
Abstract
Since the auto industry’s 2008 crisis, the decades-long trend toward outsourcing by the Detroit Three automakers has stalled. During and after the crisis, original equipment manufacturers moved work inside their corporate boundaries, including the purchase of eight previously spun-off parts plants. Why has this happened? Drawing on 77 interviews in the United States and Canada and 27 insourcing cases, the authors explore how and why insourcing has taken place. Past literature has considered the costs and benefits of creating the vertically integrated corporation, the managerial politics behind vertical disintegration, and the labor–management relations that shape both. While much industrial relations scholarship points to decentralized plant-level partnerships as a union strategy to win investment, the authors find that local unionists are intervening in the politics of the corporation above the plant level to influence the purchasing, manufacturing, and engineering functions that determine the sourcing decision.
Keywords
Since the auto industry’s 2008 crisis, the decades-long trend toward outsourcing by the Detroit Three automakers has stalled (Diem 2010; McElroy 2011). Starting in the 1990s, Ford, General Motors (GM), and Chrysler had been outsourcing production and support services, and by 2010 had closed or spun off most of their in-house parts plants in North America. Simultaneously, however, these firms were moving parts production in-house in an ad hoc fashion, including the repurchase of spun-off parts plants. Bringing previously externalized processes and assets in-house—what we define as insourcing—became an important means for autoworker unions to secure work and investment (Parker 2005).
This article explores the conditions under which insourcing takes place and the role of trade unionists in it. We examine in-house parts plants of the Detroit Three, past and present, where the boundaries of the firms are relatively fluid. In 2016 through 2018 we interviewed trade unionists and managers in plants in Michigan, Ohio, Ontario, New York, and Tennessee, as well as officials in the headquarters of the corporations (GM and Ford) and unions (IUE-CWA, UAW, and Unifor). 1 We examined plants that had been spun off, insourced, and/or closed, and those that remained in-house.
Past literature on vertical integration or disintegration has investigated the costs and benefits that make up the business case and the managerial politics of outsourcing. Some studies have considered how the business case for outsourcing or insourcing is shaped by trade union strategy, because of labor–management partnership, concession bargaining, and employment protection legislation. Insourcing has been a blind spot. Our study’s contribution is to show how trade unionists intervene in corporate politics to affect the degree of in-house production and, in some cases, reverse vertical disintegration.
We examined 27 cases of insourcing, 16 of which were influenced by trade unionists. Some used partnership—building trust and improving communication with management—to identify functions that could be insourced, put together a detailed business case, and lobby the corporation’s sourcing and product development departments to win the work. In six cases, however, trade unionists effectively made the business case for insourcing using pressure tactics, employing contract language and the union network. Below we show how managers and trade unionists discussed the business case and how trade unionists engaged in corporate politics to make this case.
Insourcing in the North American Auto Industry
Insourcing occurred against the backdrop of union decline. Between 1983 and 2016, union density in US “motor vehicle and equipment” manufacturing dropped from 59% to 17% (Hirsch and Macpherson 2003), while the collective share of the Detroit Three in the US market dropped from 74% to 44% (Ward’s Automotive 2019). In Canada, where autoworkers had since 1984 been organized in a separate and initially more militant union, membership density in original equipment manufacturers (OEMs) fell from 73% (2005) to 58% (2014) and in parts manufacturers from 31% (2005) to 21% (2014) (Sweeney and Mordue 2017). As the Detroit Three lost market share, non-union plants opened and the industry footprint moved south. As a result, autoworkers on both sides of the Great Lakes faced intensified low-wage competition (Klier and Rubenstein 2008).
Vertical disintegration refers to “the emergence of new intermediate markets that divide a previously integrated production process between two sets of specialized firms in the same industry” (Jacobides 2005: 465). In 1993, GM spun off four large axle plants that employed 7,500 workers into a new company, American Axle Manufacturing (AAM) (Feeley 2008), and in 1999 it spun off at least 23 parts plants that employed 50,000 UAW members and at least 8,000 IUE members into the Delphi Corporation (Bradsher 1998). In 2000, Ford followed suit by spinning off 17 plants that employed 18,000 UAW members into the Visteon Corporation (Cutcher-Gershenfeld, Brooks, and Mulloy 2015a: 171). In Canada, independent parts suppliers, mostly non-union, were the main beneficiaries of outsourcing (Holmes 2004). Restructuring accelerated with the bankruptcy filings of Delphi (in 2005) and Visteon (in 2009), and between 2005 and 2010 the number of current and former in-house parts plants declined from 115 to 79 (see Figure 1).
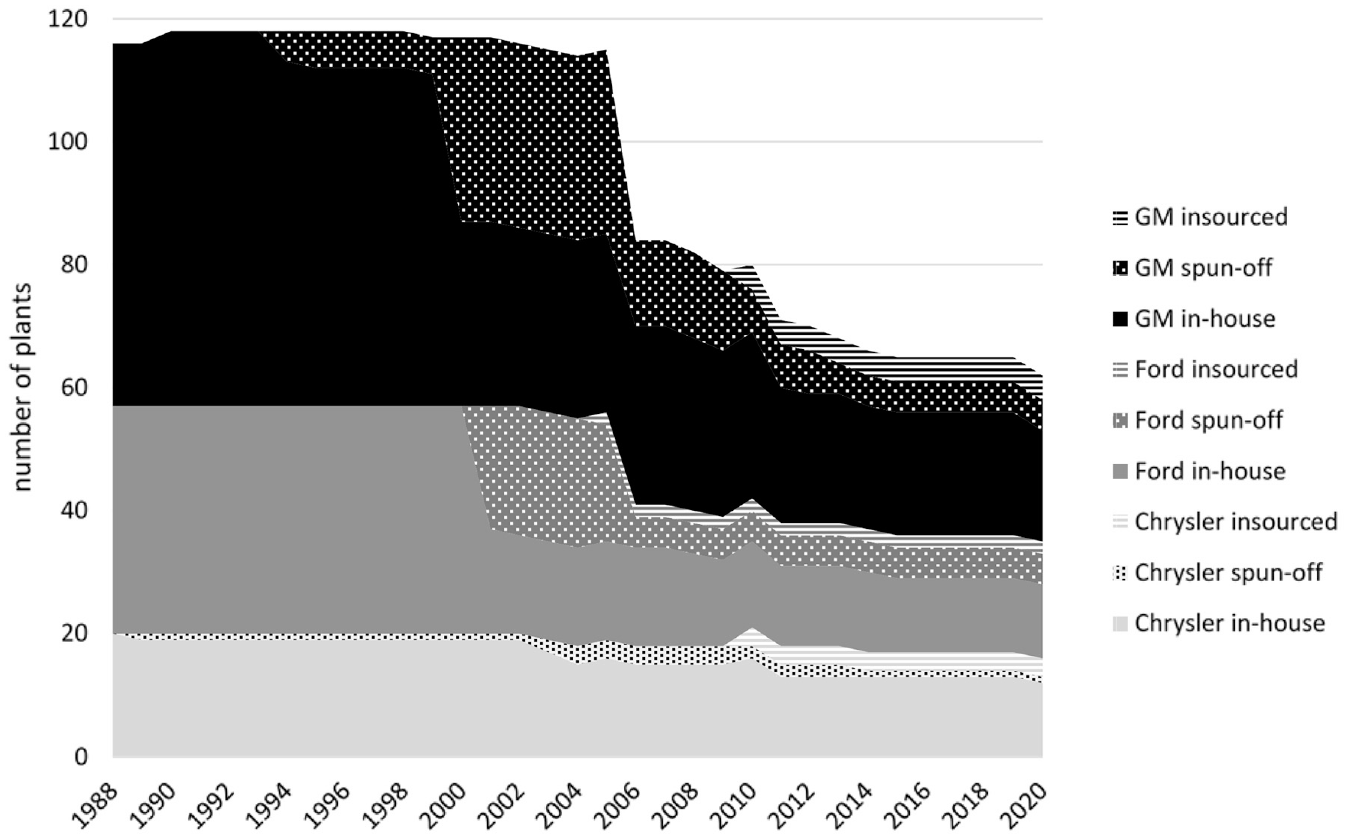
In-house, Spun-off, and Insourced Parts Plants in the United States and Canada, the Detroit Three
Vertical disintegration contributed to the decline in membership and bargaining power of autoworkers’ unions. Management became increasingly successful in winning “competitive” pay scales and work rules because of lower pay and union density at independent suppliers (Katz, MacDuffie, and Pil 2002). The staging of worker-to-worker competition to extract concessions, or “whipsawing” (Greer and Hauptmeier 2016), was already taking place in the early 1980s, as GM used comparisons with independent suppliers in local bargaining in its axle plants (Katz 1985). Spinning off parts subsidiaries facilitated the creation of lower-wage workforce “tiers.”
During the 2008 industry crisis, concessions were extended into the cores of union power, including assembly and in-house parts production (mainly engines, transmissions, casting, and stamping), both in the United States and in Canada. The US federal government, as a condition of bailing out GM and Chrysler, imposed concessions, including the deepening of the lower wage tiers negotiated in 2007, defined contribution pensions, and the shift of responsibility for retiree health care costs onto union members (Rattner 2010). Canadian governments followed suit in attaching bailout money to benefits concessions and a lower wage tier for new hires (Stanford 2010). In both countries, Ford extracted similar concessions, although it did not go through bankruptcy. The UAW’s calculation of its own wage premium declined from 69% to 33% between 2006 and 2015 (Cutcher-Gershenfeld et al. 2015a: 205). In 2005, the gap for all-in costs between a Ford worker and a transplant worker was $20.55 per hour ($64.88 compared to $44.33); in 2010 it was $6 ($58 compared to $52) (Cutcher-Gershenfeld, Brooks, and Mulloy 2015b).
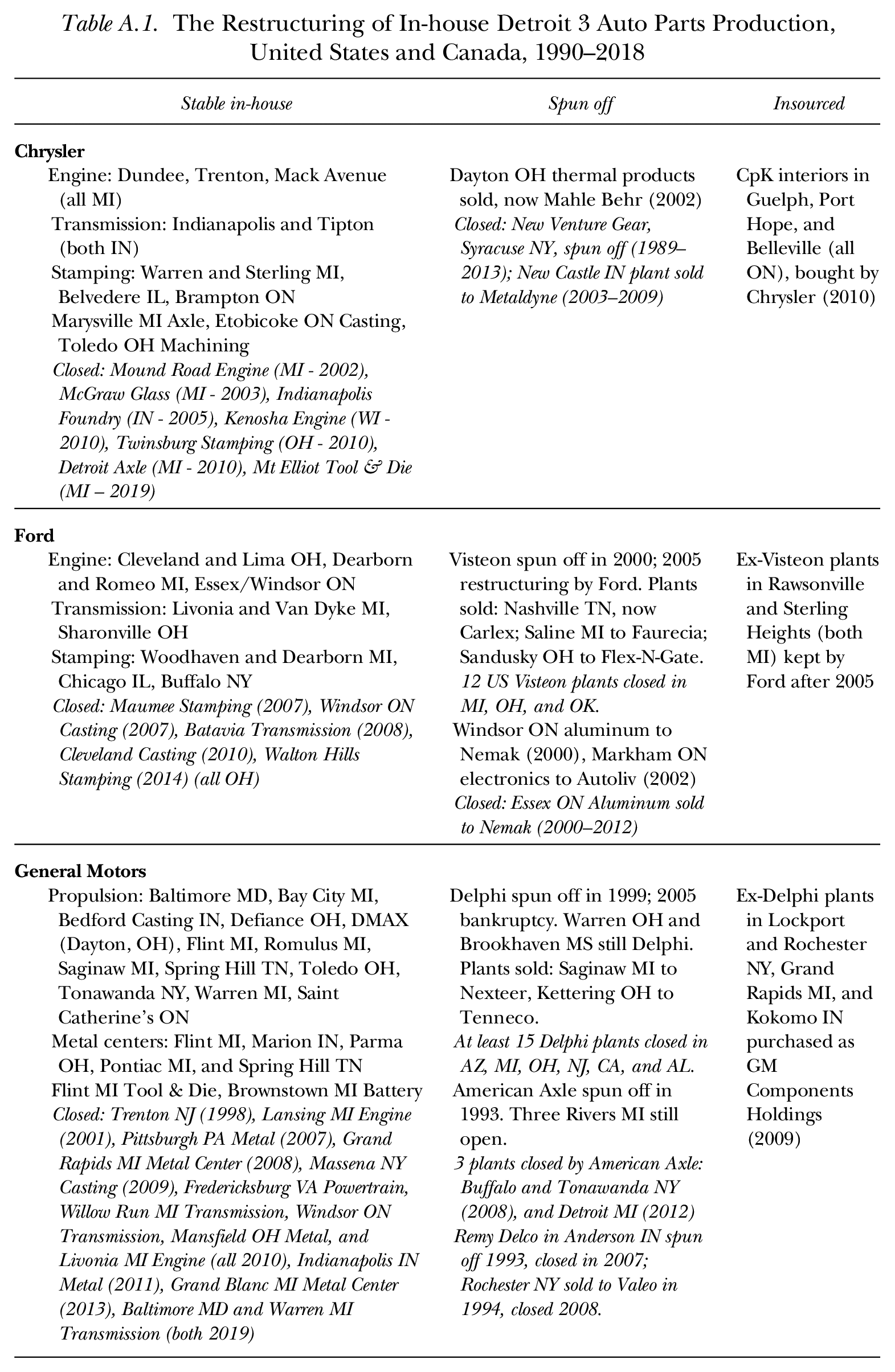
This restructuring has varied in severity between countries and companies. Canada was less affected than the United States because it had relatively little in-house parts production by OEMs. The 12 IUE-CWA–represented plants were hit hardest; seven plants closed and only one plant remained within an OEM. Chrysler was less affected than Ford or GM because it owned fewer parts plants, but all three of the OEMs maintained significant in-house parts production and during the 2008 crisis re-internalized plants. 2
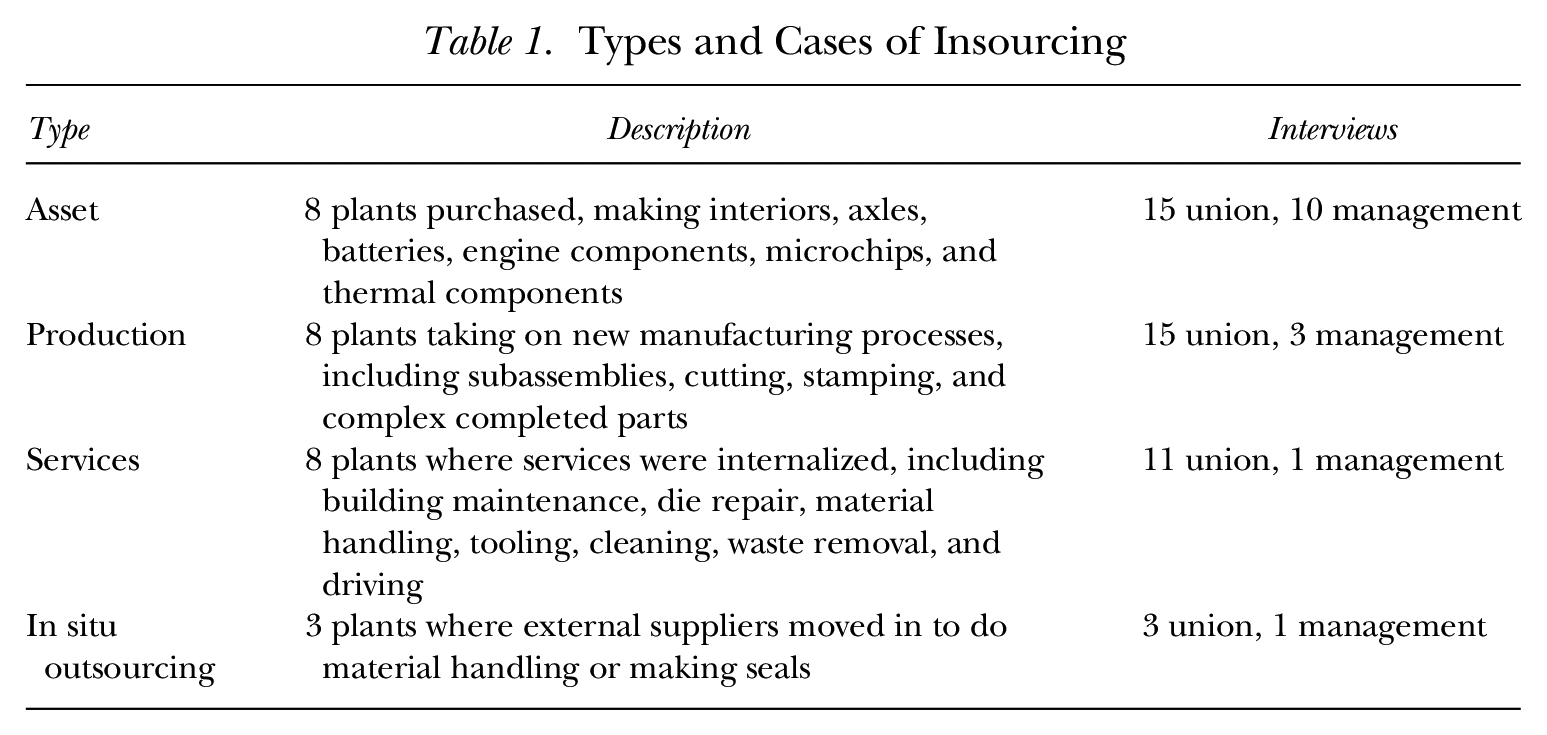
During this period, the Obama administration used the term insourcing to signify moving work back to the United States that had been moved offshore to China or Mexico (Compton 2012). The insourcing we observed, by contrast, concerned the reversal of domestic outsourcing decisions. These included plant-level decisions that made only small changes to the percentage of in-house value added, but also corporate decisions to internalize production that had previously been entirely spun off. We observed four kinds of insourcing (see Table 1):
The insourcing of assets includes OEMs purchasing parts plants that they had earlier spun off. Ford bought two Visteon plants in 2009: Rawsonville (diverse parts, including batteries) and Sterling Heights (axles), both in Michigan. GM bought four Delphi plants in 2009: Grand Rapids, MI and Rochester, NY (engine components); Lockport, NY (thermal systems); and Kokomo, IN (electronic sensors). Chrysler purchased two unionized plants to form CpK in 2009: Guelph and Port Hope, ON (cockpits and interiors). In all cases, wages and benefits concessions were deeper than elsewhere in the respective OEMs. We identified eight cases of asset insourcing, six in the United States and two in Canada.
The insourcing of production includes moving work carried out by an independent supplier into the premises of the OEM and having it carried out by the OEM’s employees. Examples include subassembly work moved into an assembly plant or component production moved to an in-house parts plant. Production insourcing is governed by sourcing language in collective agreements (in the United States) or by ad hoc bargaining (in Canada), and pay scales are the same as for other workers in the plants. We identified eight cases, five in the United States and three in Canada.
The insourcing of support functions includes on-site work from a contractor to the OEM’s workers, normally small-scale. It can include maintenance of machines and buildings by skilled trades workers, as well as material handling, cleaning, and waste disposal by production workers. This work is governed by contracting language in collective agreements, including skilled trades utilization articles and the pay scales of the respective plants. We identified eight cases, five in Canada and three in the United States.
In situ outsourcing includes allowing an external contractor to operate on the OEM’s premises with a separate workforce. Pay scales in these firms are substantially lower than elsewhere on the site, but they are unionized. This work can include support functions such as material handling and low value-added production tasks. We identified three cases: two in the United States and one in Canada.
Types and Cases of Insourcing
Why Insource?
Costs and Benefits
The dominant approach to understanding insourcing focuses on the reduction of transaction costs and economizing through the make-or-buy decision. Market relationships are inherently uncertain and potentially costly, since arms-length contracts are incomplete. Vertical integration, as Williamson (1971) explained, happens for three main reasons: “The properties of the firm that commend internal organization as a market substitute would appear to fall into three categories: incentives, controls, and . . . ‘inherent structural advantages’” (p. 113). Uncertainty in relationships with a supplier, an idiosyncratic product or service, frequent transactions, and highly specific investments (such as the construction of a factory) can motivate vertical integration (Williamson 1979). A particularly important transaction cost for the firms in our sample is hold-up, a risk involving specific and hard-to-redeploy investments and incomplete contracts. A supplier with specific assets may extract concessions from an OEM because the latter relies on the good being produced.
This theory was developed to explain the rise of the vertically integrated corporation, and the best-known case study is the dispute between Fisher Body and General Motors. In the 1920s, GM acquired Fisher Body after rising costs and lack of control in the context of a long-term contract. The costs of this contract became apparent as the transaction was repeated against the backdrop of increased demand for the product. Capital intensity can also lead to vertical integration: “The potential costs of market failure due to small numbers bargaining conditions are magnified . . . since the firm’s large initial investment is sunk” (MacDonald 1985: 328). It was therefore more efficient for GM to internalize the work than to continue its contractual relationship with Fisher (Coase 2000).
The cost considerations behind the make-or-buy decision also include production costs. In Drauz’s (2014) study of insourcing in German factories, for example, work was internalized to use up spare machine and floor capacity. Concession bargaining and improvements in productivity also affect the costs considered in the make-or-buy decision.
Managerial Politics
Decisions over firms’ boundaries are not reducible to economizing in the make-or-buy decision. Jacobides, MacDuffie, and Tae’s (2016) study of the changing organizational boundaries of automakers, for example, showed how contracting out large and complex parts (modules) made it difficult for OEMs to capture value added by empowering large global supplier firms. By around 2005, they argued, OEMs were working with consultants to rewrite the rules of contracting and affirm their own centrality as the “integrators” of systems. The outsourcing trend continued as part of a strategy to reinforce the OEMs’ control over suppliers; as we describe below, this strategy came into question as managers came to understand the problems of hold-up and loss of certain critical capacities attributable to outsourcing and spin-offs.
The strategic management literature shows that the governance of transactions is shaped by the internal capabilities of the firm and the path-dependent characteristics of suppliers (Gospel and Sako 2010). Another constraint is the power of unions: Argyres and Liebeskind (1999) pointed to a 1996 strike at a GM components plant, arguing that union bargaining power can constrain management outsourcing decisions if the strike threat is credible. One way around these constraints is concurrent sourcing, whereby the same part is simultaneously made and bought (Parmigiani 2007).
Some scholars, such as Dörrenbächer and Geppert (2011), argue that a large firm’s management is not a single actor, but rather a political system with distinct actors seeking influence, motivated by diverse ideologies and interests to push for particular corporate decisions. Multinational corporations (MNCs) are thus contested terrains, with top-down strategies of senior managers interacting with bottom-up mobilizations of local actors (Edwards and Bélanger 2009). Trade unions can intervene in these managerial politics to block plant closures (Dupuis 2018) and, as we show below, to influence sourcing decisions.
Labor–Management Relations
Industrial relations research also contains insights into the costs and benefits of insourcing and the managerial politics behind insourcing decisions, beyond the strike threat. Much of this literature focuses on plant-level labor–management partnerships to improve flexibility, productivity, and quality. Changes in the economic environment, these writers argue, have led to new management strategies, to either foster or force change in the workplace (Kochan, Katz, and McKersie 1994), leading to increasing decentralization of collective bargaining and variation in bargaining outcomes (Katz 1993).
In the United States, the Detroit Three have been laboratories of labor–management partnership. The Saturn Corporation, for example, used joint labor–management committees to produce improved performance and formally incorporated worker voice in sourcing and other areas of corporate strategy (Rubinstein and Kochan 2001: 30–31). The Detroit Three also had long-standing national joint programs, which aimed to encourage partnership to improve performance and save jobs across the corporation (see Cutcher-Gershenfeld et al. 2015a on Ford).
Union involvement in sourcing, however, does not always go together with partnership. Much comparative literature looks at power relations and national institutional differences. Researchers typically argue that worker participation is more limited in the United States than elsewhere (see Turner 1991 on Germany). These studies find that power shifts toward management under conditions of vertical disintegration and that power relations and union strategies can affect the boundaries of the firm (Sako and Jackson 2006). Doellgast, Sarmiento-Mirwaldt, and Benassi (2016) showed that the boundaries of the firm are shaped not only by wage differentials between internal and external providers but also by the cost of layoffs due to employment protection legislation. These institutions affect the cost calculation and help unions apply pressure in fights against outsourcing.
Institutional differences between the United States and Canada historically led to dissimilar union strategies, but these differences have declined (Rutherford and Holmes 2008). The militant and politicized Canadian Auto Workers (CAW), for example, opposed “lean” work organization in the 1990s but then came to accept it (Siemiatycki 2012). The Canadian government was more active than the US government in promoting the auto industry through subsidies (Anastakis 2013), but the Obama administration took the lead in bailing out GM and Chrysler, with Canada following (Rattner 2010). The gradual shift of work to Mexico and the US South has put Unifor and the UAW under similar pressures (Klier and Rubenstein 2008). In line with these findings, US–Canadian differences between union insourcing strategies in our sample have been subtle.
Unions and the Politics of Insourcing
These three approaches to understanding the changing boundaries of the firm illuminate various aspects of insourcing: costs and benefits, management politics, and labor–management relations. Insourcing is more likely to occur when in-house production is less costly and risky than production at external suppliers, but these factors are weighed against the firm’s capacities and constraints and considered in the context of management ideology and power relations. Union concessions and joint efforts with management to improve plant-level performance may improve the business case for insourcing, but unions sometimes use pressure tactics to fight outsourcing.
Figure 2 depicts the process through which an opportunity for insourcing can translate into an insourcing decision. The case for insourcing does not make itself, and local trade unionists have a strong incentive to make it. Because management is not monolithic and management ideology about insourcing not straightforward, local trade unionists rely on their knowledge and personal networks. Whether they intervene in managerial politics depends on national unions, which provide training, bargain a framework of rules to govern deliberations over sourcing, and make connections between local unionists and management in headquarters. Local unions that have these resources pursue insourcing through one or two distinct procedures: local bidding for work on an ongoing basis and/or allocating investments through a national process and fixing them in the master collective agreement. Trade unionists who lack these resources do not pursue insourcing.
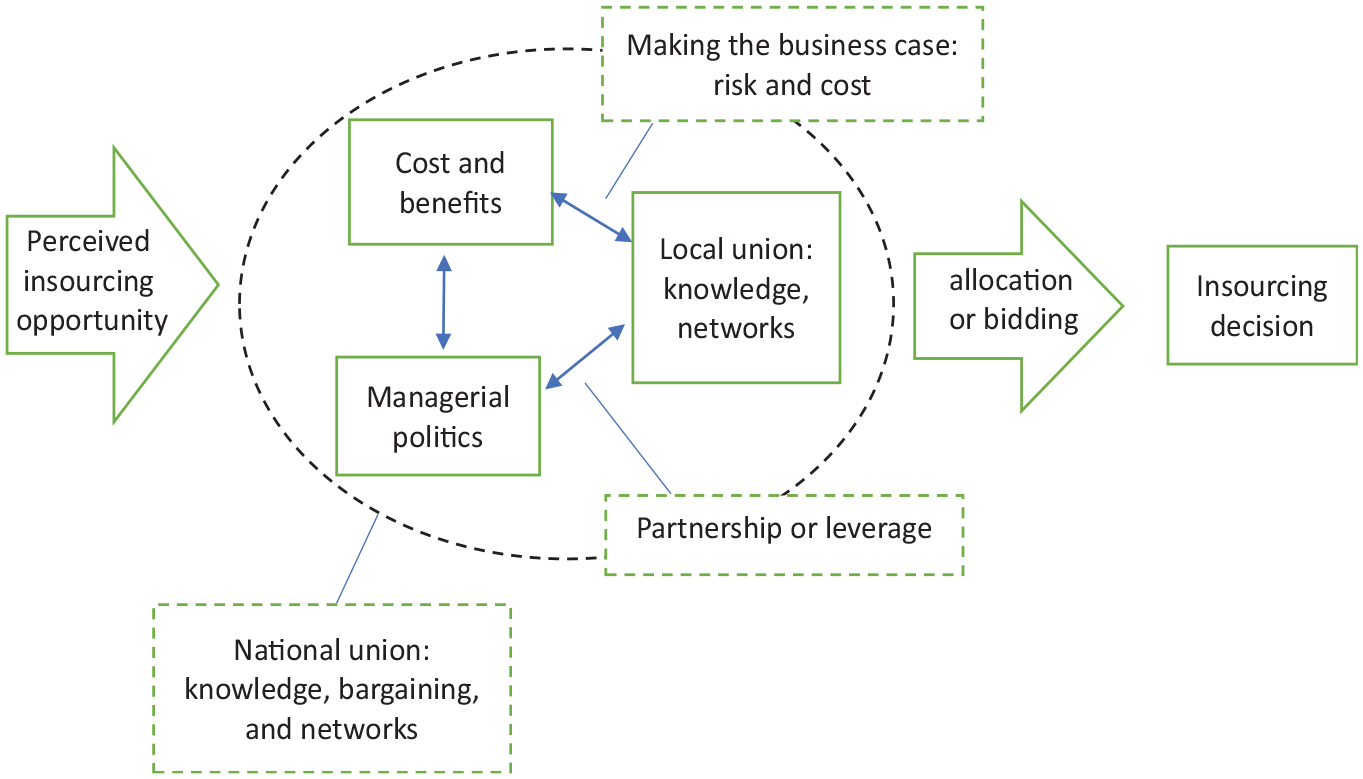
Local Unions, Corporate Politics, and Insourcing Decisions
Methods
Because little is known about insourcing, our research was exploratory and qualitative. Relatively few preconceived notions were available to inform our initial approach to the field; influenced by grounded theory, our thinking developed inductively, using comparisons of workplaces and respondents (Glaser and Strauss [1967] 2017) as we encountered them. We were able to specify kinds of insourcing, conditions under which trade unionists have opportunities to promote insourcing, processes that led to insourcing decisions, and interviewees’ explanations for their own success or failure.
Our unit of analysis was “insourcing episode”: We studied tasks (production, support functions) or an asset (a plant) that were formerly outside the boundaries of the OEMs and brought back in-house. Most plants we studied were in situations of concurrent sourcing, in which an independent sister plant was producing the same parts. We focused on single-plant cases to capture the influence of local trade unionists on the sourcing process.
We spoke to trade unionists who had worked at 23 plants that were, or had previously been, part of the Detroit Three. We included Canadian and US plants, because geographic proximity and free trade have allowed the automakers to create integrated production systems around the Great Lakes. Differences in union strategies and institutions were also of interest given their potential effects on insourcing. We assumed the North American auto industry would produce theoretically interesting findings on insourcing, since it is historically important for scholars exploring the vertical integration and disintegration of corporations (Coase 2000). We chose parts plants because they were close to the boundary of the firm and therefore susceptible to being spun off or re-integrated. All plants studied were tier-1 suppliers, meaning they directly supplied parts to the OEM. We conducted press searches and interviewed experts to develop a comprehensive list of plants.
Most interviews were with in-plant trade unionists. Managers and national and regional trade unionists were interviewed to gain access and corroborate what local interviewees were saying. Our first interviews were with union officials at insourced plants, including one in Canada and one in the United States, as well as a single interview at two additional plants. We then interviewed local trade unionists in other parts plants to compare, including UAW, Unifor, and IUE plants. These included plants that remained in-house (engines and metal parts—four in the United States and three in Canada) and that were spun off and had a new owner (four in the United States and one in Canada). We also interviewed leaders at two locations that were not producing parts (a technical center and an assembly plant) and five that had closed. In 12 of these 23 plants, union leaders we interviewed identified one or more cases of insourcing (see Table 2).
Interviews
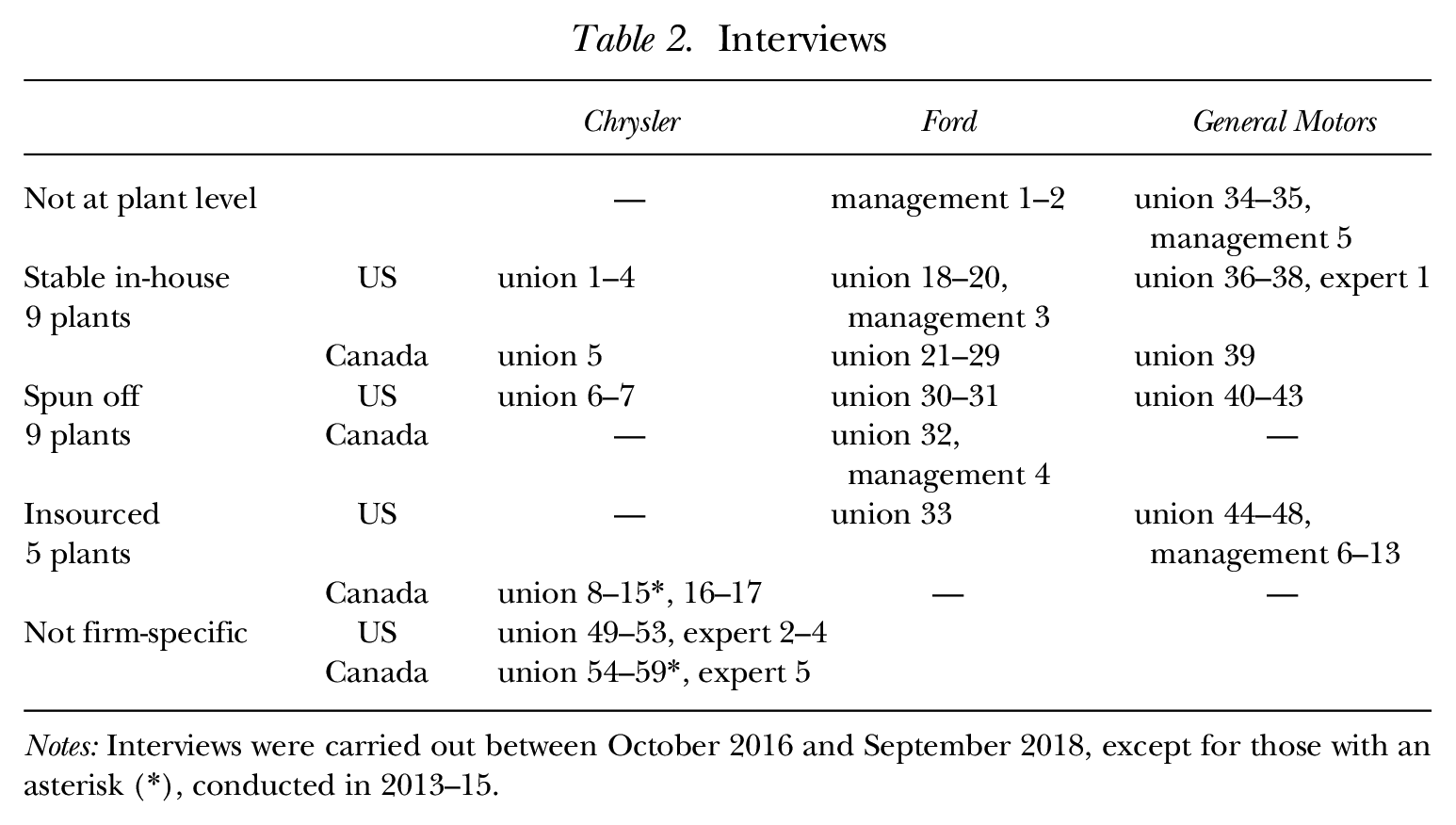
Notes: Interviews were carried out between October 2016 and September 2018, except for those with an asterisk (*), conducted in 2013–15.
The interviews were semi-structured. We asked plant-level interviewees 1) why their plant remained open during the wave of plant closures and what they did to keep it open; 2) how pay, benefits, and work rules were renegotiated and joint labor–management efforts deployed to improve plant performance; and 3) whether insourcing took place and how trade unionists were involved. Some trade unionists took us on plant tours, allowing us to talk informally with workers and managers. We also collected local collective agreements.
The vast majority of interviews were in-person (a few were over the phone or Skype), recorded, and transcribed. We coded transcripts using MaxQDA, first in an open-ended way that reflected our main lines of questioning (bottom-up coding). Then we more systematically identified variations in the answers we received by separating out 27 cases of insourcing discussed by interviewees and categorizing them (top-down coding).
The Business Case
Our interviewees had much to say about the business case for insourcing. Many discussed issues highlighted by Jacobides et al. (2016), namely OEM efforts to reduce risk by reasserting control. By insourcing, according to many of our interviewees, the OEMs were mitigating risks incurred from past waves of outsourcing. In most cases, however, cost was the overriding concern. Interviewees pointed to wage and benefits concessions (Doellgast et al. 2016), quality and productivity (Rubinstein and Kochan 2001), fixed costs (Drauz 2014), taxes, subsidies, utilities, transportation, and health and safety. Demonstrating lower costs than the competition was necessary in nearly every case made for insourcing.
Many of our interviewees discussed risks by mentioning AAM and Delphi. In the AAM case, which led to axle insourcing at both Ford and GM, the situation was described by a senior manager as a “train wreck” (management 2). 3 GM had to close assembly plants after workers at its former axle plants went on strike for 87 days against concessions demanded by AAM management (Feeley 2008). At Delphi, a private equity consortium bought a majority stake and used the bankruptcy process and a threat of stopping deliveries to extract a bailout from GM and the US federal government (Appelbaum and Batt 2014). This threat was potent, as every minute of downtime in an assembly plant is expensive for the OEM. The lesson of both stories was, according to our interviewees, that dependence on external suppliers is risky. During a conflict with a supplier, “you wish you had [the work] back again. You can control it yourself” (management 5).
The eight cases of asset insourcing followed this logic. The OEMs had repurchased these plants to ensure an adequate supply of parts to keep assembly plants operating as they recovered from the crisis; these were all cases of partly internalizing a part that had previously been completely externalized. The OEMs, however, made quite different choices about which plants to purchase. Chrysler insourced interior and cockpit production in two Ontario plants, whereas Ford sold a similar plant in Saline, MI. GM repurchased a Delphi thermal systems plant in Lockport, NY, whereas Ford and Chrysler externalized similar plants in Detroit and Dayton, respectively. While Ford internalized an axle plant in Sterling Heights, MI, GM took a piecemeal approach to axle insourcing and Chrysler shifted in-house axle production into a joint venture.
How did interviewees explain these choices? One management interviewee declared that the part produced by one plant had been reclassified a “core business” (management 2). Two other plants were said to be reliable suppliers of a component crucially important to the OEM; according to one union leader, during the crisis senior management “couldn’t at that point play games and get rid of us. Necessary evil if you will, I don’t know” (union 44). For others, the situation was more precarious. In one, senior managers had announced a long-term intention to close the plant once it no longer needed a part the plant produced for several vehicles, placing the onus on local actors to find new products. In another case, local union mobilization and national union networking convinced management to purchase the plant, with the business case including lower labor costs than the non-union competitor and the specificity of the asset (union 8–15, union 53).
In other smaller cases of insourcing, mitigating risk was also mentioned. One local union leader reported working closely with management to deal with a conflict with a contractor that was holding the OEM for ransom, doubling the price, and going so far as to hide dies in local farmhouses. The skilled trades workers “went in, got our trucks, brought them in. My toolmakers had to fix some of them. We didn’t miss one day of production” (union 5). The work was insourced to prevent such problems in the future.
Other interviewees pointed out that their work was concurrently sourced, which mitigated some “hold-up” risks but could also give management the power to whipsaw workers against one another in collective bargaining (union 39, 42, 45). Some interviewees argued that control was the most important motivation: “There’s nothing inherently better or worse for them to do without, or bringing the work in, I think that [the CEO] was actually correct: it was better to have control over key functions” (union 4).
While interviewees mentioned risk and control in many cases, production costs played a role in all cases. Concession bargaining—multiple wage tiers within the same plant, defined-contribution pensions, the restructuring of retiree health care, and reductions in job classifications—had altered the business case in favor of insourcing. The UAW agreed to concessions in 2007, 2009, and 2011, and the CAW followed suit in 2009 and 2012. These arrangements substantially reduced the gap in costs between the OEMs and independent parts suppliers. Given various categories of temporary workers, two to three tiers of production workers, workers transferred from plants with lower pay scales, skilled trades, and in-house contracting, the range of hourly pay within each plant widened. Dincer (2016) identified seven tiers of hourly production workers in a single engine plant.
Table 3 displays the starting pay for workers in eight separate establishments. Based on local and national collective agreements from immediately before, after, and during the crisis, it treats the crisis as a three-year period of rapid restructuring in 2008 to 2011. In these years, wage tiers multiplied in both countries, with the wages of “legacy workers” (tier 1) diverging from newly hired “in-progression” workers (tier 2). Wages were highest for skilled trades and tier-1 workers in stable in-house parts plants, but these wages barely increased. Unifor negotiated a schedule for tier-2 workers to converge with tier-1 workers, which the UAW won after the crisis. However, the wages of workers in spun-off plants and insourced plants, and for in situ contractors and temporary workers did not keep pace. Under post-crisis collective agreements, wages ranged from $32.81 to $40.84 for skilled trades in the United States and Canada, respectively, down to $9.50 for janitors at a US on-site contractor and $16.12 for temps at an insourced plant in Canada.
Starting Pay, by Establishment Type and Tier (hourly wages, in local currency)
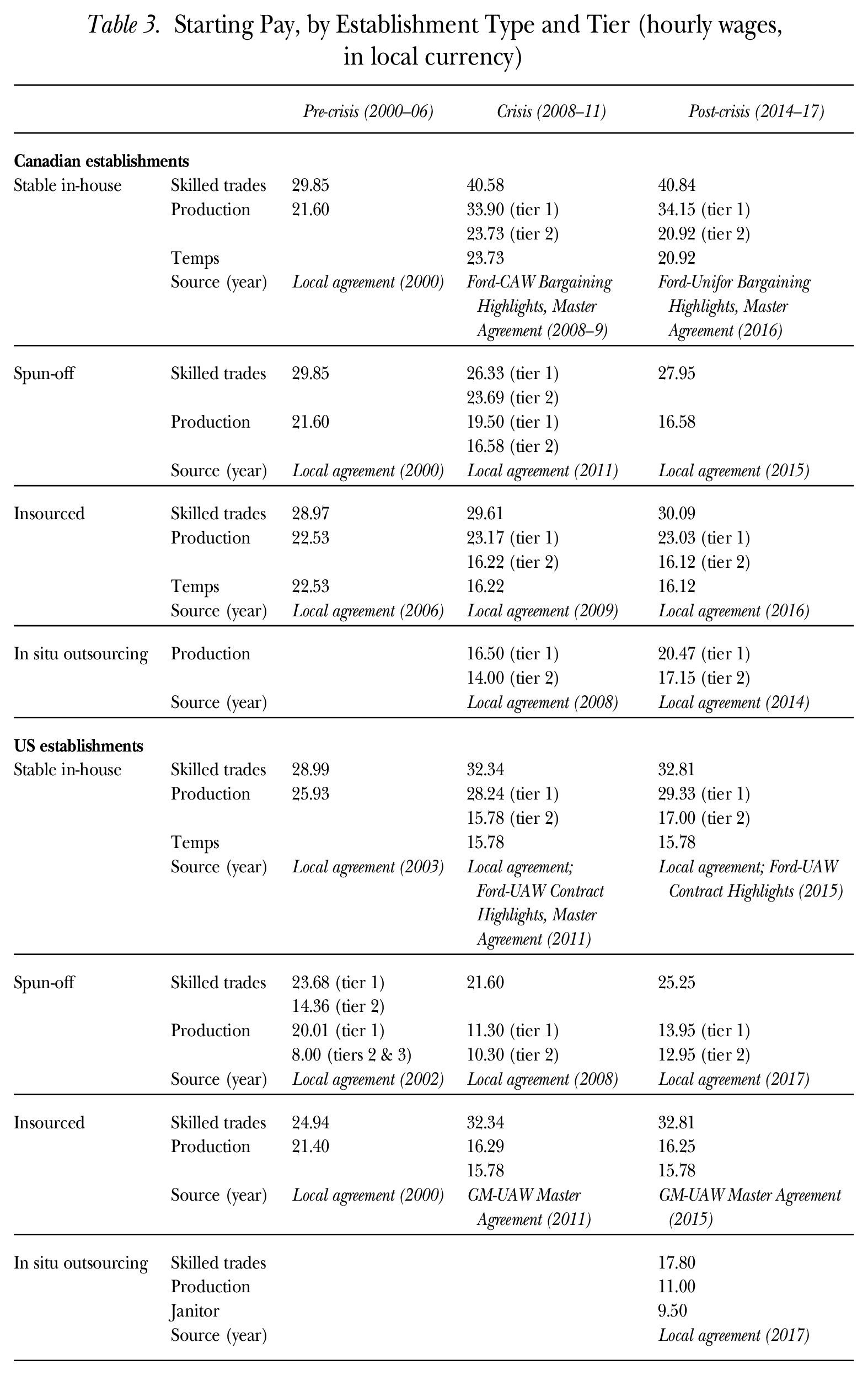
Insourced work was carried out by workers on lower wage tiers in all cases of insourced production, insourced plants, and in situ outsourcing, and in some cases of insourced support services. Plants with the lower wages of in-progression workers also had a cost advantage: One stable in-house parts plant employed workers almost exclusively in the second tier (union 1) and in-progression workers were an important part of the business case for investment articulated by a Canadian union leader (union 39).
Interviewees commonly praised the performance of their own plants, compliance with lean production standards, and productivity and quality metrics. Some of our interviewees within the OEMs, both insourced and stable in-house producers, pointed to awards their plants had won for reductions in the numbers of errors (management 13). One senior executive pointed to changes to work rules, including the drastic reduction in job classifications, as a key to higher productivity and lower hourly cost (management 2). Interviewees also pointed to other areas of continuous improvement and the need to stabilize the workforce and reduce retraining costs by keeping production workers in particular jobs for which they had the required skills (management 1; union 18). Trade unionists pointed out that high quality fed into the cost calculation: “Quality is number two, cost is number one . . . we try to save money on scrap. Quality is part of cost” (union 39). 4
Also important for insourcing production and services, however, was available capacity. Many interviewees pointed to the cost of lighting, heating, and maintaining factory buildings, and investing in the machines needed to produce parts, and argued that through insourcing OEMs could capture the value of economies of scale. As one manager told us, “If you’re not [in-house], you’re supplier A, you say it’s gonna be $37 a unit . . . it’s $37 a unit whether you make a thousand of ‘em, or whether then that three year contract grows to ten thousand.” If the work is insourced, however, “as we go to ten thousand, from a thousand to ten thousand, [the OEM] gets the benefit of the cost savings” (management 7).
Using capacity was particularly important in capital-intensive factories. As one manager in a stamping plant told us, “We probably have billions of dollars of press lines out there. They were not at full capacity, some were running fourteen hours a day, some others six hours.” He was working with engineers and purchasing managers to find out what work was done on the outside that could be done using the available capacity on these presses (management 3).
In maintenance work, the business case for insourcing concerned the full utilization of skilled trades workers. As one trade unionist that has successfully brought work in-house told us, using outside contractors could be expensive: “It was just ridiculous, what was going on. A lot of our trades were idle. And they were still paying them, I guess, for an emergency” (union 25). In plants in which skilled trades workers were working overtime, however, there was neither a business case nor interest from workers in insourcing, and the conversation shifted to increasing the number of skilled trades workers through apprenticeship.
The costs and benefits of insourcing were not usually straightforward to calculate, and many interviewees expressed skepticism about accounting practices and cost quotations. One manager told us that previously the OEM had built into the formula a penalty for in-house production (management 3). A union leader told the story of the OEM closing his plant to outsource a part to an independent supplier: “We were charging $135 per piece to make it. And they could outsource it for $35 a piece. And [management] said, ‘Well, you got 90 days!’ . . . which, of course, is just a joke.” Within a year of taking on the contract, the supplier increased the price to $100 per piece, having undercut in-house workers with a loss leader (union 2).
Because of these difficulties, restrictions on outsourcing and a method for costing were spelled out in national collective agreements. During the 1990s, sourcing language gave the UAW up to 120 days to make a counteroffer; however, very few were successful. In the 2003 bargaining round, the UAW negotiated detailed costing models and standardized templates, which aimed to make more direct comparisons between production costs and to capture cost savings from utilizing available capacity, and these became increasingly detailed over time. In 2007, the union obtained a sourcing moratorium that gave the union veto power over outsourcing decisions, an alternative work procedure in which outsourced work could be exchanged for insourced work, and new procedures for receiving confidential information from management. In 2011, for the first time, the companies spelled out in the master agreement new investments and products through an “allocation” process that specified investments in particular plants attached to particular products (union 35).
In Canada, the process is less formalized. Unifor’s master agreements do not specify any procedure for reviewing sourcing decisions, but rather include ad hoc letters of understanding that concern specific products or general interest in finding opportunities for sourcing. “Full utilization” language for the skilled trades has been in agreements for decades, however, and unionists use it to insource work (union 24).
A strong business case for insourcing is sometimes impossible to make. Because of shifts in technology, the development costs of a competitive part might be prohibitive, especially in plants in which engineering functions were externalized through a previous spin-off (management 2). The plant might not have enough slack capacity to insource work because the floor space is full (union 17) or because skilled trades workers are working overtime (union 29). The most common limit, however, was the inability to compete with overseas plants. One plant that had previously produced all of a certain part for the OEM was undercut by a South Korean supplier: “We couldn’t even get the raw materials for the price they got the finished product for. . . . They said, can you compete with this? . . . We’re not gonna work for five bucks an hour” (union 5). Another trade unionist discussed his reaction to management discussions of cost-competitiveness. He was willing to discuss comparisons with Germany, England, and the US South, but said, “Do not bring Mexico up, don’t bring China up, and don’t bring Vietnam up, or we’re walking” (union 25).
The calculations behind insourcing decisions can be summarized as follows: Outsourcing during the 1990s had proven risky, the cost of insourcing had been reduced by concession bargaining and performance improvements within the OEMs, and the availability of slack capacity fed into arguments over insourcing. Calculations of production costs were of central importance to the business case made by trade unionists, but the calculation was complex, and the method contested and bargained over.
How Trade Unionists Make the Case for Insourcing: Partnership and Pressure
Our interviewees identified 27 cases of insourcing. In 13 cases, the union had no discernable role, or its role was passive, mainly strengthening the business case for insourcing through concessions or performance improvements not specifically tied to the particular insourcing initiative. In the other 14 cases, trade unionists identified work to be insourced and normally articulated a business case to do so. These insourcing episodes all concerned plants covered by the UAW or Unifor Detroit Three master agreements. In eight cases they used partnership and in six cases pressure tactics.
In nearly every case of trade unionists affecting insourcing discussions, their role began by identifying an opportunity of insourcing. Most decisions were made by central management (such as those governed by sourcing language), but others were local (such as skilled trades work governed by contracting language). The tools available depended on the kind of work and the kind of plant.
The OEMs made the largest investments through allocation, especially in assembly, engine, and transmissions plants. The stakes were high for many of our interviewees, but there were divergent opinions about it. One unionist describes allocation as passive: “They will allocate work at the national agreement; the local chairman will wait. Then when work is allocated, we would start our local negotiation. . . . If you’re allocated, you can just sit and wait for the work to come” (union 46). The allocation system is closely tied with the development of programs, which usually begins four years before the manufacturing of the vehicle starts. For assembly plants, work is allocated depending on a specific platform or model. For parts manufacturing, allocating depends on several factors, including types of production, logistics, location, or technological requirements. In allocation, local unionists usually lack an active role as work flows from the specific needs of a program, but in national bargaining the national union can put pressure on the OEM to invest in specific plants and the national agreement secures the work.
The allocation system and the joint labor–management committees, such as the Business Review Team (BRT) at General Motors, were first negotiated in the 2003 bargaining round. It has grown in importance since 2011 as related language has become increasingly complex and broadened to include quality, technology, cost, timing, statutory requirements, and job stability. Management in labor relations and purchasing, national union representatives, and local unionists from several locations will meet before a new program is launched and review what is to be allocated to which plant in the corporation. Using complex formulae, jointly developed by labor and management, the cost of in-house production is compared with that of outsourcing using detailed data about the cost structures of both in-house and external suppliers. The BRT has an “alternative work process” to govern job loss due to outsourcing, and under the 2019 master agreement 1.5 jobs have to be created through insourcing for each one eliminated through outsourcing. The BRT can influence sourcing in one or more plants, and it gives local unionists the opportunity to defend current work or argue for new work under upcoming programs (union 35).
Most insourcing decisions we heard about, however, took place in another way: bidding. In these cases, trade unionists and/or managers were making the business case for insourcing a particular product without the outcome secured in a collective agreement. This process requires the identification of opportunities to produce for future vehicles. It also means reaching out to various management functions in Detroit to find out when new products are being planned. As one trade unionist told us, “When I hear of a program that’s coming, I’m on it!” (union 46).
Bidding is a complex process in which local trade unionists try to influence a diverse group of managerial counterparts at varying levels of the corporate hierarchy. In most plants we studied, the local union sourcing representative or the plant chairman played this role, but bidding can also include a larger network of stakeholders. Usually, in-plant engineers identify upcoming programs and make contact with Detroit salaried people in engineering, purchasing, and manufacturing, including those responsible for product development. Help from the national union leadership, through sourcing staff, is also common. To win the competition against external suppliers, local unionists need to calculate costs of logistics, production, quality, and shipping, as well as labor. “We sit with the company and make business cases for bringing work back in house. We have the numbers, we tell ‘em what it’ll cost to do it in house, this is how long it’ll take, and we’ve made business cases and we got a lot of it back in house [that way]” (union 22).
Bidding took place locally, but not always in conjunction with local bargaining. In plants covered by a UAW master agreement—including the insourced plants in the United States—interviewees did not report trading local concessions for investment. Senior managers reported a decline in their own capacity to whipsaw as plants were closed and options for moving work declined in number (management 1, 2), and “competitive” wage rates and benefits concessions were set in the master agreement.
In plants or areas not covered by master agreements, by contrast, local concessions as a quid pro quo for investment were ubiquitous. In all three cases of in situ outsourcing, the work was retained in the plant only because the work was under a separate collective agreement than the core workforce (union 21, 46). In another plant, management extracted five dollars per hour in concessions across the whole workforce in exchange for keeping it open (union 50). We heard of three spun-off plants that closed immediately after workers voted down concessionary agreements (union 53).
Insourcing maintenance work functioned differently from insourcing production work. While the insourcing of maintenance work is governed by contracting language, the insourcing of production work is, for the UAW, governed by sourcing language. Skilled trades reported regular meetings with local management to review work performed by outside contractors. Reviewing the utilization of skilled trades was reportedly an effective tool to insource work, especially in trades-heavy workplaces. As one trade unionist put it, “When we’re serving pie, everybody deserves a piece; it’s important for our outside contractors to be busy, they’re part of our community, but we serve the pie up to our people first” (union 24).
Interviewees reported using these tools in diverse ways. Some used them in the context of pressure tactics. Interviewees often spoke about this in generalities, such as one manager who described an unsuccessful attempt to close one plant as akin to trying to close a military base in the home state of a powerful senator (manager 2). In others, they were specific, speaking of the grievance and arbitration procedures and lobbying the corporate hierarchy to “escalate” in a campaign to insource (union 1–4). Typically, they identified potential work, articulated a business case for insourcing, identified (often otherwise hostile) managers who were receptive to it, and then escalated.
Local union leaders who told us they were in partnership with local management used the tools of insourcing in other ways. They sought better communication with local managers, promoting an ethos of “jointness” and communication across functions, not only with labor relations staff but also engineers. Engineers have networks that differ from those of trade unionists, labor relations, or human resources managers, and because they are deeply involved in product development they have unique abilities to identify future potential work. Unionists worked closely with engineers: “[This man] he’s the head of engineering. He’s like a liaison between [the] tech center, ‘cause we have half of our engineering’s here, on-site, and then some of it’s also at the tech center” (union 46).
These unions also built coalitions in the corporation beyond the workplace—what one plant manager called winning “love and attention,” getting the “spotlight” on the plant and for Detroit to give recognition for their efforts and performance. When the time came to develop a new product, the plant would be well-positioned to win work because of its reputation. In one typical example, we were told, “Our global vice-president for manufacturing, and the North America vice-president for manufacturing were just here, a month ago. . . . [They were] hearing positive things, knowing the turnaround that’s taken, that we’re getting the recognition for making that kind of turnaround” (management 8).
For trade unionists involved in sourcing, time mattered, because it was important to gain influence early in the development of a particular product. Because important decisions were made long before production began, it was necessary to learn about new products early in their development. Technically, insourcing did not necessarily mean the reversal of an existing make-or-buy decision, but rather influencing future decisions. One local trade unionist described this complex four-year process as defined down to the week and containing very strict targets. Labor concessions could not be exchanged for production in this process because business decisions are made so far in advance (union 46).
It is difficult to give a single “management” perspective, since union leaders’ politicking revealed a wide diversity of attitudes and interests among the salaried workers responsible for labor relations, engineering, manufacturing, and sourcing. Reasons not to work with trade unionists around sourcing included high labor cost differentials (management 6), excessive up-front investment costs (management 2), accounting practices that penalized plants for insourcing (management 3), dysfunctional labor–management relations that prevented joint problem solving (union 46), the need to maintain relationships with external suppliers (management 3), and the confidentiality of information, especially early in product development (union 35).
For many trade unionists, the problem was often management maintaining their prerogatives, the management rights clauses in master agreements being an important manifestation. This problem was reported within the OEMs (union 37), but was exacerbated in spun-off plants, where management had little experience working with unions; one interviewee compared labor relations in the OEM to labor relations in the independent supplier as “night and day,” with fewer possibilities for workplace participation (union 31).
Furthermore, many local unionists lacked the skills and expertise to cost-out bids or the network connections needed to identify new work. Unifor and the UAW could support local unions in pursuing insourcing by providing training and advice. Unifor has a particularly strong tradition in parts production, and workers in some spun-off plants and on-site outsourcing were in the same local unions as workers in the OEMs. The independent parts council in Unifor sets standards across unionized workplaces and is constantly pushing for coordination of bargaining strategies, and its skilled trades council is a forum for workers to discuss sourcing (union 24). The “work ownership” concept that was bargained in master agreements in the 1990s helps local unionists to influence sourcing and calls for outsourced work to remain under a union contract. In the UAW, workers in spin-offs and on-site outsourcing were in locals separate from core OEM workers, and they had less access to support and networks (union 31). The union’s Independent Parts Supplier Department was reportedly overwhelmed by the demands of bargaining with a much larger number of employers (union 35).
Another limit to union engagement in insourcing, however, was the preference of many trade unionists for spelling out the allocation of products and investments in the master agreement over piecemeal efforts to secure work through bidding. While allocation would seem to create more security, one local union leader argued that winning work through bidding and lobbying would create a perceived need across the corporation for the products from that plant, making management whipsawing in collective bargaining less likely (union 46).
To summarize, trade unionists had diverse ways of intervening in managerial politics. The business case could be improved without an active role for local trade unionists in the sourcing decision, through concessions and performance improvements. In cases in which trade unionists identified work to be insourced, they had two strategies: partnership and/or leverage. There were also two different ways that the mechanics of insourcing could take place: allocation and bidding. This process had an interesting temporal dimension with a detailed four-year process of decision-making leading up to the product launch.
The Promise and Limits of Insourcing
Insourcing is a long-standing demand of autoworkers’ unions in North America, in part because the OEMs used outsourcing to divide the workforce and bargain down wages and working conditions. In the wake of the 2008 crisis, policymakers and journalists identified insourcing as a trend, with periodic examples appearing in the industry press. Past research on vertical integration concerned the rise of the modern corporation; more recent research on the boundaries of the firm mainly concerns vertical disintegration. Our first contribution is therefore empirical: to uncover how insourcing takes place in the North American auto industry.
Our second contribution is to explain why insourcing happens, through the lens of trade union strategies. Although we could not systematically compare cases of success and failure, we did uncover some potential explanations from examining successes. Unions actively intervene in corporate politics above the plant level to make the business case for insourcing, but this requires support from the master agreement and/or national union. The history of union involvement in sourcing stretches back to the 1990s, the master agreements encourage this involvement through contracting and sourcing language, and staff within Unifor and the UAW have long provided support for plant-level trade unionists who promote insourcing.
According to most economists, insourcing should take place in plants in which in-house production is less costly and less risky than that at suppliers. We can confirm that cost considerations and assessment of risk are central to the business case that trade unionists make. Hold-up costs are of central importance: Production was literally held up as part of the restructuring of Delphi by private equity investors and the strike at AAM. Using asset specificity as a guide to predict insourcing is difficult, however, since the three firms made very different decisions over which plants to spin off or buy back. Moreover, transaction costs are only part of the business case: Production costs were at least as important.
Changes in managerial strategies, politics, and ideologies also matter. Management at these companies lacked a clear preference for outsourcing and had varying interests and opinions; some were working with trade unionists to move work in-house. We find cases of partnership to be particularly interesting because they revealed a complex constellation of engineers, purchasers, plant managers, and labor relations staff relevant to the insourcing decision. These stories also had an intriguing temporal dimension deserving of future research: Winning new work required intervention four years before production begins. As the strategic management literature would expect, utilizing the firm’s existing resources—workers, machines, and floor space—was central to the discussion. Insourcing was often used to reduce the risk of suppliers holding up production, sometimes as part of a concurrent sourcing strategy.
We found evidence of union strategies that improve the business case and solidify managerial support for insourcing. Unions generally have some disruptive power (Argyres and Liebeskind 1999), but the strategies we examined developed during an industry crisis when union power was at a low ebb. Plant-level labor–management partnership and concessions strengthened the business case for insourcing, but these were not the only cost considerations. Using spare capacity, reducing transportation costs, government incentives, and other factors unrelated to industrial relations also affected the business case, as did the trade unionists’ active role in making the business case and bargaining over how it was made. Moreover, pressure tactics could also be effective in some insourcing cases, and the lack of bargaining power explained the difficulties faced by the IUE compared to Unifor or the UAW. The situation of Unifor and the UAW was broadly similar, resonating with past findings that US–Canadian differences in automotive industrial relations have declined in the face of common political and economic pressures.
Insourcing is important for autoworkers’ unions because it brings workers into the master collective agreements of the Detroit Three and slows the decline in union membership. As a union strategy, however, it has limits. A compelling business case for insourcing cannot always be made, as when Canadian or US workers compete against lower-cost suppliers based in Mexico, and trade unionists did not always have the ability to press the case for insourcing. Some lacked the necessary knowledge or networks, because they were outside the UAW or Unifor or outside of the collective bargaining framework of Ford, GM, and Chrysler (or Fiat-Chrysler). Even when trade unionists had these resources, insourcing came at a cost; most workers carrying out the insourced work were in the lower tiers of the workforce, with less pay, benefits, and/or job security.
This exploratory study raises numerous questions to be addressed in future research. Most important, what are the conditions under which union insourcing efforts succeed or fail? How important is it for trade unionists to have a deep understanding of the issues and a network of contacts across the union and corporate structure? What is more effective: pressure tactics, labor–management partnership, or some combination? Vertical disintegration has undermined union bargaining power in the German auto industry (Greer 2008); what can North American unions learn about influencing sourcing and supply chains from their better-resourced counterparts in other regions?
The auto industry is crisis-prone, and in the coming crisis, the OEMs may move work from external suppliers into their own plants to reduce layoffs. But this will not happen automatically. Trade unionists will need networks across a diverse group of actors in the corporation. They will also need skills to calculate a business case and make this case to the corporation, and, in some cases, they will need tools to build pressure on managers who disagree. If the role of unions in governing corporations and supply chains is strengthened, perhaps the next crisis of US industry will be managed with an eye to retaining good jobs.
Footnotes
Appendix
The Restructuring of In-house Detroit 3 Auto Parts Production, United States and Canada, 1990–2018
| Stable in-house | Spun off | Insourced | |
|---|---|---|---|
|
|
|||
| Engine: Dundee, Trenton, Mack Avenue (all MI) Transmission: Indianapolis and Tipton (both IN) Stamping: Warren and Sterling MI, Belvedere IL, Brampton ON Marysville MI Axle, Etobicoke ON Casting, Toledo OH Machining Closed: Mound Road Engine (MI - 2002), McGraw Glass (MI - 2003), Indianapolis Foundry (IN - 2005), Kenosha Engine (WI - 2010), Twinsburg Stamping (OH - 2010), Detroit Axle (MI - 2010), Mt Elliot Tool & Die (MI – 2019) |
Dayton OH thermal products sold, now Mahle Behr (2002) Closed: New Venture Gear, Syracuse NY, spun off (1989–2013); New Castle IN plant sold to Metaldyne (2003–2009) |
CpK interiors in Guelph, Port Hope, and Belleville (all ON), bought by Chrysler (2010) | |
|
|
|||
| Engine: Cleveland and Lima OH, Dearborn and Romeo MI, Essex/Windsor ON Transmission: Livonia and Van Dyke MI, Sharonville OH Stamping: Woodhaven and Dearborn MI, Chicago IL, Buffalo NY Closed: Maumee Stamping (2007), Windsor ON Casting (2007), Batavia Transmission (2008), Cleveland Casting (2010), Walton Hills Stamping (2014) (all OH) |
Visteon spun off in 2000; 2005 restructuring by Ford. Plants sold: Nashville TN, now Carlex; Saline MI to Faurecia; Sandusky OH to Flex-N-Gate. 12 US Visteon plants closed in MI, OH, and OK. Windsor ON aluminum to Nemak (2000), Markham ON electronics to Autoliv (2002) Closed: Essex ON Aluminum sold to Nemak (2000–2012) |
Ex-Visteon plants in Rawsonville and Sterling Heights (both MI) kept by Ford after 2005 | |
|
|
|||
| Propulsion: Baltimore MD, Bay City MI, Bedford Casting IN, Defiance OH, DMAX (Dayton, OH), Flint MI, Romulus MI, Saginaw MI, Spring Hill TN, Toledo OH, Tonawanda NY, Warren MI, Saint Catherine’s ON Metal centers: Flint MI, Marion IN, Parma OH, Pontiac MI, and Spring Hill TN Flint MI Tool & Die, Brownstown MI Battery Closed: Trenton NJ (1998), Lansing MI Engine (2001), Pittsburgh PA Metal (2007), Grand Rapids MI Metal Center (2008), Massena NY Casting (2009), Fredericksburg VA Powertrain, Willow Run MI Transmission, Windsor ON Transmission, Mansfield OH Metal, and Livonia MI Engine (all 2010), Indianapolis IN Metal (2011), Grand Blanc MI Metal Center (2013), Baltimore MD and Warren MI Transmission (both 2019) |
Delphi spun off in 1999; 2005 bankruptcy. Warren OH and Brookhaven MS still Delphi. Plants sold: Saginaw MI to Nexteer, Kettering OH to Tenneco. At least 15 Delphi plants closed in AZ, MI, OH, NJ, CA, and AL. American Axle spun off in 1993. Three Rivers MI still open. 3 plants closed by American Axle: Buffalo and Tonawanda NY (2008), and Detroit MI (2012) Remy Delco in Anderson IN spun off 1993, closed in 2007; Rochester NY sold to Valeo in 1994, closed 2008. |
Ex-Delphi plants in Lockport and Rochester NY, Grand Rapids MI, and Kokomo IN purchased as GM Components Holdings (2009) | |
Acknowledgements
We thank Chiara Benassi, Evren Dincer, and Harry Katz for earlier comments on the draft and Benjamin Paré for valuable research assistance.
For information regarding the data and/or computer programs used for this study, please address correspondence to the authors at
1
IUE-CWA stands for International Union of Electrical Workers–Communications Workers of America and was formed in 2001 when the IUE merged into the much larger CWA. UAW stands for United Automobile, Aerospace, and Agricultural Implement Workers of America and is a larger general union in the United States; its core membership was traditionally in the Detroit Three automakers. Unifor’s name is not an acronym; it was formed through a 2012 merger that included the Canadian Auto Workers, which split from the UAW in 1984.
2
See the Appendix table at the end of this article, which has the data that underpin ![]() .
.
3
We identify all interviewees by number, as here, for the sake of anonymity.
4
We are grateful to an anonymous reviewer for making a point not made by our interviewees. In the 1990s, purchasing managers understood the work that had been externalized, but over time they were replaced by people lacking this expertise. This loss of knowledge and capability led to quality problems that strengthened the business case for insourcing.