
Abstract
Aluminium (Al) and Al-based alloys known as lightweight, good corrosion resistance, and low-cost materials are found used for a range of engineering applications including those in automobile, aircraft, power systems, marine, defence, and among others. Although, notwithstanding these intrinsic features of Al and its alloys, their wide application is constrained due to certain properties, for example, dendrite separation, intense wear rate over a period, and mechanical degradation under severe impact and harsh environment. Nonetheless, as studies established that nanocomposites depict a promising solution to overcome the limitations of Al, Al-based alloy and their micro composites. The current review aims to discuss the influence of nanoceramic fillers on the mechanical and tribological characteristics of Al and Al alloy-based composites prepared via melting and powder metallurgy routes. With the available literature, the mechanical and wear resistance properties of Al and Al alloys matrix were observed to be improved by different nanoceramic fillers addition. Though, their mechanical behaviour at a certain point undergoes degradation due to particles agglomeration and porosity. Again, issues like brittleness reportedly affect the superior properties’ improvement of Al-based nanocomposites. Thus, as particles agglomeration, porosity, and brittleness are the main drawbacks associated with the development and characterization of Al-based nanocomposites, the authors concluded the study with challenges and recommendations for future improvement. Hence, the study will pave the way for future research opportunities and sustainable development of Al nanocomposites.
Keywords
Introduction
In recent years, composites as emerging metallurgical materials are being employed as a good replacement to traditional metals and alloys owing to their unparalleled characteristics. In today’s engineering and technologies, metal matrix composites are increasingly used in the design and fabrication of components so desirable in automobile, aerospace, power systems, oil and gas, and marine applications. Metal-based matrix composites are composites material filled with fibers or particles. The base metals include copper, titanium, magnesium, nickel, zinc, aluminium, steel etc. Metal matrix composites are structural materials with excellent characteristics including mechanical strength, modulus, hardness, and so on.1–3 Among the metal and metal alloy materials, Al and Al-based alloys are widely used in most engineering applications due to their ease of fabrication, lightweight, high mechanical strength to weight ratio, better wear resistance, and acceptable corrosion resistance properties.4–7 The low density and corrosion resistance characteristics of aluminium alloy materials have specifically positioned their use in the aerospace and overhead electrical conductors than any other metal alloy.8,9 In addition, aluminium/aluminium alloys have captivated more consideration as base matrix material in developing composites 10 for several applications. While considering its low-cost, availability and recyclability, lightweight, high conductivity, ability to be drawn into wires, low mass in each volume, resistance deformation, good wear resistance, high endurance mechanical strength, and better stability at high temperature compared to other base metals like zinc and magnesium. In automobile industries, reduction of fuel consumption and gas emissions are practicable through the utilization of aluminium materials 6 in producing automobile composite components owing to their low density compared to most metal-based matrices, for example nickel, titanium, zinc, and copper. However, flaws, such as plastic deformation, material loss, and mechanical degradation under severe impact and harsh environment have reportedly limited the use of aluminium and its alloys in most industrial applications where lightweight metals are highly needed.8,11,12 Thus, in maintaining the usage and application of aluminium matrix material in engineering due to its intrinsic properties; researchers and industries necessitates the reinforcement improvement of aluminium and aluminium alloys matrix using ceramic inorganic micro or nanofillers.8,11,12 And as such, aluminium-based nanocomposites being a relatively new class of advanced engineering materials used in automobile, aerospace, and power industries, have received great attention in recent times as one of the replacements for iron and steel materials.13–15 Additionally, aluminium and aluminium-based nanocomposites have demonstrated to be a promising material to manufacturers and users because of their cost-effectiveness, ease of fabrication, better machinability, growing availability, and specific mechanical characteristics compared to conventional composites.16,17 Inorganic nanoparticle reinforced aluminium composites remain one class of composite, which is easy and cheap to produce based on innovative work and productivity improvement reports. 18 Furthermore, in producing aluminium-based nanocomposites, various techniques, such as stir casting, powder metallurgy, hot iso-static pressing, and spark plasma sintering,8,18–23 have greatly been employed. Based on the mentioned fabrication methods in preparing aluminium and it composites and such resultant nanocomposites being the most generally worked material, several studies have been conducted, which recommends the usefulness of aluminium-based nanocomposites for numerous engineering applications,24–31 particularly, in aerospace, automobile, and marine industries. Therefore, as inorganic fillers, such as Al2O3, TiC, SiC, Si3N4, AIN, BN, TiB2, CNTs, B4C, SiO2, ZrO2, graphite etc. Are being employed as reinforcement phase material in the improvement of aluminium and aluminium-based nanocomposites8,11,12,14,32–42 for aerospace, automobile, marine, oil and gas, and defence applications. The present review study focuses on the recent advances in the development/fabrication process, characterization, and enhancement of aluminium-based nanocomposites characteristics using nanoceramic particles. Knowing that conventional aluminium alloys and their composites have reached their intrinsic limits.13,14 And one major issue in aluminium alloys and aluminium-based micro composites remain secondary processing techniques and dendrite separation. 13 Nanocomposites as a novel class of materials characterized with lighter structure and effective features depict a promising solution to overcome these drawbacks. 14 For instance, a study by Beheshtipour et al. 20 revealed that nano-Al2O3/Al composites depicted better mechanical and corrosion resistance properties than those of micro-Al2O3/Al composites. Aluminium matrix micro composites reportedly depict low hardness and wear resistance over a period, and as such their usage is limited in demanding applications, especially in harsh environments. Additionally, studies by Kotteda et al. 17 widely discussed the advantages of Al-based nanocomposites over conventional Al composites. Based on the possible benefits of nanocomposites, this paper in addition studies the numerous effects of nanoceramic oxide, nanoceramic carbide, nanoceramic nitride, nanoceramic boride, and carbon-based nanofillers on improving the mechanical, wear, and thermal properties of aluminium-based composites. Furthermore, the challenges facing the fabrication and aluminium nanocomposites performance were also presented in the study with recommendations for future improvement. As the demand for lightweight yet robust materials in automobile, aircraft, and spacecraft components have propelled research into nanocomposites to strike a balance between weight reduction and structural integrity.6,16,29
Overview of aluminium and aluminium alloy as an advanced engineering matrix material and applications
Aluminium as a chemical element with the symbol Al and atomic number 13 depict a density of 2.7 g/cm3 lower than those of other common metals like iron (Fe). Aluminium as the third-most abundant element on earth after oxygen and silicon, is obtained industrially, which involves extracting bauxite ore (a sedimentary rock, which is rich in aluminium minerals) and refining it to produce alumina (Al2O3) and then smelting the alumina to extract pure aluminium. 43 Herein, some of the alumina industry and its extraction can be found in the paper presented elsewhere. 42 Aluminium as a metal material possesses great affinity towards oxygen, hence its formation of a protective layer of oxide on the surface when being exposed to air.44,45 In the area of metal working and fabrication, aluminium is found to be easy to machine into shapes and size because of its softness, nonmagnetic, and ductile properties. However, pure aluminium being a flexible metal and a relatively low-strength material reportedly not so favourable for most structural applications. 8 But when an aluminium matrix is being alloyed with some percentage of alloying elements, such as copper, magnesium, and silicon, its yield strength and ultimate strength usually increase to a certain factor. These groups of aluminium alloys have been used in the aerospace industry for several years in aircraft design and construction.46,47 Chemical and composition formulation during the processing of aluminium alloys regulates their microstructural properties, which includes size, shape, and grain. These properties do influence the better performance of aluminium alloys over pure aluminium in the design of parts with improved physical and mechanical response. Moreso, acceptable technical characteristics, such as good mechanical strength have been shown by aluminium alloys. 47 The application of aluminium alloys as structural material has markedly increased in the past years because of their considerable characteristics, such as ductility, ease of fabrication, excellent thermal conductivity, high corrosion resistance, and good surface finishing. Their ease of production and extrusion makes aluminium alloys a resourceful structural material used in the fabrication of complex cross-sectional shapes, so suitable for structures that cannot be produced from traditional materials like steel. 48 Nonetheless, there are still some issues facing the use of aluminium alloys in aerospace, automobile, and ship building industries. For instance, studies by49–53 posit the common use of aluminium as matrix and that the optimization of tensile properties of aluminium alloys are necessary to overcome some issues surrounding their applications in connection with mechanical loading that could result in material strain and failure. Along this line, several studies have been conducted on producing aluminium-based materials with improved properties suitable for both structural and engineering applications using nanofillers. Hence, the properties of Al and Al-based composites filled with nano additives, such as metal oxides, nitrides, carbides, and carbon-based (carbon nanotubes and graphene) will be discussed in the below sections followed by challenges and recommendations.
Influence of ceramic oxide nanofillers on the mechanical and tribological characteristics of aluminium-based nanocomposites for engineering applications
Non susceptibility of ceramic oxide materials to corrosion or deterioration in the harsh environment and in addition with their good mechanical and tribological characteristics, as well as excellent thermal stability has made them suitable for a vast array of applications.
54
Zamani et al.
55
studied the influence of different Al2O3 nanoparticles on the microstructural and mechanical properties of Al2O3/Al-based nanocomposites. In the study, Al powder with 45 µm particle size was employed as a matrix material while Al2O3 of particle size less than 100 nm was used as the reinforcement material. The nanocomposites were prepared at 10 and 20 wt % of Al2O3 nanoparticles using powder metallurgy technique. Analysing the microstructure of the resultant nanocomposites with the use of optical microscope (OPM) (OLYMPUS BX51M, made in Japan), results indicated that the Al2O3 particles were evenly distributed in the Al-based matrix. Though, optical microscope hardly gives better result when compared to high-resolution scanning electron microscopy (HRSEM) and transition electron microscope (TEM), because TEM for instance basically represent the microstructure of materials in nanoscale. However, with optical microscope image presented by authors, homogeneity of the reinforcement is noted better in the 80 wt % Al + 20 wt % Al2O3 compared to the 90 wt % Al + 10 wt % Al2O3 sample. Therein, less pores and surface cracks are found in the resultant nanocomposites, and such demonstrates the good bonding of the Al2O3 reinforcement and Al matrix during the solidification process (SP) of the 80 wt % Al + 20 wt % Al2O3 composites. With this, one can conclude that there exists strong interfacial bonding (mechanical interlocking) in the fabricated nanocomposites as a result of Orowan mechanism based on the mechanical response of the Al2O3/Al nanocomposites filled with 20 wt % Al2O3. However, with the wt. % incorporation of the Al2O3 nanoparticles, the hardness, tensile and compressive strength of the Al matrix were improved while decrease in impact strength occurred with the Al2O3 additions. The reduction in the impact strength of the nanocomposites was attributed to the brittleness initiated in the nanocomposites by the ceramic particulates, thus lower impact energy needed for the nanocomposites to break. From the study, it was concluded that the Al2O3/Al-based nanocomposites with 20 wt % Al2O3 nanoparticles reinforcement exhibit superior mechanical characteristics in comparison with the other reinforcement investigated in the research. The enhanced hardness, tensile, and compressive strength is ascribed to the strengthening mechanisms, such as dislocation density, better load transfer, and crack deflection which exist in the resultant nanocomposites. The Al2O3 nanofiller acts as a hindrance during sintering, hence causing grain refinement and increasing dislocation density in the nanocomposite surface. Moreso, the reduced crack propagation energy could not break the reinforcement particles and thus, cannot follow the linear path. This basically delays the crack propagation and improves the mechanical characteristics of the nanocomposites. The reinforcement particle acting as a restriction to the propagating crack, making the crack tip blunt and deflects the crack to other direction contributed to the improved tensile and compressive strength of the Al2O3/Al nanocomposites compared to the pure Al (see Figure 1). Nonetheless, there is a need to extend the study above 20 wt % Al2O3 loading to ascertain the optimum wt. % of Al2O3 in producing Al-based nanocomposites using the same powder metallurgy route. (a) Tensile strength and (b) Compressive strength.
55
Al2O3 stand for alumina (Al2O3).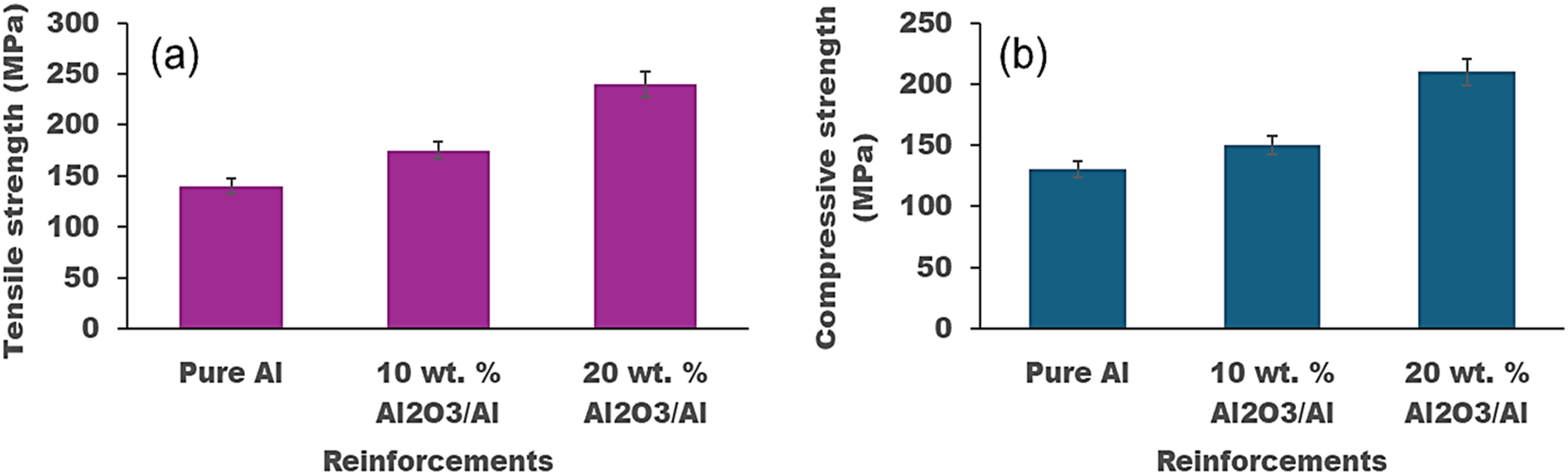
Zaiemyekeh et al.
56
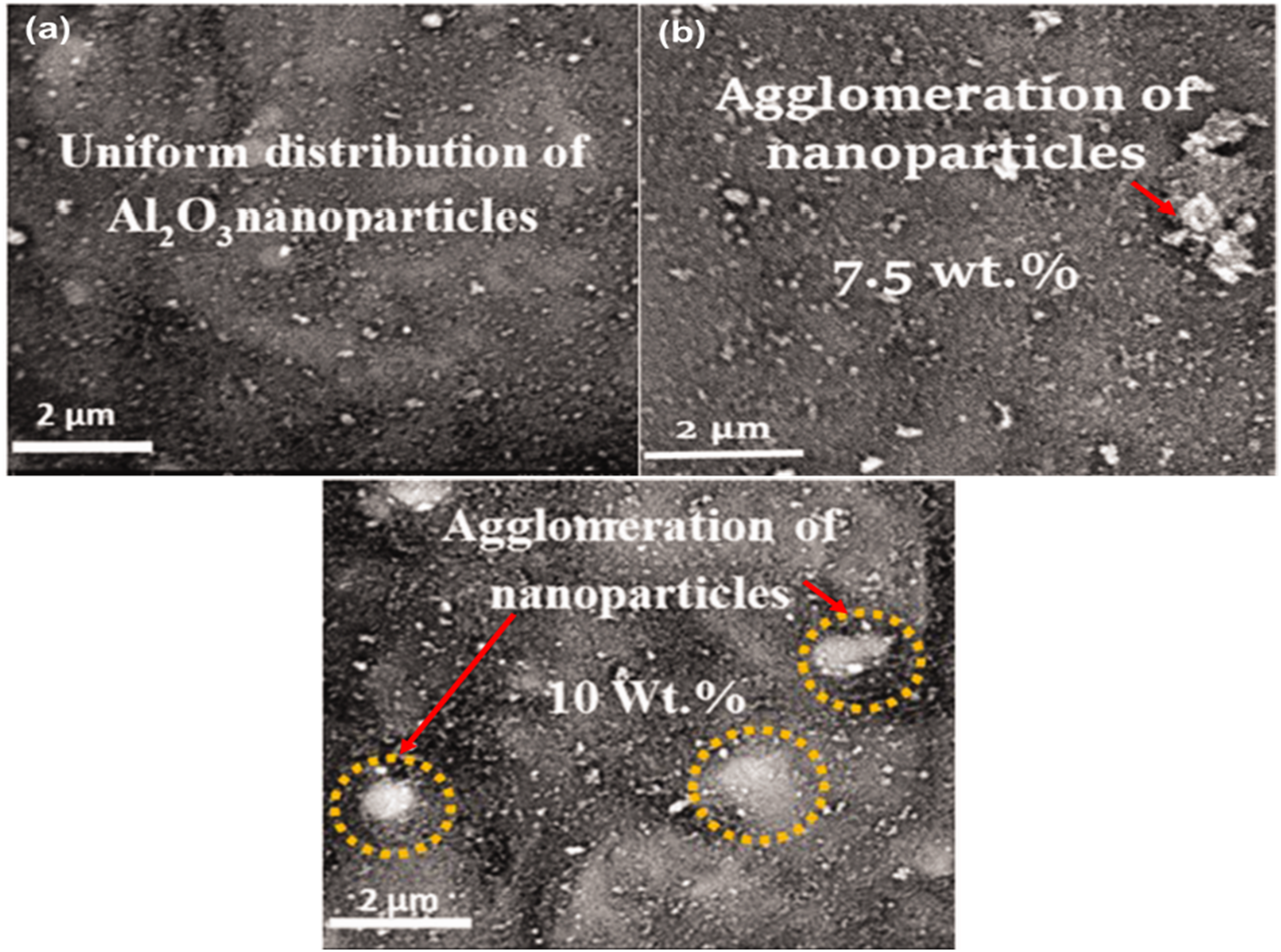
investigated the effects of varying Al2O3 nanoparticles on the compressive and sliding wear deformation behaviour of aluminium-based matrix composites. The metal matrix composites were developed at varying weight percent of Al2O3 nanoparticles (2.5, 5, 7.5, and 10 wt %) using a powder metallurgy (PM) method. To maintain the previous fabrication process of Al2O3 reinforced Al composites using the PM process presented in57,58, the investigators fabricated the nanocomposites at a sintering temperature of 620°C, 90 min, and heating rate of 20°C/min. The morphology characterization results of the developed nanocomposites using optical microscope and scanning electron microscope revealed that the Al2O3 nanoparticles were uniformly distributed in the pure Al matrix. In their study, more uniform particle distribution is observed in 5 wt % Al2O3 addition. Hence the optimized yield strength, hardness, and better wear resistance of the nanocomposite with 5 wt % Al2O3 nanoparticles incorporation. Improve interfacial interaction between the nanoparticles and matrix and increase dislocation density, as well as the reinforcement acting against plastic deformation remain the reasons (mechanism), which attribute to improved mechanical and wear resistance characteristics. In addition, the incorporation of the nanoparticles above 5 wt %, in the matrix showed adverse effects in the behaviour of the nanocomposites due to its higher brittleness. Like Zamani et al.
55
findings, the properties degradation of the Al2O3/Al-based nanocomposites beyond 5 wt % of the Al2O3 nanofillers as revealed by Zaiemyekeh et al.
56
could be ascribed to insufficient bonding, agglomeration of nanoparticles as depicted in Figure 2, and brittleness. And one can agree with this knowing that poor interfacial bonding leads to less better load transfer mechanism in composite and at the same time affects their overall mechanical performance.
55
SEM images of the nanocomposites produced at (a) 5 wt % Al2O3, (b) 7.5 wt % Al2O3 and (c) 10 wt % Al2O3 nanoparticles.
56
In another study, Yolshina et al.
59
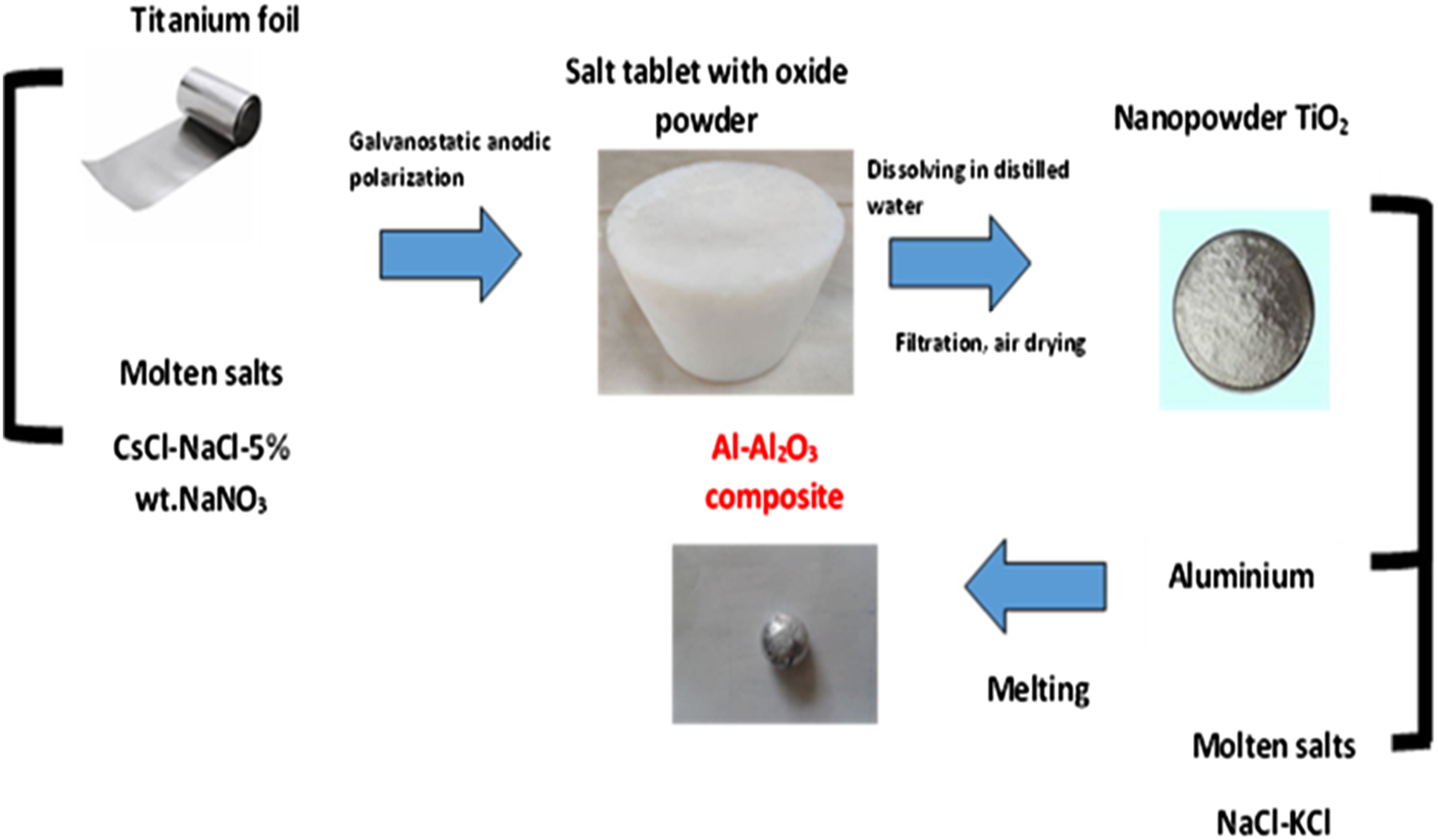
evaluated the mechanical and thermal properties of Al-matrix composites filled with different Al2O3 nanoparticles (particle size close to 100 nm) content (0, 7, 10, 14, and 19 wt %), which was prepared by direct chemical reaction in molten salts as can be seen in Figure 3. Herein, in forming the nanocomposites via the reaction between the molten Al and the salt electrolyte flux, TiO2 nano powder (30 nm) was used as a precursor (Figure 3). Additionally, the synthesis of Al2O3 particles inside aluminium was conducted by a one-step chemical reaction of titanium dioxide with molten Al under a layer of molten halides in the atmosphere (3TiO2 + 4Al = 3Ti + 2Al2O3). Basically, molten halides (alkali or alkali-earth chlorides or fluorides) remain the optimum reactive media for the formation of Al/Al2O3 composites. Therefore, it is worthy to note that the existence of Al and O is as a result of Gibbs energies of some possible reaction in the Al-TiO2-NaCl-O2 system. From the experimental results, up to 14 wt % addition of Al2O3 nanoparticles produced after the reaction of TiO2 and Al, hardness, tensile strength, elastic modulus, and thermal stability of the Al-matrix composites were improved. And such improvements could be because of the uniform dispersion of the Al2O3 nanoparticles,60–62 material hardening and its surface modification with molten salt synthesis.63,64 Though, the results of the thermogravimetry in addition with the differential scanning calorimetry indicated that the thermal stability of the resultant nanocomposite materials was near to that of the pure Al and the insignificant change in weight between the pure Al and nanocomposites during measurements attributed to endothermic anomalies. The recorded change in the mass of the Al is approximately 0.74% while that in the nanocomposite samples after three heating and cooling cycles could not exceed 0.37%. For the mechanical properties, fine Al2O3 nanoparticles act throughout the matrix as hindrance to dislocations movement and hence the remarkable improved mechanical strength (75 MPa) and hardness (381 MPa) of the nanocomposites compared to the pure Al (63 MPa strength and 310 MPa hardness). Schematic illustration on the processing of Al2O3/Al-based nanocomposites via direct chemical reaction in molten salts.
59
Khademi et al.
65
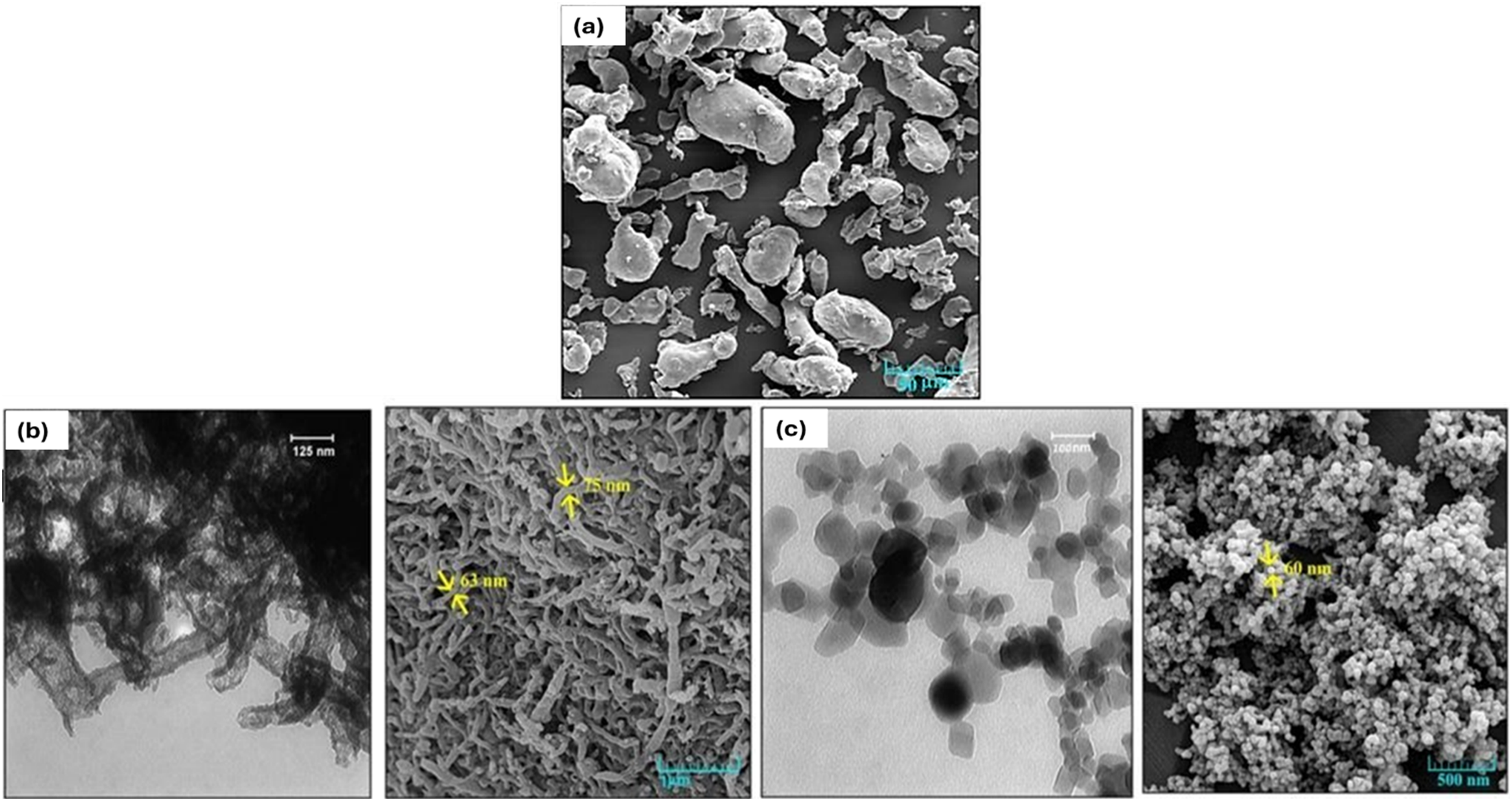
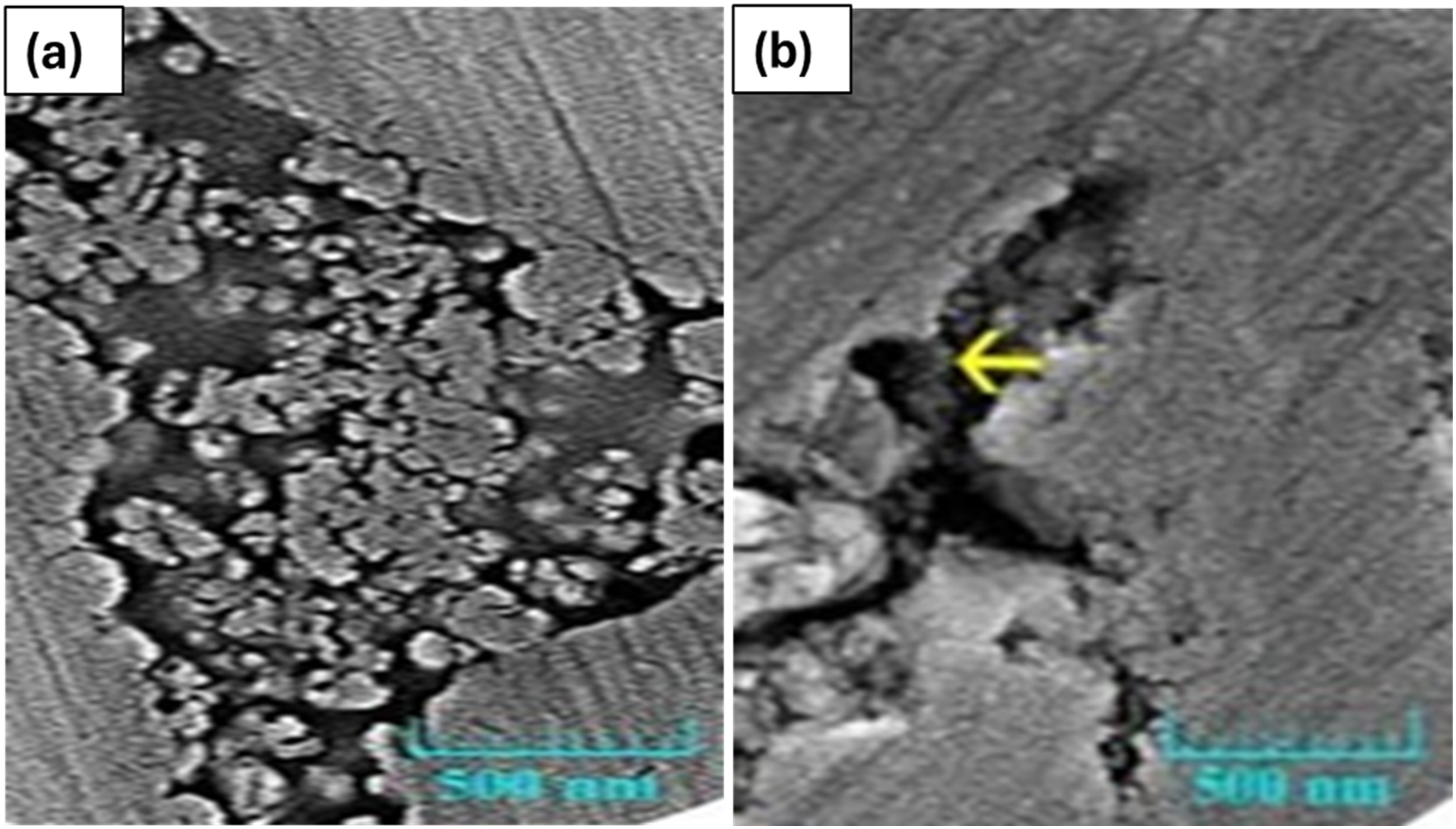
in their study examined the effect of different shapes of SiO2 reinforcement, which includes nanoparticles (average particle size of about 60 nm) and nanotubes (outside diameter of ≤100 nm) at different concentrations (1, 3, 5, and 10 wt %) on the mechanical characteristics of Al-based composites using powder metallurgy route. In fabricating the composites, Al of 45 µm average particle size was used as the matrix. Figure 4(a) depicts the FESEM image of the received raw Al powder material while Figure 4(b) and (c) depicts the TEM image of the raw SiO2 nanotubes and raw SiO2 nanoparticles, respectively. Characterizing the microstructure of the resultant nanocomposites produced using SEM, results show that the SiO2 nanoparticles and SiO2 nanotubes were homogeneously distributed on the Al matrix surface up to the 5 wt % loadings. While agglomeration of both the nanoparticles and the nanotubes was noticed with an increase in the wt. % of SiO2 in Al-based composites as could be seen in Figure 5. For the ascertainment of the mechanical characteristics of the Al-based composites, the compressive strength and density were evaluated, and results indicated a remarkable reduction in the relative density from 98% to 84% for the Al-based composites containing 0 to 10 wt % SiO2. This means that at 10 wt % SiO2 addition, there exists more increase in porosity in the nanocomposites knowing that porosity is an inverse of relative density. The compressive strength was moderately increased with silica nanotubes (SNTs) incorporation. Meanwhile, for the Al composites with SiO2 nanoparticles (SNPs) addition, its compressive strength was remarkably improved and reached a maximum value of 225 MPa at 5 wt % SiO2 nanoparticles, which is approximately 40% increment when compared to that of pure Al (161 MPa). The reported reduction in compressive strength with further increase in nanoparticles and nanotubes content (beyond 5 wt %) refers to crack, porosity and agglomeration of nanofillers in the Al-based composite (see Figure 5). Besides, controlling the dispersion of fillers in Al or non-metal matrices remains the main issue for creating high performance of composites and is directly related to the mechanical characteristics of the composites.
66
SEM and TEM images of the raw material: (a) Al powder, (b) SiO2 nanotubes, and (c) SiO2 nanoparticles.
65
The SEM micrographs of the Al-nanocomposites above 5 wt % (a) 10 wt % SiO2 nanotubes and (b) 10 wt % SiO2 nanoparticles.
65
Cavaliere et al.
67
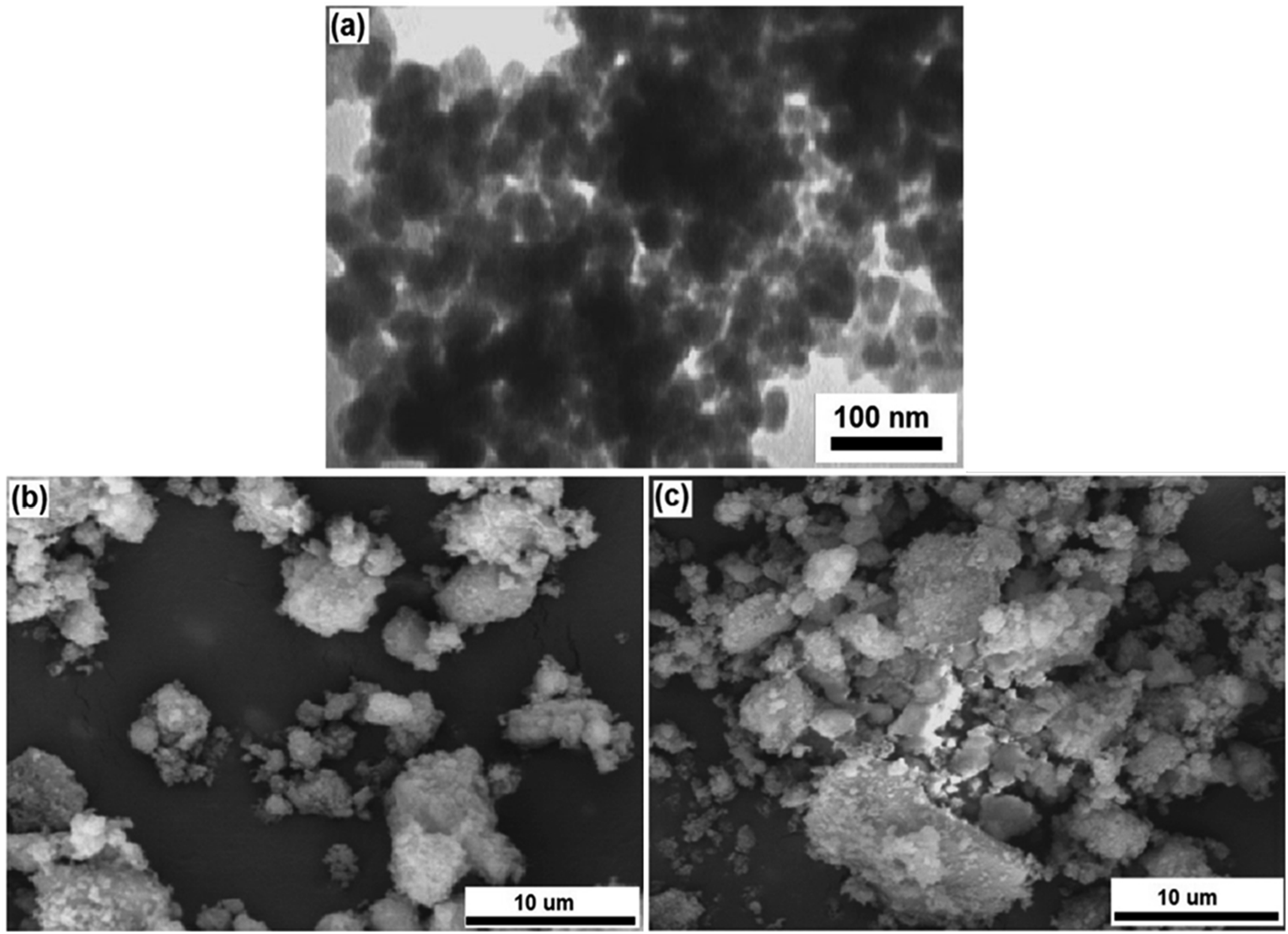
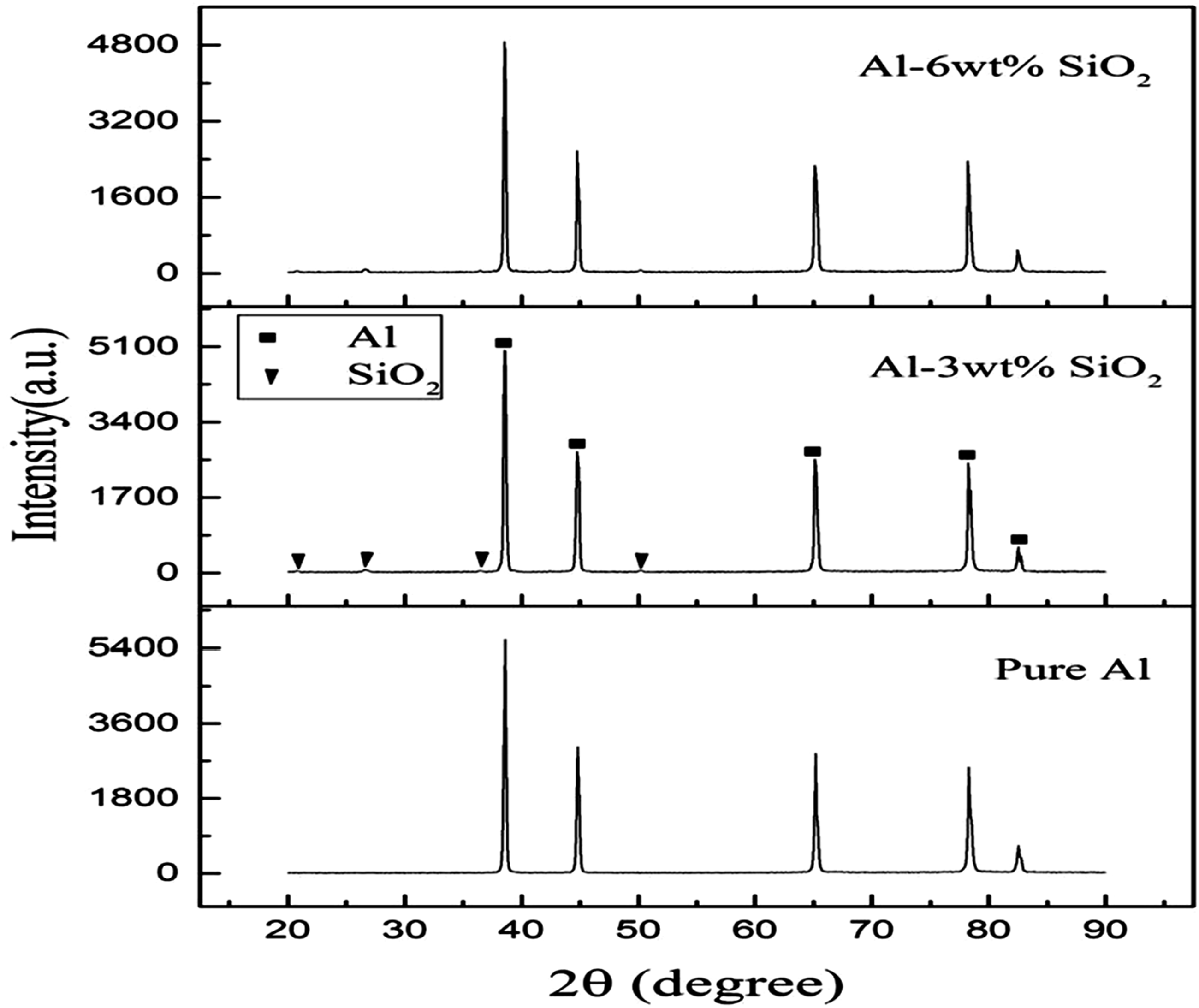
studied the mechanical properties of SiO2/Al nanocomposites loaded with different SiO2 nanoparticles contents (0, 3, and 6 wt %) using the mechanical milling dispersion and spark plasma sintering method. The sintering was conducted at a sintering temperature of 550°C, 50 MPa pressure, and heating rate of 100°C/min. The particle size of the aluminium powder used in the study was less than 20 µm and that of the SiO2 nanoparticle size was less than 50 nm. Employing electron microscopy, the microstructure and mechanical performance of the produced nanocomposites was examined. The results revealed that the pure aluminium has a uniform and completely sintered microstructure, which is reportedly not the same with the reinforced nanocomposites. As such, by increasing the wt. % concentration of the SiO2 beyond 3 wt %, there is evidence of pores linking together, which resulted in the formation of large pores in the aluminium matrix as evidenced in the SEM. And because of the pores, the aluminium particles grew quickly due to the agglomeration of the SiO2 nanofillers. Such existence of agglomeration on the other hand causes the stagnation effect of grain boundaries pining of Al through the presence of the reinforcements. Herein, grain growth is noted to be more pronounced in the SiO2/Al nanocomposites containing 6 wt % SiO2 nanoparticles and such findings are consistent with other reported research.68–70 Figure 6 depicts the TEM micrograph of the primary SiO2 nanoparticles and microstructure of the milled composites after 2 h. The x-ray diffraction data of the produced samples was examined, and it was noticed that the aluminium peak decreased due to the consequence of the incorporation of the SiO2 (Figure 7), and this is because of fast fracture of Al powder when hard nanoparticles are introduced into its matrix. Furthermore, investigating the physical and mechanical properties of the produced composites, 86% minimum relative density was recorded of the composite with 3 wt % SiO2 nanoparticles reinforcement with improved tensile strength (78 MPa) and hardness (56 HV) compared to those of the 0 wt % (60 MPa, 42 HV) and 6 wt % (30 MPa, 39 HV). By increasing the concentration of the reinforcing phase, the SiO2 particles are dispersed typically along the grain boundaries of the Al matrix in turn resulting in a continuous brittle phase of the SiO2 nanoparticles formation along the grain boundaries. As such the enhancement in the aggregate of the SiO2 nanoparticles and the mechanical characteristics degradation of the nanocomposites containing 6 wt % SiO2. One can agree to this as agglomeration of nanofillers causes porosity, grain growth, increase of interparticle distances, and low bonding
71
that could result in the tensile reduction, based on the Orowan effect mechanism.
72
TEM images of the SiO2 nanoparticle (a), and the microstructure of the balled milled 3 wt % SiO2/Al (b) and 6 wt % SiO2/Al (c) composites.
67
XRD diffraction patterns of the sintered pure Al and SiO2/PI nanocomposites.
67
Issa et al.
73
examined the effects of SiO2 nanoparticles (particle size 30 – 50 nm) additions on the mechanical behaviour of aluminium matrix composites. The SiO2/Al nanocomposites with varying content of SiO2 nanoparticles (0, 1, 2, and 3 wt %) were prepared using powder metallurgy and hot extrusion techniques involving mixing, compaction, and sintering. Examining the dispersion of the reinforcements in the matrix using scanning electron microscopy, homogeneous dispersion of the SiO2 nanoparticles in the Al matrix were reported. Evaluating the resultant nanocomposites mechanical characteristics, incorporation of 1 wt % SiO2 nanoparticle in the Al matrix increased its hardness and tensile strength by 41.8% and 24.8%, respectively. Beyond 1 wt % SiO2 addition, decreased in properties (mechanical strength and hardness) occurred, though better than that of the pure Al. Such degradation in hardness and tensile strength of the SiO2/Al at 2 wt % and 3 wt % was directly related to porosity, agglomeration, and weak interfacial bonding that is low mechanical interlocking. At such wt. % (2 and 3 wt %), force transfer from matrix to the nanofillers could not be efficient, hence a reduction in the tensile characteristics. Additionally, adopting a differential thermal analysis to ascertain if a reaction did occur between the Al and SiO2 during heating from room temperature to 900°C at a heating rate of 5°C/min. The result shows few endothermic peaks around the melting point of the Al matrix when the sample was heated up from the ambient temperature to 900°C, which indicates that there is no reasonable reaction between the fillers and the matrix when the temperature is below the melting point of the Al. And this validates stability of the amorphous SiO2 nanoparticles during nanocomposite preparation and in improving its thermal stability. Based on their findings, the authors concluded that SiO2 nanoparticles could be utilized as an effective reinforcement phase material for producing aluminium-based matrix nanocomposites with improved properties compared to the pure Al.
73
Though, the author’s conclusion could be of better insight with proper process optimization as their threshold loading of the SiO2 is not above 3 wt % as against khademi
65
work, hence more future study is needed. In another study, Abdizadeh et al.
74
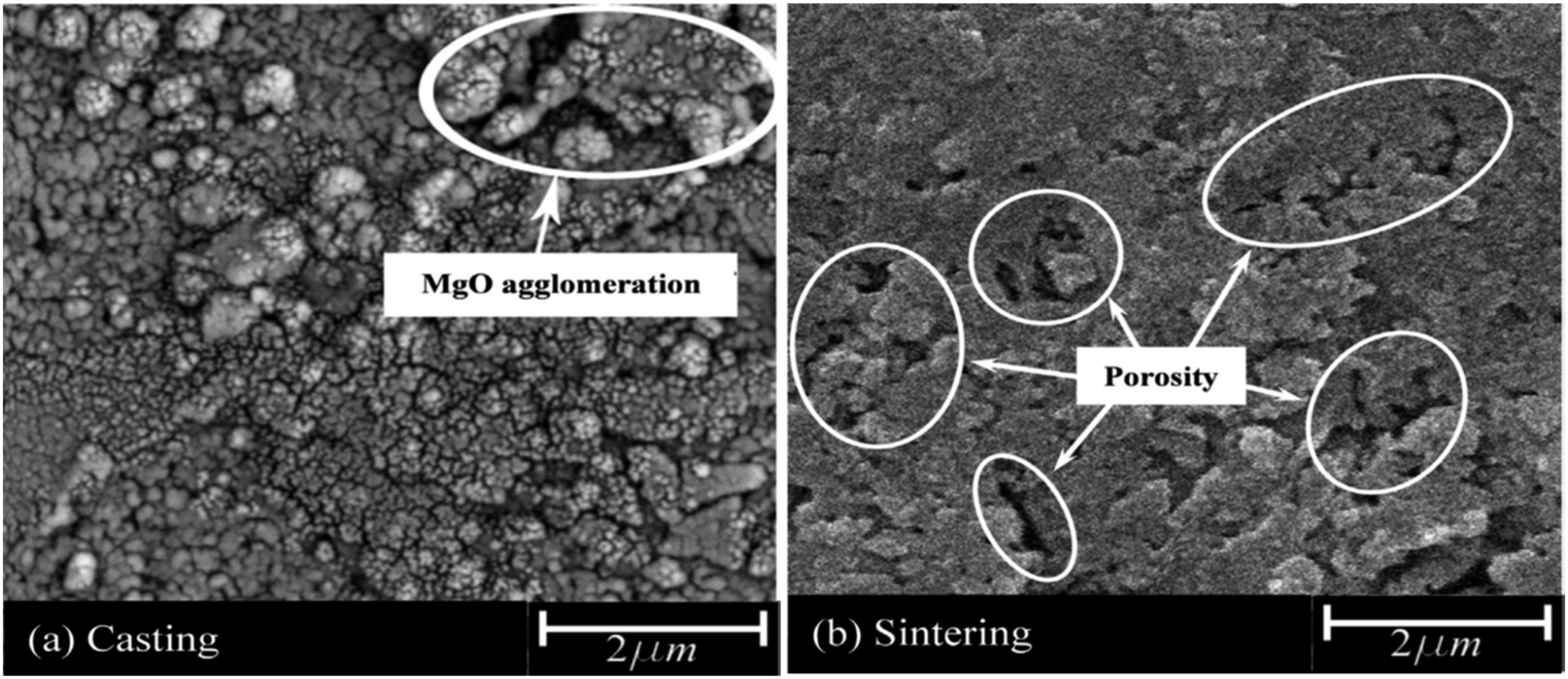
carried out a comparative study on the microstructure and mechanical properties of MgO reinforced Al-based nanocomposites using A356 aluminium alloy and varying MgO nanoparticles (1.5, 2.5, and 5 vol %) prepared by powder metallurgy and stir casting. Therein, MgO of average particle size of 70 nm was used as the reinforcement. For the stir casting, the nanocomposite samples were processed at temperatures of 800, 850, and 950°C while for the powder metallurgy, the samples were processed at 575, 600, and 625°C. From the experimental results, SEM images indicated higher porosity in the sintered (powder metallurgy) nanocomposites meanwhile more agglomeration and aggregation of MgO nanoparticles exist in the cast samples (Figure 8), hence the recorded higher density values of the composites via casting process. The maximum hardness value for the cast (850°C) and sintered (625°C) composite samples was ascertained at 5 vol % MgO addition. This could be ascribed to the harder MgO nanoparticle compared to the aluminium and as well as its role in improvement of dislocations density and impediment of Al grain growth.
74
Also, the optimum compressive strength of the nanocomposites using casting and sintering method were recorded at 850°C and 625°C, respectively. From the results, the compressive strength response of the cast nanocomposites was better than those of the sintered samples, which was basically due to homogenous and continues Al matrix, the less porosity portions and better wettability of MgO nanoparticles with the host matrix in the casting technique compared to the sintering method. As regards the better wettability of MgO/Al, such is expected as Al matrix in casting technique is a homogeneous molten media and a means of improving interfacial criteria in enhancing the characteristics of the nanocomposites, meanwhile Al matrix in sintering (powder metallurgy) is Al alloy powder. Hence, strong MgO particles-Al matrix mechanical interlocking bond and minimal pores in cast material when compared to sintering where formation of porosity is more probable.
74
Thus, the study can be concluded by stating that the stir-casting technique depicts more homogeneous data and maximum values of mechanical characteristics in comparison to those of the powder metallurgy technique. SEM micrographs of the cast and sintered MgO/Al nanocomposites.
74
Gao, Vini and Daneshmand
75
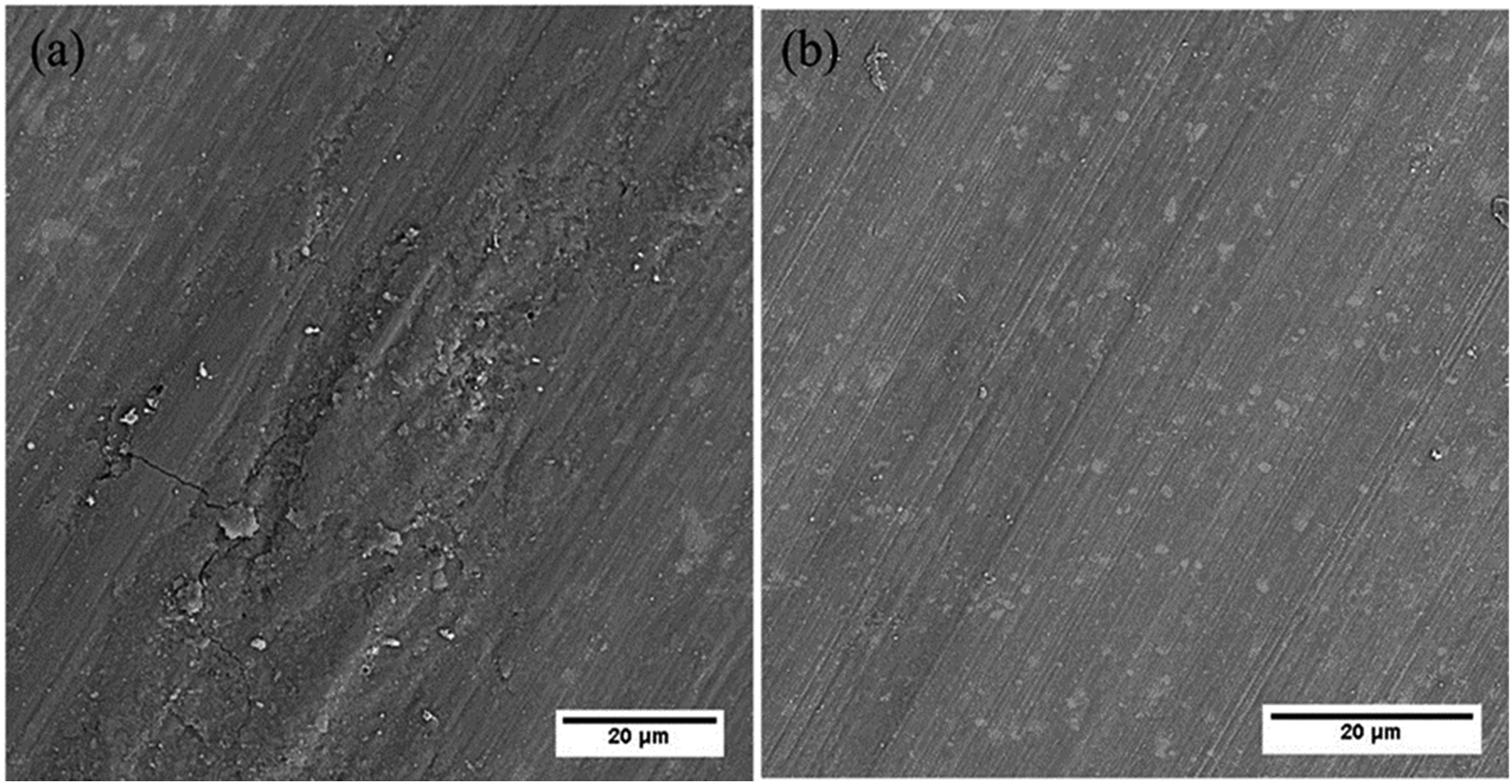
on the other hand studied the wear and mechanical behaviour of aluminium alloy (AA1060) matrix nanocomposites reinforced with Al2O3 nanoparticles of average grain size 50 nm. The nanocomposites were prepared with different Al2O3 additives (0, 2.5, 5, and 10 wt %) using stir casting and accumulative roll bonding technique. Prior to the casting process, the Al2O3 particles were preheated at 400°C for 5 h to reduce their humidity and improve interfacial criteria of improving the performance of Al2O3 ceramic/Al system. The application of the stir casting, as well as rolling herein allows the creation of an effective interfacial bonding (mechanical interlocking) between the Al2O3 particles and the matrix, which results in reducing the number of voids and cavities in the resultant nanocomposites. In the study, improved Al2O3 nanoparticles distribution in the alloy matrix was reported. The tensile strength and hardness tests were conducted using ASTM standards E8M and ASTM standard E384 of a 500 g load, respectively. For the wear test, pin-on-disc tribometer was adopted and the experiment was conducted at 20.0 N, 500 s test time, and 1 m/s velocity. Stainless steel pin 30 mm long and 8 mm in diameter was applied as the material counter face. The results show that the tensile strength and hardness of the pure AA1060 increases as the Al2O3 nanoparticles increase. Maximum tensile strength and hardness occurred at 10 wt % Al2O3 reinforcement. Addition of the Al2O3 nanoparticles into the pure AA1060 improves its hardness by 5.7%. The tensile strength of the pure AA1060 was 128 MPa and that of the nanocomposites loaded with 10 wt% Al2O3 was 178 MPa demonstrating about 39.1% enhancement. Strain hardening around the nanoparticles due to rolling activates the slip systems and creates dislocations near the Al2O3 particles and as well decreases the dislocations movement. Therein, grain refinement and the impediment of dislocations motion attributed to the improved tensile strength and hardness of the nanocomposites. In addition, harder particles usually block the movement of aluminium grains with an increase in the dislocation density and such is the case herein. Thus, all these effects improve the mechanical strength and reduce the elongation of the Al2O3 reinforced AA1060 nanocomposites. Meaning material tensile strength increases as ductility decreases. The pure AA1060 depicted 4.28% ductility and nanocomposites with 10 wt % Al2O3 exhibits a ductility of 1.8%. One major mechanism of the reduced ductility at 10 wt % addition is strong nanoparticles-matrix bonding of the resultant composites. Furthermore, characterizing the wear behaviour of the samples, it was observed that the nanocomposites possess lower wear rate than the pure Al alloy. The homogeneous dispersion of the nanoparticles within the matrix results in a reduction of weight loss during the wear test. Moreso, work hardening impact of the alloy matrix and dislocation strengthening mechanism around the Al2O3 nanoparticles attributed to the wear resistance performance of the nanocomposites over the pure AA1060 with more abrasive wear mechanisms (see Figure 9). However, for more useful results, there is need for further research above 10 wt % Al2O3 as such study will prove more insight on the optimal weight percentage loading of alumina into AA1060 alloy type using the reported fabrication method. Wear surface of the (a) pure AA1060 and (b) 10 wt % Al2O3/AA1060.
75
Again, study by Mohammed et al.
76
revealed the tribological behaviour of aluminium hybrid nanocomposites with the incorporation of Al2O3 (300 nm particle size) and graphene oxide (GO) of surface area 250 m2/g. The average particle size of the Al matrix used was 30 µm. The hybrid nanocomposites with 10 vol % Al2O3 and varying additions of GO (0.25, 0.5, and 1 wt %) nanoparticles were produced using the spark plasma sintering method. The ball-on-disc wear tests were performed using a tribometer (UMT-3, Bellerica, MA, USA). The applied counterpart was a 440C stainless steel ball of a diameter 6.3 mm and 62 RC hardness. Wear tests were performed at an applied load of 3 N, sliding speed of 0.1 m/s for 5000 cycles corresponding to a sliding distance of 100 m. In the study, based on the experimental results, the Al2O3/Al nanocomposites containing 0.25 wt% GO nanoparticles depicted 48% increment in hardness, a reduction of 55% in the wear rate and 5% reduction in friction coefficient when compared to that of the pure Al of hardness 42.5 HV, 0.5 × 10−3 mm3/Nm wear rate, and 0.9 friction coefficient. Such improvement on the wear resistance behaviour of the nanocomposites with 0.25 wt % GO refers to the improved hardness of the hybrid nanocomposites, majorly due to the hard nature of Al2O3 that acts against plastic deformation and to the lubricious characteristics of GO. Moreover, as reported in 77, hybrid nanocomposites with 0.25 wt % GO depicts uniform distribution of both Al2O3 and GO particles within the aluminium matrix structural network, and as such results in an effective load transfer film, which in turn improved the wear resistance of the resultant nanocomposite reported. And this validates the results by Mohammed et al.
76
In the study also, Mohammed et al.
77
reported decrease in thermal expansion of the nanocomposites with the incorporation of high Al2O3 (300 nm) and GO (250 m2/g) content into the matrix. This investigator observation could be due to Al2O3 and GO additions and the nanoparticles having a relatively much lower thermal expansion characteristic and high bulk modulus in comparison with the Al matrix. Hence, it is safe to say that the introduction of the nanofillers into the Al matrix improved its thermal stability behaviour. Furthermore, Bahri et al.
24
examined the mechanical and electrochemical behaviour of fabricated GO nanoplates reinforced Al nanocomposites with various contents of GO (0.5, 1, and 2 wt %) at 300°C utilizing repetitive upsetting extrusion method. With the application of ultrasonication and ball milling, the GO nanoparticles were uniformly dispersed into the Al matrix. Also, the results revealed that the incorporation of the GO into the Al matrix improved its hardness, compressive strength, and yield strength. The nanocomposites filled with 1 wt % GO displayed the optimal hardness (137 HV), compressive strength (600 MPa), and yield strength (295 MPa) as decrease in hardness (92 HV), compressive strength (170 MPa), and yield strength (≥90 MPa) was recorded in the 2 wt % GO/Al. Such reduction in hardness and strength beyond 1 wt % GO addition could be attributed to porosity and agglomeration of the nanoparticles, which must have occurred in the resultant nanocomposite. The higher the pores in a material the chances of mechanical degradation of a material during application as such material will not restrict plastic deformation under load. Agglomeration on the other side generates low interfacial interaction between fillers and matrix. However, the reported mechanical performance of the sample, which contains 1 wt % GO is ascribed to better particle distribution and high strength of GO in leading to an effective load transfer mechanism from Al matrix to GO nanofillers.
24
Additionally, characterizing the electrochemical behaviour of the samples under 3.5% NaCl solution, it was noted that the corrosion current density of the samples increases from 2.65 µA/cm2 (Al) to 15.21 µA/cm2 (2 wt % GO/Al) indicating higher corrosion rate of the nanocomposites. Herein, the main reason (mechanism) for the high corrosion rate of the nanocomposites as the GO content increases is the formation of galvanic corrosion between the GO fillers and the Al matrix. The findings suggest that the produced nanocomposites may not serve as a good anti corrosion material when considering corrosion control materials, hence surface modification of the material will be needed. Askarnia et al.
25
in their study fabricated graphene oxide nanoplatelets reinforced Al composites at 600°C using microwave sintering method. The nanocomposites were prepared at 0.5, 1, and 2 wt % of GO nanoplatelets. Herein, in the preparation/mixing of the powder using ball milling, 1.0 wt % of stearic acid was incorporated in the mixture to prevent agglomeration followed by heat treatment in order to improve interfacial criteria that could be in favour of enhancing the composites performance. In the study, uniform distribution of GO was ascertained in GO/Al nanocomposites loaded with 0.5 wt % GO, meanwhile other reinforcement exhibits agglomeration of the graphene oxide particles. Examining the mechanical (hardness and compression strength) and corrosion properties of the sintered samples, a significant enhancement in mechanical performance was presented in the 0.5 wt % GO nanoparticles reinforcement, meanwhile beyond 0.5 wt % addition, degradation in hardness and mechanical strength was reported owing to agglomeration and microporosities increment. Poor corrosion resistance appeared in the nanocomposites compared to the pure Al matrix. Increase in micropores as well as surface roughness, which originate from agglomeration of GO nanoparticles remain the mechanism behind the poor corrosion resistance of the resultant nanocomposites. Comparing the Bahri et al.
24
and Askarnia et al.
25
studies, one can agree that repetitive upsetting extrusion method is preferable to microwave sintering in producing GO/Al nanocomposites with less porosity and agglomeration, because the extrusion technique could have a better mechanical property up to 1 wt % GO addition. In another study, Moustafa et al.
78
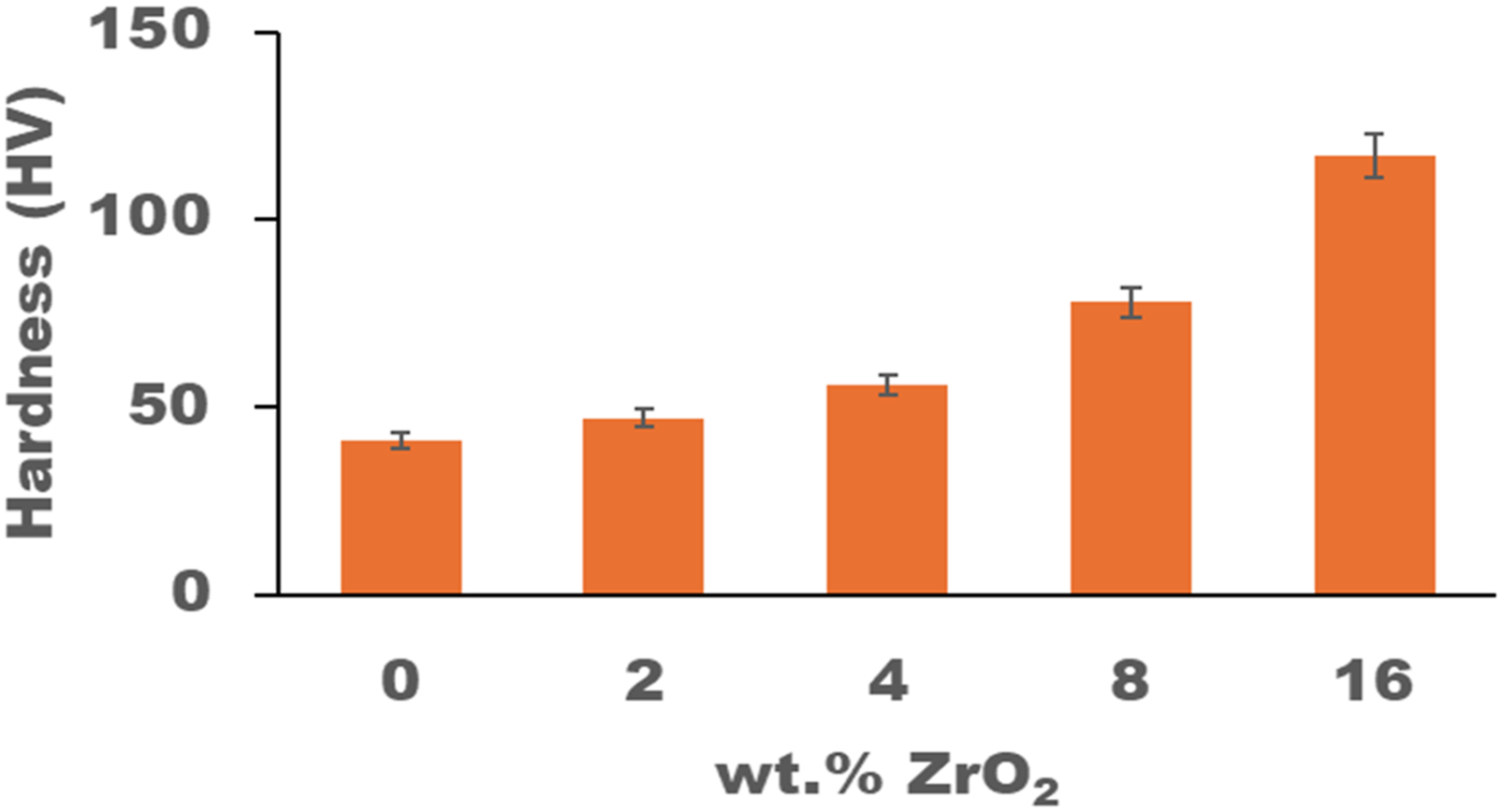
reported on the mechanical and wear resistance properties of ZrO2 nanoparticles reinforced Al composites for a range of industrial use. The ZrO2 nanoparticles used in the study were less than 50 nm in size and introduced in the Al matrix at varying contents (0, 2, 4, 8, and 16 wt %) adopting powder metallurgy method, which involves milling and compaction process to develop green compact and sintering. The wear test was conducted with a pin-on-disc tribometer testing machine under dry sliding conditions at an applied load of 10 - 40 N. The results demonstrated that the nanocomposites’ hardness increases as the content of the nano-ZrO2 particles increases as could be seen in Figure 10. Here, the ZrO2 nanoparticles impedes plastic deformation of aluminium matrix, which in turn improves the hardness of the nanocomposites, though, adding other results whose concentration is beyond 16 wt % ZrO2 will be better in ascertaining that the 16 wt % of ZrO2 is the optimal weight fraction value as presented by the authors. The wear resistance of the nanocomposites reportedly tends to rise with ZrO2 contents, while noticed decreasing with increasing load. Optimum wear resistance occurred in the nanocomposites loaded with 16 wt % ZrO2 compared to the pure Al and other reinforcements indicating that the 16 wt % reinforcement exhibited lower weight loss. The improved hardness and better load transfer film in the nanocomposites attributed to their wear resistance behaviour compared to the pure Al. Additionally, the ZrO2 ceramic as a reinforcement could function as a hindrance to surface temperature softening in turn resulting in the wear resistance of the resultant nanocomposites. Herein, the fabricated Al alloy material can be found useful in the design of automobile components that require aluminium alloy nanocomposites with improved hardness and anti-wear characteristics. Hardness responses of the ZrO2/Al-based nanocomposites at different ZrO2 nanoparticle contents.
78
Besides, reinforcing aluminium alloy (Al2024) matrix with 10 wt % ZrO2 nanoparticles, Hakam and Taha 79 reported approximately 31%, 60%, and 49% improvement in hardness, ultimate tensile strength, and modulus, respectively, of the Al alloy matrix. Conducting the wear test using a pin-on-disc tribometer testing device at a speed of 0.8 m/s and 200 m sliding distance, the wear resistance of the nanocomposites was reportedly improved by 20.2% and 21.3% under applied load of 10 and 40 N, respectively. Here, decrease in porosity resulted in grain refinement and good bonding between the host matrix and the reinforced particles. Good particle bonding in the resultant nanocomposite remains the mechanism/factor that resulted in the improved hardness and the wear performance as presented by. 79 More so, as the coefficient of thermal expansion of ZrO2 additives (12.2 × 10−6/K) is being lower than that of the Al alloy matrix (23.1 × 10−6/K), it is possible that an amount of dislocations density is created at the nanoparticle’s additives-Al alloy matrix interface during solidification and as such increase the mechanical characteristics of the Al alloy matrix. Moreover, the higher the number of interfaces between reinforcing materials and the matrix, the greater the hardening as result of dislocations. Hence, Hakam and Taha work agree that the strengthening mechanism resulting from the distribution of the hardening fillers (ZrO2) into the alloy matrix is Orowan strengthening. 79 Therefore, the motion of dislocations in the alloy matrix were impeded by the ZrO2 reinforcement during the dispersion strengthening mechanism.
Influence of ceramic carbide nanofillers on the mechanical and tribological characteristics of aluminium-based nanocomposites for engineering applications
In enhancing the characteristics of aluminium and its admixture, especially for lightweight engineering applications, researchers and industries now employ ceramic carbides as reinforcement agent or alloying agent
80
in developing aluminium-based nanocomposites. For instance, Abraar et al.
81
studied the metallurgical, mechanical, and wear behaviour of SiC nanoparticles reinforced aluminium alloy (Al5032) nanocomposites using a stir-casting process. The aluminium-based nanocomposites were prepared at different SiC nanoparticles (4, 8, 12, and 16 wt %). Prior to casting, the SiC nanoparticles (average particle size less than 150 nm) were preheated at 450°C for 30 min to remove all the moisture on the nanoparticles surface and improve homogeneity and interfacial interaction of the SiC nano powders with the Al5032 matrix material. In the study, examining the microstructure of the produced nanocomposites using SEM analyser, results revealed that the SiC nanoparticles meant for strengthening are distributed evenly in the Al alloy matrix, though clusters of particles reportedly occurred at higher wt. % incorporation of the SiC nanoparticles. As such, improved characteristics of the composites were observed up to 12 wt % SiC loading and thereafter beyond 12 wt % SiC addition, reduction in properties emerged. The SiC/Al5032 nanocomposites filled with 12 wt % SiC nanoparticles depicted the highest mechanical properties (hardness (98 HV), tensile strength (256 MPa), impact strength (19 MPa)). In studying the wear performance of the nanocomposites using a pin-on-disc setup and EN31 steel as the counter face at an applied load of 24 N, 0.6 m/s sliding speed, and 1600 m sliding distance, less wear loss was recorded in the nanocomposites. The mechanism resulting in the enhanced properties at the 12 wt % loading could be attributed to the improved bonding strength between the matrix and the SiC nanoparticles, as SiC nanoparticles are uniformly distributed into the matrix up to 12 wt % when compared to that of the SiC/Al5032 nanocomposites containing 16 wt % SiC nanoparticles as presented in.
81
Another factor contributing to the improved mechanical strength of the nanocomposites at 12 wt % referred to particle-matrix interfacial interaction, effective load transfer, and mechanical interlocking phenomenon that could have existed in the resultant nanocomposite. Manivannan et al.
82
investigated the mechanical and tribological response of Al alloy (Al6061) nanocomposites filled with SiC (0.4 to 1.6 wt %) nanoparticle of average particle size 50 nm at stable quantity of graphite (Gr) particles (0.5 wt %) of particle size ≤20 µm. Herein, ultrasonic assisted stir casting technique was employed for the nanocomposite’s fabrication and improvement of interfacial mechanism in the final composite matrix. From the experimental results, the mechanical properties of Al alloy were noticed to increase as the SiC content increases and the mechanism responsible for such increment is reportedly the Orowan strengthening,
79
where there are closely packed SiC particles and hard enough to impede the dislocation of atoms. The SiC nanoparticles as a hard material in the alloy matrix act as reinforcement against plastic deformation. Further, characterizing the SiC/Gr/Al alloy nanocomposites using pin-on-disc tribometer equipment (TR-20-PHM-M1 DUCOM) at load of 10 – 40 N, 1000 m sliding distance, and sliding speed of 0.5 m/s with hard steel disc as counterpart, results indicated low friction coefficient with improved wear resistance than the pure Al matrix alloy. In addition, the uniform distribution of the SiC and Gr particles within the aluminium matrix, good interfacial bond (mechanical interlocking/adhesion) between the reinforcement and the matrix, and improved hardness of the resultant nanocomposites attributed to the improved wear resistance of the developed nanocomposites.82,83 Somayaji et al.
12
also validate that addition of graphite (Gr) into Al alloy improves its wear resistance. This is due to the self-lubricant behaviour of graphite particles.19,21 Additionally, the content of silicon (Si) in the resultant nanocomposites on the hand could contribute to the improved characteristics as relatively high Si-content when add in Al alloy matrix hinders the Al4C3 reaction product formation at Al-SiC interface as evidence in Yaghmaee and Kaptay
84
work. And one thing again to note here is that the improved wear resistance occurred because the applied loads could be much lower at the reinforced nanocomposites threshold value than the Al alloy, hence plastic deformation is less dominant in the nanocomposites.83,85 Besides, studies by Gowda et al.
86
evident that self-lubricating characteristic of Gr (honeycomb shape and 0.142 nm) enhances the tribological characteristics of hybrid Al metal matrix nanocomposites, therefore such is the case in
82
study. In another study, Waheed et al.
87
investigated the influence of vanadium carbide (VC) of particle size (<75 nm) and fly ash (FA) of particle size (<80 nm) on various characteristics of hypereutectic Al-Si alloys-based nanocomposites using mechanical milling/powder metallurgy method. The milled powders were pressed and sintered at 500°C and 575°C in an argon atmosphere for an hour. The results indicated a clear improvement of the Al-Si alloy hardness, yield strength, compressive strength, elastic modulus, wear resistance, and corrosion resistance by 75, 42, 38, 50, 40, and 67%, respectively. This was attributed to the addition of the optimized 10 wt % VC and 10 wt % FA nanofillers in the alloy matrix structure, which in turn caused a decrease in the Al alloy particles sizes up to 47.8 nm (from 94.8 to 47.8 nm) and at the same time impedes dislocations movement.
87
Again, the impressive VC Young’s modulus (5.44 × 1011 N/m2) compared to the Al (1.07 × 1011 N/m2) is expected to impede plastic deformation of the matrix, hence the increased mechanical strength of the nanocomposites.
74
Additionally, the existence of ceramic particles on the surface of the nanocomposites eventually protects its surface layer from corroding on exposure to 0.1 M nitric acid solution.
88
In another study, positing that Al matrix composite is an excellent multifunctional light weight material with significant characteristics.89,90 Ashrafi et al.
90
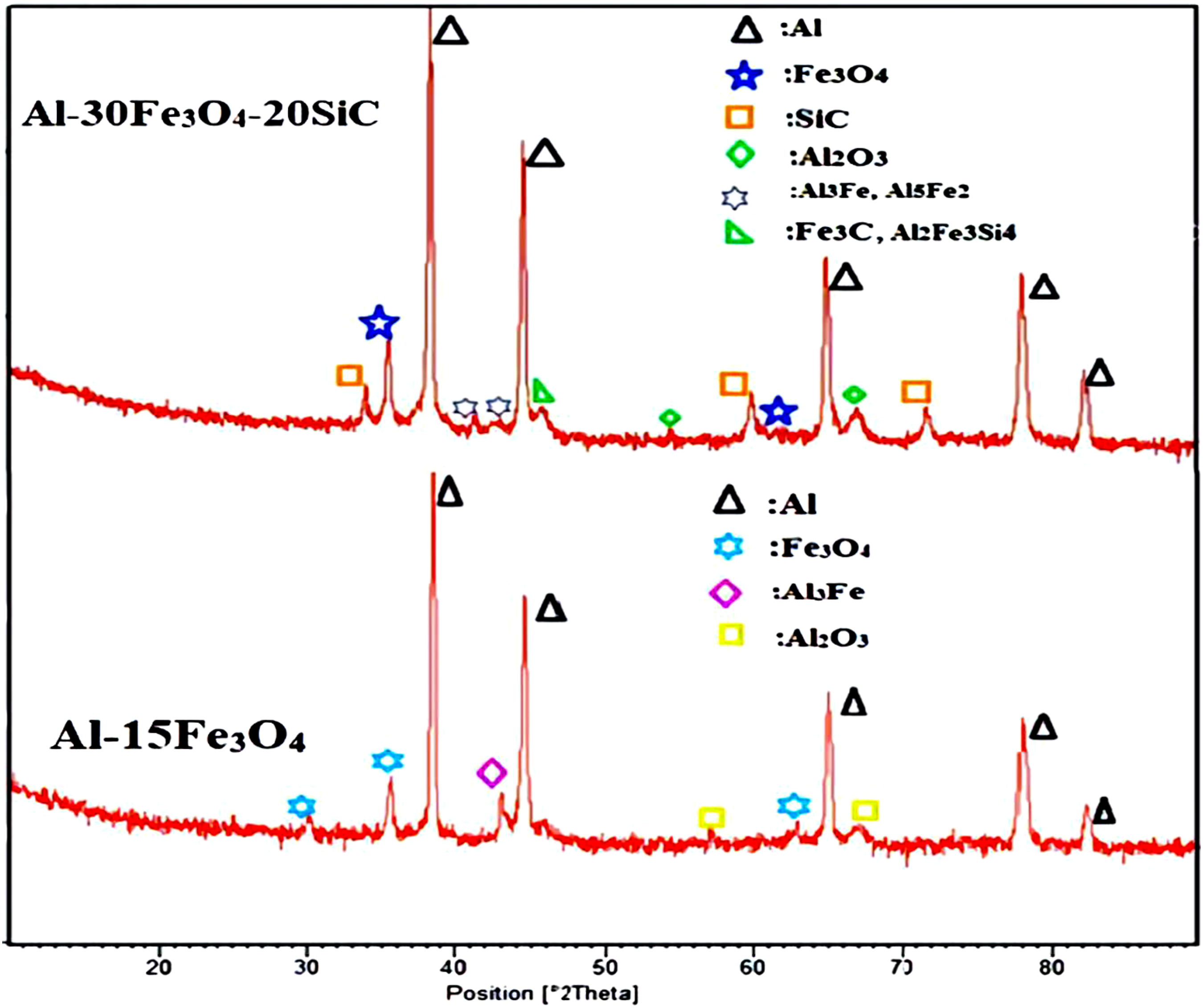
in their study investigates the effect of SiC (2 µm)-Fe3O4 (45 – 70 nm) nanoparticles on the microstructure, mechanical, tribological, and corrosion characteristics of Al-based hybrid nanocomposites fabricated by powder metallurgy technique. The ternary hybrid nanocomposites were prepared at stable wt. % of Fe3O4 (15 and 30 wt %) and varying content of SiC (0, 10, 15, 20, and 30 wt %) particles at a sintering temperature of 600°C and heating and cooling rate of 5°C/min under argon atmosphere to prevent oxidation. Herein, during mixing, magnesium stearate was added to avoid agglomeration and enhance the dispersion of the fillers in the matrix structure, as well as improving interfacial criteria mechanisms that will aid in the composite behaviour. Characterizing the morphologies of the Fe3O4/Al nanocomposite samples and the SiC-Fe3O4/Al nanocomposites with SEM, it was observed that the Fe3O4 and SiC nanoparticles were homogeneously distributed within the Al matrix without any evident of particle clustering especially the 20 wt % SiC-30 wt % Fe3O4/Al sample. Though, by increasing the concentration of wt. % of the reinforcements, there could be the possibility of agglomeration in the resultant nanocomposite grain boundaries. The study recorded that the introduction of the SiC nanoparticles in the Fe3O4/Al composites remarkably modified the structure of Fe3O4 reinforced composite based on the SEM-EDS and X-ray diffraction test. The X-ray diffraction pattern results are presented in Figure 11. In the figure, a notable change in diffraction peaks appeared in the two composites indicating improved distribution of the SiC nanoparticles into the Fe3O4/Al composites, hence the enhanced properties in the 30Fe3O4/Al filled with 20 wt % SiC nanoparticles reported. The X-ray diffraction curves of the Al composites.
90
Optimization of the hybrid reinforcements (SiC-Fe3O4) occurred at 30 wt % Fe3O4-20 wt % SiC loading with improved density, highest hardness (91 HV), lowest friction coefficient (0.412), and corrosion protection efficiency of about 99.83%. And the mechanism responsible to this is the development in hardening and strong interfacial bonding and/ or mechanical interlocking between the matrix and reinforcements. Again, the addition of ceramic nanoparticles in the nanocomposites on the other hand served as barrier to dislocations movement, which in turn limits the deformation of the resultant nanocomposite sample.
74
This could be a factor resulting in the increased hardness and wear resistance of the Al matrix composites. Besides, study by Manivannan et al.
82
and Ye et al.
91
evidence that increase in hardness or rigidity usually results in an increase wear resistance of a material. With the obtained results in 90, SiC-Fe3O4 hybrid could be considered as a reinforcement in improving the mechanical, tribological, and corrosion resistance properties of Al matrix composites. Furthermore, as studies suggests that aluminium matrix-based nanocomposites are extended for use as a structural candidate material in weight critical applications including aerospace, tower, shipbuilding, and automobile,92,93 Radha et al.
94
conducted a study on the properties of aluminium alloy (Al7075) matrix nanocomposites filled with B4C (28 µm particle size) and graphene (100 nm particle size). The Al7075 as the used matrix was in rod form, though later cut in pieces as per requirements of the crucible. Prior to the fabrication of the composites, B4C particle was preheated in chamber at 900°C as to improve the wettability of B4C in molten metal matrix that could result to better interfacial phenomenon in the final composite. The composites were fabricated using stir casting method at different amounts of B4C particles (5, 10, and 15 wt %) and graphene nanoparticles (0.1, 0.2, and 0.3 wt %). The study focused mainly on the characterization of the produced sample hardness, tensile, flexural, impact, and wear (under dry sliding condition, and a range of load 5 – 15 N). The experimental results indicated that the hardness, tensile strength, and modulus were increased with increasing wt. % of the reinforcement alongside with toughness increment up to certain B4C loadings (10 wt %). Furthermore, it was recorded that the wear resistance of the nanocomposites increases monotonically with hardness as the B4C content increases. Also, thermal (TGA/DTA) analysis demonstrated that the increase in wt. % of B4C and graphene (Gp) increased the ignition period of the nanocomposites. This on the other hand indicates that the nanocomposites thermal stability was increased with the Gp addition. Good particles-matrix mechanical interlocking interfacial bonding type attributed to the behaviour of the hybrid nanocomposites compared to the nanocomposites without graphene.
94
In comparison, the B4C/Al composites that contain 0.2 wt % Gp nanoparticles in general depicted the optimum performance than the other hybrid reinforcements as could be seen in Figure 12. And the mechanism for this remains the uniform distribution of the B4C, improved interfacial interaction between the fillers and the matrix, and the hard nature of the B4C particle, as well as its high density, which also results in the nanocomposite hardness enhancement. Mechanical responses of the 10 wt % B4C/Al composite different content of the Gp nanoparticles.
94
Gp: Graphene.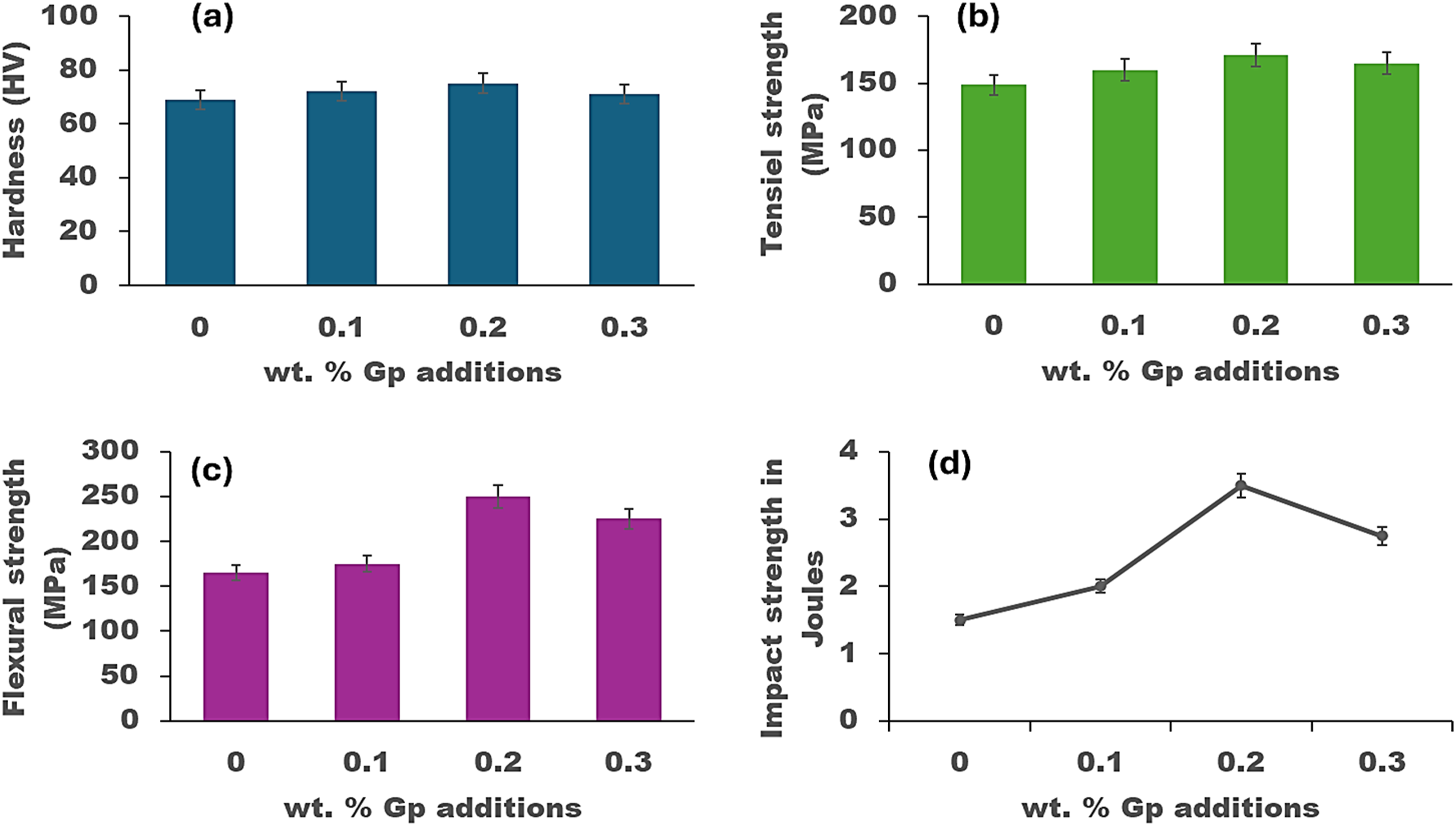
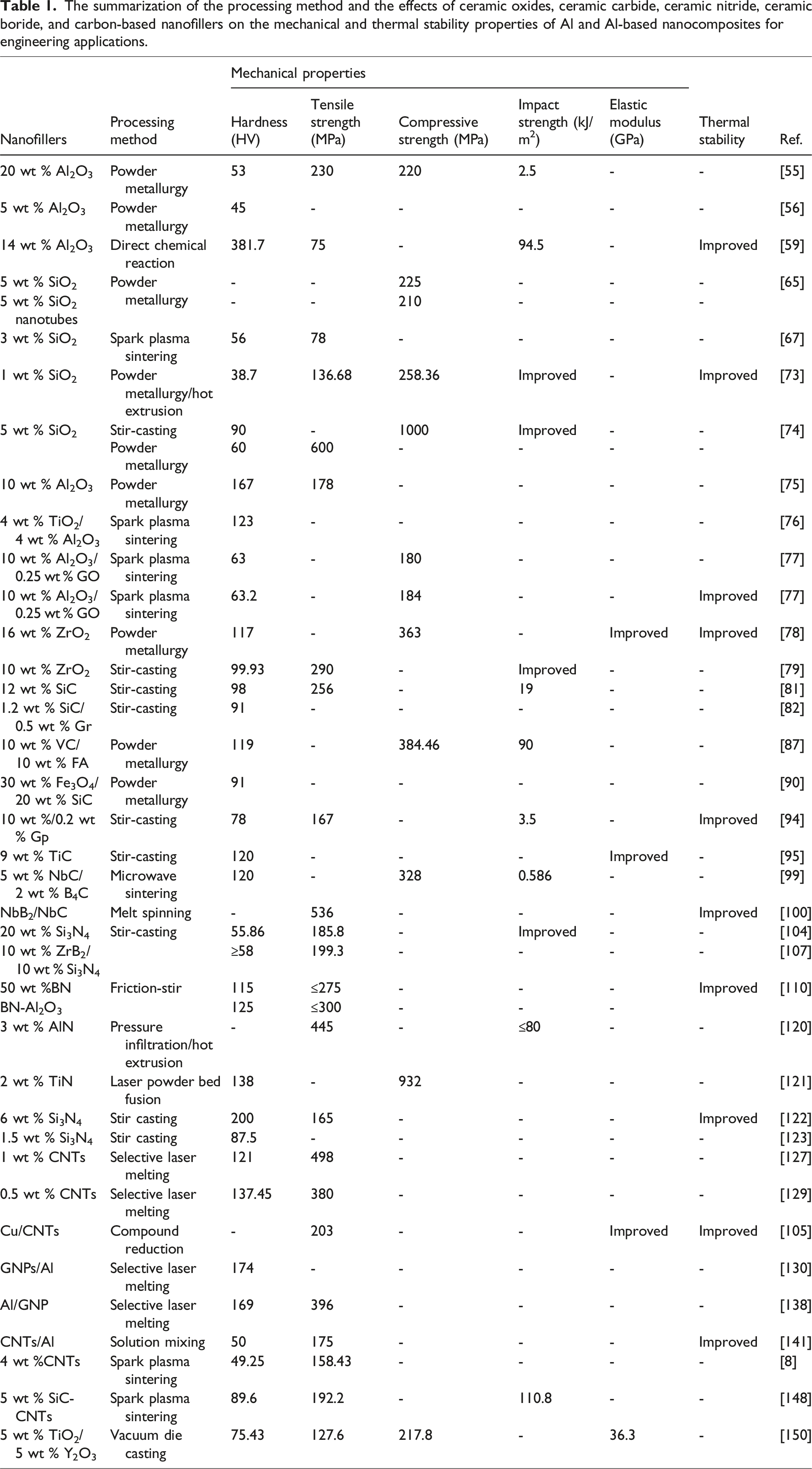
The summarization of the processing method and the effects of ceramic oxides, ceramic carbide, ceramic nitride, ceramic boride, and carbon-based nanofillers on the mechanical and thermal stability properties of Al and Al-based nanocomposites for engineering applications.
Influence of ceramic nitride nanofillers on the mechanical and tribological characteristics of aluminium-based nanocomposites for engineering applications
Owing to ceramic nitride high hardness, high strength, fracture toughness, wear resistance, good chemical stability, and thermal stability and tremendous development of ceramic nitride powder materials in recent times, several studies have utilized ceramic nitrides as a promising reinforcement agent in producing Al-based nanocomposites for high-temperature, structural, tribological, electronic, and thermoelectric applications.101–103 For example, Fayomi et al.
104
examined the microstructure, mechanical, and tribological behaviour of Al alloy (AA8011) matrix composite reinforced with Si3N4 nanoparticle grade size 40 – 50 nm. The nanocomposites were developed at varying weight percent of the Si3N4 nanoparticles (5, 10, 15, and 20 wt %) through a two-step stir casting technique. In the study, the Si3N4 particles were preheated in a clean crucible at 450°C temperature in order to remove gas layers and impurities, which could initiate cracks or pores in the composite. Additionally, the preheating of the Si3N4 aid to improve its wettability with the molten alloy that will introduce good interfacial criteria like coherent interface during solidification of the final Si3N4/AA8011 system. Examining the microstructural morphology of the produced resultant nanocomposites, homogeneous distribution of the Si3N4 nano particulates within the AA8011 matrix was evidenced in the SEM. Convincingly, the fine grain refinement and good microstructures obtained could be ascribed to the processing parameters adopted employing the two-step casting and the integral characteristics of Si3N4 particles. With the introduction of the Si3N4 nanoparticles, the alloy matrix mechanical properties were remarkably improved. However, the Si3N4/Al nanocomposites with 20 wt % Si3N4 nanoparticles exhibited the optimum hardness (55.9 HVN), yield strength (144.95 MPa), and ultimate tensile strength (185.8 MPa). In addition, conducting the wear test of the produced nanocomposites under dry sliding condition using pin-on-disc tribometer and applied load of 20 – 40 N of duration 60 s, results indicated an improved wear resistance of the AA8011 with Si3N4 nanoparticle incorporations. Therein, the strengthening mechanism and mechanistic phenomenon resulting to the improved mechanical and wear resistance of the produced nanocomposites over the neat alloy matrix could be attributed to the better interfacial interaction and improved adhesion, which existed between the Al alloy matrix and the nano-Si3N4 reinforcement. Good bonding interaction on the other hand can increase the load-bearing ability of the produced nanocomposites by reducing the host matrix deformation.105,106 Though, there is need for further study beyond 20 wt % Si3N4 loading as such research could serve as an optimization process of ascertaining the threshold weight percent of Si3N4 in preparing Si3N4/AA8011 nanocomposites via the same double step stir casting method. Furthermore, Fayomi et al.
107
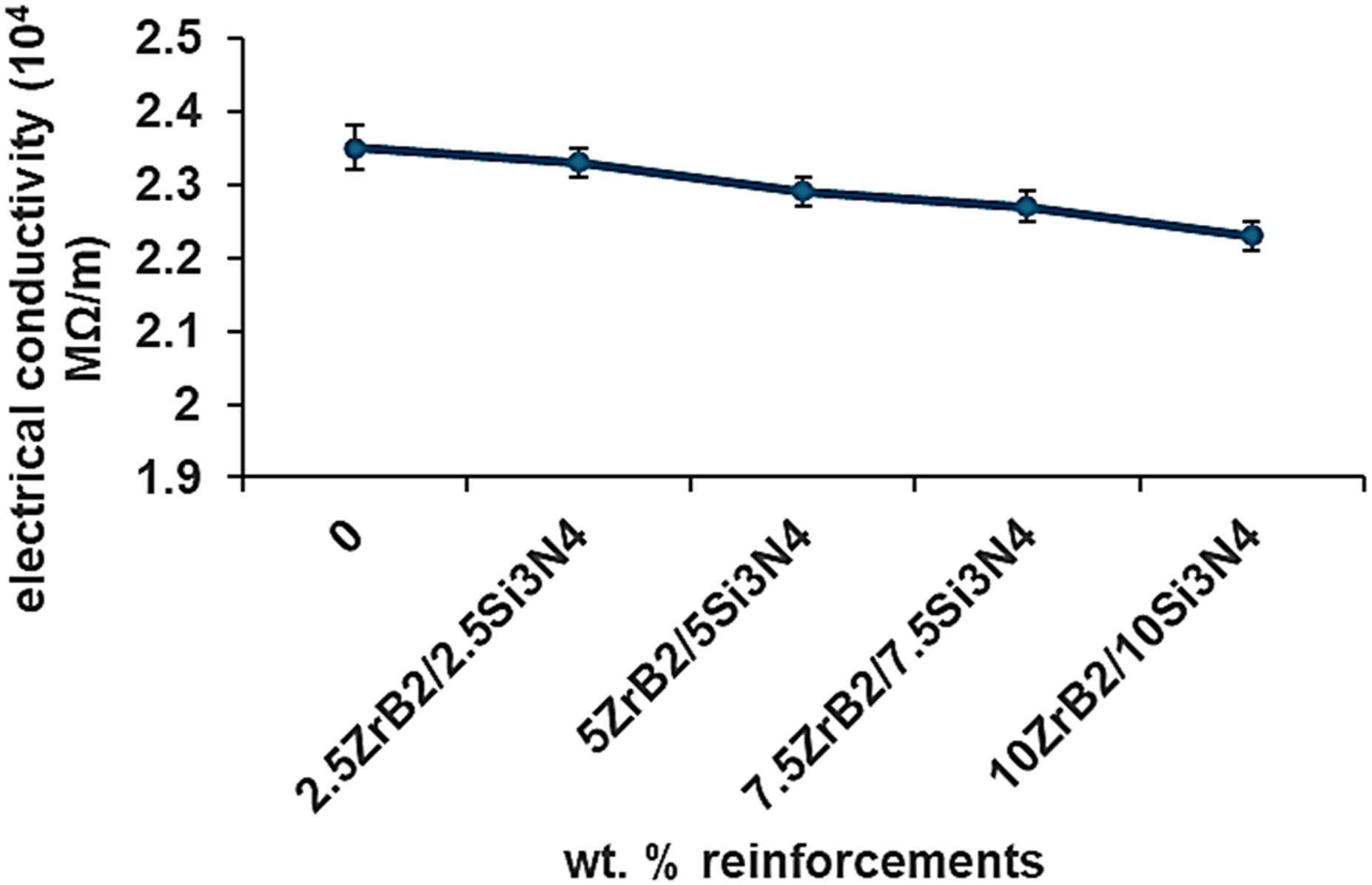
evaluated the hybrid effect of ZrB2/Si3N4 nanoparticles (particle size 40 – 50 nm) on the characteristics of AA8011 metal matrix composites using a two steps stir-casting method. In using the two steps stir casting process, the AA8011 metal matrix hybrid nanocomposites were prepared at varying concentrations of the ZrB2 (0, 2.5, 5, 7.5, and 10 wt %) and Si3N4 (0, 2.5, 5, 7.5, and 10 wt %) nanoparticles. The study focused on the microstructure, hardness, tensile, electrical resistivity, and conductivity test characterization of the resultant hybrid nanocomposites. From the investigators experimental results, it was noticed that the hardness (∼60 HVN) and tensile strength (199.3 MPa) of the reinforced alloy nanocomposites at 10 wt % ZrB2/10 wt % Si3N4 is better than those of the unreinforced alloy (49.5 HVN, 167.9 MPa), owing to uniform dispersion of the hybrid ZrB2/Si3N4 nanoparticles in the alloy matrix with little trace of porosity. However, on the electrical response of the samples, the electrical resistivity of the produced hybrid nanocomposites reportedly increased with the wt. % fraction increase of the nanofillers, and such contributed to the reduced electrical conductivity of the nanocomposites (see Figure 13). The decrease in conductivity and increase in the resistivity of the reinforced nanocomposites ascribed to the low electrical conductivity nature of the nanofillers and slight pores that might have existed during the sample fabrication. And this finding agrees with the research data presented by Yahagi et al.
108
and Chen et al.
109
Electrical conductivity of ZrB2/Si3N4/AA8011 hybrid nanocomposites.
107
More so, as production of hybrid nanocomposite employing friction stir method results in superior microstructural and mechanical characteristics. Moustafa et al.
110
conducted a study with the interest of evaluating the mechanical and thermal properties of Al alloy (AA60661) hybrid nanocomposite surface with the addition of spherical Al2O3 (particle size 30 nm) and boron nitride (particle size 100 nm) nanoparticles. From the results, at mono and hybrid fabrication of the composite samples, uniform distribution of the reinforcement nanoparticles into Al alloy matrix was achieved. The friction stir process was reported to have a remarkable influence on the grain refinement where the Al alloy grains were reduced, and equiaxial grains were also obtained because of stirring action and the processing method pin tool thread design, and as such the grain aspect ratio was improved by approximately 400%. This reduction in grains will aids to improve coherent interface in the nanocomposite system by minimizing their interfacial energy and maximized their stability, and this agrees with Kaptay work.
111
The based alloy AA6061, mono Al2O3/AA6061, and mono BN/AA6061 sample depicted hardness of about 80 HV, 105 HV, and 115 HV, respectively. Meanwhile, approximately 125 HV was recorded in the hybrid BN/Al2O3/AA6061 sample. In addition, remarkable improvement in ultimate tensile, yield strength, and reduced elongation and work hardening capacity occurred in the hybrid nanocomposites compared to the based alloy. This improvement in the hardness and tensile properties could be due to the successful incorporation of the BN and/or Al2O3 ceramics, which happened to obey the strengthening mechanism of both the work hardening and Orowan strengthening.112,113 On the other hand, it is possible to state that the interaction of dislocations with each other impedes dislocation movement in the composites. Again, the effect of plastic constraint and increase in dislocation density due to strain mismatch on the other hand could improve the strength of the nanocomposites.
74
Besides, uniformly distributed high strength of fillers in the alloy matrix remains a major reason for transferring load from the Al alloy (low strength) to the reinforcements (high strength), which happened to protect the nanocomposites from external mechanical stress.114–116 Further, for the thermal and electrical conductivity analysis, results indicated lower values of thermal expansion and electrical conductivity in the hybrid nanocomposites compared to the base alloy and the mono nanocomposites. The lower value of thermal expansion demonstrates better thermal stability of the hybrid material. BN and Al2O3 synergistically acted as an insulation material based on the electrical properties reported by Moustafa et al. Wang et al.
117
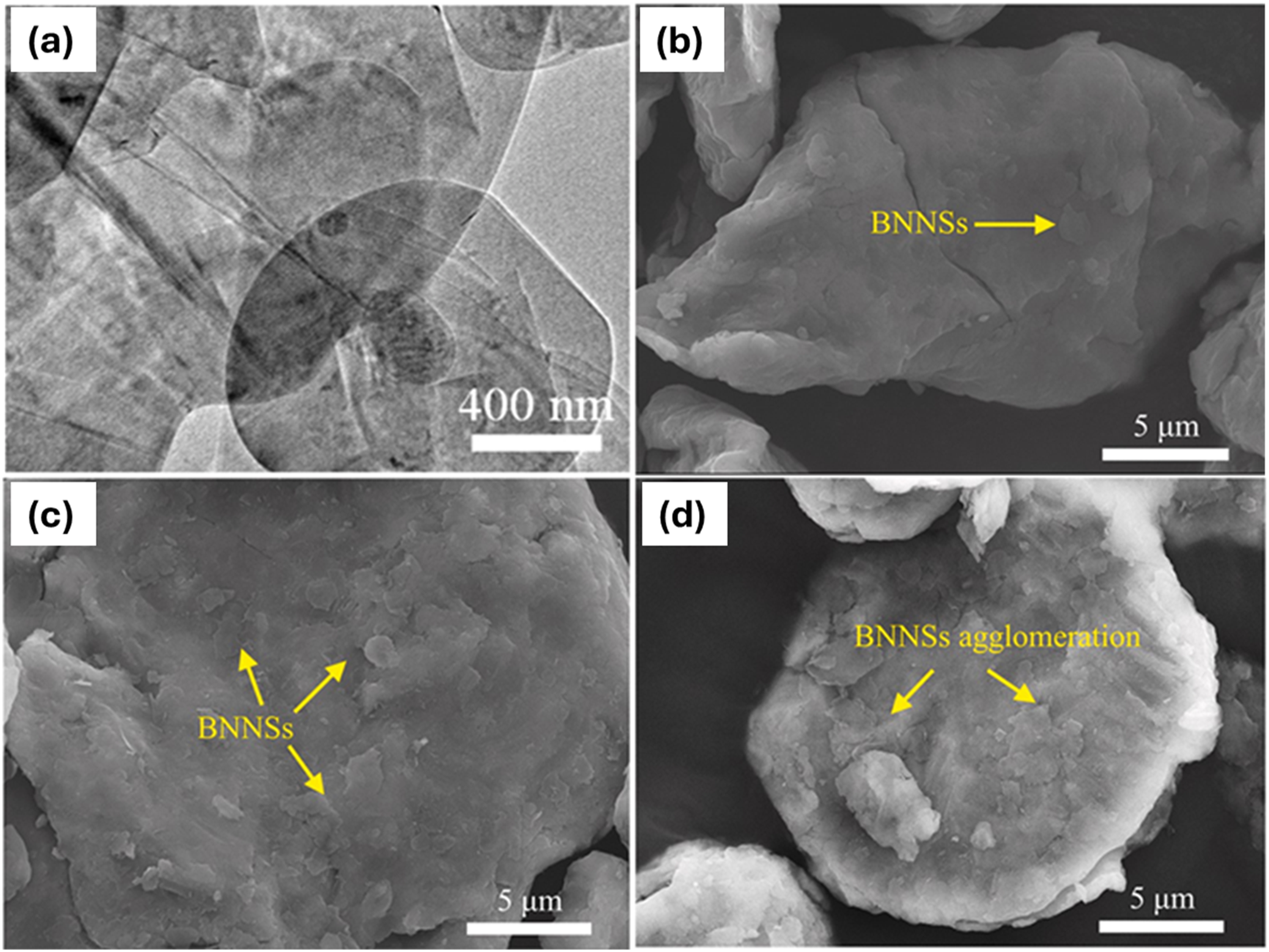
reported on the high-performance of Al-based matrix composites reinforced with boron nitride nanosheets (BNNSs) of 400 nm particle size as evidenced in TEM result. The BNNS/Al nanocomposites were prepared at 0.5, 1.0, 2.0, and 2.5 wt % BNNSs using shift-speed ball milling with step-by-step incorporation of the BNNSs followed by direct current sintering method. The SEM results of the consolidated samples show that the BNNSs were homogeneously distributed in the Al matrix with strong bond as there is no separation or delamination between the continuous (Al) and the discontinuous (BNNSs) phases, especially on the 2 wt % (Figure 14(c)). Hence, underwent moderate interfacial interactions, which could form aluminium nitride and aluminium boride.
118
69% ultimate tensile strength (UTS) improvement was recorded of the BNNSs/Al composites containing 2.0 wt % BNNSs when compared to that of pure Al. Strong particles-matrix bonding and mechanical interlocking as revealed in the microstructure of the nanocomposite attributed to the improved mechanical strength. (a) TEM micrograph of the BNNS and the SEM micrograph of the composite (b) 0.5 wt % BNNS/Al, (c) 2.0 wt % BNNS/Al, and (d) 2.5 wt % BNNS/Al.
117
Yusupov et al.
119
carried out a study on spark plasma sintered Al-based composites filled with varying BNNSs (1, 5, and 10 wt %) exfoliated under ball milling in ethylene glycol. The sintering process was achieved at a sintering temperature of 600°C, sintering pressure of 35 MPa, and isothermal holding at the sintering temperature for an hour. Examining the mechanical behaviour of the nanocomposites produced, results indicated that the incorporation of the BNNSs (approximately 300 × 600 nm2 and 20 – 50 nm thick) in the pure Al improved its mechanical strength even up to 5 wt % loadings. However, the BNNSs/Al nanocomposites with 1 wt % BNNSs displayed the highest tensile strength (152 MPa). In ascertaining the mechanism behind the remarkable improvement in the 1 wt % BNNSs reinforced Al composites in comparison to the other reinforcements, it was observed that the Al grains and BN layers had depicted strong bonding to each other at 1 wt % and thereby withstood high loads. Again, using SEM and high-resolution TEM in carrying out analysis on the nanocomposites fracture surface, results evident BNNSs participation into the deformation process via taking over most of the load, especially on the 1 wt % loading. In another study, the dispersion and fabrication of aluminium nitride (AlN) nanoparticles reinforced Al alloy (AA6061) composites at varying AIN (average particle size of 70 nm) contents (3, 6, and 9 wt %) using pressure infiltration technique was reported by Sun et al.
120
According to the properties measurements, results show that the density and relative density of the nanocomposites increased after hot/heat extrusion. Examining the microstructure of the pressure infiltrated nanocomposite samples, which was denoted as-cast AlN/AA6061 and hot extruded AlN/AA6061 composites containing 3 wt % AlN nanoparticles. It was observed that the structure of the as-cast nanocomposite is uniform with some pores, hence the decrease in density of the as-cast samples. Therefore, the structure of the hot extruded AlN/AA6061 samples are noted to be more uniform as the number and size of pores decreased remarkably after the extrusion process. Though, few porosity defects are reported on the extruded nanocomposite, which indicates that the hot extrusion could not eliminate the residue porosity in the as-cast samples totally as evidenced in SEM, where the reinforcement reportedly parallel to the extrusion direction. Furthermore, with the relatively coarse structure noticed in the pressure infiltrated samples, improved mechanical performance was more on the hot extruded composite material, and this was because of the grain refinement and dense structure displayed of the samples after extrusion. Thus, it is worth mentioning that the AlN nanoparticles benefit from the arranged homogeneous and refined microstructures regarding the enhanced strength.
120
Wu et al.
121
studied the microstructure and mechanical properties of Al alloy (Al7075)-based nanocomposites reinforced with titanium nitride (TiN) produced by ultrasonic vibration dispersion and laser powder bed fusion. Characterizing the microstructure of the produced nanocomposites prepared at different TiN nanoparticles (0, 1, 2, and 4 wt %) of particle size 80 nm and spherical in shape. Results depict refined structure of the Al alloy composites after adding the TiN nanoparticles. And such refined structure was due to uniform distribution of TiN into the Al alloy in addition with the average grain size reduction of the Al alloy grain size from 23.07 µm to 1.94 µm. The hardness and compressive strength of the nanocomposites reportedly improved by increasing TiN concentration. The pure Al alloy depicted a hardness of 117 HV while the nanocomposites loaded with 1, 2, and 4 wt % TiN displayed 129 HV, 138 HV, and 154 HV, respectively. Furthermore, 544 MPa compressive strength was recorded in the pure Al alloy matrix meanwhile compressive strength of 883 MPa, 932 MPa, and 902 MPa was determined in 1 wt % TiN, 2 wt % TiN, and 4 wt % TiN reinforcement, respectively. With the mechanical properties improvement results, it can be deduced that the grain refining influence markedly increases in the amount of grain boundaries, toughens the Al alloy matrix, and makes crack propagation difficult as well as restricting intergranular cracking. Another reason (mechanism) resulting from the enhanced mechanical performance of the nanocomposites compared to the pure Al alloy could be attributed to the homogeneous dispersion of TiN nanoparticles that results in dispersion strengthening and restrain grain growth.
121
The findings suggest a new part in producing high mechanical strength Al alloy nanocomposites. Also, research by Manjunatha et al.
122
and Kumar et al.
123
on the other hand evidence improved properties response of Al-based nanocomposites reinforced using nano-Si3N4 via stir casting with ultrasonication technique as presented in
123
(see Figure 15). The investigators’ findings are also reported in Tables 1 and 2. Stir casting setup/ultrasonication and bottom pouring method.
123
The summarization of the processing method and the effects of ceramic oxides, ceramic carbide, ceramic nitride, ceramic boride, and carbon-based nanofillers on the tribological properties of Al and Al-based nanocomposites for engineering applications.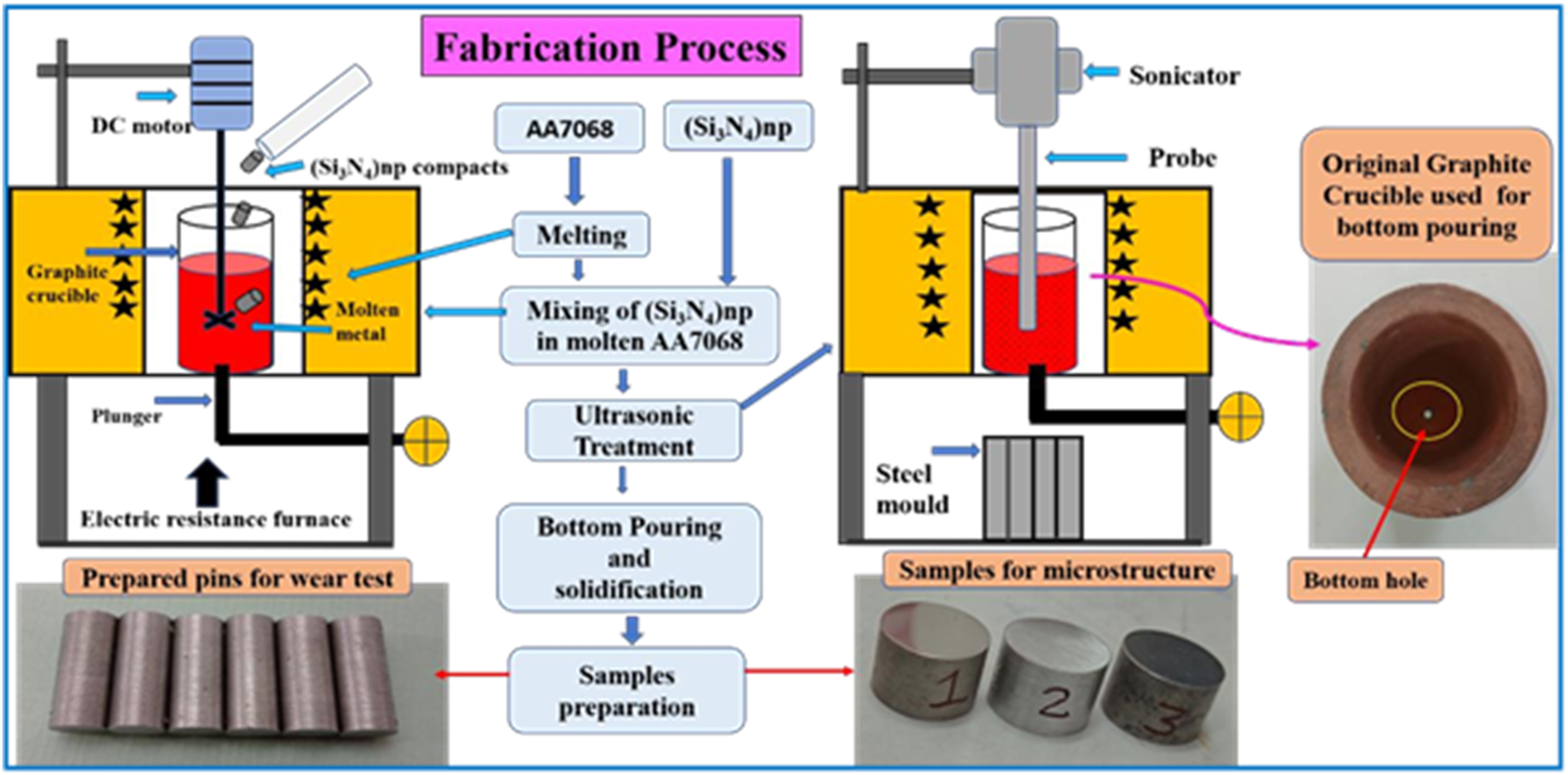
Influence of carbon-based nanofillers on the mechanical and tribological properties of aluminium-based nanocomposites for engineering applications
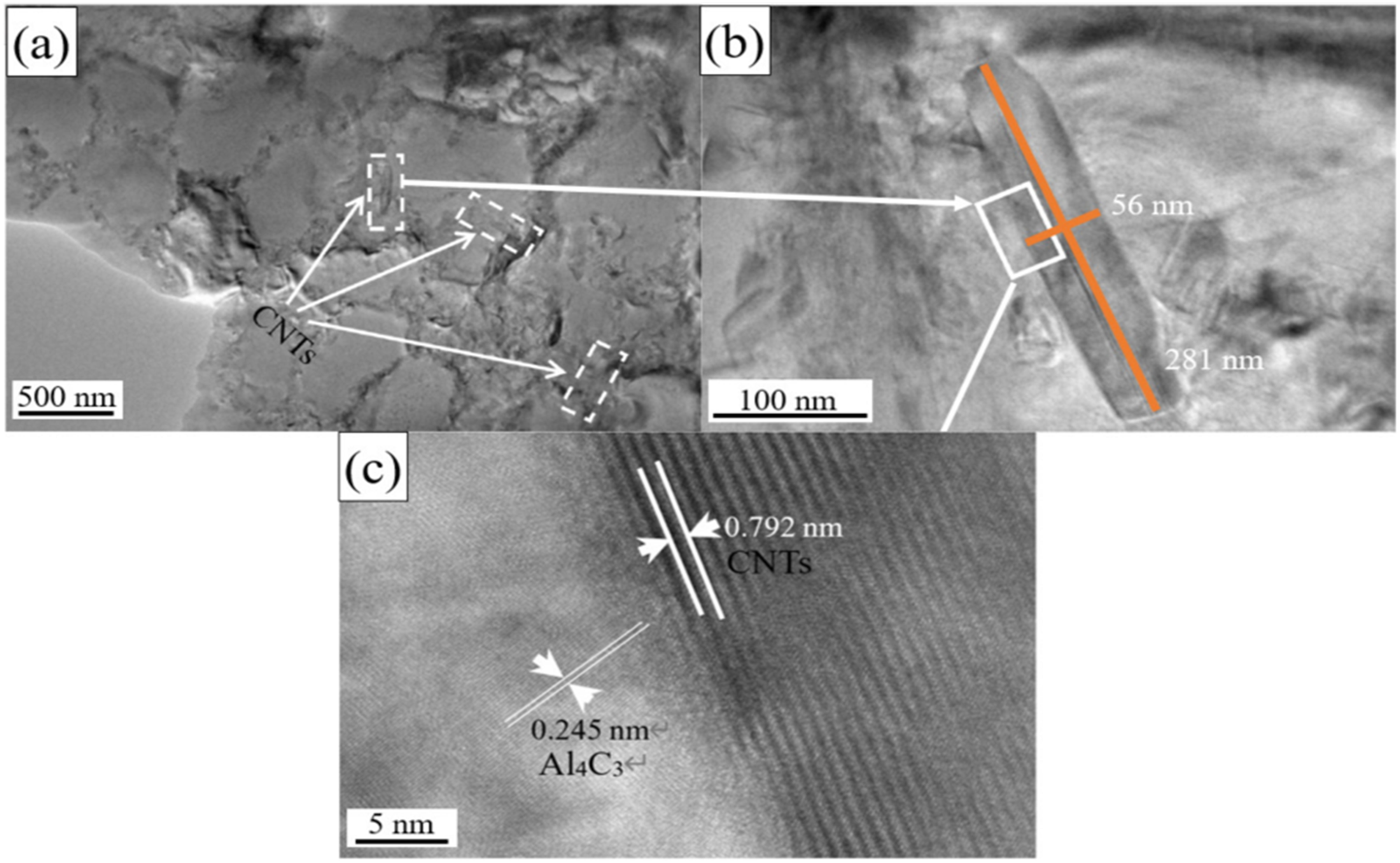
Understanding the relationship between structures and the characteristics of advanced engineering materials, carbon-based nanofiller materials are currently state of the art in modifying the structure and properties of metal-based nanocomposites. Owing to their large aspect ratio, surface area, and unparalleled mechanical, electrical, thermal, and optical characteristics.124–126 Improving the properties of Al-based nanocomposites with carbonaceous nanofillers materials, such as graphene nanoparticles (GNP) and carbon nanotubes (CNTs) have been the major interest of both industries and academia. For instance, laser-based additive manufacturing route of selective laser melting was employed to prepare CNTs (8 – 15 nm diameter) reinforced Al (10 – 50 µm)-based nanocomposites with modified microstructures and outstanding mechanical characteristics according to Luo et al.
127
From the study, with the optimal selective laser melting processing parameters of laser power 160 W and scan speed of 1.2 m/s, a fully dense CNTs reinforced Al-based nanocomposites was achieved. Hence, a high hardness of about 170 HV, strength of 498 MPa, and elongation of approximately 10.6% were recorded on the nanocomposites, owing to the formation of high densification and ultrafine microstructure as evidenced in the SEM compared to pure Al-based matrix, which depicted 121 HV hardness, 439 MPa mechanical strength, and 7.5% elongation. It was concluded that grain refinement effect, stable interface, and load transfer between the matrix and the reinforcing phase ascribed to the mechanism responsible to the improved mechanical behaviour of the processed CNTs/Al-based nanocomposites containing 1 wt % CNTs. Figure 16 shows the high-resolution TEM of the CNTs distribution along the composite sample grain boundary with length of approximately 300 – 400 nm and width of 40 – 50 nm (see Figure 16(a)). And a layered carbon structure could be seen at the interface between the CNTs and Al matrix (Figure 16(c)). Likewise, Kumar et al.
128
presented the wear behaviour of Al hybrid nano metal matrix composites produced by powder metallurgy method under dry condition and applied load of 20 N to 40 N at constant sliding speed using pin-on-disc tribometer. In the study, the hybrid nanocomposites were prepared at fixed wt. % of CNTs (2 wt %) of 20 – 30 nm in diameter and varying contents of graphene particles (0.5 and 1 wt %) of thickness 8 – 10 nm. The samples were fabricated via mechanical milling followed by pressing and sintering. From the results, wear rate increased linearly with the applied load. At lower load of 20 to 30 N, the resultant nanocomposite depicted better wear resistance. Meanwhile, at 40 N higher load, the wear resistance of the Al alloy reportedly better than the resultant nanocomposites. A severe increase in wear rate occurred in the nanocomposite as the applied load increased from 30 N to 40 N, and this demonstrates sharp switch in wear mechanism and as such transition from mild to severe wear regiment. Although, such a great increase was not noticed on the coated 2 wt % CNTs with 0.5 wt % of graphene in comparison with uncoated CNTs with 0.5 wt % graphene reinforced Al nanocomposites. Thus, optimal wear resistance existed in the CNTs/Al nanocomposites containing 0.5 wt % graphene when compared with CNTs/Al nanocomposites with 1 wt % graphene and the virgin Al alloy metal matrix, especially on lower loads (20 to 30 N). Herein, the presence of pores, agglomeration of the CNTs and graphene particles attributed to the poor wear resistance of the hybrid nanocomposites as compared to the Al alloy on higher load (beyond 30 N). The TEM characterization of the selective laser melted samples (a, b) CNTs structure distribution along grain boundaries and (b) HRTEM of CNTs in the nanocomposite samples.
127
Also, Yu et al.
129
conducted a study on the structure and wear characterization of CNTs (3 – 15 nm diameter) reinforced Al matrix nanocomposites produced using selective laser melting method at maximum power of 500 W. Characterizing the wear behaviour of the produced samples using ball-on-disc tribometer at an applied load of 2 N and sliding speed of 0.1 m/s and stainless steel ball (9Cr18) as the counter body, results indicate that the wear rate of the CNTs/AlSi10 Mg nanocomposites is about 33% lower than the virgin AlSi10 Mg (average particle size 34 µm) samples. This improve wear resistance performance of the nanocomposites sample was attributed to the CNTs reinforcement induced surface hardness, as well as the unparalleled hierarchical structure of the nanocomposites as better load transfer film mechanism could exist in the CNTs reinforced Al alloy matrix of wear groove area 150 µm2 compared to the pure Al alloy matrix of wear groove area 220 µm2. Based on their findings, it could be concluded that the selective laser melting produced CNTs/Al alloy nanocomposites display good potential to be an alternative material to the conventional Al alloy material for applications that required better hardness and anti-wear characteristics. In another study, to enhance the wear resistance of Al alloy (AlSi10 Mg) and widen its applications, Wu et al.
130
examined the microstructure and tribological characteristics of graphene nanoparticles (GNPs) reinforced AlSi10 Mg matrix composites produced by selective laser melting. Therein, the particle size of the AlSi10 Mg used was in the range of 20 – 63 µm and the GNP was in the range of 5 – 100 nm. Wear test experiments were performed employing an HRS-2M high speed reciprocating friction tester to study the influence of slide speed (0.3 to 0.9 m/s) and normal loads (10 to 30 N) on the wear response of the produced nanocomposites. The applied counter face material is GCr15 of 63 HRC hardness. From the wear test, incorporation of the GNPs into the Al alloy matrix enhanced its anti-wear performance. Dislocation and load transfer strengthening mechanism resulting from the uniform dispersion of the graphene in the matrix remains the factors that attribute to the improved wear resistance of the GNPs/ AlSi10 Mg nanocomposites.131–134 Therein, the friction coefficient and wear rate decrease with the sliding speed increment. This occurrence is ascribed to the self-lubricating influence of GNP.135,136 Meanwhile, as the load increases, the predominant wear regime of the reinforced nanocomposite is reportedly the combination of the delamination wear and oxidative wear. Furthermore, the incorporation of the GNP into the AlSi10 Mg matrix resulted in its improved hardness of about 174 HV compared to the pure AlSi10 Mg (119 HV). Meaning that GNP acts as a reinforcement against plastic deformation, thus contributes to the enhanced Al alloy hardness by 46.2%. Zhang et al.
137
conducted a study on the tribological properties of GNP reinforced Al matrix nanocomposites prepared using sintering technique under 500°C sintering temperature and pressure of 50 MPa. Dry sliding wear tests were conducted on a multi-functional tribometer in a ball-on-pin mode at a load of 10 N and sliding speed of 60 rpm under room temperature. A stainless-steel ball of 62 HRC hardness was employed as a counterpart. The results revealed that the incorporation of 1 wt % GNP (1 – 5 nm thickness) reduces the wear and friction coefficient by approximately 85% and 39%, respectively. This is because of GNP strengthening the tribolayer by wrapping debris particles on the top and bridging the subsurface cracks that are beneficial for the formation of an anti-wear tribolayer. Zhao et al.
138
investigated the microstructure, mechanical and tribological characteristics of nano-aluminium coated graphene, which was processed into Al alloy (AlSi10 Mg)-based composites via a selective laser melting method. In the study, the tensile test of the nanocomposites was characterized with an MTS 810 mechanical properties testing system at a strain rate of 5 × 10−3/s under room temperature. The hardness and wear test were conducted at a load of 1.96 N for 15 s and 20 N for 20 min, respectively. The friction distance was 5 mm, and the frequency was 100 mm/min. A GCr15 steel was applied as the material counter body. Characterizing the microstructures of the developed nanocomposites using SEM, results show that the graphene particles were uniformly distributed in the alloy matrix by refining the cell and initiated good interfacial interaction between the graphene and the matrix. Here, it is worthy to note that the approach of coating graphene with Al facilitated its dispersion within the alloy matrix structural network, and as such the improved mechanical and tribological performance of the resultant alloy-based nanocomposites reported. The Al-coated graphene reinforced AlSi10 Mg nanocomposite depicted a tensile strength of about 396 MPa and a percentage elongation of approximately 6.2%, which is 10.9% and 12.7% greater than the unreinforced AlSi10 Mg alloy (357 MPa, 5.5%). The AlSi10 Mg alloy hardness was enhanced by 40.8% with the introduction of the Al-coated graphene. Again, the wear resistance of the nanocomposites was noted to be better than the AlSi10 Mg alloy. The findings demonstrate that nucleation and growth of microcracks were not easy to occur during deformation, suggesting that Al-coated graphene in the AlSi10 Mg alloy basically acts as additive against plastic deformation. The uniform distribution of the Al-coated graphene into the AlSi10 Mg alloy using selective laser melting in addition with the high strength and high elastic modulus of graphene, the improved mechanical properties are expected. Examining the image of the samples, the grooves, partial irregular pits and intense plastic deformation were decrease in the Al-coated graphene reinforced AlSi10Mg alloy nanocomposites compared to the unreinforced AlSi10Mg alloy (Figure 17) and attributed to the better wear resistance performance of the nanocomposites. In comparing the AlSi10Mg alloy nanocomposites with polymers and their nanocomposites139,140 in connection with their low thermal stability and relatively low electrical conductivity, it could be concluded that the produced nano-Al coated graphene/AlSi10 Mg composites have several other applications than the conventional composites where thermal stability and high electrical conductivity are needed.141,142 The SEM micrographs of (a) AlSi10 Mg alloy and (b) Al-coated graphene/AlSi10Mg nanocomposites.
138
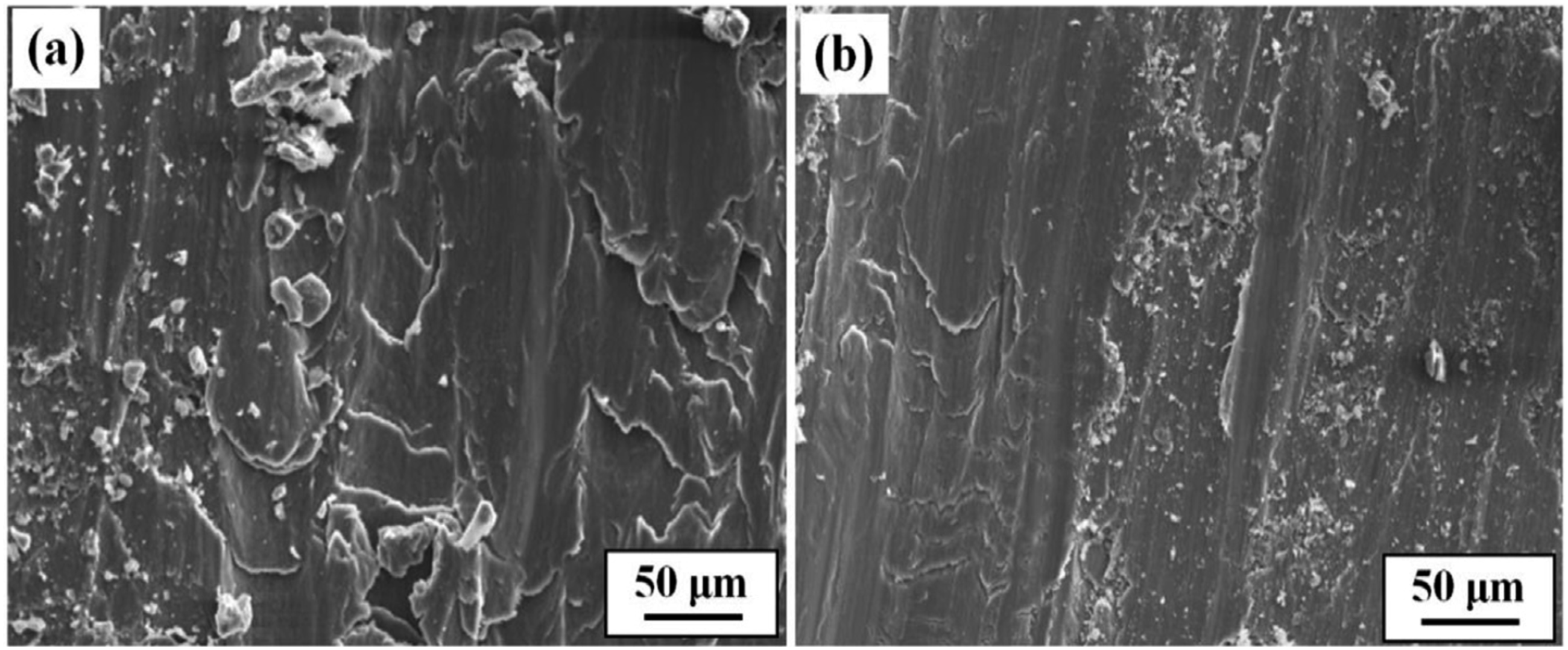
Additionally, establishing that monolithic Al alloy in connection with their lightweight and high electrical conductivity can be use in overhead transmission conductors, Ujah et al.
8
on the other hand investigated the improvement of the mechanical strength and corrosion behaviour of Al alloy (particle size 40 nm) with varying CNTs (1, 4, and 8 wt %) of diameter 10 – 30 nm and 5 – 20 µm employing spark plasma sintering process as low strength and premature fatigue reportedly limit its applications.143–145 In the study, the samples were produced at an optimized sintering parameters of 630°C temperature, 30 MPa pressure, 10 min dwell time, and 200°C/min heating rate. The SEM results revealed that the CNTs were uniformly distributed in the Al alloy matrix up to 4 wt % CNTs addition as could be seen in Figure 18. Therein, there was agglomeration of the CNTs particles at the CNTs/matrix with 8 wt % CNTs loading (Figure 18(d)) due to poor dispersion of the reinforcement in the matrix, hence the cluster and aggregation of the CNTs. However, the CNTs/Al composites of 4 wt % CNTs reinforcement depicted the maximum microhardness (482 MPa) and tensile strength (158 MPa), and the lowest corrosion rate both in NaCl and H2SO4 medium in comparison with the monolithic Al alloy and other reinforcements. The improved hardness and high strength as well as the good corrosion resistance of the nanocomposite at 4 wt % CNTs loading ascribed to the better dispersion of the particles, high densification and strong adhesion between the reinforcement and matrix. Meanwhile, apart from particle agglomeration, the decrease in mechanical properties at 8 wt % could be attributed to porosity. Knowing that porosity affects mechanical characteristics of composite as micropores are the nucleation sites for microcracks, fractures and other imperfections.
146
In addition, improved particles-matrix bonding (mechanical interlocking) in CNTs/Al containing 4 wt % CNTs resulting in high polarization resistance and low corrosion current density contribute to its better corrosion resistance compared to other samples. Moreso, without agglomeration and porosity being minimal, it suggests that the grain boundaries were greatly pinned and the dispersion of CNTs was homogeneous (Figure 18(c)),
147
and such is another mechanism contributing to the superior corrosion characteristics of the nanocomposites loaded with 4 wt % CNTs. Thus, one can conclude that CNTs/Al composite material could be a substantial candidate for high transmission power systems that require composite material with improved mechanical and corrosion resistance properties. SEM images of the Al alloy-based nanocomposites; (a) Virgin Al, (b) 1 wt % CNTs/Al, (c) 4 wt % CNTs/Al, and (d) 8 wt % CNTs/Al.
8
WD: Working distance of 14 – 16 mm, SEM HV: 20.0 kV, SEM Mag: 300x to 400x. All performance in nanospace.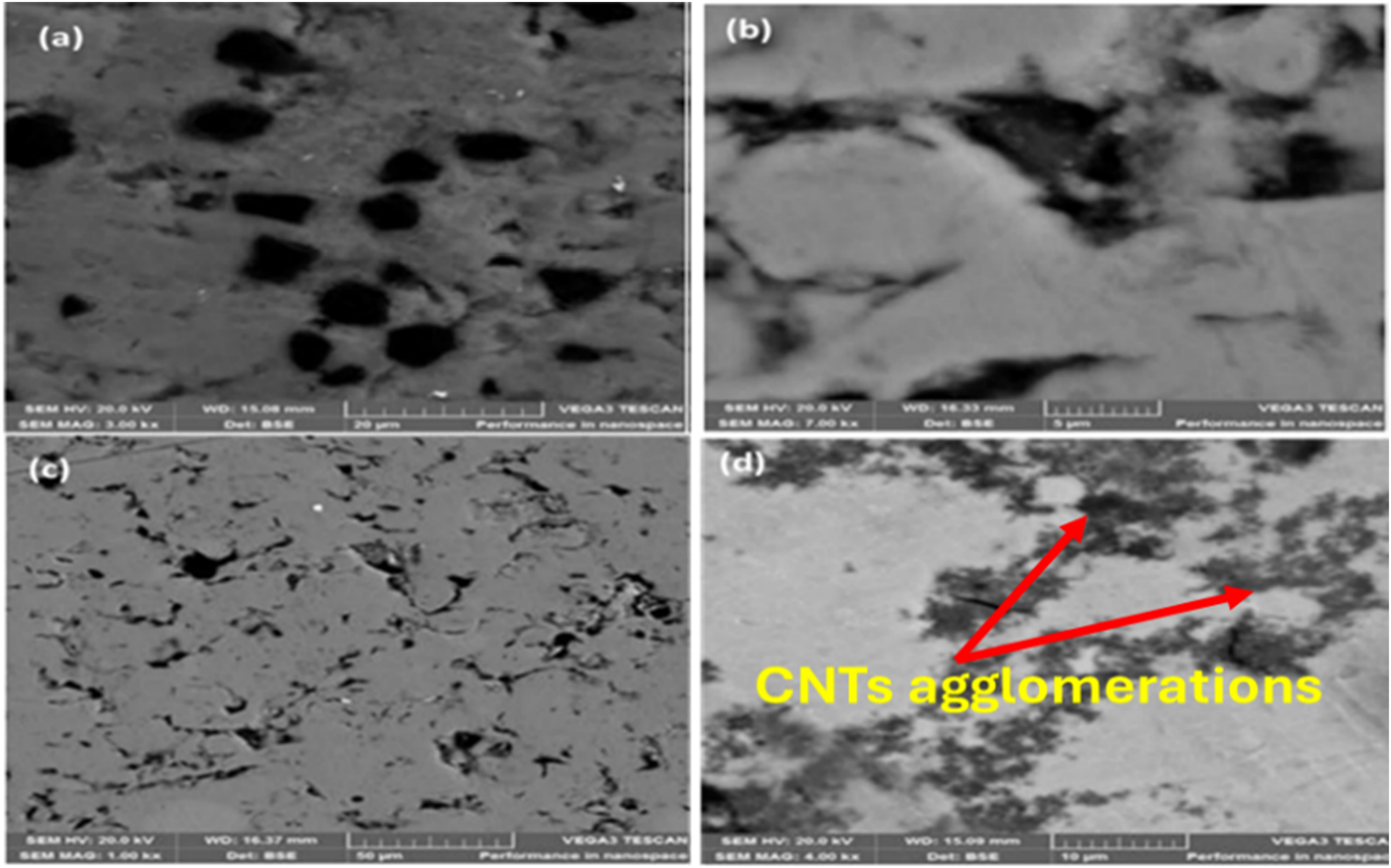
In another study, Yoo et al.
148
investigated the synergistic effect of SiC-CNTs on enhancing the mechanical and tribological characteristics of Al6061 alloy nanocomposites using spark plasma sintering. Prior to the fabrication of the hybrid SiC (200 nm)-CNTs (15 nm diameter and length 10 µm) before their introduction into the Al alloy, a molecular-level mixing process was employed to coat the CNTs surface with Fe2O3. Herein, application of molecular-level mixing means that a prepared modified CNTs were distributed and mixed with Fe (NO3)3 solution (1 M) for 30 min at 80°C under magnetic stirring then followed by filtering and drying at a temperature of 180°C in vacuum for 24 h to obtain Fe2O3-coated CNT powder. The tensile properties of the samples were characterized by a microforce testing system. A pin-on-disc tribometer machine was used to evaluate the wear behaviour of the samples under a load of 98.1 N, a fixed sliding speed of 200 rpm, and a sliding distance of 1000 m. In the study, a polished EN-31 steel disc was utilized as a counter face material. Characterizing the properties of the developed resultant nanocomposites, results demonstrated that the incorporation of 5 wt % SiC-CNTs lead to 50% improvement in Young’s modulus and 46% improvement in yield strength of the nanocomposites. Additionally, the friction coefficient and specific wear rate were reduced by 31% and 45%, respectively, when compared with those of SiC counterparts (without CNTs). Herein, good load transfer mechanism contributed to the improved strength, modulus, and wear resistance recorded. Further, the fillers acted as hard abrasive particles and as such limit material loss. The wear surface of the Al6061 alloy was deeply grooved and contained micro holes and delamination and a deformation zone could be observed in the wear surface higher than that of the nanocomposites as minimal deformation morphology are observed and debris particles were evenly dispersed without craters and micro hole (Figure 19). Wear surfaces of the fabricated samples (a, b) Al6061 alloy and (c, d) 5 wt % CNT-templated Al6061/SiC@CNT.
148
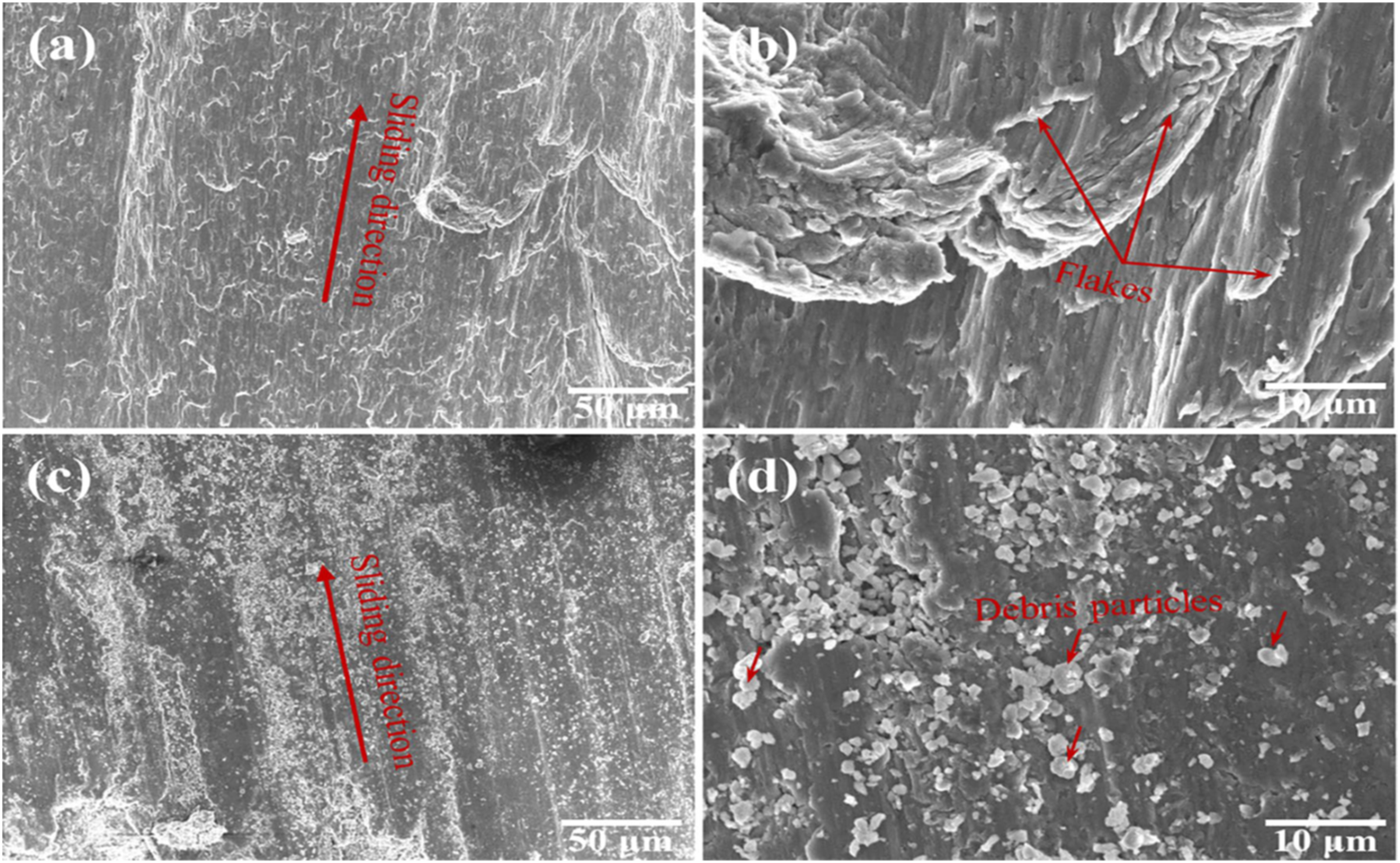
The wear surface of the virgin Al6061 alloy suggests that the wear mechanism is an integration of abrasive, delamination, and plastic deformation, while that of the composite was predominantly abrasive. More so, authors like Sadeghi et al. 149 and Singh and Goyal 150 deliberated on the synergistic effect of CNTs and oxide nanoparticles on improving the characteristics of Al and Al-based nanocomposites using the spark plasma sintering and vacuum die casting method, respectively. In the author’s work, remarkable improvements in the Al-based nanocomposites were also recorded as presented in Tables 1 and 2. Strong particles-matrix bonding, impediment of dislocations motion, and less porosity revealed based on the analysis data presented by the authors attribute to the improved Al-based nanocomposites characteristic performance.
Influence of ceramic boride nanofillers on the mechanical and tribological characteristics of aluminium-based nanocomposites for engineering applications
In the development of Al-based nanocomposites for engineering applications, Wang et al. 151 studied the effect of TiB2@TiC nanoparticles on the mechanical behaviour of AA2055 alloy composites. The average particle size of the TiB2@TiC used as the reinforcement was 73 nm. The nanocomposites were prepared using ball milling and casting process. Owing to mechanical stirring in initiating interfacial phenomena in the composite system, results depict that the addition of the TiB2@TiC nanoparticles into the AA2055 alloy matrix hindered the formation of Al dendrites in solidification and hence refined the grains. As such the mechanical properties (tensile and yield strength) of the AA2055 were markedly improved. However, the challenge associated with the produced composites is the formation of intermetallic compounds as evidenced in the XRD characterization and this could be as a result of the nonequilibrium solidification process. Anitha and Srinivas Rao 152 investigated the microstructure and mechanical characteristics of Al-based nanocomposites reinforced with Titanium diboride (TiB2) and Gr using electromagnetic stir casting technique. The particle size of the TiB2 and Gr used ranges from 90 to 100 nm. The TiB2 and Gr nanoparticles were uniformly dispersed throughout the Al alloy (Al7075) matrix based on the SEM results. Addition of the TiB2 and Gr into the Al7075 matrix, synergistically improved its mechanical characteristics. At 10 wt % TiB2 and 4 wt % Gr nanoparticles loading, the Al7075 hardness, tensile strength, flexural strength, and compressive strength were approximately improved by 16%, 12%, 4%, and 2%, respectively. This enhanced behaviour of the Al7075 refers to the even distribution of the nanoparticles, improved interfaced in the hybrid nanoparticles without a casting defect, and integration of hard ceramic nanoparticles into the matrix, as well as better load transfer mechanism in the resultant nanocomposite. In another study, Morampudi et al. 153 examined the wear response of Aluminium alloy (Al6061) reinforced with ZrB2 nanoparticles using a stir casting method. The nanocomposites were prepared at different contents of ZrB2 (0, 1, 1.5, and 2 wt %) of particle size 80 – 100 nm. Herein, the nano-ZrB2 was preheated up to 400°C for 15 min using a muffle furnace. The preheating process was adopted to improve the nanoparticles wettability and interfacial reaction with the alloy melt. Addition of the nano-ZrB2 powder to the molten Al6061 was performed at 750°C during the formation vortex in the melt through stirring. In examining the microstructure of the produced nanocomposites, it was observed that the ZrB2 nanoparticles were homogeneously distributed within the alloy matrix as fine precipitates, which is occupied along the grain boundaries. 154 With this uniform dispersion of the reinforcement particles in the matrix one can agree that the ZrB2 will effectively restrict the formation and growth of large crystal grains/radius, in turn resulting to a better wettability and interfacial characteristic in improving the performance of the resultant nanocomposites. 155 Besides, from the experimental results, the wear rate and friction coefficient of the nanocomposites were reduced especially on the ZrB2/Al6061 nanocomposites filled with 2 wt % ZrB2 nanoparticles. Therein, improved grain refinement and strong bond between the Al6061 matrix and the ZrB2 fillers resulted in the better wear performance of the nanocomposites with 2 wt % over the neat Al6061 sample. Thus, the wear characteristic of the nanocomposite samples is in abrasive mode owing to the presence of the hard ZrB2 nanoparticles. However, the use of ceramic boride in developing Al-based nanocomposite component remains a challenge as there is always intermetallic compound along grain boundaries. And such formation of the intermetallic phase in ceramic boride reinforced Al composites will definitely result in galvanic corrosion under a corrosive environment. Thus, there is need for further research on producing ceramic boride/Al composite with reduced intermetallic precipitate, which could affect the better performance of the material during application.
Challenges facing the mechanical and tribological properties of Al and Al-based nanocomposites reinforced ceramic (oxides, carbides, nitride, boride carbon-based) nanofillers and recommendations for future improvement
Studies have shown the need for Al and Al-based nanocomposite materials usage when it comes to aerospace, automobile, marine, power systems, and defence applications. 17 Several efforts have been made to improve the properties of Al metal nanocomposites using nanoceramic (oxides, carbides, nitrides) materials and carbon-based nanofillers as presented in Table 1. Based on the review study, stir casting, spark plasma sintering/powder metallurgy, and selective laser melting, remains the most applied method in the fabrication of Al and Al-based nanocomposites. Incorporation of nanofillers in aluminium matrix yields better hardness, mechanical strength, wear, and corrosion resistance properties8,81,119,127,130 compared to micro fillers addition.14,17,19,20 The enhancement characteristics of the based Al and Al alloy matrix filled with nanofillers noted in the review is a function of strong nanofillers-matrix bonding and fabrication process. Again, uniform dispersion of the reinforcements in the matrix structural network on the other hand greatly contributes to the improved properties of the Al-based nanocomposites reviewed in the study. Nonetheless, reinforced Al-based nanocomposites are still facing some challenges, which affects their wide applications. Hence, for continuous utilization of Al-based nanocomposites in aerospace, automobile, and/ or defence industries, such challenges need to be addressed. Ceramic oxides reinforced Al-based nanocomposites reportedly exhibit low impact strength because of brittleness induced by the ceramic particulates, thus low impact energy is needed for the nanocomposites to break/fail during application,55,56,67 and this likely to limit their utilization in engineering component design. Furthermore, porosity and particle agglomeration associated with the ceramic particles reinforced Al and Al-based nanocomposites in connection with the fabrication routes applied were observed to influence their maximum performance.65,71,73,74,78,81,120,128,148 Several researchers have explored surface functionalization of the ceramic nanofillers as an avenue for improving their dispersion into aluminium-based nanocomposites. For instance, study by Yoo et al. 148 evidence that the coating of SiC@CNTs with SiO2 and Fe3O4 resulted in homogeneous dispersion of the SiC@CNTs in the Al matrix, which in turn improved its properties. The outstanding strengthening efficiency is ascribed to the high load transfer influence caused by the high aspect ratio and improved interfacial bonding between the reinforcement and the matrix owing to the presence of the thin SiO2 interlayer. 156 Yet degradation in properties usually occurs at high content of the nanofillers.55,56,65 However, to further improve the properties of Al-based alloy filled with nanofillers either at lower or high weight fraction, the current review study recommends the application of heat treatment process on nanofillers reinforced Al-based nanocomposites without coating and nanofillers reinforced Al-based nanocomposites with coating. As such a comparative study adopting advanced design of experiment could be a breakthrough in optimizing and developing more improved Al-based nanocomposite materials with high mechanical and tribological performance without brittleness, agglomeration, and porosity. Because for a material to function very well in any structural application, grain refinement and elimination of residual stress induced during fabrication remain paramount and this can be achieved via heat treatment. Study by Kaptay 157 evidence that nanocomposites could exhibit better performance upon heat treatment. And it appears that none of the authors reported on the heat treatment of Al-based nanocomposites. Heat treatment or heat treating involves heating up a material to at or above a predetermined critical temperature and then cooling it down to achieve the desired result. Orhadahwe et al. 145 in their study, opined a synergistic utilization of heat treatment and selected thermomechanical treatment methods as a secondary treatment for the development of aluminium matrix composites, though the authors did not involve design of experiment and optimization of process parameter for such study. Hence, there is need for more studies on the development/heat treatment and characterization of Al and Al-based nanocomposites for engineering applications using advanced design of experiment and optimization methods like response surface methodology, particle swarm optimization, and/ or artificial neural network. Furthermore, in addressing the drawbacks of most ceramic oxides, ceramic carbides, ceramic nitrides, and carbon-based nanofiller reinforced Al-based nanocomposites via heat treatment, optimization and production design of experiment. The combination of multiple fabrication processes like powder metallurgy and extrusion/rolling in producing Al-based nanocomposite components should be considered. As such processes could result to better microstructural, mechanical, wear, and thermal stability properties. Because a fabrication method with optimized parameters usually yields an excellent process-structure-properties and performance of manufactured product that is of high commercial demand when it comes to research and innovation. Rolling as a cold or hot working process, which usually induce grain refinement in a material by reducing percentage porosity and causes an increase in dislocation density and consequently work hardening conclusively will improve its mechanical characteristics. In addition, more studies on improving the properties of Al-based nanocomposites with hybrid titanium nitride (TiN)/ZrO2 nanoparticles involving additive manufacturing technology and modelling/simulation remains future research as such studies are still few based on the review study. Additive manufacturing technologies, which utilises higher energy laser beams to melt metal powder layer by layer to develop a dense structure according to computer aided design data, offers the possibility of producing complex metal parts with no pores.158,159 In addition, high cooling rate of most additive manufacturing usually results in ultrafine microstructure and improved mechanical characteristics.160,161 Additive manufacturing technologies such as laser powder bed fusion is today considered potentially suitable for a wide range of industries, such as biomedical, aerospace, and industrial industries.162–164 Hence, future research on the development and characterization of aluminium and aluminium-based nanocomposites using additive manufacturing should also be a major interest among the research communities.
Conclusions
This paper reviewed the reported study work on aluminium and aluminium alloy-based nanocomposites, providing a total view of their microstructure, mechanical, and wear characteristics, as well as thermal stability. The advancement in the development of Al and Al-based nanocomposites using ceramic-based nanofillers for improved engineering applications remain state-of-the-art and hence, more research is required to provide a deep understanding of their behaviour. Based on the reviewed papers, the following conclusion could be drawn: (1) In general, introduction of nanoceramic fillers into the Al metal matrix enhanced its microstructural, mechanical, tribological, and thermal stability characteristics that is promising for several engineering applications including aerospace, automobile, marine, and power systems. Stir casting and powder metallurgy routes including spark plasma sintering and selective laser melting techniques are increasingly used in the fabrication of binary and ternary Al-based nanocomposites. (2) The mechanical and tribological properties improvement of the Al and Al alloy matrix with nanoceramic (oxide, carbide, nitride, and carbon-based fillers) deliberated throughout this study are summarised in Tables 1 and 2. (3) With the presented characteristics data reported in the Tables and the advantageous characteristics of nanocomposites members. There are still limitations in design and response of aluminium and aluminium alloy-based matrix nanocomposites as they are characterized with particle agglomeration, brittleness, porosity, and properties degradation. Hence, additional research studies employing surface functionalization, combining fabrication routes, heat treatment, acceptable design of experiment and optimization techniques like response surface methodology/response surface modelling should be considered. As such study could result in more optimized process parameters and resultant aluminium-based nanocomposites with enhanced microstructural and properties response. (4) Finally, the scope of future research recommended is to bridge the gap in making aluminium nanocomposites an acceptable and efficient material with negligible imperfection that will perform better during applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Research Foundation of South Africa (Grant Numbers: 150574); and Tshwane University of Technology—Faculty of Engineering and Built Environment and Centre for Energy and Electric Power.
Data availability statement
Data will be shared upon request.