
Abstract
The accuracy of computer numerical control machine tools can be improved by identifying error sources affecting the overall position error and orientation errors. Because of their inevitable nature, the position errors cannot be entirely eliminated from the machinery, but they can be identified, measured and compensated during the manufacturing process of the components by developing and using a mathematical model. In this present work, different mathematical models have been developed for the errors measured by laser interferometer at different nominal positions of X, Y and Z axes both in forward and reverse direction movement as per VDI 3441 Germany standard. Using Akaike information criterion, the best model is selected for each axis and later the best model’s coefficients have been optimized by considering both minimizing sum square errors and maximizing R2 values using teaching–learning-based optimization algorithm. Technique for Order Preference by Similarity to the Ideal Solution method has been adopted to convert the dual objectives into a single objective. An improvement of 1%–71% in R2 values was reported to prove the effectiveness of the proposed optimization algorithm, Teaching–Learning-Based Optimization algorithm, with the same sum square error values.
Introduction
Globalization causes international competition among the manufacturers in selling their quality product with competitive prices. The components of a quality product are manufactured from quality machines. The position errors play a vital role in defining the cost and quality of a precision machine. Uncontrolled errors present in machines are the main reason in producing components with under or oversized condition which is not accepted by the customer because of their unacceptable dimension. Sometimes, this error causes secondary operation or rework to make it a customer-desired component.
Vinod et al. 1 developed a module to measure and compensate the position error of an axis using an open architecture motion controller and backpropagation feed forward neural network. This paper highlights the various sources of error like geometric error, cutting force induced error and thermal errors. 2 Ball bar test has been done on Vertical Machining Center (VMC) to find the circularity error of spindle, and vibration has been monitored. 3 Liu et al. 4 measured positioning error and backlash error by VM101 Linear encored measurement system by compensating backlash error. Quality and productivity of VMC have been greatly improved by accuracy assessment of machine tools and condition monitoring. 5 Neural network system was developed to perform positioning error compensation in the lathe by laser interferometer. 6 Laser autocollimator had been used to measure angular error, and the neural network has been used to predict error and compensation. 7 By incorporating four steps of measurement of error components by using a laser interferometer system, artificial neural network (ANN) has been used for online error measurement using sensors. Synthesis of total error into three-dimensional (3D) error kinematic model of error compensation is the ultimate step. 8 Disadvantages of using lookup table had been highlighted as it requires extensive memory. Neural network had resulted in lesser memory. 9 A review of different instruments to measure machine tools had been discussed. 10 Linear displacement accuracy showed improvement for computer numerical control (CNC) machine by applying positive and negative direction pitch error compensation. 11 Linear displacement error of CNC Lathe, CNC milling center and deep drilling machine had been measured. Renishaw laser measurement system showed a better result. 12 After measuring the linear error by laser interferometer, linear error compensation package had been measured and fed into the machine controller to enhance the machine accuracy. 13 Geometric error components had been measured using QC 20 Ball and Genetic Algorithm-Particle Swarm Optimization (GA-PSO) had been incorporated to find optimal error values. 14 By the compensation of volumetric error and on-machine measurement using a touch trigger probe, the accuracy of the machine tool has been increased. 15 Magnetic ball bars and the telescopic version were utilized to measure machine errors. 16 Straightness error was measured by two laser systems, Renishaw and Damalini laser measurement system. Renishaw laser measuring system was more flexible and more precise, and accurate readings were obtained. 17 Laser interferometer was used to detect and compensate machine screw pitch error compensation. 18 A 3D probe ball combines the concept of well-known double bar ball (DBB) and three dimensions measuring probe, an extension bar and a base plate with a central ball on the upper side.19,20 The predicted compensation method has been used to calculate the correction vector in machine coordinates from the predicted tool pose error in workpiece coordinates. Rotary axis errors constitute dominant 80% and linear axes comprise 20% error. Overall positioning errors had been measured by 3D probe ball.21,22 Telescoping magnetic DBB had been used to measure the motion and link errors of machine tools by performing circular tests. 23 Wang et al.24–26 have focused on non-contact laser technique and laser vector measurement methods in compensating errors by finding error budget. Translational axes are kept stationary and two rotary axes are focused to move and obtain a circular trajectory. Finally, eight position independent geometric errors (PIGES) had provided better accurate results.27–29 The geometric error has been measured and compensated. 30 Using laser tracker, real-time corrections of the machine tool absolute volumetric error has been achieved. 31 Modeling, prediction and compensation of thermal errors have been dealt.32–34
Problem definition
Performance or function of the product depends on the quality or dimensional accuracy of the sub-assemblies made up of precise components. The cost of machines which produce the accurate dimension of the components increases the prize of the product due to the manufacturing of the acceptable component’s dimension to meet out the quality and life of the product. This would satisfy the customer’s need. Position error plays an important role in precision machinery which controls the cost of the component produced by them. Errors which are not compensated present in the machines play a vital role in deciding the value of position errors. Unaccepted component due to their over or undersized dimension is obtained as a result of position errors which exist in the quality/high precise machines. This position error increases the manufacturing cost of the precise component and, in turn, causes the hike in the product cost.
Methodology
In this present work, the proposed work has been solved in four stages. In the first stage, the position errors have been measured using laser interferometer with equal interval movement of the axes X, Y and Z both in forward and reverse direction. Different mathematical models have been developed to calculate the position error with the measured data in the second stage. Using the Akaike information criterion (AIC), the best model has been selected in the third stage. In the final stage, the coefficients of the best model have been optimized by considering dual objectives of minimizing sum square error (SSE) and maximizing R2 values using teaching–learning-based optimization (TLBO) algorithm where Technique for Order Preference by Similarity to the Ideal Solution (TOPSIS) method has been adopted to convert the dual objectives into single objective. Third and fourth stages are the novelty of the present work. The novelty of the article differs in two ways with the existing work. The first one is developing different mathematical models and comparing the models based on the number of terms involved in calculating the measured error by using AIC. In the second one, the coefficients of the selected models are optimized using TLBO algorithm with the dual objectives of minimizing the SSE and maximizing the R2 values by adopting the TOPSIS method.
Measurement of error in nominal position of axes
The working volume of the machining center considered in this work is 710 × 500 × 500 mm. VMC has to run for 2–3 h before measuring positioning errors to avoid thermal error. At a feed rate of 50 mm/min, a warm-up cycle for VMC is to be carried out in both forward and reverse direction. This was conducted to reduce thermal-related error. Measurement standards expect the machine to undergo thermal transition state before attaining steady-state equilibrium. According to VDI 3441Germany standard, each run includes one forward stroke and one reverse stroke. For each axis, five measurements were taken and linear positioning data were taken, and linear positioning data were measured at equal intervals of every 20 mm.
Development of mathematical model
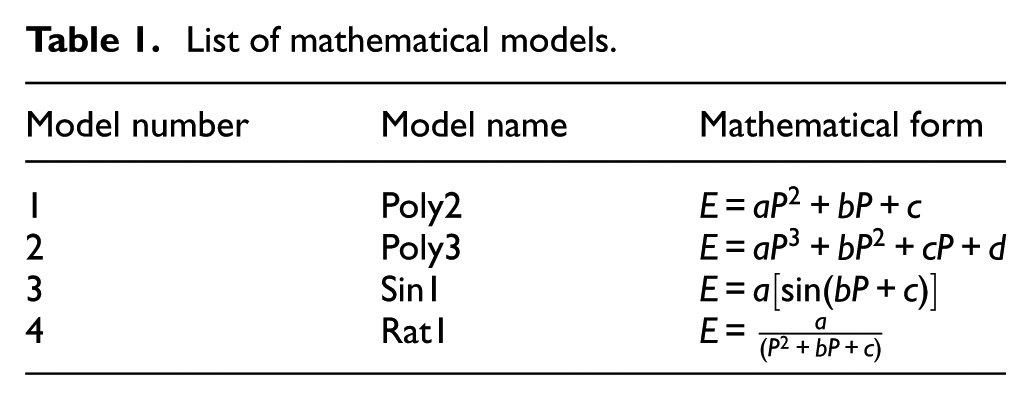
Figure 1 represents the error measured both in the horizontal and vertical direction of X, Y and Z axes with forward and reverse motion. Using the nominal position and error values of each axis, four different models like “Poly2,”“Poly3,”“Sin1” and “Rat1” have been developed using MATLAB function “fit,” and their mathematical model is given in Table 1. For demonstration, the mathematical model of “Poly3” is represented in Equation (1). The coefficients, SSE and R2 values of each model for each axis of X, Y and Z, are presented in Tables 2

where,
E—Calculated error in µm
a, b, c & d—Coefficients
P—Nominal position value in mm
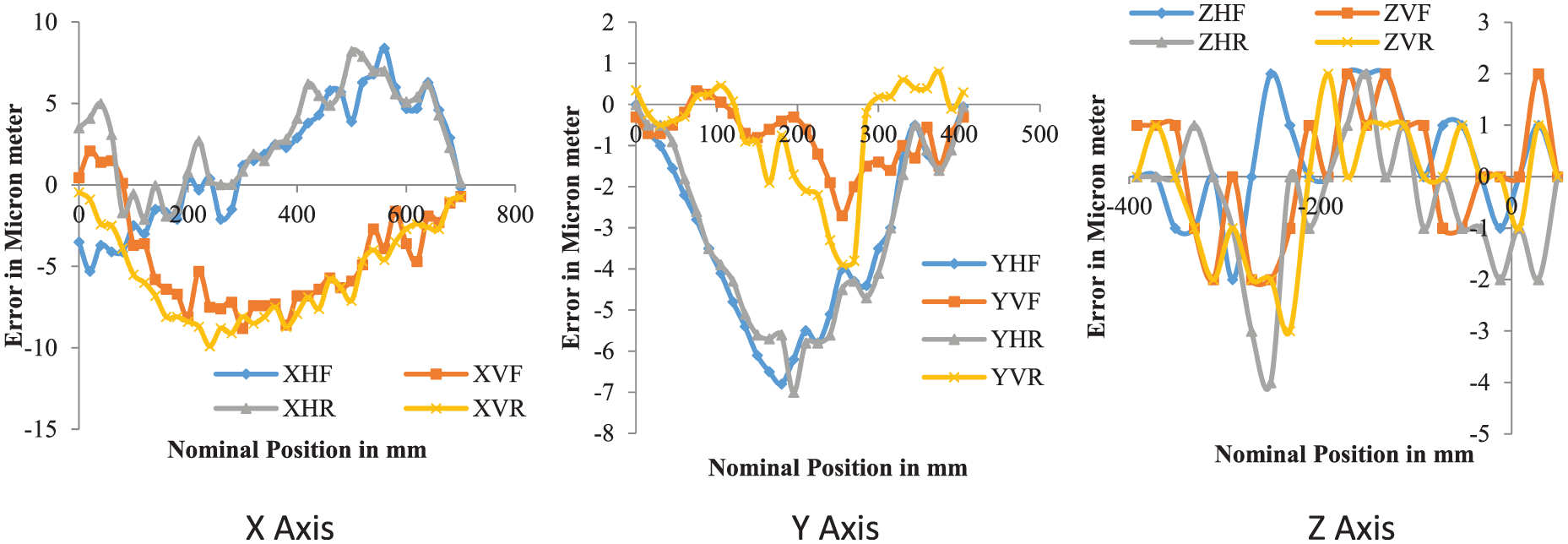
Measured error in X, Y and Z axes.
List of mathematical models.
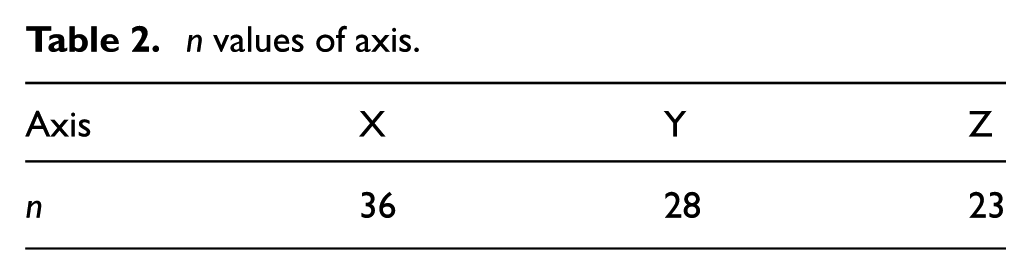
n values of axis.
Selection of the best mathematical model
It is necessary to select the best mathematical model from the given models in such a way that it shouldn’t be either overfitting or more complex in nature in determining the prediction value of error. AIC is used to solve this problem in a simple way. This is the first contribution of the authors in the present work. It consists of two terms, namely maximized likelihood term and number of free parameters used in the model. It is represented in Equation (2). Further reading about the information of AIC can be found in Akaike35–41

where,
L—Maximized likelihood function,
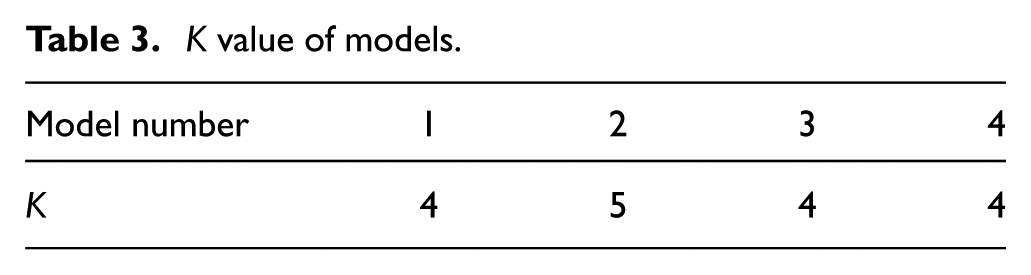
K—Number of coefficients in the model plus one.
The value of Log (L) can be calculated using Equation (3) where “n” represents number of readings. The number of readings (n) in each axis and the number of coefficients (K) of each model are listed in Tables 2 and 3.

K value of models.
The value of AIC of each model for each axis is determined using Equations (2) and (3) by substituting the values of SSE, n and K presented in Table 4. Figure 2 represents the value of AICs of different models for X, Y and Z axes.
Coefficients of mathematical models for X-axis.
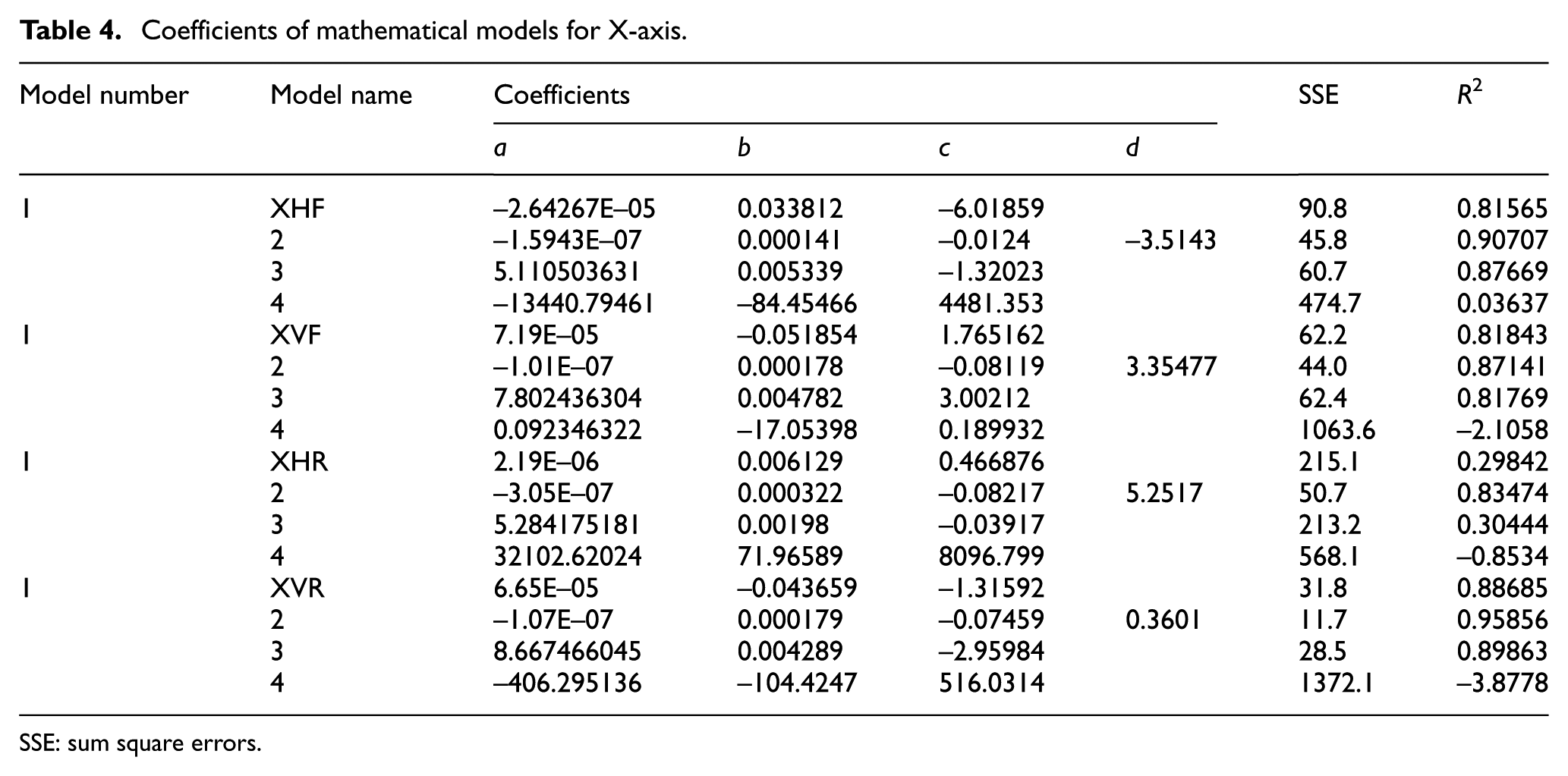
SSE: sum square errors.
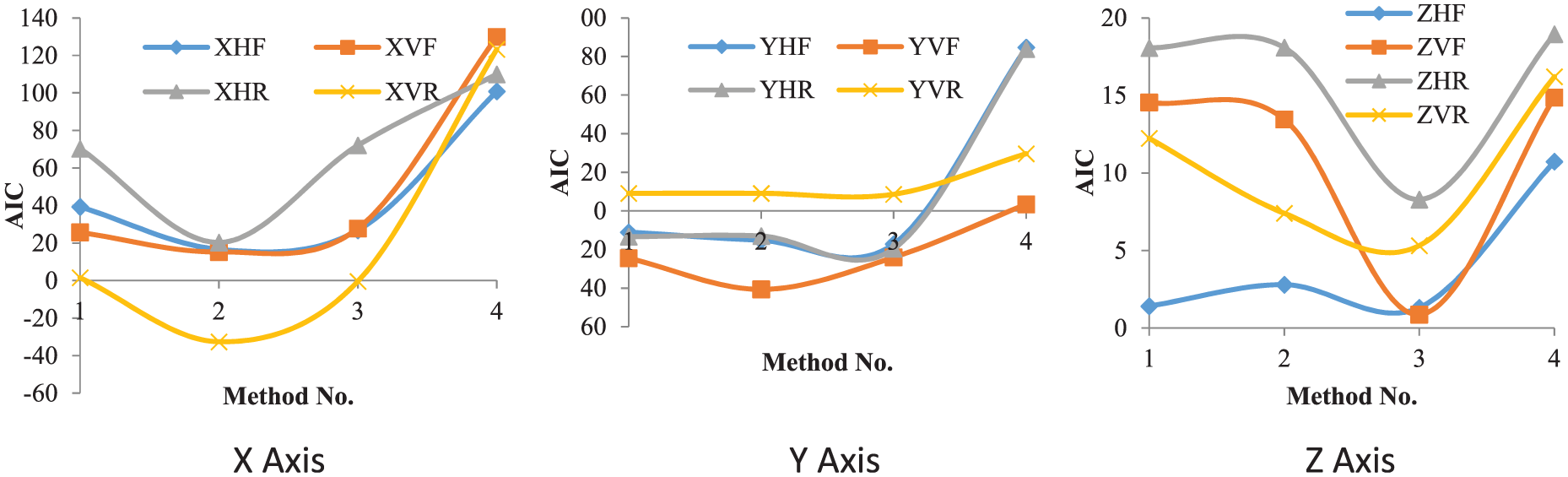
Value of AIC for different models.
Optimization of coefficients of the best model
In this section, the coefficients of the best model of each axis are optimized using TLBO algorithm, considering both minimizing SSE and maximizing R2 values by adopting the TOPSIS method. This is the second contribution of the author in the present research work.
TLBO algorithm
Nature inspired evolutionary algorithms like GA, Ant Colony Optimization (ACO), PSO, Harmony Search (HS) and Artificial Bee Colony (ABC) are probabilistic algorithms which require a set of control parameters such as population size, number of generation and so on, and apart from that each algorithm also require specific control parameters. For example, PSO requires inertia weight, social and cognitive parameters, whereas in GA the mutation and crossover rate play a crucial role that affects the performance of the algorithms. The setting of these parameters affects the computational time and also end with local optimal solution. TLBO is a robust and effective method which doesn’t require any tuning of control parameters. Because of the above advantages of TLBO as compared to other optimization techniques, it is implemented in this work. This algorithm mimics the teaching–learning environment happening between the students and teacher in a classroom. In this process, the student performance can be improved by both the teacher and students themselves. The performance of the student is treated as objective function of the proposed work. Basic concepts of TLBO are found in Rao. 42 ,43,45 Application of TLBO in various fields is found in Rao.45,46,47,49.
The model which has low AIC will be the best model, hence from the above Figure 2 the best model is selected for each axis for both directions and represented in Table 5.
Best model for each axis.

Conversion of dual objectives into single objective using TOPSIS method
The accuracy of conversion method from multiple objectives to single objective leads to produce the best-optimized values for the models. Usual methods like weighted sum, normalization, desirability function and so on sometimes leads to the non-optimal selection of process parameters. Hence, in this work TOPSIS method has been implemented to get correct optimized parameters. This method was initially presented by Hwang and Yoon and later on developed and implemented by many authors50–52 in different fields. Renishaw touch trigger probe had been used for accuracy enhancement of coordinate measuring machine (CMM). 53 Pixel calibration was used in new machine vision-based tool position verification to measure real-time intricate dimensions. 54 Spindle residual vibration has been reduced by the sensorless balance method. 55 A. probe can determine the measurement accuracy of the CMM. A mathematical model had been developed between equivalent diameter and measuring force by simulated annealing. 56 EASY 5X simulation package had been used for modeling and optimization of CMM. 57 ANN had been used to reduce backlash error in VMC. 58
Implementation of TOPSIS method and TLBO algorithm
TLBO algorithm along with TOPSIS method has been implemented in this work to optimize the coefficients of different models selected for each axis in the previous section with the objective of minimizing SSE and maximizing R2 values. It is shown in Figure 3.Table 6 represents the lower and upper bound values of the coefficients represented in the selected model. The step-by-step procedure of implementation is shown in Figure 3. For demonstration purpose, the proposed algorithm is implemented in optimizing the coefficients of the mathematical model number 2 for X-axis vertical direction reverse movement with the initial size of eight students.
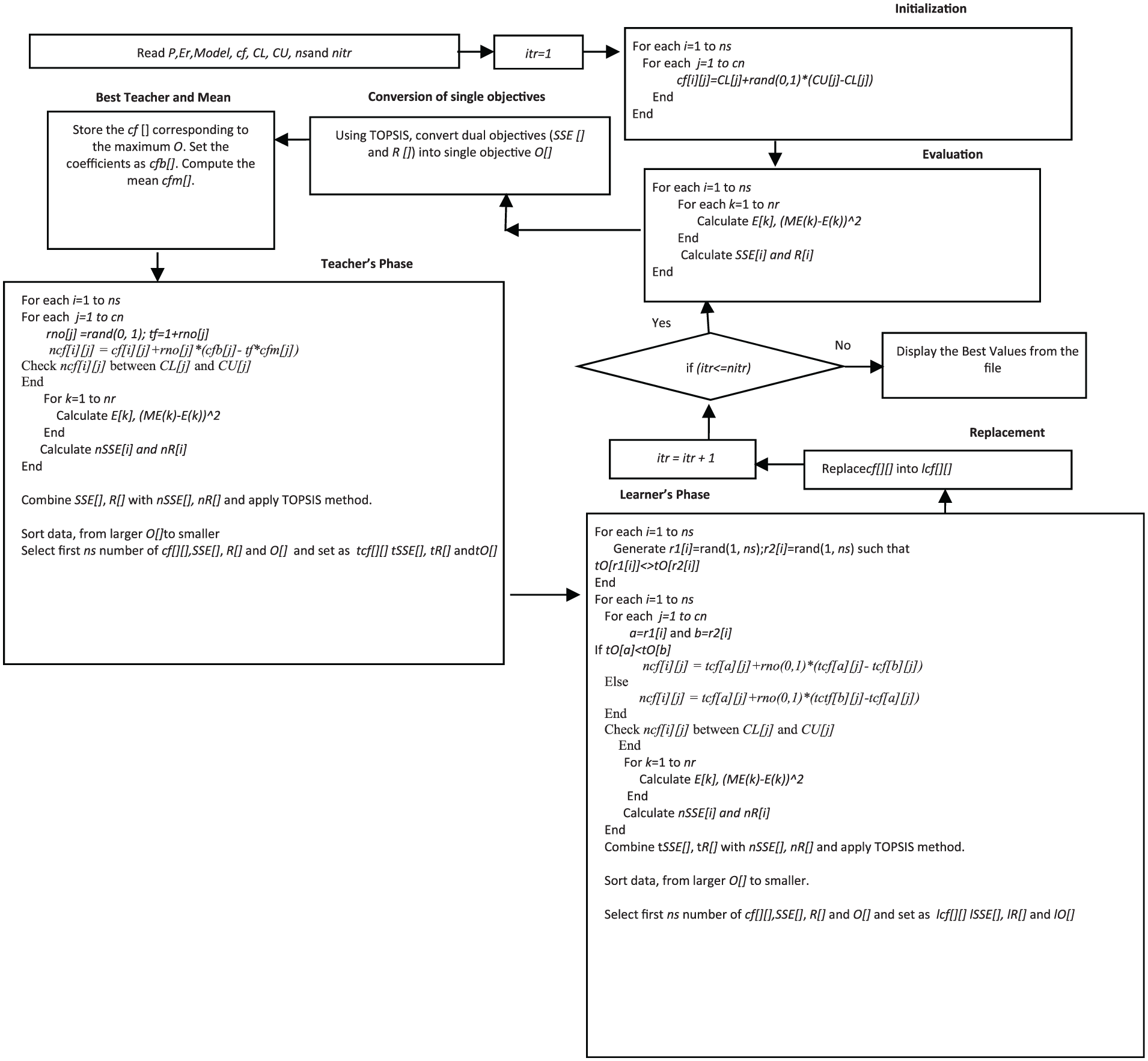
Implementation of TLBO algorithm.
Lower and upper limit of coefficients.

Result and discussion
The optimized coefficients along with SSE and R2 are given in Table 7 for all axes. It is understood in Table 7 that the optimized coefficients would be able to produce the improved R2 values with the similar SSE value for all axes. The comparison of R2 before and after the implementation of TLBO has been shown in Figure 4. It is observed that R2 values obtained after the implementation of TLBO in all axes are higher than the values before implementation. Figure 5 shows the graph between the nominal position and measured error, calculated error obtained before and after the implementation of TLBO for all axes. The calculated errors obtained after the implementation of TLBO are closer with the measured error in almost all axes. Different mathematical models like polynomial second and third order, sine model and rational model have been developed and their results are compared based on AIC and the best model is selected for each axes both in forward and reverse direction.
Best coefficients, SSE and R2 values for all axes.
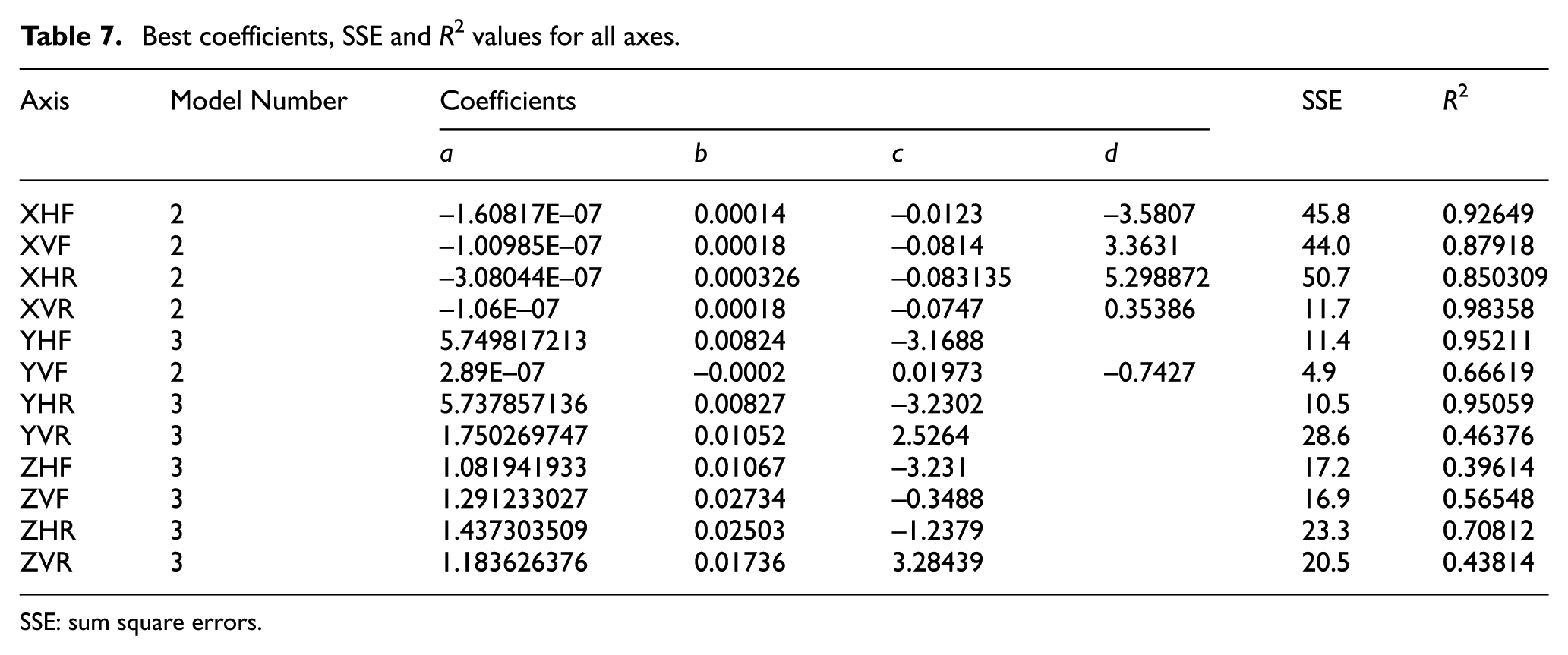
SSE: sum square errors.
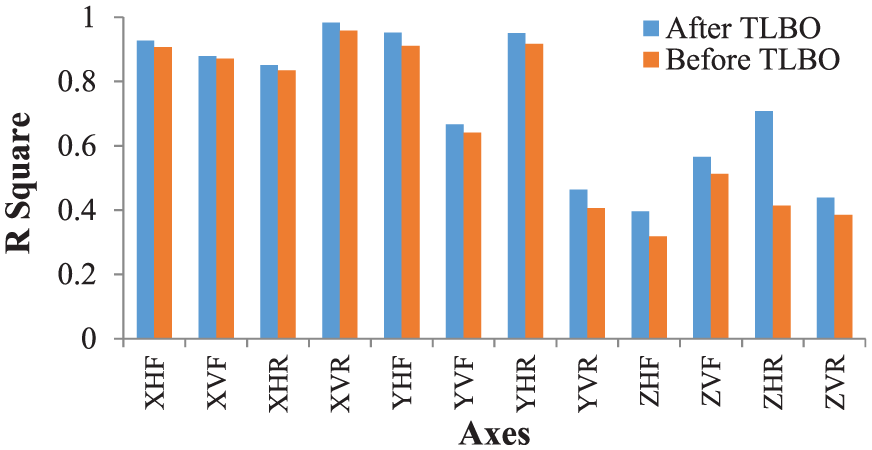
Comparison of R square—before and after the implementation of TLBO.
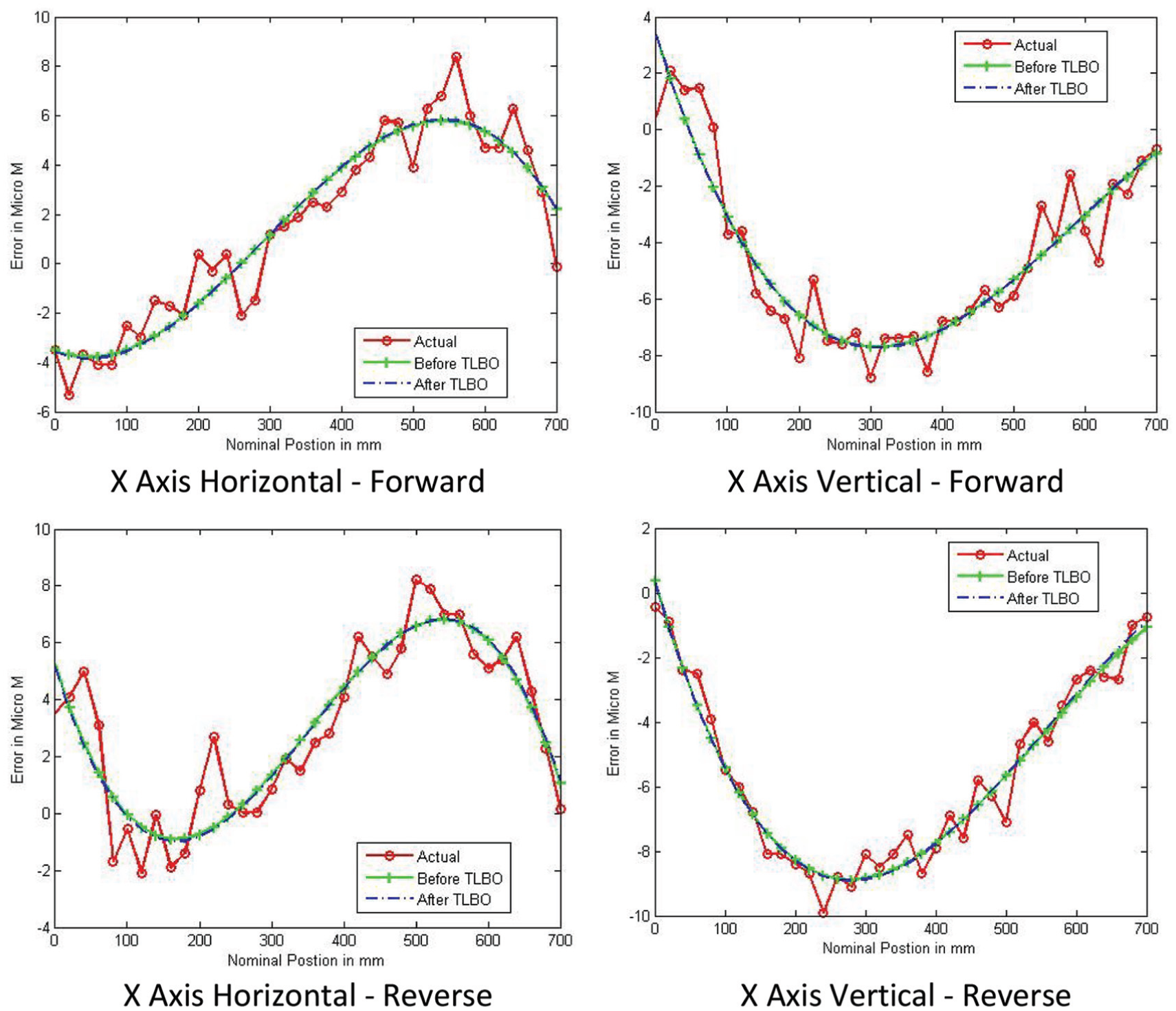
Nominal positions versus error—X-axis.
Conclusion
The positional errors have been measured in an equal interval by varying the nominal position of X, Y and Z axes using laser interferometer in CNC VMC both in forward and reverse direction. Different mathematical models have been developed for the measured error and the best model has been selected for each axis using the AIC method. The selected best model’s coefficients were optimized by implementing TLBO algorithm with the objective of minimizing SSE and maximizing R2. TOPSIS method has been adapted to convert the dual objectives into a single objective. A value of 1%–2.6% of improvement in R2 value in X-axis, 1%–14.3% in Y-axis and 10.3%–71.1% in Z-axis were observed in this proposed method.
The contribution of the authors in this present work is aimed to develop a mathematical model by minimizing the SSE and maximizing the R2 values to calculate position errors presented in CNC machine tools in X, Y and Z axes both in forward and reverse direction, using the error data measured by laser interferometer as per VDI 3441 Germany standard which can’t be entirely eliminated from the machineries. Limitations of the paper are the developed model in the present work is suitable only to determine the position errors presented in the CNC machine tools based on the error data measured by laser interferometer as per VDI 3441 Germany standard, and the thermal errors are not considered in the present work.
Footnotes
Acknowledgements
The authors would like to express their most profound appreciation and sincere thanks to Shri VAP Sharma, Mrs S Sudha, Shri SS Avadhani, Mr CT Shivaraj and Mr Ramamohan of Central Manufacturing Technology Institute, Bangalore, for their kind support in positioning error measurements using laser interferometer.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.