
Abstract
The present article deals with the physical properties monitoring of the transmission-hydraulic fluid, and changes of those properties due the operating load of the hydraulic pump in laboratory conditions. Tests of the transmission-hydraulic fluid were performed in laboratory conditions with the simulation of the operating load, so as to simulate the real conditions under which hydraulic circuit of the agricultural tractors operates. The universal transmission-hydraulic fluid was subjected to analysis, where the samples of the fluid were taken sequentially according to the chosen methodology at intervals of 250 and 500 h. The results of the present article include the evaluation of the physical properties of the fluid and the flow efficiency change of the hydraulic pump after 250 and 500 h of operation, while simulating the operation load. Based on a laboratory test, we found that after working for 500 h, the dynamic viscosity of the examined hydraulic fluid at 40°C decreased by 2.92 mPa.s and at 100°C decreased by 0.64 mPa.s. When determining the kinematic viscosity of the hydraulic fluid after working for 500 h, we recorded its decrease, namely, at a temperature of 40°C by a value of 3.37 mm2/s and at a temperature of 100°C, its value decreased by 0.77 mm2/s. In the analysis of the test oil samples, we found that the level of water contamination of the hydraulic fluid decreases with increasing number of hours worked. Specifically, the water concentration in the hydraulic fluid decreased by 0.031%. At the same time, we recorded a slight decrease in the flow efficiency of the hydraulic pump, specifically by a value of 0.03% after 500 h worked. After working 500 h, we found that the range of abrasion particles in the transmission-hydraulic fluid is within the prescribed range, which is determined by the standard D6595-00.
Introduction
Working fluids are considered as an important indicator of the proper operation of fluid mechanism. They have a major impact on the individual elements of the whole hydraulic circuit. In the design process of hydraulic circuit is very important to have knowledge of the physical properties of the working fluids for the correct calculation and error-free operation of the hydraulic mechanism. In addition it is necessary to have knowledge of the chemical and ecological properties of the working fluid, as all materials, used in hydraulic circuit, are affected by working fluids, which affects the technical life of individual elements of the hydraulic circuit, or their components (e.g. seal). 1 Several authors have dealt with the evaluation of hydraulic fluids due to the operation load with subsequent physical analysis in their work.2–4 Machines which used in the agricultural and forestry industries are difficult to operate, and they very often operate in dusty and humid environments. These working conditions can have negative consequences for the contamination of working fluids.5,6 Agricultural engineering requires continuous improvement of the service life and reliability of machinery. 7 The choice of working fluid is influenced by its required physic-chemical properties, from the point of view fluid use, and ensuring operating conditions. The most important physical properties include density, viscosity, temperature dependence of viscosity, point of solidification, compressibility and specific heat capacity of a fluid. 8 Using environmentally degradable working fluids requires an immeasurable concentration of water and a high degree of purity of the oil filing.9,10 It is for these reasons that the most accurate engineering production of individual elements of the hydraulic system is important, where it is important to monitor the accuracy of CNC machine tools using new methods and trends in product development and planning, where multicriterial diagnostics of CNC machines is equally important.11,12 During the test of the universal transmission-hydraulic fluid, were also monitored the flow and flow efficiency of the new hydraulic pump, where according to the Jablonický et al. 13 and Majdan et al. 14 The values of monitored flows and flow efficiency during the measurement are used to create dynamic flow models in hydrostatic transducers.15,16 Testing itself was mainly focused on the assessments of the physical properties of the tested hydraulic fluid. These properties were determined from samples that were taken at precisely defined intervals, and the values of abrasion metals, contaminants and additive elements that were recorded by ICP spectrometry. The linear regression function of measuring the viscosity of the test liquid and the change in the flow rate of the hydraulic pump efficiency depending on the number of hours worked. It has the necessary informative value, which characterizes the condition of the tested oil in relation to the operating load of the hydraulic pump. The test in question was performed under laboratory conditions mainly due to the repeatability and reproducibility of the tests and also due to the shortening of the testing time.
Material and methods
The following relationships will be used for the analysis of the measured data and their verification with the values given by the manufacturer of the hydraulic pump as well as the hydraulic fluid:
flow calculation:

Where:
VGHG– geometric volume of the hydraulic pump, [m3],
QHG– flow from hydraulic pump, [m3/s],
ηHG– operation speed, [rpm],
ηoHG– volume efficiency, [-].
– overall volume calculation:

Where:
Pteor– theoretical performance, [kW],
Pskut– real performance, [kW].
– flow efficiency drop calculation:

Where:
Δηpr– flow efficiency decrease, [%],
ηpr0– flow efficiency at 0 h, [%],
ηprm– flow efficiency at 500 h, [%].
Characteristic of the tested universal hydraulic-transmission fluid
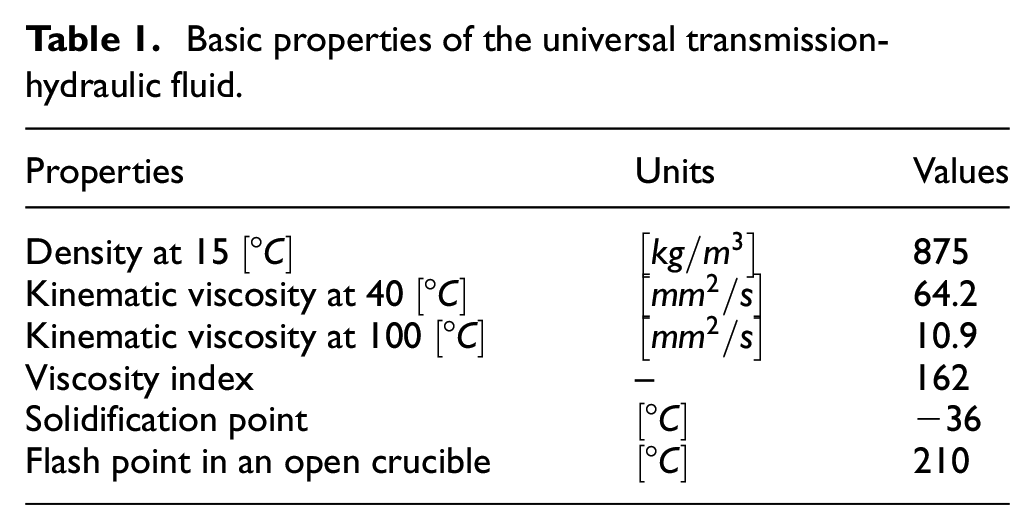
The universal fluid is used mainly in transmission-hydraulic systems of agricultural and forestry equipment, differentials, and also in the so-called wet brakes. The basic physical properties of the working fluid specified by the manufacturer are given in Table 1.
Basic properties of the universal transmission-hydraulic fluid.
The methodological procedure for taking samples of the test working fluid will follow the standard. 17 Sampling itself is important to determine the content of mechanical impurities and it will consist of the following steps:
The taken sample must represent the average composition of the hydraulic fluid in the hydraulic system.
The hydraulic testing equipment must be in operation for at least 20 min to mix and heat the test hydraulic fluid to the specified operating temperature.
Drain approx. 500 ml of hydraulic fluid into a clean container and pour the sample back into the hydraulic system of the test equipment.
After rinsing the sampling points, perform sampling in the range of approx. 200 to 250 ml of tested hydraulic oil.
The taken sample of the hydraulic fluid will be described and prepared for analysis, description must include date of sample collection, number of hours worked, required tests and the name of person who carried out the collection.
Description of sensors and unit for measuring and recording measured data
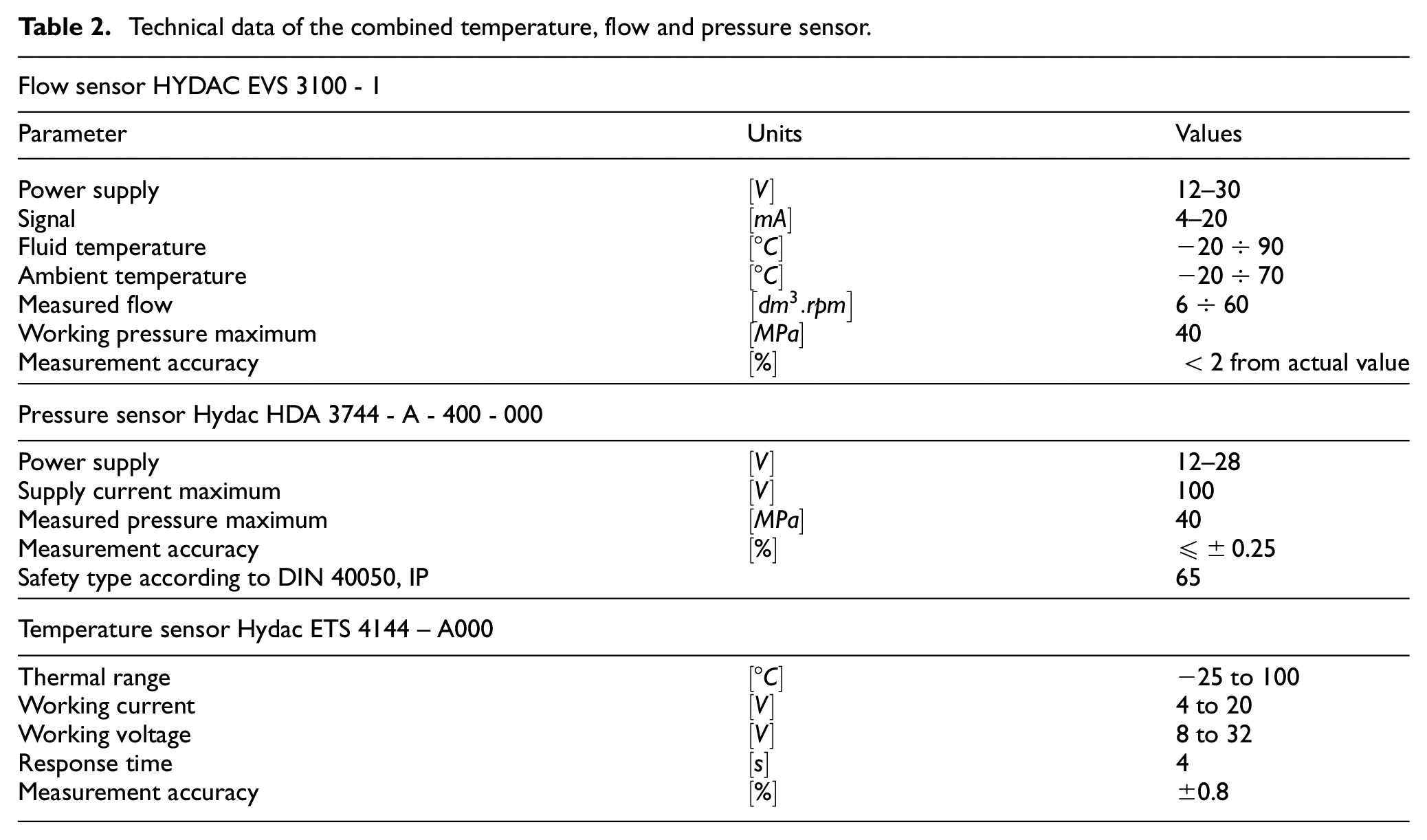
For needs of monitoring the individual parameters in the hydraulic circuit was used equipment consisting of temperature, flow and pressure sensors connected to the HYDAC HMG 3010 recording unit. Technical data of temperature, flow and pressure sensors are given in Table 2.
Technical data of the combined temperature, flow and pressure sensor.
Hydraulic pump basic parameters characteristic
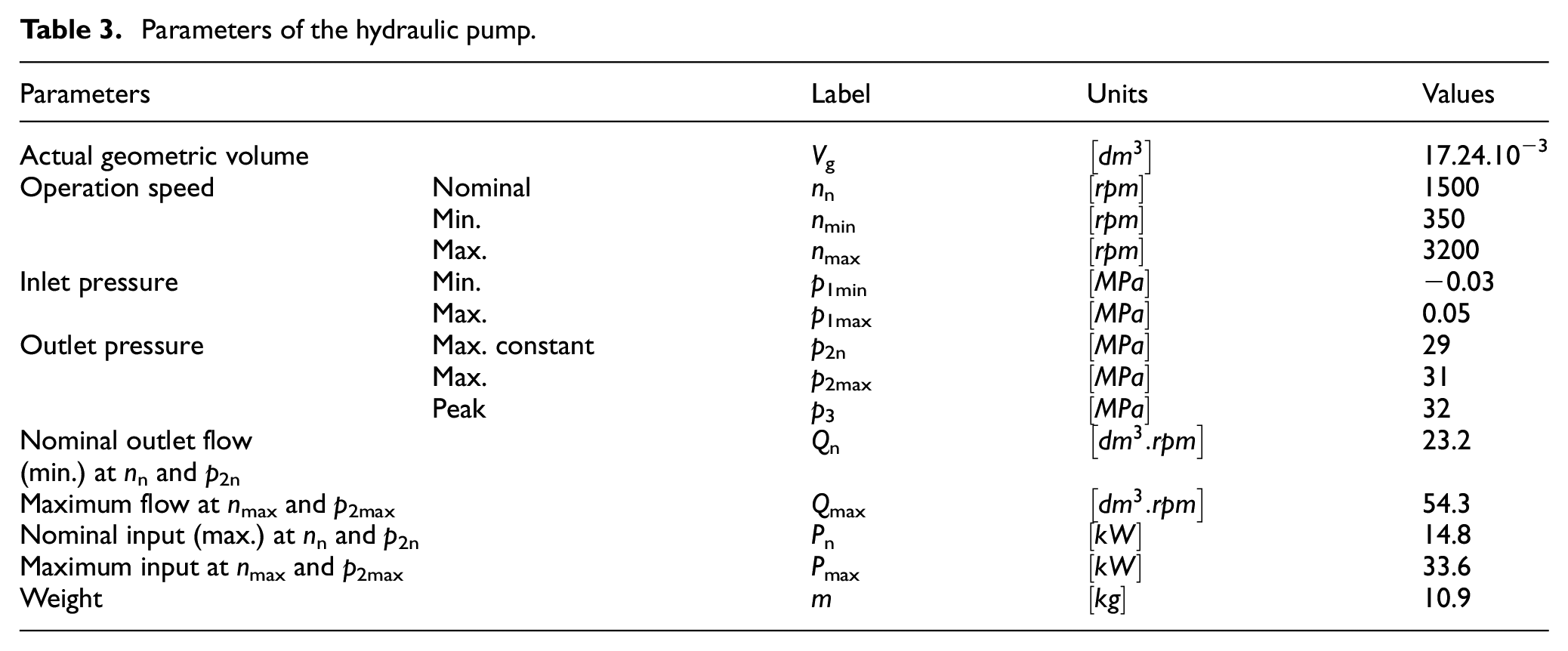
Recently, the requirements for the service life of new hydraulic power units with minimal production costs have been significantly increasing. 18 To evaluate the used hydraulic fluid in hydraulic circuits of agricultural and forestry equipment, it is necessary to know the input parameters of the hydraulic system, the parameters of the hydraulic pump, which will be used to monitor physical changes in the hydraulic fluid. For testing the hydraulic fluid was used the hydraulic pump. Technical parameters of this hydraulic pump are given in Table 3, while we will consider these parameters as a reference.
Parameters of the hydraulic pump.
Results
Evaluation of the physical properties of the tested hydraulic-transmission fluid
Samples of the tested hydraulic fluid were taken after working 250 and 500 h, after that these samples were subsequently subjected to analysis. Obtained results were compared with the state of the working fluid before the measurements. One of the most important qualitative indicator is density, the values of which signals the actual condition of the fluid and especially its contamination by substances from other sources. Density itself can be affected by the presence of environmental contaminants or abrasive metals. Table 4 shows the values of specific density, depending on the number of hours worked. Value of the density is used to calculate the kinematic viscosity:

Where:
η– dynamic viscosity, [Pa.s]
ρ– density, [kg/m3].
Physical properties of the tested hydraulic fluid.
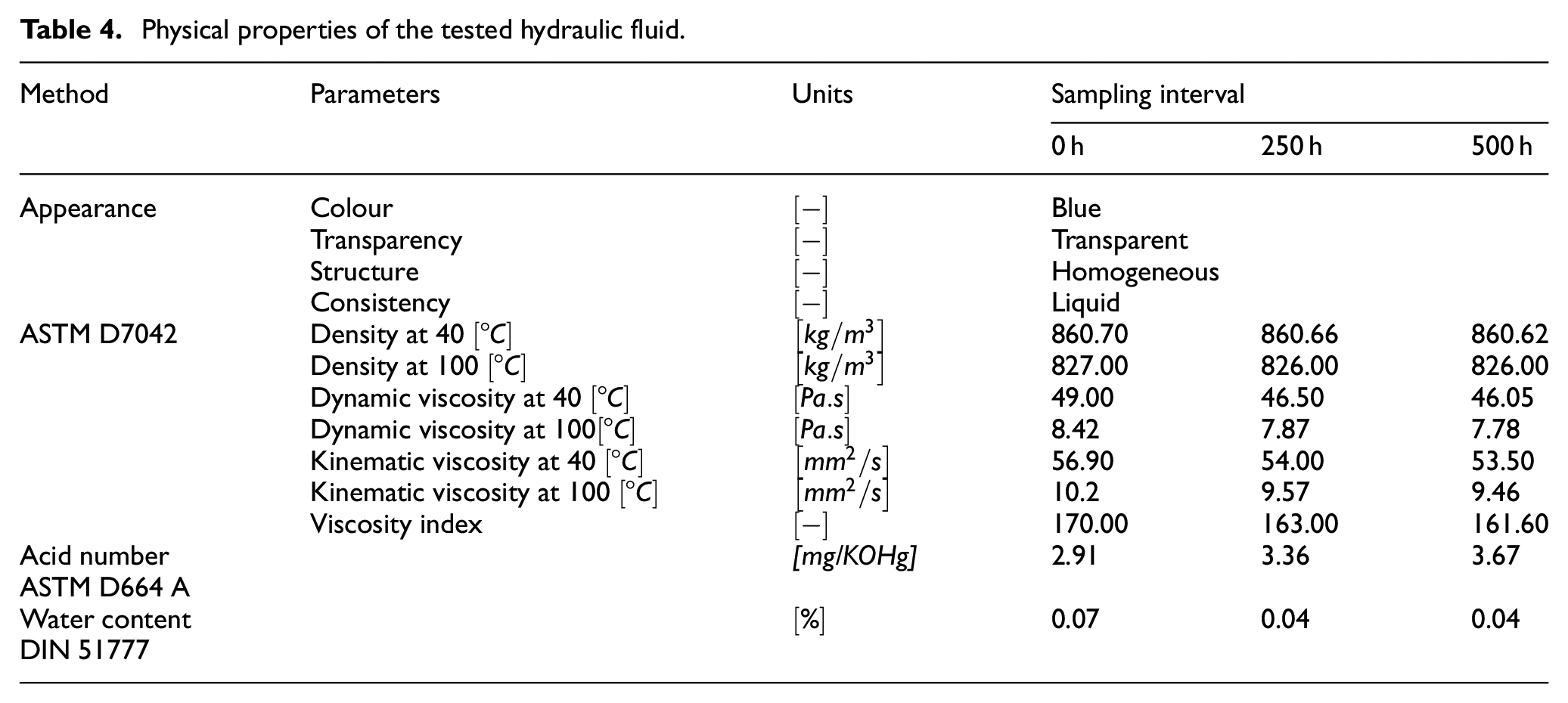
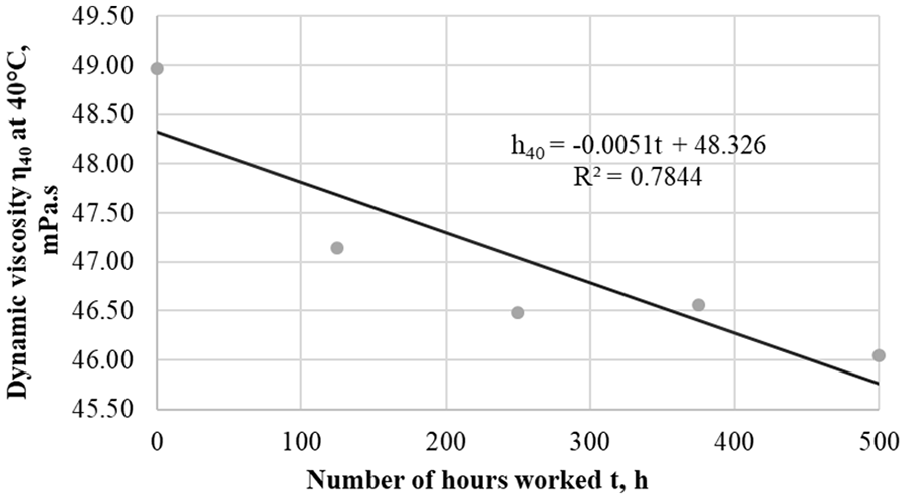
The coefficient of dynamic viscosity determination is R2 = 0.7844 at 40°C and it can be stated that the type of function is suitably chosen. Using the linear dynamic viscosity function given by (4) at 40°C, it is possible to calculate values for any number of hours worked with the hydraulic fluid tested.
Based on Table 4 and Figure 1, it can be stated that with increasing number of hours worked during the measurement, the dynamic viscosity of the tested hydraulic fluid decreased at 40°C. Dynamic viscosity itself is influenced by the temperature and impurities in the working fluid. Tested fluid was subjected to operating load, thermal and compressive stress, which affects the physical properties of the working fluid during the measurement. Linear dynamic viscosity function at 100°C:

Where:
t – number of hours worked, [h].
Dependence of the dynamic viscosity of the tested hydraulic fluid on the number of hours worked – at 40°C.
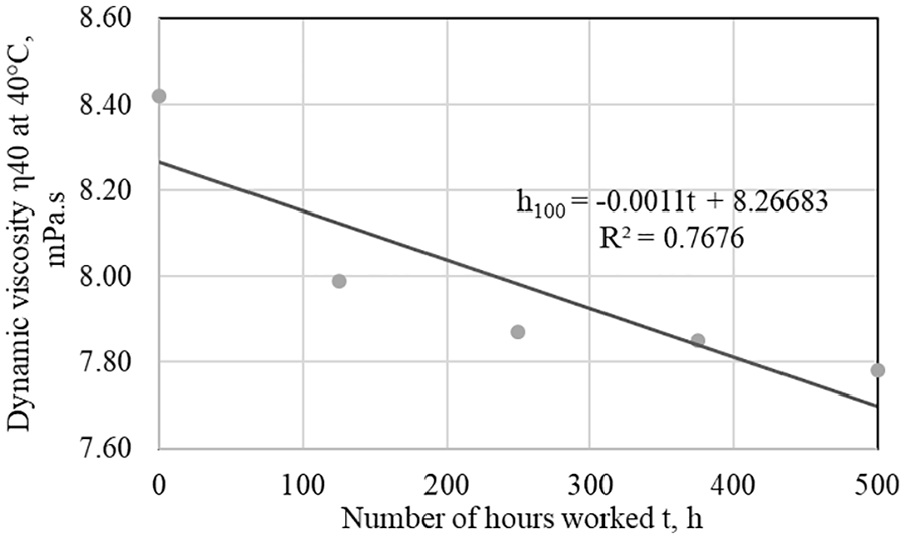
The coefficient of determination of dynamic viscosity is R2 = 0.7668 at 100°C and it can be stated that the type of function is suitably chosen. Using the linear function for dynamic viscosity, given by (5) at 100°C, it is possible to calculate values for any number of hours worked with the tested hydraulic-transmission fluid.
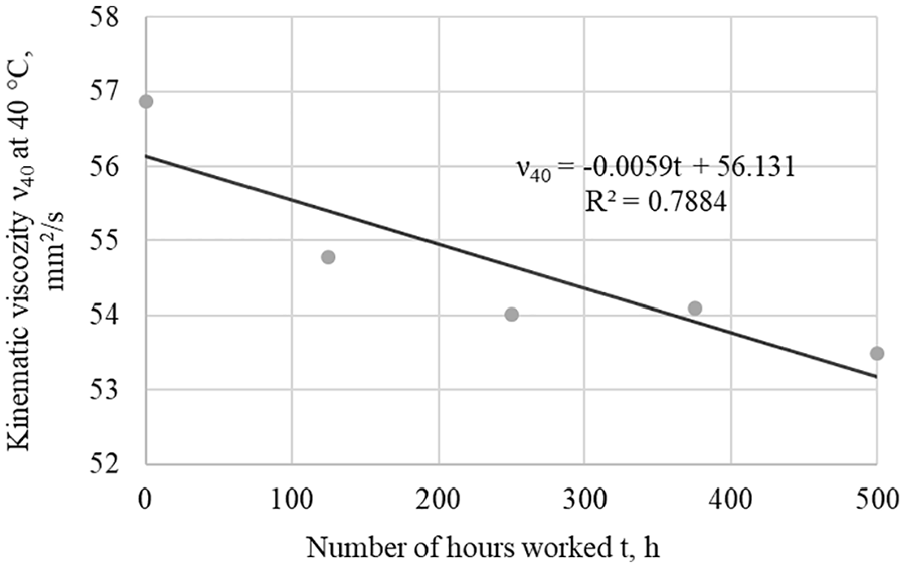
Based on Figure 2, it can be stated that with increasing number of hours worked during the measurement, the dynamic viscosity of the tested hydraulic fluid decreased at 100°C. In comparison with Figure 1, it is possible to see the difference between the values of the dynamic viscosity of the working fluid at the hours worked with different thermal loads, where the temperature of the working fluid has an effect on the dynamic viscosity. The kinematic viscosity values (Figures 3 and 4) at 40°C and 100°C are replicated by a linear function. The linear function of the kinematic viscosity at 40°C is given by:

Where:
t – number of hours worked, [h].
Dependence of the dynamic viscosity of the tested hydraulic fluid on the number of hours worked – at 100°C.
Dependence of the kinematic viscosity of the tested hydraulic fluid on the number of hours worked – at 40°C.
Dependence of the kinematic viscosity of the tested hydraulic fluid on the number of hours worked – at 100°C.
The kinematic viscosity determination coefficient is R2 = 0.7884 at 40°C and it can be stated that the type of function is suitably chosen. Thanks to the linear function for kinematic viscosity given by (6) at 40°C, it is possible to calculate values for different numbers of hours worked with the tested hydraulic-transmission fluid with an accuracy of 78.84%.
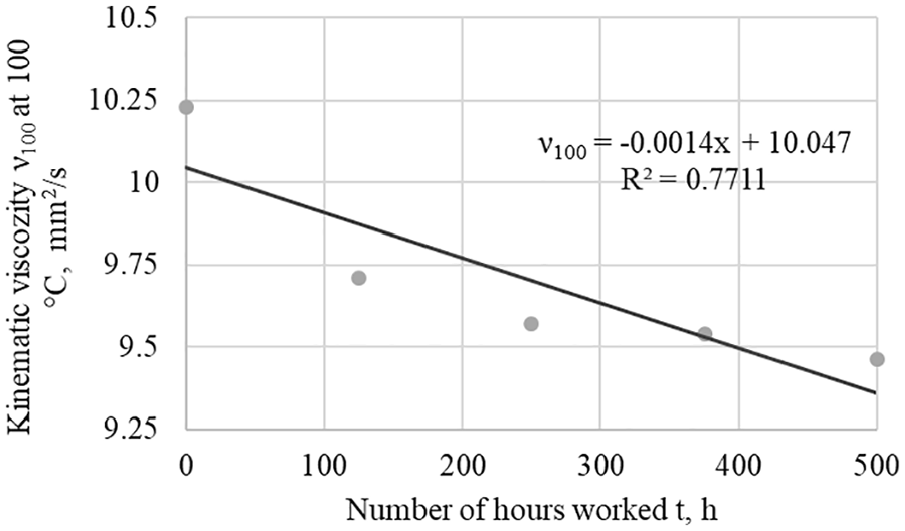
The linear function of the kinematic viscosity at 100°C is given by:

Where:
t – numbers of hours worked, [h].
The kinematic viscosity determination coefficient is R2 = 0.7711 at 100°C and it can be stated that the type of function is suitable chosen. Using linear function for kinematic viscosity given by (7) at 100°C, it is possible to calculate values for different numbers of hours worked with the tested hydraulic-transmission fluid with an accuracy of 77.11%.
In Figure 3 it is possible to see the kinematic viscosity at 40°C, where value of the kinematic viscosity of the working fluid decreases with the number of hours worked. Figure 4 shows the kinematic viscosity of the working fluid at 100°C. Based on the properties of the working fluid, we can use tribodiagnostics to determine the technical condition of individual hydraulic elements located in the hydraulic system. A tribological system is a complex nonlinear system, which is composed of elements that are structurally and functionally connected. 19
Evaluation of the tested transmission-hydraulic fluid from the point of view of the amount of water content
The water contained in the working fluid has a negative effect on the physical properties of the fluid, as well as on the operation of the hydraulic equipment itself. Water changes viscosity of the hydraulic fluid, also its load-bearing capacity and ability to create lubricating film, which deteriorates the lubricity and increases the wear of the functional pairs. Figure 5 shows the course of the water content as a function of the number of hours worked. The value of water content is replicated by a linear function which is given by:

Where:
t – number of hours worked, [h].
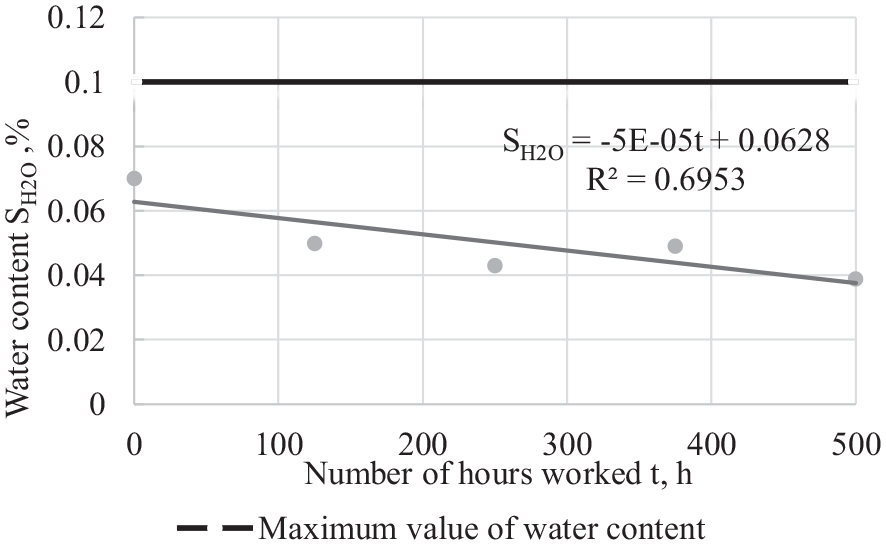
Dependence of the water content in the tested transmission-hydraulic fluid on the number of hours worked.
The coefficient of determination of the water content is R2 = 0.6953 and it can be stated that the type of function is suitably chosen.
The maximum value of water contained in hydraulic fluid is prescribed at the level of 0.1%, for transmission fluids this value is higher than 0.3%. Thanks to laboratory analyses performed on the tested samples of hydraulic-transmission fluid it has been found that the water content is within the permitted range. This low concentration of water contained in the working fluid is mainly due to the fact, that the measurement took place in laboratory conditions, in which water is more difficult to enter into the hydraulic system, than in measurement under operating conditions.
Evaluation of the flow efficiency of the hydraulic pump
From the measured flow data of the hydraulic pump during the measurement, we were able to determine the flow efficiency of the hydraulic pump. These flow values represent the input data used to calculate the flow efficiency with the working fluid being tested. Based on the measured data which were obtained during the measurement and the graphical dependence of the average values of flow efficiency as a function of hours worked (Figure 6), it can be stated that the tested working fluid and also physical properties of the working fluid do not negatively affect the flow efficiency of the hydraulic pump.
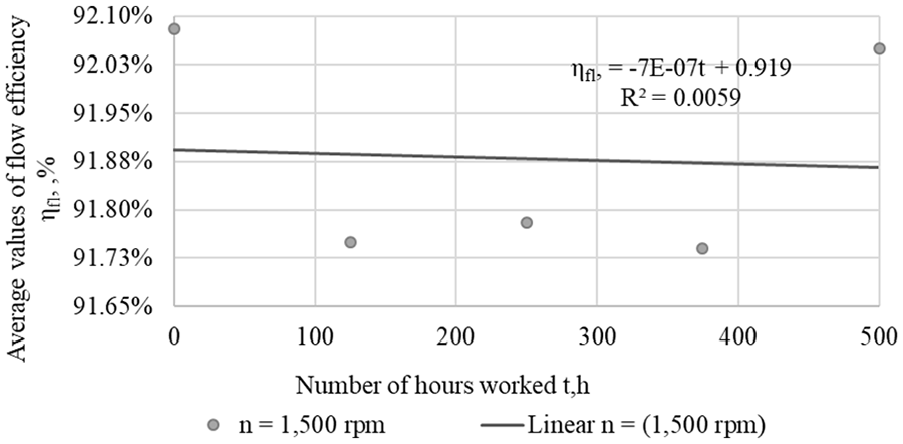
Dependence of average values of the flow efficiency of the hydraulic pump during the test with the tested transmission-hydraulic fluid – operation speed 1500 rpm.
After 500 h of the operation of hydraulic pump, measurement shows a decrease in the flow efficiency compared to the reference value at 0 h of operation of only 0.03%. The measurements were performed at a hydraulic pump operation speed of 1500 rpm, because the manufacturer determined the nominal parameters of the hydraulic pump at said speed. The importance of monitoring the operating parameters of hydraulic pumps is also confirmed by the Kučera et al. 2 and Majdan et al.9,14 who consider the values of flow and flow efficiency as important indicators of the assessment of hydraulic pumps. According to the standard, 20 it can be stated that the tested working fluid and its physical properties do not have a significant effect on the flow properties of the hydraulic pump. The Esteban et al. 21 and Mendoza et al., 22 dealt with the evaluation of hydraulic fluids depending on temperature and pressure. Both authors found that operating parameters, especially temperature and pressure, affect the working fluid and subsequent measurements.
Evaluation of the results of ICP spectrometry
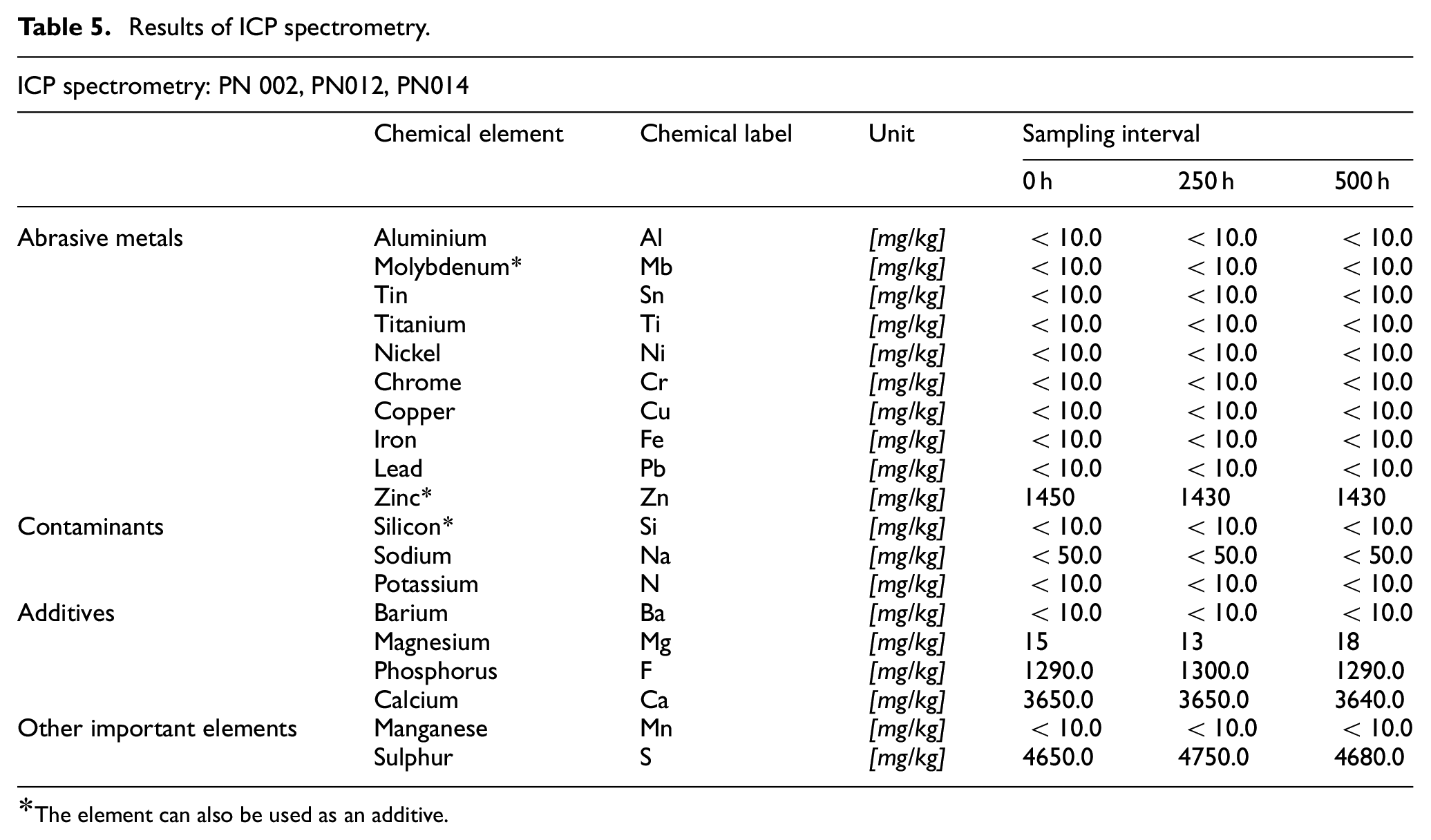
ICP (Inductively Coupled Plasma) spectrometry was used to determine the concentration of important chemical elements in the tested transmission-hydraulic fluid. During the operation of the equipment, the mechanical part of the system is mechanically worn out, while a small number of abrasive particles may also appear in the new transmission-hydraulic fluid as part of the additives. If the size of the wear particles increases significantly, in most cases, this may indicate a problem with the hydraulic system or a malfunction of one of its components.
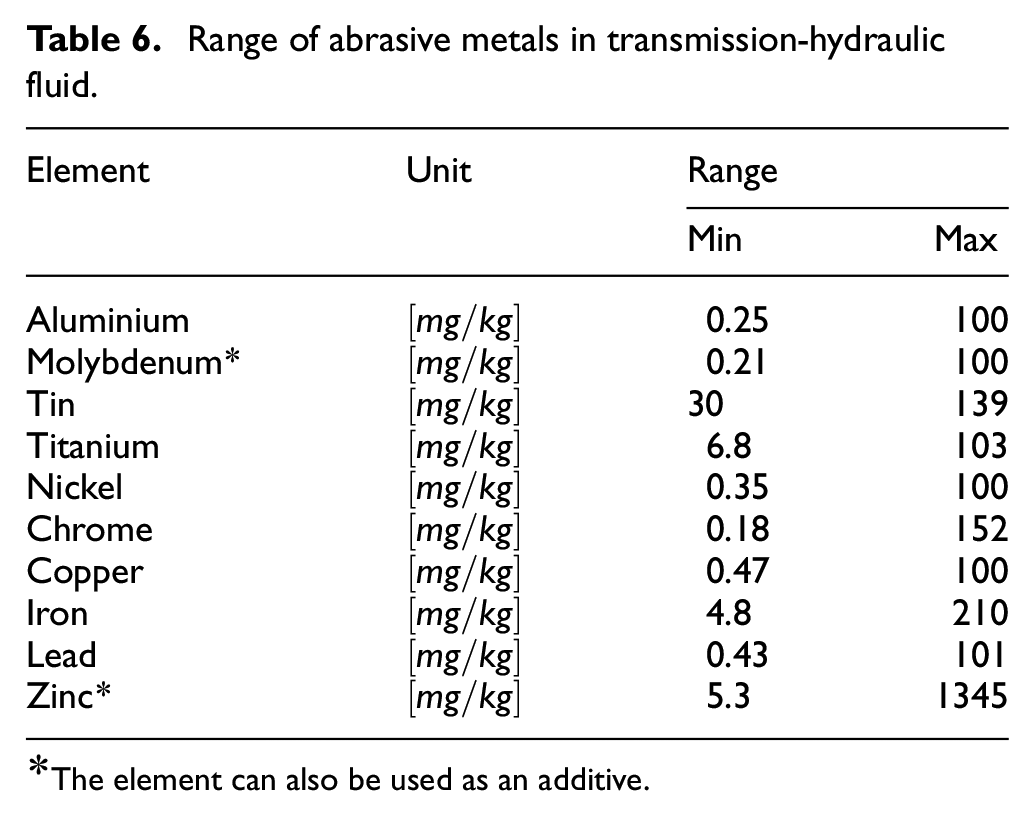
Table 5 shows the results of ICP spectrometry with the indicated elements and their concentration in the working fluid. When evaluating the concentration of abrasive particles contained in the working fluid, it is necessary to know the limit values of these elements. The standard 23 stipulates the limit values of abrasive metals in the transmission-hydraulic fluid, which are given in the Table 6.
Results of ICP spectrometry.
The element can also be used as an additive.
Range of abrasive metals in transmission-hydraulic fluid.
The element can also be used as an additive.
After 500 of hours worked, we compared the concentration of abrasive particles (Table 5) with the reference sample and the range of limit values is given in Table 6. By this comparison, we found that after working for 500 h, we did not notice an increased incidence of abrasion parts in the working fluid. Thanks to this, we can say that the tested fluid does not have a negative effect and does not have an aggressive effect on individual elements of the hydraulic system in which we simulated the operating load. The only element that has exceeded the set limit is zinc. However, in this case, the reference sample analysed at 0 h worked must be followed.
Evaluation of ICP spectrometry result from the point of view of contaminants
In the case of evaluation of the tested working fluid from to point of view of the detected contaminants, it is also necessary to know their limit values. These limit values of contaminants contained in hydraulic fluids are given in Table 7. After comparing the analysed samples of working fluids after 500 of hours worked (Table 5) in comparison with the new sample, and the range of limit values given in Table 7, it can be stated that no increased occurrence of contaminants was recorded.
Range of contaminants in transmission-hydraulic fluid.
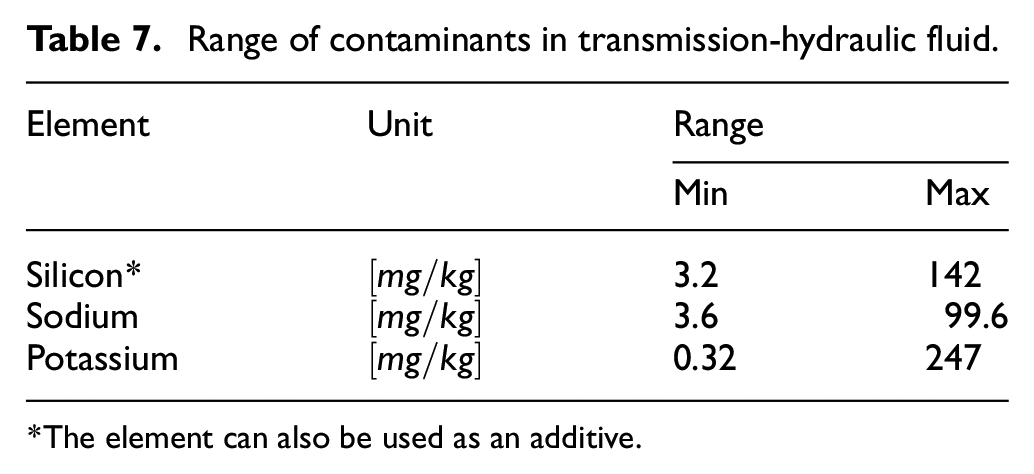
The element can also be used as an additive.
Evaluation of ICP spectrometry results from the point of view of additive activation
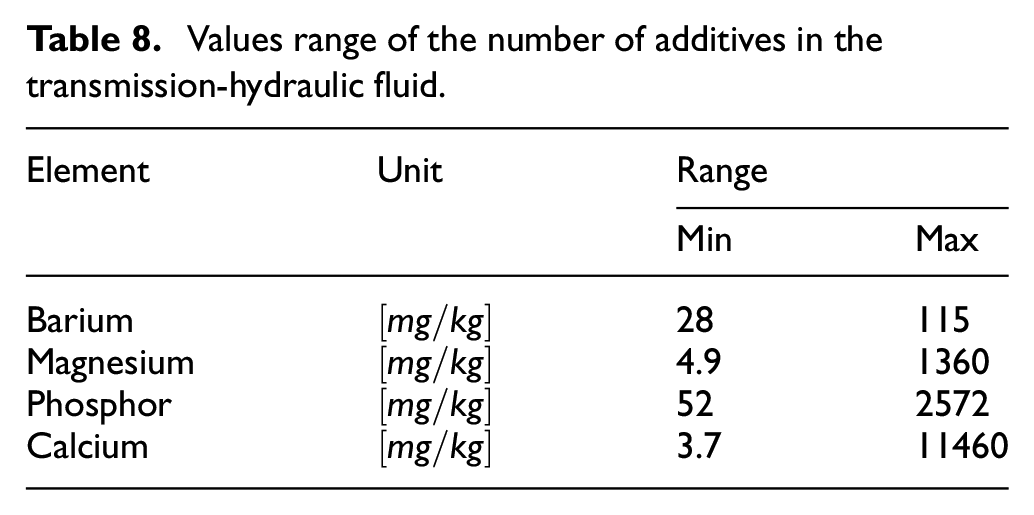
Activation of the additives contained in the working fluid occurs either due to higher pressure or elevated temperatures. In a case of results compare of ICP spectrometry given in Table 5, with the results given in Table 8, we found that some additives were activated during the measurement. Additives which activated were calcium, which serves as corrosion protection, phosphorus, which serves as protection against wear and magnesium in a lesser extent. From Table 5 it can be seen that the barium, as an additive element which serves to protect against corrosion, has not been activated.
Values range of the number of additives in the transmission-hydraulic fluid.
Samples of the analysed working fluid were subjected to ICP spectrometry during its testing. With help of spectrometry, we were able to determine the values of abrasive metals, contaminants and additives, which can result in reduced efficiency and wear of the individual hydraulic elements. Abrasive metals and additives caused approximately 70% of all faults in the operation of hydraulic systems. Prior to the actual detection of damage or failure in the hydraulic system, the flow efficiency can be reduced by up to 20% due to the increased level of contaminants. It therefore follows that a contaminant sensitivity test can prevent a reduction in the efficiency of the hydraulic system or damage to individual components of the hydraulic system.
Conclusion
Contamination of the operating fluid causes wear of the hydraulic circuit elements, oxidation of the oil and a change in its physical and chemical properties. Contamination itself can cause wear of the hydraulic circuit elements, oxidation of the fluid and can cause change of the physical and chemical properties during operation. 24 According to the Michalec et al., 25 these properties has been also affected by the conditions under which the fluid or lubricant is used. The Kučera et al. 26 devoted himself to the evaluation of hydraulic fluids due to the operating load and the subsequent analysis of pollutants. Tested hydraulic fluid was also evaluated in terms of its effect on the operating parameters of gear hydraulic pump. Due to the dependence between the number of hours worked and the average flow values of the gear hydraulic pump, during the laboratory test, it can be stated that transmission-hydraulic fluid and its physic-chemical properties in our case do not have negative consequences for flow parameters, as well to other hydraulic components of the hydraulic system of the test rig. The Paeglis 10 dealt with contamination and analysis of physical properties of hydraulic oil in his work, the Vähäoja et al. 27 evaluated samples of hydraulic oil in his article and states the value of kinematic viscosity at 40°C, 46.59 mm2/s, which is close to the value we measured. In his article, the Kumbár and Dostál 28 dealt with the analysis of hydraulic oil and its contamination. In his work he found that a sample of the analyzed oil after working for 200 h contains copper in a concentration of 10 mg/kg, while in the analysis of the oil sample described in the present article we recorded a copper concentration ranging from 0 to 10 mg/kg.
According to the Čorňák, 29 contamination of the hydraulic fluid results in accelerated wear of the individual hydraulic elements of the whole hydraulic system, as well as corrosion of steel surface, oxidation of the fluid and change in its physical and chemical properties. The Dobrota et al. 30 and Rizzo et al. 31 dealt with the efficiency of the hydraulic pumps in their articles. In his article, the Dobrota et al. 30 found the efficiency of the hydraulic pump at value 95%, while the Rizzo et al. 31 in his work states the efficiency of the hydraulic pump 92%. In the measurements made in the present article under laboratory conditions, we recorded the efficiency of the hydraulic pump after working 500 h at the level of 92.05%.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by project VEGA 1/0155/18 “Applied research of the use of ecological energy carriers in agricultural, forestry and transport technology.” This work was supported by project KEGA 028SPU-4/2019 “Practical utilization of design and testing knowledge of transmission systems of hydraulic mechanisms of mobile agricultural and forestry machinery.” This work was supported by project APVV SK-PL-18-0041 “The Development of Scientific Cooperation in the Study of the Effects of Biofuels in Road Transport, Including Environmental Impact.”