
Abstract
Although there is no doubt that composite materials are the future of lightweight structures and components, most of composites currently produced are made from thermoset polymers, which are not able to be recycled or reprocessed. In contrast, thermoplastic polymers offer the possibility to recycle and reprocess and when combined with a fibrous reinforcement, provide interesting mechanical properties. This work reviews the production of two thermoplastic pre-impregnated materials in a tape form, one of which is produced on new prototype equipment developed in our laboratories. The method for the production of tape is described, and the prepregs presented here were subjected to two processing techniques. The first processing method, pultrusion, is an efficient and autonomous method to produce composite profiles, marking itself as a continuous and cost-effective way to produce these materials. Pultrusion bars were then subjected to heated compression moulding, a process that allows to obtain more complex-shaped parts. The second method, heated compression moulding, is a relatively simple process which was used to obtain composite laminates. The pultrusion bars and composite laminates were then subjected to mechanical testing to evaluate the levels of consolidation of the final material. A microscope testing was also carried out to analyse the dispersion of fibres and polymer, as well as the amount of voids present in the composite.
Keywords
Introduction
The challenges of manufacturing thermoplastic composites reside in the characteristics of these polymers. Thermoplastics present lower viscosity when subjected to temperature and are known for processing under melting temperature, while thermoset polymers present low levels of viscosity at low temperature, so when one wants to add fibres to a polymeric matrix, thermoplastics are certainly more difficult to deal.
The chemical reaction in the polymerization of thermosets generates an irreversible crosslinked network, which creates major difficulties in the recycling process.1–3 By contrast, in the world of thermoplastics, there is a real possibility of recycling these polymers and composites made from this kind of matrix.2,4 Another advantage of thermoplastic composites is the possibility of incorporating recycled material, which has been successfully done. 5
Impact-resistant properties of thermoplastic composites are another advantage over thermosets. In fact, many thermoplastics tend to present higher toughness and impact tolerance when compared to traditional epoxy or polyester systems, which makes them more suitable for various commercial applications. Moreover, cleaner working environments diminish the risk of health problems posed by chemicals released in thermoset polymerization reaction, and shorter manufacturing times due to the inexistence of polymer curing time meet the commercial and industrial demands, allowing the production of lesser expensive parts and making them compatible with automotive production standards.6–8
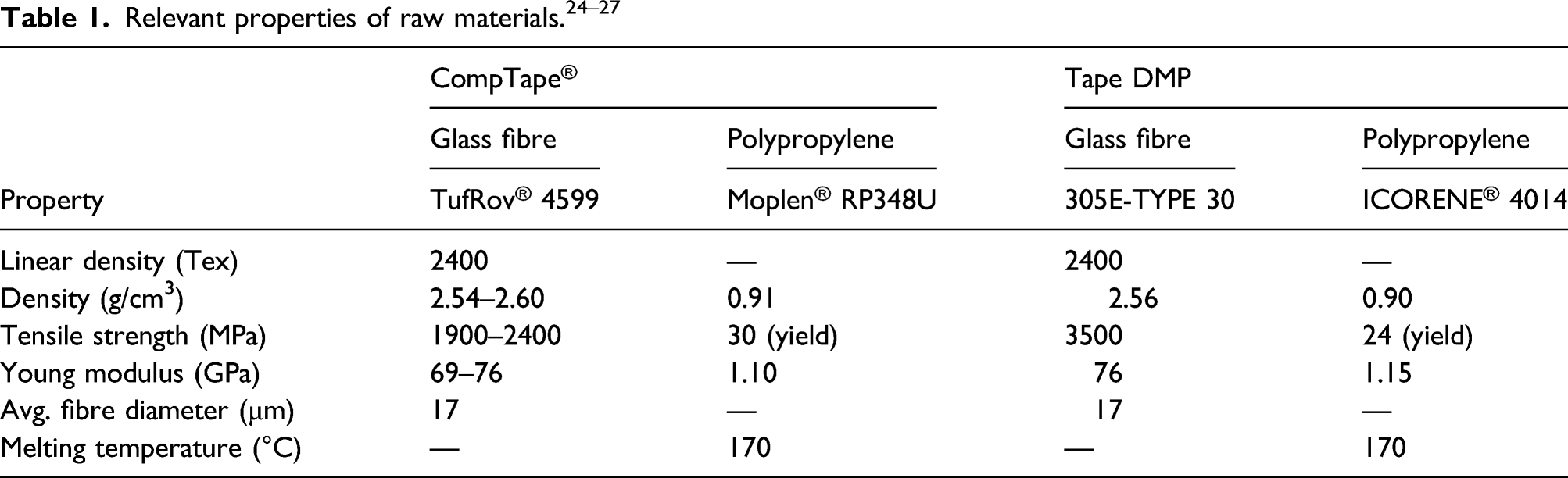
Glass fibres are an interesting reinforcement for composite materials due to their relatively high stiffness and strength at a low price, while polypropylene is a thermoplastic adequate for composites for presenting relatively low processing temperatures as well as good mechanical properties and chemical resistance. 9 The combination of these two relatively inexpensive materials is very interesting for commercial applications. 10
Pre-impregnated thermoplastic composites are usually produced by two methods. The first consists in passing the fibres in a melted solution of a polymer which creates a pre-impregnated material with some rigidity and if done right, there is a consistent quantity of polymer along the prepreg. In the second method, instead of melting the polymer, the fibres have an intimate contact with the polymer in a powder form, leading to a very cheap manufacturing process. 11 An example of a prepreg made from the intimate contact between fibres and polymer is towpreg, which uses the polymer in a powder state. The production of towpreg has been extensively studied,5,10,11 and equipment to produce this kind of prepreg is currently installed in the Composite Materials Laboratory in the Polytechnic Institute of Engineering of Porto, ISEP.
The current work reviews the production of composites made from tapes, which is a type of fibre-reinforced thermoplastic prepreg. A tape consists in having unidirectional fibres embedded in a thermoplastic matrix, with a defined width, and can be produced by a co-extrusion process or melt impregnation.12–14 Two kinds of tape prepregs were studied and transformed, one supplied by the Dutch company CompTape® and the other was produced using a new prototype equipment developed in our facilities, designated by Tape DMP, standing for Direct Melting of Polymer.
The Tape DMP consists in passing the fibres through a solution of molten polymer to obtain a prepreg material; it is a process analogous to pultrusion, only with the goal to obtain a pre-impregnated material. The developed equipment is depicted and explained in the next chapter of this document and was built with the purpose of obtaining a prepreg material adequate for the pultrusion process, which being a continuous process has some specific requirements, such as the polymer impregnation.
The pultrusion process for composite manufacturing allows high levels of automation and consequently, a high potential for mass production.7,15–17 The process is characterized by continuously producing composites, which requires pre-impregnated material to have adequate levels of impregnation, and the matrix to present low levels of viscosity at processing temperatures to be processed in a limited time.
Heated compression moulding is a process widely used for forming composite materials.18,19 It is a process used for more complex-shaped composite parts, with the production of single parts making it easier to control than pultrusion. This process allows the production of several combinations of reinforcements and matrix, even allowing the possibility of producing natural-fibre composites. 20
The composites produced were subjected to tensile and three-point flexural tests to determine mechanical properties. The properties obtained were compared with others to evaluate levels of consolidation. An optical microscope test was also performed to evaluate the distribution of fibre and polymer and to evaluate the presence of voids.
Experimental
This work presents the mechanical properties of three pre-impregnated materials which were transformed by pultrusion and heated compression moulding. One of the prepregs, PCT (pre-consolidated tape), which is referred in this work, was extensively studied in previous works.21–23 The innovation of this work is the processing of the CompTape® and Tape DMP, and its properties are compared with PCT.
Raw materials
Production of pre-impregnated materials
As mentioned above, Tape DMP is produced in our facilities. The impregnation is achieved using a special technique which consists in passing dry fibres in a melted solution of polymer. This impregnation technique is carried out by prototype equipment, which is schematically described in Figure 1. The developed equipment is intended to be produced at a very low cost with a compact design, allowing the mass production of this kind of prepreg. Schematic diagram of tape DMP equipment.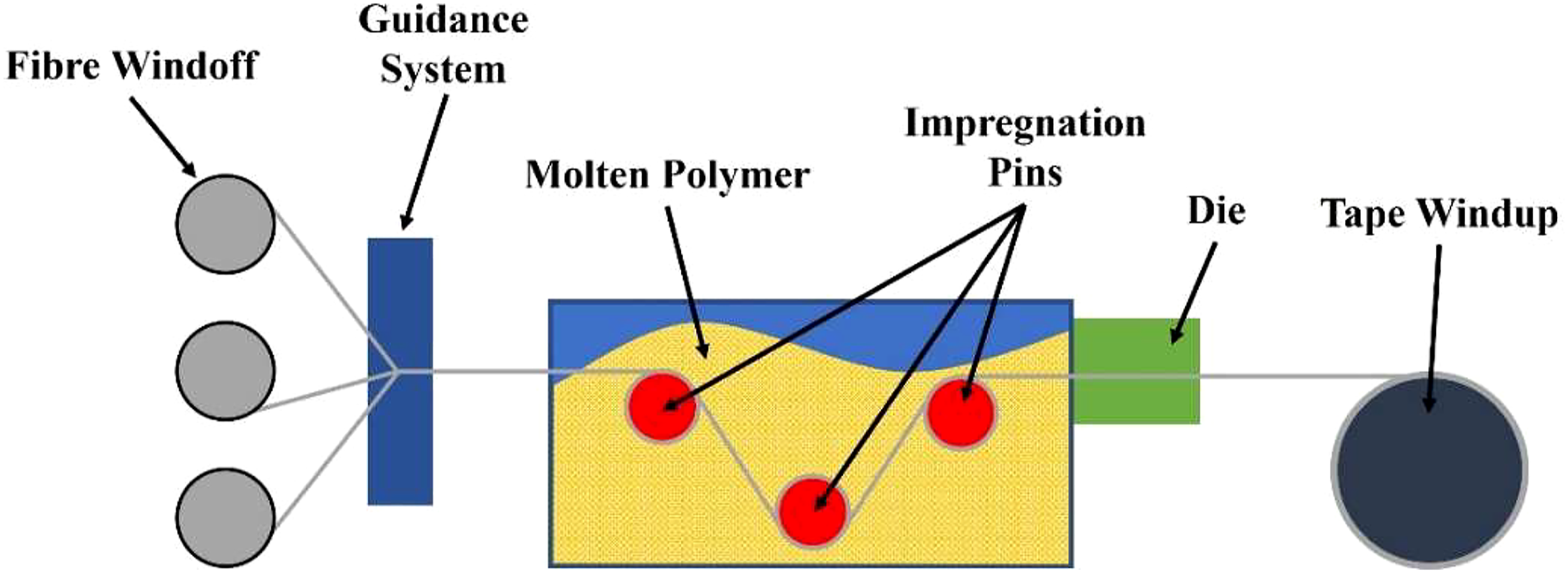
The impregnation quality is assured by passing fibres through a series of pins. The implementation of these pins was carefully studied28–30 and tested. The line for Tape DMP production is presented in Figure 2. Tape DMP production line.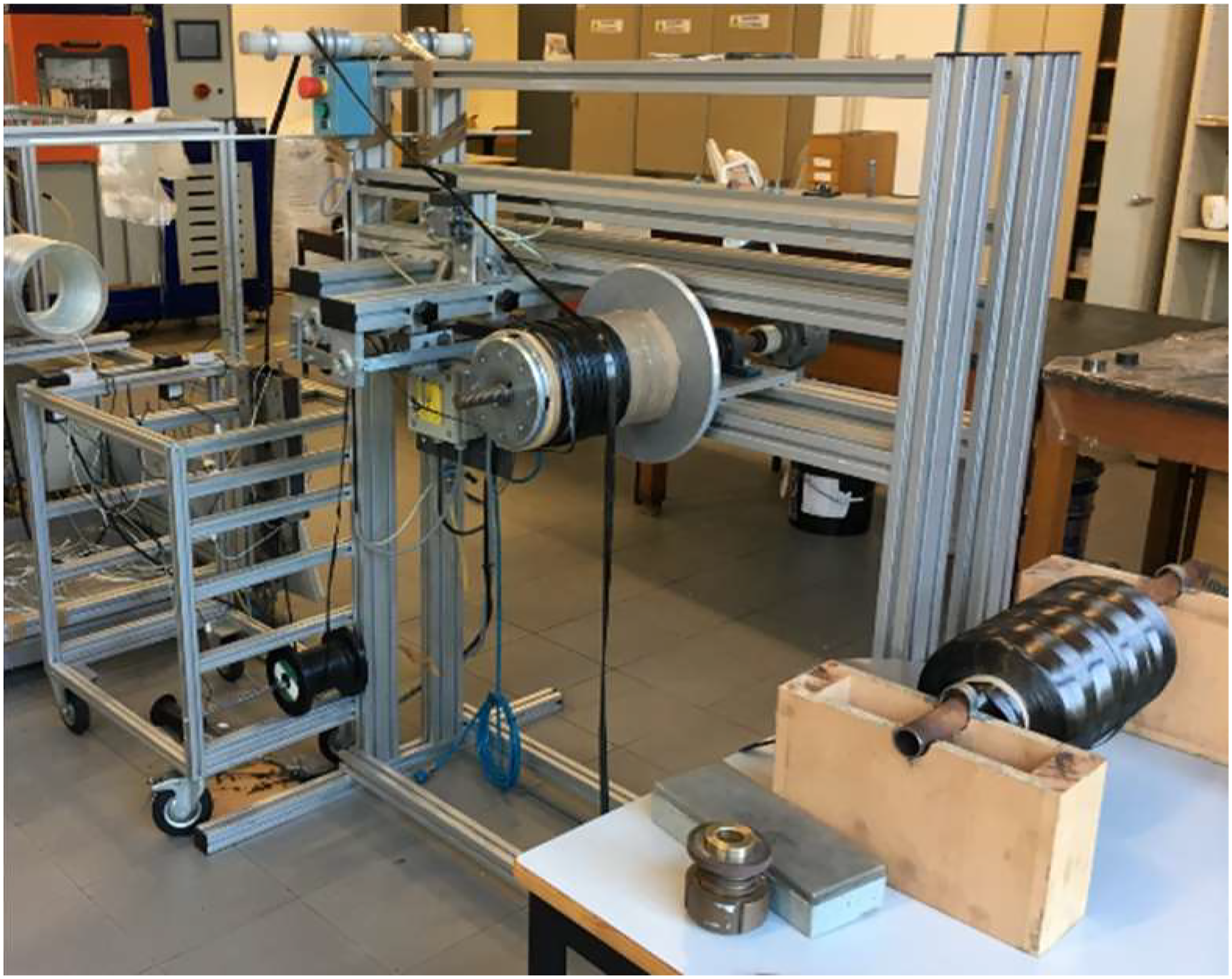
The temperature for the polymer during processing was set by TGA analysis of ICORENE® 4014 polypropylene. The TGA analysis presents the maximum temperature to which the polymer may be subjected without degradation.
By analysis of Figure 3, a maximum temperature of 200°C was set to allow the polymer to reduce its viscosity properly. At this temperature, the polymer does not present relevant degradation. TGA of ICORENE® 4014.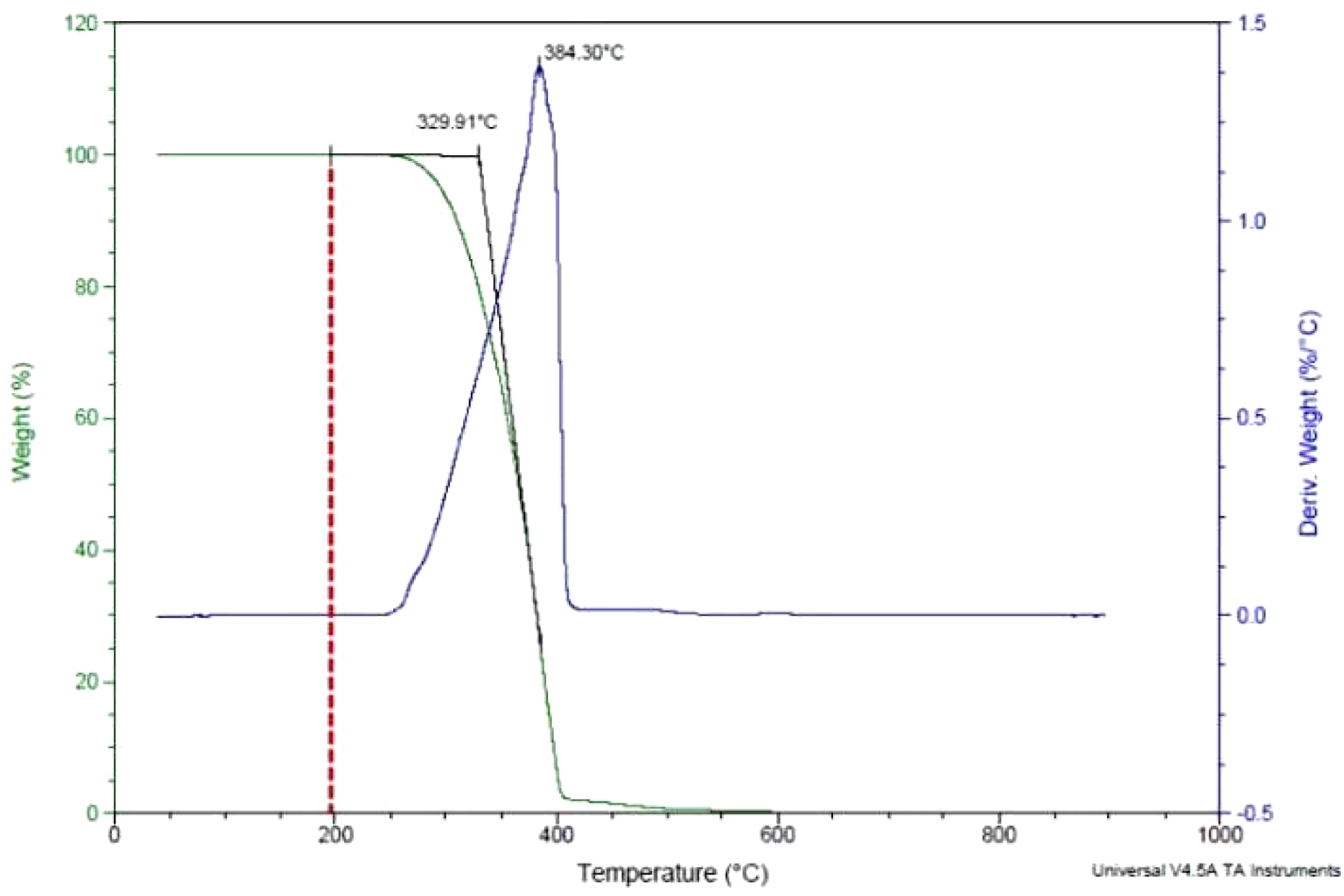
With the combination of materials selected, the equipment was steady and stable at a temperature of 180°C. This allowed the production of the tape at a pulling speed of 4 m per minute. Further investigation should be made to tune parameters to increase production speeds. The average weight percentage of polymer obtained along the prepreg was 30%.
Pultrusion of thermoplastic composites
Pultrusion is a continuous process to transform pre-impregnated materials into composites. The produced tapes were transformed into 10-kN pultrusion equipment installed in ISEP and schematically depicted in Figure 4. Thermoplastic pultrusion equipment.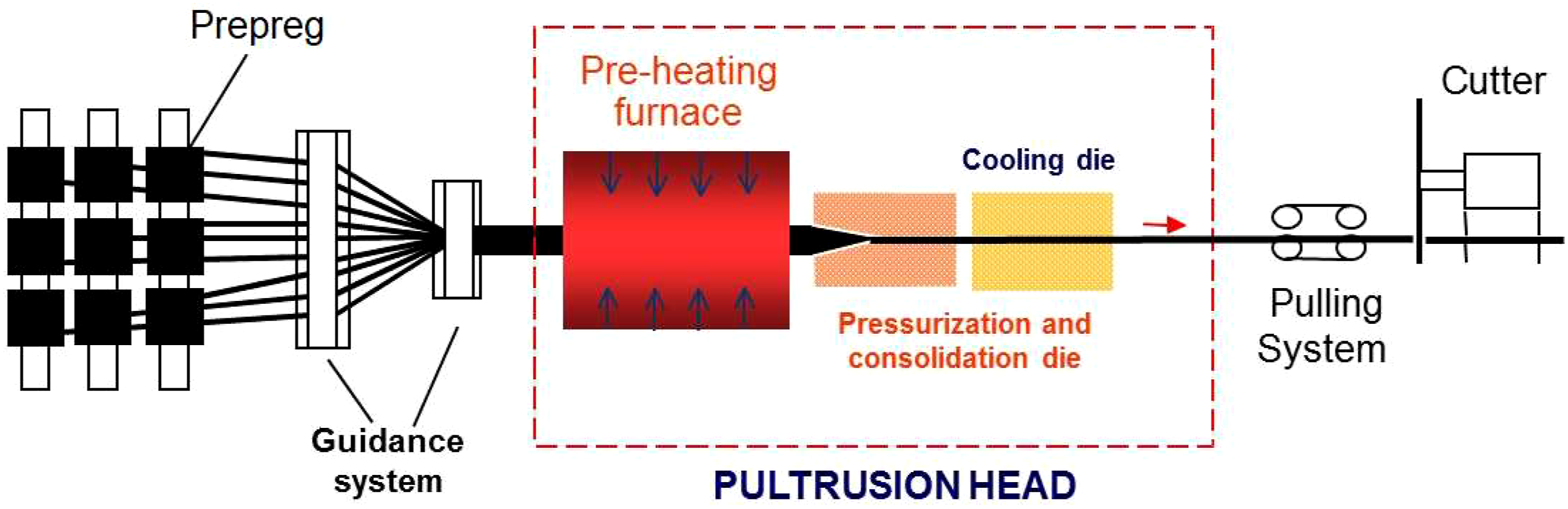
Pultrusion processing parameters.
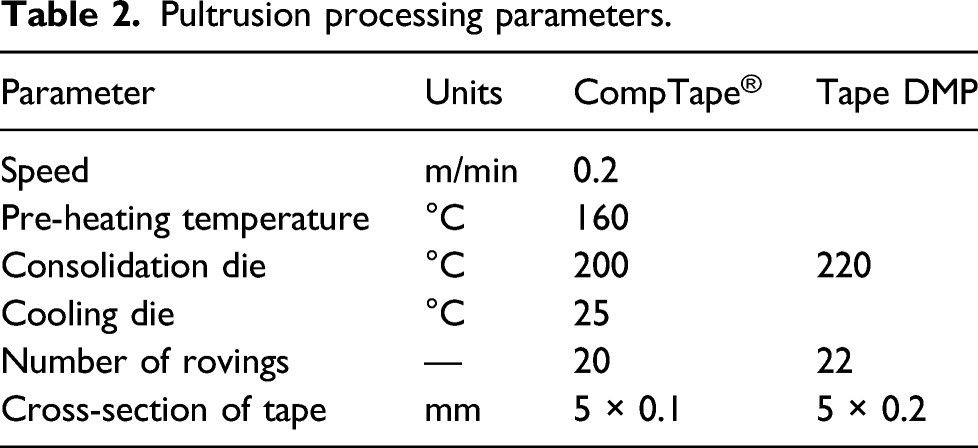
Regarding processing parameters presented in Table 2, the processing temperature of Tape DMP and the slightly higher number of rovings was due to lower polymer fraction presented by this prepreg. Shrinkage of the polymer did not affect the geometry of cross-section of the composite bar.
Heated compression moulding
Heated compression moulding consists in applying heat and pressure using a mould to obtain a certain geometry. This process is usually applied to thermoset composites using prepregs or SMCs. In the case of thermoplastics, there is the possibility of transforming prepregs into composites. In Figure 5, a scheme of the assembly of the heated plate press with the processing material, demoulding film and the mould can be seen. Heated plate press.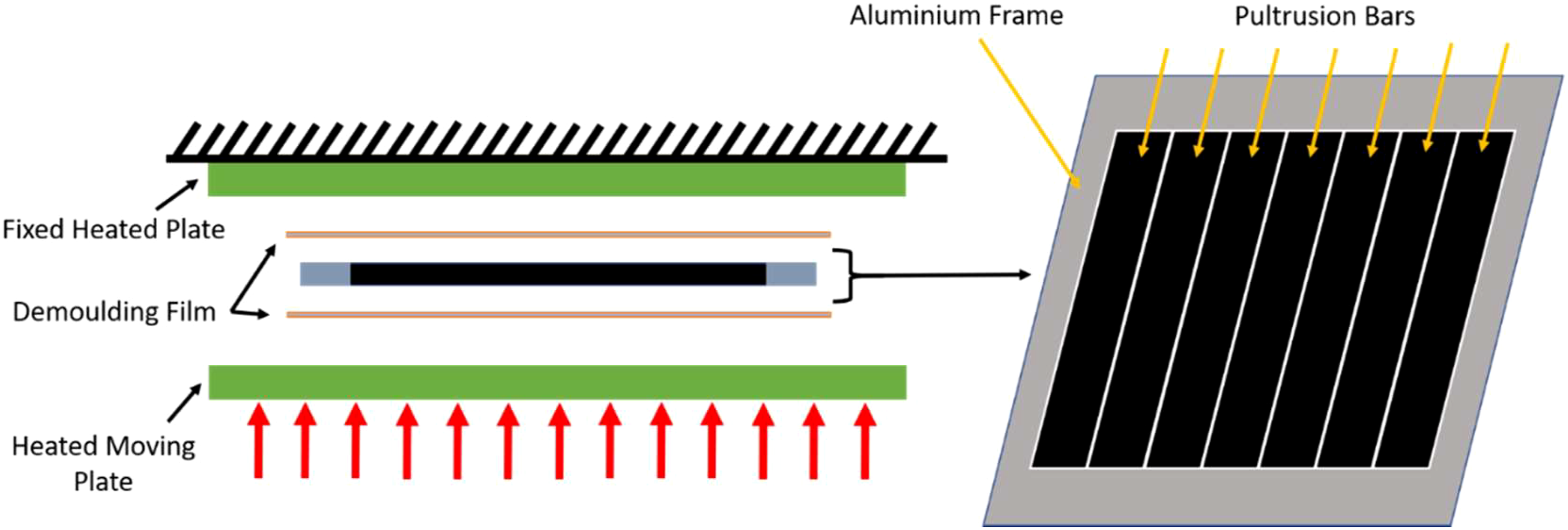
A hydraulic 200-kN heated plate press installed in ISEP’s Composite Material Laboratory was used to produce the thermoplastic composite plate. The method consisted in processing pultruded profiles to create a 250 × 200 mm composite laminate. The result can be seen in Figure 6. Produced thermoplastic composite plate.
Heated compression moulding parameters.
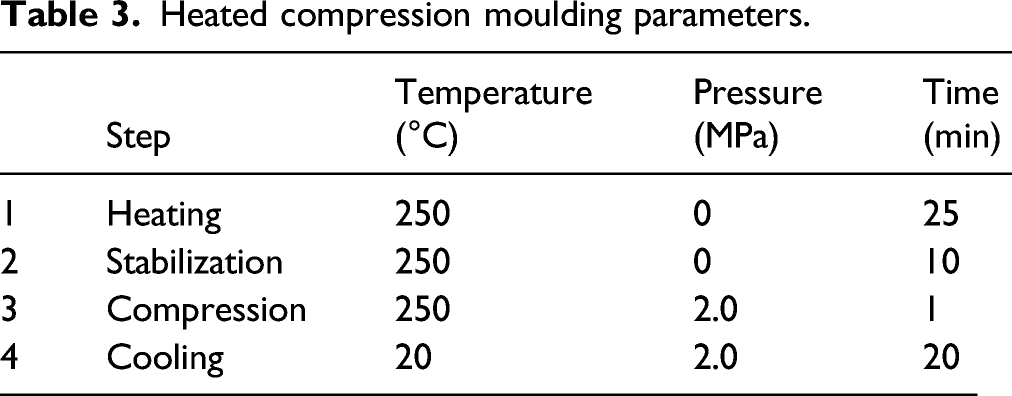
With the applied pressure during processing, an average of 0.12 mm of thinning was observed, which corresponds to a reduction of 6% of thickness.
Testing
Calcination test
The mass content of glass fibres in a composite can be directly determined by a calcination test, following the ISO 1172 standard. This test consists in comparing the weight of a composite sample before and after performing a burning test. To accomplish this, four specimens of each composite were placed in separate crucibles, and they were put in a Nabertherm® LHT07/16 muffle furnace at a temperature of 625°C for 10 min. After burning, fibre mass fraction, 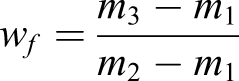
After determination of fibre mass fraction, an indirect determination of fibre volume fraction using densities assuming void fraction can be neglected; it is possible to determine using the following equation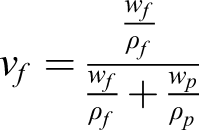
Mechanical testing of composites
Mechanical testing was done in a Shimadzu AGX with a 100-kN load cell. Tensile tests were done in accordance with ISO 527. Due to high levels of tensile strength these composites can sustain, only the tensile elastic modulus of the composites was determined. In these tests, the elastic modulus was precisely determined using a Shimadzu 50-millimetre length extensometer, up to 0.3 mm of displacement. The size of the specimens was 300 × 20 × 2 with 250 mm of distance between grippers and testing speed of 2 mm per minute.
Flexural testing was done in accordance with ISO 14125, using 100 × 20 × 2 specimens, with a span length of 80 mm and 2 mm per minute of crosshead speed. The flexural elastic modulus was determined by the slope of the stress–strain curve at 0.0005 to 0.0025 of deformation.
Theoretical values of strength and modulus in the direction of fibres, 

Microscopy testing
Optical microscopy testing was done in an Olympus BX51M microscope, with a DP70 digital camera system installed in our facilities. This equipment was used to analyse the dispersion of voids in the composite and to analyse the consolidation of the final material. In Figure 7, the equipment is presented. Olympus BX51M microscope.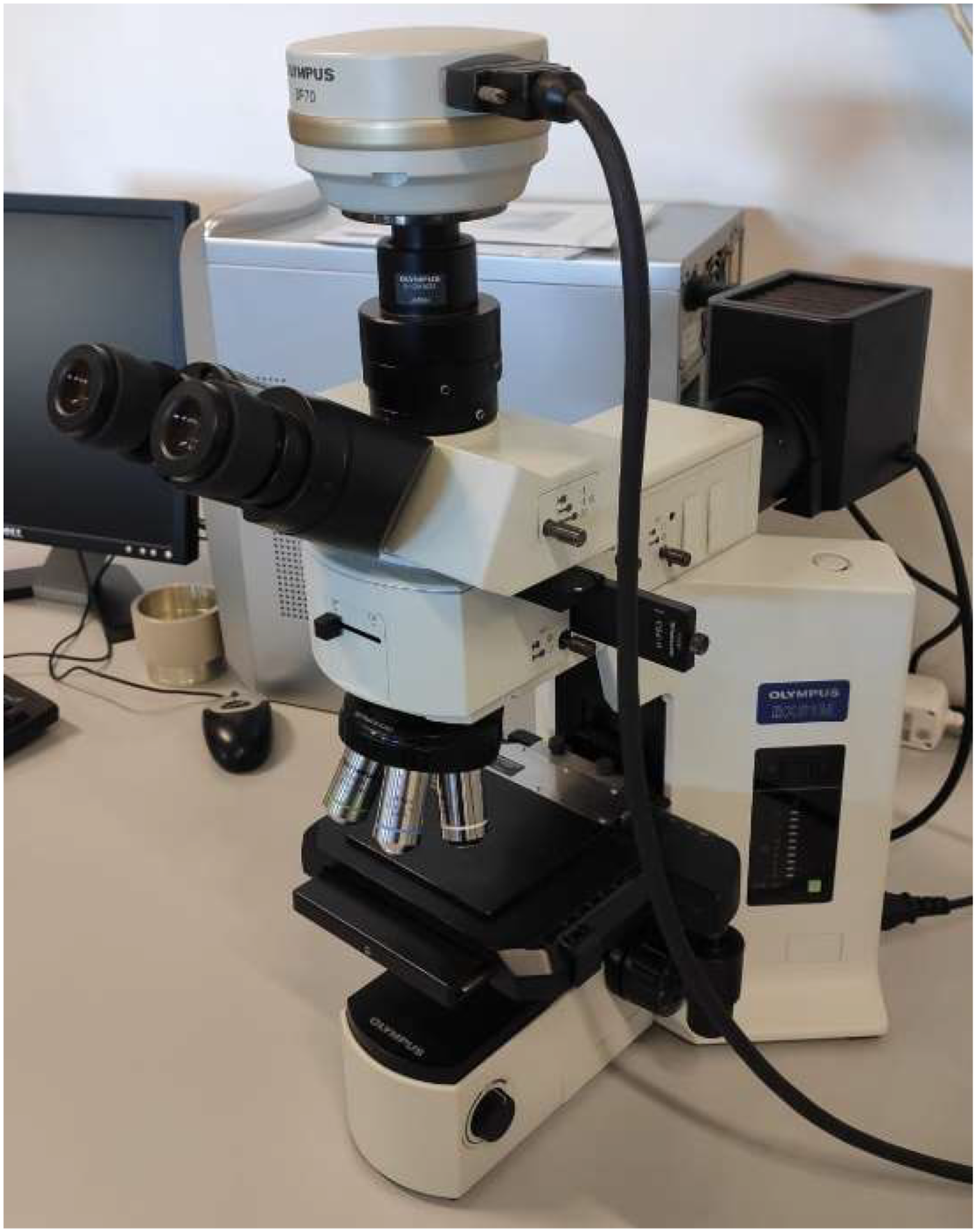
Results and discussion
Mechanical testing of pultruded composite profiles
Mechanical properties of pultruded thermoplastic composites. 21
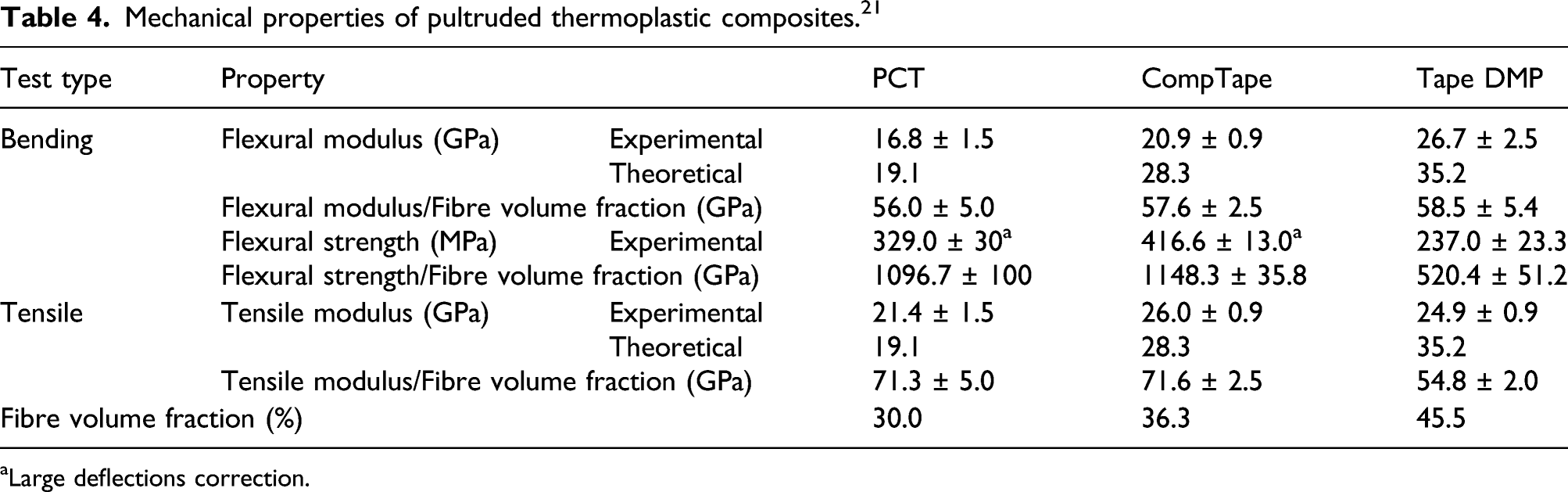
aLarge deflections correction.
Although results in Table 1 show a higher flexural modulus in Tape DMP, it is important to note that the three pultruded profiles from tapes present a rather similar ratio between flexural modulus and fibre volume fraction. The theoretical modulus was predicted using the Rule of Mixtures, with PCT showing itself near the flexural modulus predicted. CompTape and Tape DMP presented an adequate flexural modulus for a glass-fibre pultruded composite, although slightly below the expected results. The ratio between flexural strength and fibre volume fraction shows similar values for PCT and CompTape, with Tape DMP dropping to less than half of the others.
Tensile modulus of PCT was revealed to be higher than predicted, possibly meaning that the percentage of fibres in the composite was underestimated. Although CompTape and Tape DMP presented adequate results in tensile modulus, Tape DMP presented an inferior ratio between tensile strength and fibre volume fraction, something which also occurred in flexural results. This can either be associated with the properties provided by manufacturer or fibre content.
The mechanical behaviour of the three composites met with what would be expected from composites, with a linear behaviour until rupture.
Mechanical testing of composite laminates
Mechanical properties of thermoplastic laminate composites. 21
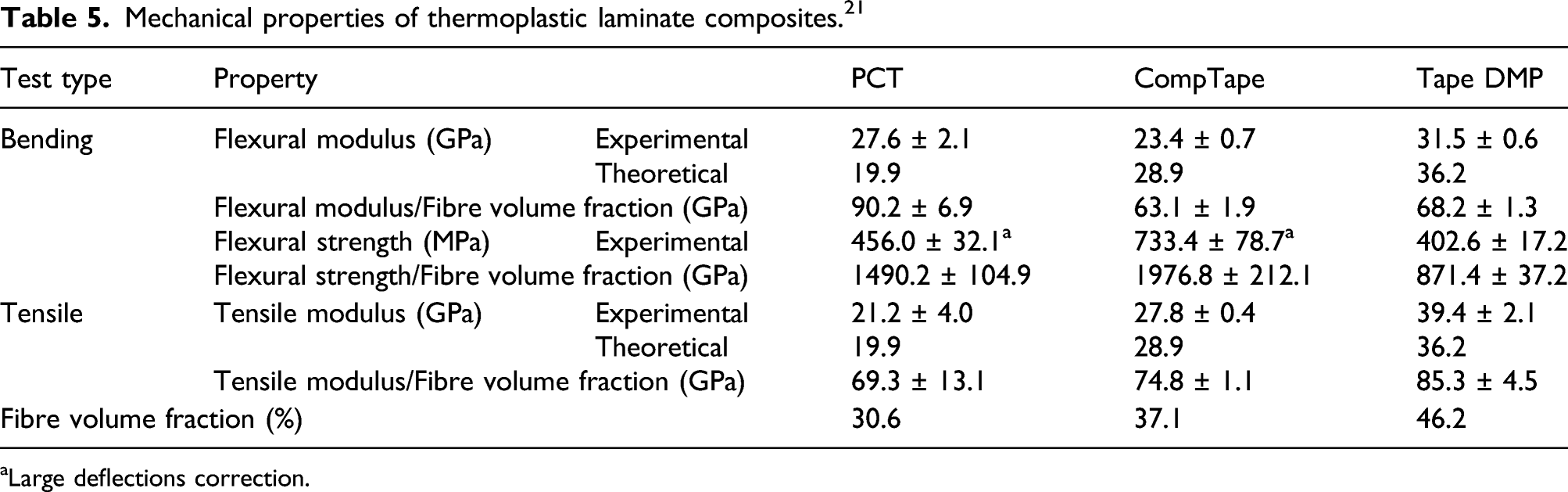
aLarge deflections correction.
A substantial improvement of the elastic modulus occurs after compression moulding of PCT, exceeding theoretical results, possibly sustaining the hypothesis of the inaccuracy in the determination of fibre content. The slightly higher fibre content in three composites is expected for composites which, after pultrusion, were subjected to heated compression moulding. PCT shows an increase of 36% in the ratio between flexural strength and fibre volume fraction, which can be associated with the lower amount of voids after processing and better consolidated composite.
In the case of CompTape, after heated compression moulding, an increase of 12% is noted, which is slightly less than that of Tape DMP, with 18%. This increase of elastic modulus may be associated with a lower time of heat exposure in the pultrusion process, which here shows it can be beneficial for the mechanical properties.
Flexural strength of these composites shows an increase of 76% and 70% was achieved in CompTape and Tape DMP, while PCT had an increase of 39%. The increase in all three means quality of impregnation and consolidation is improved after heated compression moulding. The amount of voids also seems to be reduced, which is evaluated by microscopy testing, in the next topic of this document. Finally, the ratio between the tensile modulus and fibre volume fraction of the three composites is rather similar, which is expected in a tensile test where the contribution of fibres is significantly higher than that of the polymer.
Microscopy test
A microscopy test was carried out to evaluate the distribution of fibres and polymer in the cross-section of the composite and to analyse the occurrence of voids in the profiles. Several samples were cut, and surfaces were prepared by wet sanding and polishing to allow optical microscopy testing.
The importance of the test relies on the analysis of differences between composites manufactured by pultrusion and heated compression moulding. It is expected for the laminate to have better impregnation and less voids due to the higher exposure times to heat and pressure.
In Figure 8, the cross-section of the pultruded profile of CompTape can be observed. Several zones rich with glass fibres are seen, demonstrating a low quality of impregnation. The exposure time of the pultruded profile to heat and pressure was approximately 60 s, which does not seem to be effective to allow the flow of the polymer to impregnate the fibres. Cross-section of pultruded composite profile.
For better analysis, close-up images of 50x magnification are presented in Figure 9. In these images, zones with fibre concentration can be clearly seen, sustaining the fact that impregnation quality was poor. The amount of voids shown in these images indicates the composite could be better consolidated. Close-up images of microscopy of pultruded profile (50x).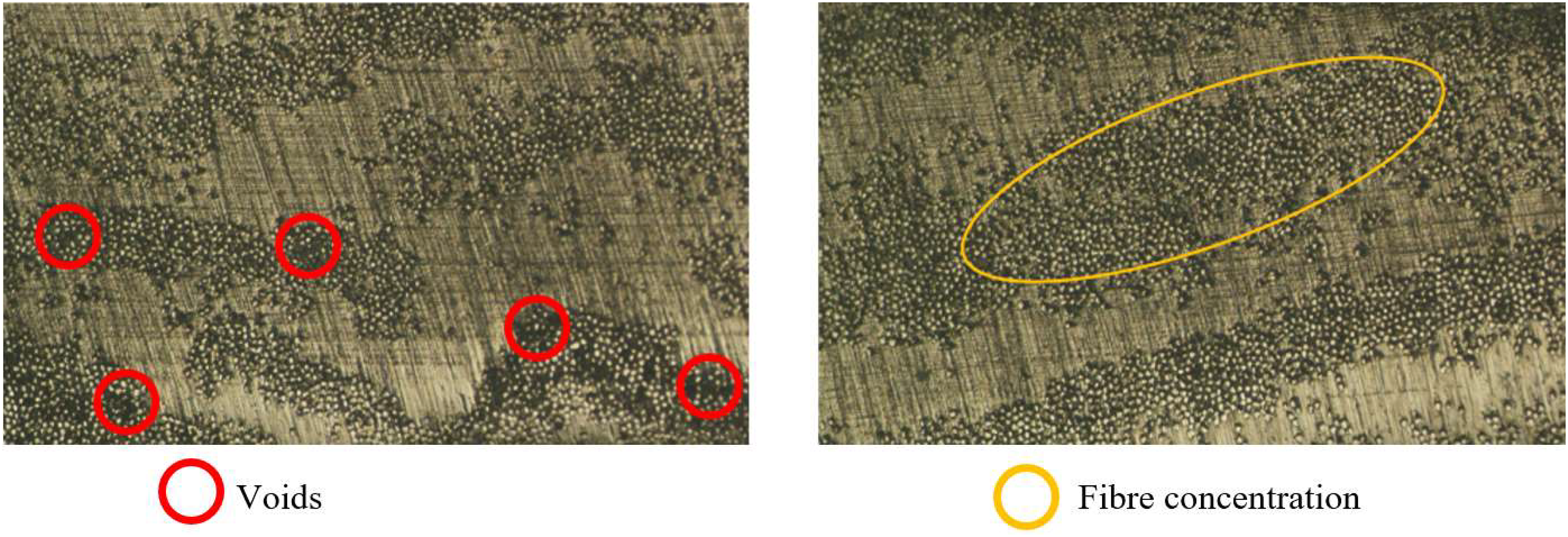
The microscopy test of the cross-section of the composite laminate, which can be seen in Figure 10, shows a more even distribution of fibres and polymers than that of the pultruded profile, meaning a more successful impregnation was achieved. Cross-section analysis of laminate profile of CompTape.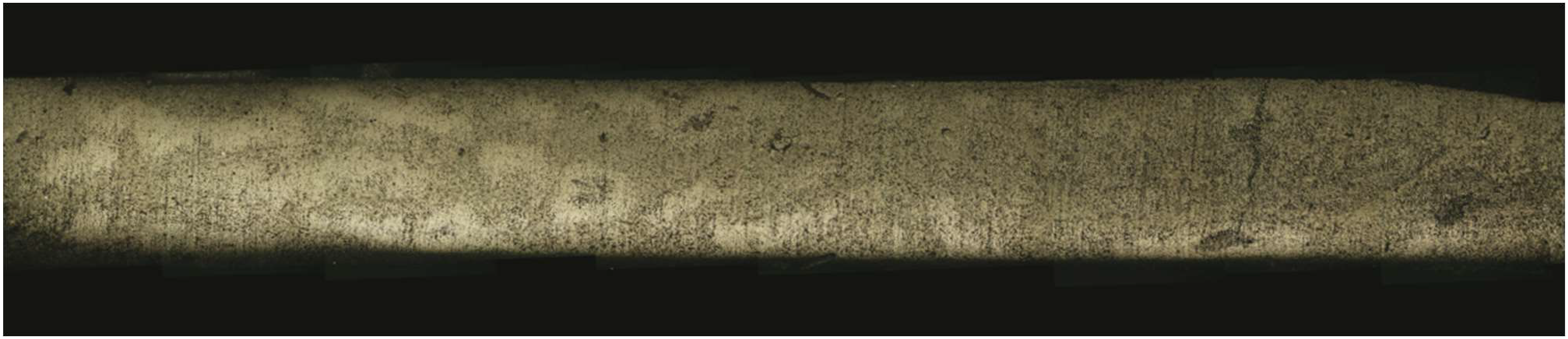
The close-up images of 50x and 100x magnification are presented in Figure 11 to show the typical images of the CompTape laminate. The presence of voids and zones with fibre concentration can still be encountered. However, polymer-enriched zones can be seen with fibres impregnated, which lead to a better impregnated composite, presenting better mechanical properties. Close-up images of microscopy of CompTape laminate (50x and 100x, respectively).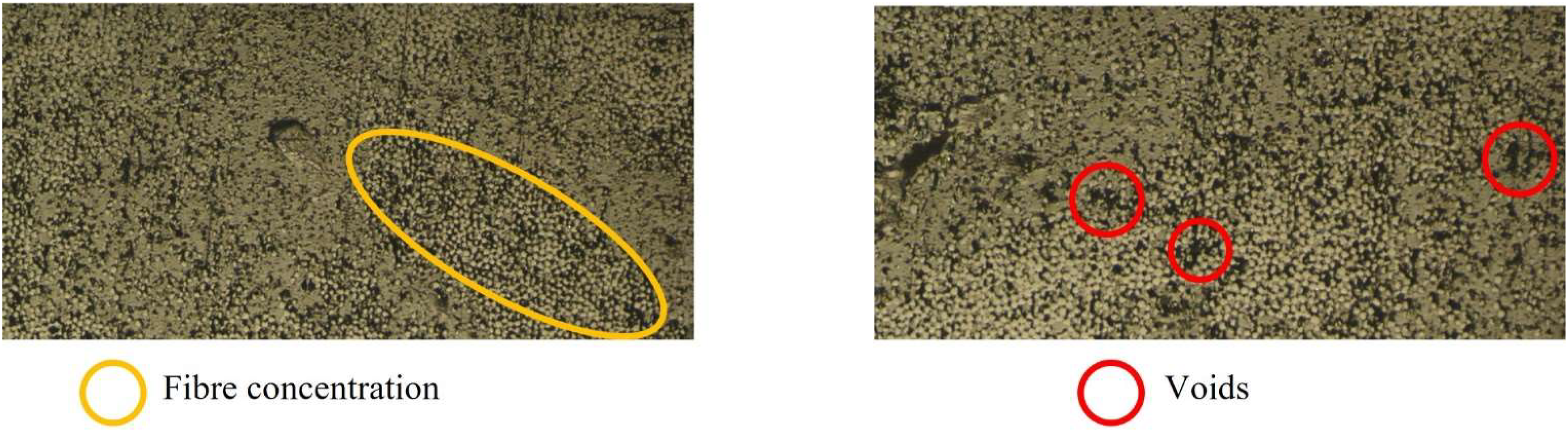
Conclusions
The production of Tape DMP by melt impregnation at a steady rate of production was possible with the produced prototype equipment. The design of the equipment should be further studied to allow higher speeds of prepreg production and increase its feasibility for commercial and industrial applications, with the incorporated solutions being suitable for use. Further studies should be also done to control processing parameters to allow the production of different kind of polymers, even recycled ones. Different processing techniques such as filament winding should also be considered for this pre-impregnated material.
The amount of polymer obtained was acceptable for the pultrusion process, and it was possible to produce a composite laminate with heated compression moulding using the pultruded profiles. Mechanical properties obtained and the microscopy test allow us to conclude that further studies need to be done to improve quality of impregnation of the pre-impregnated material for better properties. However, the already obtained mechanical properties on the pultruded profiles are compatible for use in structural engineering applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Authors gratefully acknowledge the funding of Project ADD.CompFiber (69603) by Agência Nacional de Inovação (ANI)