
Abstract
In-situ consolidation of thermoplastic composites using Automated Fibre Placement (AFP) technology is an emerging manufacturing technique, offering tailored composite properties through customised processing parameters. Multiple competing parameters during AFP manufacturing influence the quality and mechanical performance of the laminates. These lay-up parameters are interrelated, and often require comprehensive experimental characterisation which is costly and time-intensive. This study aims to optimise the fracture toughness of in-situ consolidated thermoplastic composite (AS4/APC-2) and investigate the mechanisms that contribute to it. Taguchi’s method is employed to efficiently analyse the effect of various process parameters at multiple levels. Based on the obtained results, a considerable effect of process parameters on Mode I and II fracture toughness is observed. The statistical analysis reveals that the Hot Gas Torch (HGT) temperature required for AFP processing significantly affects the Mode I fracture toughness, contributing to 33.8%. Whereas, the consolidation force, another key processing parameter in AFP notably affects Mode II fracture toughness, with the contribution of 81.8%. The analysis of variance (ANOVA) reveals interdependent processing parameter relations for both fracture modes. A validation test showed good agreement between the predicted fracture toughness and the experimental test.
Keywords
Introduction
Fibre reinforced polymer composites are increasingly used in applications where high specific strength and stiffness are desired. However, laminated composites exhibit poor through-thickness mechanical properties and are susceptible to delamination damage caused by impact loadings.1–4 Delamination initiation and growth are governed by the interlaminar fracture toughness. Thermoplastic matrices are an excellent alternative to epoxy matrices due to their excellent Mode I and II interlaminar fracture toughness, and impact resistance. 5 The initial perception of thermoplastic composites as expensive and challenging to process is changing. As such, thermoplastic composites are being considered for aircraft primary structures over traditional epoxy-based composites.6,7 One of the key technical enablers is automated fibre placement (AFP) by in-situ consolidation of thermoplastic composites. In-situ consolidation describes the process of rapidly melting and bonding the thermoplastic matrix as the towpreg is being laid by the robot. 8 The highly automated tow laying process promises to reduce manufacturing costs 9 and manufacture composite structures with highly tailored behaviour.10–12
The selection of AFP process parameters affects the final manufactured quality of the in-situ consolidated thermoplastic composite laminates. Hence, significant research interests have gone towards optimising parameters such as deposition rate, consolidation force, tool temperature, and process temperature in attempt to achieve autoclave level quality in in-situ consolidated laminates. The typical means of assessing manufacturing quality are porosity content and interlaminar strength development as the two parameters are closely related. Higher porosity content leads to lower interlaminar strength. Khan et al. 13 found porosity content to reduce with decreasing deposition rate but high heating did not guarantee maximum consolidation. Repass treatment was found to improve the laminate’s surface finish 14 and reduce porosity in the upper layers. 15 Chen et al. 16 reported reduction in porosity content with decreasing deposition rate and certain tool temperature had an important role in eliminating voids. By improving consolidation and promoting conditions for polymer chain diffusion, high tool temperature improves the degree of bonding and, consequently, interlaminar strength.17,18 With sufficient polymer chain diffusion across the towpreg interface, strength development occurs. A combination of high hot gas torch temperature and consolidation force yielded the highest interlaminar strength whilst keeping the deposition rate constant. 19 However, further increase beyond the optimum point risks fibre damage and thinning of samples. Comer et al. 20 reported that in-situ consolidated specimens using laser-assisted AFP had lower interlaminar strength than autoclaved consolidated specimens. This difference can be due to the short dwell time available for bonding to fully develop during the manufacturing process of laser-AFP. With a modified hot gas torch nozzle, Qureshi et al. 21 reported the deposition rate had a significant effect on interlaminar shear strength whilst the consolidation force showed no notable effect. A high deposition rate decreases the thermal load on the towpregs and reduces the processing window to melt the polymer matrix. Schiel et al. 22 investigated laser-assisted AFP process parameters and reported that an elevated tool temperature had a beneficial effect on the interlaminar strength development of in-situ consolidated thermoplastic composites. Similarly, when using laser-assisted AFP, Stokes-Griffin and Compston 23 found that the interlaminar strength remained relatively independent of the nip-point temperature (for a sufficiently high temperature) at deposition rate of 100 mm/s. This nip-point temperature dependency became more pronounced at higher deposition rate of 400 mm/s. Heathman et al. 24 performed optimisation studies on laser-AFP manufactured low-melt polyaryl-ether-ketone (LM-PAEK) and reported manufacturing defects similar to PEEK thermoplastic composites. This suggests that the manufacturing defects are related to the manufacturing process, rather than material specific issues.
Interlaminar fracture toughness is another interfacial property to consider in the in-situ consolidation quality. The microstructure of semi-crystalline thermoplastic polymer matrices, such as polyether-ether-ketone (PEEK), are affected by the processing conditions. This can lead to variation in fracture toughness that can affect out-of-plane impact resistance. Ray et al. 25 reported that the fracture toughness of laser assisted tape placement consolidated PEEK composites was higher than samples consolidated by autoclave. Oromiehie et al. 26 also concluded similar findings for hot gas torch AFP consolidated PEEK composites. Shafaq et al. 27 established that the deposition rate is critical to the fracture toughness properties of in-situ consolidated PEEK composites. Higher deposition rates lead to lower degree of crystallinity and higher fracture toughness. However, this is only valid when the tows have been properly consolidated. The brief literature review highlights the complexity of the in-situ consolidation processing parameters which influence the laminate quality. While many of the studies performed parametric optimisation with each processing parameters in isolation, the inter-dependence of the parameters cannot be ignored.
Roadblocks remain in achieving full mechanical performance of thermoplastic composites by AFP in-situ consolidation process before industry widespread adoption. The process is highly sensitive to the process parameters selected. There are likely several competing factors relating the process parameters to the laminate’s quality and mechanical performance. With slower deposition rate, there is more time for the molten polymer to flow and molecular diffusion across the interface. Keeping a constant heating power, a slower rate yields a higher intensity of heating, ultimately resulting in the attainment of a higher nip-point temperature. However, increasing the hot gas torch temperature with slow deposition rate increases the risk of thermal degradation to the polymer matrix. Often, these effects are non-linear, and will be in combination of two or more factors. Many of the presented works investigated the influence of individual parameters on in-situ consolidation without precisely quantifying their interdependence. In order to quantify the interdependence of the parameters, a significant experimental programme must be undertaken which can be prohibitively expensive. The Taguchi’s design of experiments (DOE) offers a practical means to reduce number of experiments in a robust manner. 28 The Taguchi’s orthogonal array systemically selects certain combinations of the process parameters for characterisation. The Taguchi’s DOE had been used to investigate the interdependence of fused deposition modelling process parameters, such as print speed, infill density, and layer thickness, to optimise the strength of the built parts.29,30 Heathman et al. 24 conducted a DOE analysis of deposition rate, nip-point temperature and consolidation force on LM-PAEK composites to identify an optimum set of parameters. Khan 31 performed DOE repair conditions of crack healing of Elium thermoplastic composites. Belhaj et.al. 32 conducted a study on the effect of AFP process parameters to examine tackiness and optimise the lay-up process. Through their research, they successfully identified a solution to the problem with a minimal number of trials. Therefore, the effect of AFP process parameters should be studied synergistically.
The objective of this research is to optimise the process parameters influencing fracture toughness and to analyse the challenges that dictate the performance characteristics of the laminate. The paper investigates the inter-dependence of processing parameters on Mode I and II interlaminar fracture toughness to maximise the efficiency and performance of AS4/APC-2 laminates. The processing parameters for manufacturing selected for the DOE study are deposition rate, hot gas torch (HGT) temperature, consolidation force and tool temperature and analysed using Taguchi’s orthogonal array. The statistical analysis of the obtained results identifies the interdependence and the optimised process parameters that affect interlaminar fracture toughness of laminates.
Experimental method
Material and manufacturing
In this study, carbon fibre PEEK composites, AS4/APC-2 towpregs of 6.5 mm width and a fibre volume fraction of 65%, was used. The glass transition temperature (Tg) from the supplied datasheet was 143°C. A quasi-isotropic panel of 350 mm × 250 mm was consolidated using an AFP machine. The AFP machine consists of a seven-axis robot platform, stainless steel consolidation roller and a HGT. The HGT can expel hot nitrogen gases up to 1000°C and a flow rate up to 100 standard litres per minute. The steel consolidation roller, with a diameter of 12 mm, is used to ensure uniform distribution of consolidation force. The heated tool plate was designed and built in-house, schematically shown in Figure 1. The tool plate was constructed from 6 mm thick aluminium with heating elements placed on the underside. A thermocouple was embedded on the topside of the tool plate to monitor the temperature where a PID controller was used to control the tool temperature. The heated tool plate was secured onto the spindle and thermal insulation was placed all round to minimise heat losses during layup and consolidation process. (a) Schematic of heated tool plate arrangement (b) Heated tool plate surface with initial layers attached.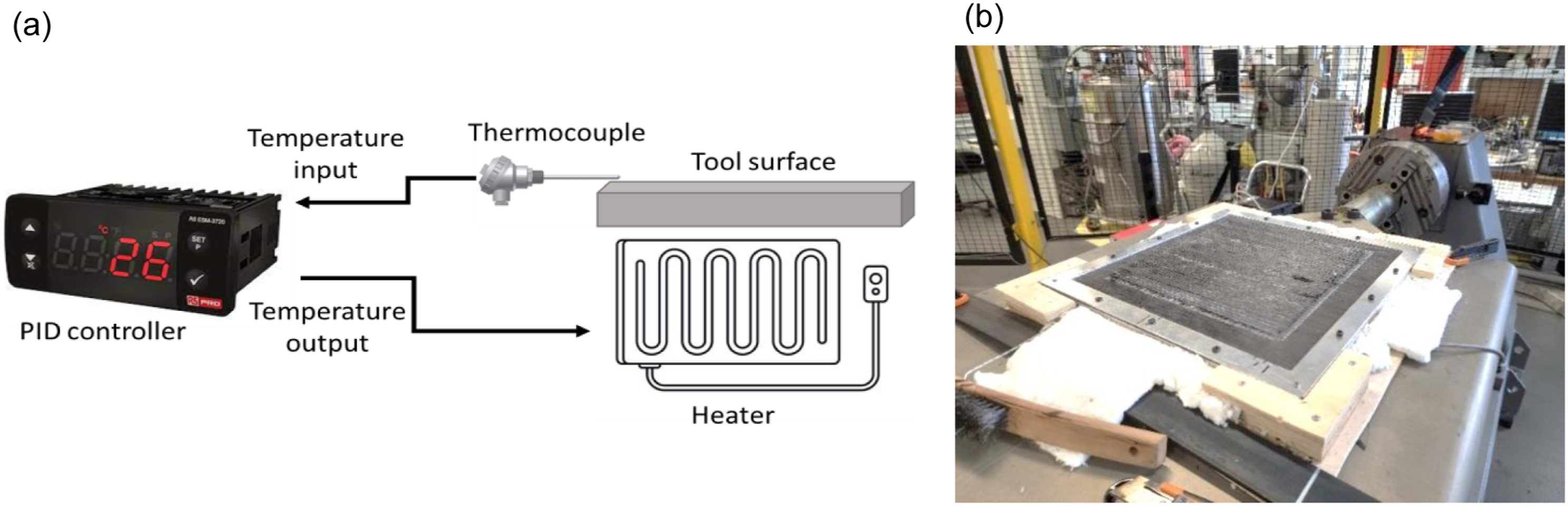
The stacking sequence of the panels were [0/45/90/-45/0]4S which gave a nominal manufactured thickness of 6 mm. After the 20th layer was laid, the manufacturing process was paused to place a steel shim of 25 μm 26 at the pre-crack location. A release agent was applied prior to the application of the steel shims and secured with Kapton tape. The steel shim acted as a starter crack for the Mode I and II fracture toughness tests. After the steel shim was secured, the consolidation of the subsequent layers continued.
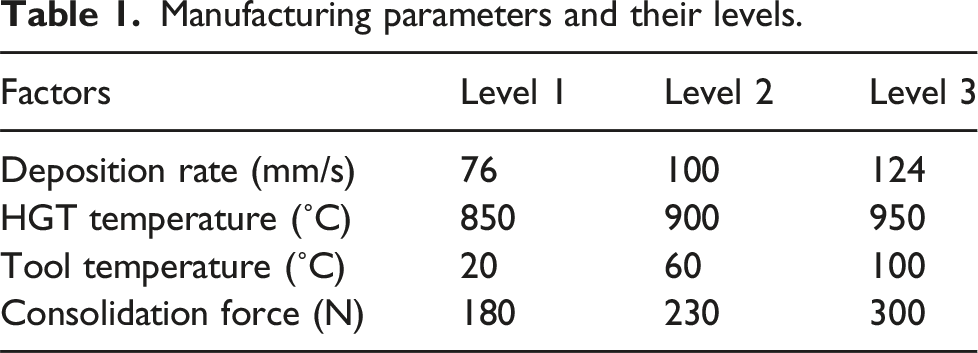
Selection of process parameters
Manufacturing parameters and their levels.
Design of experiments
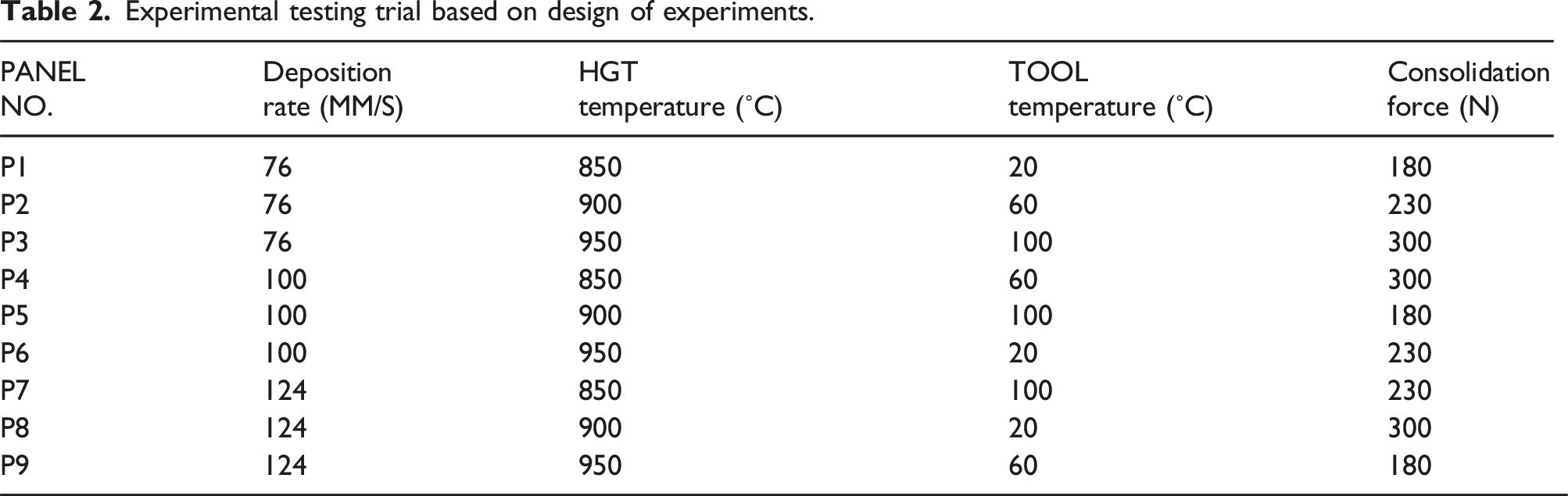
Design of experiments entails developing a series of tests where the factors are methodically set. This method employs a distinctive design of orthogonal arrays to efficiently analyse the complete parameter set with a minimal number of experiments. The outcome of the experiments helps in the identification of optimum settings. The process of the Taguchi’s design of experiment approach is described in Figure 2. Using the set conditions, an experimental program based on the full factorial design would be too costly and arduous. Thus, the fractional factorial design using Taguchi’s orthogonal arrays was performed in MINITAB software to overcome the issue. In this study, four control factors were used, with three levels each. The DOE analysis reduced the number of combinations from 81 to just 9. The experimental design followed an L9 array, based on the Taguchi method. The reduction in the number of samples from 81 to 9 is possible through the use of orthogonal arrays. These arrays are specifically designed to efficiently explore the entire parameter space with a minimal number of experiments, while still providing crucial information about the impact of each factor on the outcome. In orthogonal arrays, the levels of each factor are “orthogonal” to the levels of other factors. This means that each level of any factor is paired with every level of the other factors an equal number of times. This ensures that the effects of each factor can be evaluated independently. The selected L9 orthogonal array of the fractional factorial DOE is summarised in Table 2, which will be carried out to investigate the inter-dependence of the parameters on the Mode I and II fracture toughness of the manufactured laminates. The orthogonal array means the processing parameters are weighted equally in the DOE. Therefore, each factor can be assessed independently. Taguchi’s method of parametric design approach. Experimental testing trial based on design of experiments.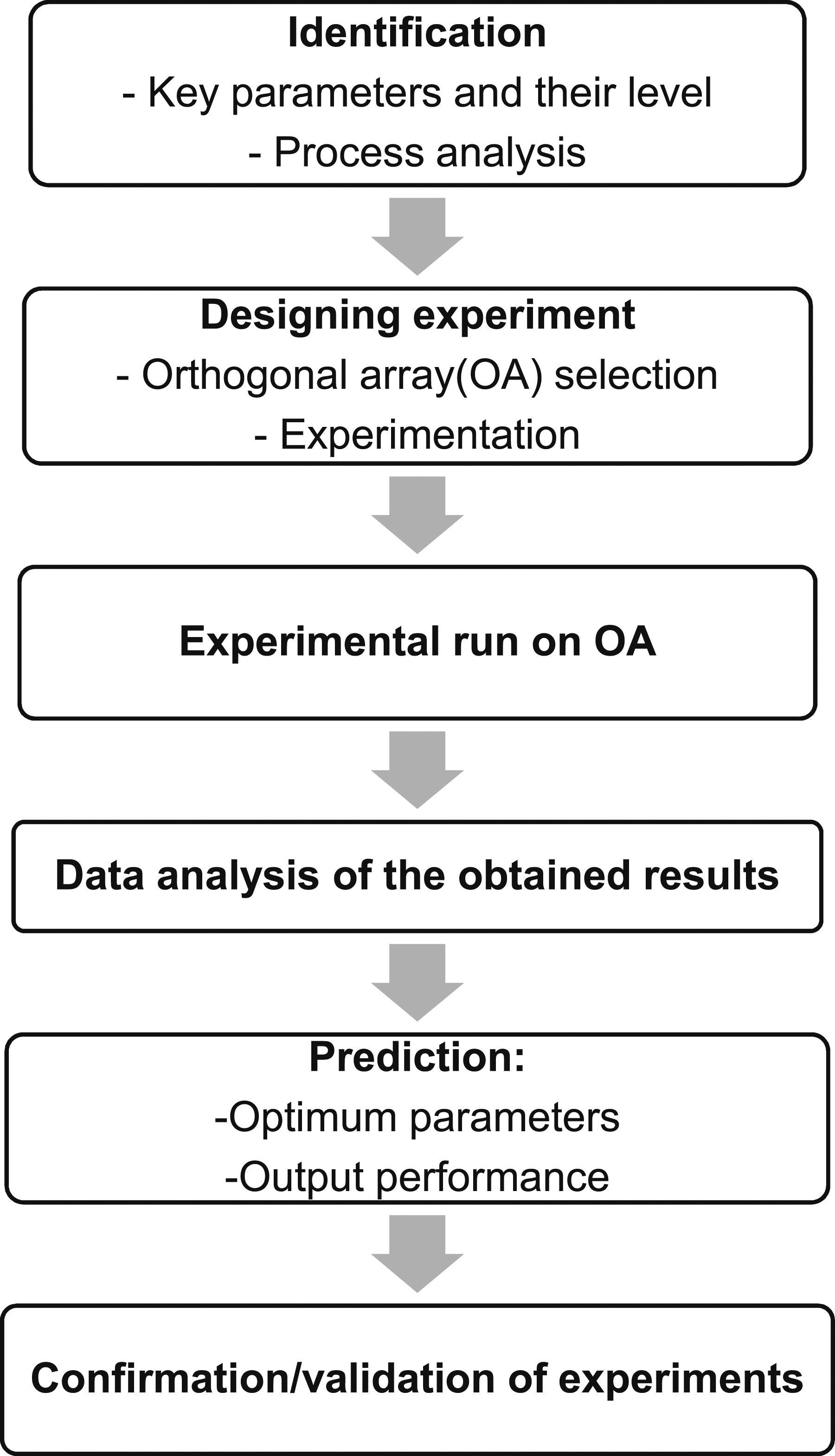
After the Mode I and II experimental trials were conducted, a statistical analysis was conducted using MINITAB to determine the relative effects of each processing parameters. In order to do so, the signal to noise (



The optimal value was then determined using the average values for
Mode I fracture toughness
The Mode I interlaminar fracture toughness of AFP manufactured specimens were tested in accordance with ASTM D5528 standard.
35
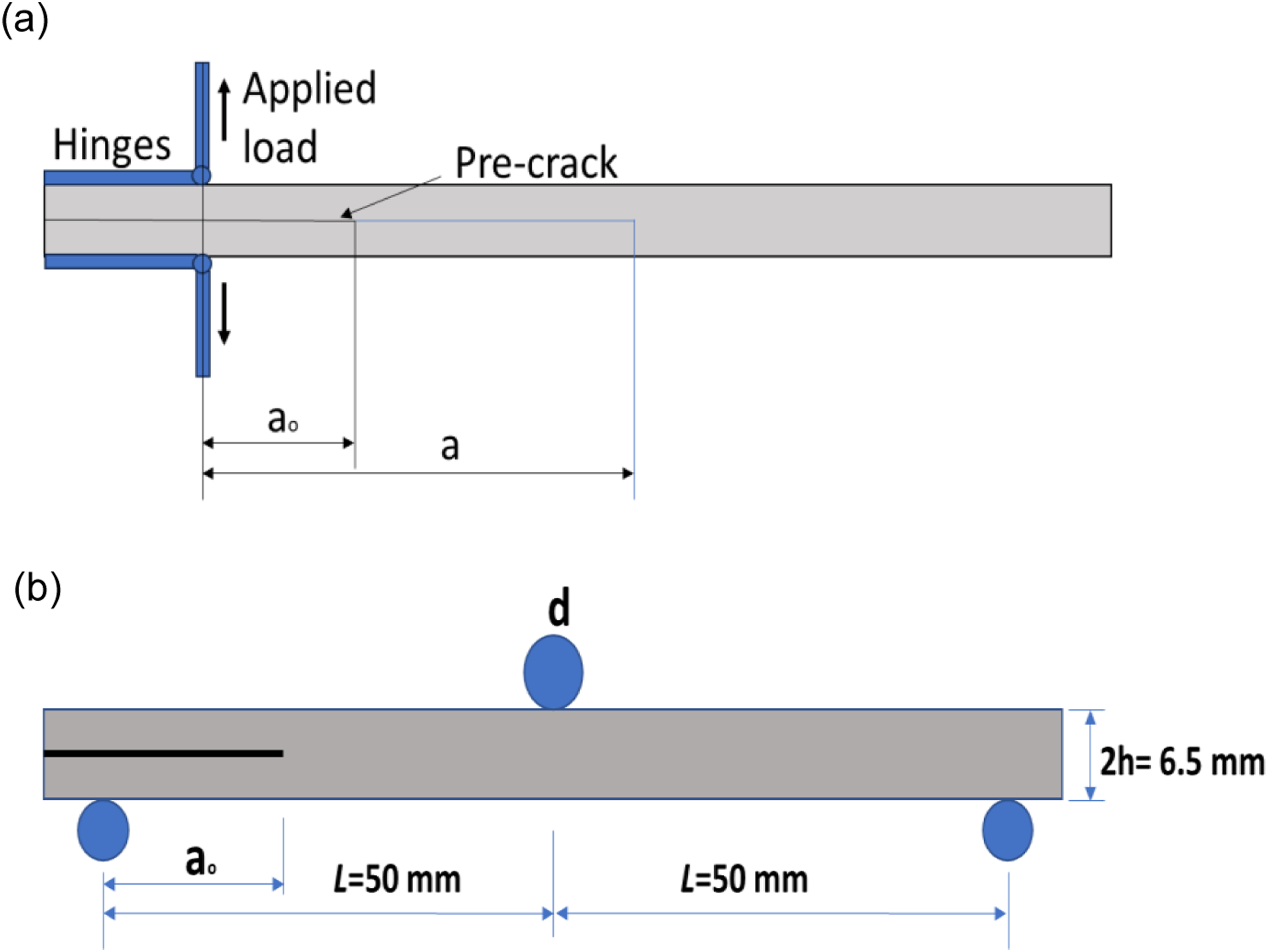
From the manufactured panels, double cantilever beam (DCB) specimens with the nominal dimension of 195 mm × 22 mm with 80 mm of crack length were machined using a water-cooled diamond saw. Piano hinges of 20 mm length were adhesively bonded to the pre-cracked end of the specimens, as shown in Figure 3(a). This, then, provided an initial crack length, Specimen configuration of (a) Mode I (DCB) (b) Mode II (ENF).
Mode II fracture toughness
The Mode II interlaminar fracture toughness test was carried out in accordance with the standard ASTM D7905. 36 The end-notched flexure (ENF) specimens were machined from the panels and had the nominal dimension of 195 mm × 22 mm with a 60 mm pre-crack, as shown in Figure 3(b). A thin coating of white paint was applied on the ENF specimen edge. A three-point bending static loading was applied on an Instron machine with a 10 kN load cell. The three-point flexure jig had a span of 100 mm. The support rollers have a diameter of 5 mm while the loading roller diameter was 9 mm. The ENF specimen was loaded at a rate of 0.5 mm/min.
The Mode II (

Degree of crystallinity
Degree of crystallinity was carried out using Differential Scanning Calorimetry (DSC) on DSC 204 F1 Phoenix. Each specimen was cut and weighed 13.6 g on average. The tests were performed with the heating and cooling rate of 10°C/min under nitrogen atmosphere up to 400°C. NETZSCH Proteus® software was used for data evaluation process.
Results
Experimental data analysis
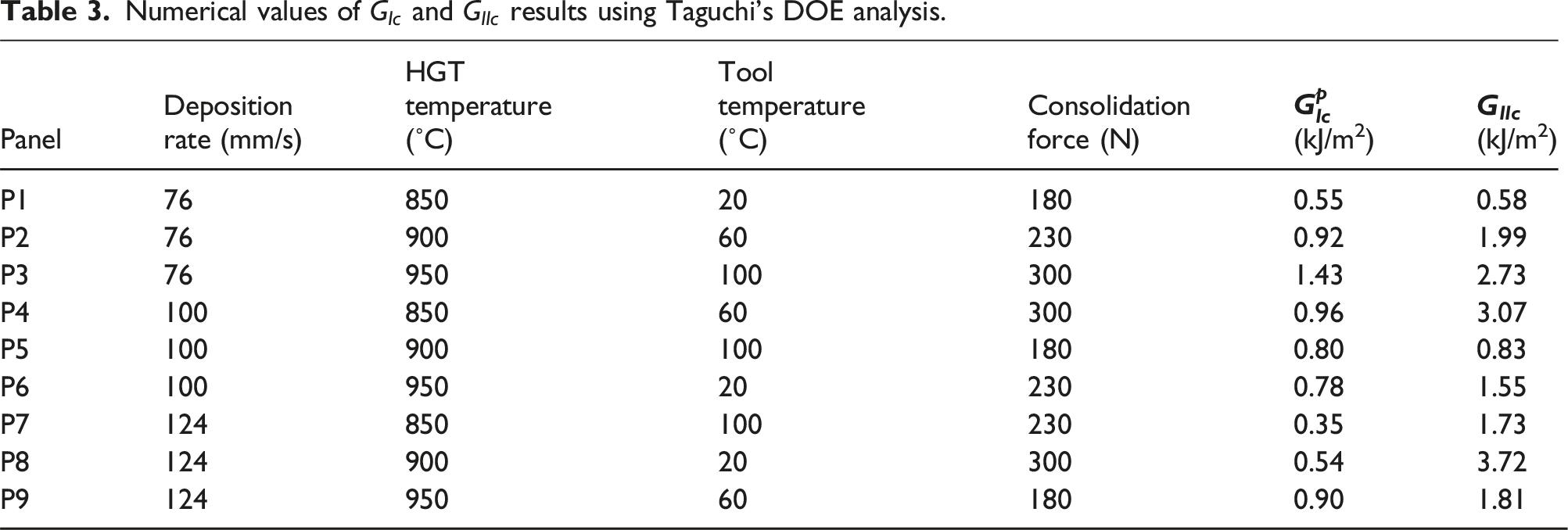
The experimental measurements of Mode I, Mode II interlaminar fracture toughness and crystallinity content. Numerical values of 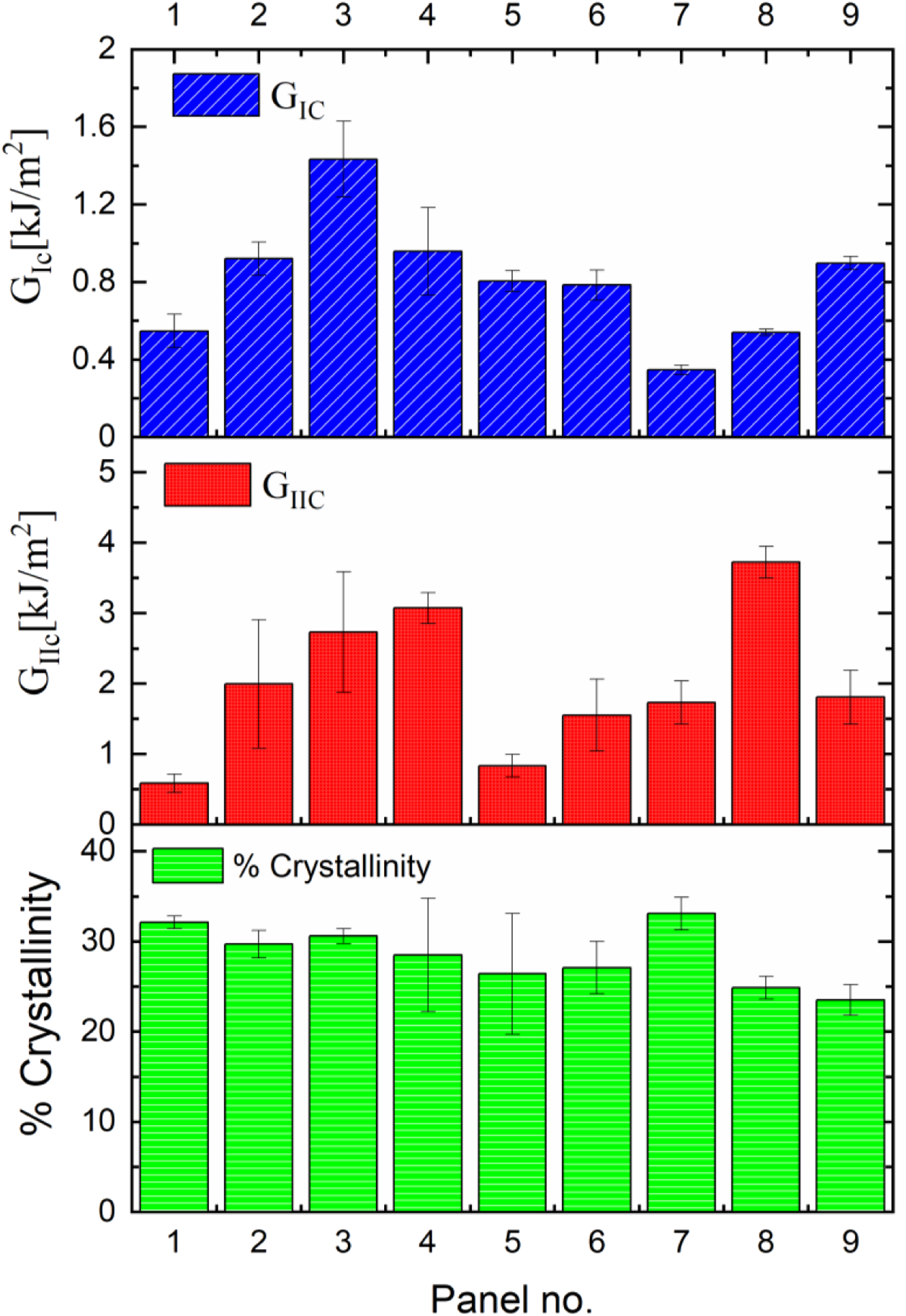
The amount of crystallinity is also summed up in Figure 4. The highest crystallinity content was found in P7, which is attributed to a higher tool temperature with a high consolidation force. During the lay-up, the cooling rates can be controlled by thermal conduction through the tool plate. Higher tool temperatures reduce thermal conduction, raising ambient temperatures, and slow down the cooling rates. As a result, this leads to higher degree of polymer crystallisation. In P1, a higher crystallinity can also be observed despite low HGT temperature. However, the slow deposition rate possibly resulted in the higher crystallinity. Similarly, the crystallinity content of 30% was obtained in P3 due to slow deposition rate with high HGT temperature. When combined with the slow deposition rates, high temperatures and large consolidation force, P3 exhibited one of the high fracture toughness. On the other hand, the fast deposition rate resulted in low crystallinity in P9. Comparative values were observed for P5, P6 and P8 crystallinity content, suggesting the crystallinity reliance on deposition rate and HGT temperature. These panels exhibited low crystallinity content with an increase in deposition rate. However, due to low consolidation force, it resulted in poor interlaminar properties.
Statistical analysis
Process parameters affecting responses
The effect of each processing parameters (in isolation) on Mode I fracture toughness is shown in Figure 5. The vertical axis is the average response of Mode I fracture toughness for each combination of control factor levels in a static Taguchi analysis. It helps in comparing the effect of various parameters with their relative strength. Increasing the deposition rate resulted in a reduction in Mode I fracture toughness. However, the difference was negligible in between 76 mm/s (level 1) and 100 mm/s (level 2). Increasing the HGT temperature shows an increase in the Mode I fracture toughness. Conversely, Mode I toughness was highest with a tool temperature of 60°C (level 2) and consolidation force at 300 N (level 3). Mean effects plot for Mode I (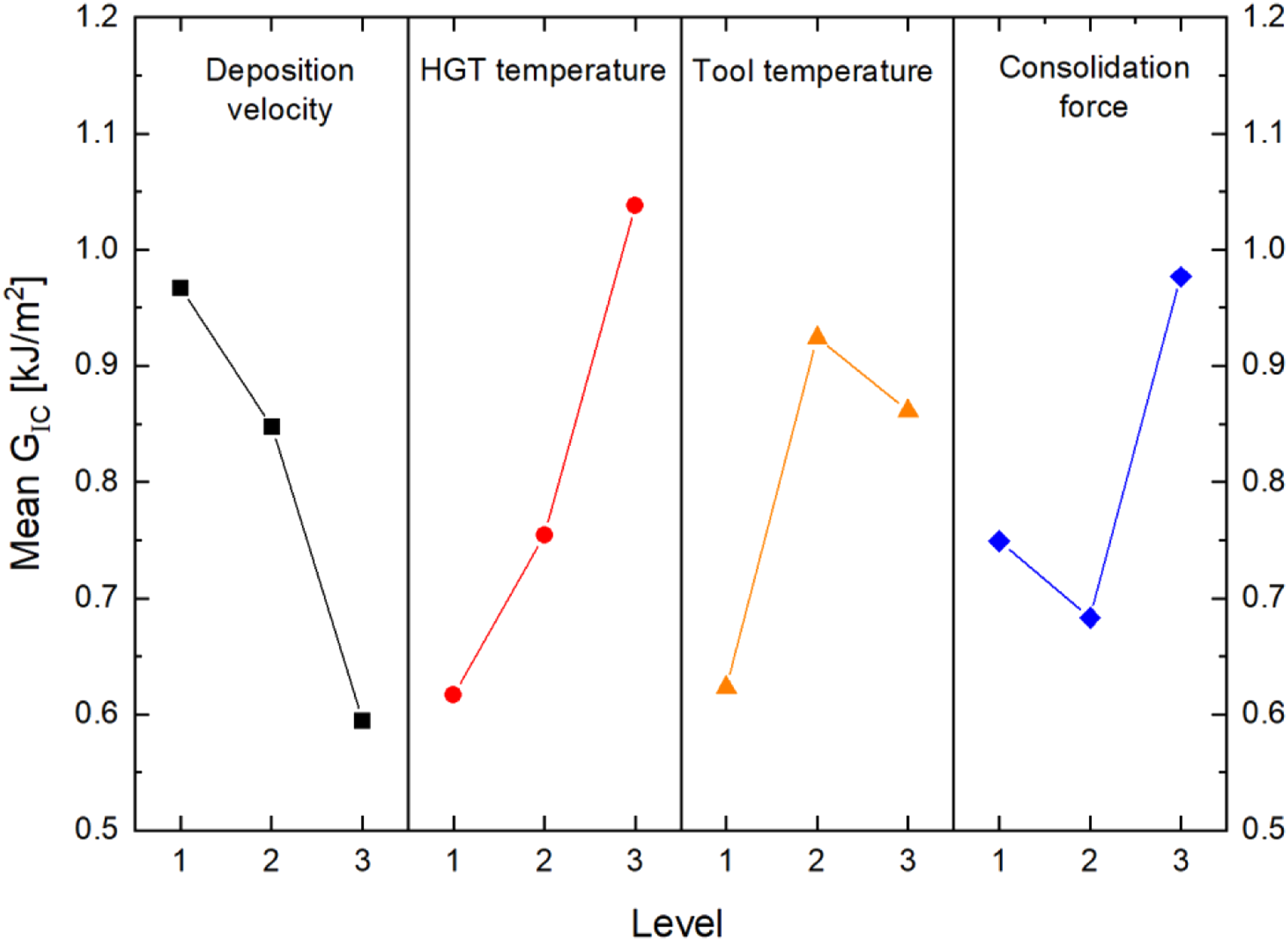
The mean response for Mode II fracture toughness, in Figure 6, shows an opposite trend for the deposition rate parameter compared to Mode I. Increasing the deposition rate to 124 mm/s (level 3) yielded highest Mode II fracture toughness. There is negligible increase and then decrease in HGT temperature and tool temperature at level 2. Consolidation force has the most significant influence on Mode II fracture toughness among all influencing factors, since it has the widest range of values. An improvement in fracture toughness is observed with the increase of the consolidation force. It is observed that, at lower deposition rate, Mode I fracture toughness initially increased with an increase of HGT temperature, tool temperature and consolidation force. Mode II fracture toughness increases at level 3 of deposition rate, and consolidation force with HGT and tool temperature at level 2. By isolating each processing parameter, the response effect of the parameters on Mode I and Mode II properties can be observed. In the following section, the significance of each parameter can be analysed. Main effects plot for Mode II (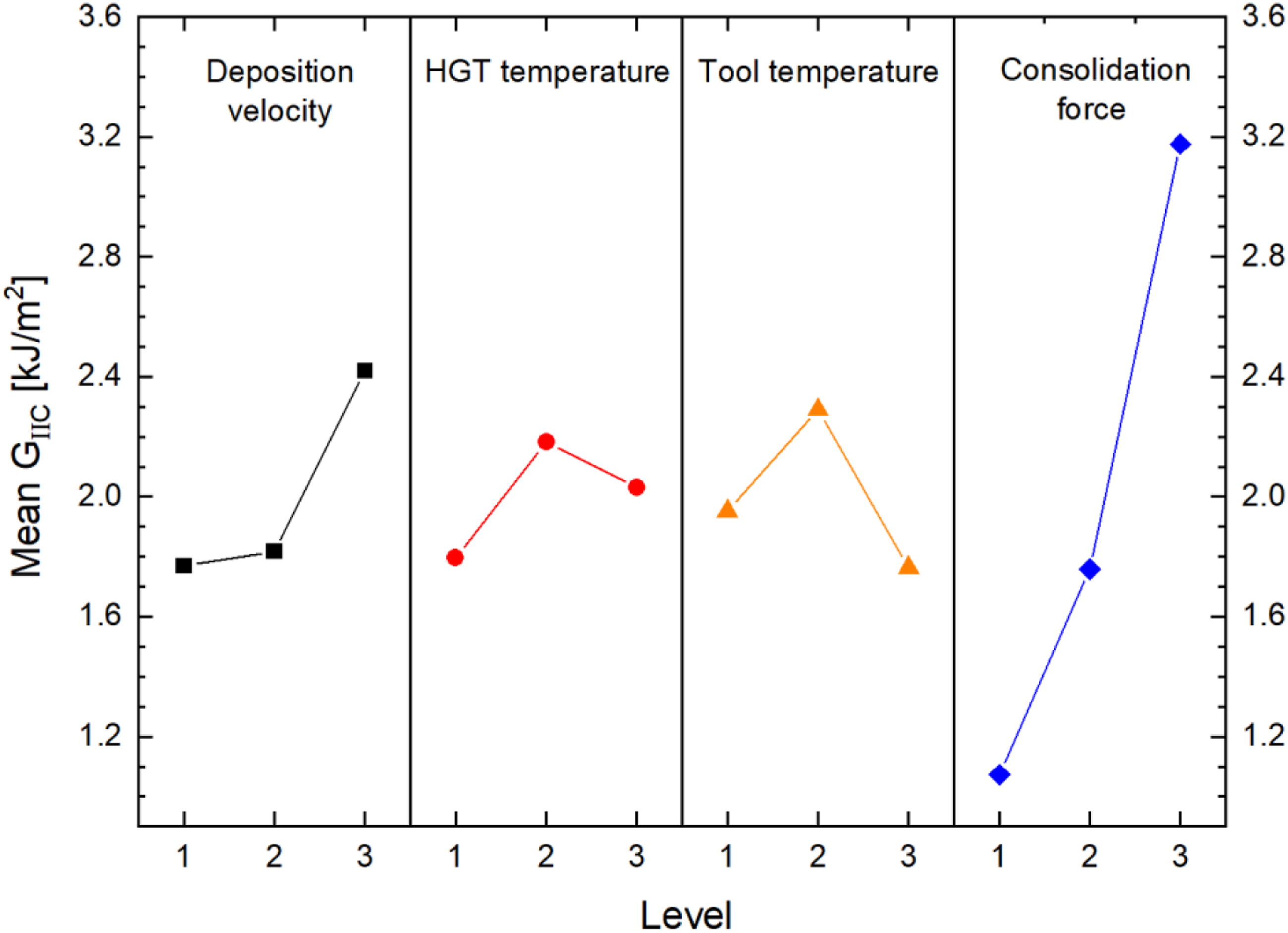
Main effect plot for S/N ratio
The Main effects plot for Response table of 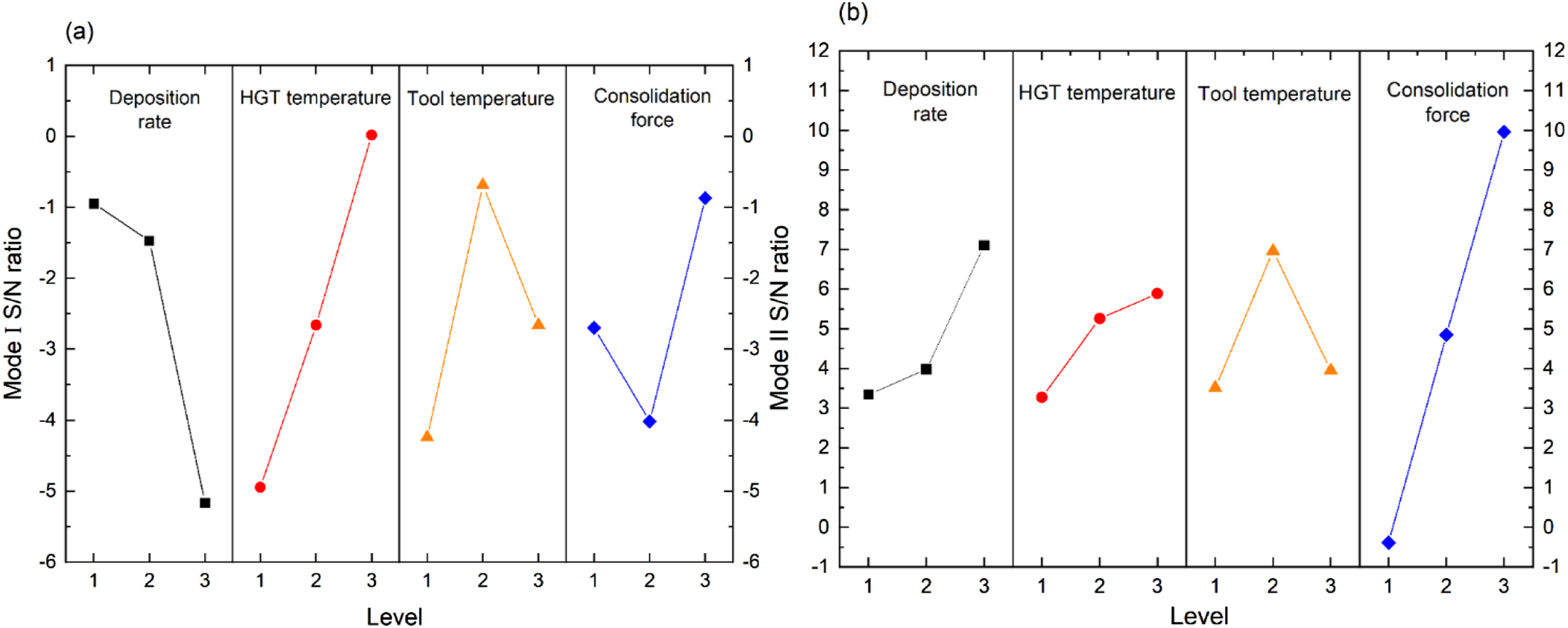
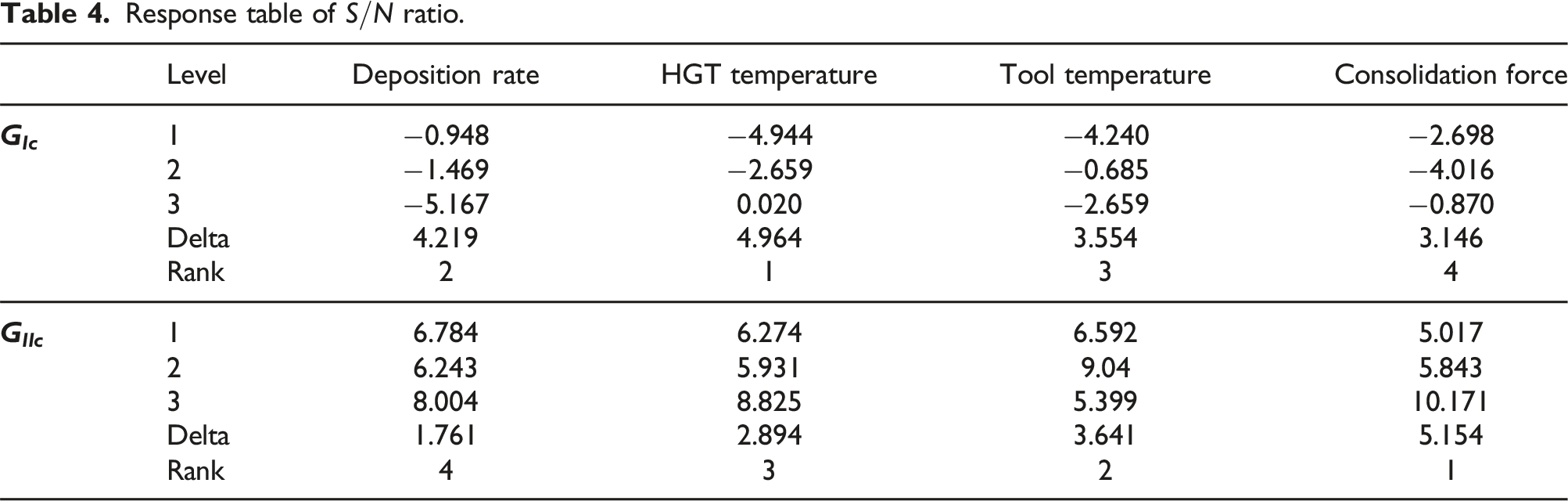
The optimal levels of the processing parameters are obtained by computing the average values of the
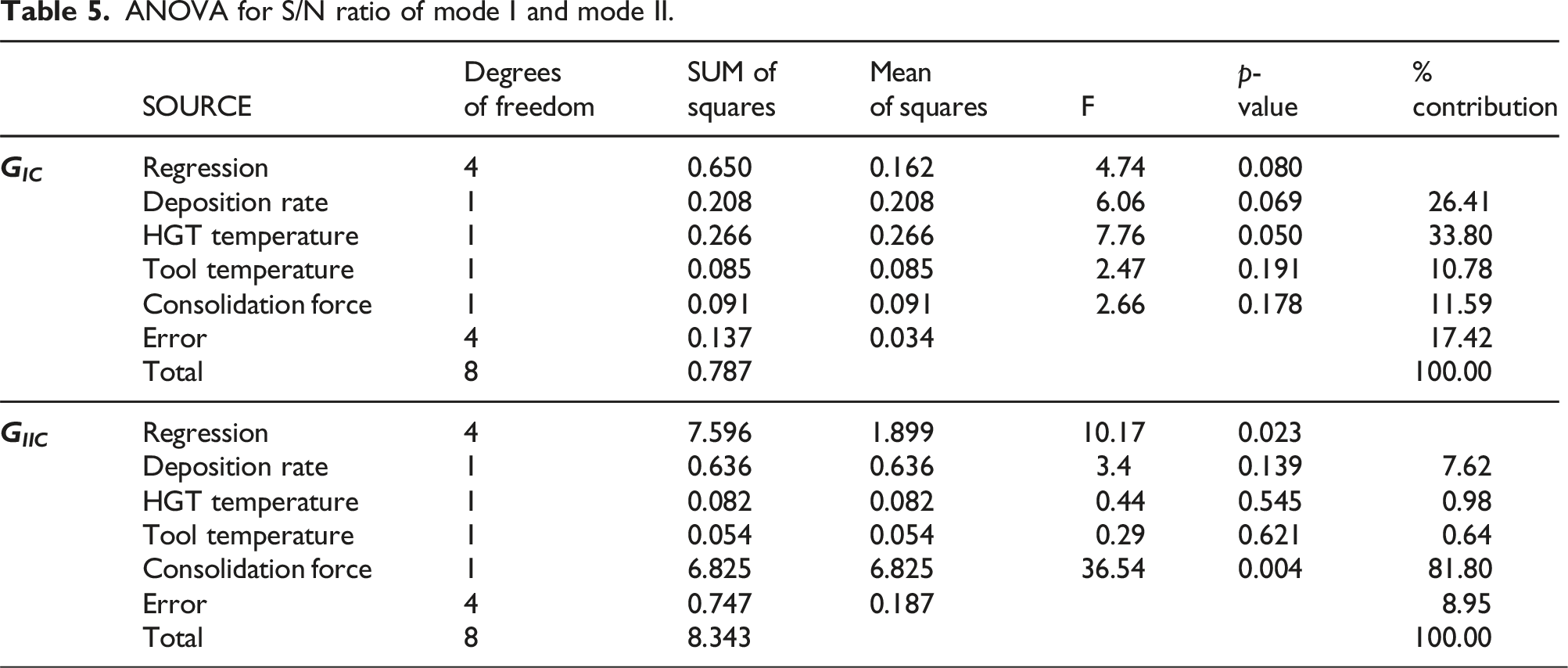
Analysis of variance
ANOVA for S/N ratio of mode I and mode II.
Regression analysis
The linear regression analysis was performed in MINITAB 21 to find the inter-dependent relationship of the processing parameters. The independent factors are Mode I and II fracture toughness. The inter-dependent factors are deposition rate, HGT temperature, tool temperature, and consolidation force. The regression model is used to determine the relationship between the processing parameters. The normal probability plots of the residual for both Mode I and II are shown in the Figure 8. Normal probability plot residuals for (a) Mode I and (b) Mode II.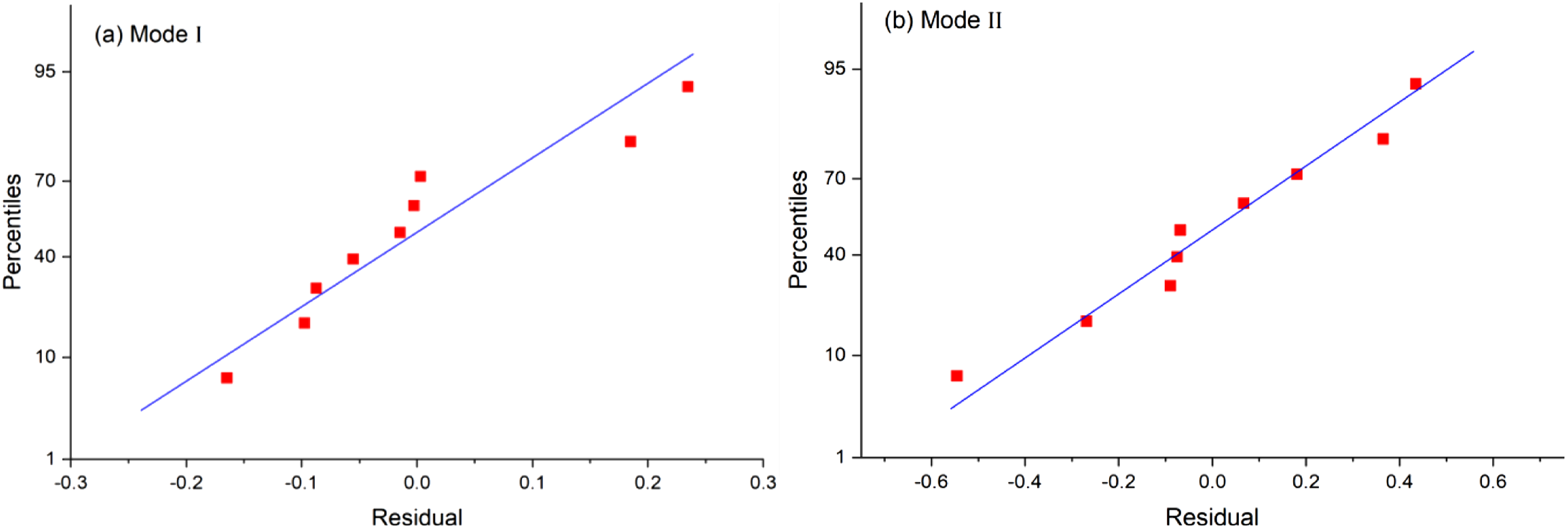
The plot indicates the value of the response that lie close to the normal probability line. It can be seen that the residuals are adjacent to the normal probability line. The fitness of the regression model was checked by the coefficient of determination R2 which is in between 0 and 1. R2 stands for the coefficient of multiple determination and the variability reduction in the values of fracture toughness is attained by employing the regressor variables as deposition rate, HGT temperature, tool temperature, and consolidation force. The value closest to one is the indication of a good fit between the dependent and independent variable. In this study, R2 values of 0.82 and 0.91 were obtained for Mode I and II respectively which meant that the regression model accounts for 82% and 91% of all variances for the respective outcomes. Therefore, this showed the data points are distributed close to the normal probability line which verify that the processing parameters are significant.
Therefore, from the residual plot, the inter-dependence relationship of the selected processing parameters for both Mode I and Mode II are given as: Linear regression prediction of inter-dependence of processing parameters for both Mode I and II.

Validation
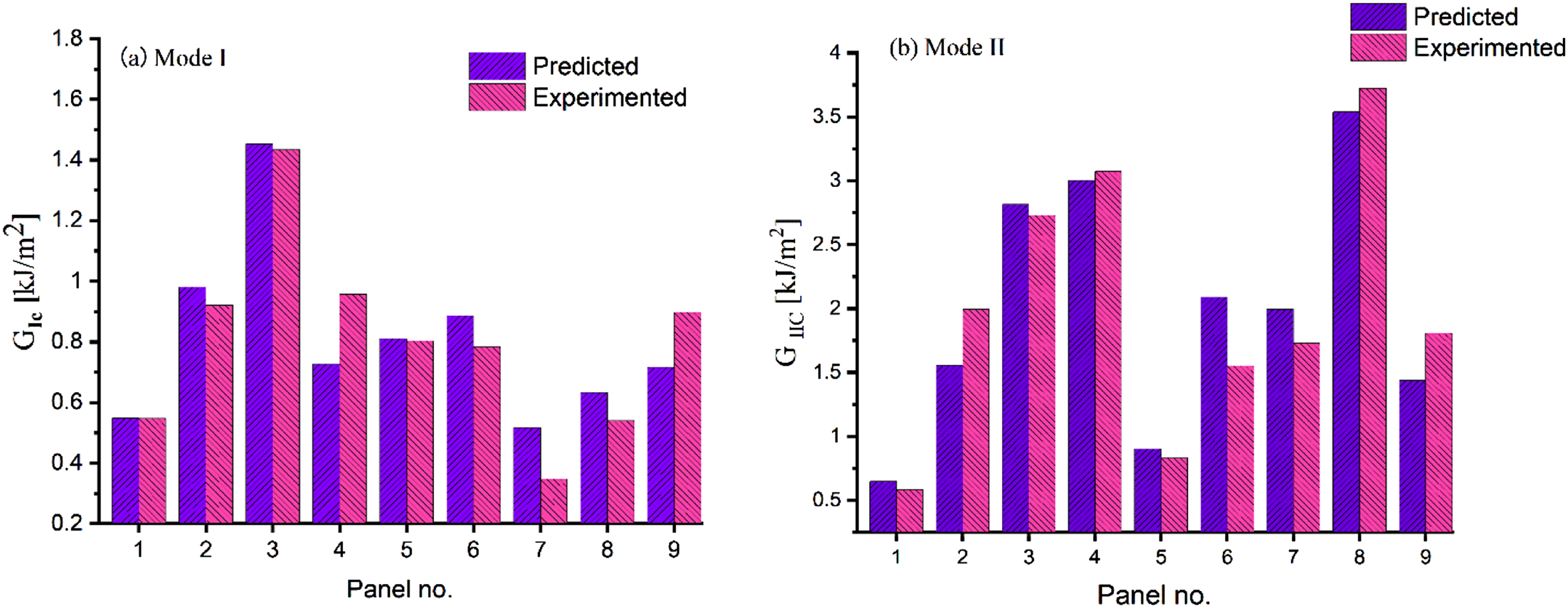
Validation results for the optimum parameters.
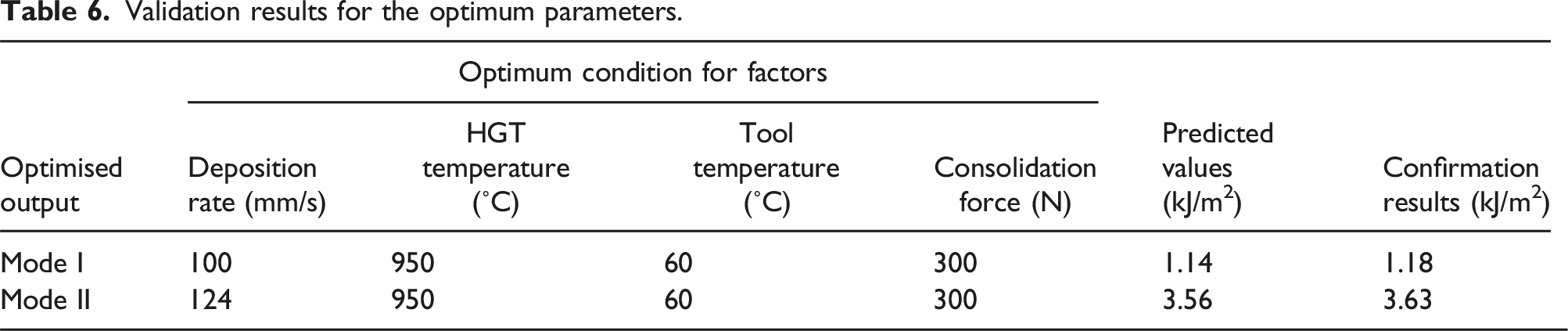
According to the Table 6, the predicted
The inter-dependence equations for both Mode I and Mode II have been demonstrated to predict the resulting fracture toughness. However, it is important to note that Mode I and Mode II are interconnected parameters, so a single set of processing parameters must be utilised in the manufacturing of the specimens. This approach can also be extended to other mechanical or physical properties. Consequently, a multi-objective optimisation approach can be employed, utilising the inter-dependence equations, in order to optimise the processing parameters for two or more desired outcomes.
Discussion
The statistical analyses provide critical information on specific processing parameters that influenced Mode I and II fracture toughness of in-situ consolidated panels. The variance analysis revealed that HGT had the greatest effect on Mode I fracture toughness, followed by deposition rate. Increasing the HGT temperature results in a higher nip point temperature of the towpreg, while a slower deposition rate increases the amount of time the material spends under the consolidation roller at a specific nip-point temperature.
22
This extended window allows for increased polymer chain diffusion across the interface, which has been enhanced by the intensity of heat flow over time. Consequently, this diffusion reduces amount of porosity across the interface, as shown in Figure 10(a) for P3. The cross-section of P7 in Figure 10(b) shows huge amount of intralaminar voids and inadequate distribution of fibres, found mostly within the tape. The cross-section of Cross-sectional optical micrographs of (a) P3, (b) P7 and (c) 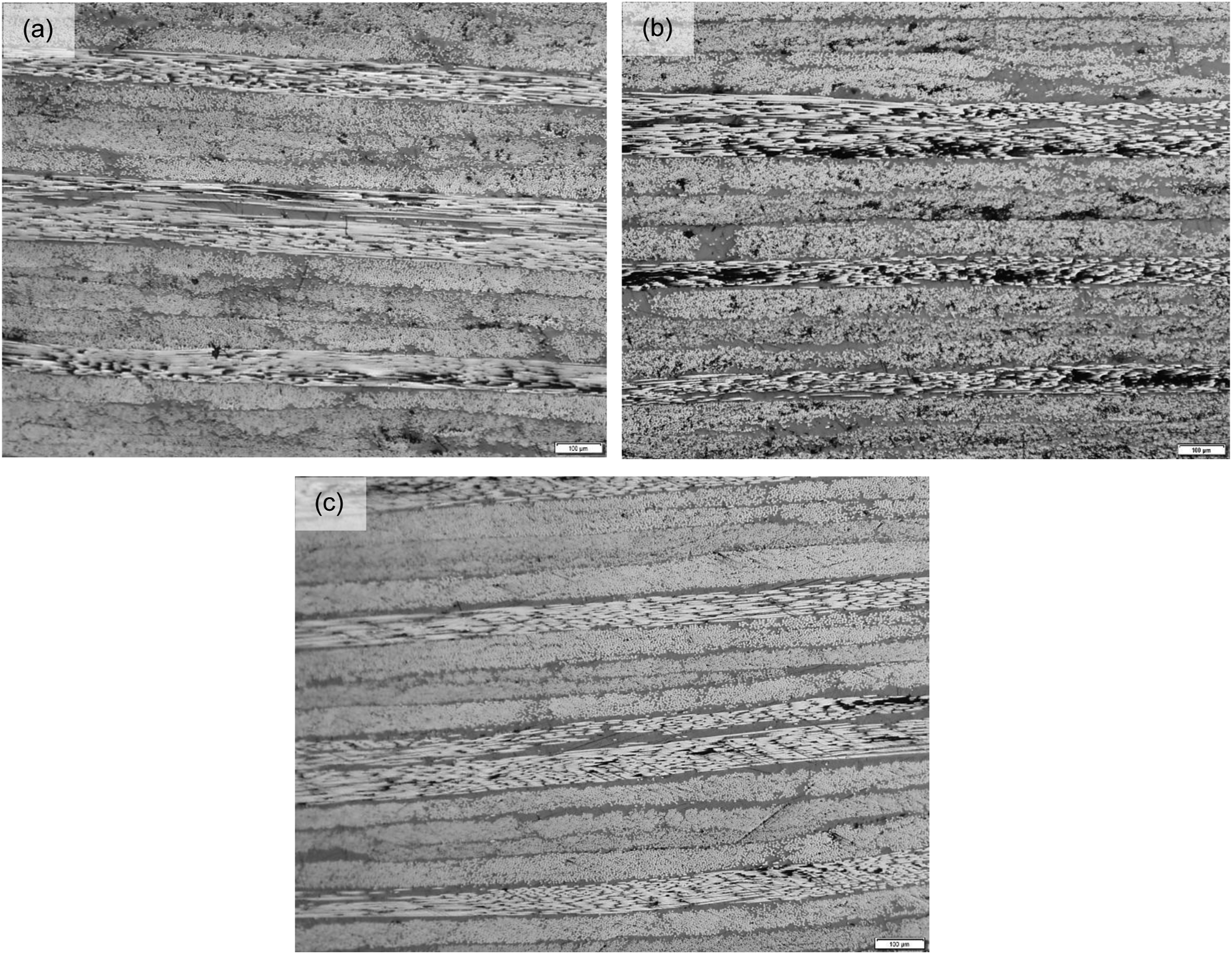
Figure 11(a) represents the DCB load-displacement curves of P7, P3, and (a) Load-displacement for 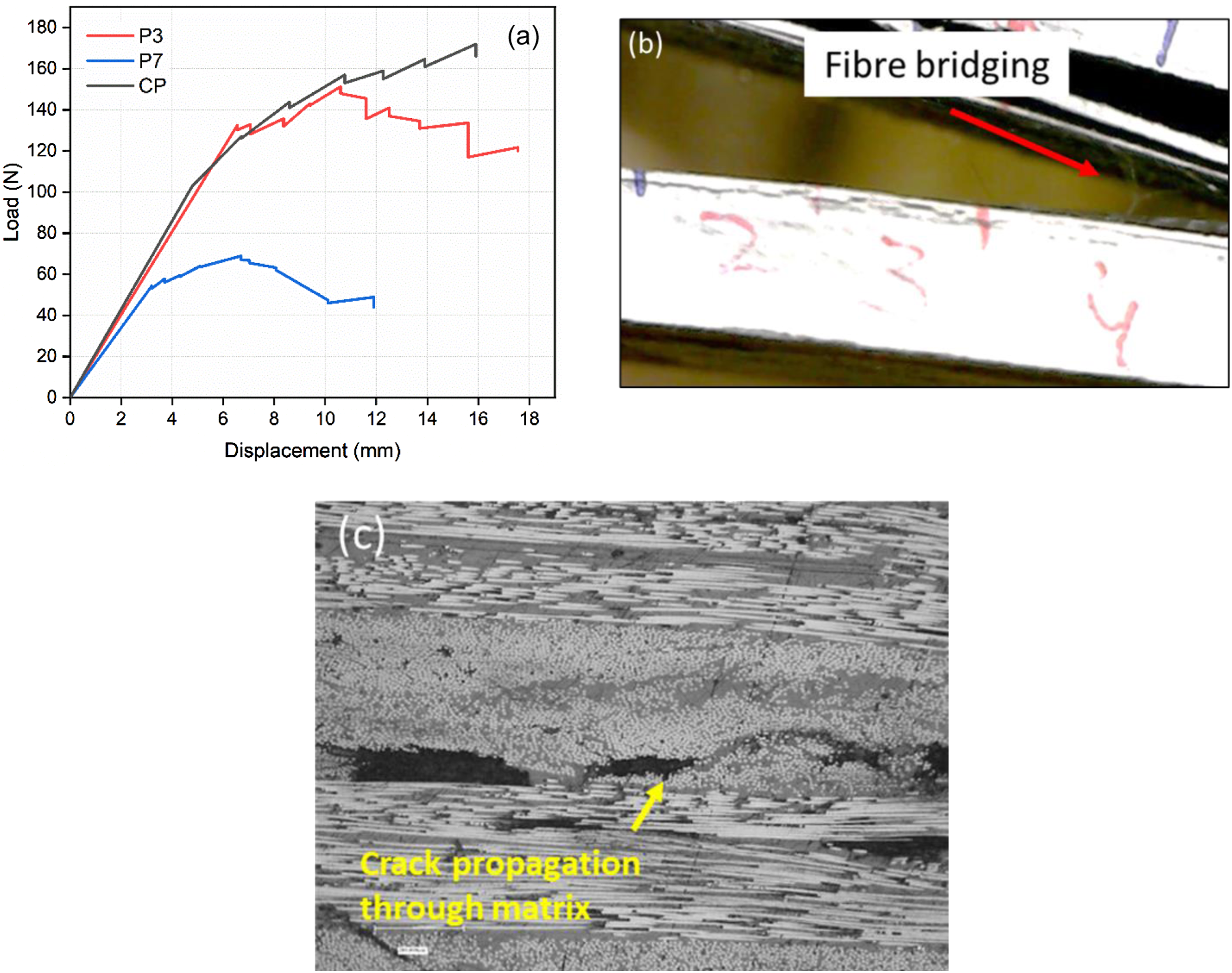
The load-displacement curve for P8, P1, and the confirmed optimum parameters ( (a) Load-displacement curve for 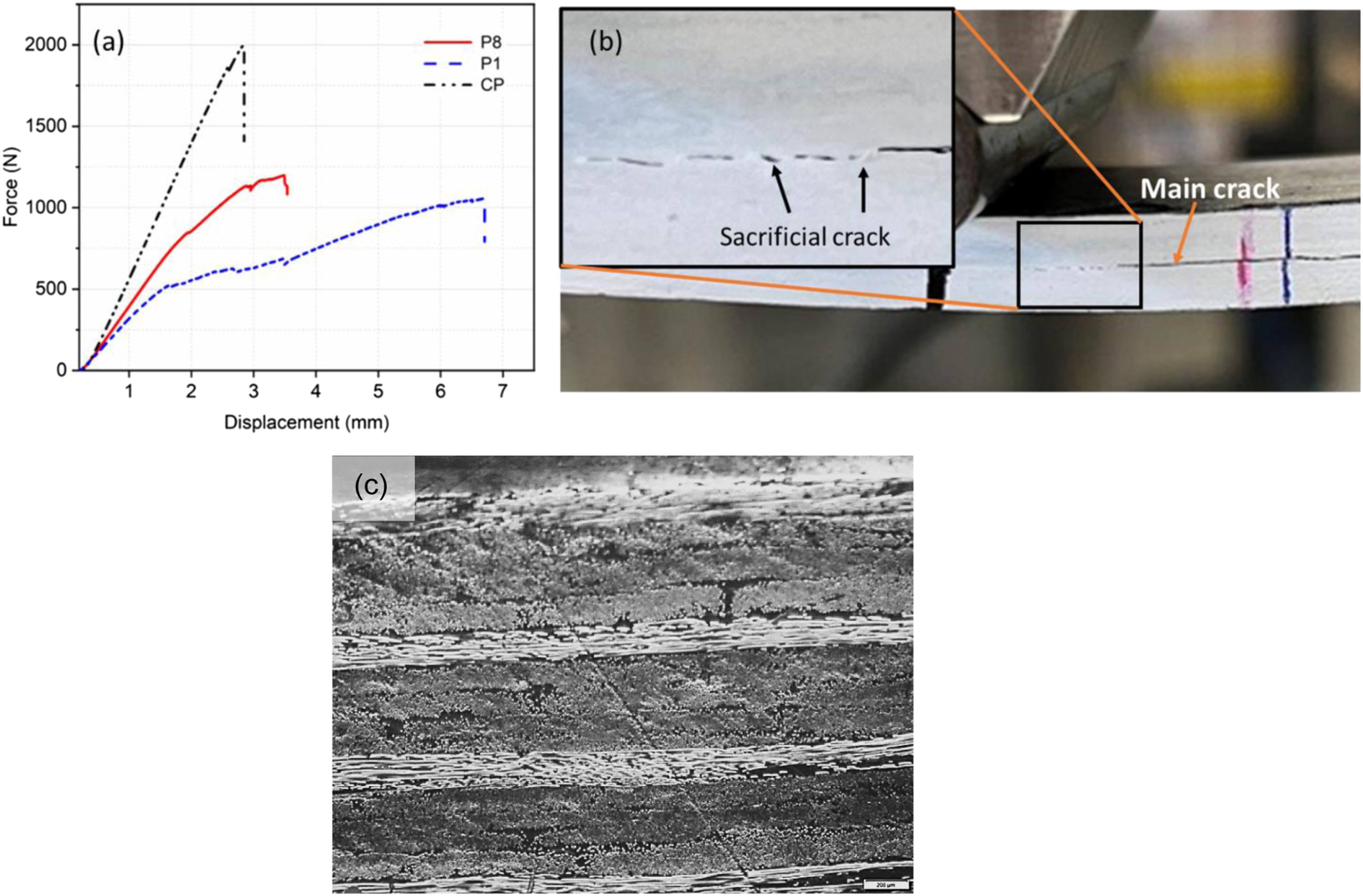
The
In this study, the effect of tool temperature on Mode I and II fracture toughness is inconclusive. There is no observable trend in the
Conclusion
The interdependent parameters involved in AFP manufacturing contribute significantly to the quality of laminates and their mechanical properties. To characterise these parameters, extensive experimental tests are often necessary due to their complexity. Optimising the process for enhanced fracture toughness of laminates requires an understanding of the cumulative effect of these parameters. This study examined the inter-dependence of material deposition rate, HGT temperature, tool temperature, and consolidation force and their influence on Mode I and Mode II fracture toughness. By employing Taguchi’s design of experiments to conduct an efficient analysis of the critical parameters, the number of test experiments was significantly reduced. The results were also analysed using analysis of variance (ANOVA) to isolate and investigate the contributing factors of individual processing parameters. The main findings of this work are listed as follows: • HGT temperature and consolidation force are the most significant factors and directly impact Mode I and Mode II fracture toughness, respectively. • A linear regression analysis, using MINITAB, determines an empirical formulation of the inter-dependence of processing parameters for both Mode I and II. The R2 values for Mode I and Mode II were 0.825 and 0.91, respectively, which indicates a good fit. • The optimal settings for Mode I, based on selecting the largest • The validation of the analysis reveals that there was good agreement between the predicted fracture toughness for Mode I and Mode II and the validation test results. Therefore, the model developed from this analysis can be effectively utilised to predict the Mode I and Mode II toughness of HGT-assisted-AFP manufactured AS4/APC-2 composite. • Insufficient consolidation is considered a factor contributing to decrease in the critical energy release rate in panels. Additionally, the presence of fibre bridging can hinder delamination growth in some panels.
The interpretation from the study contributes to a broader understanding of material behaviour under various AFP manufacturing conditions. The results can be used as the preliminary study for further mathematical modelling to control process parameters. The interdependent relations derived from the statistical analysis proved to be effective in predicting the interlaminar fracture toughness of specimens manufactured with optimum parameters. With this predictive capability, thermoplastic composite materials can be designed and fabricated with tailored fracture toughness properties without requiring full-factorial characterisation. However, it was found that the presence of porosity due to low interface bond strength causes poor toughness. Therefore, further investigation of the underlying physical mechanisms is required.
Footnotes
Acknowledgments
This work was supported by Defence Science and Technology Group (DSTG), Australia; the ARC Training Centre for Automated Manufacture of Advanced Composites (IC160100040), under the Australian Research Council’s Industrial Transformation Research Program. The authors also thank S. Mahadevan (UNSW) for technical assistance.
Author contributions
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the ARC Training Centre for Automated Manufacture of Advanced Composites; IC16010040 and Defence Science and Technology Group.
Data availability statement
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.