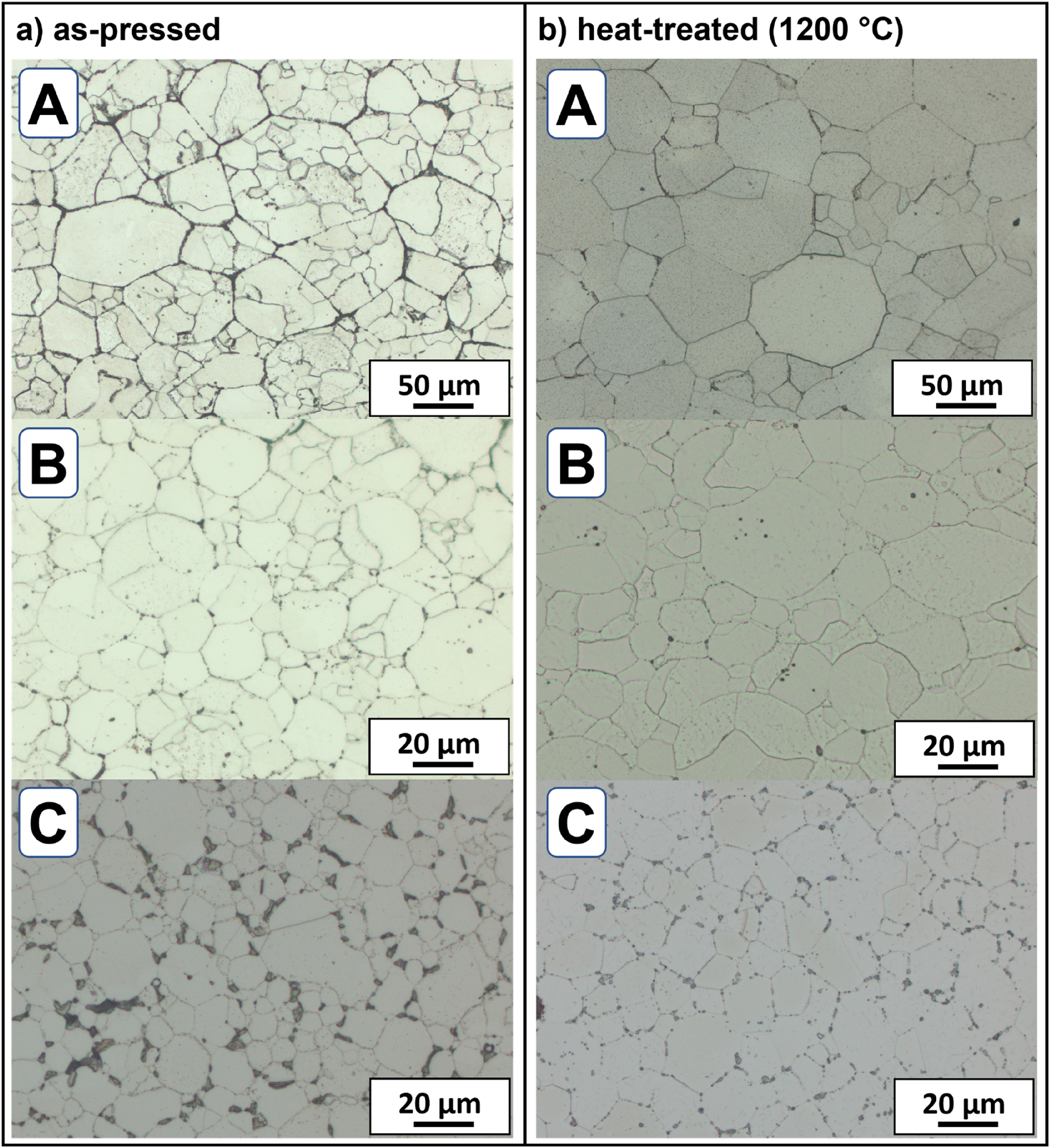
Etched cross-section of FAST/SPS prepared form Fe-6.5Si powder A, B, and C in the as-pressed (top) and heat-treated state (1200°C, bottom). FAST/SPS: field-assisted sintering/spark plasma sintering.
DC magnetic properties and grain size before and after heat treatment 1200°C.
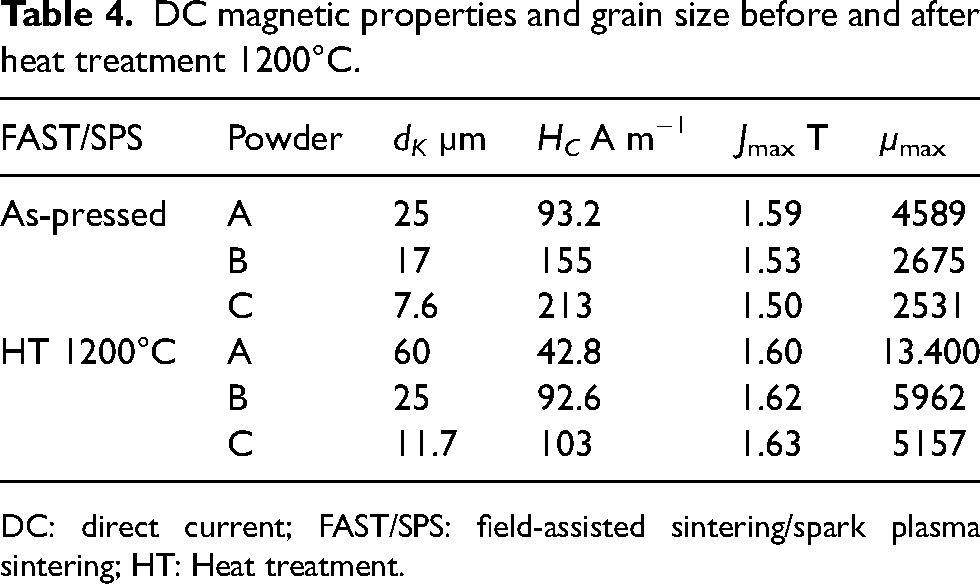
DC: direct current; FAST/SPS: field-assisted sintering/spark plasma sintering; HT: Heat treatment.
E-PBF
The coarse powder A is made for processing by E-PBF requiring large particles to prevent smoke. E-PBF is a suitable method to process brittle materials like Fe-6.5Si due to its high preheat temperature. A parameter set was found to manufacture dense Fe-6.5Si cubes and toroids shown in the cross-sections in Figure 5. The images in Figure 5(b) and (c) show that the grains are elongated in build direction. The grain size perpendicular to the building direction (dK ∼ 300 µm) exceeds the grain size of the samples prepared from powder A by FAST/SPS (dK ∼ 25 µm), excessively. The grain size in building direction is even larger and reaches several mm. Larger grains result in lower coercivity and higher permeability, both of which lead to lower hysteresis losses. Nevertheless, larger grains tend to result in larger eddy current loss. This is not shown here as the comparison of iron loss values must be made carefully as they are strongly influenced by thickness as well as cross-section of the sample rings measured.
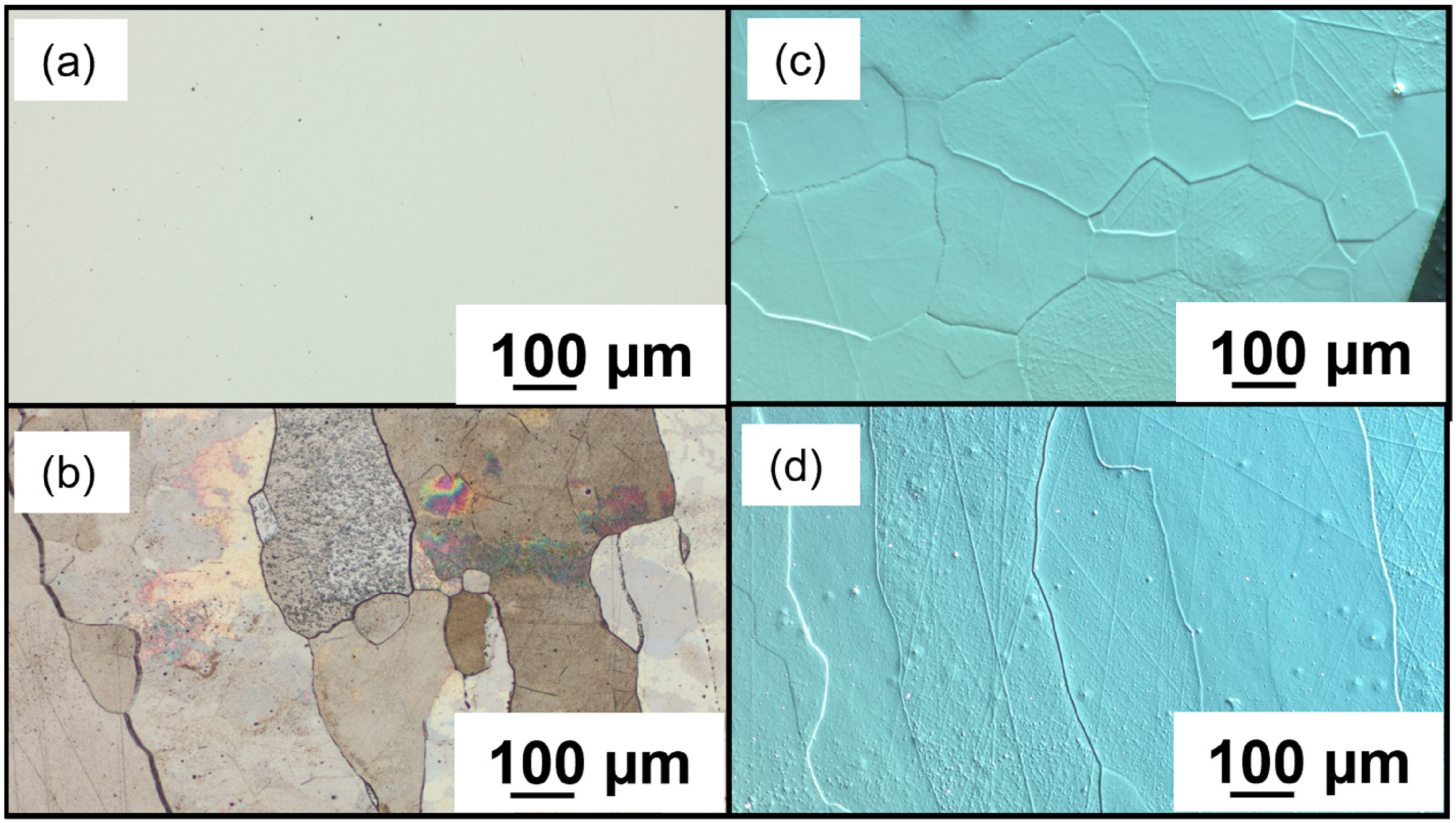
Cross-sections of an as-built toroid (a) polished and (b) etched in longitudinal direction. (c) Transverse and (d) longitudinal direction is shown after heat treatment imaged with differential interference contrast.
Maximum polarisation and coercivity is shown in Figure 6 for the E-PBF toroids in the as-built and heat-treated state. Coercivity is fairly low with 20 A m−1 already in the as-built state. After heat treatment coercivity is reduced to only 7 A m−1. The maximum polarisation is comparably high (J max = 1.55 T) and coercivity quite low when comparing with other works achieved by Yang et al. 10 (Js = 1.3 T, Hc = 288.8 A m−1).
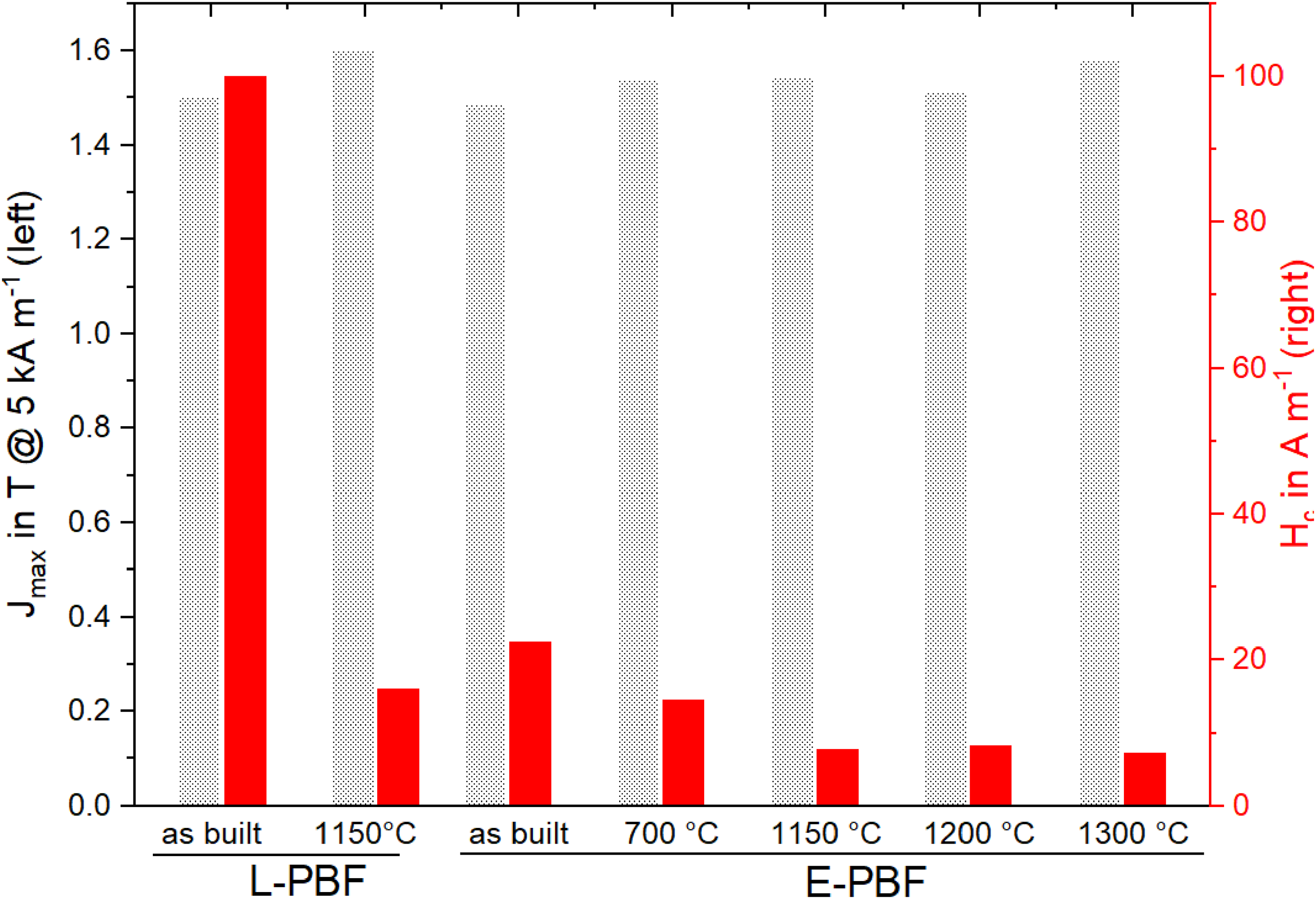
Comparison of maximum polarisation and coercivity for 3D-printed Fe-6.5Si by means of powder bed based processes L-PBF [6] and E-PBF in the as-built and heat treated state. E-PBF: electron beam powder bed fusion; L-PBF: laser powder bed fusion.
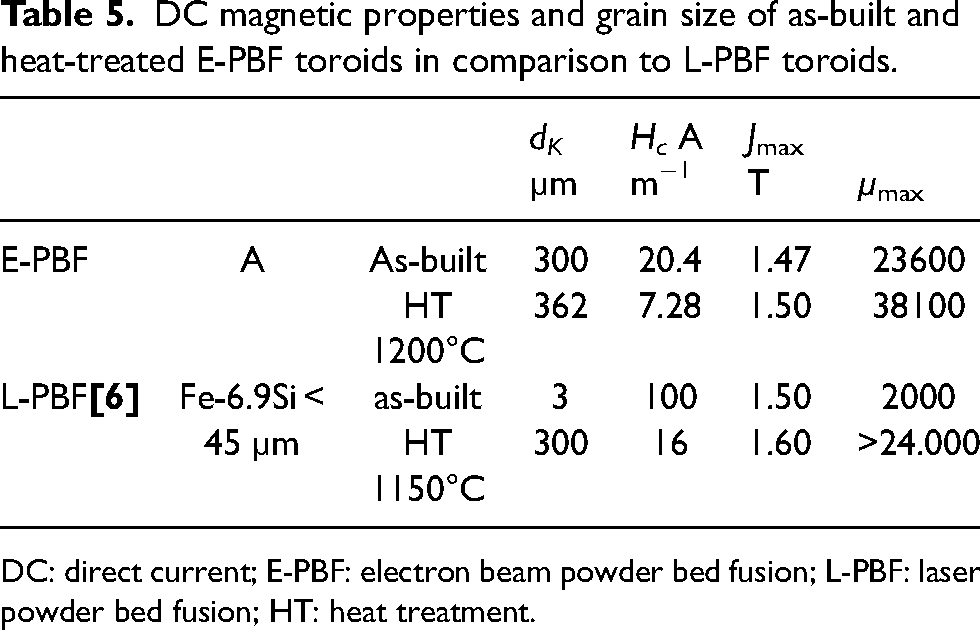
The comparison with the results achieved by L-PBF of Fe-6.9wt.% Si by Garibaldi et al. 9 is shown also in Figure 6 and in Table 5. Coercivity is much higher for the L-PBF as-built toroids compared with the E-PBF toroids prepared in this work due to the much smaller grain size. Garibaldi et al. 9 also observed an <001 > building texture which is not altered by heat treatment. Stress relief and grain growth reduce coercivity due to reduction of lattice defect density after the heat treatment and reach the same coercivity of about 20 A m−1 which is observed for the E-PBF toroids in the as-built state.
DC magnetic properties and grain size of as-built and heat-treated E-PBF toroids in comparison to L-PBF toroids.
DC: direct current; E-PBF: electron beam powder bed fusion; L-PBF: laser powder bed fusion; HT: heat treatment.
Screen printing
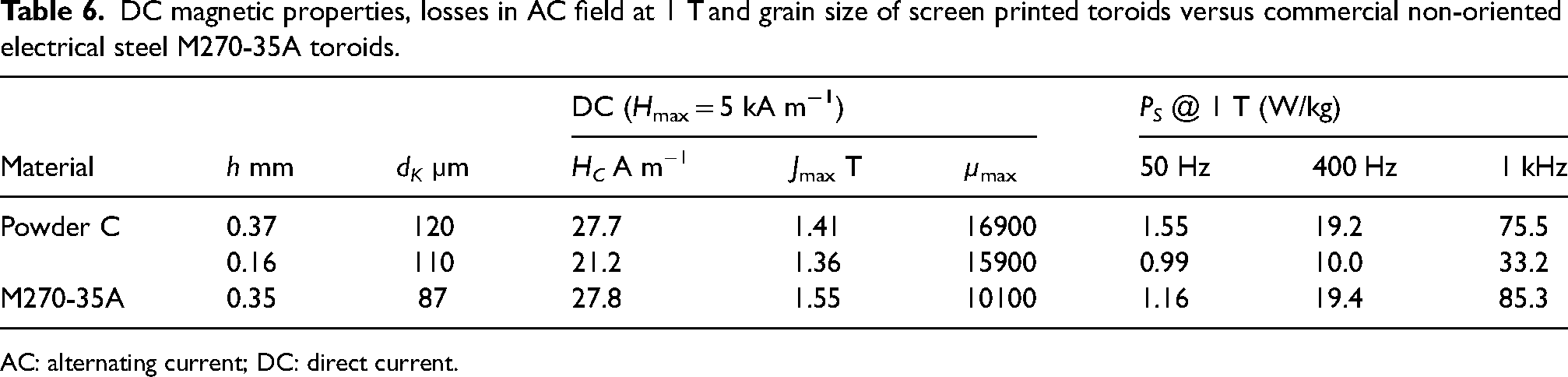
The SP process is an excellent tool to fabricate very thin electrical steel sheets in near net shape from any alloy independent on its mechanical properties. The powder must be comparably small (well below 45 µm, in the best case < 20 µm), in order to pass the mesh size during the printing process. Thus, only the finest powder C was used for SP. After sintering a grain size of about 120 µm was measured for screen-printed Fe-6.5Si sheets which are possible due to sintering in hydrogen preventing the formation of SiO2 at the grain boundaries. This is comparable with milled and not oriented Fe-3Si electrical steel as shown in Figure 7. The grain size of non-oriented electrical steel sheet with 0.35 mm thickness (M270-35A) is about 87 µm. 15 The theoretical saturation polarisation is decreased from 2.0 to 1.8 T due to the higher Si content but coercivity is reduced and the overall losses can be tuned by adjusting the sheet thickness. According to Table 6 permeability is higher as well as specific electrical resistance due to the increased Si content. Furthermore, the strength of SP is that very thin sheets can be printed in end geometry. To reduce the losses at higher frequencies sheet thickness can be reduced leading to smaller eddy current losses. This reduces the overall losses especially at higher frequencies but as the stacking factor should be as high as possible the optimal thickness has to be chosen carefully in regard to the application. Therefore, soft magnetic properties can be adjusted by choosing the appropriate thickness.

Cross-sections of a polished screen printed toroid in (a) bright field and (b) differential interference contrast in comparison with (c) commercial electrical steel sheet (M270-35A) etched.
DC magnetic properties, losses in AC field at 1 T and grain size of screen printed toroids versus commercial non-oriented electrical steel M270-35A toroids.
AC: alternating current; DC: direct current.
Discussion
Three commercially available Fe-6.5Si powders with different particle sizes have been used for three different manufacturing methods. Due to the above depicted constraints, SP was only possible with fine powder C and E-PBF only with coarse powder A. All powders can be processed with FAST/SPS which allows higher degree of freedom regarding powder particle size. Correlation of magnetic properties and the microstructure of the measured toroids can be made in dependence on fabrication method and powder characteristics. The coercivity can be correlated with the inverse grain size of the prepared toroids as shown in Figure 8. Lowest coercivity is achieved by large grain size for E-PBF toroids as well as screen-printed sheets although the starting powder differs by one order of magnitude in size. Therefore, microstructure is mainly dictated by manufacturing method but powder purity is still crucial to achieve good magnetic properties. Annealed E-PBF toroids showed largest grains and smallest DC coercivity of all components with only 7 A m−1. Specimens prepared by FAST/SPS showed highest coercivity. It can be significantly reduced by annealing for grain growth. But, grain size of the FAST/SPS toroids cannot exceed the initial particle size due to oxygen formation at the grain boundaries. This hypothesis can be supported by higher oxygen impurity values compared to E-PBF and SP toroids (compare Table 7). Impurity content increases with decreasing particle size supporting the assumption that oxides are formed at the grain boundaries in toroids processed by FAST/SPS.
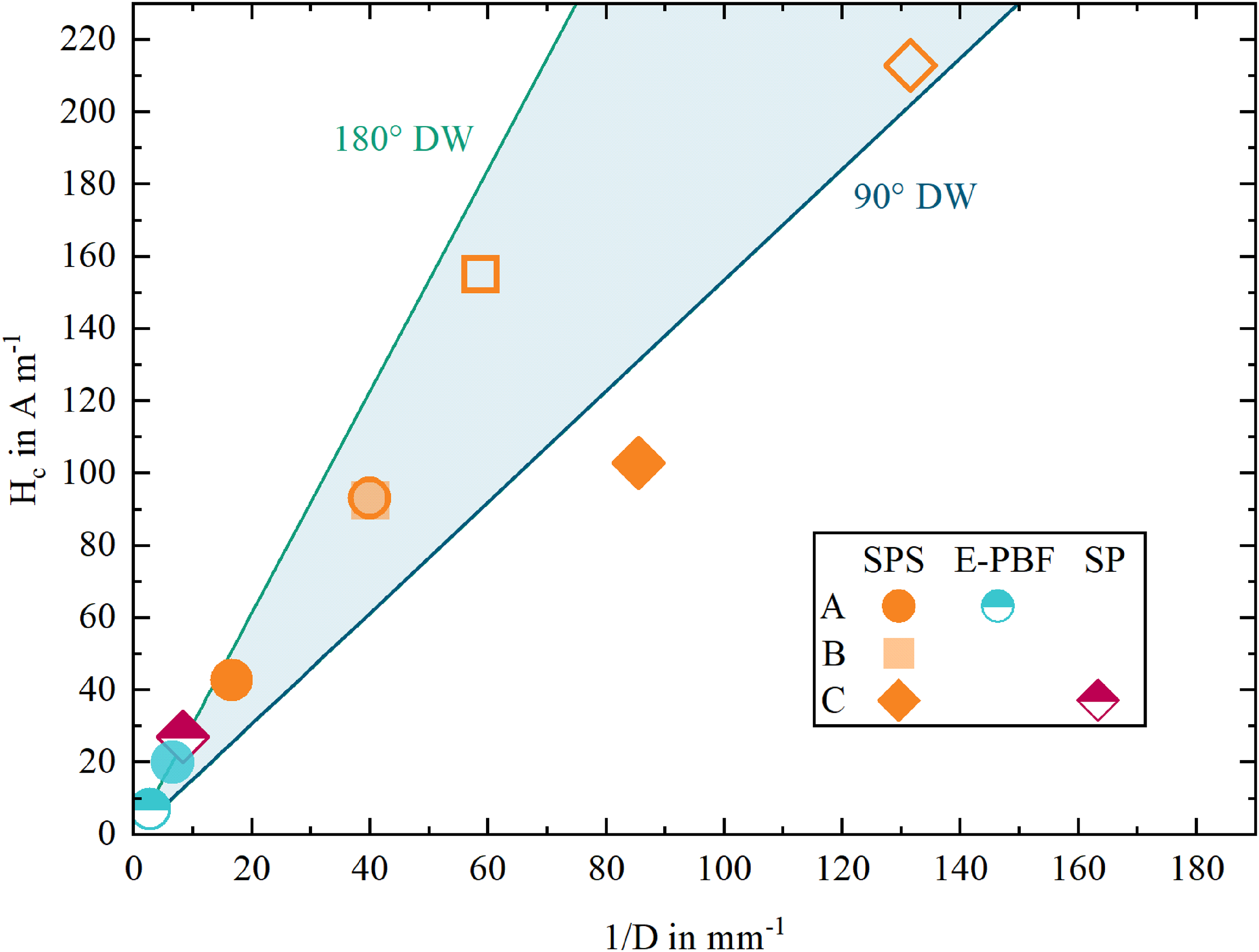
The coercivity as a function of the inverse grain size for all three powders. The A, B, and C powder are indicated with circle, square, and diamond, respectively. As-pressed FAST/SPS toroids are indicated by empty symbols and heat treated by full symbols. As-built E-PBF and SP toroids are shown with semi-open symbols. The upper (180°) and lower (90° domain wall) limit of the coercivity is shown as a guide to the eye. E-PBF: electron beam powder bed fusion; FAST/SPS: field-assisted sintering/spark plasma sintering; SP: screen printing.
Impurity content of toroids prepared from different powders A, B, and C using different manufacturing processes FAST/SPS, E-PBF, and SP.
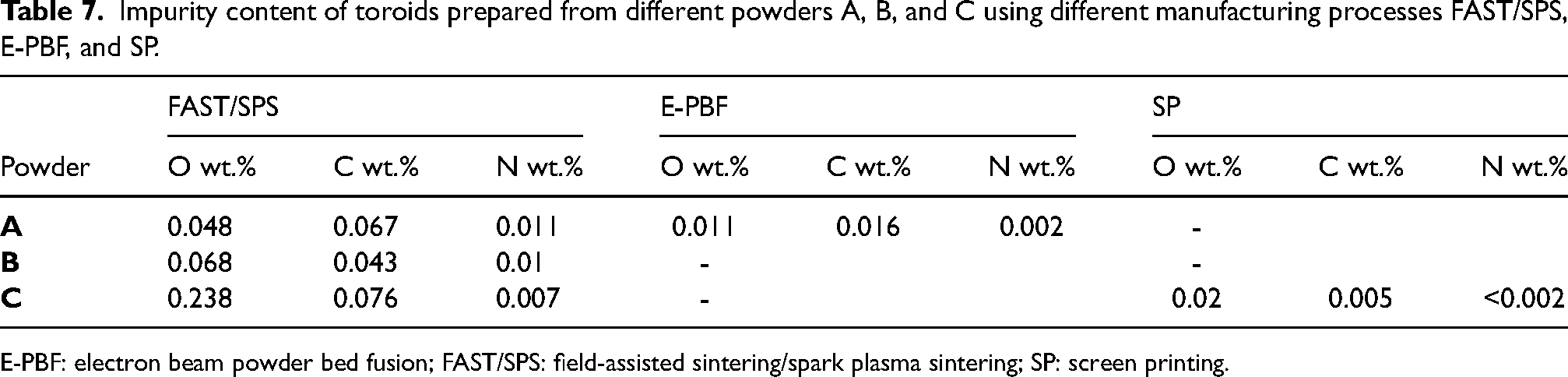
E-PBF: electron beam powder bed fusion; FAST/SPS: field-assisted sintering/spark plasma sintering; SP: screen printing.
An upper and lower boundary for the distribution of coercivity can be calculated as shown in Figure 8. Besides the fine powder C processed by SPS, all measurements are within the given boundaries. Our hypothesis for the deviation of this sample is the uncured dislocation and therefore magnetocrystalline anisotropy changed by the induced mechanical stress.
According to Kneller
16
coercivity is determined by the domain wall energy

The domain wall energy can be calculated for two limits, either 90° or 180° domain walls, according to equations (2) and (3) using the exchange interaction A (A = 10−11 J m−1) 17 and the crystal anisotropy constant K1 (K1 = 22 kJ m−3).


Additionally, geometric constraints of the process must be considered. E-PBF is the method of choice for complex geometries and big parts. But, the resolution limit of the E-PBF process is in the order of 0.5 to 0.7 mm due to larger powders and process. It can provide Fe-6.5Si components with lowest coercivity and therefore lowest hysteresis losses made for DC applications. SP provides also very low coercivity values but process characteristics are completely different. SP is suitable for highly productive fabrication of flat components with limited geometric complexity in the z-direction, for example thin electrical steel sheets. The structural resolution limit of SP is quite low with about 100 µm depending on the sieve (mesh size) and powder particle size. The process has a low cycle time (3 to 5 s) with a variable build-up rate between 5 and 150 μm (depending on the mesh size and the powder loading of the slurry). It is made for mass production with high process reliability especially for thin sheets. Therefore eddy current losses in AC applications can be adjusted by sheet thickness. With FAST/SPS tuning of the soft magnetic component properties is possible in a wide range by variation of powder particle size and heat treatment conditions. Geometry is limited to simple shapes and thin samples of about 0.5 to 5 mm.
Conclusion
The work shows the potential of powder metallurgical processes to manufacture soft magnetic Fe-6.5Si components with superior magnetic properties which cannot be fabricated by conventional techniques. The effect of process and powder on the soft magnetic properties of Fe-6.5Si components is elucidated. As a result, coercivity depends strongly on components microstructure and can be minimised with maximum grain size. Additive processes as E-PBF and SP provide lowest coercivity whereas coercivity can be adjusted in a wide range using FAST/SPS. Furthermore, geometric and economic boundary conditions influence the choice of the most suitable fabrication process.
Footnotes
Acknowledgements
The authors gratefully acknowledge all the colleagues at the Fraunhofer IFAM Dresden who contributed to this research.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Fraunhofer-Gesellschaft (grant number CAPS Elektrobleche (40-00616) Mugra (40-02212) and WeiMag (40-02633)).