
Abstract
The energy-saving optimization problem of the propylene distillation column was investigated. A PRO/II process simulation model was established based on the actual operating data of the unit and a sensitivity analysis of the operating parameters was conducted. On this basis, a multi-objective optimization model for the unit was established using regression analysis. The penalty function mechanism and dynamic search factor were incorporated into the MOGWO algorithm to solve the optimization model. The optimization results demonstrate that by optimizing multiple sets of operating parameters, the propylene distillation column can increase its production while reducing its energy consumption, achieving energy-saving optimization for the unit. This method provides a new theoretical basis for the energy-saving optimization design of propylene distillation units and other distillation processes.
Keywords
The distillation column is the most widely used separation unit in chemical production processes and is also one of the most energy-intensive operating equipment in petroleum refining. The propylene distillation column (referred to as the propylene column) is the core equipment of the gas fractionation unit in oil refineries. Its main function is to separate liquefied petroleum gas from the catalytic cracking unit into high-purity fractions such as propylene and propane. High-purity propylene is the core product of the propylene column. 1 Due to the small difference in boiling point and relative volatility between propylene and propane fractions, as well as the high purity requirements for propylene products, the energy consumption of the entire unit is relatively high. In recent years, several scholars have proposed various optimization methods based on process simulation for energy-saving optimization of gas fractionation units.2–5 Some scholars have also conducted optimization research on the separation sequence of gas fractionation units 6 and the dual-tower process for propylene, 7 which have partially addressed the issue of high energy consumption in gas fractionation units. However, these studies mainly focused on optimizing and adjusting production parameters based on process simulation analysis, without achieving coordination and optimization among multiple objectives of the production unit. Therefore, there is still room for improvement in the energy-saving optimization of the propylene column.
In this paper, a PRO/II simulation platform is used to simulate the process of the propylene distillation unit. Sensitivity analysis of the operating parameters is conducted to determine the relevant parameters. The propylene production and the overall energy consumption of the distillation unit are set as the optimization objectives. A multi-objective optimization model is established using regression analysis to fit the data. The penalty function mechanism and dynamic search factor are incorporated into the multi-objective gray wolf optimization (MOGWO) algorithm to solve the optimization model and obtain the Pareto optimal solution set for the propylene column. The optimization results demonstrate the feasibility and effectiveness of this energy-saving optimization approach.
Process introduction
After the removal of H2S and thiols, the liquid gas rich in propylene fraction undergoes a series of processes involving the depropanizer column and deethanizer column. The C3H6 and C3H8 components are then directed to the feed heater (H-101) through the propylene column feed pump (B-103ab) to be preheated to 50°C before entering the propylene column for distillation. The reboiler located at the bottom of the propylene column (H-101) is heated using 1.3 MPa steam. The C3H6 component from the top of the propylene column is condensed by the condenser (H-101ab) with a portion of it being recycled back to the top of the column, while the remaining portion is sent to the propylene product tank area. The C3H8 component at the bottom of the column is cooled and then directed to the propane storage tank. The specific process is depicted in Figure 1.

Process diagram of propylene column.
Multi-objective optimization modeling of propylene column device
In consideration of the characteristics of the propylene tower process in the gas fractionation unit, combined with the actual production data of the unit, the operating conditions of the propylene tower are simulated and analyzed using the PRO/II platform, and the multi-objective optimization model for the propylene tower is established.
Process simulation
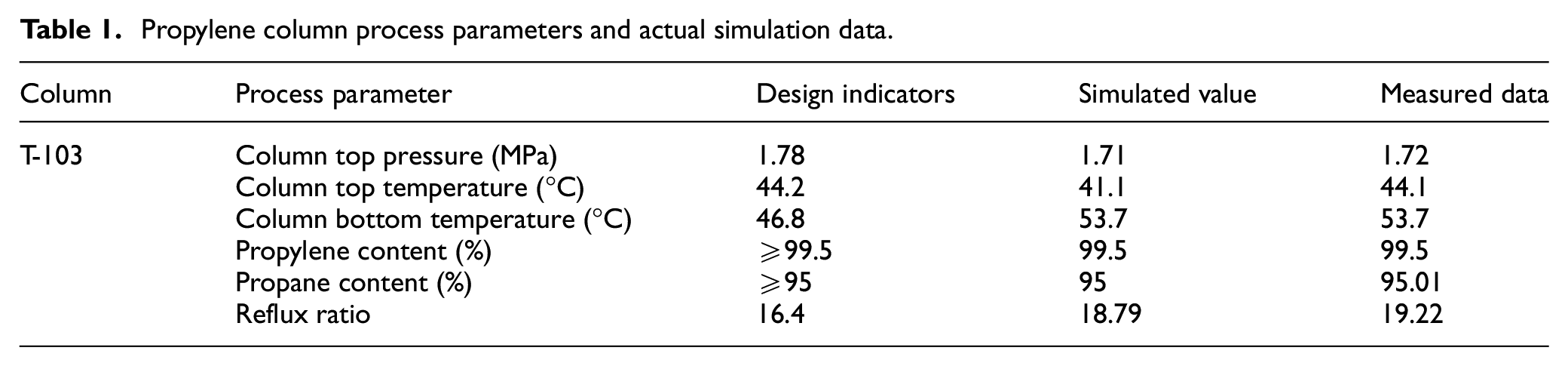
This paper is based on the actual operating data of a refinery’s propylene distillation unit. The PRO/II platform is used to simulate the process. Based on the equilibrium stage steady-state model, the Soave-Redlich-Kwong (SRK) equation and the Inside-out convergence algorithm are selected to solve the propylene distillation unit model. The calculation results are shown in Table 1. From the data comparison and analysis in Table 1, it can be observed that the tower pressure, top and bottom temperatures, and separation efficiency of the operational tower in the process model are consistent with the device’s operating parameters. This indicates that the process model accurately reflects the operating conditions of the propylene unit and can simulate the actual operating conditions of the propylene column under different operating parameter conditions. This provides data support for the determination of a multi-objective optimization model for the propylene column.
Propylene column process parameters and actual simulation data.
Analysis of simulated working conditions
In order to satisfy the separation accuracy and operating conditions of the propylene tower, sensitivity analysis are conducted on the tower pressure, feed temperature, and reflux flow of the propylene tower, both individually and in combination. The impact of changes in operating parameters on the energy consumption and production yield of the propylene tower are analyzed.
Analysis of the influence of column top pressure
The distillation column is a gas-liquid equilibrium system, and the lower the operating pressure of the column, the lower the required temperature to achieve the same separation efficiency under the same gas-liquid composition conditions. This also indicates that the energy consumption of the unit is lower. Sensitivity analysis is conducted on the operating pressure at the top of the propylene column while ensuring that the separation accuracy of propylene and propane components in the column meets the design specifications (propylene ≥ 99.5%, propane ≥ 95%). The relationship between the product yield and the thermal load of the propylene column with respect to the variation in the top pressure is shown in Figure 2. From the simulation results in Figure 2(a), it can be observed that both the reboiler load and the condenser load of the propylene column increase with the increase in the top pressure. In Figure 2(b), the influence of the top pressure of the propylene column on the propylene yield is not very significant. However, the propylene yield gradually increases when the column pressure varies between 1.7 and 1.73 MPa, and the highest propylene yield is obtained at a column pressure of 1.73 MPa. The current actual operating pressure of the column is 1.72 MPa, which is close to the optimal state.
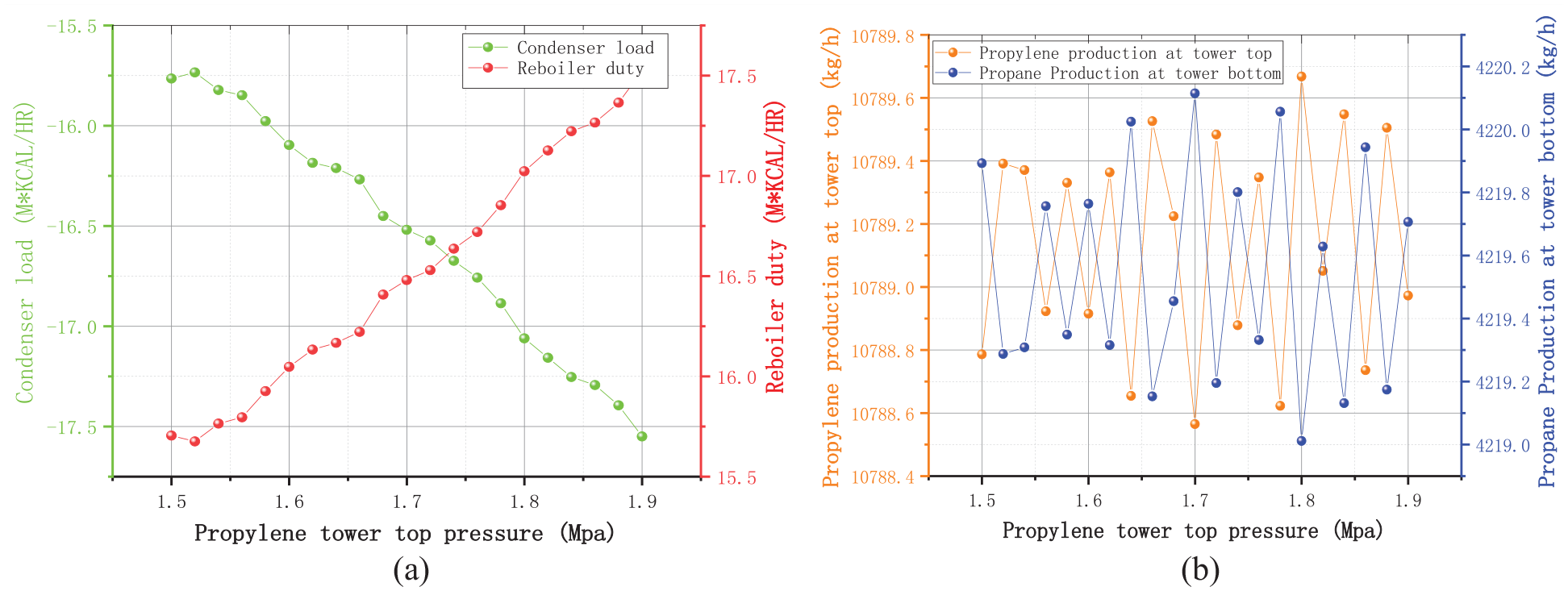
Column pressure of Propylene column (T-101) on the effects of process parameters and propylene yield: (a) Sensitivity analysis of top pressure in the Propylene column on cold and heat energy consumption and (b) Sensitivity analysis of top pressure in the Propylene column on product yield.
Analysis of the impact of feed temperature
Under the conditions of separation efficiency (propylene ≥ 99.5%, propane ≥ 95%) and tower pressure (1.72 MPa), sensitivity analysis is conducted on the feed temperature, and the results are shown in Figure 3(a) and (b). The reboiler load of the propylene column decreases with the increase in feed temperature, while the condenser load increases. The propylene yield also increases. This is because as the feed temperature of the column increases, the reflux ratio at the top of the propylene column increases. The increase in reflux ratio enhances the contact between the rising vapor and the reflux liquid, thereby accelerating the rate of propylene gas-liquid phase conversion and increasing the propylene yield at the top of the column. Additionally, the increase in feed temperature reduces the vapor flow rate in the reboiler, thereby reducing the load on the reboiler of the column. From the analysis of the simulated data, it can be concluded that in the production process of the propylene column, adjusting the feed temperature and reflux ratio appropriately can increase the propylene yield while reducing the energy consumption of the unit.
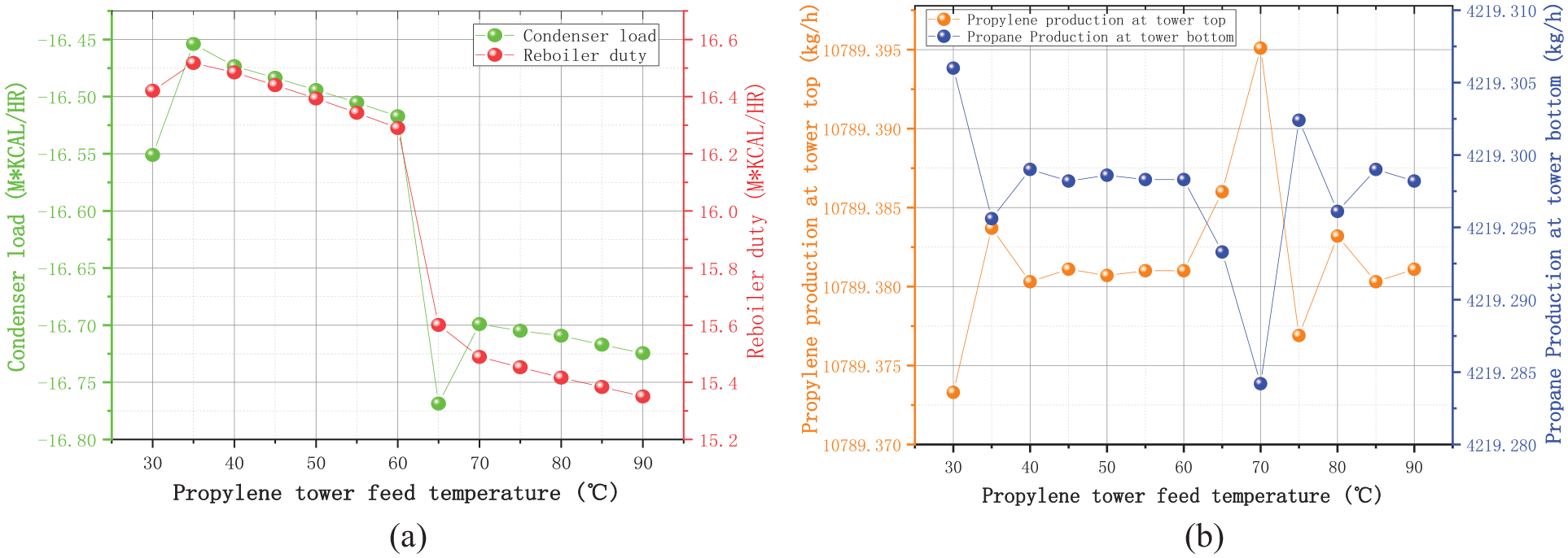
Feed temperature of propylene column (T-101) on the effects of process parameters: (a) Sensitivity analysis of feed temperature in the Propylene column on cold and heat energy consumption and (b) Sensitivity analysis of feed temperature in the Propylene column on product yield.
Analysis of the impact of reflux rate
Sensitivity analysis is conducted on the reflux ratio of the propylene column under normal operating conditions (separation accuracy: propylene ≥ 99.5%, propane ≥ 95%). The results are shown in Figure 4(a) and (b). It can be observed that both the reboiler and condenser loads of the propylene column increase approximately proportionally with the increase in the reflux ratio. The propylene yield at the top of the column also increases with the increase in the reflux ratio. By analyzing the relationship between various operating parameters and the reflux ratio combine with the effect of feed temperature on these operating parameters, it can be concluded that by properly adjusting the reflux ratio and feed temperature of the propylene column, the yield of the column can be effectively increased while reducing its energy consumption.
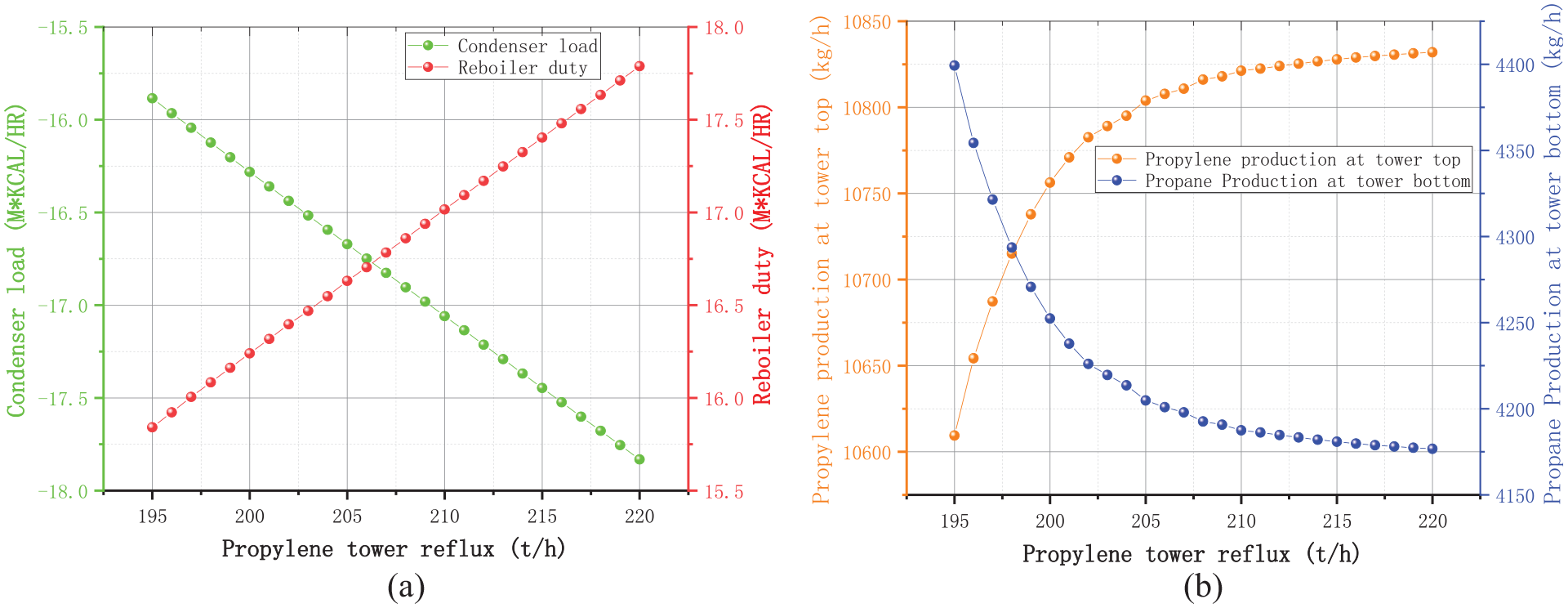
Reflux ratio of propylene column (T-101) on the effects of process parameters: (a) Sensitivity analysis of reflux in the Propylene column on cold and heat energy consumption and (b) Sensitivity analysis of reflux in the Propylene column on product yield.
Multi-objective optimization model
Under the normal operating conditions of the propylene column (separation accuracy: propylene ≥ 99.5%, propane ≥ 95%), a two-parameter sensitivity analysis is conducted on the reflux ratio and feed temperature of the propylene column. The results of the analysis on the effect of operating parameters on the energy consumption of the condenser and reboiler as well as the propylene yield are shown in Figure 5(a)–(c). From the sensitivity analysis data it can be observed that the reboiler and condenser loads of the propylene column as well as the propylene yield at the top of the column all increase with the increase in reflux ratio and feed temperature. Therefore, in the actual production process it is necessary to find the optimal combination of reflux ratio and feed temperature for the propylene column ensuring both separation accuracy and increased production while avoiding excessive energy consumption of the column. Base on the comprehensive data analysis, two optimization objectives are established for the propylene column from an energy-saving perspective: maximizing propylene yield and minimizing production energy consumption. The reflux ratio and feed temperature of the propylene column are selected as the manipulated variables for optimization.
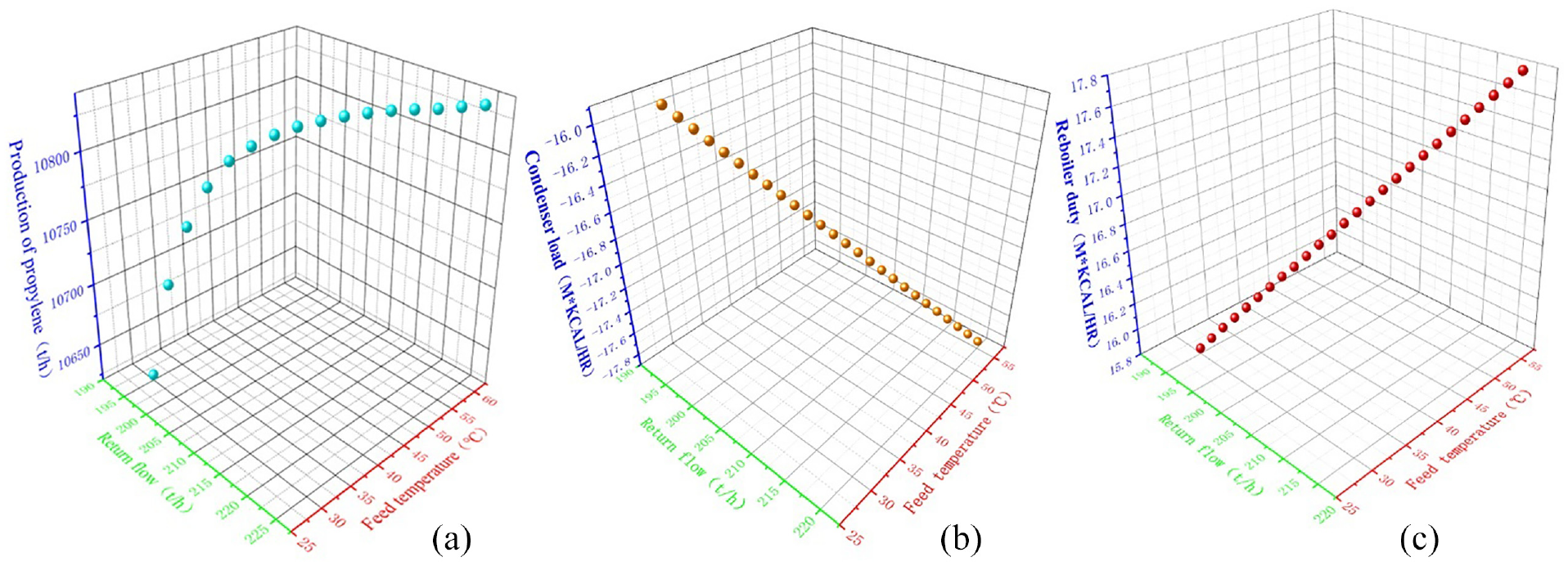
Double parameter sensitivity analysis of propylene column (T-101): (a) Sensitivity analysis of feed temperature and reflux in the Propylene column on production of propylene and (b) Sensitivity analysis of feed temperature and reflux in the Propylene column on condenser load and (c) Sensitivity analysis of feed temperature and reflux in the Propylene column on reboiler duty.
According to the two-parameter sensitivity analysis in Figure 5. It is evident that each optimization objective of the propylene column exhibits a linear relationship with the operational variables. In this study, the operation data of propylene is extracted and analyzed using the multiple regression analysis method. The model parameters for propylene production and the energy consumption of the entire column are identified using the least square method. The correlation coefficient R2 of the fitting model is 0.91431, 0.9998, 0.9998 respectively and the relationship coefficient R2 of each model is close to the numerical value 1 further confirming the excellent fit. The models for propylene column output and the total column cooling and heating load energy consumption are represented by Formula (1):
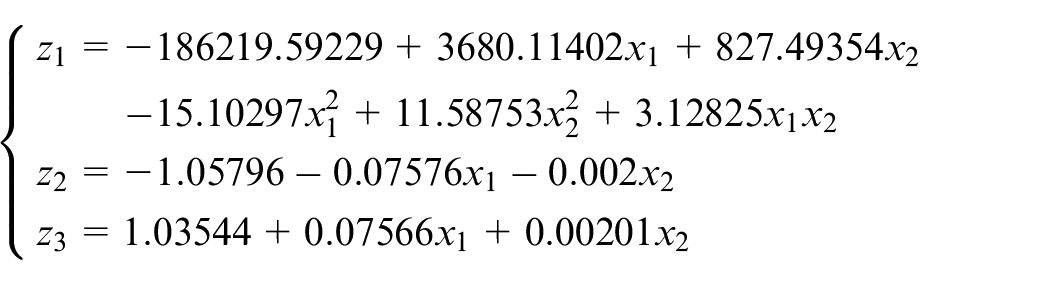

Where: x1 is the return flow rate of propylene column (t/h), x2 is the feed temperature (°C); z1 represents propylene yield (t/h), and z2 as condenser load (M * kJ/h), z3 as the reboiler load (M * kJ/h).
Integrating the energy consumption model of condenser and reboiler
The multi-objective optimization model of propylene distillation unit is obtained as follows:


Where: x1 is the return flow rate of propylene column (t/h), x2 is the feed temperature (°C); y1 for propylene yield (t/h), y2 as the energy consumption of propylene column (M * kJ/h).
Energy saving optimization of propylene distillation column
Base on the form of the multi-objective optimization model for the propylene tower and the range of solution variables, the penalty function mechanism and dynamic search factor are incorporated into the MOGWO algorithm to solve the multi-objective optimization model.
The penalty function algorithm
The penalty function algorithm is a method that incorporates penalty terms into the original objective function, transforming a constrained optimization problem into an unconstrained one for solution. For the inequality-constrained optimization problems construct the penalty terms:

Where,
Multi-objective optimization algorithm
Gray wolf optimization algorithm
Mirjalili et al.
8
and Long and Tiebin
9
proposed the Gray Wolf Optimization (GWO) algorithm based on the hierarchical structure and hunting strategy of wolf packs in nature. The fundamental idea of this algorithm is to simulate the hunting behavior of a wolf pack. In the GWO algorithm, the current best solution, good solutions, and suboptimal solutions are represented by the α Wolf, β Wolf, and δ Wolf.10,11 Under the guidance of the positioning of the three head wolves, other individual wolves ω of the population continuously adjust their positions to approach the position of the prey (the optimal solution in the feasible region).
12
The head wolves guide for the wolves


Where,
Multi-objective grey wolf optimization algorithm
Mingliang et al. 13 proposed a Multi-objective Gray Wolf optimization algorithm (MOGWO) based on the original GWO algorithm. 13
MOGWO algorithm is improved in the following two aspects:
MOGWO algorithm use the external population Archive to store non-dominated optimal solution individuals. New individuals are generated after each iteration of the algorithm, and the newly generated individuals are updated with those in the current Archive using the non-dominated comparison mechanism. The Archive population is updated as follows:
① If any individual dominates the new individual in Archive population, the new individual will not join the population;
② If one or more individuals in the Archive population are dominated by a new individual, the new individual is added to the population and the individuals controlled by the new individual are deleted;
③ If the new individual and all individuals in the Archive population do not dominate each other, the new individual joins the population.
MOGWO algorithm has an upper limit on the number of Archive population when solving optimization problems. In order to keep the number of Archive population within the limit and the diversity of the population, the following operations are performed on Archive population:
① The objective function values
② Calculate the crowding distance

Where,
③ Each individual in the population has a crowding distance corresponding to the objective function. When the number of Archive populations exceeds the upper limit, the MOGWO algorithm randomly deletes individuals with low crowding and retains individuals with high crowding to maintain the number of Archive individuals and improve population diversity.
(2) The selection method of the first Wolf in MOGWO algorithm
The MOGWO algorithm select the head Wolf in the Archive population by means of Roulette.16,17 In order to improve the search ability of the algorithm, the probability of each individual being selected in the Archive is inversely proportional to the total number of individuals in the population. The calculation formula for selecting probability

Where,
Improvement of MOGWO algorithm
Introduction of penalty function mechanism
To enhance the search efficiency of the MOGWO algorithm and accelerate the convergence toward the feasible domain of the optimization objectives, a penalty function mechanism is introduced into the Gray Wolf Optimization algorithm. Based on the constraints, a penalty term is created to construct the penalty function for the optimization objectives, as shown in equation (3). The penalty factor
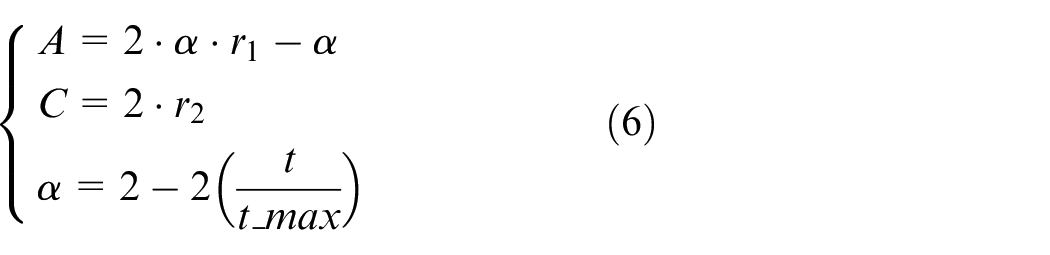
Addition of dynamic search factor
In order to improve the defects of MOGWO algorithm that it is easy to fall into local optimum and lack of stability. This study introduces a linear dynamic search factor θ during the update of the wolf pack positions. By adjusting the θ factor, the step size of the wolf pack position update is modified. After each iteration, the algorithm updates the fitness value of the θ factor to change the step size of the wolf pack position update. This improve the local search capability of the wolf pack, accelerate the convergence speed and avoid the algorithm getting trapped in local optima. The calculation formula for the dynamic search factor θ is as follows:

Where,

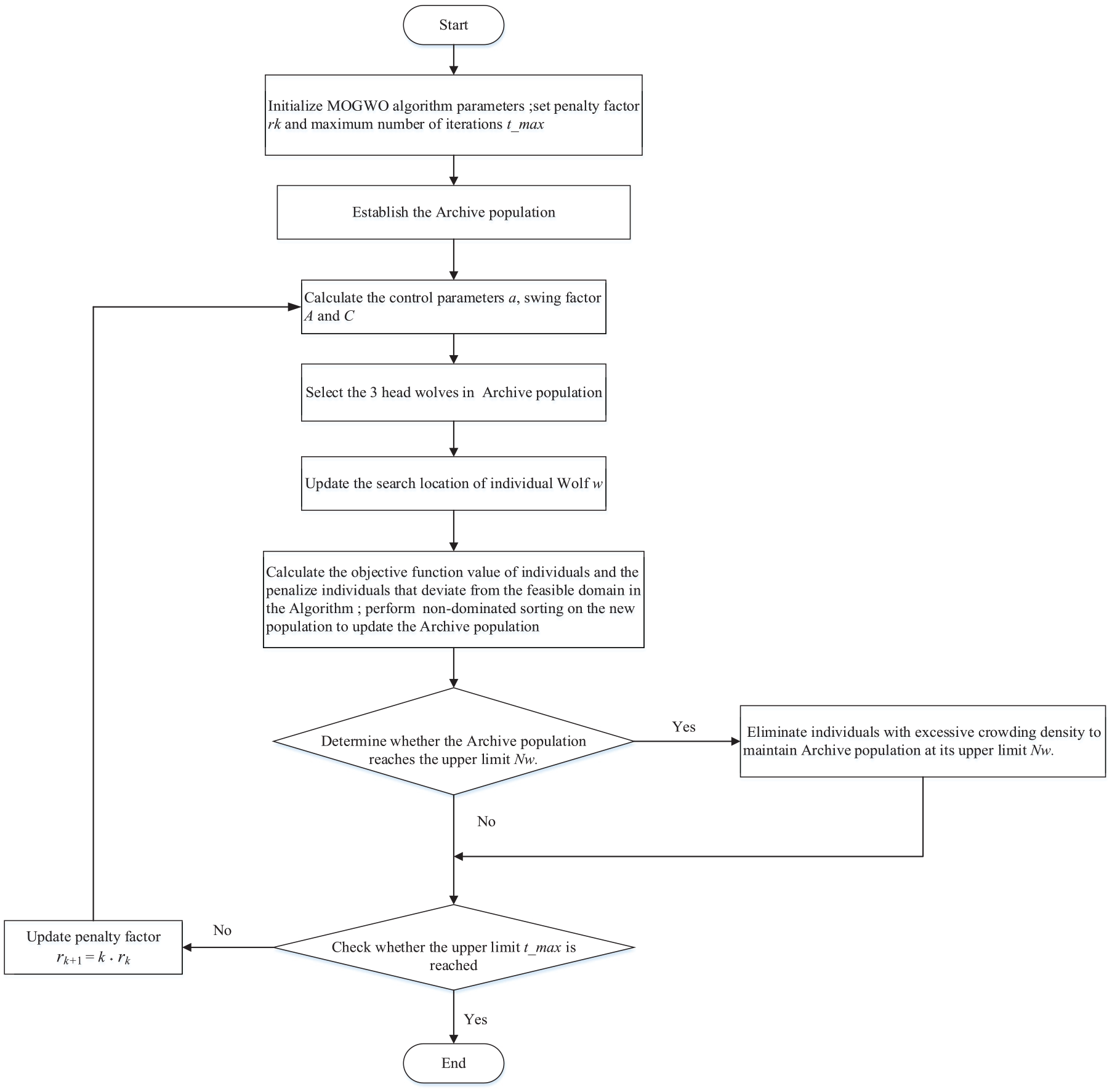
Improved MOGWO algorithm process
Step 1: Initialize the wolf pack and set the wolf pack size M
W
and Archive population N
W
; Set penalty factor
Step 2: Calculate the non-dominated order after initializing the Wolf pack individual objective function value, and build the Archive according to the Archive population number N W .
Step 3: Calculate the parameter values of control parameter α, swing factor A and C according to equation (6).
Step 4: According to roulette coefficient c, calculate the selection probability of three wolves according to equation (8), and select three wolves in Archive population.
Step 5: According to equations (4), (5), (9), and (10) to update the search location of the population of individual wolf ω.
Step 6: Calculate the objective function value of Wolf pack individuals, and introduce the penalty mechanism to construct the penalty function according to Formula (3) to punish the objective function of individual wolves that deviate from the feasible region. After the punishment, the Wolf pack individuals are non-dominated sorted to select the non-dominated solution of the current population. The newly generated non-dominated solution is compared with the Archive population individuals and the dominated individuals are deleted to complete the Archive population update.
Step 7: Observe whether the Archive population number reaches the upper limit N W . If the number of archive populations exceeds the limit, calculate the individual crowding degree according to equation (7) and eliminate overcrowded individuals.
Step 8: Determine whether the number of iterations has reached the upper limit value t_ max. If the upper limit value is reached, the non-dominated individuals of the population are output as the multi-objective optimization result. Otherwise, the penalty factor
Improved MOGWO algorithm process.
Optimization results
The basic parameter of the algorithm is set to wolf pack size MW = 100; Archive population NW = 50; Penalty factor
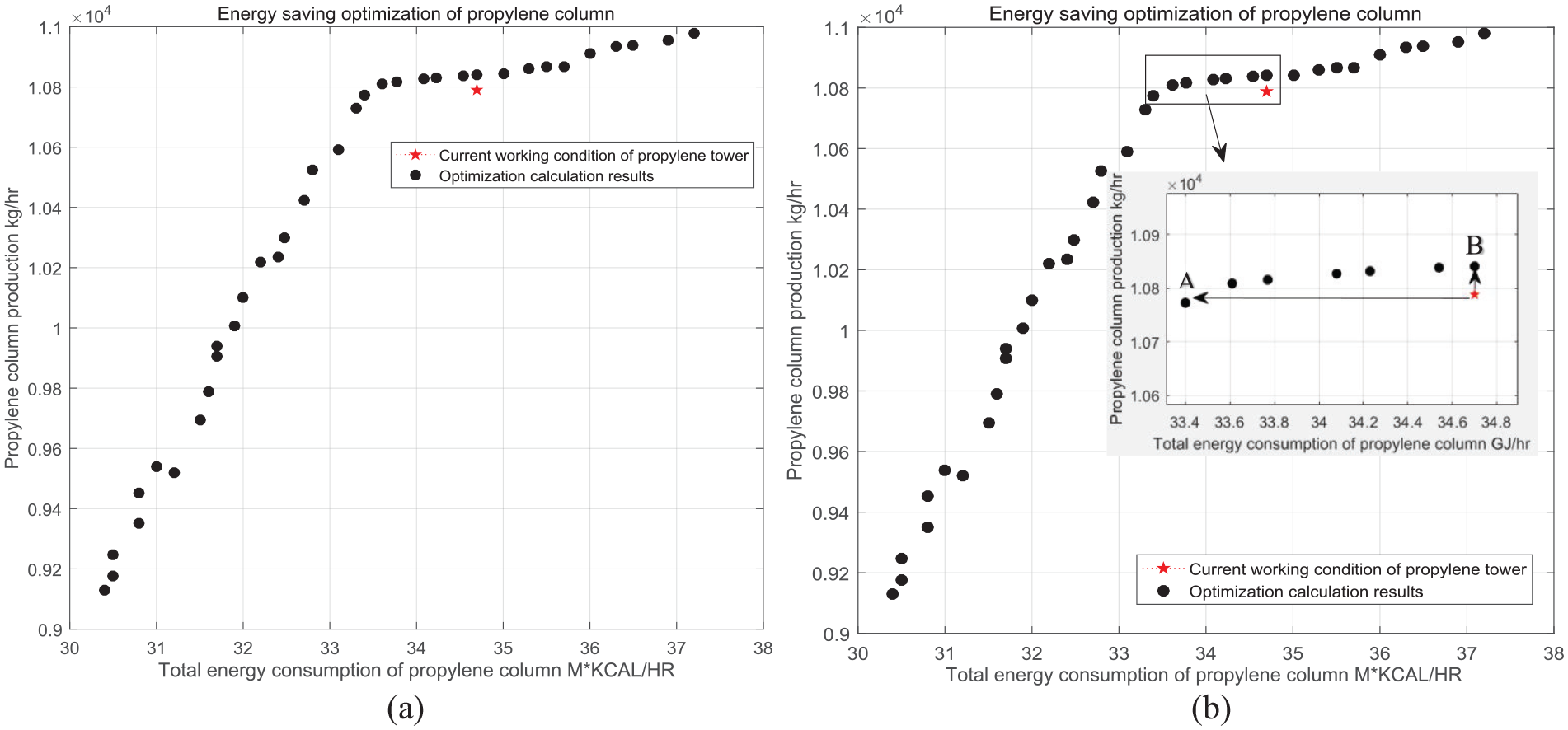
Optimization results of propylene column: (a) Multi-objective energy-saving optimization results for the Propylene column and (b) Analysis of energy-saving optimization trends in the Propylene column.
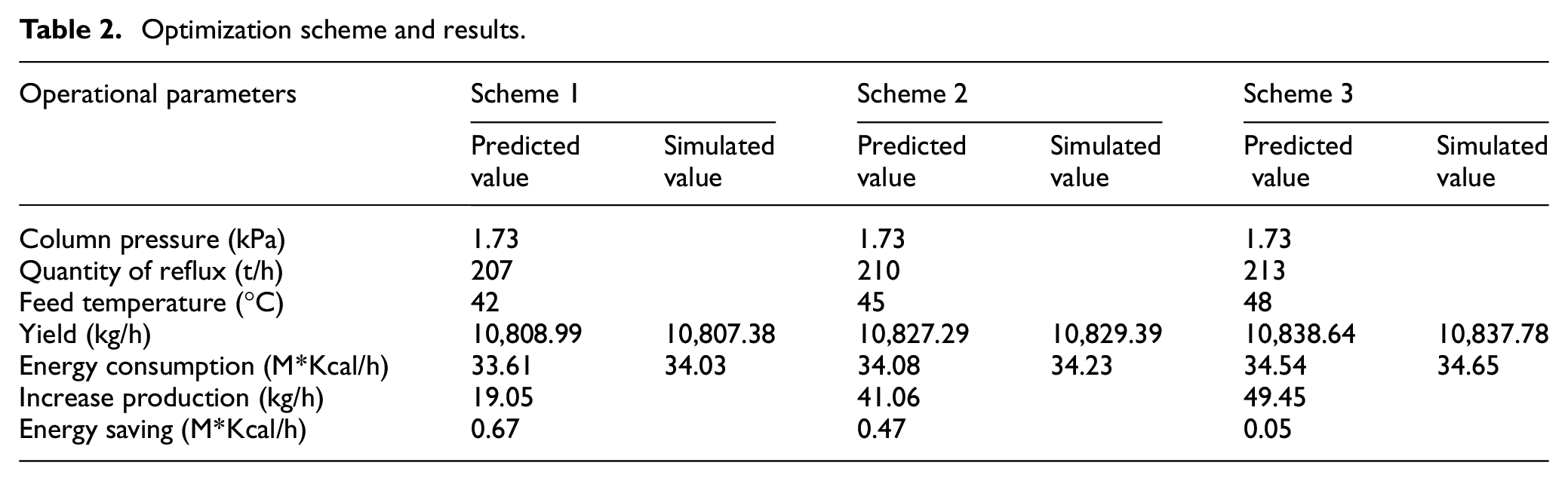
The optimization results from Figure 7(a) reveal that the propylene yield and energy consumption exhibit a positive correlation indicating that an increase in yield corresponds to an increase in energy consumption. The energy consumption of the propylene column increases as the propylene yield increases, suggesting that in multi-objective optimization it is not possible to simultaneously achieve optimal propylene yield and energy consumption for all operating parameters of the propylene column. However, an analysis of the energy consumption trend of the propylene column in Figure 7(b) indicates that under the same energy consumption level, an increase in yield can be achieved by adjusting the operating parameter combination of the column. Specifically, by altering the feed temperature and reflux flow rate of the propylene column, the yield can be maximized while maintaining the same energy consumption level. The pentagon symbol in Figure 7(b) represents the actual operating conditions of the propylene column (yield: 10,788.33 kg/h, energy consumption: 34.7 MKCAL/HR). By comparing point A, which is close to the actual production condition, the propylene production is 10,786.56 kg/h and the energy consumption is 33.4 M*Kcal/h. The energy saving of optimized point A is 1.3 Kcal/h. In contrast point B, which closely matches the energy consumption, has an energy consumption of 34.72 M*Kcal/h and a propylene yield of 10,840.87 kg/h, resulting in a production increase of 52.54 kg/h. Through comparative analysis, it is evident that the current operating conditions of the propylene column are not optimal. By adjusting the operating parameters, it is possible to increase the yield while further reducing the energy consumption. Table 2 gives the parameter combination optimization scheme for the three groups of feed temperature and reflux rate. To validate the accuracy of the predictive models, the three sets of Pareto optimal solutions from Table 2 are input into the PRO/II propylene distillation unit model and the simulation results are compared with the predicted values. The relative deviations between the simulated and predicted values are found to be less than 5%, indicating that the surrogate models have excellent predictive performance for the target variables, and the optimized process conditions are reliable.
Optimization scheme and results.
To verify the optimization performance of the improved MOGWO algorithm, the improved MOGWO algorithm and the original MOGWO algorithm are used to simultaneously solve the multi-objective optimization model of propylene tower. The calculation results are shown in Figure 8. From the optimization results, it can be seen that the improved MOGWO algorithm proposed in this paper is superior to the original MOGWO algorithm in terms of optimization results and algorithm convergence, and the dispersion of optimization results is also better than the original MOGWO algorithm. The comparative results indicate that the improved MOGWO algorithm proposed in this paper is stable and effective in solving the multi-objective optimization problems.
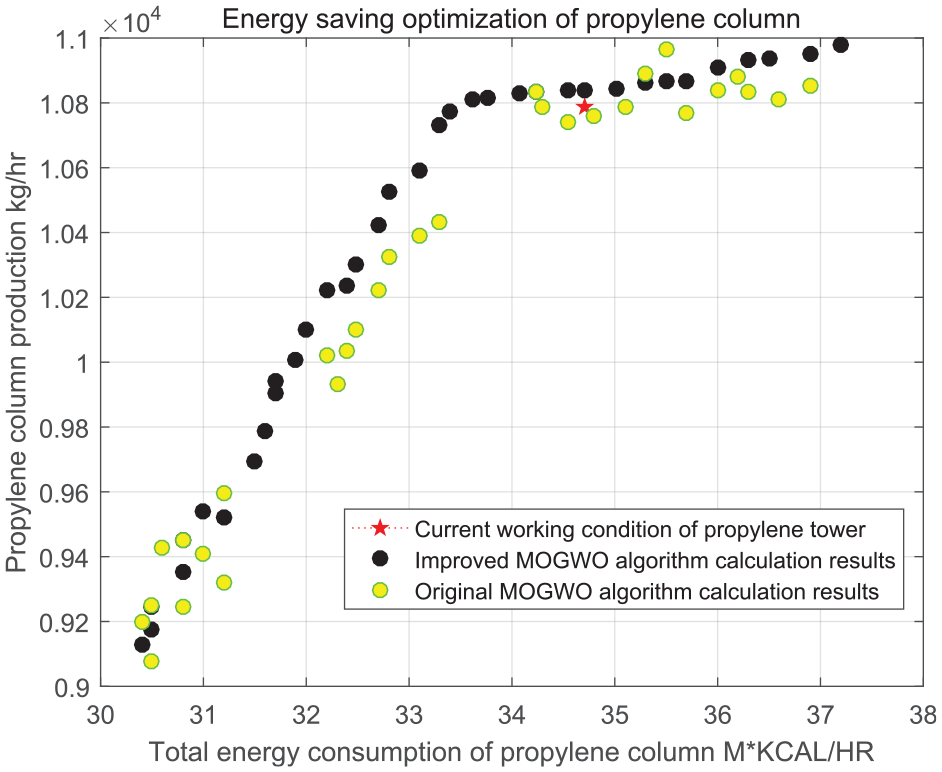
The improved algorithm test results of propylene column.
Table 2 results demonstrate that the improved MOGWO algorithm can generate multiple sets of operating parameter combinations for the propylene distillation unit, allowing for production adjustments. These parameter combinations have their own advantages and disadvantages concerning the multiple optimization objectives of the propylene distillation unit. Therefore, decision-makers can select multiple sets of operating parameter combinations from the optimized Pareto optimal solution set based on the current operating conditions of the unit to achieve energy-saving and efficiency-improving goals.
Conclusion
The multi-objective optimization problem of the propylene distillation unit is studied. Base on the simulation of the propylene distillation process, an optimization model for the unit’s production and energy consumption is established. The penalty function mechanism is introduced into the improved MOGWO algorithm to solve the optimization model. The optimization results demonstrate the feasibility and effectiveness of the proposed method. Through the optimization of multiple sets of operating parameters, the unit’s energy consumption can be reduced while increasing its production, achieving energy-saving and efficiency-improving goals for the propylene distillation unit. This research method provides an efficient and feasible solution for optimizing the energy consumption of the propylene distillation unit and provides design ideas for optimizing the energy consumption of other distillation units.
Footnotes
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Science & Technology Development Project of Jilin Province, China (YDZJ202201ZYTS555), the Science & Technology Research Project of the Education Department of Jilin Province, China (JJKH20240316KJ).
Data availability statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.