
Abstract
Homogenisation of Double-Double (DD) laminates is investigated herein. DD laminates are a new layup design approach composed of repeated sub-laminates or Building Blocks (BB), comprising two sets of bi-angled plies,
Introduction
Quad or Legacy Quad Laminate (LQL)s, are traditional composite laminates where the orientation of plies is restricted to a set of
Double-Double (DD) laminates are a new layup design approach which seeks to address the limitations of LQLs. First proposed by Tsai et al.
7
in 2017, DD simplifies the design of composite structures and allows for simplified and rapid thickness tapering with the potential for structural mass reduction8,9 and increased manufacturing speeds,
10
particularly with the use of Non-crimp Fabric (NCF)s
11
and automated tape laying, while eliminating the need for legacy design rules. DD laminates are typically made up of repeated building blocks or sub-laminates, composed of two sets of bi-angled plies, e.g.
Through-thickness homogenisation of the laminate is key to the DD layup methodology.11,12 Sufficient homogenisation of the laminate suppresses coupling behaviour typically present in asymmetric laminates, thereby preventing warpage during cool-down from cure temperature. Similar thickness normalised in-plane and out-of-plane stiffness is a characteristic of homogenised laminates, simplifying the design process by streamlining the selection of laminate stacking sequences. Homogenisation of the laminate allows ply drops to be carried out on the external surface of the laminate.
Warpage in composite laminates
The Coefficient of Thermal Expansion (CTE) of a Carbon Fibre Reinforced Polymer (CFRP) ply can vary significantly along the fibre and transverse directions, since the CTE of carbon fibres is lower than the matrix material. 13 During cool down in a cure cycle, plies will expand or contract according to their individual CTEs and the CTE of the constituents. Since plies at different angles are bonded together in the laminate, they constrain each other, inducing internal residual stresses.14,15
Warpage or out-of-plane displacement of an initially flat laminate, observed post-cure, is caused by out-of-plane material property gradients and stresses. 16 These unbalanced stresses can be attributed to the asymmetry of the laminate or/and induced through the curing process due to tool-part interaction, pressure or the cure cycle itself.17,18 This study will focus on the stacking sequence induced warpage of laminates, with emphasis on the ability to produce asymmetric flat laminates with the DD layup methodology.
Through-thickness laminate homogenisation
To understand through-thickness homogenisation of a composite laminate, several stiffness terms based on Classical Laminate Theory (CLT) must be defined. Terms denoted with “*” indicate thickness normalisation, as shown in equation (1).

Tsai’s Modulus (TM) is an engineering constant that characterises the stiffness of a fibre-reinforced composite.19–21 It is calculated using the trace of the reduced stiffness matrix [Q] or the thickness-normalised [A] matrix, as shown in equation (2). Terms with the superscript “ Tr ” indicate normalisation by TM, as shown in equation (3), or equivalently, their values computed using master ply values19,22,23, which represent the average proportions of stiffness in each direction of typical CFRP materials.


Homogenisation of the laminate is achieved by repeatedly stacking sub-laminate building blocks, shown graphically in Figure 1. Laminate homogenisation is defined by two conditions, based on the thickness-normalised matrix terms Visualisation of heterogeneous versus homogeneous laminate.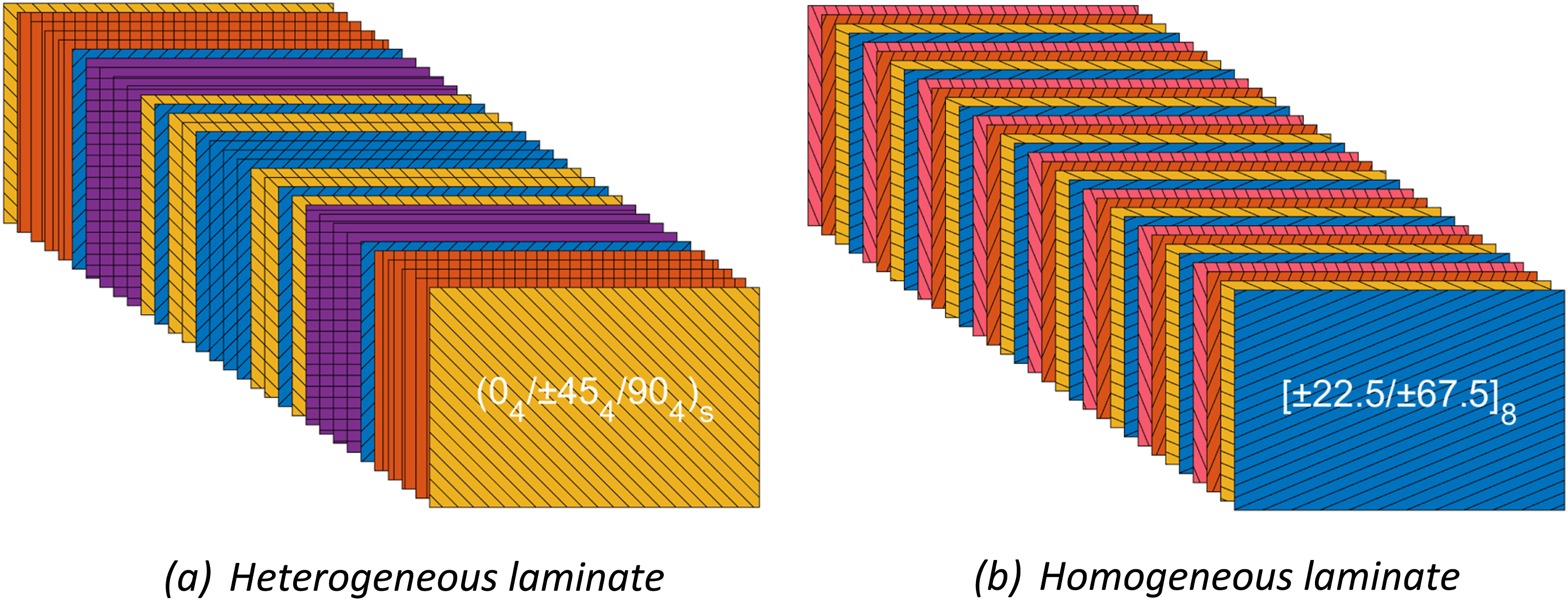

A homogenised laminate exhibits the following advantages: • Similar thickness normalised in-plane and out-of-plane stiffness, • No thermal warpage, • No tension-bending, tension-shear or bend-twist coupling.
Tsai
12
proposed criteria to determine when a laminate could be deemed sufficiently homogenised. The criteria used were 2% of
The arbitrary 2% homogenisation criteria were incorporated into the DD design space, where the optimal permutations were identified within the feasible stiffness domain of a Lamination Parameter Plot (LPP).27,28 This alternative method of representing homogenisation requirements through a LPP offers the advantage of a continuous region representation. However, it is less intuitive to interpret compared to the homogenisation grid approach and requires a comprehensive understanding of lamination parameters.
Tsai et al. demonstrated that warpage could be effectively eliminated in an unbalanced and asymmetric laminate,
Summary
Literature has shown that DD laminates have various advantages over LQLs, including potential weight savings and tapering improvements. One manufacturing consideration with the production of any laminate is the potential for warpage. In LQLs, warpage is generally controlled by mid-plane symmetry. However, this cannot necessarily be accommodated in DD laminates. Therefore, other approaches have been proposed. While previous studies have shown that warpage in asymmetric DD laminates can be prevented through sub-laminate repetition, no robust, experimentally validated criteria for homogenisation of DD laminates have been established.
Therefore, this study introduces a novel framework for determining the optimal stacking sequence for homogenisation, for any combination of DD angles and defined homogenisation criteria, before considering the warpage of specimens post-manufacture and cure.
Initially, existing homogenisation criteria found in the literature11,12,25 are used in the framework to generate a corresponding homogenisation grid. DD laminates were then manufactured and analysed to quantify the resulting panel warpage. Following this, updated homogenisation criteria were proposed to mitigate the warpage observed in the manufactured laminates. These updated homogenisation criteria were also experimentally validated through the manufacture of a range of DD laminates from prepreg materials.
The final part of this study proposes alternative DD stacking sequences, termed Symmetry-Enhanced Double-Double (SEDD), which introduce various levels of symmetry into the DD laminate, to minimise the required number of sub-laminate repeats to satisfy the homogenisation criteria.
Methods
This section introduces a Python-based implementation of CLT for determining thickness-normalised [ABD] matrix terms calculated using master ply CFRP values, essential for evaluating laminate homogenisation. Additionally, a Python-driven framework is presented for generating homogenisation grids, which convey the best DD stacking sequence to minimise laminate coupling effects. Subsequent sections detail validation steps including laminate manufacturing processes, surface scanning, and warpage quantification criteria.
Classical laminate theory Python implementation
To compute the thickness normalised [ABD] matrix terms necessary to evaluate the homogenisation of a composite laminate, CLT was implemented in a Python script. Further details on CLT are given in 7,16,32–34.
Through leveraging master ply properties, which encapsulate the average stiffness proportions in each direction of typical CFRP materials,19,22,23 this approach offers a material-independent framework for homogenisation. The master ply values used in this study were calculated by Tsai et al.
35
to be
Homogenisation framework
A novel framework is introduced to determine the minimum number of repeats required across the DD domain to satisfy the homogenisation criteria. The framework was implemented in Python as outlined in Figure 2. In the first stage, unique permutations of the sub-laminate were obtained by eliminating those that are effectively the same in terms of a DD sub-laminate, i.e. mirrored permutations, permutations where the Workflow for determining the minimum number of repeats and the best DD sub-laminate permutation for homogenisation of the laminate.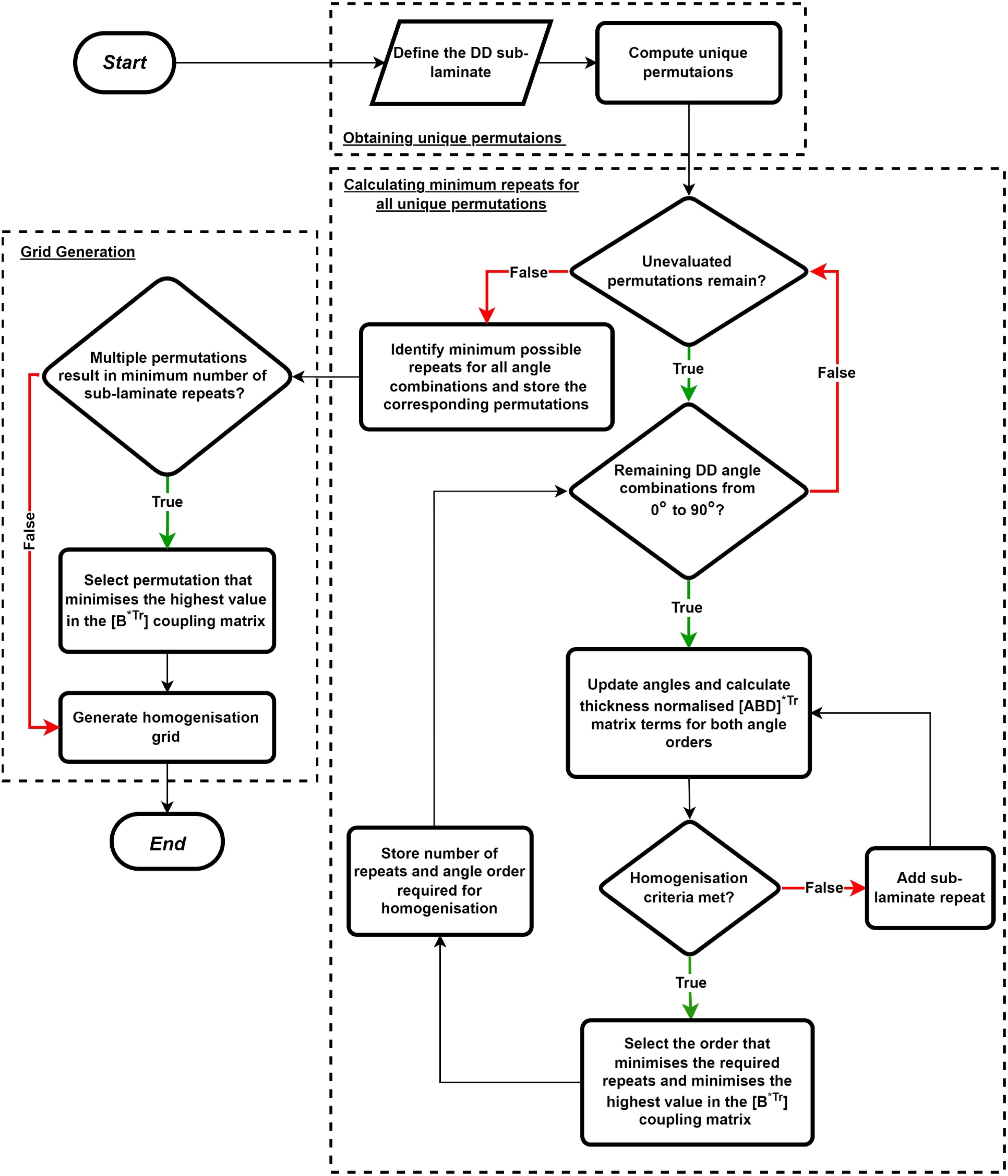
If a half-grid representation is used, it is necessary to define the angles in the grid as DD Angle 1 and DD Angle 2, then assign the angles to
After evaluating all permutations for a specific sub-laminate, those that require the fewest repeats to satisfy the criteria are identified. In cases where multiple permutations remain, the permutation that minimises the highest value in the Hypothetical Double-Double homogenisation grid.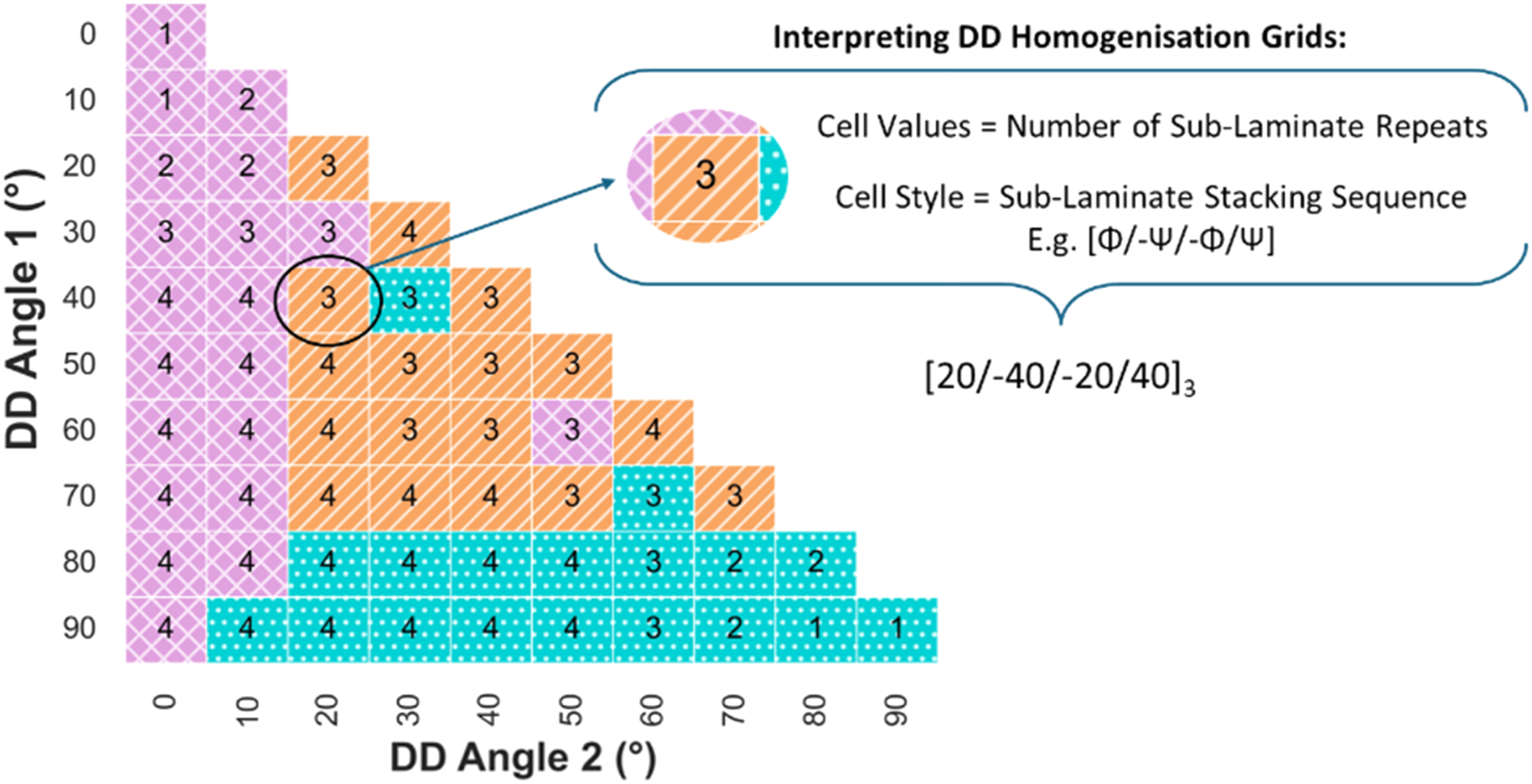
Laminate manufacture
Laminates were manufactured from two different carbon-epoxy prepregs, either IM7 977-2 or IM7 8552. The particular DD angles selected for laminate manufacture and warpage evaluation were chosen to capture the behaviour of a range of different stiffnesses and angle combinations. To create angled plies, a template was orientated using a digital angle rule to enable accurate and reliable alignment. Two panel sizes were used in this study, 390 × 220 mm and 400 × 300 mm. During layup, plies were stacked on an aluminium build plate and the laminate underwent debulking approximately every five plies to enhance stack consolidation. Laminates manufactured using IM7 977-2 were cured at 180°C under 6 bar pressure for 3 h. A two-stage cure cycle was used for IM7 8552 laminates. Under 7 bar pressure, the temperature was held at 110°C for 1 h, then increased to 180°C for a further 2 h. Ramp and cool-down rates were set to 3°C/min for both cure cycles. Post-cure, excess resin bleed was removed from all sides of the panel.
Surface scanning & point cloud data processing
To establish the amount of warpage post cure, panels were photographed and subsequently surface scanned using a Hexagon Romer Absolute Arm 7325SI with RS6 laser scanner, to generate a point cloud. The raw point cloud data was processed using a custom MATLAB script to enable comparison between laminates. Processing involved data downsampling, removal of spurious points through density-based clustering and automated translation and rotation operations to correct for skewness and uneven levelling during scanning. A surface of the form
Flatness quantification
Classification of laminate warpage within the scope of this study.
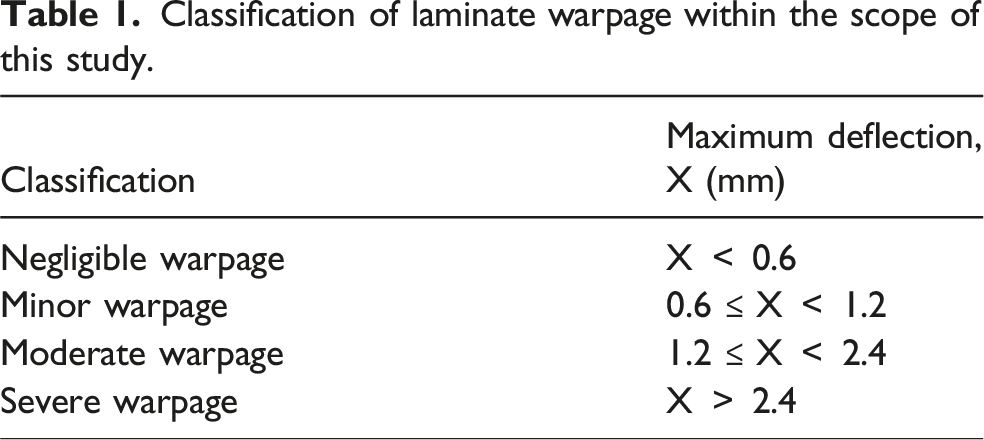
As previously mentioned, warpage can occur even in laminates with a symmetric layup. Therefore, to assess the warpage of asymmetric DD laminates, it is necessary to establish reference laminates to quantify the level of process-induced warpage. For this study, two symmetric quad laminates were manufactured from IM7 977-2,
Homogenisation based on original criteria
As previously mentioned, homogenisation criteria have been proposed in literature
25
and are summarised in equation (5). The following sections detail the homogenisation grid generation for the standard DD sub-laminate 
Homogenisation grid - original criteria
For the standard 4-ply DD sub-laminate, there are six unique permutations, confirmed in ref. 25 and shown for reference in Supplemental Information D - Table 1. Only permutations 5- Grid showing the required repeats for homogenisation with a 4-ply sub-laminate and the recommended permutation for each region based on the original homogenisation criteria in 25.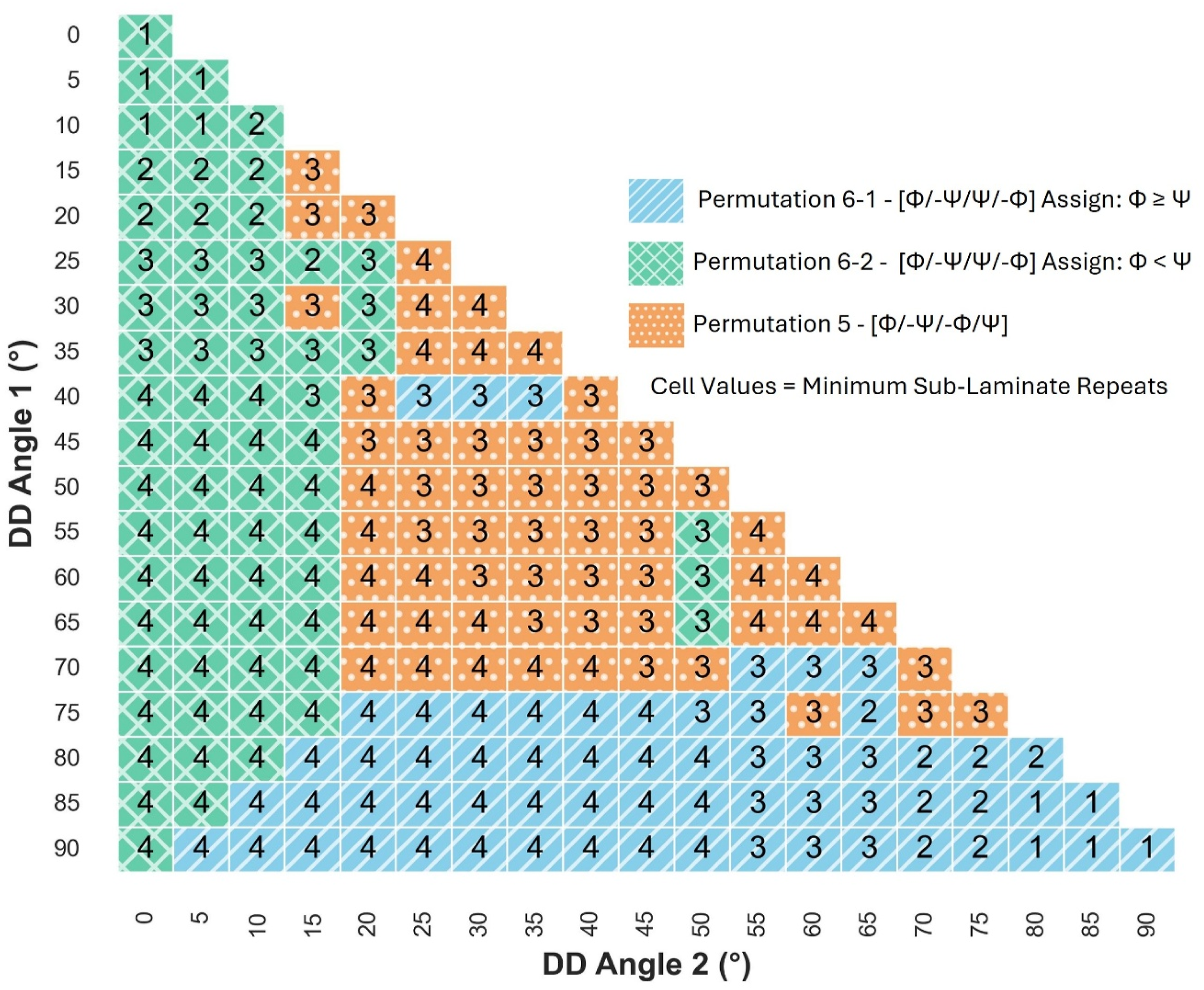
Manufacture & point cloud data - original criteria
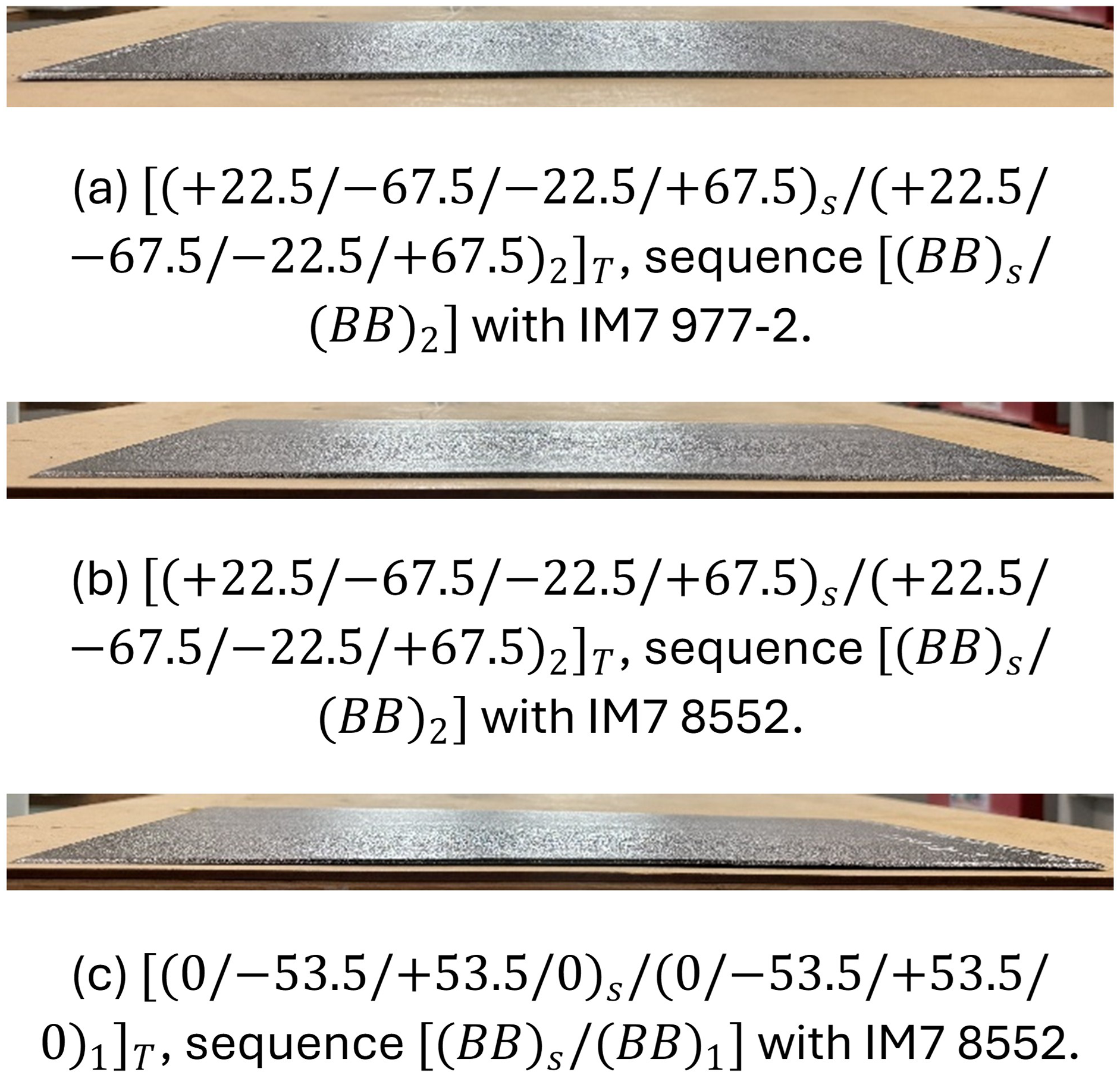
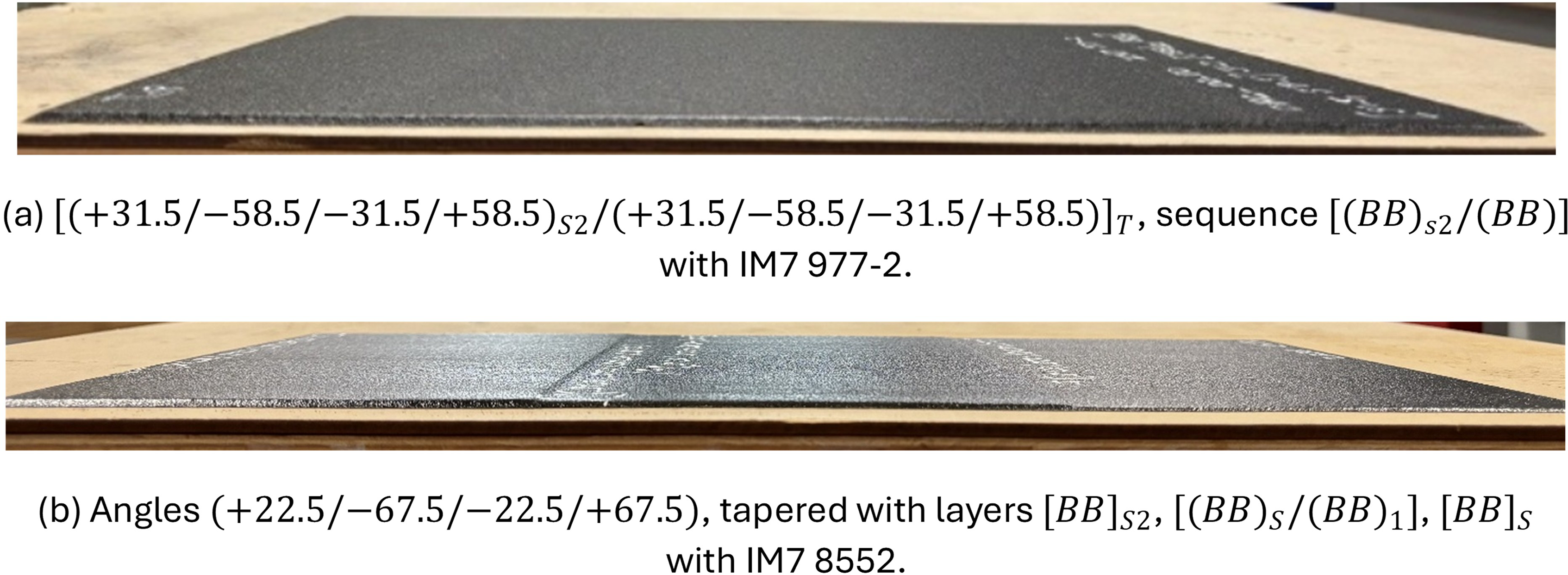
Laminates manufactured to assess original homogenisation criteria.

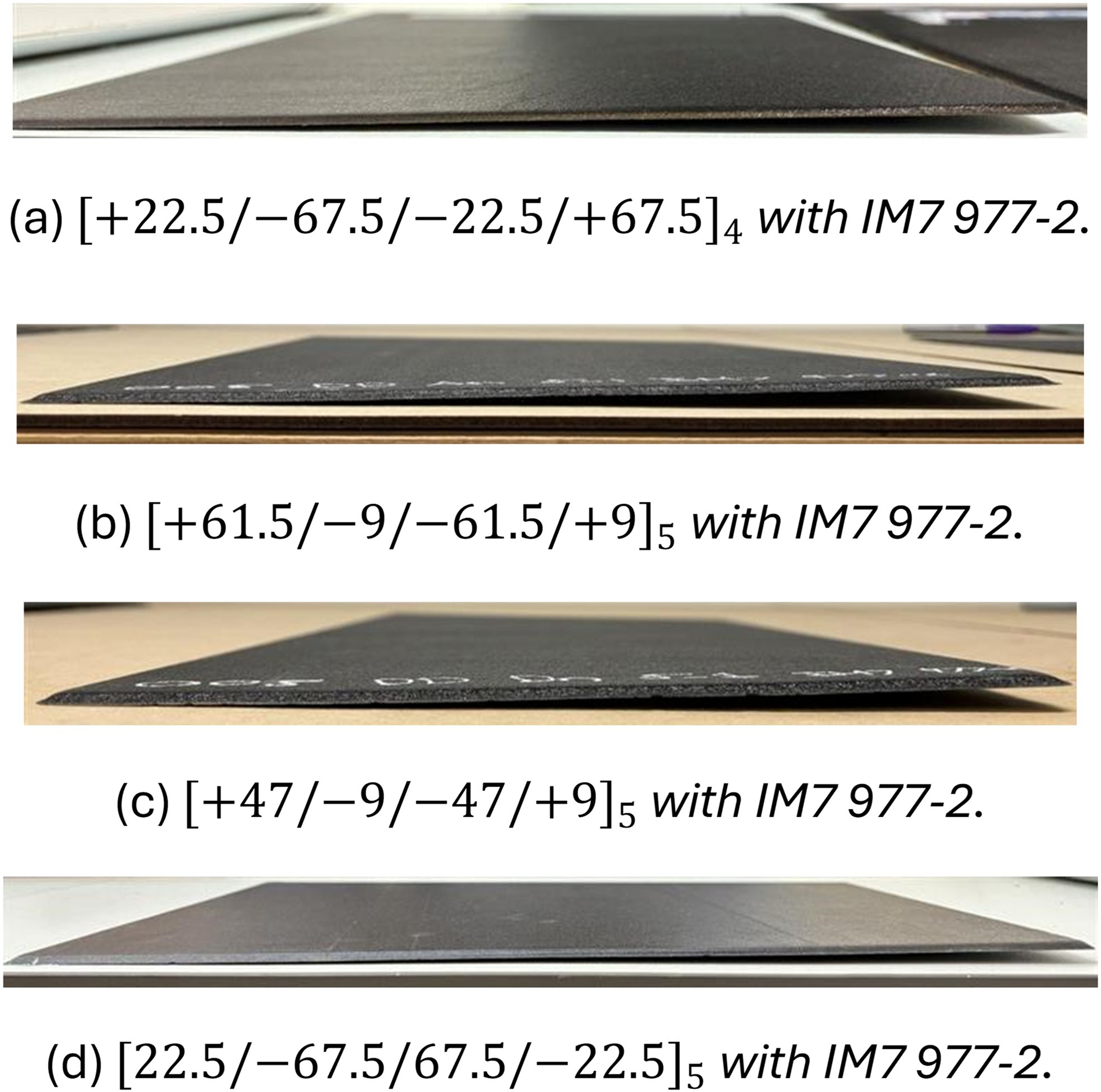
Laminates manufactured based on original homogenisation criteria.
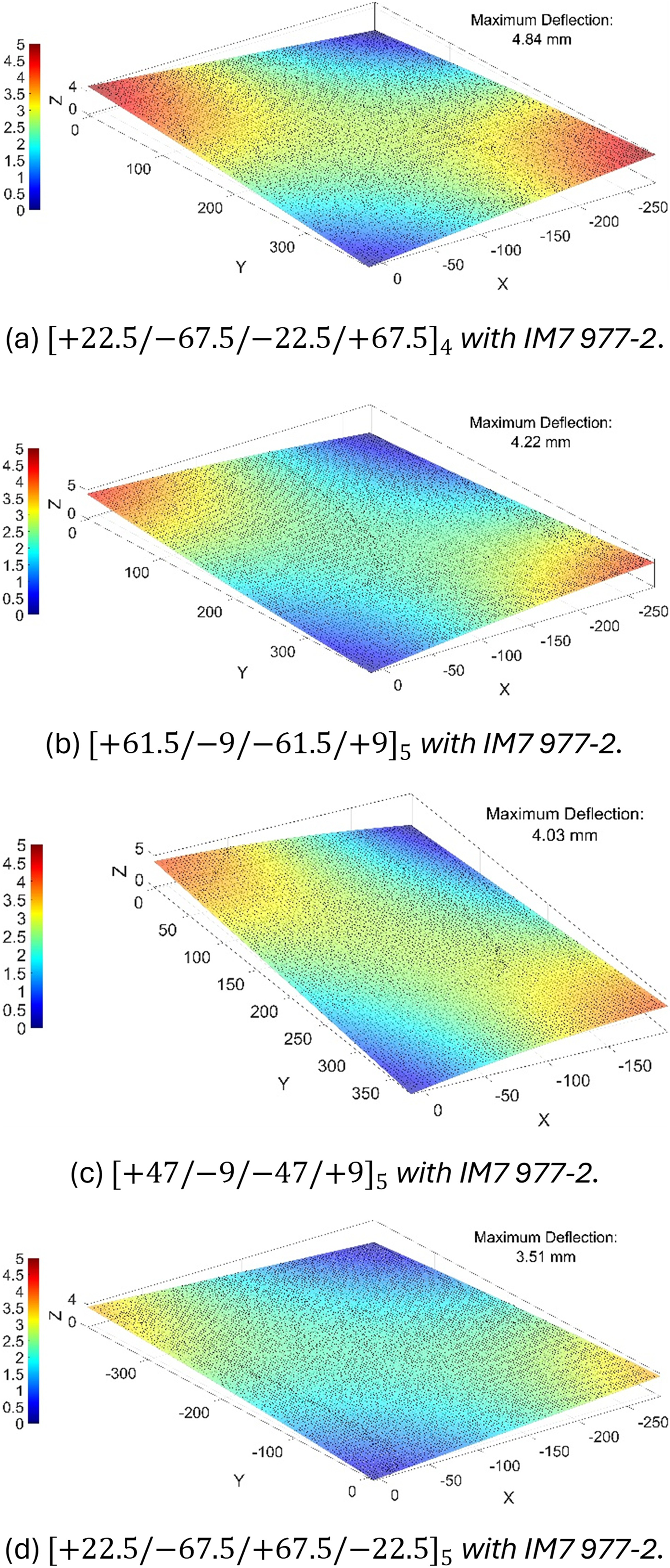
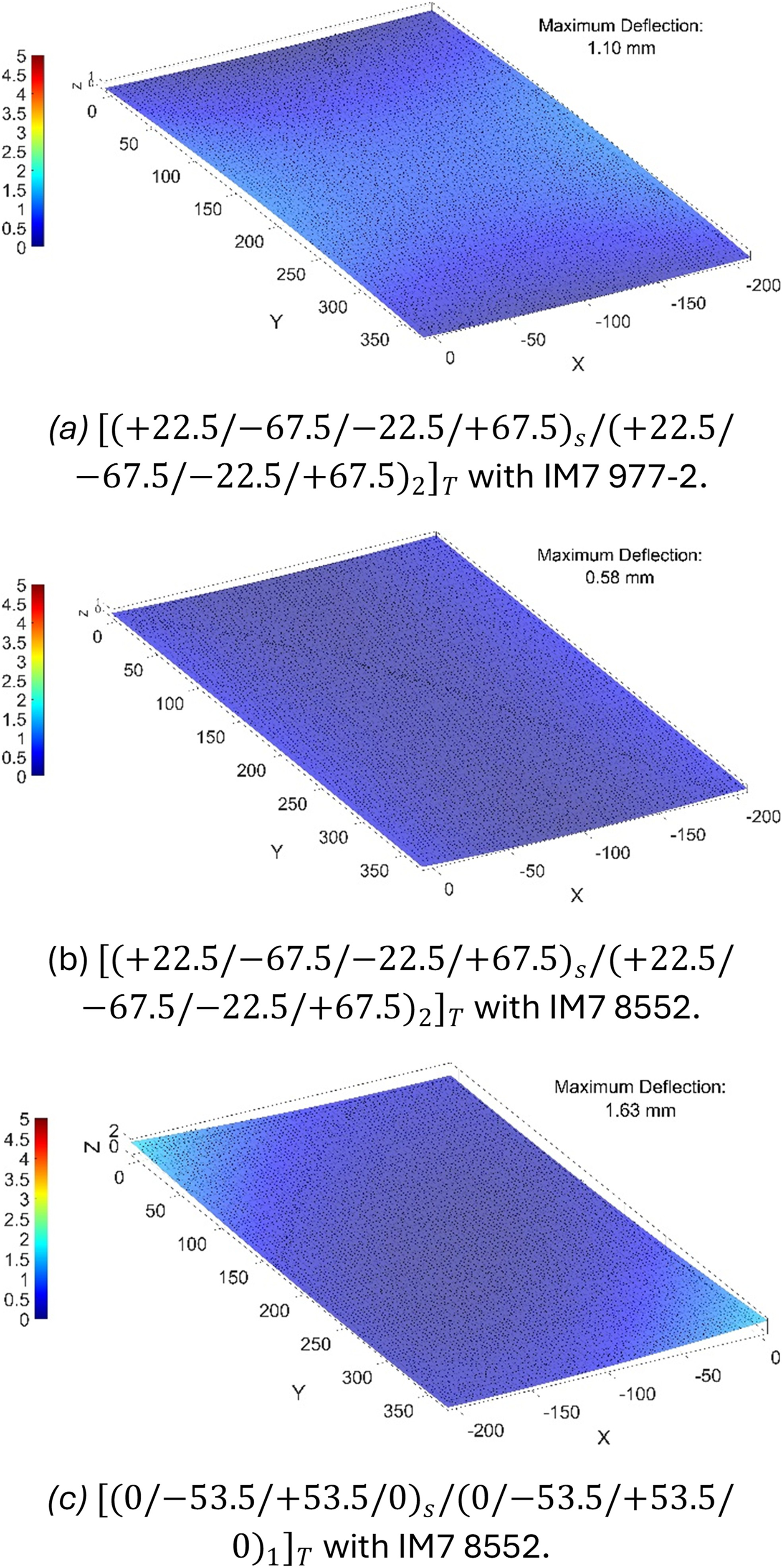
Processed point cloud data and fitted surface for manufactured laminates based on the original homogenisation criteria.
The results show that all laminates suffered severe warpage, with the worst case exceeding the permissible deflection for minor warpage classification by more than 4 times. These results suggest that the original arbitrary DD homogenisation criteria are insufficient to prevent laminate warpage.
Homogenisation based on updated criteria
The previously proposed homogenisation criteria were found to be inadequate in preventing laminate warpage, necessitating the development of more stringent constraints. As it is not possible to completely eliminate all 
Homogenisation grid based on updated homogenisation criteria
Figure 7 shows the resulting homogenisation grid for the standard 4-ply DD sub-laminate, based on the updated criteria. As with the grid based on the original criteria, only two unique DD sub-laminate stacking sequences are required to achieve the minimum number of sub-laminate repeats, [ Grid showing the required repeats for homogenisation with a 4-ply sub-laminate and the recommended permutation for each region based on the updated homogenisation criteria.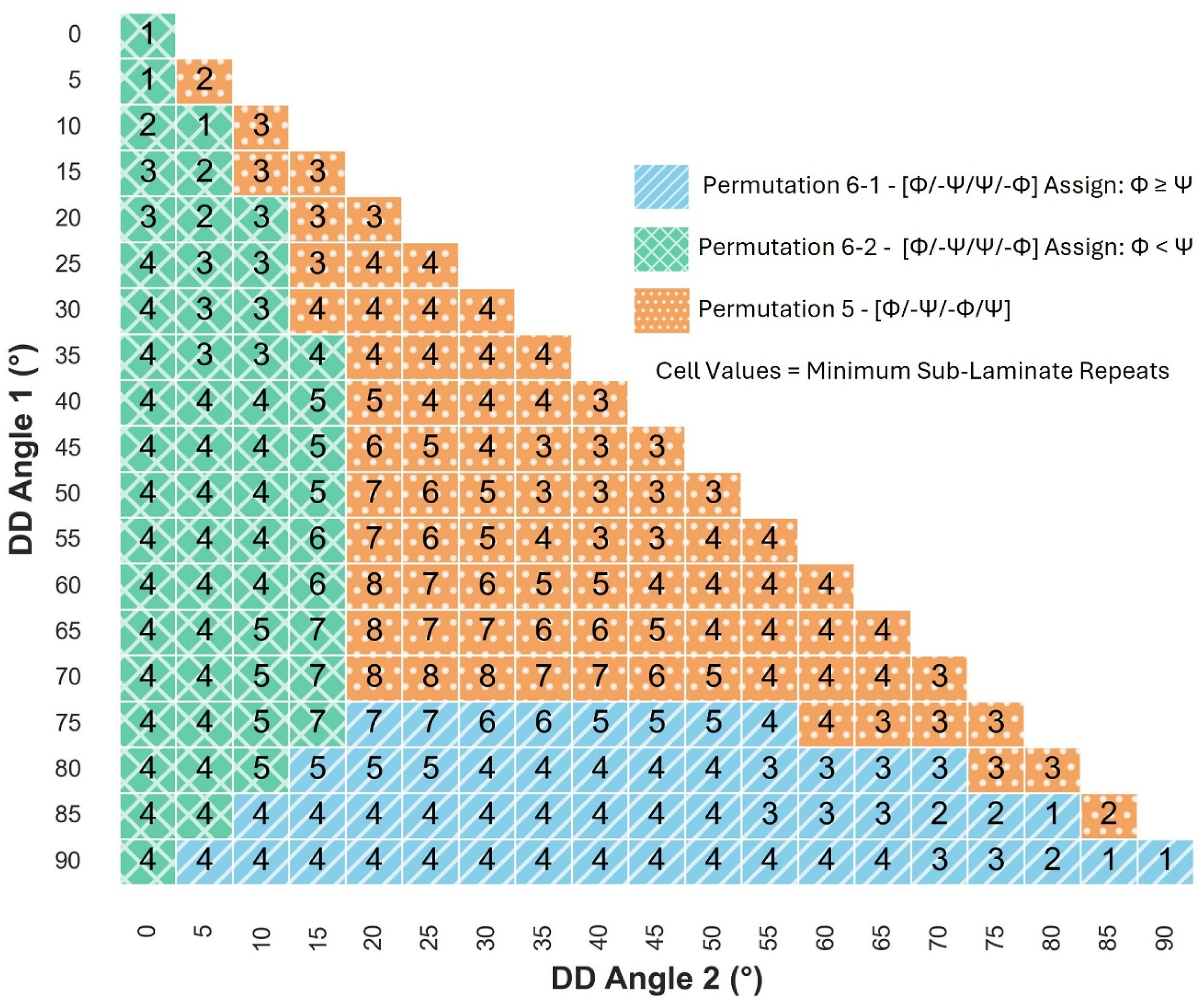
Manufacture & point cloud data - updated criteria
Laminates manufactured to assess the updated homogenisation criteria.
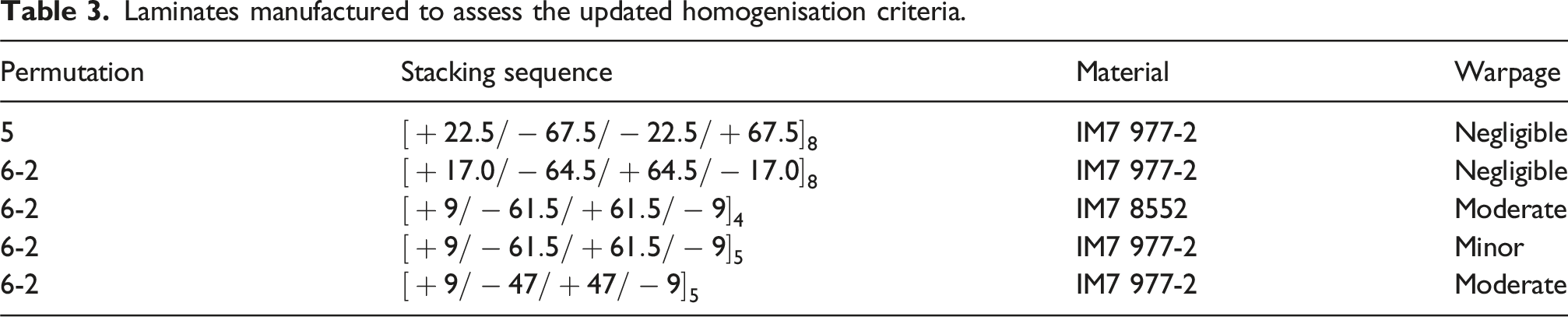
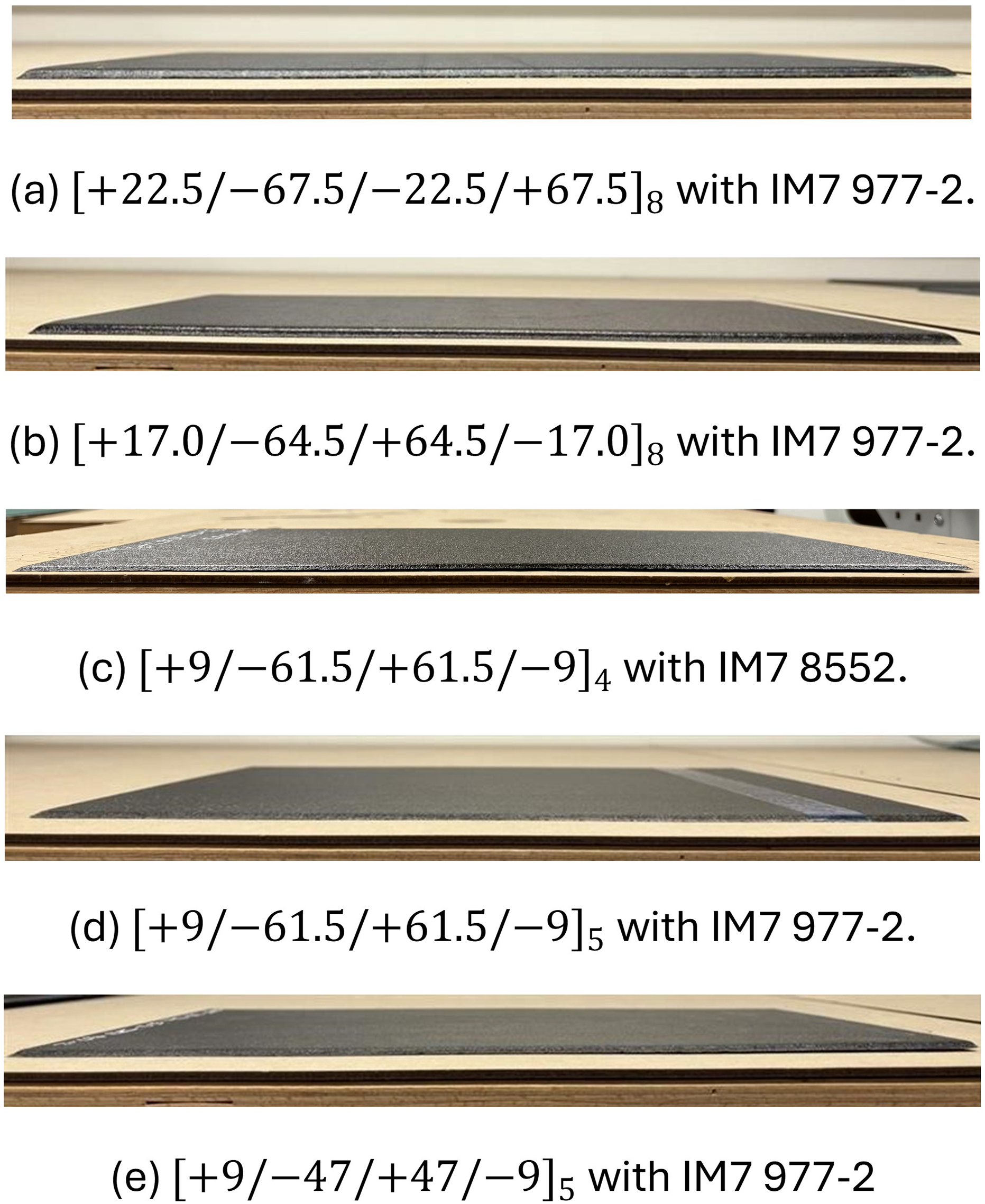
Laminates manufactured based on updated homogenisation criteria.
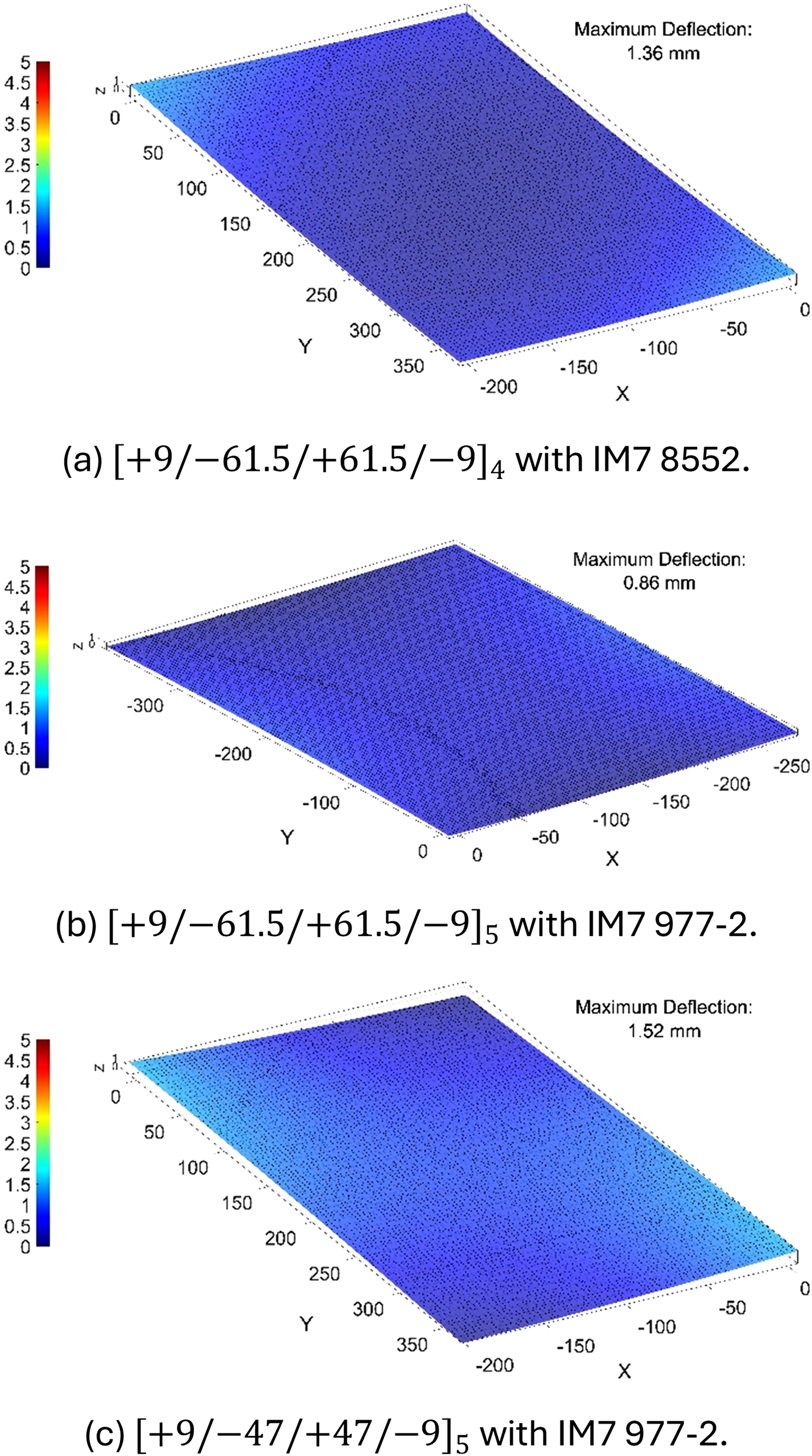
Processed point cloud data and fitted surface for manufactured laminates based on updated homogenisation criteria.
Table 3 shows the updated homogenisation criteria effectively eliminated severe warpage. The warpage classification for laminates
New stacking sequence approaches for DD laminates
Despite the improvements achieved with the updated homogenisation criteria, potential issues arise for certain DD angle combinations. In cases such as the optimal quasi-isotropic DD sub-laminate
To address this limitation, two new stacking sequence methods are proposed. While it is well known that fully symmetric laminates are ideal for preventing out-of-plane distortions, due to
Symmetry-enhanced Double-Double - 1 (SEDD-1)
SEDD-1 introduces one symmetric BB to the laminate stack, creating a base laminate of Visualisation of SEDD-1 Laminate stacking sequences.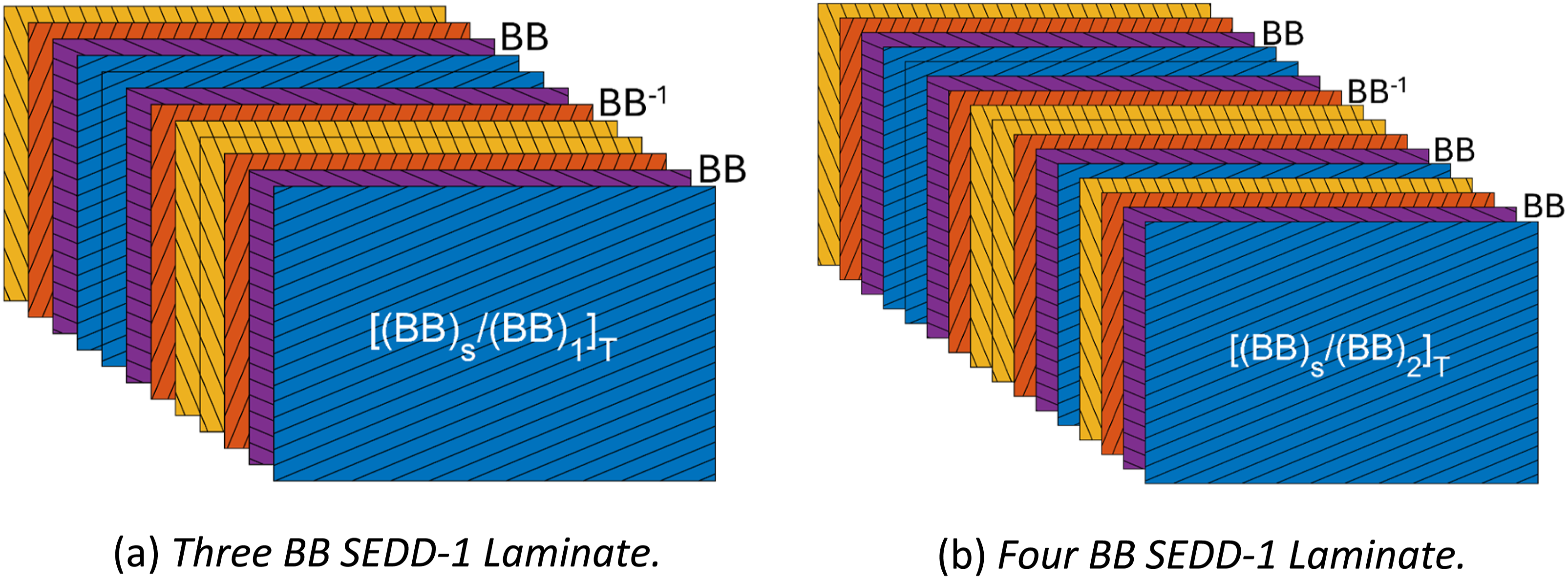
For the base DD laminate, Grid showing the required repeats for homogenisation with a 4-ply sub-laminate and the recommended permutation for each region based on the updated homogenisation criteria with SEDD-1 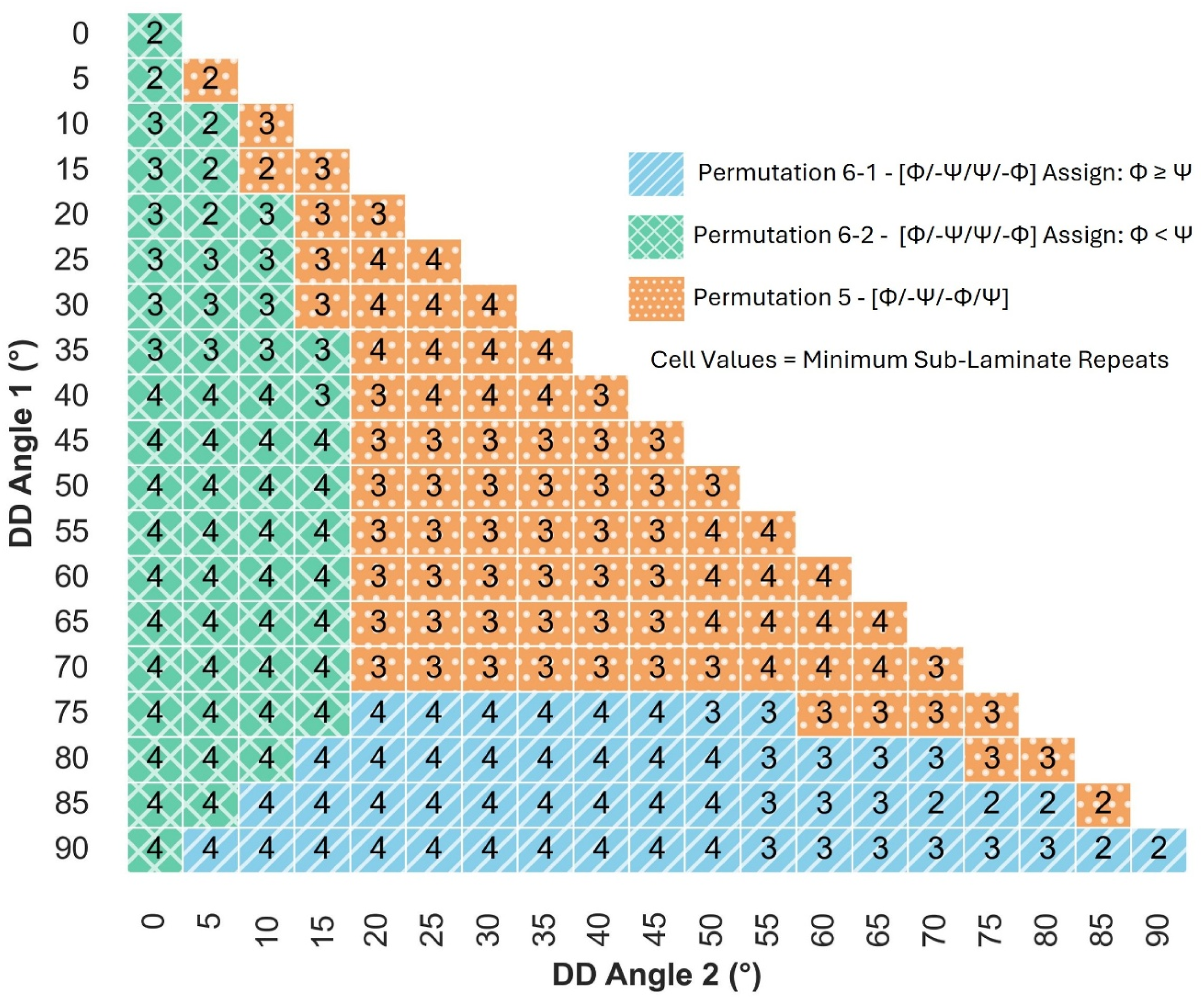
The critical criterion driving the required number of repeats for
Manufacture & point cloud data - SEDD-1
Laminates manufactured to assess SEDD-1.

Laminates manufactured with SEDD-1 and based on the updated homogenisation criteria.
Processed point cloud data and fitted surface for manufactured laminates SEDD-1 based on the updated homogenisation criteria.
Both quasi-isotropic DD laminates, manufactured with IM7 977-2 and IM7 8552, exhibited negligible or minor warpage. The
Symmetry-Enhanced Double-Double - 2 (SEDD-2)
Incorporates a symmetric BB every other repetition. This stacking sequence can be represented as Visualisation of SEDD-2 Laminate stacking sequences.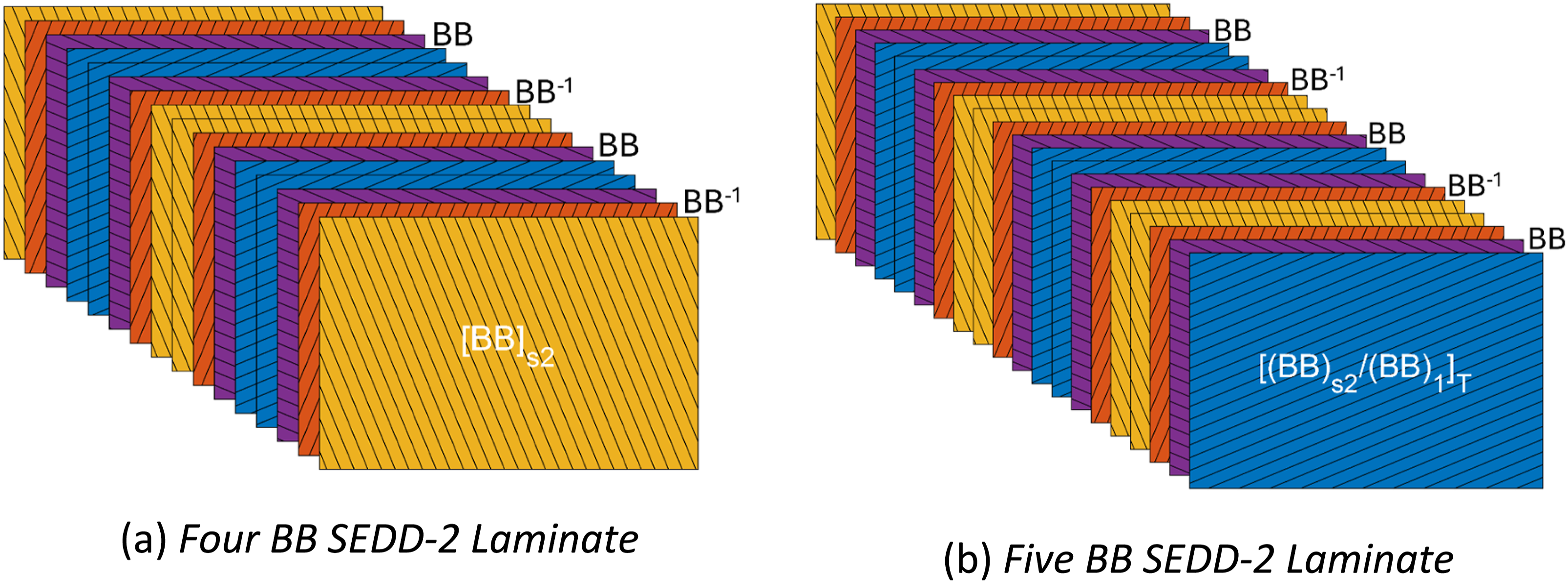
The homogenisation grid for SEDD-2 based on the updated homogenisation criteria is shown in Figure 15. The optimal stacking sequence permutation and angle order for each angle combination were determined based on the Grid showing the required repeats for homogenisation with a 4-ply sub-laminate and the recommended permutation for each region based on the updated homogenisation criteria with SEDD-2 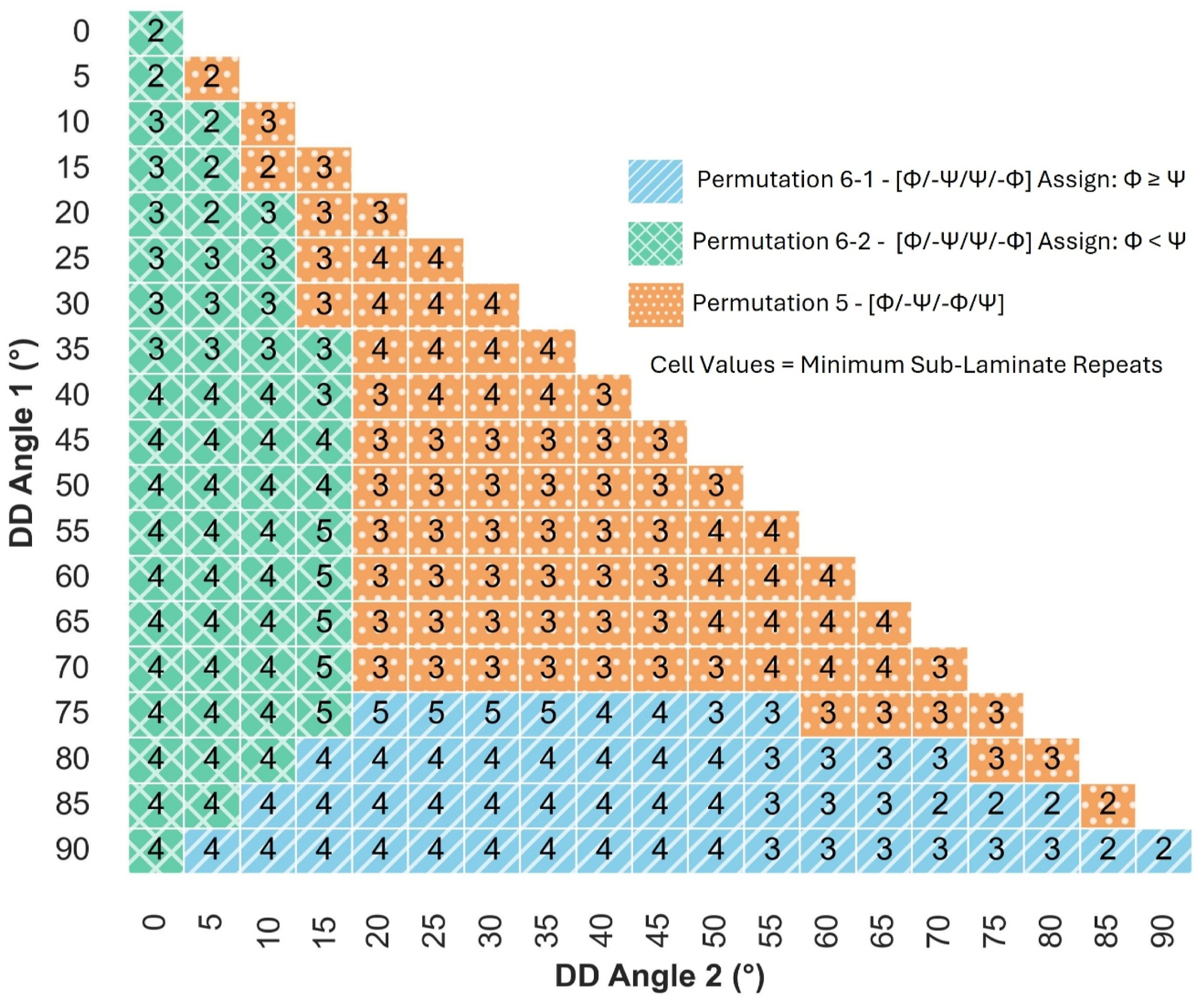
Manufacture & point cloud data - SEDD-2
Laminates manufactured to assess SEDD-2.

Laminates manufactured with SEDD-2 and based on the updated homogenisation criteria.
Figure 16(a) shows the laminate Processed point cloud data and fitted surface for 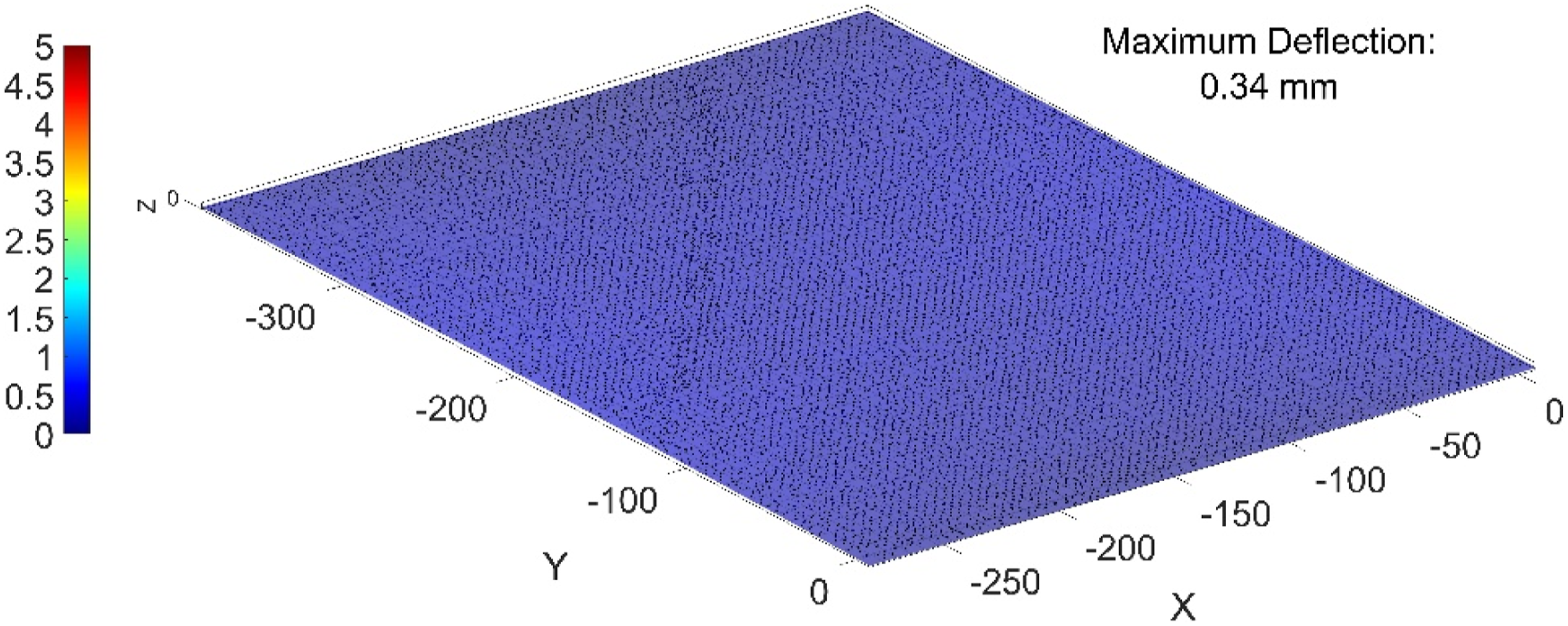
Symmetry-enhanced Double-Double summary
The introduction of SEDD laminates provides a practical solution to the high minimum sub-laminate repetition limitation of the traditional DD stacking sequences. SEDD-1 and SEDD-2 offer varying degrees of symmetry, enabling reduced sub-laminate repeats, while preserving external tapering capabilities. Among these, the SEDD-2 stacking sequence is recommended due to its ability to maintain lower levels of
In terms of manufacturing, no additional complexity was added to the manual prepreg layup procedure, when moving from the traditional DD to SEDD approach. Similarly, from an industrial manufacturing standpoint, using either automated tape laying or NCFs, the authors do not envision the SEDD approach presenting any added manufacturing challenges.
Conclusions
A novel framework for the through-thickness homogenisation of Double-Double (DD) laminates, addressing the challenges of warpage in these asymmetric laminates, has been introduced. Homogenisation grids serve as an effective design tool, presenting the optimal DD sub-laminate permutation and the required number of sub-laminate repetitions to achieve sufficient homogenisation for any given DD angle combination.
DD homogenisation criteria previously documented in the literature proved inadequate to prevent laminate warpage for the cases studied herein, with all manufactured laminates classified as severely warped (maximum deflection
Two new DD stacking sequence approaches, of the form
These advancements in homogenisation provide a robust foundation for the design and manufacture of warpage-free DD laminates, paving the way for more efficient and lightweight composite structures. Future work could focus on a larger-scale validation program including the manufacture of laminates with a broader spectrum of DD angles, as well as expanding the study to encompass a wider array of materials, including thermoplastics.
Supplemental Material
Supplemental Material - Homogenisation of Double-Double (DD) laminates: Warpage mitigation and new stacking sequence approaches
Supplemental Material for Homogenisation of Double-Double (DD) laminates: Warpage mitigation and new stacking sequence approaches by Aidan Hawkins, Scott L. J. Millen and Ali Aravand in Journal of Composite Materials
Footnotes
Acknowledgements
This study was conducted in collaboration with Spirit AeroSystems Belfast. Surface scanning capabilities were provided by the Northern Ireland Advanced Manufacturing Innovation Centre (AMIC). The assistance of Jean-Aubin Thiebot is gratefully acknowledged. Significant knowledge transfer from Professor Stephen W. Tsai and the team at Stanford University is also gratefully acknowledged.
Author contributions
Aidan Hawkins: Writing - Original Draft, Conceptualisation, Methodology, Software, Investigation, Validation, Formal analysis, Data curation, Visualisation. Scott L.J. Millen: Writing - Review & Editing, Conceptualisation, Methodology, Resources, Visualisation. M. Ali Aravand: Writing- Review & Editing, Conceptualisation, Methodology, Resources, Visualisation, Funding acquisition.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by an EPSRC Standard Research Studentship (2774253), co-funded by Spirit AeroSystems Belfast as the industrial partner through a collaborative studentship at Queen’s University Belfast.
Declaration of conflicting interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Data Availability Statement
Data not available within the main manuscript or supplementary information can be requested from the corresponding author.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.