
Abstract
Large volumes of plastic waste and construction and demolition waste (CDW) are generated globally. While the mechanical recycling of plastics often results in deteriorated material properties and the formation of polymer blends, the fine fraction of CDW lacks viable applications. This study addresses both challenges by converting these waste streams into valuable composite materials. Two CDW-derived fine fractions were examined: a mineral fraction composed of concrete and brick materials sourced from a demolition site, and a mixed CDW side-stream from a waste treatment plant containing concrete, ceramics, bricks, asphalt, gypsum, glass, plastics, and wood, with organics removed before filler processing. Both materials were subsequently ground into three particle sizes (∼74–85 μm, 18–19 μm, and 9–13 μm), yielding six distinct filler materials. These fillers were then incorporated into a heterogeneous plastic waste matrix (LDPE/HDPE/PP/PET; 35/35/20/20 wt%) at various loadings (1, 2.5, and 5 wt%), to assess the influence of particle size, filler content, and material characteristics on the overall reinforcing performance. The resulting composites, regardless of filler type and loading, exhibited an approximately 50% reduction in the standard deviation of tensile properties. Mechanical testing further revealed that reducing the particle size enhanced the mechanical performance of the composites, yielding up to an 11% increase in tensile strength and a 7% increase in elastic modulus. CDW-based composites also outperformed commercial nanoclay, which suffered from severe agglomeration and weak interfacial bonding with the recycled matrix. These outcomes demonstrate that CDW-origin fillers hold potential as reinforcing fillers for various polymeric applications.
Keywords
Introduction
Urbanization, population growth, and economic development have significantly increased raw materials consumption and waste generation. 1 Plastics represent one of the largest global solid waste streams, reaching 360 million metric tons per year, yet their effective mechanical recycling remains challenging and often yields materials of reduced quality.1–3 Meanwhile, construction and demolition activities contribute approximately 35% of global solid waste and produce substantial quantities of fine inorganic fractions that currently lack suitable applications.4,5
Composites offer a promising pathway to valorize waste materials by combining low-value materials that exhibit insufficient performance on their own into high-performance composites with properties superior to those of the individual constituents. The mechanism behind polymer composites lies in the addition of reinforcing materials that strengthen the polymer matrix, resulting in enhanced performance, such as increased stiffness, ductility, and strength. These improvements arise from the rigid nature of filler particles, which restrict polymer chain mobility and promote stress transfer within the matrix.
Unlike conventional composites, nanocomposite preparation has emerged as an effective strategy to further enhance reinforcing effects by reducing filler dimensions to the nanoscale. This size reduction significantly increases the filler–matrix interfacial area and thereby promotes improved composite performance. Extensive studies have demonstrated that incorporating nanoclay, one of the most widely used reinforcing nanofillers in the polymer industry, can enhance the mechanical properties of various recycled polymers and their blends, including LDPE (low-density polyethylene), high-density polyethylene (HDPE), PP (polypropylene), and polyethylene terephthalate (PET).2,6–16 Likewise, reducing particle size has been shown to improve the reinforcing efficiency of fillers prepared from waste sources in both virgin17,18 and recycled19–21 polymer matrices. In particular, as filler particles are reaching nanoscale dimensions, their surface-to-volume ratio increases significantly, which in turn promotes enhanced interfacial contact with polymer matrices.22,23
Previous studies have shown that a wide range of inorganic waste materials such as concrete waste powder,24–30 ceramic waste, 31 glass waste, 32 quarry dust, 21 and fly ash19,33,34 can be successfully converted into reinforcing fillers through simple grinding processes. In general, the incorporation of these waste-derived fillers has resulted in increased elastic modulus and improved thermal stability of various polymer matrices. However, the improvements in tensile strength have remained limited, primarily due to insufficient polymer–particle adhesion. 21
Several studies have demonstrated that reducing the particle size of waste-derived fillers to nanoscale has further enhanced the adhesion thus mechanical performance of resulting composites. Satapathy et al. 17 reported improved mechanical performance in virgin HDPE when fly ash was milled to nanosized particles prior to composite processing. Similarly, nanosized fly ash has been reported to outperform its micron-sized counterpart in enhancing the mechanical performance of polymer blends containing recycled HDPE, LDPE, PP, and polystyrene (PS).20,35 Improved mechanical properties of composites corresponding to reduced particle size of fly ash filler have been reported also in thermoset matrix. 18 Beyond fly ash, particle-size-dependent reinforcing effects have been observed for other inorganic waste-derived fillers; for example, Ramos et al. 30 demonstrated that geopolymer concrete waste powder enhanced the elastic modulus and thermal stability of recycled polypropylene. Collectively, these findings demonstrate that particle size reduction is a key pretreatment step for the effective utilization of waste materials as polymer reinforcing fillers, as smaller particles promote enhanced interfacial adhesion.
Owing to their high surface area, nanofillers have been shown not only their ability to enhance the performance of recycled polymers but also to compatibilize immiscible blends by improving interfacial interactions between the polymer phases.2,36–38 This compatibilization effect is commonly attributed to nanofillers’ extremely small size, which enables their localization at the polymer–polymer interfaces. Such interfacial localization reduces interfacial tension, suppresses phase coalescence, and enhances interfacial adhesion, ultimately improving blend morphology and the resulting material properties.36,38 This mechanism is particularly relevant for recycled plastics, as plastic waste streams are inherent heterogeneous in composition. LDPE, HDPE, PP, and PET are among the widely produced plastic grades globally, 39 yet their complete separation during mechanical recycling remains challenging, particularly for polyolefins and products containing multiple polymer types.40,41 Consequently, immiscible plastic blends with insufficient interfacial adhesion between polymer phases are easily formed,2,9,11 which hinders effective stress transfer within the material, thus reducing overall material performance.
The aim of this study was to combine two major solid waste streams into value-added composite materials using straightforward processing methods. Two different sources of construction and demolition waste (CDW) fine fractions were prepared into reinforcing fillers at various particle sizes through grinding processes. To represent the heterogeneity of typical plastic waste streams, waste-derived LDPE (35 %), HDPE (35 %), PP (20 %), and PET (10 %) were prepared into polymer matrix without purification or the use of blend compatibilizers. Composites were prepared at different filler loadings (1, 2.5, and 5 wt%) through an industrially relevant melt compounding process, and commercial nanoclay was included as a reference filler. The effect of filler characteristics on the reinforcing performance was evaluated in terms of mechanical and morphological properties. The combination of CDW filler source, loading level, and particle size examined in this study has not been previously reported and provides valuable insight into how these materials may contribute to the valorization of recycled plastics.
Materials and methods
Materials
The raw material for CDW powder was obtained from a building being demolished (Lappeenranta, Finland). The material consisted of mineral-based construction and demolition waste materials, including concrete, and bricks, with particles and objects of varying sizes, as illustrated in Figure 1(a). Schematic overview of materials preparation and composite compounding: (a) processing of CDW fine fractions into reinforcing fillers, (b) processing of mixed plastic waste into a recycled polymer matrix, and (c) manufacturing of polymer composites.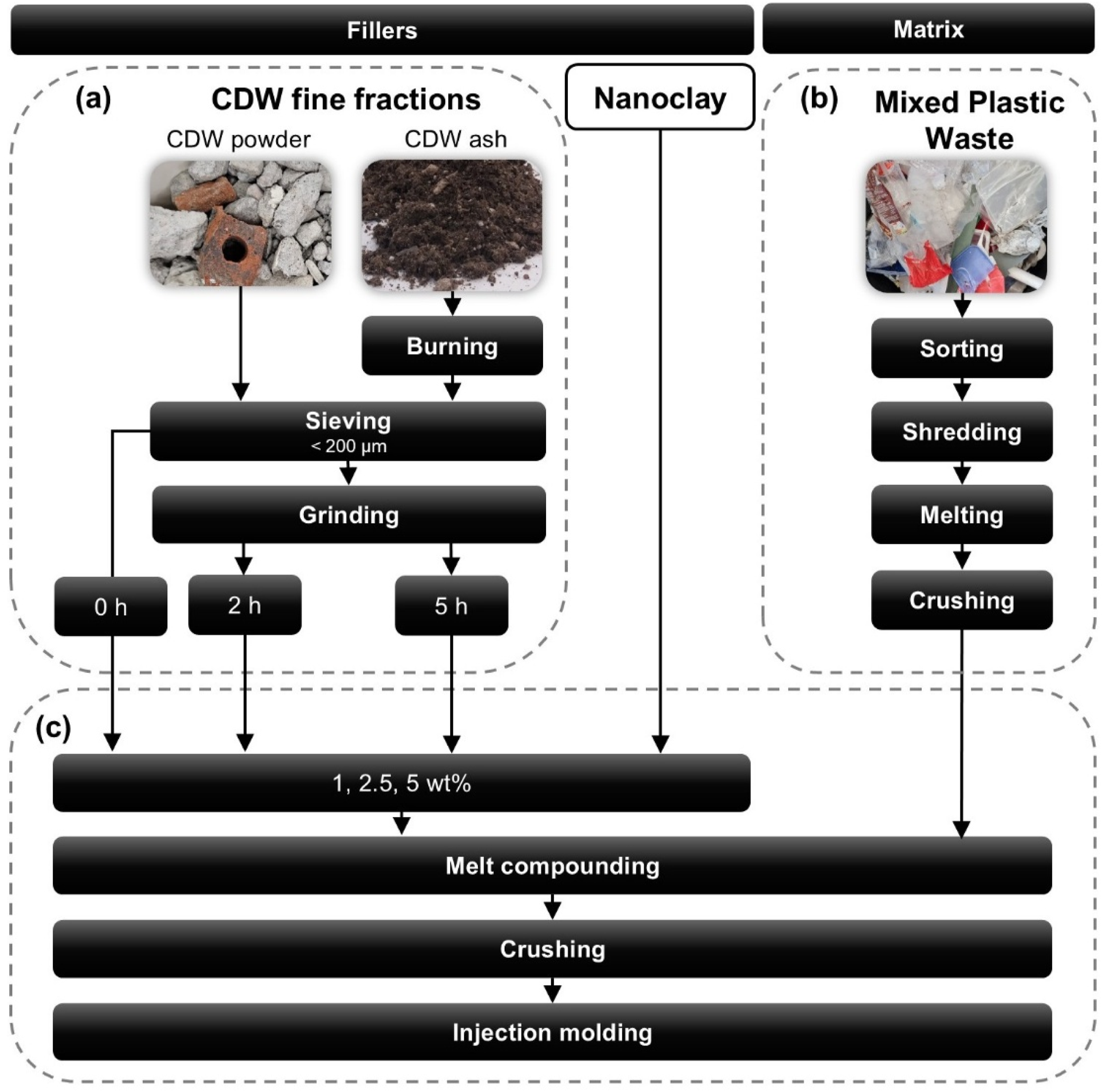
The raw material for CDW ash was obtained from waste treatment plant of Ekokaari Oy (Keltakangas, Kouvola, Finland). The obtained fine fraction was a side stream material from waste treatment line treating CDW materials, and consisted of fractions such as concrete, ceramic, brick, asphalt, gypsum, wood, glass, and plastics. Prior to the grinding process, the organic fraction was removed by combustion as described in a previous study, 4 and the resulting material is shown in Figure 1(a).
Montmorillonite nanoclay (Nanomer I.44P; bulk density 200–500 kg/m3, average particle size ≤20 μm), modified with 35–45 wt% dimethyl dialkyl (C14–C18) amine, was used as a reference filler.
A recycled polymer matrix composed of LDPE, HDPE, PP, and PET (35/35/20/10 wt%) was prepared from mixed plastic waste obtained from Salpakierto Oy (Lahti, Finland). The batch with unknown composition consisted of plastic products such as bags, films, packaging, and containers from companies and industry, as illustrated in Figure 1(b). A portable near-infrared (NIR) spectroscopy equipment (Thermo Scientific microPHAZIR PC, Thermo Fisher Scientific, Waltham, MA, USA) operating within the spectral range of 1600–2400 nm, was used to sort polyethylene (PE), PP, and PET products from the obtained waste batch. Further classification of PE into LDPE and HDPE was performed visually, with films categorized as LDPE and rigid plastics as HDPE. Due to the low content of PET in the obtained batch, additional PET bottle waste was incorporated. Plastics were used as received without any purification.
Processing of CDW fillers
The preparation of fillers from CDW fine fractions is illustrated in Figure 1(a). Prior to size reduction, both materials were sieved to obtain particles below 200 µm using a HAVER EML 450 Digital Plus Test Sieve Shaker (HAVER & BOECKER OHG, Oelde, Germany). Subsequent size reduction was performed with a disk mill (Masuko Sangyo Co. Ltd, Japan) equipped with two ceramic nonporous grinding disks. The fine fractions were fed separately into the mill with water, and the disk spacing was set to 50 µm and 0 µm (disks in full contact), corresponding to grinding durations of 2 h and 5 h, respectively. After grinding, the materials were dried in an oven at 100°C for 48 h and then manually deagglomerated using a mechanical whisk. The resulting fillers are denoted as P0, P2, and P5 for CDW powder, and A0, A2, and A5 for CDW ash, corresponding to grinding durations of 0 h, 2 h and 5 h, respectively. Here, 0 h denotes the sieved but non-ground filler material.
Recycled matrix preparation
The preparation of recycled polymer blend is shown in Figure 1(b). LDPE, HDPE, PP, and PET waste products were first shredded, with each plastic type processed individually into small flakes using a low-speed granulator equipped with a 4 mm sieve (Shini Plastic Technologies, Inc., New Taipei, Taiwan). The shredded flakes were then weighed and mechanically mixed for 10 min in the following proportions: 35% LDPE, 35% HDPE, 20% PP, and 10% PET. The mixed flakes were subsequently melt-blended using an injection molding machine (BOY 30, Dr Boy GmbH & Co. KG, Fernthal, Germany) at 200–220°C under an injection pressure of 110 bar and a holding time of 3 s. Prior to the composite compounding, the resulting polymer blend was crushed into flakes.
Composite compounding and injection molding
Figure 1(c) illustrates the manufacturing process of composites prepared from recycled plastics and CDW fillers. First, the recycled plastic flakes were premixed in the solid state with CDW powder and CDW ash at different loadings (1, 2.5, and 5 wt%) and particle size classes corresponding to grinding durations of 0 h, 2 h, and 5 h. These premixed blends were then melt-compounded using an injection molding machine (BOY 30, Dr Boy GmbH & Co. KG, Fernthal, Germany) with the following parameters: a melt temperature of 270°C and an injection pressure of 110 bar. The resulting composite materials were subsequently crushed into 4 mm flakes (Shini Plastic Technologies, Inc., New Taipei, Taiwan) and subjected to a second injection molding process to prepare dumbbell-shaped specimens, using the same equipment and processing parameters as in the initial melt-compounding. Reference materials, including the neat matrix and nanoclay-filled composites, were prepared following identical procedures.
Characterization
Scanning electron microscopy (SEM, Hitachi SU3500, Tokyo, Japan) combined with energy-dispersive X-ray spectroscopy (EDS, Thermo Electron Corporation, Madison, USA) was used to characterize the fracture surface morphology of the composites and to analyze the appearance and the elemental composition of the CDW fillers. For EDS analysis, non-ground fillers were placed directly onto carbon-containing adhesive, and therefore carbon content was excluded from the results. Fracture surfaces for SEM imaging were prepared by immersing the composite specimens in liquid nitrogen, followed by brittle fracturing. Prior to imaging, the samples were sputter-coated with a ∼10 nm layer of gold (99.99% purity) using a sputter coater (Edwards Scancoat Six, Crawley, UK) to prevent charging under the electron beam. The sputtering conditions were voltage of 1 kV, current of 20 mA, pressure of 20 mPa in an argon atmosphere, and duration of 4 min. SEM imaging of the composites was performed under full vacuum with an accelerating voltage of 15 kV, a working distance of ∼10 mm, and both secondary electron and BSE-COMP detectors. For CDW fillers, SEM imaging was performed using accelerating voltages of 10 and 15 kV, a working distance of ∼10 mm, and BSE-COMP detector.
Laser diffraction equipment (Malvern MasterSizer 3000) with a wet feed device (Hydro EV) was used to analyze the particle size distribution of the CDW fillers. Water was used as the dispersion medium, and the results are reported as the average of three measurements. The median particle size was determined based on the Dv (50) value (µm), which defines the particle size below which 50% of the sample volume falls.
Morphologi (Malvern, G3S) was used to analyze the particle morphology (aspect ratio) of the CDW fillers. The samples were measured in the dry state. A 10× objective lens (measurement range: 3.5–210 µm) was used for the 0 h and 2 h ground fillers, whereas a 20× objective lens (1.8–100 µm) was employed for the 5 h ground fillers.
Tensile testing was performed using a universal testing machine (Zwick Z020, Zwick Roell Group, Ulm, Germany) in accordance with the SFS-EN ISO 527-2:2025 standard. 42 Dog-bone-shaped specimens were used with the following dimensions: parallel length of 40 mm, gauge length of 25 mm, width of 5 mm, and thickness of 2 mm. The test speed was set to 20 mm/min, and testing was terminated after the tensile force decreased by 30% from its maximum value. A total of 12 specimens per material were tested, and the results are reported as average values with standard deviations. Prior to testing, all specimens were conditioned in a chamber at 23°C and 50% relative humidity.
Results and discussion
Basic properties of CDW fillers
Elemental composition (wt%) of fillers prepared from CDW fine fractions.

The obtained elemental compositions are consistent with previous studies on mineral-based waste powders, being primarily composed of calcium oxide, silicon oxide, and aluminum oxide, with smaller shares of compounds such as iron oxide, sulfur trioxide, potassium oxide, magnesium oxide, and titanium dioxide.21,24,27,43–45 Furthermore, the chemical composition of both CDW-fillers aligns with that reported for other ceramic-type materials, such as fly ash and nanoclay, where silica and alumina constitute the major components. 24
Figure 2 presents SEM micrographs of CDW fillers ground to various particle sizes. Both CDW powder and CDW ash exhibited irregular shapes and rough surfaces. In these fine fractions, distinct morphologies were observed between CDW powder and CDW ash. Visual inspection revealed that the CDW ash contained more fiber-like particles (Figure 2(e), (f) and (g)), which were likely associated to glass fibers originating from construction waste. In contrast, the CDW powder showed a more homogeneous particle morphology with fewer elongated features. At higher magnification (Figure 2(d) and (h)), both materials exhibited similar particle morphology, with smaller particles clustered on the surfaces of larger ones. This suggests a broad particle size distribution from mechanical grinding. SEM micrographs of CDW fillers: (a) P0, (b) P2, (c,d) P5, (e) A0, (f) A2, (g and h) A5.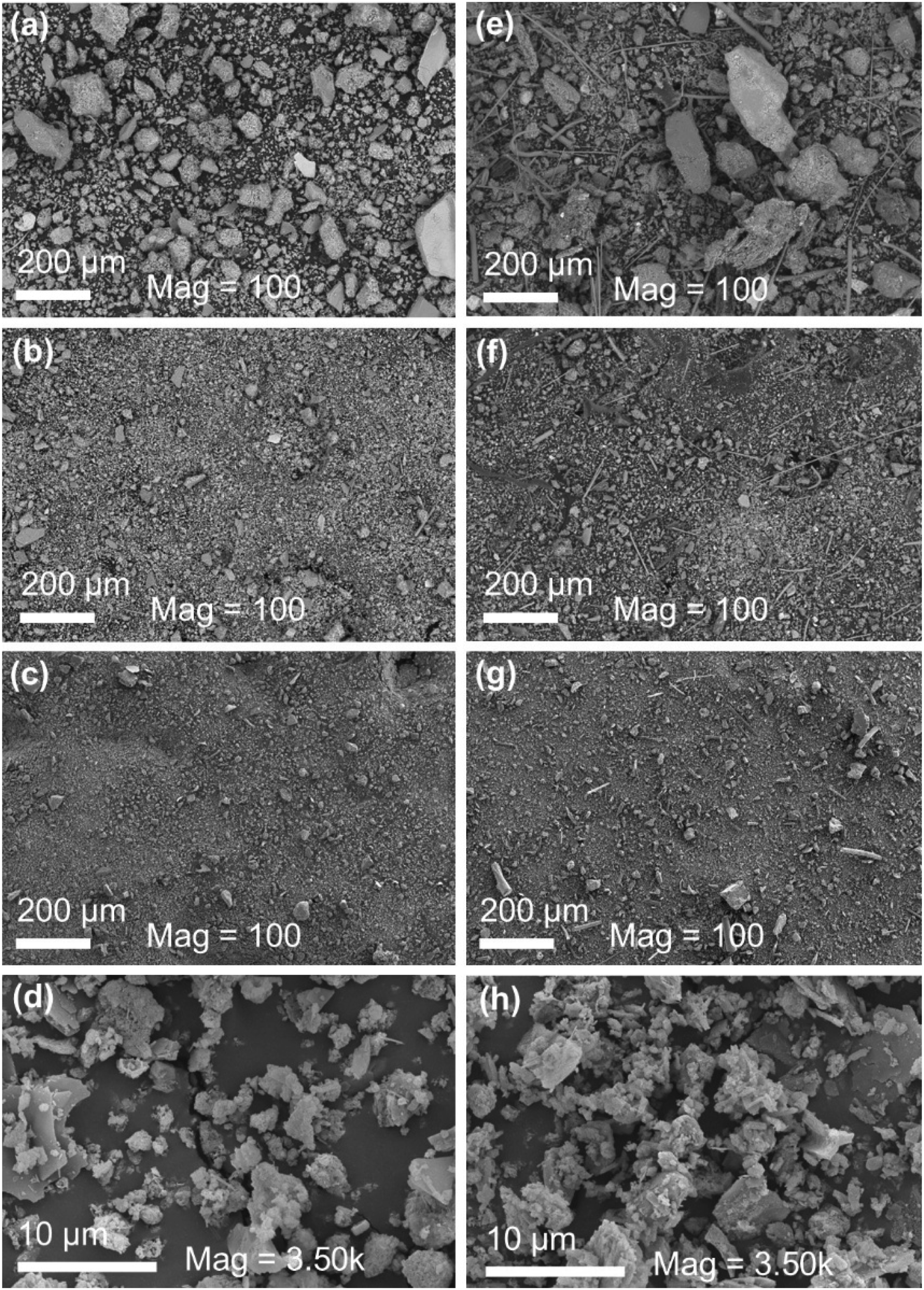
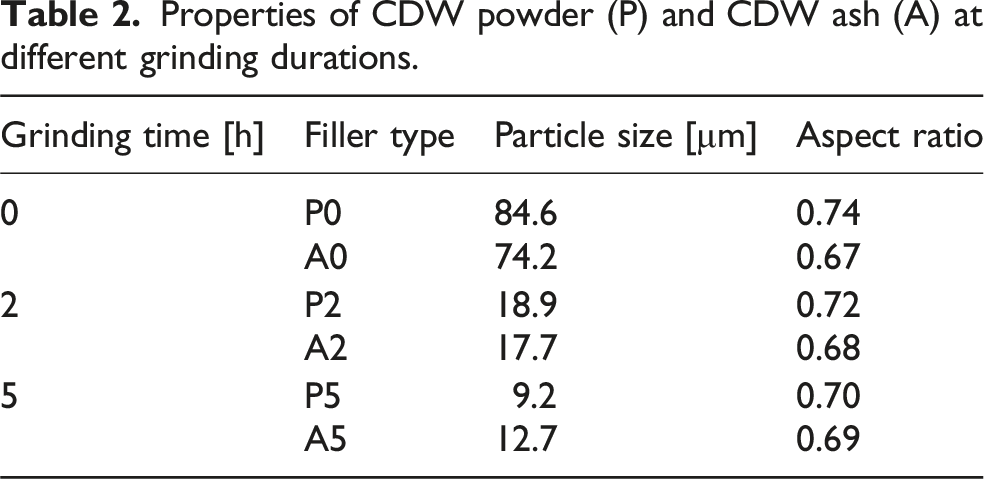
Properties of CDW powder (P) and CDW ash (A) at different grinding durations.
Particles smaller than 1000 nm were detected in all samples, with the highest concentration found in the most ground materials. Specifically, 3.5% of the volume in P5 filler consisted of particles below 1000 nm, compared with only 0.7% found in the non-ground representative (P0). CDW ash showed similar behavior, with 2.7% in A5 filler and 0.5% in A0 filler. Notably, even particles smaller than 200 nm were detected in P5 filler material, as illustrated in Figure 3. Cumulative particle size distribution curves of CDW powder (P) and CDW ash (A) ground for 0 h (P0, A0), 2 h (P2, A2), and 5 h (P5, A5).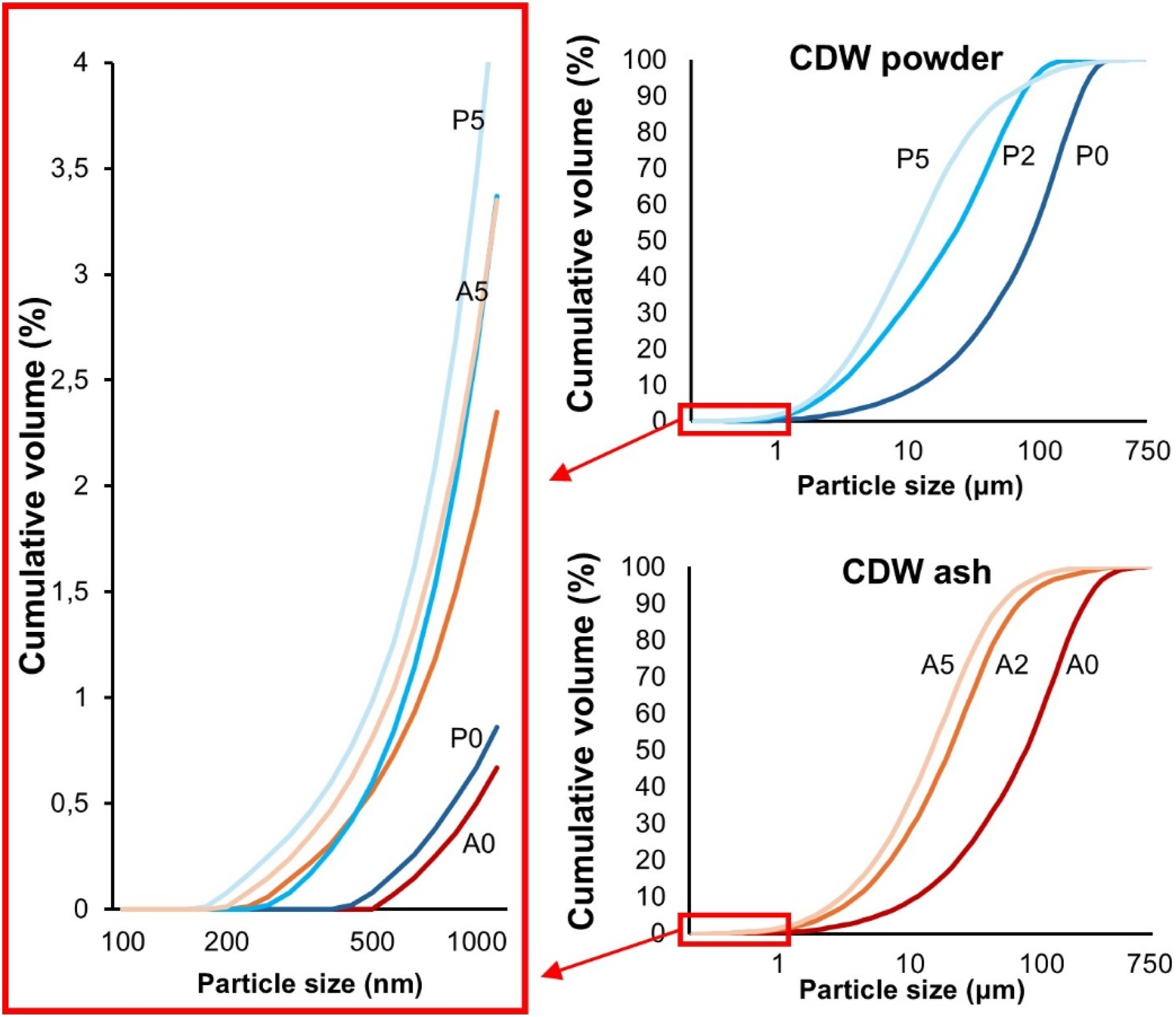
Particle shapes of CDW fillers were quantified using aspect ratio values obtained through static imaging analysis. In this context, the aspect ratio was defined as the ratio of particle width to length. A low aspect ratio indicated more elongated particles, whereas a high aspect ratio corresponded to more spherical ones. As a result, CDW ash exhibited aspect ratios of 0.67–0.69, indicating more elongated particle shapes compared to CDW powder with aspect ratios of 0.70–0.74 (Table 2). These findings are consistent with the observations from SEM micrographs (Figure 2), where the CDW powder appeared more rounded in particle morphology. Interestingly, the aspect ratio of CDW powder decreased within the grinding duration, meaning that the particles became more elongated over time. In contrast, the aspect ratio of CDW ash increased within increased grinding duration, suggesting that the particles became more rounded over time.
Mechanical properties and reinforcing mechanism of polymer composites are influenced by several factors, including particle size, particle loading, polymer–particle interfacial adhesion, 46 and particle–particle interactions. 47 Generally, higher anisometry and smaller particle size enhance both polymer–particle and particle–particle interactions due to increased surface area and a greater number of particles. 47 Based on the shape factor, CDW ash is expected to provide a more effective reinforcing effect than CDW powder, owing to the presence of fiber-like particles and a lower aspect ratio. However, because the aspect ratios of P5 (0.70) and A5 (0.69) were nearly identical, this parameter is unlikely to influence the mechanical performance of the composites investigated in this study.
The smallest particle size and the highest amount of fine content was obtained with 5 h ground CDW powder, suggesting that the P5 filler would provide most effective reinforcing effect owing to its large surface-to-volume ratio. Furthermore, other factors such as particle dispersion and the characteristics of both the polymer matrix and the filler materials, play a crucial role in determining final properties of the composite. 47
Effect of CDW fillers on composite morphology
Fracture surface morphologies of the recycled polymer blend and its composites are shown in Figure 4. The unfilled polymer matrix exhibited a typical morphology of an immiscible polymer blend, with rPET droplets visible within the continuous polyolefin phase (Figure 4(a)). In contrast, the composites containing CDW powder and CDW ash displayed noticeably fewer or less distinct rPET droplets (Figure 4(c)–(f)), suggesting a potential filler-induced compatibilizing effect. Similar refinement of rPET domains in immiscible plastic waste blends upon nanoclay addition has been reported by Marotta et al.
2
and Nor Arman et al.
13
In the present study, however, the aggressive agglomeration of nanoclay hindered the evaluation of polymer blend refinement, as observed in Figure 4(b). SEM micrographs of (a) the rLDPE/rHDPE/rPP/rPET matrix and its composites incorporated with (b) nanoclay, (c,e) P5 filler, and (d,f) A0 filler.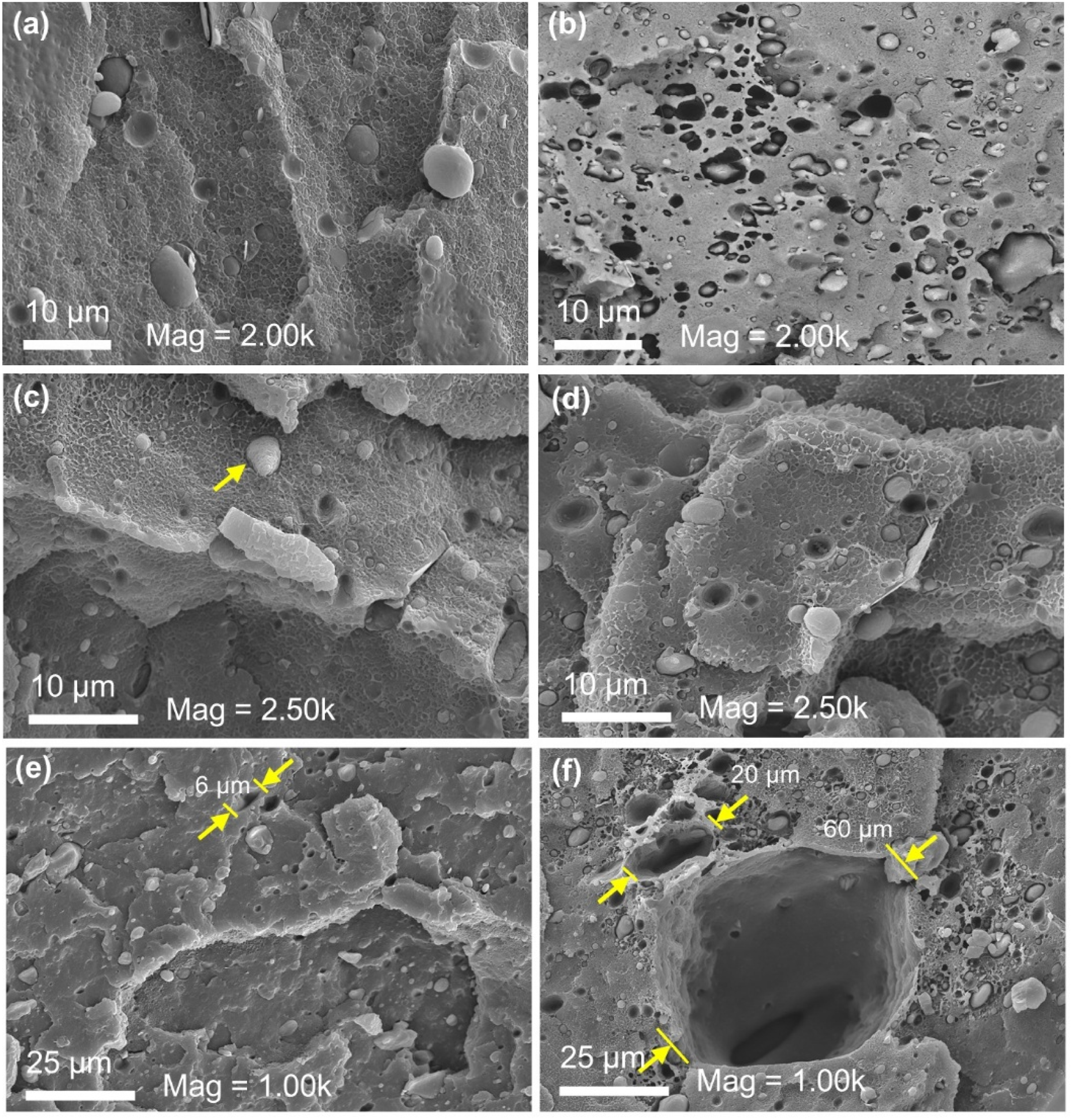
Mechanical testing further supported the morphological refinement of the immiscible polymer blend achieved through the addition of CDW fillers. Both filler types, across all particle sizes, reduced the standard deviations of tensile strength and elastic modulus by approximately 50% compared to the neat matrix, as shown in Figure 5 and Table S1. The most pronounced reductions in standard deviation of tensile strength occurred with 1 wt% of A5 and P5 fillers, reaching 79% and 72%, respectively. These findings align well with the SEM observations, indicating that reduced particle size promotes a more homogeneous morphology and improved stress transfer within the composites. Tensile properties of the neat matrix (rLDPE/rHDPE/rPP/rPET) and its composites filled with CDW powder and CDW ash as a function of filler loading.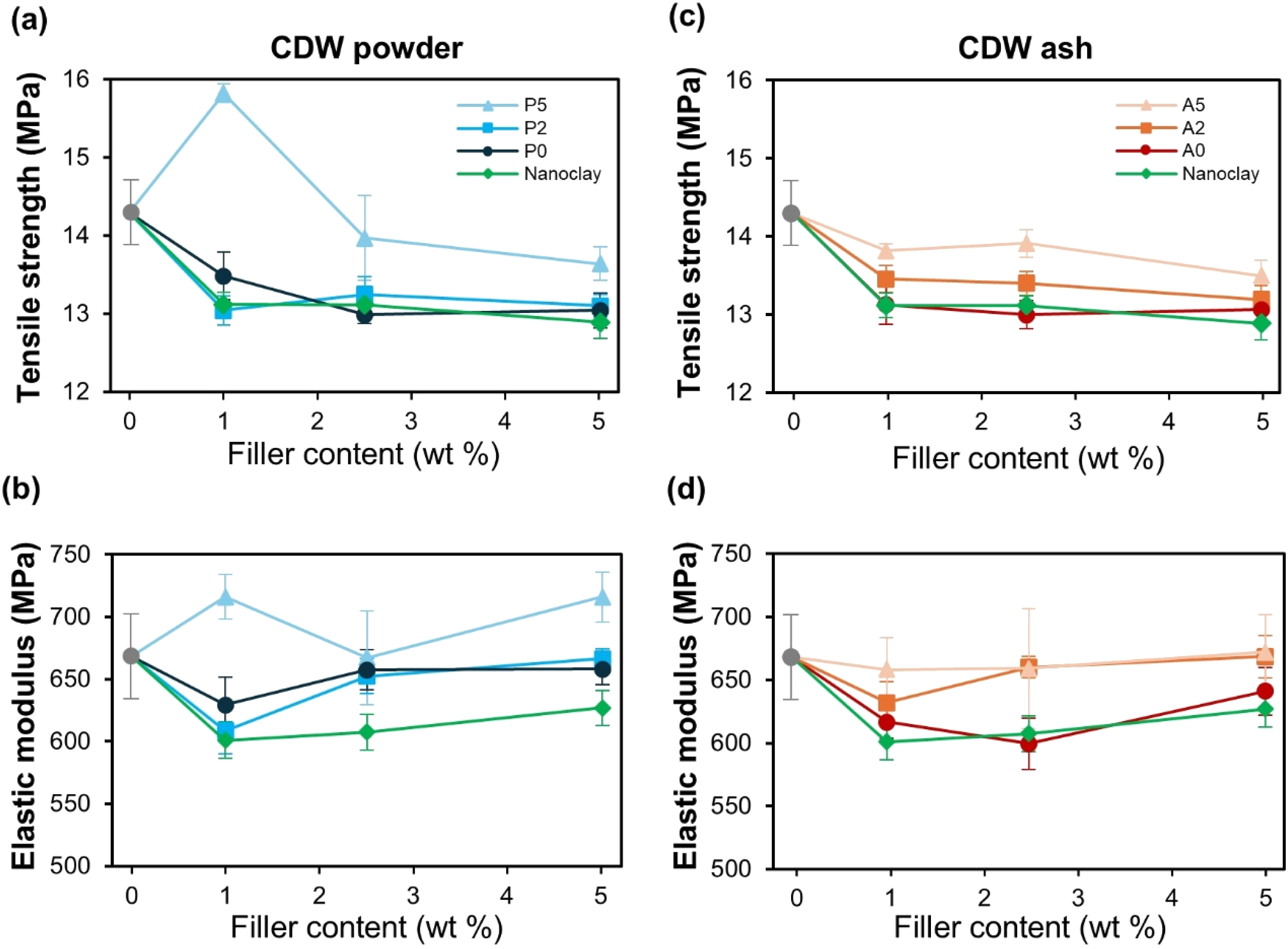
Effect of particle size on composite mechanical properties
The effect of both particle size and filler type on composite performance was clearly evident in the SEM micrographs and tensile testing results. Cavities left by dislodged particles were observed in all composite samples (Figure 4(b)–(f)), suggesting insufficient adhesion between the inorganic fillers and the polymer matrix. The non-ground CDW ash (A0) composites exhibited large cavities (∼60 µm, Figure 4(f)), whereas those reinforced with the ground CDW powder (P5) showed substantially smaller cavities (∼6 µm, Figure 4(e)). This indicates that composites reinforced with larger particles tend to display more pronounced structural discontinuities. Moreover, the CDW ash composites contained a higher number of cavities in the micrographs, suggesting weaker interfacial adhesion compared with CDW powder-filled composites. These findings align well with those reported by Ngugi et al., 21 who observed that reducing the particle size of quarry dust waste improved polymer–particle compatibility and interfacial adhesion of composites.
Mechanical testing further confirmed the beneficial effect of particle size reduction on the composite performance, as illustrated in Figure 5 and Table S1. Reduced particle sizes consistently led to a better tensile performance for both the CDW powder and the CDW ash, however, among all filler types, only the P5-filled composites (1 wt%) improved both the tensile strength and elastic modulus compared to the neat matrix. Specifically, tensile strength increased from 14.3 ± 0.4 MPa to 15.8 ± 0.1 MPa, presenting an 11% enhancement. Moreover, the standard deviation decreased by 72%, indicating improved material homogeneity and more consistent stress transfer in the P5-filled composite compared to the unfilled plastic blend. The improvement in tensile strength indicates good compatibility between the filler and matrix allowing some of the load to be transferred also to the particles resulting in higher strength. Consistent with the tensile strength, the P5-filled composite showed a 7% increase in elastic modulus and a 49% reduction in its standard deviation.
For the other composites, filler addition resulted in decreased tensile properties compared to the unfilled matrix, with nanoclay performing the weakest, indicating insufficient interfacial adhesion between the fillers and the matrix. This aligns well with the findings by López-Ramirez et al., 31 who reported that weak interfacial adhesion between ceramic waste particles and polymer matrix reduced mechanical performance of the resulting composites. In particular, the nanoclay-filled composite exhibited pronounced agglomeration and void formation (Figure 4(b)), indicating poor dispersion and weak interfacial adhesion with the matrix, which likely contributed to the limited reinforcing performance. Similar challenges were reported in Chen et al. 7 study on nanoclay reinforced rHDPE/rPET composites, where poor dispersion, compatibility issues, and insufficient mechanical performance were obtained. Interestingly, in the present study, even P5-filled composite, which was the only formulation that showed an improvement in tensile strength, displayed signs of weak interfacial adhesion, as evident by cavities left by dislodged particles (Figure 4(c) and (e)). However, the same micrographs also revealed several CDW particles that remained well embedded in the matrix, suggesting that these were able to contribute to the load transfer.
The effect of particle size reduction on the mechanical properties was also evident in the case of CDW ash. Although the A5 filler did not improve the tensile properties of the matrix, its performance was superior compared to its larger particle size representatives (A0–2), as illustrated in Figure 5(c) and (d). This highlights the importance of particle size reduction in enhancing the reinforcing efficiency. The superior performance of P5 and A5 fillers, compared to their larger particle size counterparts, was attributed to their small particle sizes, high fine content, and high surface-to-volume ratios achieved from the grinding process. A similar correlation between particle size reduction and tensile properties has also been reported with composites involving virgin materials. 48
Effect of filler loading on composite mechanical properties
Increasing the filler loading resulted in a reduction in tensile strength for all composites, as shown in Figure 5. This behavior is typically attributed to filler agglomeration, which creates stress concentration points and reduces reinforcing efficiency of the particles. Inorganic particles tend to agglomerate easily due to their high surface energy, promoting particle clustering and preventing uniform mixing.21,48
Increasing the filler loading improved elastic modulus only slightly, with 5 wt% filler concentrations reaching the best performance. However, only the P5 (716 ± 20 MPa) and A2 (669 ± 17 MPa) filled composites exceeded the modulus of the neat matrix (668 ± 35 MPa), likely due to the weak interfacial bonding, agglomeration, and insufficient mixing process.
SEM micrographs confirmed the presence of agglomerates, particularly in the nanoclay-filled composite (Figure 4(b)) but also in CDW-filled composites, which further contributed to their weak mechanical performance. Improved dispersion and enhanced mechanical properties could likely be achieved through more efficient melt-compounding methods, as suggested in Ngugi et al. 21 and Ngugi et al. 49 studies on inorganic waste–reinforced recycled polymer composites.
Discussion, limitations, and further research
Notably, the high compounding temperature (270°C) likely contributed to the modest mechanical properties observed in the resulting composites. Such a temperature was required to ensure the complete melting of PET fraction within the polyolefin-rich blend. However, LDPE, HDPE, and PP are sensitive to elevated processing temperatures, which can cause thermal and mechanical degradation and thereby reduce their mechanical performance, as demonstrated in a previous study on the processing of such blend. 50 Therefore, the full reinforcing potential of these CDW fillers may not be fully realized within this extremely complex recycled polymer blend, and further research should investigate their effectiveness also in single-polymer systems.
Considering these matrix-related challenges, the increases in tensile strength (11%) and elastic modulus (7%) obtained with the P5 filler, achieved without any compatibilizer or purification of the plastic waste, are highly promising, especially since many studies report negligible improvements in such matrices. For example, Marotta et al. 2 and Chen et al. 23 reinforced recycled HDPE/PP/PET and HDPE/PET blends, respectively, with nanoclay, and both reported declines in flexural properties, primarily due to incompatibility between the polymers as well as between the clay and the polymer blend.
Nanofillers have yielded promising outcomes, particularly in single-polymer systems and when coupling agents are employed. Chen et al. 7 reported an approximately 7% and 1% increases in tensile strength and elastic modulus, respectively, in a recycled HDPE/PET blend when both nanoclay and a compatibilizing agent were added. In contrast, the use of nanoclay without compatibilizer resulted in reduced mechanical performance, which was attributed to poor filler dispersion and insufficient clay–polymer compatibility. Similarly, Rigail-Cedeño et al. 10 demonstrated that the incorporation of a compatibilizer promoted improvements in the mechanical properties of nanoclay-filled rHDPE/PET blend through a refined morphology.
In single-polymer system, Ngugi et al. 21 reinforced recycled polypropylene with quarry-dust-waste (1–5 wt%). These composites exhibited approximately a 3% increase in tensile strength and a 17% in elastic modulus, as estimated from their presented graphs. Similar effects have been reported for nanoclay-filled composites using single polymers. For example, Istrate et al. 51 achieved notable enhancements in recycled polyethylene using only 4 wt% nanoclay, reporting increases of 12% in tensile strength and 36% in elastic modulus, while the addition of a compatibilizing agent further enhanced the elastic modulus to 47%. Consistently, Velásquez et al. 14 reinforced recycled polypropylene with 1–3 wt% of nanoclay combined with a compatibilizer and achieved substantial enhancements of up to 56% in tensile strength and 76% in elastic modulus of the resulting sheet material. These existing studies emphasize that the mechanical properties of waste-involved composites can vary widely, as the final performance is strongly affected by the characteristics of both the filler and the matrix, as well as by the processing conditions and compatibilizers employed.
Conclusions
Fully waste-derived polymer composites were prepared by combining two solid waste streams aiming to improve the mechanical properties of recycled plastics, and to investigate the effect of CDW particle size reduction on the performance of composites. As a result, grinding effectively reduced particle sizes of waste-derived fillers while increasing their fine content. Mechanical testing further revealed that the smallest particle sizes yielded the best performance, with the P5 filler showing an 11% increase in tensile strength and a 7% increase in elastic modulus compared to the neat matrix. Achieving this level improvement with only 1 wt% filler loading is notable for an uncompatibilized, fully waste-derived composite material, particularly given the highly heterogenous nature of polymer blend and the unoptimized processing conditions used. Other CDW fillers with larger particle sizes resulted in inferior mechanical properties, likely due to thermal degradation of polyolefins, inefficient mixing, and limited interfacial adhesion between the components. Nevertheless, both filler types across all particle sizes contributed to an approximately 50% reduction in standard deviation of tensile strength, suggesting improved homogeneity within the heterogenous plastic blend. In addition, CDW-based composites outperformed commercial nanoclay, which suffered from severe agglomeration and weak interfacial bonding with the polymer matrix. The superior performance of ground CDW fine fractions, especially the P5 filler, was attributed to their increased surface-to-volume area and fine content, which promoted improved interaction with the polymer matrix. Outcomes of this study suggest that composite preparation is an effective pathway to valorize recycled plastics, and that the CDW fine fractions, particularly those with nanoscale characteristics, are promising filler materials for the polymer industry, offering a sustainable alternative to conventional fillers. Further studies should investigate the reinforcing effect across a wider range of polymers, assess the use of compatibilizer, and optimize processing condition to enhance the performance of recycled materials involved composites.
Supplemental material
Suppplemental Material - Mechanical properties of recycled plastic composites reinforced with construction and demolition waste using various particle sizes
Suppplemental Material for Mechanical properties of recycled plastic composites reinforced with construction and demolition waste using various particle sizes by Ida Rasilainen, Ville Lahtela, Timo Kärki in Journal of Composite Materials
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was funded by the Rethinking Plastics in a Sustainable Circular Economy (PlastLIFE) project (LIFE21-IPE-FI-PlastLIFE). The PlastLIFE project was co-funded by the European Union. Views and opinions expressed are, however, those of the authors only and do not necessarily reflect those of the European Union or CINEA. Neither the European Union nor the granting authority can be held responsible for them.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The data used to support the findings of this study are available from the corresponding author upon request.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.