
Abstract
Inconel-800 super alloy is a newly difficult-to-cut material. To improve the cutting conditions for this metal, sustainable methods in which minimum quantity lubrication enhanced with suspended nanoparticle were employed. This work also aims to model the relationship between process parameters (cutting speed, feed per tooth, depth of cut, and corner radius of cutting tool) and machining responses (surface roughness, specific cutting energy, cutting power, and material removal rate) using orthogonal array design of experiment and response surface methodology. Non-dominated sorting genetic algorithm was used to solve the multi-objective optimization problems in terms of energy, productivity, and quality of the machining process. The results indicate that the application of the response surface methodology model in combination with non-dominated sorting genetic algorithm is appropriate for this study due to the goodness of fit of response surface methodology and the global optimum solution of genetic algorithm. Because multi-objective optimization gives multiple solutions, Pareto plot and data mining are employed to support the selection of process parameters that can save time and cost and increase energy efficiency, meanwhile, simultaneously improve productivity and surface quality. The research results show that the specific cutting energy and energy consumption can be reduced up to 20.2% and 6.4%, respectively.
Keywords
Introduction
Super alloys play an important role in the manufacturing industry. A very important super alloy employed in the aerospace industry is a nickel–iron–chromium alloy, namely Inconel 800. Besides aerospace, this super alloy is also used in the defense, heat exchanger, automotive, and marine industries. The Inconel-800 super alloy has excellent properties (Table 1) than other materials consisting of eminent toughness, high tensile strength, good corrosion resistance, and high-temperature strength;1–3 however, this super alloy is a difficult-to-cut material. 4 Therefore, for machining the Inconel-800 super alloy, consideration of researchers’ finding is important because of the alloy’s poor thermal conductivity, hot hardness, and chemical reaction with cutting tools. 4 A feasibility study for the machining of super alloys involves the use of auxiliary equipment to enhance machinability to achieve the best performance. 5 Some studies include the application of laser-assisted machining (LAM).6,7 This method makes use of a laser beam to increase the machinability of super alloys. However, the cost of investing in equipment for LAM is quite high. In addition, the laser beam can be dangerous for machine operators. Because of that, this method cannot be widely implemented. Other works have investigated some sustainable cooling and lubrication techniques, for instance, the minimum quantity lubrication (MQL) technique, 8 cryogenic technique, 9 and nanofluid MQL technique. 4
Mechanical properties of Inconel 800 alloy.

The approach of nanofluids-assisted MQL is a high-grade technique that is being accepted by some model manufacturing industries due to its good characteristics.10–13 The approach is capable of overcoming the disadvantages of dry machining and machining with a flood or MQL technique. Dry machining is economical as well as ecological; however, in dry machining, it is difficult to cut super alloy materials like Inconel-800 due to several limitations. It is the cause of poor surface quality and a higher cutting temperature leading to reduced tool life.2,11,14 Cutting fluids in flood form can reduce the temperature in the cutting zone, but the use of a large amount of cutting fluid causes an increase in costs and many problems for human health. 15 MQL is considered to be a cooling technique that replaces conventional lubrication methods with a very small quantity of fluid at a flow rate of 50–500 mL/h under the required high air pressure varying from 2 to 6 bar.15–18 The MQL technique contributes to the reduction of the amount of lubricant, decreasing product costs, as well as increasing machining performances. The fluid used in the MQL technique should be decomposable and eco-friendly. Therefore, the MQL technique is an economical and environmentally friendly lubrication technique.2,18–21 However, since the heat transfer coefficient of cutting fluid, such as oil, water, and an ethylene glycol mixture, is low, the temperature dissipation in the cutting zone of the lubrication is limited. The so-called nanofluids can enhance thermal conductivity up to twofold. 22 Several other studies also illustrate this.23–26 Furthermore, the addition of nanoparticles into the cutting fluid also increases the surface quality, lessens the cutting force, diminishes friction between two contact surfaces, and extends the tool life.27–32 Therefore, this work focuses on using the MQL technique enhanced by nanoparticle suspended lubrication when end milling a new nickel-based alloy.
Energy reduction in the modern manufacturing industry is an essential requirement not only because the energy source in the world is gradually being exhausted but also because reducing energy consumption minimizes disadvantages to the living environment.19,33 Considering energy consumption in the manufacturing industry, especially for machining tools, the milling process can be separated into two levels: machine enhancements and process parameter optimization. 34 The first approach is sometimes not feasible; the second is much more possible because it not only saves in cost but also demands less effort. Therefore, saving energy consumption by optimizing technological parameters in processing is an attractive concern for many researchers.
Specific cutting energy (Uc) is a quantity to evaluate the impact of the cutting process on the environment.35,36Uc is the energy required to remove a quantity of material in a unit of time. Warsi et al. develop and analyze Uc-based process data and map facilitates high-speed machining of Al 6061 T6 alloy. 37 Jang et al. 19 also research Uc to accomplish environmentally conscious manufacturing (ECM) in the MQL milling process. Campatelli et al. also focus on the worldwide diminution of environmental impacts by minimizing the power consumption including energy, specific energy, and total energy using response surface methodology (RSM) in the milling of carbon steel. 38
The literature review shows that researches on modeling and optimization of process parameters for saving energy in the field of metal processing draw particular attention to the manufacturing industries. The models usually used to render the relation between input parameters and technological responses are RSM, artificial neuron network (ANN), the Kriging model, and radial basis function (RBF). Among them, RSM is most commonly employed by researchers in engineering because of its flexibility and reliability.34,39–41 After modeling the relationship between process parameters and machining responses, an optimization algorithm will be applied to solve the optimization problems. Some studies use the Taguchi method for optimization of energy consumption. For example, Camposeco-Negrete et al. used the Taguchi method to determine the level of three factors that affects energy consumption with a constant material removal rate. 42 However, the limitations of the Taguchi method do not warrant a “real optimal” solution because it only addresses the discrete control factor. 43 Similarly, Gray relational analysis (GRA) does not offer a “real optimal” solution. 44 It is also optimal to determine the best level of the factor. Recently, the evolutionary optimization algorithm was applied in engineering as the particle swarm optimization (PSO), non-dominated sorting genetic algorithm (NSGA-II), and archive-based micro genetic algorithm (AMGA). Jang et al. 19 used ANN couple PSO to optimize the single objective that is specific cutting energy. However, optimizing for a single objective function is not realistic in metal cutting. Nguyen employed the Kriging model and AMGA to optimize dry milling in terms of machining energy, surface quality, and production rate. 45 Park et al. 34 also optimized energy efficiency using the hybrid RSM and NSGA-II to determine the best solution for specific cutting energy and energy efficiency. It can be seen that the modeling and optimization for energy efficiency in the nanofluid MQL machining process are still of interest.
Optimization techniques applied to engineering are diverse and can be classified into two main groups: traditional and advanced optimization. Conventional optimization techniques can be involved Taguchi method, GRA, and RA coupled with RSM. The advanced optimization techniques consist of PSO, NSGA-II, AMGA, teaching-learning-based optimization (TLBO). The advanced optimization techniques are more robust than conventional ones because they base on global search algorithm and can solve both constrained and unconstrained multi-objective optimization. In addition, advanced optimization techniques can effectively solve complex optimization problems in which the global optimum result is guaranteed. The summaries of the literature review of conventional and advanced optimization techniques that were used in the engineering field are shown in Table 2. The application of a suitable optimization technique fosters the optimization process and gives a reliable optimal solution.
Summary of conventional and advanced optimization techniques.
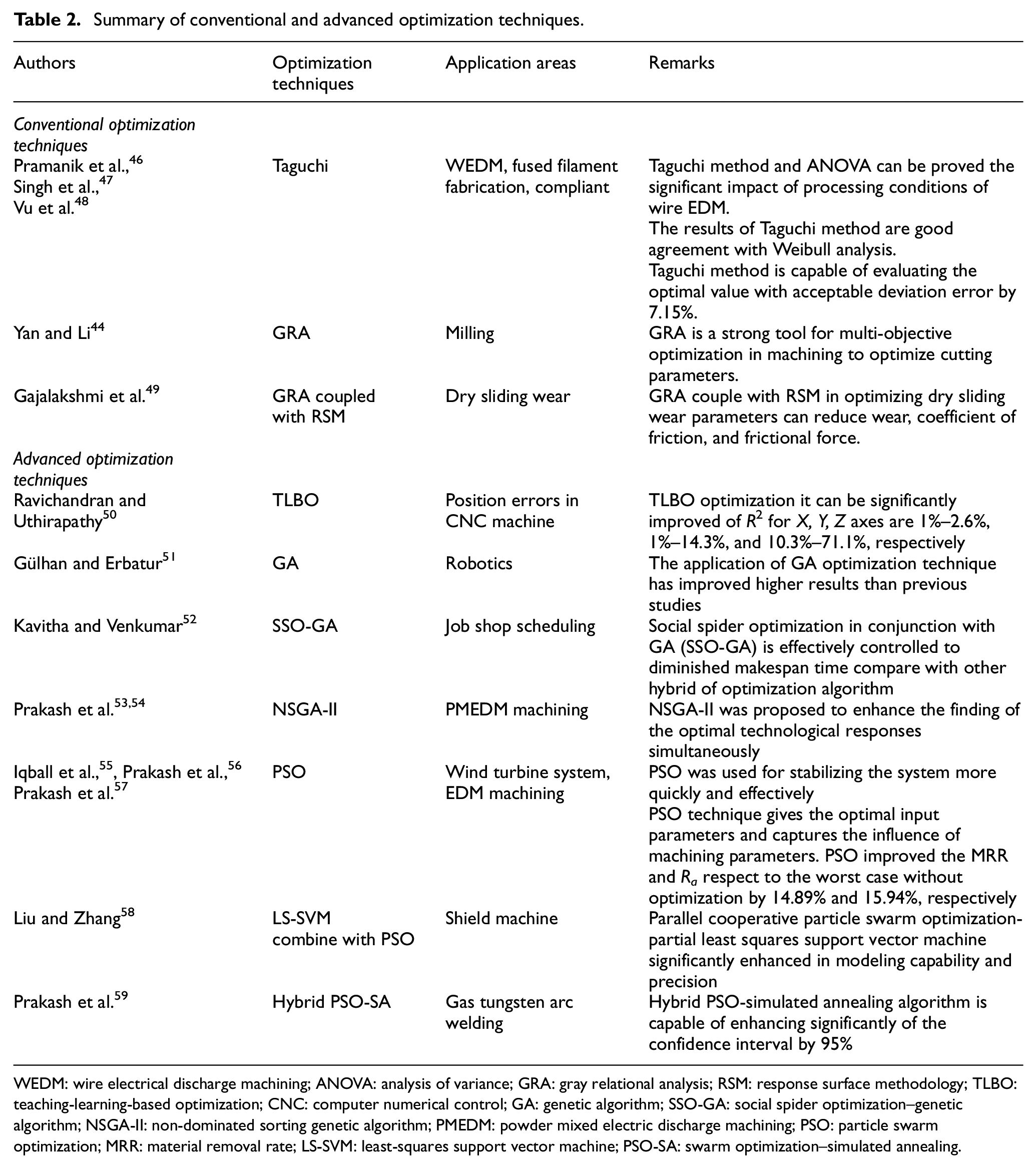
WEDM: wire electrical discharge machining; ANOVA: analysis of variance; GRA: gray relational analysis; RSM: response surface methodology; TLBO: teaching-learning-based optimization; CNC: computer numerical control; GA: genetic algorithm; SSO-GA: social spider optimization–genetic algorithm; NSGA-II: non-dominated sorting genetic algorithm; PMEDM: powder mixed electric discharge machining; PSO: particle swarm optimization; MRR: material removal rate; LS-SVM: least-squares support vector machine; PSO-SA: swarm optimization–simulated annealing.
According to the aforementioned literature reviews, it can be seen that overcoming the difficulties in machining in the new nickel-based alloy that has high applicability remains a big challenge. Furthermore, the application of MQL nanolubrication to enhance the machinability of the Inconel-800 super alloy, as well as multi-objective optimization to the proper selection of the cutting condition in terms of cutting energy reduction, high productivity, and good quality, is essential for researchers. Therefore, with this aim, this paper will perform multi-objective optimization of milling for Inconel-800 using carbon nanotube nanoparticle-based CT232 cutting oil in MQL in order to obtain the efficiency of energy, a good surface finish, and high productivity.
To obtain the optimal machining conditions for the milling of Inconel-800 alloy, the cutting parameters (cutting velocity, feed rate, depth of cut, and corner radius of cutting tool) which affect the technological responses (specific cutting energy, energy consumption, and surface roughness) should be figured out scientifically. To solve the research problem, an RSM model is employed to render the relationship between the cutting parameters and technological responses. Furthermore, the NSGA-II technique, an evolutional algorithm, will be utilized to solve the multi-objective optimization in this work. The remainder of this paper will present in detail the systematic research procedure, experimental setup, data processing, modeling, and process parameter optimization. Subsequently, the results and discussion will be shown, and finally, the conclusions and major contributions will be made.
Materials and methods
The workpiece used in the experiment is made of an Inconel-800 super alloy, with the chemical composition as tabulated in Table 3. A milling machine, namely, the Victor Vertical Machining Center 4, was utilized in this work. The type of milling operation is end milling (slot milling) and the type of depth of cut is axial depth of cut. The radial depth of cut was kept constant that equal to the diameter of the cutting tool. Workpiece dimensions were 225 mm (L) × 100 mm (W) × 60 mm (H) with the 100 mm dimension being the cutting length. The tool holder, namely a CoroMill R390 square shoulder milling cutter with two flutes, was used to perform all experiments. The inserts were entitled R390-11 T3 with three kinds of radii of noses consisting of 0.4, 0.8, and 1.2 mm. The diameter of the milling tool was Φ16 mm (Figure 1).
Chemical composition (wt%) of Inconel-800 super alloy.

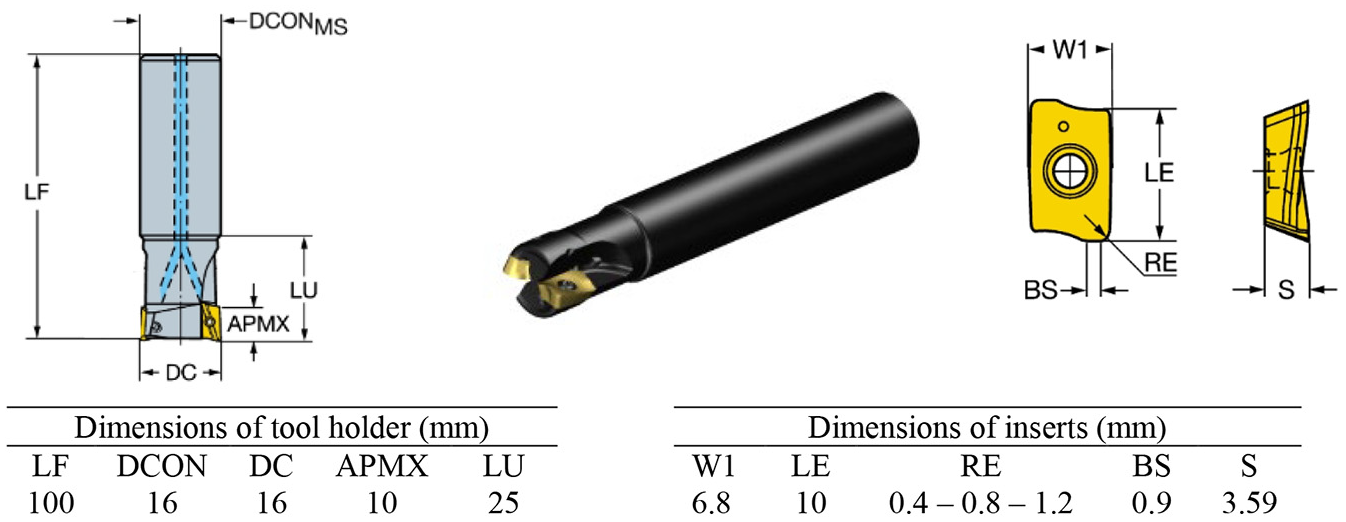
Cutting tool for experiments.
Experiments were processed under minimum lubrication conditions with a flow rate of MQL oil, angle of nozzle, air pressure, and distance of nozzle parameters fixed as 100 mL/h, 60°, 3 kg/cm2, and 20 mm, respectively. Multi-walled carbon nanotube (MWCNT) with particle sizes smaller than 30 nm was dissolved into the cutting oil CT 232. This cutting oil can increase accuracy, the efficiency of cost and energy, and tool life. It also has higher stability and difficult to deterioration. Specifications of CT232 cutting oil are described in Table 4. The percent of MWCNT in the cutting oil was 0.5 vol%. The selection of nanoparticle concentrations is based on the initial experiments of this work, and the reference of related studies.60,61 The solution was stirred continuously using a magnetic stirrer for about 48 h. MWCNT was chosen because it has higher thermal conductivity (300 W/m K) than other nanoparticles. 62 The machining environment of the experiments is shown in Table 5.
Specifications of CT232 cutting oil.

Machining environment of experiments.
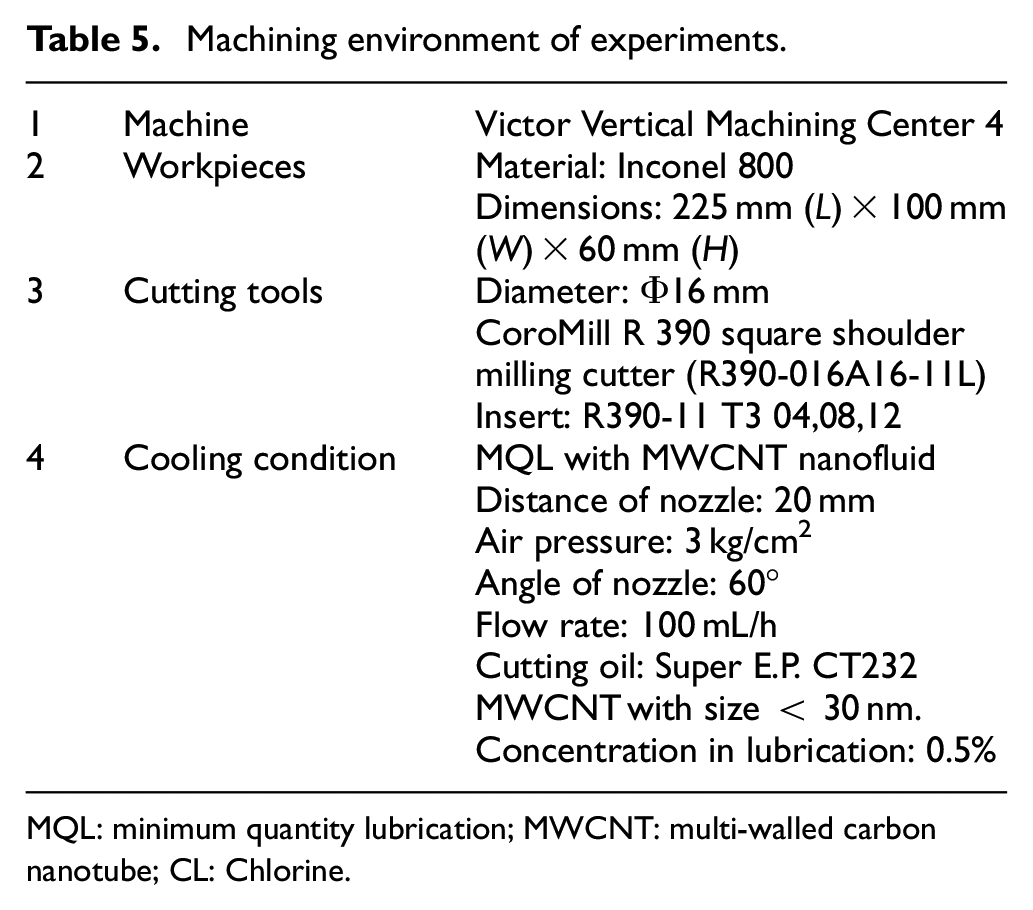
MQL: minimum quantity lubrication; MWCNT: multi-walled carbon nanotube; CL: Chlorine.
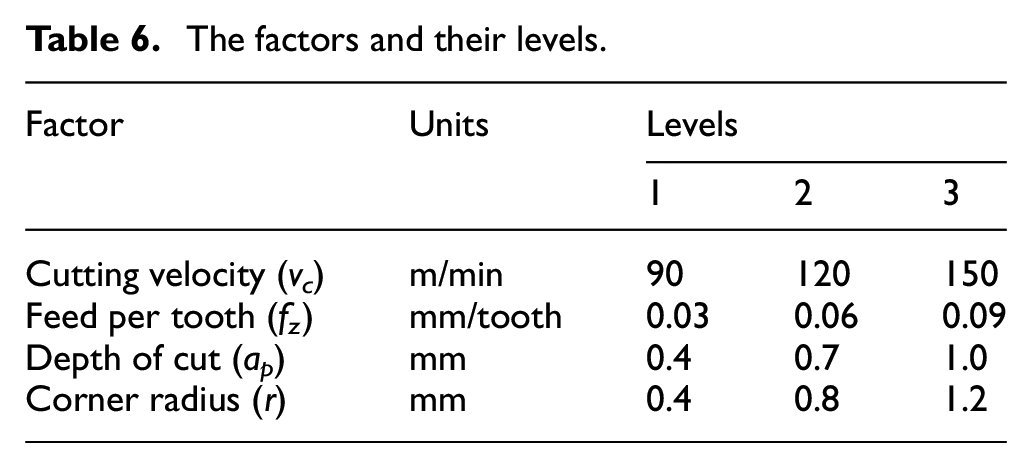
Regarding the design of experiment (DOE), this work designates four main controllable variables, including cutting velocity (vc), feed per tooth (fz), depth of cut (ap), and corner radius (mm). The values of the input parameters are divided into three levels in which the levels are chosen based on the cutting tools recommendation and the experience of operators. The factors and their levels are presented in Table 6. Figure 2 is systematic procedure of modeling and optimization of machining parameters for this work. To reduce the number of experiments and to save experimental costs, the orthogonal array design is assumed to generate a set of 27 experiments, as shown in Table 7.
The factors and their levels.
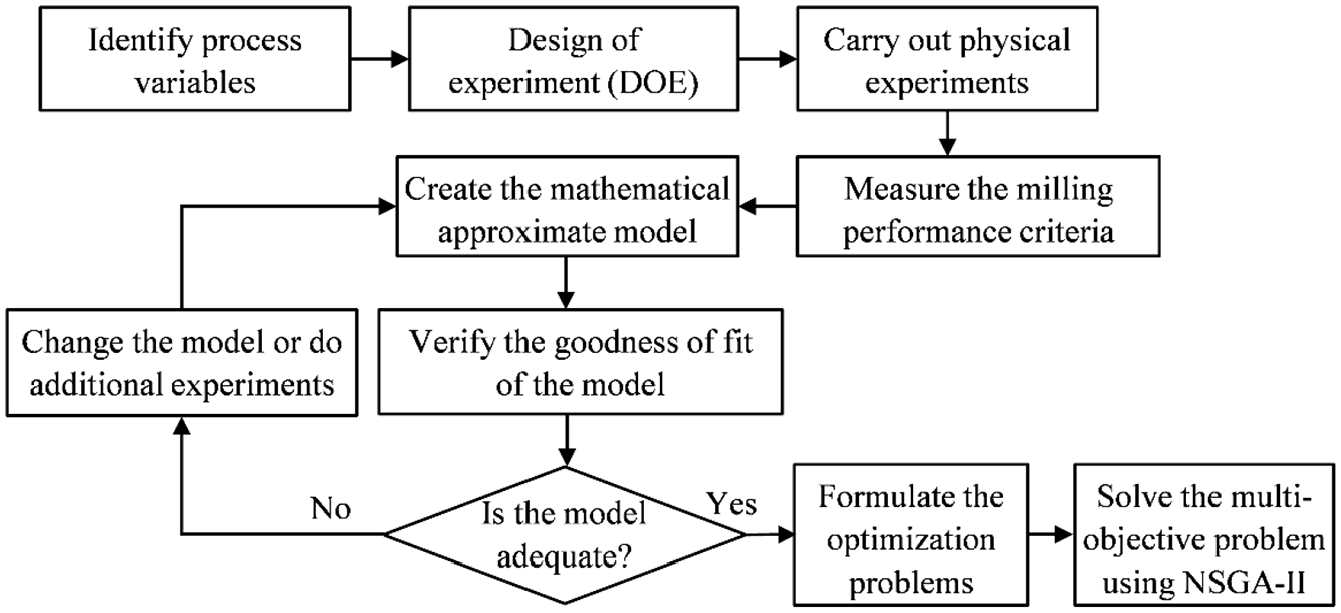
Systematic procedure of modeling and optimization of machining parameters.
DOE and the results of experiment.
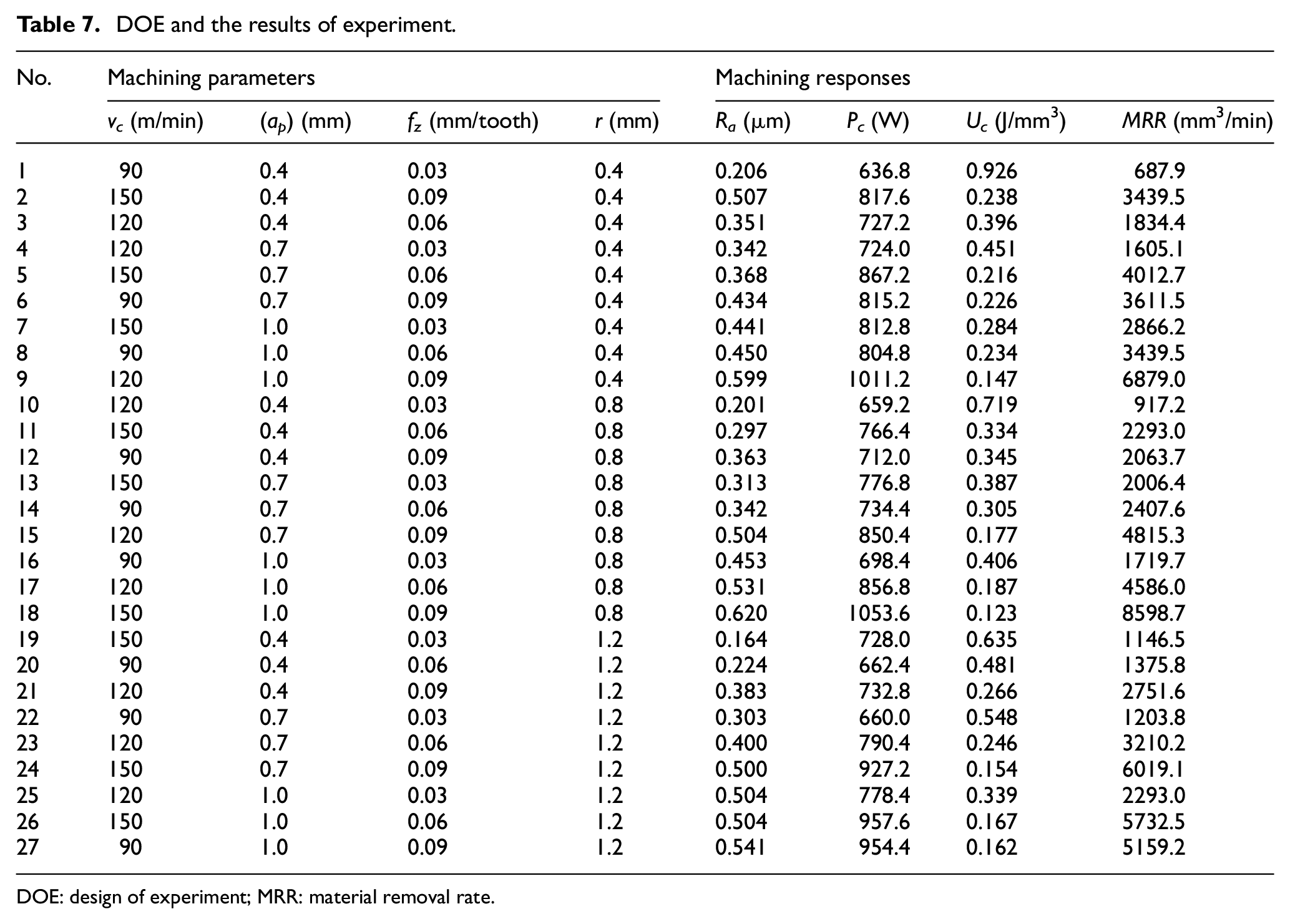
DOE: design of experiment; MRR: material removal rate.
The machining responses which depend on the cutting parameters are surface roughness (Ra), specific cutting energy (Uc), cutting power (Pc), and material removal rate (MRR). The Mitutoyo SJ-400 surf-test instrument was employed to measure the surface roughness. The voltage and current were measured by a Lutron 3 Phase Power Analyzer DW-6092. Three-phase and four-wire electrical circuits of power analyzers were connected with suitable direct to get signals of voltage and current. These signals were processed through Lutron data acquisition software installed on the computer. From there, the values of power consumption were determined. The cutting force was estimated by a piezoelectric and a Vishay 6100 scanner. The signals were collected on the computer and processed by installed software. The MRR (mm3/min) in cutting process be calculated from equation (1)

where ae is the width of cut (mm), z is the flute of cutter, and d is diameter of cutting tool (mm). The details of the experimental setup are illustrated in Figure 3.
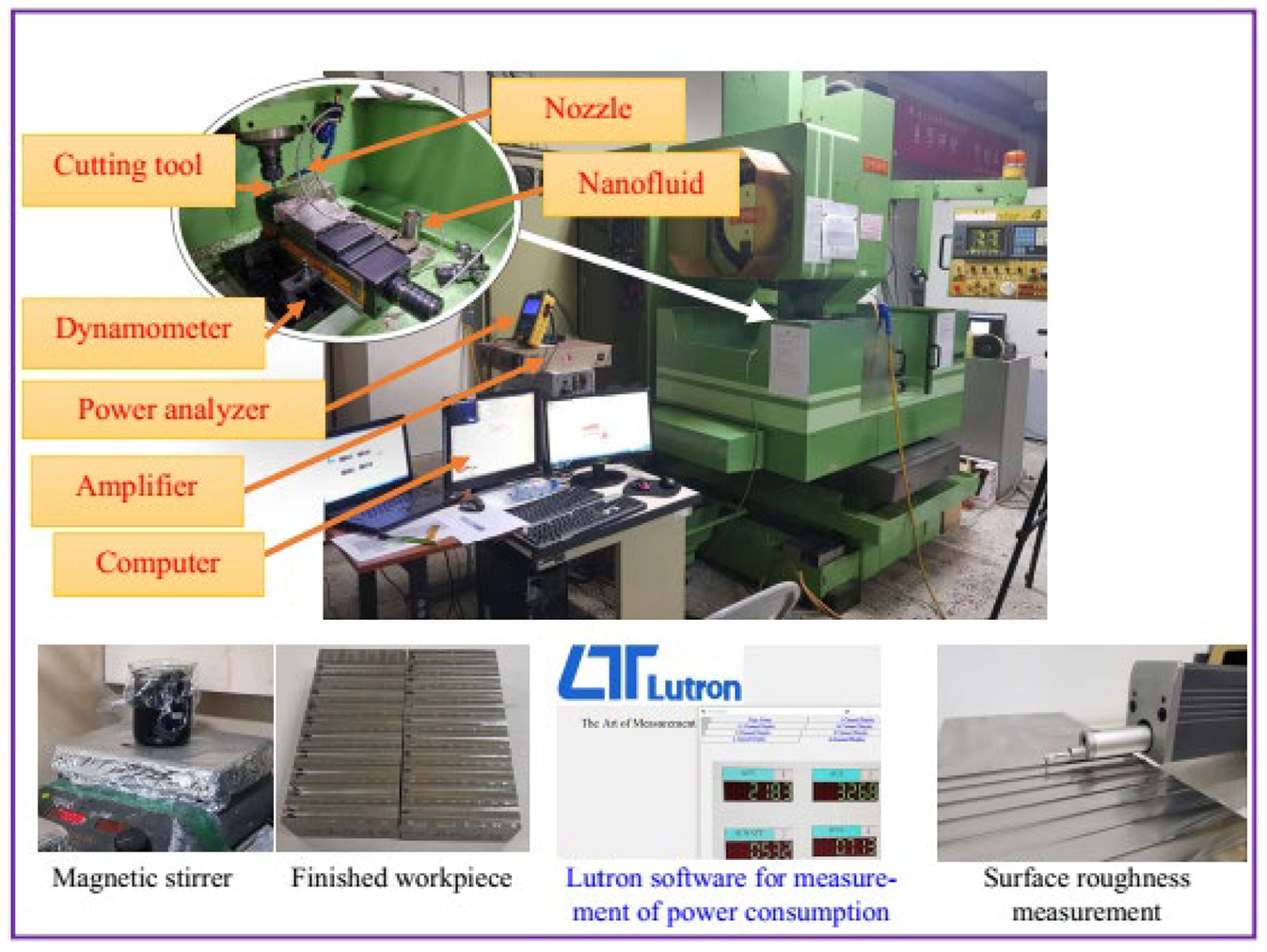
The details of the experimental setup.
Generating energy in a certain way will adversely affect the environment, so (Uc) is often adopted to assess the influence of machining on the environment.19,63 The magnitude of the specific cutting energy (Uc) is calculated as 19

where Fc denotes the total cutting force.
To demonstrate the relationship between the machining parameters and technological responses, this paper uses RSM model that is widely employed for modeling and analyzing in mechanical engineering. In this model, the second order is utilized to approximate the response as follows
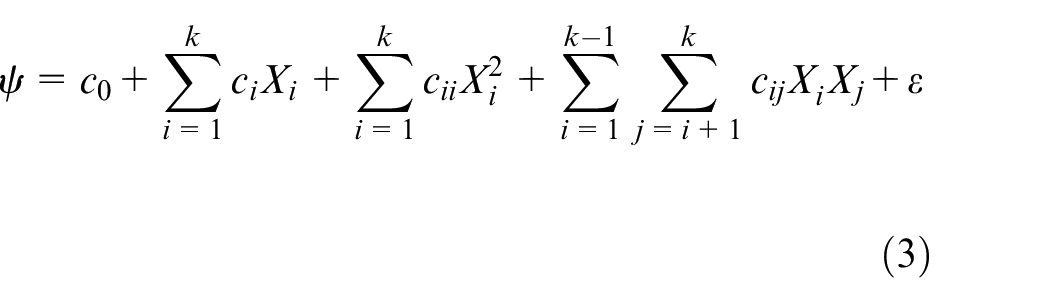
where (c0) is the constant, and (ci), (cii), and (cij) are coefficients. (Xi) and (Xj) are the variables. (ε) is the random error of the experiment.
Afterward, an evolutional multi-objective optimization algorithm frequently used to optimize in mechanical engineering is the NSGA-II applied to solve the optimization problems given by the author. The framework of NSGA-II methodology to optimal cutting parameters in this paper is shown in Figure 4.
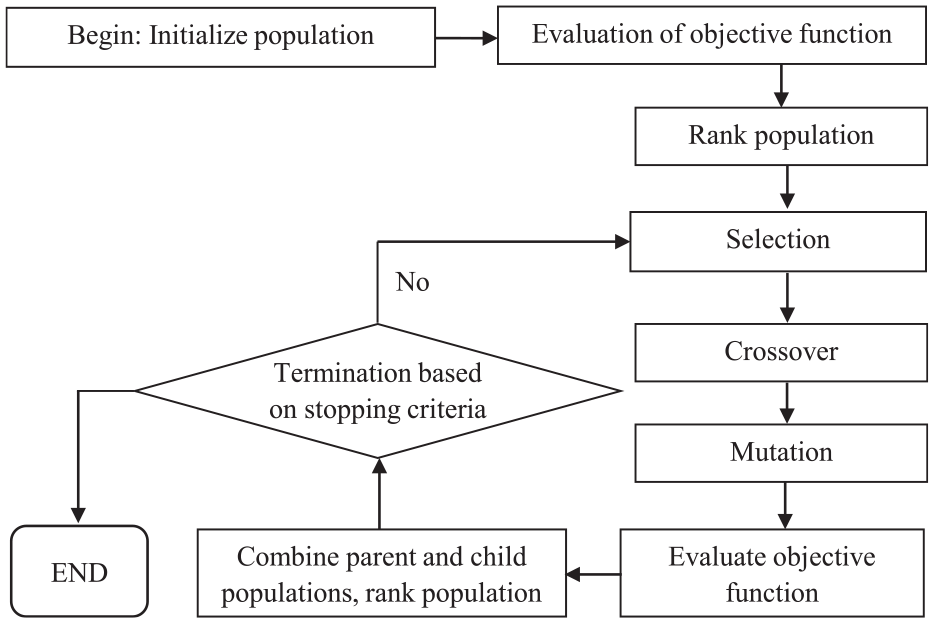
Framework of NSGA-II methodology to optimize cutting parameters.
The optimal objective of this work is to minimize energy consumption and maximize surface quality or maximize machining productivity (material removal rate). Therefore, two scenarios are considered:
The first scenario, we minimize Uc and Ra.
The second scenario Pc is minimized and MRR is maximized with constraint of surface roughness.
Results and discussion
The data for the physical experimental results in this paper were collected and analyzed to render a relationship among process parameters and surface roughness, specific cutting energy, and cutting power. The results of 27 experiments based on the Taguchi orthogonal array are presented in Table 6. As mentioned in the “Materials and methods” section, RSM was employed to capture the influence of input parameters on technological responses based on these data.
The authenticity of the RSM model to the experimental data is displayed by the coefficient of determination for regression analysis (R2). The coefficient values of R2 for Ra, Pc, and Uc were 0.959, 0.953, and 0.970 respectively. It can be seen that the coefficient values of R2 for the RSM model are greater than 0.9 and are shown in Figure 5. Therefore, it can be concluded that the Kriging model is an appropriate model.
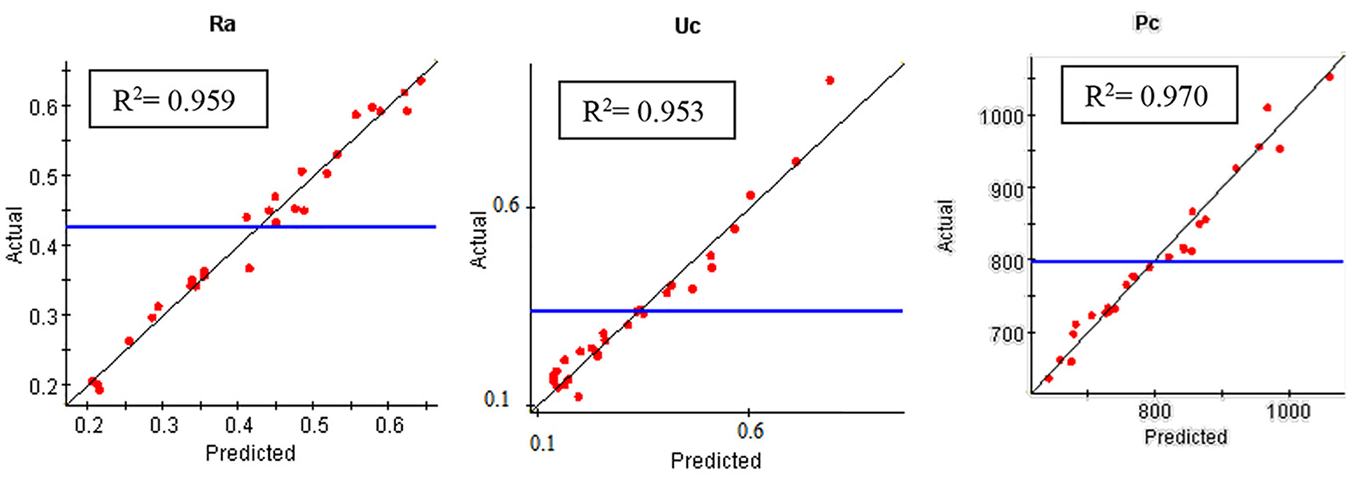
Confirmation of the suitability of RSM model estimated by the coefficient R2.
Figures 6, 8, and 9 depict the three-dimensional (3D) graph showing the influence of the input parameters (vc, ap, fz, r) on the machining response (Ra, Pc, Uc), respectively. Figure 6 shows the influence of the process parameters on the surface roughness. From this figure, it can be inferred that Ra increases with a corresponding rise in ap and fz. On the other hand, increasing vc and r leads to a decrease in Ra. It can be explained that machining at lower cutting velocity causes a built-up edge (BUE) phenomena on the cutting edge of the cutting tool. The BUE is formed which harms the cutting edge, lowering the surface roughness quality. When the corner radius ranges from 0.4 to 1.2 mm, the quality of the surface roughness is markedly improved. This phenomenon helps us understand that increasing the corner radius leads to a rising plowing effect that expands the material side flow on the surface finish. 64 Cutting with a large ap increases the cutting force and cutting temperature. An increase in fz causes the expansion of the furrows which are generated by the rotation of the cutting tool on the machining surface. These have led to reduced surface roughness quality. The results agree well with previous studies.2,65
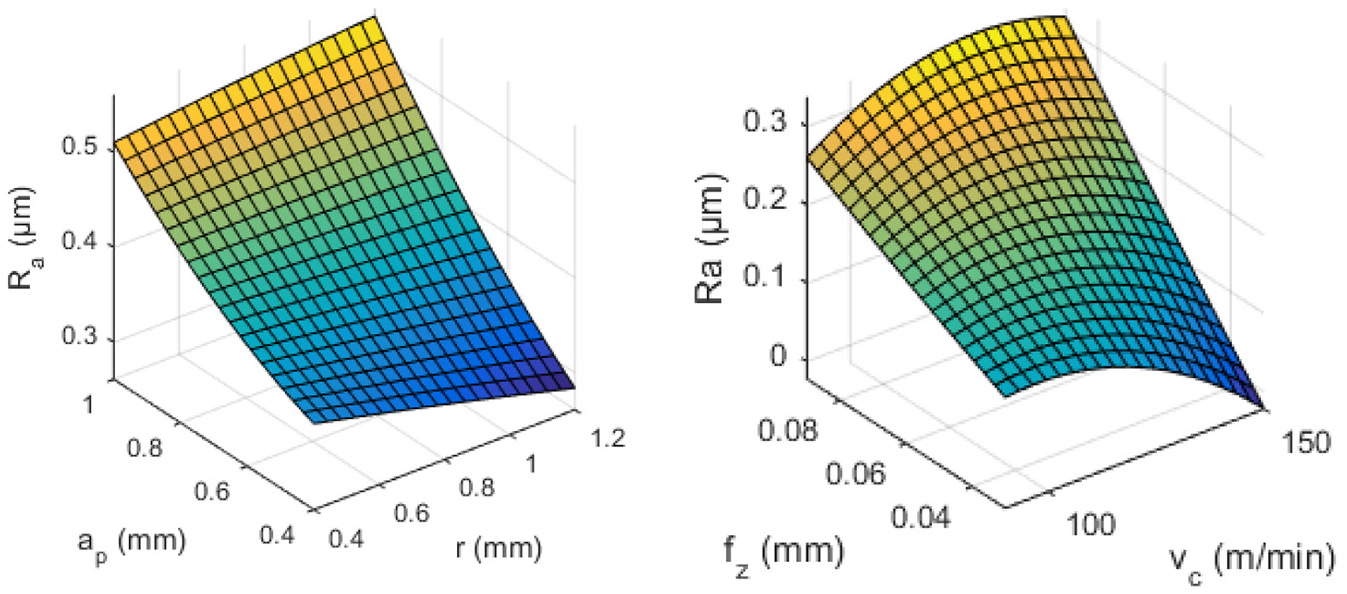
Surface roughness versus machining parameter.
Some experiments on the wear of inserts with different corner radii as the levels of the corner radius are performed. The results indicated that the higher the corner radius, the greater the wear of inserts. Figure 7 shows that abrasion phenomena such as crater wear or flank wear in milling inserts are increased as corner radius increases. This is in line with the metal cutting theory.
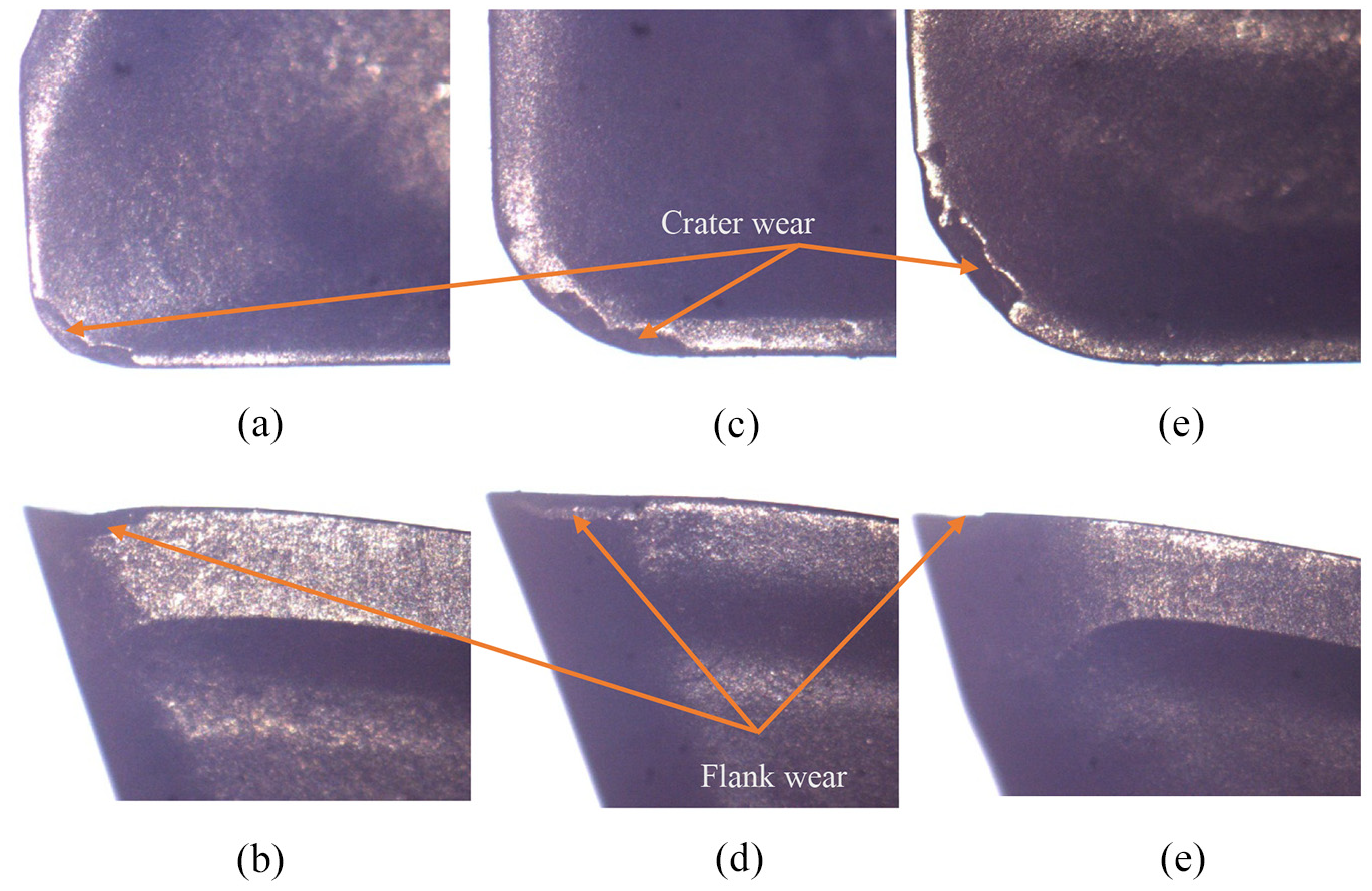
Optical micrographs of worn inserts: (a, b) R = 0.4 (mm), (c, d) R = 0.8 (mm), and (e, f) R = 1.2 (mm).
It is found from the 3D graph shown in Figure 8 that increasing the feed rate, depth of cut as well as the corner radius creates an increase in cutting power. This can be interpreted as follows. An increase in feed rate and depth of cut results in an enlargement in the MRR per unit of time, which means that the cutting force or cutting power is raised. Our results are in line with previous works.40,66
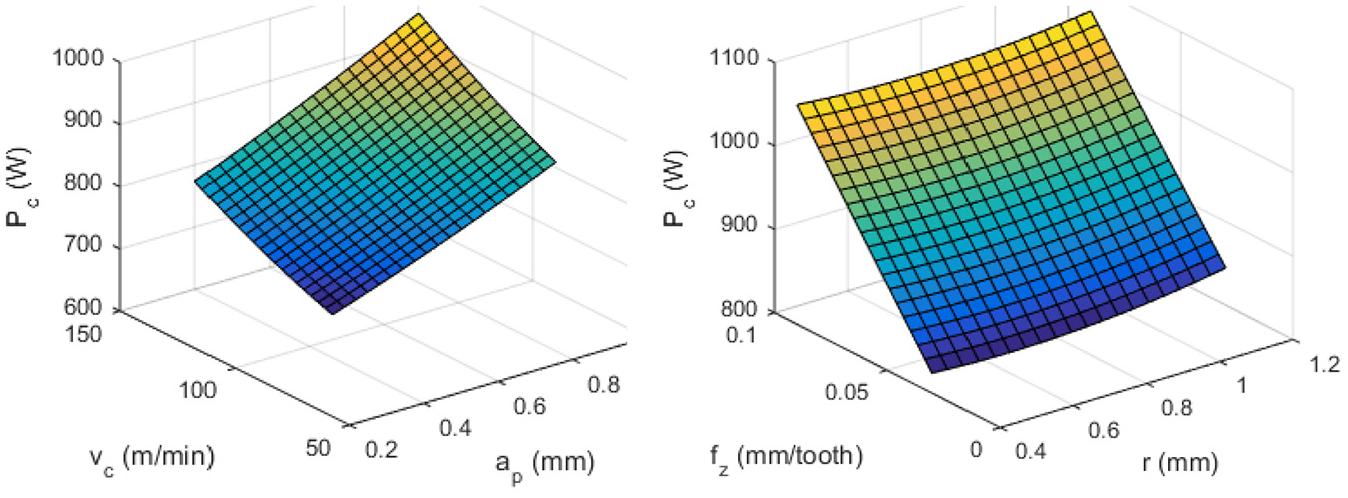
Cutting power versus machining parameter.
Figure 9 indicates the effect of the machining process on specific cutting energy (Uc). It can be seen that Uc increases as ap and fz decrease. This can be explained by the fact that the energetic effect of the machined volume increment is greater than that of the cutting energy. 19 However, machining with larger ap and fz values leads to an increased cutting force. This causes a reduced tool life, so these parameters need to be limited. Figure 9 also shows that vc and r have little effect on Uc.
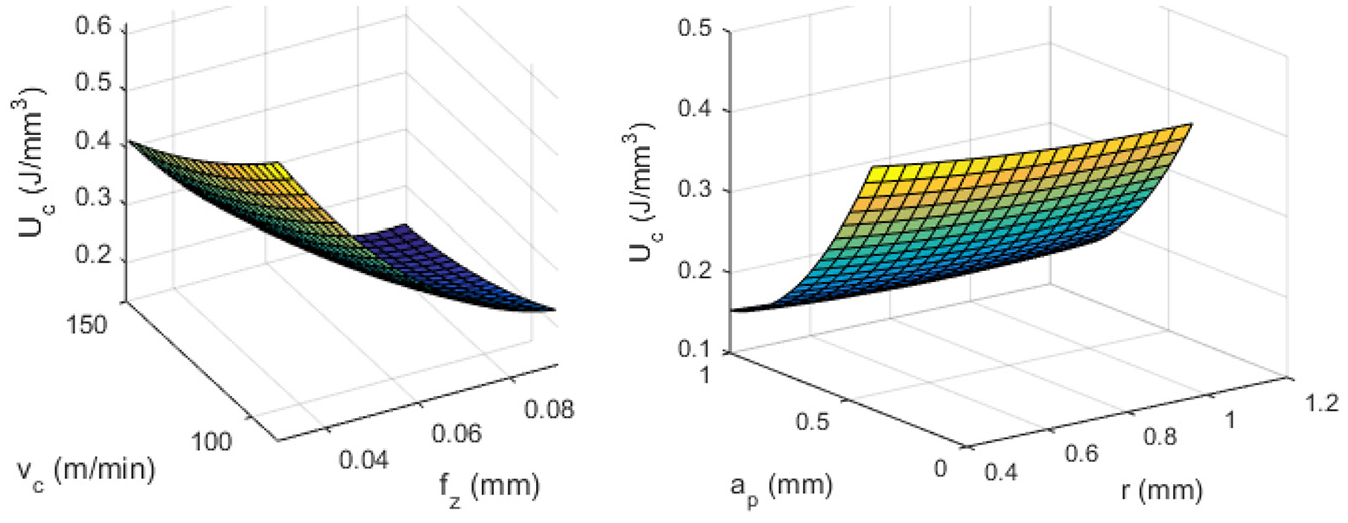
Specific cutting energy versus machining parameter.
The specific cutting energy Uc of Inconel-800 super alloy is compared with other works.1,4,8 The comparison shows that Uc of milling and turning is little different (Uc range from 1.16 to 1.86 J/mm3 for turning compared to 0.12–0.93 J/mm3 for milling). The reason for these slight differences is due to the difference between the cutting movement and geometry of the milling and turning tools. In addition, the specific cutting energy Uc in this work is smaller than that of Gupta et al. 1 because of the contribution of MQL lubrication with MWCNT. This technique has a good lubrication effect so it diminishes the friction leading to a reduction in cutting force. It can be concluded that our research results are reliable. Our study is intended as a contribution to demonstrate the superiority of MWCNT for MQL lubrication.
Figure 10 presents the global effects (or can be called the main effect) of process parameters on the technological response. The values on the horizontal axis of Figure 10 are calculated by percentage (%). As seen in Figure 10, the greatest effects on Ra, Pc, and Uc are depth of cut, cutting velocity, and feed per tooth, respectively. Following that, in terms of influence to technological response, Ra, Pc, Uc are feed per tooth and depth of cut. The rest of the parameters also have significant or little effect on the machining response.
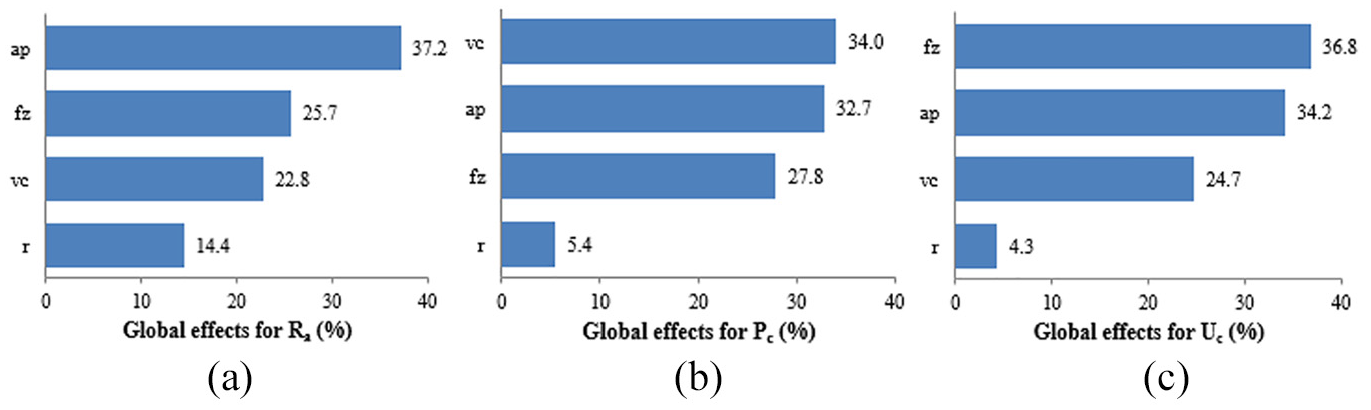
The global effect of process parameters on (a) Ra, (b) Pc, and (c) Uc (%).
Regression equations that were determined based on RSM model for surface roughness, cutting power, and specific cutting energy are presented in Table 8.
Regression equation for surface roughness, cutting power, and specific cutting energy.
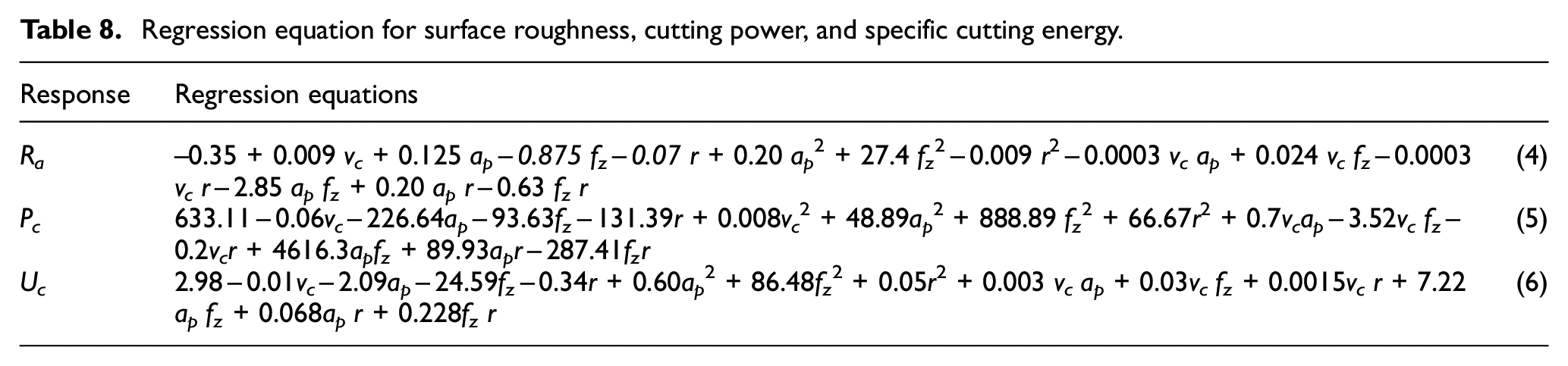
After modeling using the RSM model, three available statistical regression equations show the relationship between input parameters and output parameters. Based on these equations, multi-objective optimization was employed to find the optimal solutions for scenarios presented under Materials and methods. The NSGA-II algorithm is implemented to find the optimal solution for this problem. The parameters of the NSGA-II were recorded as follows:
Population size = 20;
Number of generations = 50;
Crossover probability = 0.9;
Crossover distribution index = 10;
Mutation distribution index = 20.
What are the optimal solutions of machining parameters that minimize Uc and Ra is a study question for the first scenario. Figure 11 shows the Pareto plot of Uc and Ra. The blue points represent the Pareto point, and the black points show a feasible solution. The results show that when Ra increases, Uc decreases and vice versa. It can be seen that these two optimal objectives are conflict. The selection of the optimal value on the Pareto plot depends on the machine operator making decisions based on the trade-off between the two objectives. Figure 11 also shows the advantages of using NSGA-II optimally over arbitrary options. For example, for the same Ra = 0.35 (µm), the variation of Uc (ΔUc) can be up to 0.268–0.214 = 0.054. This optimum result is improved over the other result by around (0.054/0.268) × 100 = 20.2%.
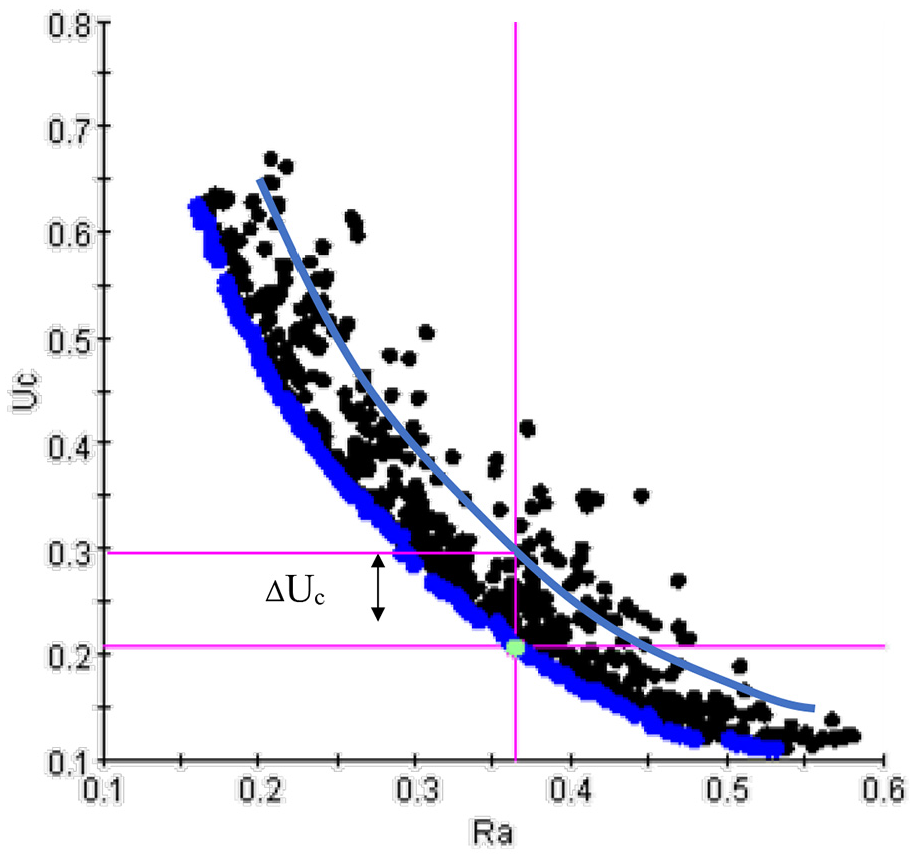
Pareto front generated by NSGA-II base on RSM model for the first scenario.
How can one determine the corresponding input parameters after selecting the optimal solution? The answer is shown in Figure 12 which displays data mining to find the optimal process parameters for the first scenario. The iSight version 5.8 software was used for data mining. For example, when the optimal solutions selected in Figure 11 are Uc = 0.453 (J/mm3), and Ra = 0.213 (µm), the corresponding optimal input parameters to those response parameters are vc = 149.91 (m/min), fz = 0.044 (mm/tooth), ap = 0.44 (mm), and r = 1.2 (mm).
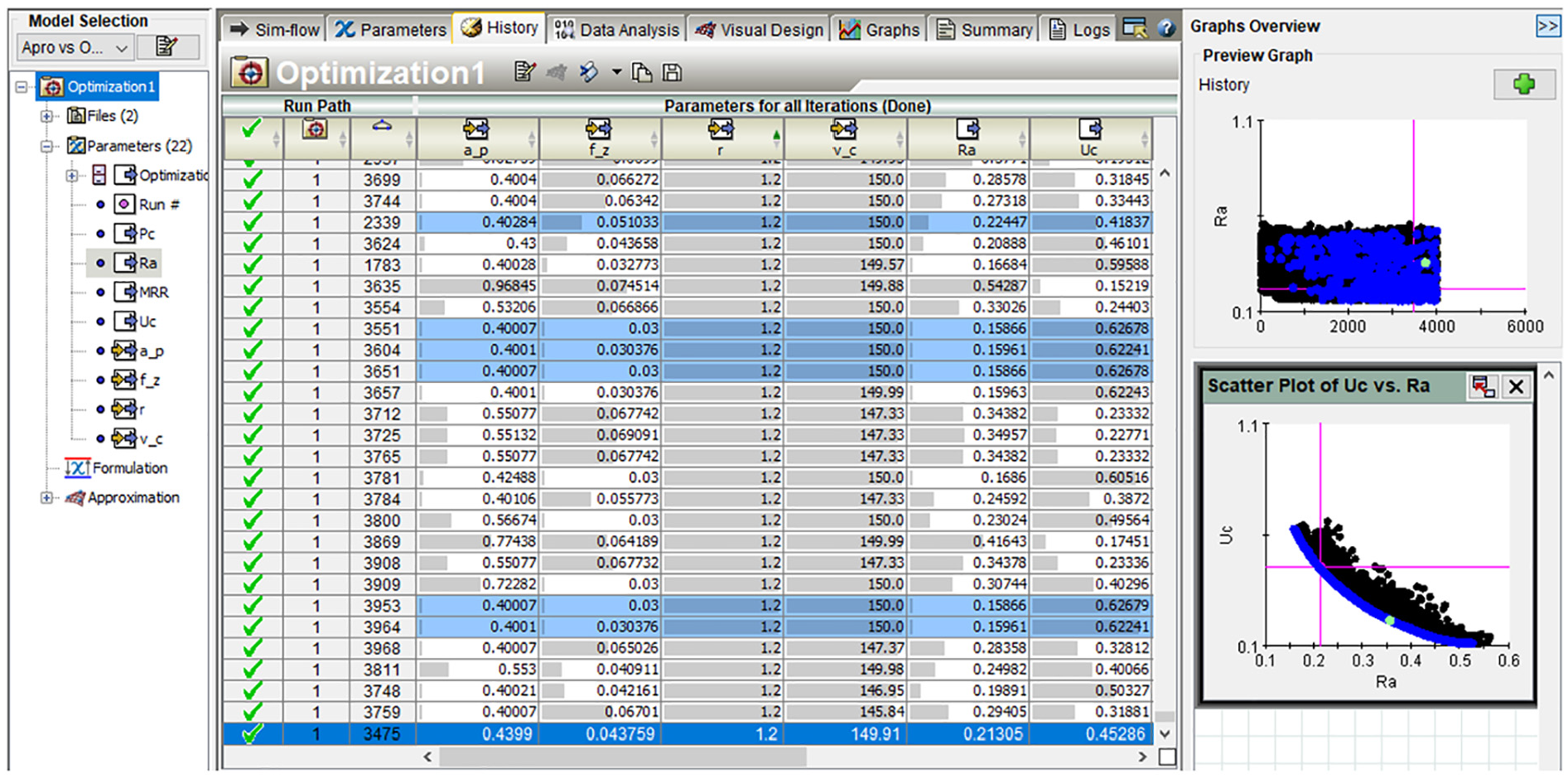
Data mining for finding the optimal process variable for the first scenario.
In the second scenario, multi-objective optimization problem that minimizes Pc and maximizes MRR while Ra is the predetermined constraint. Figure 13 shows the Pareto front generated by the NSGA-II based on the RSM model for the second scenario. Figure 13(a) and (b) only shows the Pareto point (optimal solution), and this demonstrates the variations in Pc and MRR according to the predefined Ra. When Ra increases, Pc and MRR increase accordingly. When Ra reaches a constraint value, the optimal solutions for Pc and MRR still exist but are not conducive to saving energy consumption. If MRR continues to increase to 4481.2 (mm3/min), Pc will reach 851.33 (W). For MRR, Point B at the right end of the Pareto front line (Figure 13(b)) is the best optimal point, but for cutting energy, point A at the end of the slope is the best optimal point (Figure 13(a)). However, the objective of second scenario is to increase energy efficiency, so the optimum selection point will not be selected in the ΔPc1 region. ΔPc1 is the magnitude that evaluates the effectiveness of optimization and the Pareto front and can be calculated as (851.33 – 752.24)/851.33 = 11.64%.
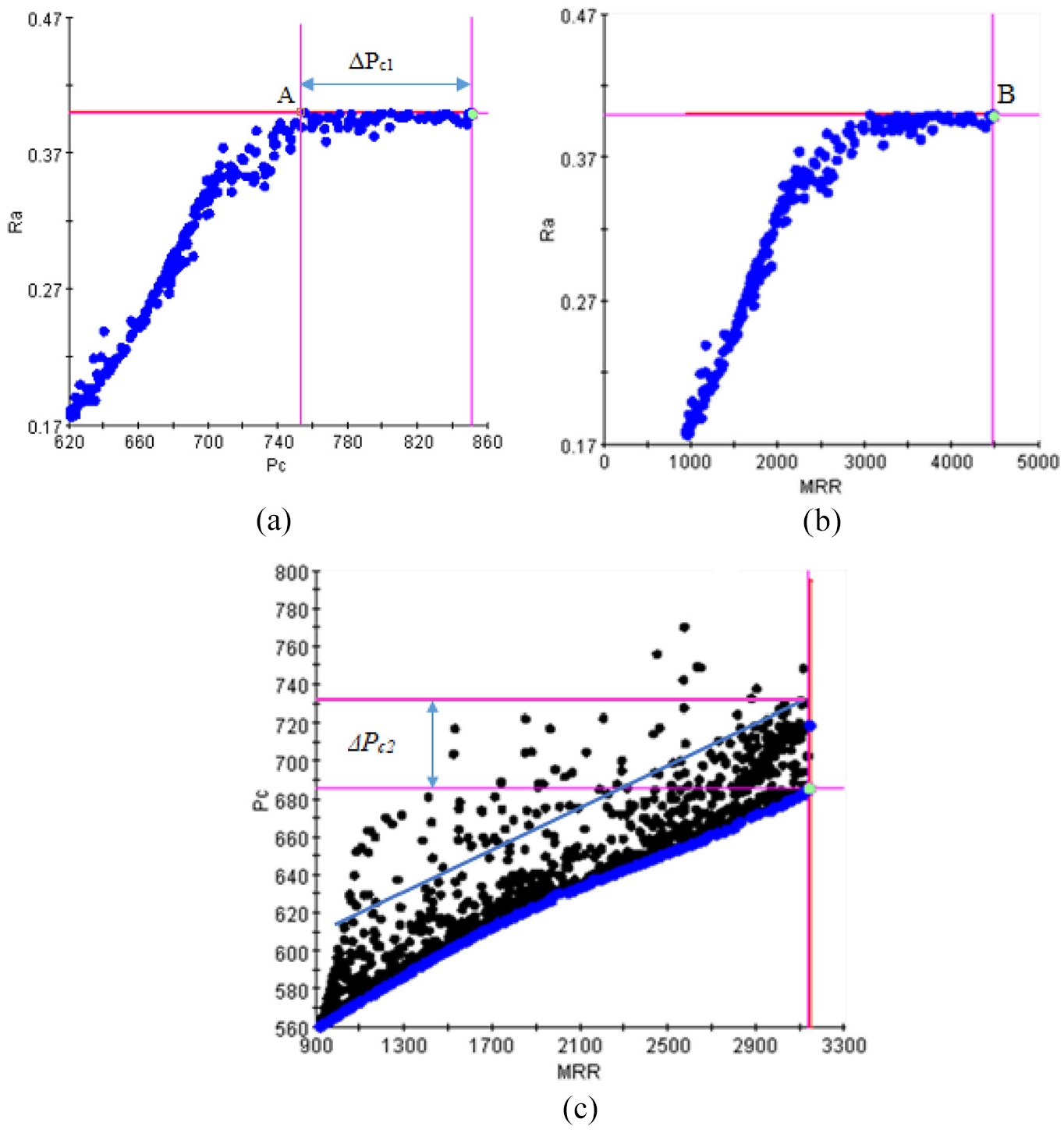
Pareto front generated by NSGA-II based on RSM model for the second scenario.
In Figure 13(c), the variability relationship between Pc and MRR is shown adequately and accurately. The objective of the milling process is always machining with the highest MRR, and the smallest Pc but still achieving the desired surface quality. However, these two response parameters (Pc and MRR) conflict with each other so there should be a compromise to select the optimal solution. The Pareto point and feasible optimal solutions are exhibited in Figure 13(c). From this figure, the milling operator can select the optimal solution that suits the requirements. As in the first scenario, after selecting the desired technological responses based on the data mining in Figure 14, one is able to determine the input parameters corresponding to these technological responses. For example, when selecting an optimal point through Figure 13(c) with MRR = 3141.1 (mm3/min) and Pc = 685.67 (W), based on data mining, the optimal machining parameters can be determined as vc = 137.44 (m/min), fz = 0.086 (mm/tooth), ap = 0.4 (mm), and r = 1.2 (mm).
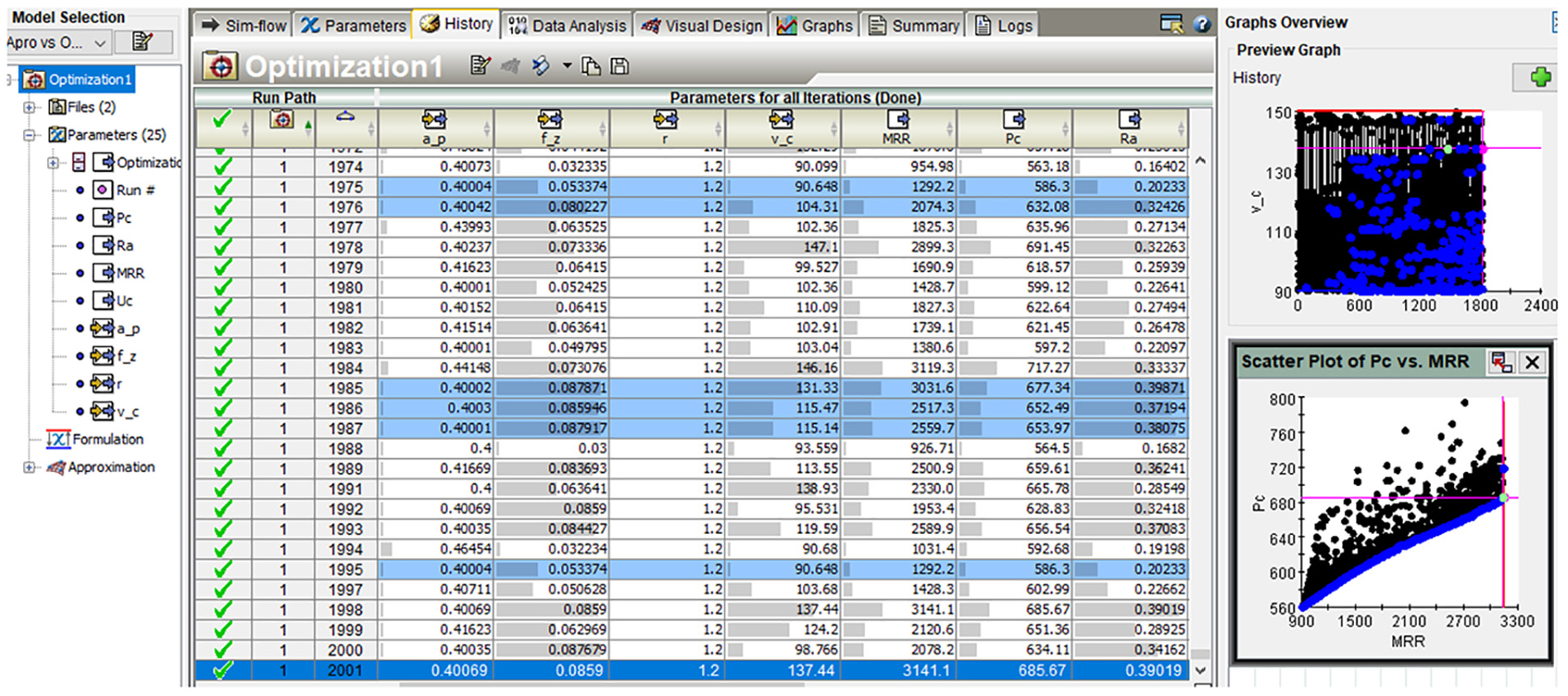
Data mining to find the optimal process variable for the second scenario.
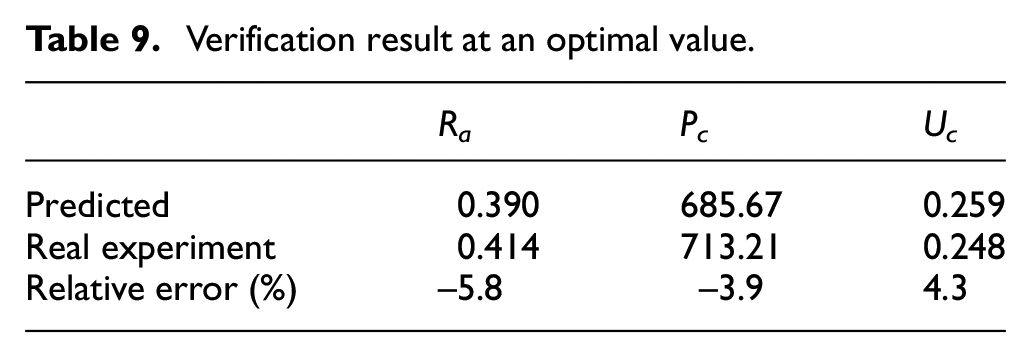
A validation test is conducted based on the above data; the physical experimental results are shown in Table 9. From Table 9, it can be seen that the relative errors between the predicted value and the experimental value for Ra, Pc are 5.8% and 3.9%. The magnitude of relative errors is considered acceptable in machining. This again proves that the application of the RSM model combined with the NSGA-II optimal algorithm for this study is very reliable. Besides, this work also shows machining at an optimal value to compare two cutting conditions (nanofluid MQL and pure MQL) in terms of energy efficiency. The results indicate that machining under nanofluid MQL can improve energy efficiency compared to using pure MQL. The values of the effectiveness are shown in Table 10. The surface roughness reduces 8.4%, and Pc and Uc reduce 6.1% and 10.5%, respectively. It is clear that MQL with nanoparticle not only help to protect environment but also increase the machining quality and save machining energy.
Verification result at an optimal value.
Comparison between the two cutting condition (nanofluid MQL and pure MQL) at an optimal value.
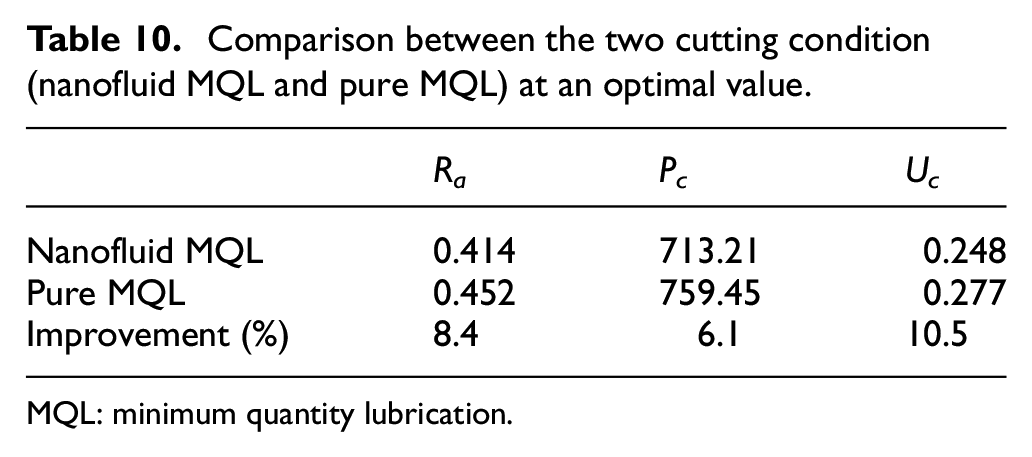
MQL: minimum quantity lubrication.
Another contribution shown in Figure 13(c) is the evaluation of the improvement of the application of the NSGA-II algorithm based on the RSM model compared to the non-application of optimal algorithms. As seen in Figure 13(c), ΔPc2 is the deviation that shows the application and non-application of the optimal algorithm, at the same MRR = 1517.1 (mm3/min), the optimal solution for Pc is 732.64 (W), while the arbitrary un-optimized solution is 685.65 W. Therefore, the improvement in energy consumption is (732.64 – 685.65)/732.64 = 6.4%.
Conclusion
This paper addresses the modeling and optimization of machining parameters in the milling of new nickel-based alloy in terms of energy, productivity, and quality. The new point of this work is the combination of the study of milling of Inconel 800 and the study of cutting of hard-to-cut material in which the emerging MQL with carbon nanotube suspended lubrication. The use of MQL with MWCNT increases the tribology so that reduced the cutting force in specific cutting energy. In addition, this work applied a multi-objective optimization technique that facilitates the optimization process. Pareto plot and data mining methods are proposed in order to select the appropriate trade-off solution when solving the multi-objective optimization problem in metal cutting because the objectives are almost conflicting. The optimal front of Pareto plot helps the researcher visually determines the best solution in which the MRR is maximized; meanwhile, the cutting power is minimized with a predefined constraint of surface roughness. Some of the main conclusions drawn by this study are as follows:
The application of the multi-objective evolution algorithm (NSGA-II) in conjunction with RSM regression model is a robust approach for modeling the relationship between machining parameters and technological responses and for solving machining process parameter optimization. The optimal results indicated that the specific cutting energy could be reduced roughly by 20.2%, while energy consumption could be reduced by 6.4% compared to arbitrary cases without applying optimization.
The Pareto front plot and engineering data mining generated multi-objective optimization facilitate the selection of appropriate machining parameters to increase the efficient energy consumption, as well as maximize the material removal rates.
The application of nanofluid MQL with MWCNT and the optimization enhance the energy efficiency because the specific cutting energy is decreased and is in the low range (below 0.93 J/mm3). This is a significant contribution to environmentally conscious machining.
Nanofluid MQL with MWCNT is better than pure MQL when milling at the optimal point for the new nickel-based alloy. It not only protects the environment but also increases technological responses. The surface roughness, specific cutting energy, and cutting power can reduce 8.4%, 6.1%, and 10.5%, respectively.
The research model in this work can be effectively applied as a paradigm to study the optimization of metal cutting.
The future work will focus intensively on multi-objective optimization of Inconel-800 in which tool life and tool wear are included. In addition, the specific cutting energy map for milling of this kind of material should be built for a better understanding of this material in terms of cutting energy for the study on the energy efficiency of metal cutting of hard-to-cut material.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge and thank the Ministry of Education of the Republic of China for their partial financial support of this study under Contract Number E0002B and the Ministry of Science and Technology of the Republic of China under Contract Number MOST 108-2622-E-992-009-CC3.