
Abstract
Microcellular wood fiber reinforced polymers offer the possibility to reduce the use of fossil raw materials. In particular, thick-walled structures with thicknesses greater than 6 mm offer a high potential for weight savings. This study investigates the cell structures and mechanical properties of injection-molded test specimens. The influence of different thicknesses (6–10 mm) along with different chemical blowing agents (endothermic, exothermic) with varying dosages (0–2 wt%) is analyzed. The investigations reveal that exothermic chemical blowing agents form finer cells consistently to thin-walled structures than endothermic ones. Higher foaming agent content leads to higher pore fractions, with many small cells coalescing into a large open-pore cell network. The mechanical properties depend mainly on the pore content of the sample. The specific tensile properties deteriorate with the use of chemical blowing agents (CFA), whereas the sandwich structure produced with compact edge layers has a positive influence on the specific flexural properties.
Keywords
Introduction
Foamed wood-plastic-composites (WPC) offer a high potential for saving fossil resources. With a mass fraction of up to 60% wood fibers for injection molding applications, the proportion of thermoplastic matrix material can be significantly reduced, which reduces material costs and is in sense of a sustainable material. WPCs combine the advantages of wood-based materials and thermoplastics. They have better heat resistance, lower shrinkage, better mechanical properties than pure matrix material, and simultaneously higher three-dimensional design freedom compared to wood since WPC can be formed in the injection molding process, for example. 1 A foaming agent dissolved in the melt, which leads to cell formation due to the pressure drop in the cavity, can further reduce the weight and plastic consumption of the component. 2 In this context, the reinforcing effect of the wood fiber in combination with the integral foam structure leads to better mechanical properties than those of the pure matrix material. At the same time, the present wood fibers serve as nucleating agents and provide heterogeneous nucleation. 3
The foaming behavior of thermoplastic WPC has already been investigated for different manufacturing processes. 4 Kord mixed rice husk flour with high-density polyethylene (HDPE) and discovered an increase in water absorption, swelling behavior, and cell size and density when foaming with chemical blowing agents in a batch process. 5 Guo foamed linear low-density polyethylene (LLDPE) with wood fiber in a continuous extrusion process with chemical and physical blowing agents and found that for fine cell structures, volatiles released from the wood fiber during processing must be suppressed as much as possible. 6 This can be achieved by pre-drying the fibers. Hoffmann et al. investigated the foam extrusion of polypropylene-based WPC using the Celuka technique and were able to halve the density of the extruded profiles (120 × 25 mm2). Medium fiber size and isopentane-filled microspheres led to the best results in the way of closed-cell cell structures with good mechanical properties. 7 Rizvi et al. tested the applicability of moisture as a foaming agent in the foam extrusion of polystyrene (PS) with wood fibers8,9 and provide strategies for achieving the finest possible cellular foam structure by adjusting the temperature control and type of foaming agent.9,10 Li et al. investigated, among other things, the influence of chemical blowing agents on the pore content and average cell sizes of extruded HDPE/wood fiber samples and observed no significant difference between endothermic and exothermic foaming agents. 3
In addition to foam extrusion and the knowledge derived from it for foaming WPC, various work has also been carried out on foam injection molding of WPC. The key differences are the discontinuity of the process and the higher pressure drop experienced by the melt from the injection unit into the component cavity. Yoon et al. attempted to substitute components made of pure HDPE by physically foamed WPC and achieved superior mechanical strength and shrinkage properties in addition to a 20% weight reduction. 11 Ern et al. investigated the effect of exothermic blowing agents on the density, mechanical properties, and electrical conductivity of polypropylene (PP) with different wood fiber contents. 12 They detected an effective density reduction and decrease in tensile strength with a simultaneous increase in impact strength. Tissandier et al. produced asymmetric fine-cell foam structures from HDPE with flax fibers (0–30%) and an exothermic foaming agent using a set temperature gradient in the injection mold. 13 Gosselin et al. foamed a mixture of postconsumer recycled HDPE and PP and a birch wood content ranging from 0 to 40%. 14 The cell size and the thickness of the compact edge layer were mainly influenced by the wood content. The edge layer thickness could only be reduced by the enhanced use of adhesion promoters. The mechanical properties were primarily affected by the composite density rather than the obtained cell morphology. 15 In a series of tests on PP-based WPC with 25% fiber content, Xie et al. found the highest cell density with the smallest average cell diameter at an average melt temperature of 180°C and a dwell pressure of 12.5 MPa. 16 Impact strength and cell density showed a linear dependence. Bledzki et al. conducted their injection molding studies using WPC, which they produced in a high-speed mixer. The influence of different chemical blowing agent types and contents, wood fiber types and contents, adhesion promoters, and process parameters on cell morphology (SEM, microscope), surface roughness, mechanical properties, and other variables was investigated on a laboratory scale using 4 mm thick sheets. The WPCs were based on polypropylene and added hardwood or softwood fibers.4,17–22 Among others, finer cells were observed with exothermic blowing agents and smaller wood fibers than with endothermic variants and larger wood fibers. In addition, softwood showed superior foam results compared to hardwood.
Apart from the foaming of thermoplastic-based WPC, recently various works deal with the foaming of polyurethane (PU) to which natural fibers are added to obtain improved thermal and mechanical properties due to the filler.23–25 Applications of the produced PU foams are excellent in thermal insulation technology.
Particularly in the case of thick-walled structures, the possibility of weight reduction or lightweight construction is very high. In listed the work on injection molding, only maximum component thicknesses of 4 mm (standard tensile test specimen) were investigated. The influence of greater thicknesses on the foam structure and the mechanical properties has not been reported in the literature so far. Therefore, in this work, injection-molded PP-based WPC integral foams with thicknesses of 6–10 mm are examined for their morphological and mechanical properties. For this purpose, scans are made using computer tomography, and tensile and flexural properties are determined based on special specimen geometries.
Experimental
Materials
WPC formulation
The used matrix material is a polypropylene (PP) (BH348MO) from Borealis, Austria with a melt flow rate (MFR) of 50 g/10 min (230 °C/2.16 kg). Its density at room temperature is 0.905 g/cm³. The selected wood fibers are cubic softwood fibers (Arbocel C400) with a particle size of 250–600 μm from J. Rettenmaier and Söhne, Germany. The fibers are commercial products and consist of selected softwoods. A maleic acid grafted polypropylene coupling agent (Scona TPPP 8112 Fa) with 2 wt% and 0.2 wt% stabilizer (B225) are added in order to ensure adhesion between the non-polar polypropylene and the polar wood fibers.
Chemical foaming agent (CFA)
To investigate the influence of the CFA type, an exothermic and an endothermic CFA were selected. The exothermic CFA used is a polymer-bound modified azodicarbonamide (Tracel IM 3170 MS) from Tramaco, Germany, with a reported decomposition temperature of about 170 °C. During the reaction, it releases heat and predominantly nitrogen. The gas yield at 220 °C is about 50 ml/g and the CFA content is 30 %. The endothermic CFA used is a combination of polymer-bound sodium hydrogen carbonate and citric acid derivative (hydrocerol BIH 40) from Clariant, Germany with a starting reaction at 150 °C. During the decomposition of the endothermic CFA, the heat of the reaction is consumed instead, whereby the gas evolution of mainly carbon dioxide can be regulated by the heat input. Figure 1 shows the TGA (thermal gravimetric analysis) curves of the chemical blowing agents, which were determined under a nitrogen atmosphere and with a heating rate of 10 K/min. The endothermic CFA has a lower starting temperature and decomposes more slowly than the exothermic CFA, which can be seen in the different peak widths of the DTG. Thermal gravimetric analysis (TGA) of the investigated chemical blowing agents (endothermic (BIH 40), exothermic (IM 3170 MS)) with corresponding first derivative DTG (dashed line).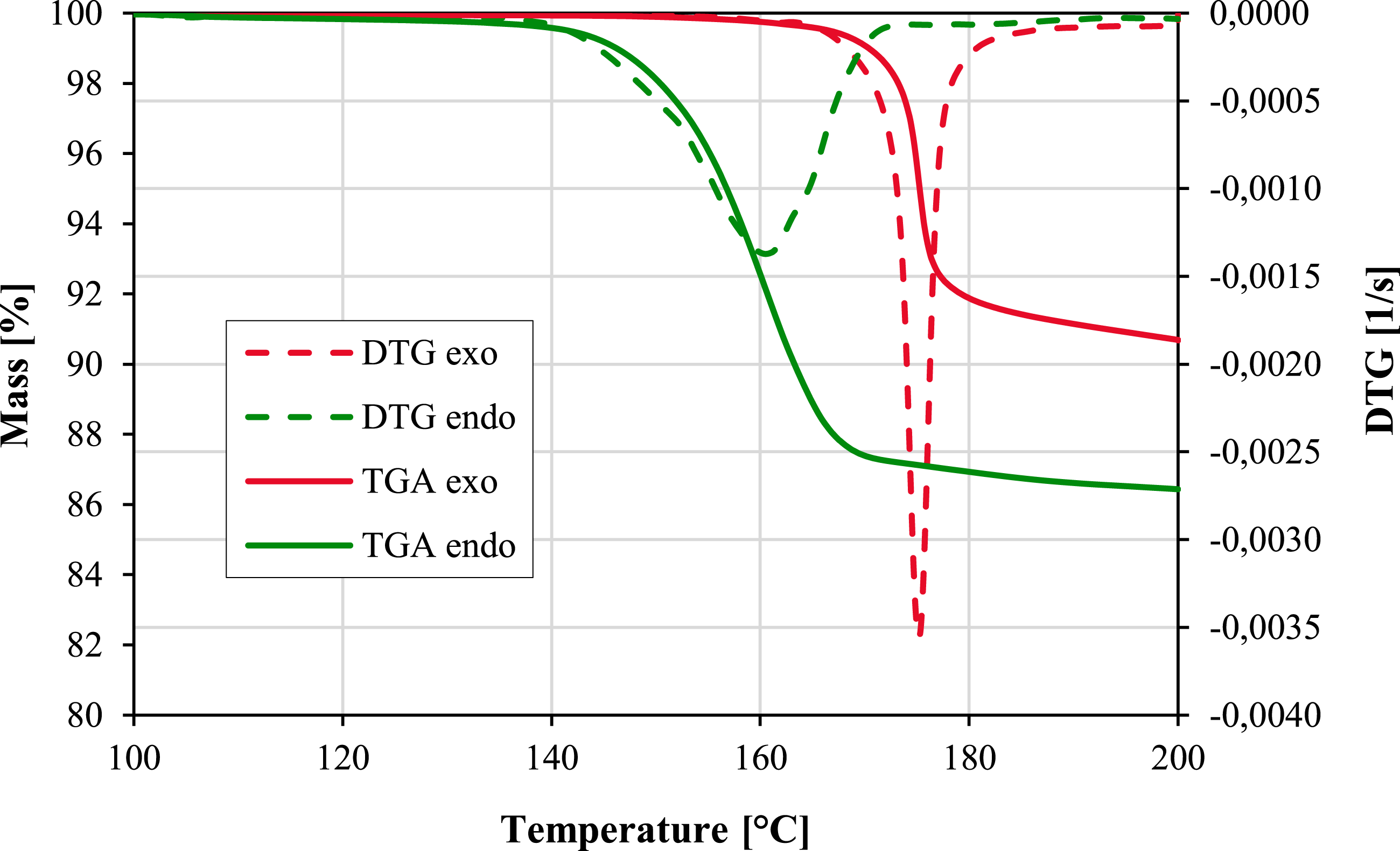
Processing and foaming
The WPC compounds with 30 wt% and 50 wt% wood fiber content were produced in a co-rotating ZSK 26 MCC twin screw extruder (Coperion, Germany) with FET side-feeding and underwater pelletizing. To reduce the number of influencing variables, the melt temperature was kept constant at 190 °C and the injection velocity at 60 ccm/s for each test point. The melt temperature was selected to be above the activation temperatures of the CFAs and below the decomposition temperature of the wood constituent lignin of approx. 210 °C. At higher temperatures, the foam output would be greater, but the wood fibers would be more damaged. Since Rizvil et al. already recognized that residual moisture affects the foaming result, 15 the WPC compounds were dried at 80°C for at least 8 hours before processing to obtain a residual moisture content below 0.1 %. Depending on the material composition and CFA content, the resulting injection pressures ranged from 672 to 1383 bar, whereby the CFAs dissolved in the melt have a viscosity-reducing effect, resulting in lower injection pressures for the same process settings. The test specimens were manufactured to achieve a minimum density. In a filling study, the cavity was first filled to 100 % volumetric and the injection volume was reduced until just no sink marks or partially filled parts appeared. Subsequently, the injection volume was increased again by 1 cm3. The holding pressure phase was omitted due to the sufficient internal gas pressure in the melt.
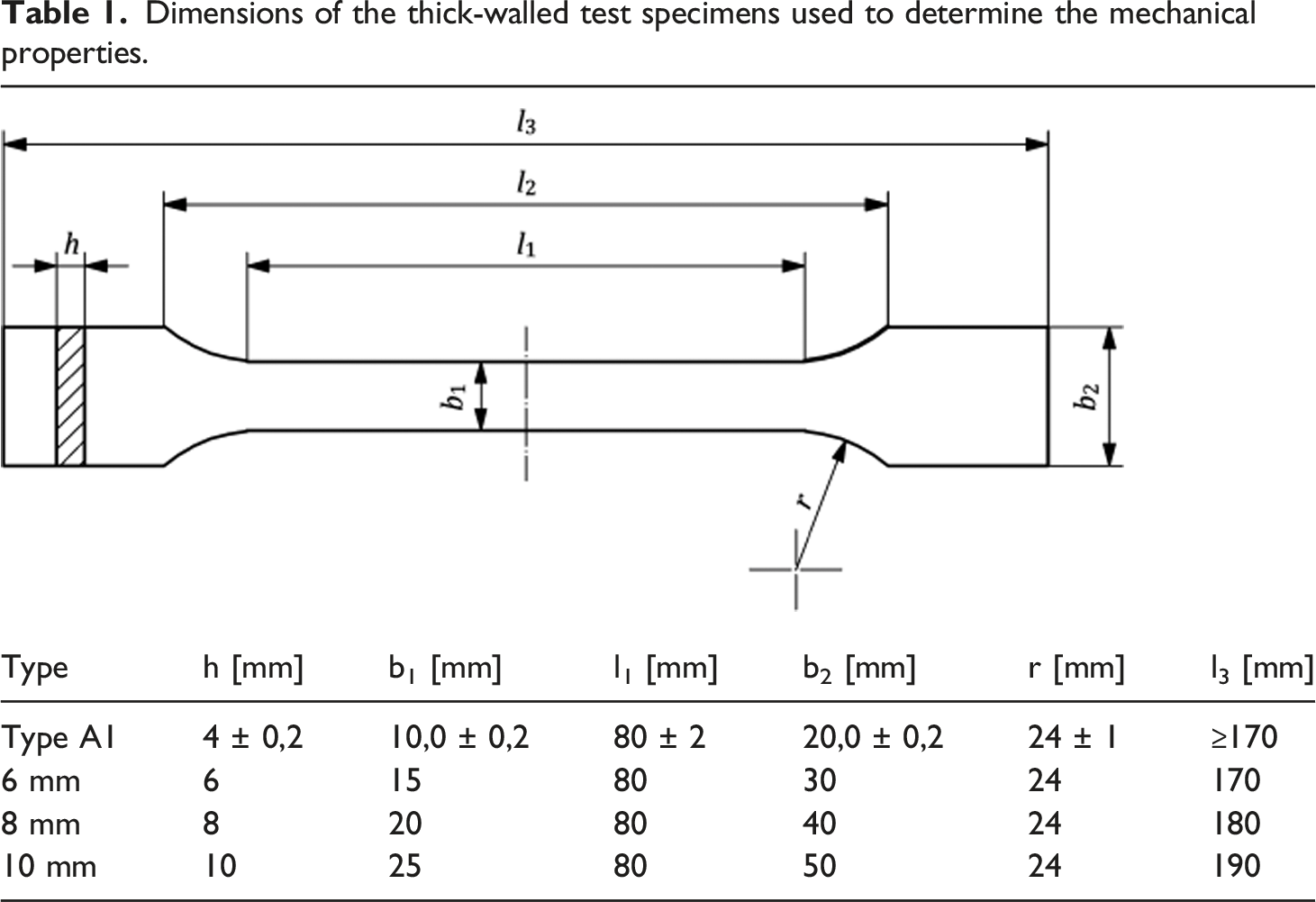
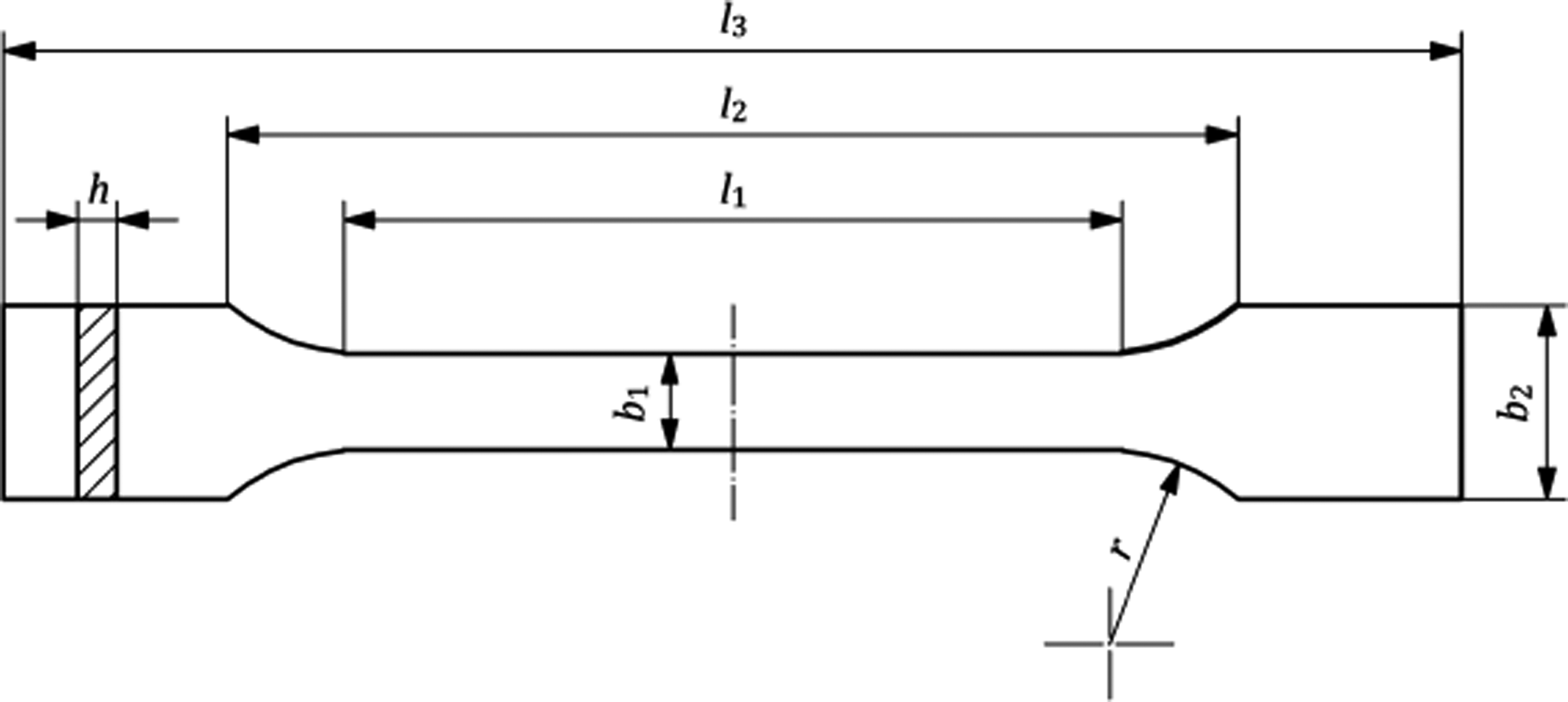
Dimensions of the thick-walled test specimens used to determine the mechanical properties.
Measurements
Mechanical tests
The tensile and flexural tests were performed on a Zwick Z010 universal testing machine. All tests were conducted at 23 °C under a relative humidity of 50 %. The tensile tests were carried out in accordance with DIN EN ISO 527–1. Deviations result from the thick-walled specimen geometries. If the thickness of the specimen is increased, a trend towards a three-dimensional stress state is to be expected instead of an approximately plane stress state, whereby higher wall thicknesses can tend to lead to lower tensile strengths. The flexural tests were carried out in accordance with DIN EN ISO 178. Due to the varying thicknesses in the bending tests, the test speeds were adjusted to achieve similar edge fiber strain rates in accordance with DIN EN ISO 178. In addition to the test speed, the span was also changed accordingly.
Computer tomography
A 10 mm long piece was taken from the center of each unloaded specimen and subjected to computer tomography (GE phoenix nanotoms, resolution 9.4 μm). The figures shown in this work are a sectional view in the direction of flow and normal to the narrow side (
Results and discussion
First, Figure 2 shows the minimum densities achieved by the test specimens as a function of the component thickness, the CFA type, and its dosage. The solid density could be reduced by up to 25.2 % by using CFA. The endothermic CFA combined with increased dosage and a higher component thickness leads to a greater density reduction. Achieved densities depending on the component thickness and the blowing agent type and content.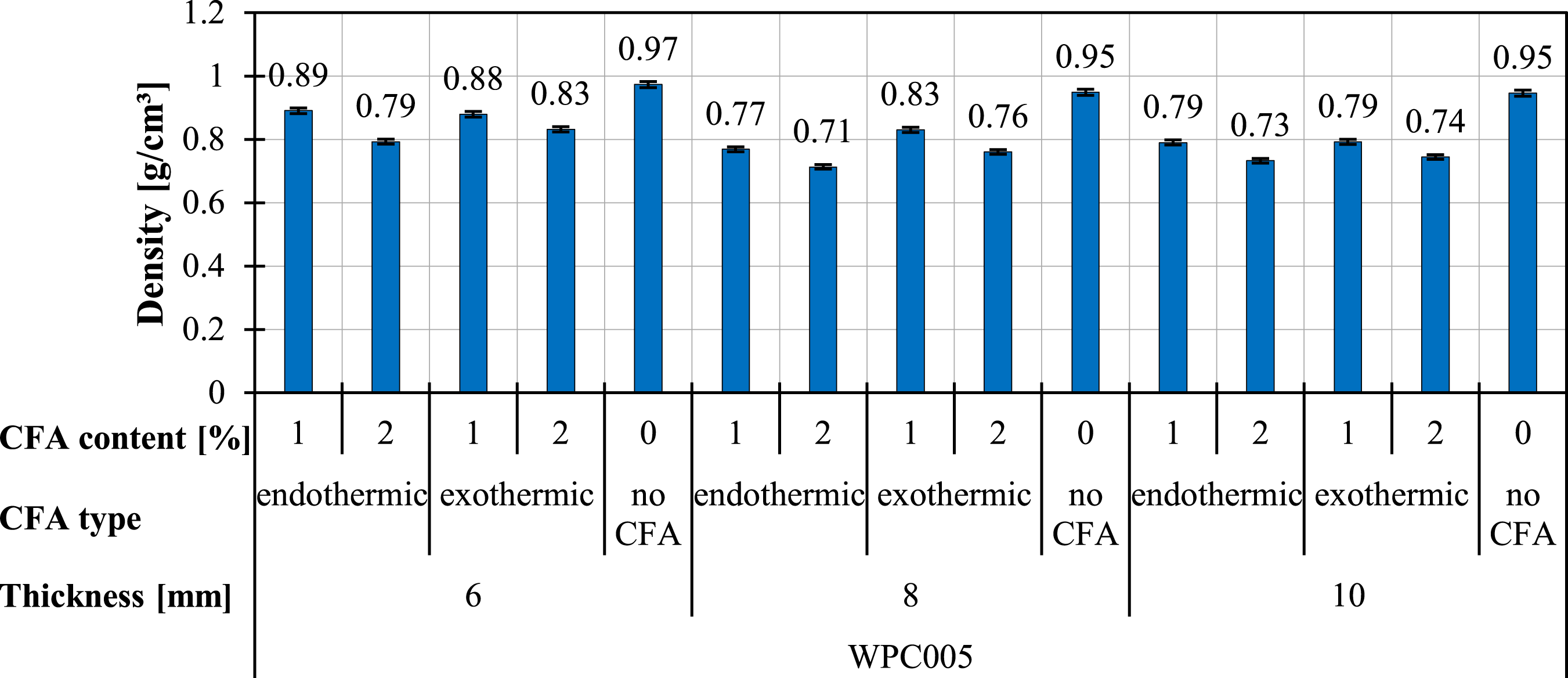
The cell structure of the foamed WPC specimens is strongly influenced by the type and dosage of the CFA. Figure 3 shows the influence of different wood contents and CFA types and contents on the foam structure. The lighter areas in the CT images are the wood fibers, with the black areas representing the resulting pores. First, it should be noted that exothermic CFA forms finer cells overall than the endothermic CFA, which is consistent with known studies.18–22 The differences in cell morphology can be attributed to the decomposition behavior of CFAs. According to Feldmann, CFAs with a slow decomposition rate (recognizable by the peak widths in Figure) initially form just a few bubbles.
26
If further gas is released, it migrates preferentially into already existing bubbles instead of creating new ones. Since the decomposition rate for the endothermic CFA used here is lower than for the exothermic CFA, larger pores can be formed. In addition, the reaction of the endothermic CFA releases water, which also acts as a foaming agent.
9
The solubility in the hydrophobic polypropylene matrix is low, which causes water molecules to coalesce rather than disperse. This phenomenon additionally promotes the growth of larger pores. Influence of the mass fraction of wood particles (30, 50 wt%) as well as the CFA type (endothermic, exothermic) and the CFA content (1, 2 wt%) at a constant component thickness of 6 mm. The pore content achieved can be read in the corner of each CT image.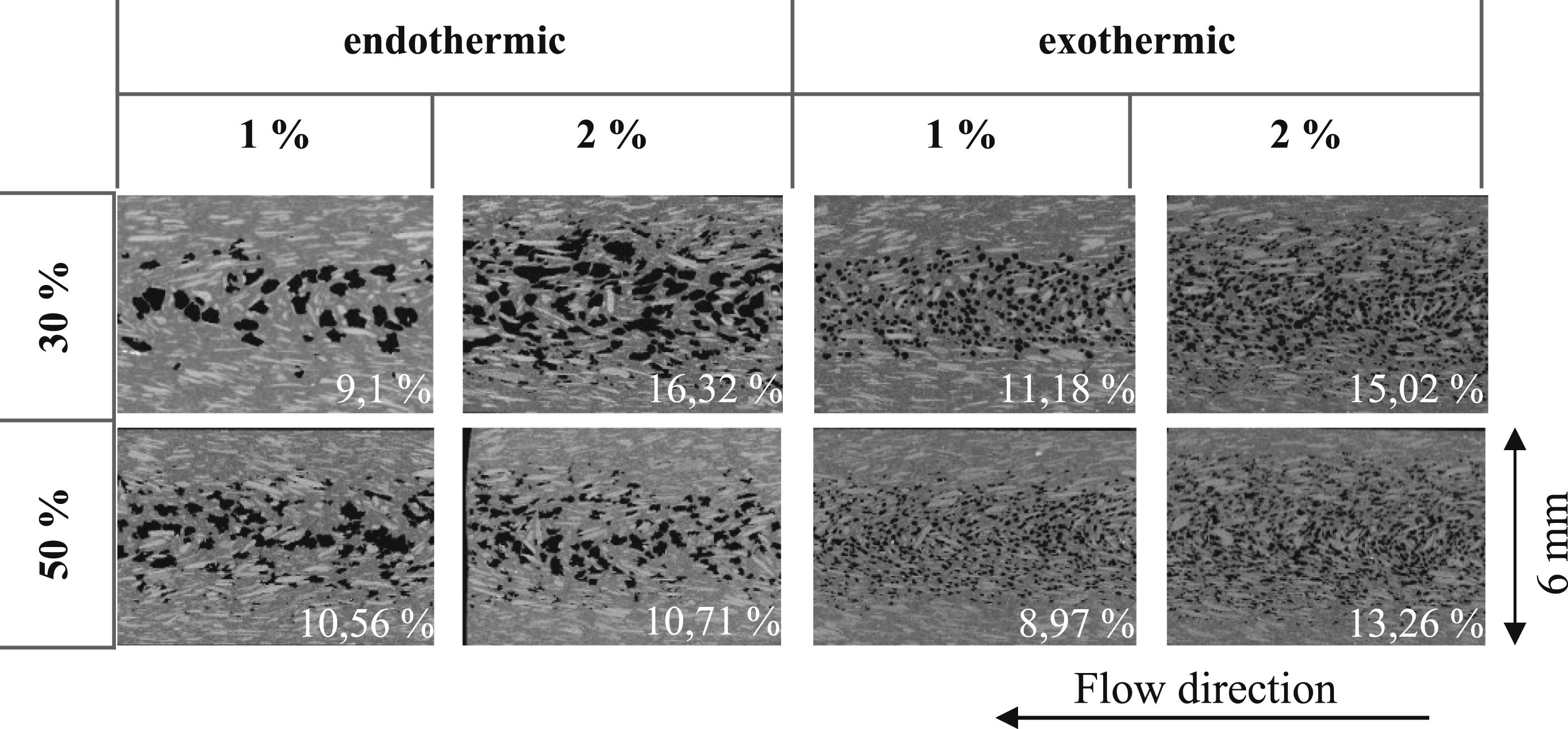
Increasing the foaming agent content leads to a higher pore fraction in the sample, while the average pore size remains similar in the section view (see Figure 3: CT section image from the center of the sample). When looking at the volume instead of individual section views, individual pores merge into larger pore networks with increasing foaming agent and pore content. An open-cell structure is formed within the component, which is confirmed by the graphs in Figure 5. With an increase in the wood content, lower pore percentages can be observed in the component, since, among other things, the CFAs have less free volume available for pore formation. At the same time, the average pore diameter decreases slightly, which in turn can be explained by the increased number of nucleation sites provided by wood fibers. Due to the high number of nucleation sites, heterogeneous nucleation dominates the pore formation process.
Figure 4 shows WPC integral foams depended on component thickness and CFA type and content. As expected, the use of exothermic CFA compared to endothermic CFA leads to finer cells even at higher wall thicknesses. Overall, the pore contents achieved an increase with the increase in component thickness. Due to the characteristics of the sandwich structure with its compact edge layers, the ratio of volume to compact surface area increases with component thickness, providing a larger free volume for the formation of foam cells. With the endothermic CFA, more and more interconnected pore networks can be seen in the center of the components as the CFA content and component thickness increase. This can also be confirmed by the pore size distributions in Figure 5. Influence of component thickness (6, 8, 10 mm), CFA type (endothermic, exothermic), and content (1, 2 wt%) on cell structure in WPC with 30 wt% wood content. Pore size distributions for different component thicknesses (6, 8, 10 mm) and WPC with 30 wt% wood fibers with (a) 1 wt% exothermic, (b) 2 wt% exothermic, (c) 1 wt% endothermic, and (d) 2 wt% endothermic chemical blowing agents.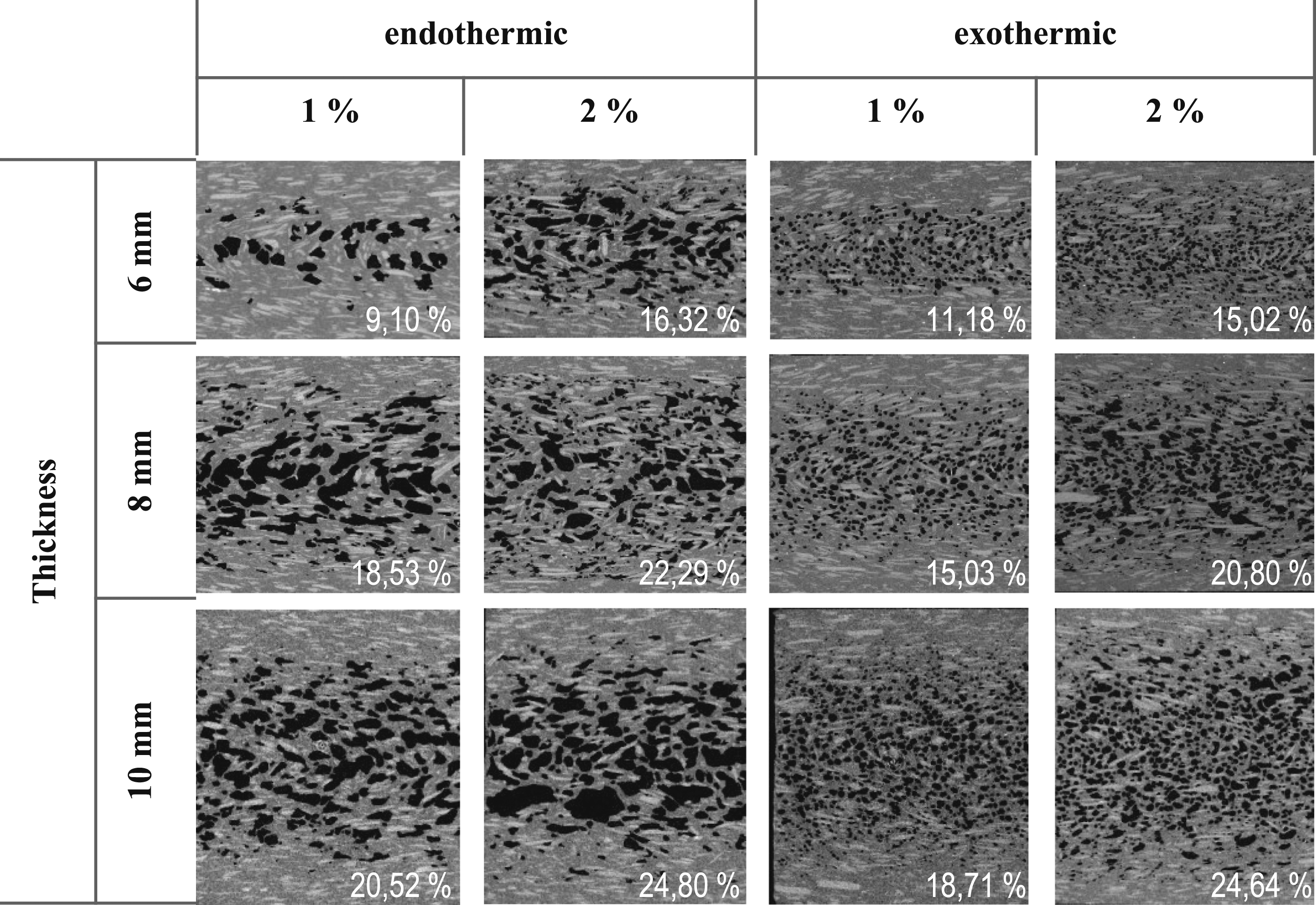
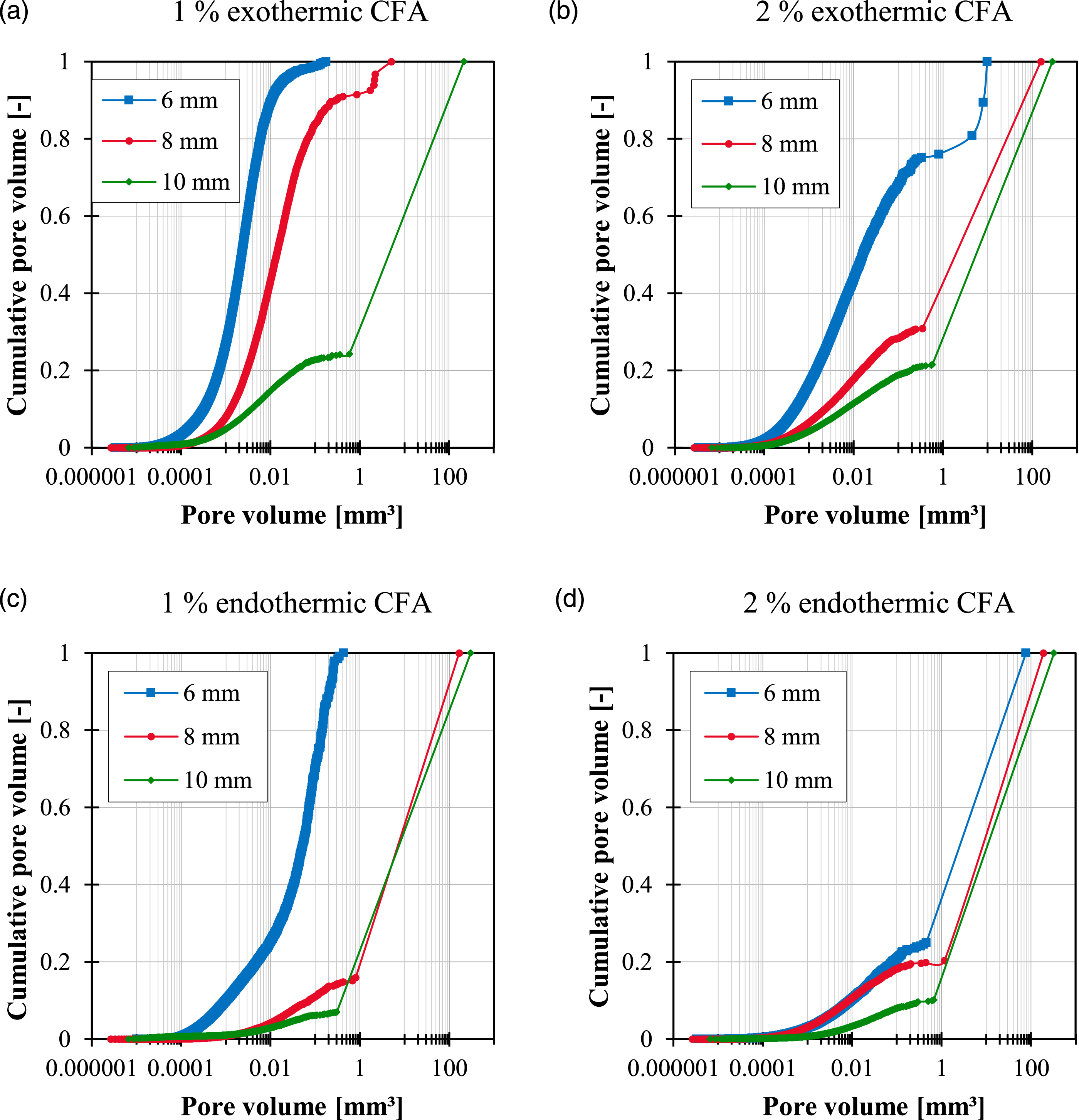
Here, the relative cumulative pore volume is plotted against the volume of individual pores according to the CT images in Figure 4. With 1 % exothermic CFA, a component thickness of 6 mm results in a maximum pore size of 0.1751 mm³, with 90 % of the pores having a volume below 0.0106 mm³. At 8 mm component thickness, the largest pore has a volume of 5.0405 mm³, while 90 % of the pores are smaller than 0.2855 mm³. At 10 mm component thickness, one large pore with a volume of 211.9583 mm³ results, which occupies 76 % of the total volume. The remaining 24 % of the total pore volume is accounted for by pores with a size of less than 0.5820 mm³. These large pores are the result of an amalgamation of many small cells, as can be seen from the CT images, where the average pore diameter remains at a similar level. With 2 % exothermic CFA, a pore network is already formed at a component thickness of 6 mm, which occupies 5 % of the total volume. Increasing component thickness leads to ever-larger networks. At 8 mm, the network occupies 69 %, and at 10 mm 79 % of the total pore volume. The use of the endothermic CFA results in larger pore networks and the individual pores also have a larger diameter. The next step is to examine the extent to which the cell structure and in particular the large pore networks affect the mechanical properties.
The mechanical properties are summarized in Figure 6. The relative material properties (property of the foamed sample Xf divided by property of the compact sample X) are plotted against the relative density (foamed density ρf divided by solid density ρ). The dashed line describes the linear mixing rule where material properties decrease proportionally with mass. If a measurement point is on the dashed line, then the specific material property is constant compared to the compact sample. Above the line, the specific material properties are better, and below, worse. When a homogeneous specimen is subjected to tensile stress, a reduction in the cross-section induced by pores can be expected to result in an equal drop in tensile properties. Since the pores are adjacent to the fibers and thus the fibers are less well embedded in the matrix material, Young’s modulus deteriorates by an average of 6.5 %. At the same time, the pore geometry introduces stress peaks into the component due to notch stresses and causes the specific tensile strength to decrease by 11.0 % on average. In the case of a bending load, a different stress case is present. Here, the stress-free neutral fiber is located in the center of the specimen and the outer edge areas experience the highest stresses. Due to the optimized sandwich structure of an integral skin foam, the pores are thus located in the mechanically weakly stressed area, while the high stresses can be absorbed by the compact edge layer. This improves the specific flexural modulus by an average of 15.5 % and the specific flexural strength by 2.9 %. No significant differences could be demonstrated between exothermic and endothermic CFA concerning the mechanical properties achieved. Overall, the mechanical properties mainly depend on the pore content or density. Increased component thickness leads to higher pore contents and thus to changes in the specific properties. Relative mechanical properties as a function of relative density.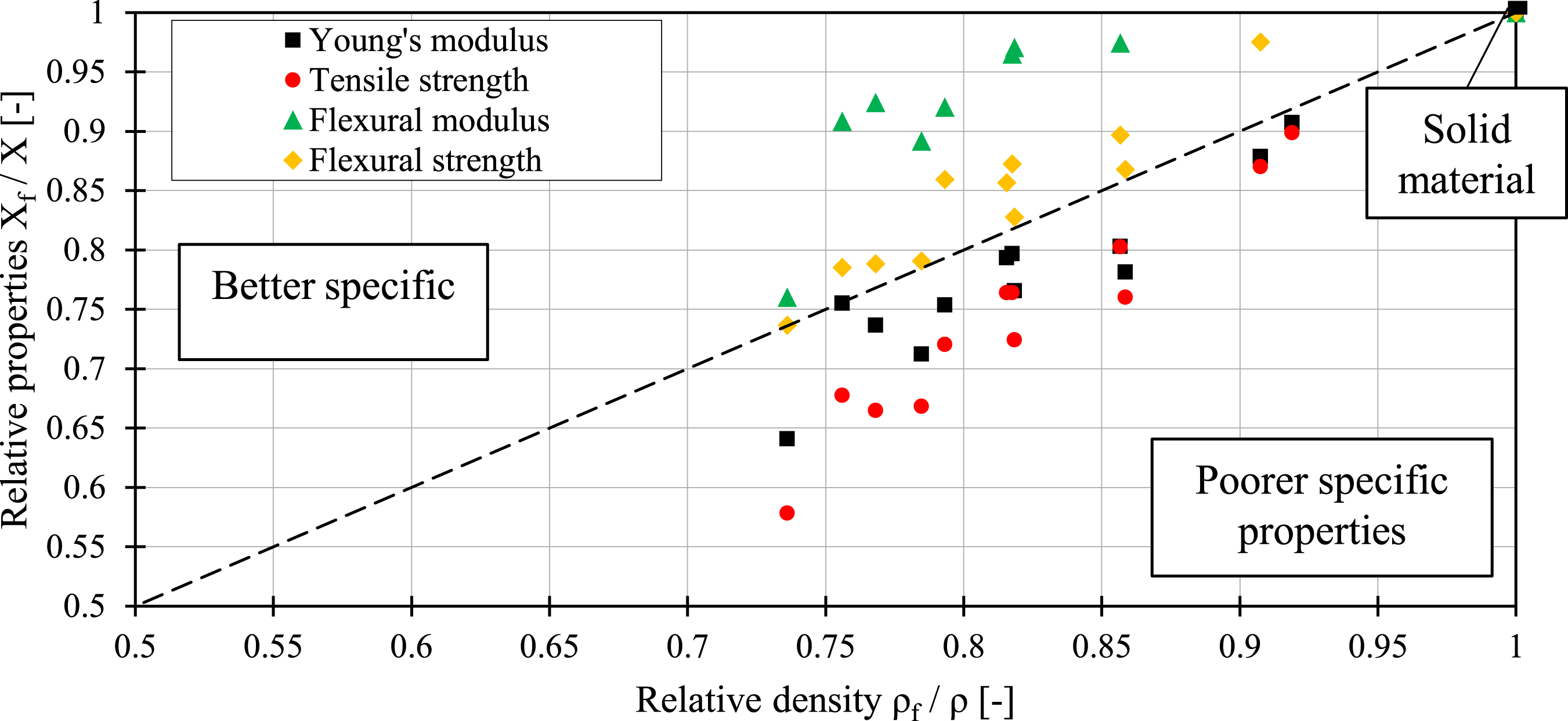
Conclusion
Foam injection molding with CFA was investigated using thick-walled WPC components. In addition to the component thickness of 6, 8, and 10 mm, the type of CFA and its content were also varied. The following conclusions can be drawn from the investigations: • The exothermic CFA investigated produces finer cell structures than the endothermic CFA. This can be attributed to the different decomposition behavior. Furthermore, a higher dosage leads to a higher pore content and larger cells, which is consistent with thin-walled structures. • An increase in component thickness leads to a lower density as a result of a higher pore content. The cell structures are similar, but in the case of thick-walled structures, especially at high foaming agent contents, larger cell networks are formed which occupy up to 95 % of the total pore volume. • The specific tensile properties are disproportionately worsened using CFAs, with tensile strength being more critical than Young’s modulus. The specific flexural modulus improves due to the sandwich structure of the integral skin foam, and the specific flexural stress remains at a similar level. The mechanical properties are mainly dependent on the composite density, with higher component thicknesses leading to lower densities and thus lower specific characteristics.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work (IGF Nr. 20365 N) was supported via AiF within the programme for promoting the Industrial Collective Research (IGF) of the Federal Ministry of Economic Affairs and Climate Action (BMWK), based on a resolution of the German Parliament.