
Abstract
This study examines the Metroliner passenger rail trains manufactured by the Budd Company in the 1960s and 1970s. I show that while transportation companies and the government facilitated the development of a high(er) speed rail line and trains, this procurement process was not sufficient for sustaining Budd as a national rail producer. This case study is based on government documents, interviews, news reports, published studies and archival work. The limits to the Metroliner program as industrial policy were based on: (a) company innovative lags; (b) weakness in Budd's industrial profile and endogenous capacities; (c) failures in systems integration and (d) the contradictions of an indirect industrial policy, where companies gain capacities from the state indirectly or insufficiently.
Introduction
Most studies of high-speed rail (hereafter HSR) during the 1960s and 1970s focus on its service aspects. Much less research has examined the producers of HSR locomotives, cars and components. 1 This paper focuses on the Budd Company in its role as prime contractor and system integrator for the US Government's Metroliner program. The paper's principal research questions are: “To what extent was the Budd Company able to capitalize on this procurement as a way to deepen its competitiveness in the passenger rail industry? What factors shaped this outcome?” I argue that while rail companies and the government facilitated the development of HSR service, the procurement process was not sufficient for sustaining Budd as a rail producer.
To begin, I provide a background to the Metroliner program and Budd Company and explain the methodological approach taken. Second, I review historical studies and theories about innovation, industrial change and the integration of new technology. Third, I examine how a firm's endogenous capacities and industrial profile help or hinder innovation. I also analyse the strengths and limits of Budd's ability to integrate systems across firms. Fourth, I show how broader United States (hereafter US) industrial policy involving the military and aerospace industry both helped and constrained the Budd Company's rail operations. The paper concludes by illustrating why these factors internal and external to firms shaped the extent of service and manufacturing success or failure.
Service success, industrial failure
The Metroliner demonstration project emerged as a response to a long-term decline in US passenger rail service. That decline was rooted in a series of changes accelerating after World War 2, which involved “migration of city populations to the suburbs and expansion of (highway and) air service” which “pulled people off the rails”. 2 The Metroliner demonstration focused on the highly-travelled Northeast Corridor (hereafter NEC) extending from Boston, Massachusetts in the North to Washington, D.C. in the South. Ken Ullman, a project manager then at the Commerce Department, stated that the Metroliner program was “all about ridership because it was intended as a market test”. Previously, NEC passenger rail produced “unsatisfactory, disappointing service”. The new program's goal was to assess the effect of significant improvements “in service levels (speed, comfort, amenities, marketing, ticketing, reservation system, etc.) on ridership. The open question was whether the public would respond with indifference or with a “significant ridership increase”. 3
In 1964, Japan inaugurated its high-speed Shinkansen line between Tokyo and Osaka, an event that had worldwide repercussions. In the US, it prompted key actors, such as Senator Claiborne Pell and President Lyndon B. Johnson, to develop legislation for a high-speed demonstration project in the US. In late 1965, Congress passed, and President Johnson signed the High-Speed Ground Transportation Act of 1965 (hereafter HSGTA). 4 The Act “authorized US$90 million [equivalent to 775 million in today's US$] for the creation of an Office of High-Speed Ground Transportation” (hereafter OHSGT), which supported “research, development, and construction of a high-speed demonstration project in the Northeast Corridor”. Initially based at the Department of Commerce, the program shifted to the US Department of Transportation (hereafter DOT) when the agency began operations on 1 April 1967. 5
The Metroliner program eventually brought together several actors. First, the Commerce Department and later DOT were the primary instigators and partial financiers with the government contributing US$11.5 million (equivalent to 99 million today's US$). Second, the Pennsylvania Railroad (hereafter PRR), which owned the tracks and was the largest US passenger rail carrier, agreed to contribute US$44.5 million to the project and to operate the service. Third, a contract of US$21 million was awarded to three builders: the Budd Company, General Electric (hereafter GE) and Westinghouse. 6 Finally, Louis T. Klauder and Associates, a consultant firm populated by rail industry veterans, developed the specifications which were used. 7
According to some transportation professionals, the NEC project was the “sole success story” in US attempts to develop HSR in the twentieth century. 8 One person active in the program described it as “an experiment which was a success with a lot of broken glass along the way”. Ridership increased significantly and the media accepted the program after it brought faster service to the NEC. The Metroliner's service success helped lead to the creation of Amtrak, a quasi-government agency established by Congress, in 1971. Soon thereafter, in 1974, significant funds were appropriated for infrastructure improvements on the NEC. By 1977, even more funds were made available for NEC upgrades. 9
Budd Company as a case study: methodology
This article presents a case study of the Budd Company in the context of its relationships with the government and other firms and economic sectors. I analyse Budd as a multi-divisional firm, with its rail division embedded in the logic and constraints of the privately and publicly funded Metroliner program and other public good sales to mass transit agencies. In 1966, Budd won an order for US$26 million (equivalent to 190 million today's US$) from the PRR for 61 self-propelled electric passenger cars that could reach speeds of up to 257.5 kilometres per hour (hereafter kph) (160 miles per hour (hereafter mph)), for the Metroliner's New York to Washington route. 10 Focusing on Budd allows me to analyse the US government's indirect industrial policies and the ways in which the NEC project was important for promoting industrial development. In addition to diverting “travelers from congested airports and highways … reduction in petroleum consumption”, and improved air quality, HSR “increased economic stimulation via new jobs for construction and operation of the … system”. 11 For Budd, whose rail operations were centred in the Red Lion plant in Philadelphia, the program potentially offered a significant anchoring system to sustain its manufacturing capacity in the longer term. In addition, Budd's fate was important regionally and nationally since Philadelphia was considered the “workshop of the world”, leading the nation in locomotive building and other sectors. 12 Thus, whether Budd survived as a rail manufacturer had broad consequences.
This study utilises an oral historical approach based on interviews with key principals and actors who worked with passenger rail. My principal informant, Robert B. Watson, occupied middle management positions for the PRR in the mechanical department (rolling stock) and operations from 1951 to 1972. 13 Oral testimonies contribute to understanding changes in both business practices and corporate culture over time because “oral history provides more history”. Personal recollections can fill the gaps found in documentary sources. Such recollections do not merely provide “supplementary data but information central to a more complete understanding of core business activity”. 14 Oral history captures the “illusive tacit knowledge that comes from actual experience, reflective thinking and experiential learning”. 15 Companies are part of larger interactive networks and an external division of labour involving users, suppliers and procurement agents, which extend beyond the boundaries of the firm and promote innovation through “co-creation”. Scholars have found that “oral history data … provides particularly rich material for revealing the complexities of the co-creation process”. 16 Oral history can record “hidden voices” and the “experiences of … ‘outsiders’”. 17
As the external division of labour between suppliers (to Budd, for example) and purchasers often involved conflicts, this problem raises the premium on contrasting opinions. 18 Oral history helps here as “personal testimony brings a different kind of history, that of multiple and contrasting viewpoints”, where differences require moving beyond “senior executives and key decision-makers in the higher corporate echelons”. Since alliances and disputes which shape business developments are “often absent from the written documents”, interviews can reveal “a company's overall atmosphere, ethos and business culture: intangibles often absent from paper records”. 19 In sum, “structures are composed of a set of different individuals who consensually decide to make this thing work and understanding that consensus, and the tensions within it … allows you to understand the structure”. 20
Conceptual framework: innovation and systems integration
Why did the NEC program succeed as a service while Budd ultimately failed in maintaining its capacities as a passenger rail manufacturer? Part of the answer to this question involves analysing various forces shaping rail innovation. Competitive requirements and government intervention can accelerate the scope or the speed of innovation. These forces can also produce shocks to companies, such as Budd, where an ability to respond depends on their industrial profile and endogenous capacities, systems integration with other firms and on broader national industrial policy (among other factors).
Confronted with the need to innovate and modernise in the twentieth century, rail manufacturers increasingly came to depend on successful integration with other companies in an industrial division of labour. Even in the nineteenth century, railroads were “a combination of separate technological interventions that had to be molded together”. This interdependency created potential vulnerabilities: “Just as the strength of a chain can never be greater than that of its weakest link, the efficiency and reliability of a system can never be greater than that of its weakest component”. 21 By the mid-1920s competition from other transportation modes placed pressure on the railroad industry to innovate. As one example, suppliers had to choose between improving steam locomotives and furthering the development of diesel-electric engines as faster, “economical motive power” was required. 22 These pressures to innovate shaped organisational structure. Enterprises in industries with relatively stable markets, inputs and production processes made few entrepreneurial decisions. They often functioned with a centralised structure or, by extension, an established way or organising resources. In contrast, “where technology, markets, and sources of supply were changing rapidly, the defects of such a structure became more obvious”. 23 For the rail industry, a lag in responding to diesel locomotive challenges and failure to innovate produced business failure for a number of steam locomotive manufacturers. 24
Despite advantages accruing to manufacturers of diesel rail cars, the post-war “microelectronics revolution” created a new shock to the established industrial order, which required deeper (or different) systems integration capacities. Here closures centred on the non-car-body aspects of design. Trains, automobiles and aircraft became platforms for electronics. Transistors emerged as “switches to replace cumbersome mechanical relays in telephone exchanges and amplifiers to replace the bulky and energy-consuming valve”. 25 A new pattern of innovation, or paradigm, forced the rail industry to relate to new technologies and other industries in novel ways. Carlota Pérez called this and related developments “the age of information and telecommunications”, a technological revolution that consolidated around 1971. It was associated with “high-speed physical transport”, “information intensity”, “knowledge as capital” and networks where “new technologies, industries and infrastructures” were advanced by a given set of “organizational principles”. 26
This new industrial paradigm challenged companies to place a premium on certain capacities. Some passenger rail manufacturers utilised both more endogenous – meaning inherited or internally cultivated – capacities, and others relied on exogenous – newer external, collaborative – capacities to innovate. Firms differ in the capacities they have developed based on the characteristics of founders, their service to heterogeneous markets and historical interaction with other actors in the innovation system. These capacities influence how a company can respond to new technological challenges, 27 and how, in this new landscape, “entrepreneurs re-use core competencies in new industries”. 28 For example, in the technological choice between improved steam engines and diesel-electric locomotives, “the diesel locomotive was … a natural product line extension for General Motors, which had the capability to produce both internal combustion engines and electrical equipment”. 29
The aforementioned innovation shocks can trigger collaboration when companies cannot transcend the limits of their specialised assets or knowledge. This can lead firms to diversification where “entrepreneurs from existing industries combine their knowledge and dissimilar knowledge from other industries or knowledge providers”. Innovations utilising “a high degree of novelty typically rest on the combination of unrelated types of knowledge and are the source for a new industrial development path based on unrelated diversification”. 30 Collaborative knowledge can build on “development pairs” involving competent collaborators among suppliers or procurement agents, where prime contractors can consolidate industrial development of new technology by receiving “follow on” contracts. 31 In sum, a firm may gain advantage with a strong research and development (hereafter R&D) capacity, with presence in multiple markets, and by complementing their endogenous capacities with spillovers and collaborations. 32
The process of systems integration allows companies to integrate endogenous and exogenous elements, such as new technology from suppliers, required for new product development. 33 Insufficient product testing, mismatches among development pairs, failures by suppliers or collaborations without useful knowledge transfers can limit integration involving passenger rail manufacturers. 34 The original integration of activities under one roof prior to a newer “paradigm” mitigated problems found in market exchanges and hazards in collaborating. 35
During periods of rapid technological change, such as during Budd's implementation of the Metroliner procurement, a premium is placed on new financing, innovation and industrial coordination. 36 The federal government's industrial policy and broader conditions had a strong influence on economic outcomes. Yet, in the US, “troubled manufacturing sectors” such as rail “have rarely been the target of comprehensive programs” aiming to revitalise them. 37
Instead, an indirect industrial policy emerged where economic support was provided, but government political risks were reduced. 38 The state engaged in “half measures” – addressed later in this article – and the company relied upon indirect knowledge or resource transfer from financial and market-strong sectors, such as aerospace, auto and defence, via economies of scope. Indirect knowledge or resource transfer occurred when civilian companies in weak sectors tap into strong sectors; that is, industrial or market spillovers. Fiscal constraints limited technological development because companies such as Budd could not always tap into cash-rich sectors and gain spillovers from technical knowledge held by users. 39
The spillovers option had contradictory benefits which influenced production in economic sectors such as rail. On the one hand, military spending combined massive and sustained R&D investment and guaranteed markets for new technologies through procurements – a model of a direct industrial policy. On the other hand, such spending diverted technological and budgetary resources from sectors such as passenger rail. In the US, strong sectors, such as the military, have often had “unlimited” funds for innovation, whereas this was not generally the case for rail producers, unless they found a way to tap into such capacities, which Budd's rail division was not able to sufficiently accomplish. In essence, the relatively small size of passenger rail compared to aerospace, auto and defence sectors in the period treated in this article reflected state industrial policy in the US. 40
An industrial profile of the Budd Company
Budd Company was established in June 1912 by Edward Budd, “a skilled machinist and industrial supervisor”, with other key technical workers. They migrated from Hale & Kilburn Company, a maker of passenger railcar components where Budd was the manager of production operations. The founders’ vision was to convert automobile cars from wood to all-steel construction as cars then had metal skins cosmetically attached to a wooden frame. 41 Budd's distinctive contribution was recognising “the possibilities in the application of pressed and welded sheet steel to create vehicle bodies before anybody else”. In doing so, Budd “first drew upon” welding innovations. 42 The company founder was also a significant inventor, “receiving more than one hundred US patents for such items as the all-steel automobile body, railway car seats, sleeping car berths, steel wheels and hubs, airplane components and welding equipment”. Budd graduated from being “a machinist's apprentice to a captain of industry and turned a miniscule metal shop into the largest manufacturing enterprise in Philadelphia”. During its history as a railcar manufacturer, Budd builds many famous trains, including the well-known (and for their time, high-speed) Zephyrs, Rockets, Super Chief and Silver Meteor. 43
Budd's innovations in structures and metal bending created not only opportunities and openings, but also closures. As business historians have argued, “particular design choices both open up particular developmental routes or trajectories, and simultaneously constrain other choices”. 44 The openings could be seen in how Budd revolutionised body design, increasing train speed through reductions in the weight of railcars. While the competition was “thinking locomotives”, Budd was “thinking weight of structures”. 45 The closures related to Budd's failure to adapt to technological modernisation requirements beyond car bodies and related dependency on external actors’ specifications.
This background helps frame Budd's (and its suppliers’) strengths and weaknesses and informs how these factors influenced Budd's ability to survive as an industrial supplier. Turning first to strengths, Budd produced the first all-stainless steel vehicle in 1934, the Pioneer Zephyr a great commercial success which gained an international reputation, notably in Japan. In developing high-speed Bullet Trains for their Shinkansen line, Japanese National Railways entered into a technical agreement with Budd from 1958 to 1985, which included technology transfer of “the design technology of stainless steel vehicles” as well as technologies related to plastic working technology, welding and quality assurance. Japan became “a country of stainless-steel railway vehicles”, with three-fifths of such vehicles “in almost all prefectures … made of stainless steel”. 46 In addition, the Bullet Train's propulsion “was provided by overhead wires using alternating current developed by George Westinghouse [Westinghouse Electric Corporation] … and dynamic brakes pioneered by Electro-Motive [Corporation]”. 47 Despite contributions to the Shinkansen, Budd's capacities and contributions to both US and global HSR were generally limited. The company's post-war “R&D was focused on disc brakes (for freight cars), air spring suspension and rail diesel cars (RDCs)”. While acknowledging that “Budd was known for its light-weight construction”, in fact, “its car weights far exceeded that of any other HSR vehicles”. Ultimately, while “light weight construction was and is key to all HSR vehicles”, for the Metroliner program “Budd had neither the experience nor the latitude of design to go in that direction in the time allowed”. One potential reason was that the PRR was “quite leery of such adventures into light weight car construction”. So “the best the US had to offer were the series of foreign light weight experimental [trains] and the PRR/Budd ‘Tubular Train’ which was another heavy misfit”. 48
The limited supply capacities in Budd's manufacturing shops during the period of the Metroliner procurement also constrained its ability to service demand. Watson said Budd had problems effectively fulfilling the Metroliner contract because of “the amount of business that they had in the shop at the same time”. James T. Miller, the General Manager of the company's Red Lion Plant, was active on the Metroliner program from the beginning of the bid process and some view him as bearing “a lot if not all of responsibility for the problems of that contract”. Miller and the Budd Company were under severe constraints because of three other significant contracts that similarly engaged its suppliers, competing with Metroliner work. At the same time, Budd underbid its contracts, creating cost pressures. 49 These supply constraints were based on Budd's “metal bending” profile and limited resources for integrating new technology. While Budd had electricians, they did not have a lot of employees well-versed in electronics. 50 Budd added 15 engineers with skills in electrical engineering, structures and test engineering, but even then was forced to utilise “perhaps one-third” of staff from the larger company's products development division. 51
Ultimately, failures to build on its early record of innovation in railcar manufacturing hurt Budd the most. Watson and other informants argued that the Metroliner program just delayed Budd's likely demise as a railcar manufacturer. As Watson said, “the cars that were being built” followed almost a routine in which they were “copies of the last edition with a shinier surface or something”. 52 Russell Jackson, who worked at Klauder and Associates, describes Budd almost as a low-tech, assembly operation. Budd's core capacity was in the railroad business but their capabilities originally designed to serve railroad cars were not very sophisticated. When they built railroad cars, they purchased the trucks from General Steel Castings when these were “a standard product”. Budd not only built the car bodies, but also purchased the light fixtures, electrical outlets and other components. Electrically, these trains were not very complex and not technically sophisticated even compared to low-speed subway vehicles. For example, another rail firm that often cooperated with Budd used to say, “the Budd Company's idea of electricity in a sleeping car was the lights and the razor outlet”. 53
Jackson explained how Budd's limited innovation capacities generated costs and led Budd to lose millions of dollars on the Metroliner contract. The company performed the contract “without sufficient engineering background”. So, despite, or because of being reduced to a “low-tech” company, Budd tried to make “a quantum leap … It was like trying to leap from a DC3 to a 707 without having the knowhow and knowledge and experience of the intermediate designs”. Budd lacked the knowledge of how to manage pneumatic and electrical systems: “They just didn’t know that part of the market. And we wondered at the time, ‘why didn’t they go out and hire some people?’ But, they never did, until almost [at] the very end”. The basic problem was that “Budd … and the suppliers did not have the basic engineering know how”. 54 In short, the company lacked key technical capabilities which the new paradigm required for long-term competitiveness in the transport industry.
Nonetheless, Budd achieved some success in systems integration by developing four test cars for the NEC demonstration, “dubbed T-1 through T-4”, which ran on a track in New Jersey starting in the fall of 1966. T-1 measured and recorded “the interaction between the pantograph and the catenary at high-speed”. T-2 “measured track geometry, while T-3 provided enough power to meet the performance requirements”. T-4 measured truck performance and ride quality. 55 These cars performed “valuable work in setting the stage for track geometry measurement and the study of pantograph–catenary interaction, both of which became more important than may have been originally recognized”. 56 Yet, James T. Miller, the Red Lion manager who was Vice President and General Manager of Budd's Railroad Division, explained that these “four high-speed … test cars were modified commuter cars”. They “did not have the highly complex control systems being used in the production cars”. He emphasised that “these four test cars were not [italics added] prototypes of the Metroliners”, but instead were designed “to demonstrate that travel at 150 miles per hour [241 kph] on the 21-mile [34 kilometer] test track was possible”. Miller also noted the iterative nature of the design process as Metroliner designs were “subjected to hundreds of changes, formulated in more than 100 engineering meetings among representatives of the Government, the railroad, the Budd Company, and its major suppliers”. 57
Here, then, is a central point of my analysis. The “Metroliners were considerably more complex than any previous self-propelled car”, 58 yet despite greater complexity in car design, Budd failed to develop production prototypes (design and production perfected in a small number of cars before mass production) rather than railcar test prototypes (some design and interface features perfected, often leading to ad hoc fixes). 59 Rather than building prototypes “to iron … out” problems, “development and production were combined in one step”. The Metroliner tried to introduce “new technology too fast” in a period when “revolutionary designs” meant producing “cars … that had never been built before”. The combination of development and production created a “hybrid” form of “development” that caused “poor reliability and increased maintenance costs”. 60 Each Metroliner had “approximately 3,000 electronic components”, which required “a high level of maintenance to prevent equipment failure”. 61 The design involved increased pantograph contacts with the catenary, and close spacing of these contacts, which created difficulties in maintaining good electrical current collection at higher speeds. The associated wiring system compounded system integration challenges. 62 As late as April 1970, over a year after the first cars entered service on 16 January 1969, the PRR informed the Secretary of Transportation about two additional test cars to fix problems retrospectively in other cars. 63 Only 34 cars were so fixed. 64
Another indicator of Budd's declining fortunes in the railcar industry at the time of the Metroliner procurement is that they were unable to garner significant additional contracts. While Budd won orders for 492 Amfleet I cars for US$192 million in 1975 (equivalent to 806 million today's US$) and later an order for 150 Amfleet II cars for US$150 million in 1980 (equivalent to 424 million today’s US$), these did not overcome the Metroliner program's limits. Having their own propulsion system, Metroliners involved more technological sophistication, whereas Budd's Amfleet cars were simply pulled by an external locomotive. 65 Budd did not produce locomotives and was further alienated from the potentially highly profitable value-added segments (see more below). Moreover, the Metroliner contract did not generate any export orders, a key criterion for success in HSR trains. 66 Innovation can pressure firms to collaborate, but for Budd, systems integration was limited by problematic partnering with GE and Westinghouse. Dr Robert Nelson, Director of Transportation Research at the Commerce Department, played a key role in deciding to use these two companies to supply propulsion systems. According to Ullman, Nelson's rationale was that “the government wanted to insure that there were two viable suppliers going forward”. 67 Yet, as Watson explained, the most significant problem that Budd had “was the interfaces with all their various suppliers”. For example, the GE and Westinghouse propulsion systems were “not developed to work together as well as they should have been”. 68 Just as Budd had a low-tech profile, similarly “at General Electric and Westinghouse, a lack of experience in HSR passenger technology led designers to seriously underestimate the challenge of incorporating state of the art electronics into a passenger train that would have to operate over infrastructure designed in the 1930s”. 69 Budd had historically “depended on GE or Westinghouse to provide a propulsion system for their cars that would work, and they always did”. The company assumed “it would happen again, even though [Metroliners were] a totally different type of a car”. The novelty of new electronics technology created a problem for the suppliers and this affected Budd. Here is another example: Westinghouse's cars represented one of the first applications of phase control thyristor propulsion systems. This created “big problems with electrical interference with the control circuits of the thyristors”. After they discovered this problem, “they just shut down completely, took their cars off the property, went back and redesigned their circuits in Pittsburgh before they came back”. Meanwhile, “GE thought they could ride to the rescue and fill the gap and get things moving, but they found they just had a big a problem – not the same problems – just as many problems as Westinghouse had”. 70 In other words, Budd found major railcar supply partners with GE and Westinghouse, yet those two corporations turned out to have their own significant deficiencies in dealing with the new industrial paradigm.
In sum, in the first half of the twentieth century, the Budd Company produced a number of major innovations for the railway industry both in the US and worldwide, such as lightweight, shot-welded car bodies. Japanese National Railways applied this technology in developing the Bullet Train. But, for a number of reasons, especially an orientation to an earlier innovative paradigm and the compressed schedule on which Metroliners were produced, Budd was unable to sufficiently build upon and add to its earlier innovations. Instead, it produced railcars based on relatively old technology. To make matters worse, Budd was obliged to integrate GE and Westinghouse electronics and propulsion technology that was very flawed. The end result was that Budd failed to gain the domestic or international follow-on contracts needed to sustain itself in the railcar manufacturing sector.
The limits of US indirect industrial policy
I now apply three approaches to analysing the Metroliner program in the context of US industrial policy. First is a comparison of that program to foreign equivalents. The Japanese and French had a national industrial policy to support their passenger rail industries. The Japanese built “a whole new railroad” to create their high-speed train service: “it was a bigger project for the nation”. In France, there has been centralised government control over the transportation system. 71 In contrast, the US government prioritised military-industrial policy. During the four years when Budd produced Metroliners, 1967–70, federal expenditures for Defense Department R&D totalled US$30,681 billion. 72 Furthermore, as previously noted, the US Metroliner HSR program was implemented far too quickly: “where the American effort far outpaced the other nations was in its implementation speed”. The French TGV program developed its “prototypes over a decade” and the German magnetic levitation program lasted decades, but “the Metroliner went from being a policy proposal to entering revenue service in under four years”. 73 Robert G. Flannery, vice president for operations of Penn Central Transportation Company at one point linked the speed element to pressure from the Johnson Administration to have the system up and running before the 1968 elections. 74 In contrast, the Japanese fully worked out bugs after five or six years before putting trains in service on the Shinkansen Tokyo-Osaka line. 75
Second, R&D investments by railroads for their passenger operations were either too limited in scale and/or too remote to help sustain Budd as a rail manufacturer. From 1950 to 1960, the total net investment by the railroads in road and equipment property by Classes I and II line-haul railroads and lessors was US$6.935 billion. 76 A 1961 study noted railroads made US$14 billion (equivalent to about $106 billion in today's US$) in new capital improvements after the war. Productivity increases driven by research projects included a rail “laboratory and research center”, which worked on various projects including “continuous welded rail” and “alloys for lightweight car construction”, that is, areas of technological synergy between freight and passenger service. While some post-war innovations were explicitly aimed at passenger service, 77 in general, a “long hiatus” in rail R&D made it difficult to assimilate advanced technology of the 1960s and 1970s. 78 In the years before the Metroliner program, major rail producers, “in the face of an increasingly bleak market for passenger trains, had done little to modernize their pre-war designs”. 79 A 1971 study found “the railroads invested much money in passenger equipment” in the late 1940s and early 1950s, but “it was all of the low-capacity type found to be obsolete even then”. 80 Prior to the creation of Amtrak (in 1971), passenger rail services were run by private railroads which had lost money since 1950. In 1967, the PRR “spent one dollar and twenty-four cents for every dollar that a passenger spent for his ticket”. While “the Penn Central had considerable investment in its passenger service … this investment was not paying off”. 81 Efficiency improvements “seemed to do little more than slow” railroads’ decline in both passenger and freight services, despite their “best efforts” at modernisation. 82 After the Penn Central Transportation Company was formed in 1968, it “was losing US$100 million [equivalent to 780 million today's US$] each year on passenger service”. 83
Third, the demands of introducing new technology, such as electronics – related to the new production paradigm – also led Budd to greater dependency on external suppliers who grabbed a greater share of profit from Budd. In 1970, President Philip Scott noted the limits to the firm's endogenous capacities based on industry changes: The railcar business was founded and based on Budd's success as a producer of mainline, long-haul passenger trains in which a majority of the costs were represented by the Company's own designs and manufacturing and assembly operations …This market has disappeared. Today, the cost of outside supplied items, principally the electrical components and subassemblies we must buy from others, runs in excess of 70 per cent of the total costs of the self-propelled transit cars and commuter cars in today's market.
These developments meant the company's “design, engineering and tooling costs had to be amortized by just 30 per cent of the cost of each unit”. Budd was also vulnerable to disruptions from its suppliers, as with GE, which had a strike at the time of Scott's announcement, delaying Budd's railcar production. 84
Rushed production of the Metroliner, decades of limited R&D investment and inability to keep up with the demands of a new production paradigm – these three factors led Budd in the 1970s to “seriously [consider] selling the Railway Division”. Division sales had fluctuated from only 1 per cent to 13 per cent of Budd's total annual sales during the 1966–69 period. Scott noted that in each of these years, the Railway Division had a loss and the company would emphasise expansion serving the automobile business. Budd was “reported to have lost US$26 million debugging the [Metroliner] cars after delivery”. 85 Larry E. Salci, who became President of the Budd Transit Group in July 1982, said that Budd lost twenty million dollars on the Metroliner contract, leading managers to vow that they would “never again” be “the prime contractor for the construction of a similar vehicle”. 86 Budd's two suppliers also suffered by not having a sufficient supporting R&D program to launch a new generation of systems. 87 While Budd did not decide ultimately to get out of railcar manufacturing in the early 1970s, the fact that they seriously considered doing so shows just how little the Metroliner contract contributed to their sustainability in this sector. 88
An important reason why past rail investments did not help Budd was because US indirect industrial policy was aimed primarily at providing a transportation service rather than sufficiently funding railcar producers at the scale necessary for entering a new production paradigm. The US government adopted a “free market orientation” in contrast to more state interventionist countries such as France. The Metroliner program “was created mainly to prevent the total demise of passenger rail, so Metroliners served only as somewhat faster trains than their predecessors”. As “a demonstration project” with a delimited geographical and time horizon, the Metroliner program did not require significant government investment. This points to a larger industrial policy problem that passenger rail faced: namely, the absence of a substantial government R&D program to support the industry. Financing for the railroad industry was primarily private, except for funds related to safety-related R&D, which meant no funds were available to remake the industry as a whole. The Federal Railroad Administration, created in 1966, supported improvements in passenger trains, but long-term programs went nowhere because there was a small market, little funding and “no one pushed for it”. 89 The scale of funding can be seen in Table 1.
High-speed ground transportation: program allocation of funds, FY 1966–71.a
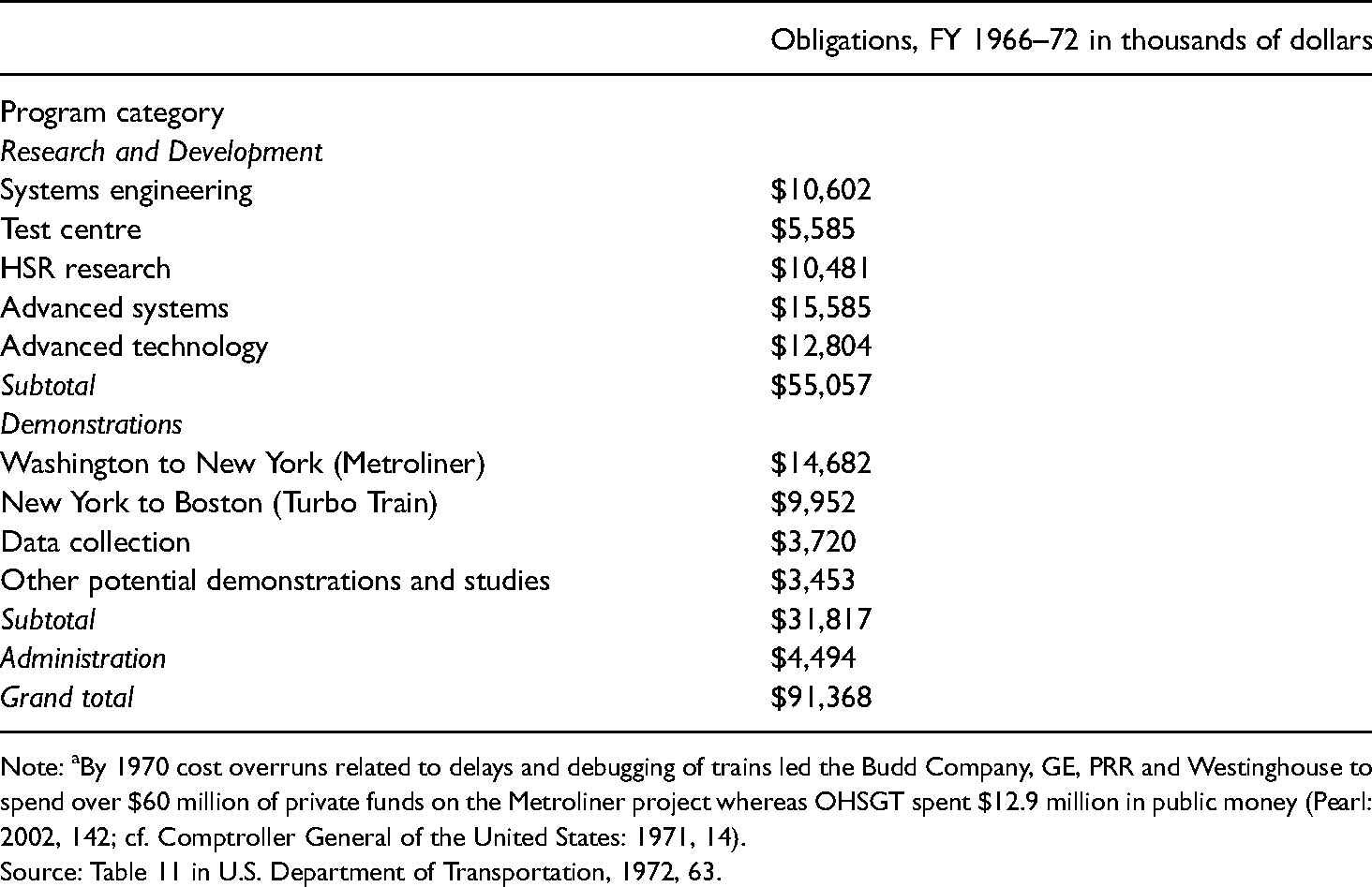
Note: aBy 1970 cost overruns related to delays and debugging of trains led the Budd Company, GE, PRR and Westinghouse to spend over $60 million of private funds on the Metroliner project whereas OHSGT spent $12.9 million in public money (Pearl: 2002, 142; cf. Comptroller General of the United States: 1971, 14).
Source: Table 11 in U.S. Department of Transportation, 1972, 63.
In contrast to passenger rail, other industrial sectors in the US were prioritised or supported by a generous industrial policy. In 1961, company-financed R&D investment was US$6.2 million (equivalent to 47 million in today's US$) for railroad carriers, US$15 million for railroad equipment manufacturers and US$379 million for aircraft and parts suppliers. In the 1960–62 period, the share of R&D to sales was only 0.06 per cent for railroad carriers and 1.7 per cent for railroad suppliers (based on company funds), but 24 per cent for the aircraft and parts manufacturers (with 2.4 per cent company funds and 21.6 per cent government funds). Full-time equivalent R&D scientists and engineers per 1,000 employees were 101 in the aircraft and missiles sector, 52 in electrical equipment and communication, 48 in professional and scientific instruments but only 16 in motor vehicles and other transportation equipment. 90
While indirect industrial policy mostly hurt US railroads, in one limited, short-term instance term spillover from the aerospace industry helped Budd solve some of its Metroliner problems. Specifically, John Marchetti, a scientist with an electrical background and product of the aviation industry and Cold War military–scientific complex tied to the Massachusetts Institute of Technology near Boston, 91 worked with Watson, Ullman and DOT consultants in the development of retrofits for Metroliners. Initially, he served as a consultant to Budd, “but then Budd hired him directly”. Though he “was a generalist”, Marchetti had strong credentials in instrumentation and was able to implement test programs to measure and record specific performance elements to guide the retrofit program with real-world data. 92 Marchetti provided critical electrical and electronics expertise that Budd lacked and, thereby, was able to solve many of the problems the company faced in fulfilling its procurement contract with the government.
In the long term, however, this small spillover from the aerospace industry was too little, too late, to offset the much larger problems Budd faced, including the limited size of the intercity rail and intra-city passenger car market. The Metroliner procurement was itself relatively small scale, although Watson argued that, to the extent that the program provided a market and a stimulus to innovation, it prevented “Budd from [folding]) quicker than [it] did”. 93 In the transportation sector, bus, rail, air and other public transportation services amounted to “a small part of the overall passenger transport market”, which has been dominated by automobiles. 94 Even after the end of the Metroliner program, automobiles dwarfed the passenger rail sector (Table 2). While in 1947, railroads captured 65.3 per cent of intercity freight traffic and 65.7 per cent of for-hire inner-city passenger traffic, by 1960 that decreased to about 43.8 and 27.7 per cent, respectively (estimate). During this time span, railroads’ revenue passenger miles decreased from 46.7 billion to 21.6 billion. Similarly, subway orders, while in the hundreds compared to Metroliner orders in the dozens, were part of a boom–bust cycle. Prior to the Metroliner contract, Budd's 600 subway car order was the firm's only railcar contract during the 1960s and the company argued its engineering staff was larger than could be sustained by the market. 95 In short, Budd's supply system was constrained by the too-small intercity passenger rail market and a much stronger, more competitive automotive, trucking and air transport market.
Number of new vehicles delivered annually: 1971–80 average.
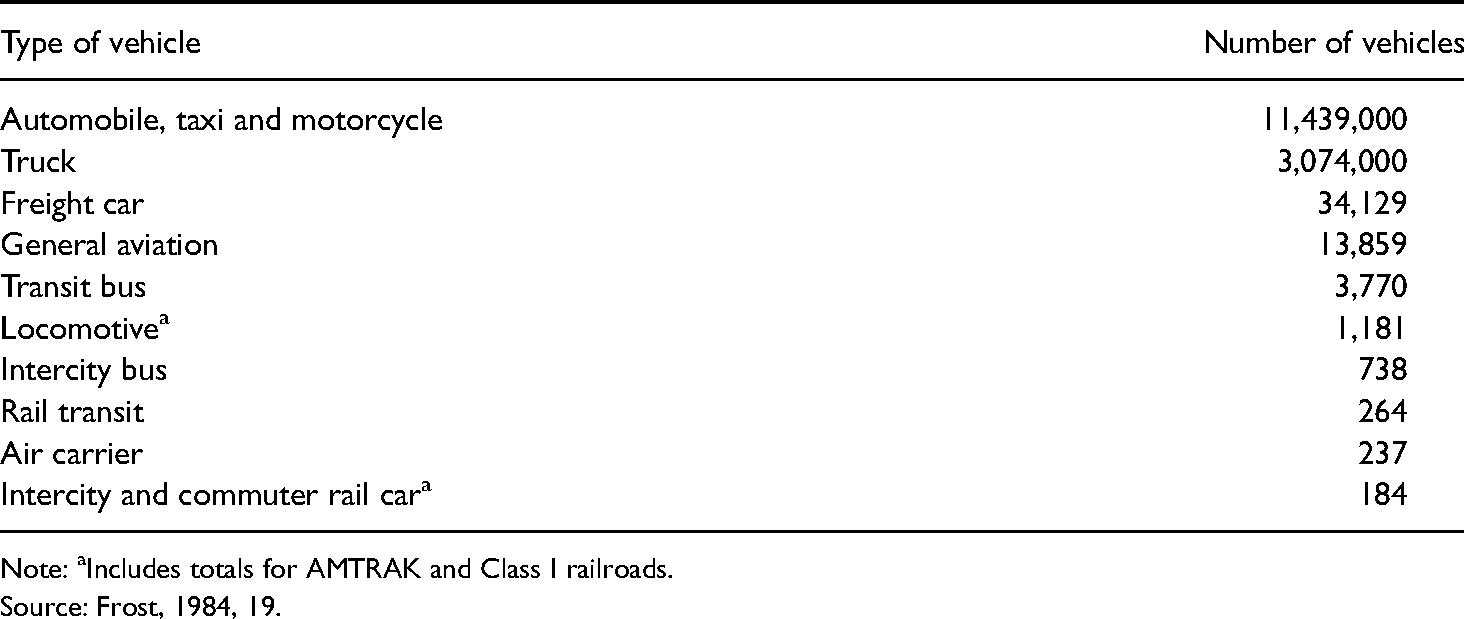
Note: aIncludes totals for AMTRAK and Class I railroads.
Source: Frost, 1984, 19.
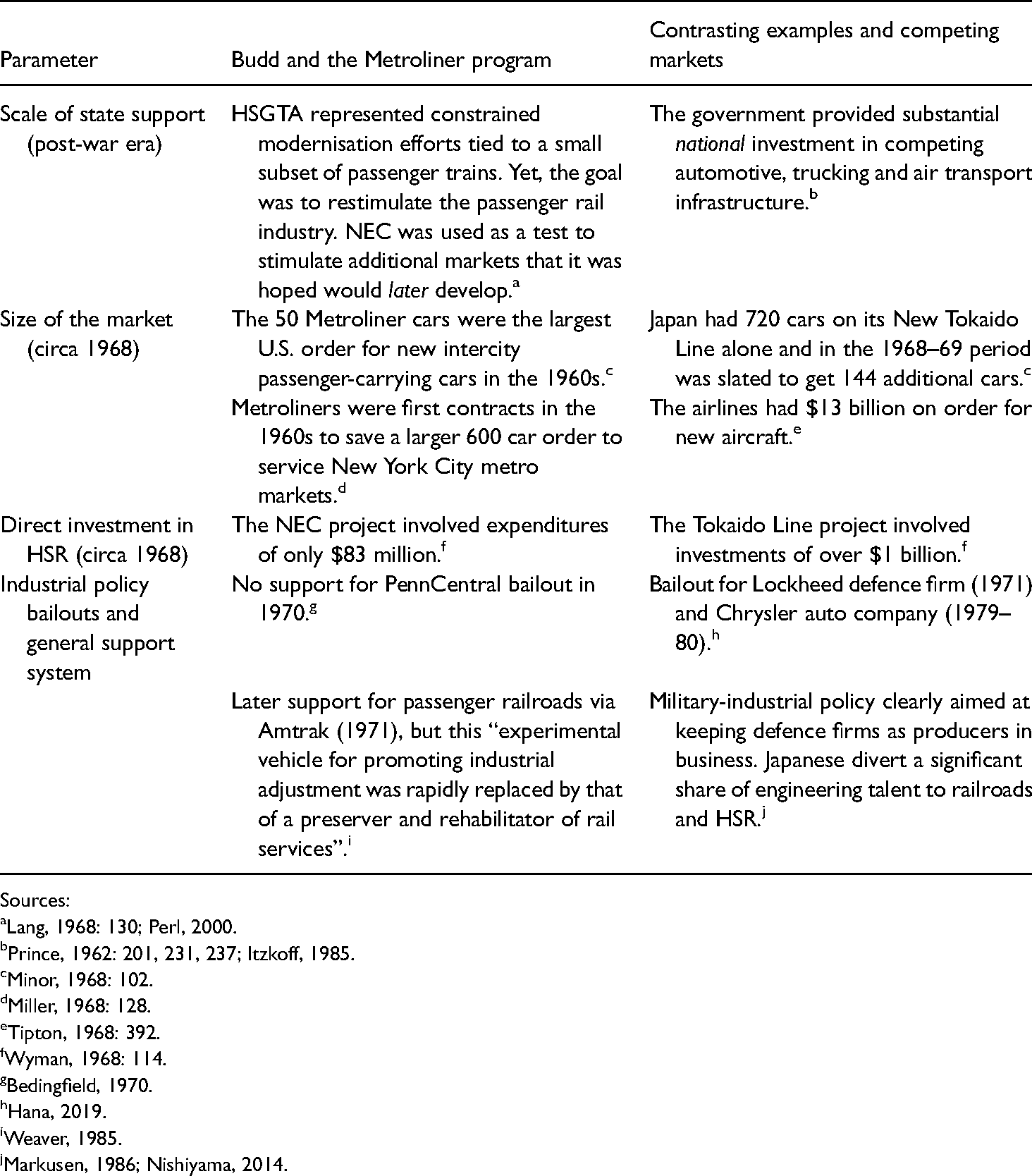
These market constraints were created by US industrial policy, wherein the government provided substantial national investment for auto, air, aerospace and the military. 96 Consider, for example, that the OHSGT's initial budget was “an inadequate sum” for meeting necessary innovation challenges. 97 From its founding in 1971 to 1987 (Budd's last year of rail operations), Amtrak's operating funds totalled about US$7.310 billion (in current dollars). In contrast, the Pentagon's R&D budget (total obligation authority) over this same period totalled about US$2.696 trillion (in current dollars). 98 The indirect industrial policy helped passenger rail displace local air and highway competitors (Table 3), but this expansion could hardly compensate for longer-term decline of the national passenger rail industry (Table 4). These declines reflect the advancement of competing automotive and aerospace/military-related sectors favoured by the US Government. The ways in which industrial policy constrained the Metroliner program compared to alternatives are summarised in Table 5.
Washington–New York/Newark city–pair passenger trips by year.a
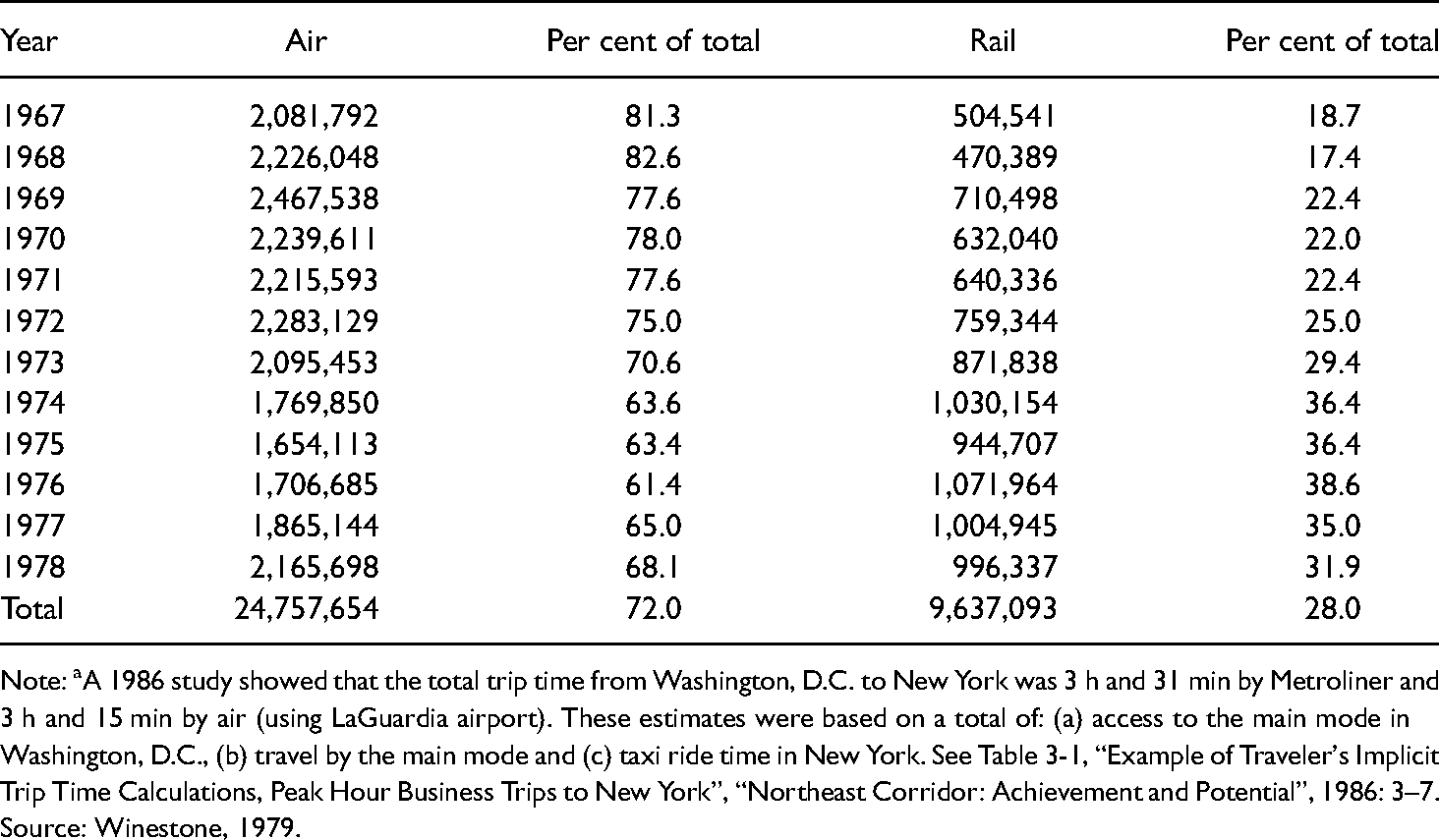
Note: aA 1986 study showed that the total trip time from Washington, D.C. to New York was 3 h and 31 min by Metroliner and 3 h and 15 min by air (using LaGuardia airport). These estimates were based on a total of: (a) access to the main mode in Washington, D.C., (b) travel by the main mode and (c) taxi ride time in New York. See Table 3-1, “Example of Traveler's Implicit Trip Time Calculations, Peak Hour Business Trips to New York”, “Northeast Corridor: Achievement and Potential”, 1986: 3–7.
Source: Winestone, 1979.
Passenger miles by mode, in billions, selected years: 1955–70.
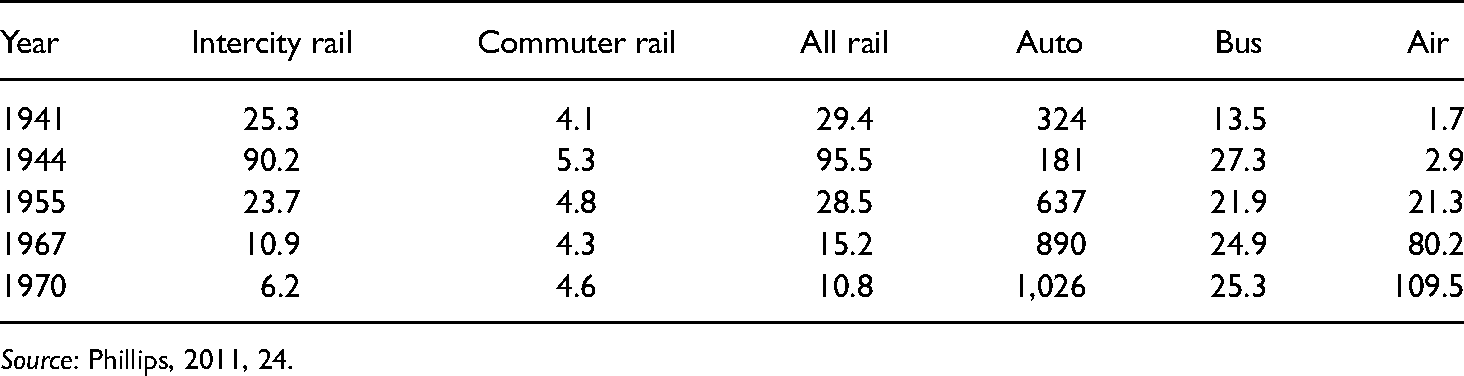
Source: Phillips, 2011, 24.
Parameters for assessing the relative limits of Metroliner investments or supporting industrial policy regime.
Sources:
Lang, 1968: 130; Perl, 2000.
Prince, 1962: 201, 231, 237; Itzkoff, 1985.
Minor, 1968: 102.
Miller, 1968: 128.
Tipton, 1968: 392.
Wyman, 1968: 114.
Bedingfield, 1970.
Hana, 2019.
Weaver, 1985.
Markusen, 1986; Nishiyama, 2014.
Conclusions
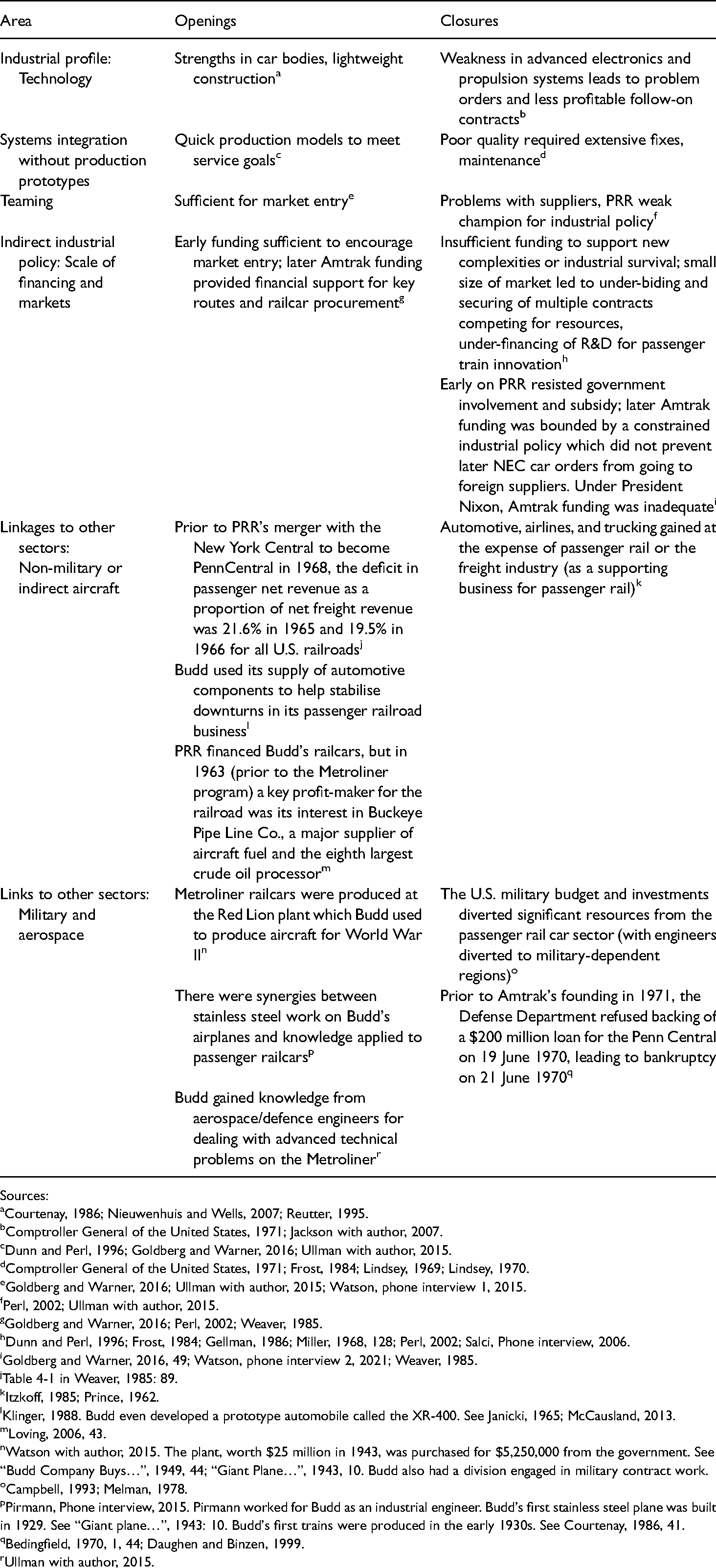
The trade-offs associated with the Metroliner project and the absence of a robust, direct US industrial policy led to service success, but production failure. Table 6 illustrates how indirect industrial policy was associated with both openings and closures. Marchetti's role shows one way Budd could have succeeded with higher-value-added advanced technology. Yet, he was the exception that proved the rule. For Budd to have remained as a successful railcar manufacturer, they would have needed dozens of Marchettis and a larger market to sustain innovations. Indirect industrial policy, automobilism and President Johnson's attempt to combine “guns and butter” could not accommodate that. Billions went to the Vietnam War and extending defence firms’ innovative capacities, but only tens of millions for the Metroliner program. Nevertheless, Budd did help launch Metroliner service and diligent professionals such as Marchetti, Ullman and Watson, among others, helped promote this outcome. 99
Summarising openings and closures for Budd associated with indirect industrial policy.
Sources:
Courtenay, 1986; Nieuwenhuis and Wells, 2007; Reutter, 1995.
Comptroller General of the United States, 1971; Jackson with author, 2007.
Dunn and Perl, 1996; Goldberg and Warner, 2016; Ullman with author, 2015.
Comptroller General of the United States, 1971; Frost, 1984; Lindsey, 1969; Lindsey, 1970.
Goldberg and Warner, 2016; Ullman with author, 2015; Watson, phone interview 1, 2015.
Perl, 2002; Ullman with author, 2015.
Goldberg and Warner, 2016; Perl, 2002; Weaver, 1985.
Dunn and Perl, 1996; Frost, 1984; Gellman, 1986; Miller, 1968, 128; Perl, 2002; Salci, Phone interview, 2006.
Goldberg and Warner, 2016, 49; Watson, phone interview 2, 2021; Weaver, 1985.
Table 4-1 in Weaver, 1985: 89.
Itzkoff, 1985; Prince, 1962.
Klinger, 1988. Budd even developed a prototype automobile called the XR-400. See Janicki, 1965; McCausland, 2013.
Loving, 2006, 43.
Watson with author, 2015. The plant, worth $25 million in 1943, was purchased for $5,250,000 from the government. See “Budd Company Buys…”, 1949, 44; “Giant Plane…”, 1943, 10. Budd also had a division engaged in military contract work.
Campbell, 1993; Melman, 1978.
Pirmann, Phone interview, 2015. Pirmann worked for Budd as an industrial engineer. Budd's first stainless steel plane was built in 1929. See “Giant plane…”, 1943: 10. Budd's first trains were produced in the early 1930s. See Courtenay, 1986, 41.
Bedingfield, 1970, 1, 44; Daughen and Binzen, 1999.
Ullman with author, 2015.
Increased government investments in HSR R&D and service extension would have helped Budd, as such supply-side innovation programs and demand-side market growth would enable a locally based rail manufacturer to produce “green jobs”, that is, electrified rail systems that displace automotive and air traffic. Yet, the history of Budd shows why such proactive industrial policies while necessary, may be far from sufficient. First, the manufacturing firm may have an industrial capacity, competencies and system integration capacity which lack the requirements of the current industrial paradigm. In Budd's case, capabilities also became delinked from higher value-added segments which sustained the manufacturing commitment to the sector. Second, lagging competencies can be overcome by learning through (a) “trial and error” or (b) the complementary capacities gained from collaborators. Both options (a) and (b) did work for Budd, but not sufficiently well to sustain a long-term manufacturing commitment. Option (a) was constrained by the government's short-term planning horizons. Option (b) by the constraints of domestic manufacturing firm collaborators themselves, even though the external technical representatives of the railroads, government and outside experts did help Budd. In other rail manufacturing cases, mass transit firms compensated for these weaknesses by being defence contractors (with access to technologies linked to the new innovative paradigm) and also learning from interactions from users who were transit agencies with in-house engineering staff. A direct industrial policy might consider all these factors, build on a company's strengths, and help compensate for weaknesses. For example, in the post-Vietnam War era, certain government innovative programs encouraged new firm entry into rail passenger transport by defence firms such as Boeing Vertol. Advanced military engineering skills and technologies were converted to service passenger rail manufacturing. Yet, in this case, government policy focused on inner-city subway and light-rail systems (as opposed to inter-city HSR). In addition, this small-scale rail manufacturing industrial R&D policy while successful in the short term, again could not compete with military markets as the firm exited the transit sector. 100 Finally, the way Budd and its industrial partners did sustain themselves as manufacturers, by developing bridges and economies of scope with dominant aerospace, automotive, defence, and other sectors, provides us with clues for how one could rebuild a transportation sector with no dominant national champions.
Footnotes
Acknowledgments
The author would like to thank Robert B. Watson, Kenneth B. Ullman, and various persons who worked for the Budd Company for their help on this research project. He also thanks Dr. Tetsuo Uzuka, General Director, International Division, at the Railway Technical Research Institute of Japan. Two anonymous reviewers and the journal editors provided excellent suggestions.
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author received no financial support for the research, authorship and/or publication of this article.