
Abstract
Mineral processing simulation models can be classified based on the level that feed stream to the plant and unit models are described. The levels of modelling in this context are: bulk, mineral or element by size, and particle. Particle level modelling and simulation utilises liberation data in the feed stream and is more sensitive to the variations in ore quality, specifically ore texture. In this paper, simulations for two texturally different magnetite ores are demonstrated at different modelling levels. The model parameters were calibrated for current run-of-mine ore and then in the simulation applied directly to the other ore. For the second ore, the simulation results vary between the different levels. This is because, at the bulk level, the model assumes minerals do not change their behaviour if ore texture or grinding fineness are changed. At the mineral by size level, the assumption is that minerals behave identically in each size fraction even if the ore texture changes. At the particle level, the assumption is that similar particles behave in the same way. The particle level approach gives results that are more realistic and it can be used in optimisation, thus finding the most optimal processing way for different geometallurgical domains.
Introduction
Variation in the quality of feed to a plant has been a challenge for mineral processing operations. A prior quantitative understanding of the feed characteristics over the lifespan of the mining operation is the solution to successful production planning, circuit design, optimisation, and troubleshooting. Furthermore, an effective utilisation of ore body and proper risk management in the mining industry is also an interest. Geometallurgy utilises geological and mineral processing information to capture the spatial metallurgical characteristics of the ore body.
Mineralogy-based geometallurgical modelling employs quantitative mineralogical information, both on the deposit and in the process. The geological model must describe the minerals present, give their chemical composition, report their mass proportions (modal composition) in the ore body and describe the ore texture. The process model must be capable of using mineralogical information provided by the geological model to forecast the metallurgical performance of different geological volumes, such as samples, ore blocks, geometallurgical domains or blends prepared for the plant feed for different periods from hourly and daily scale to weekly, monthly and annual production (Figure 1).
Modelling levels based on the feed stream definition for process simulation in concept of mineralogy-based approach to geometallurgy.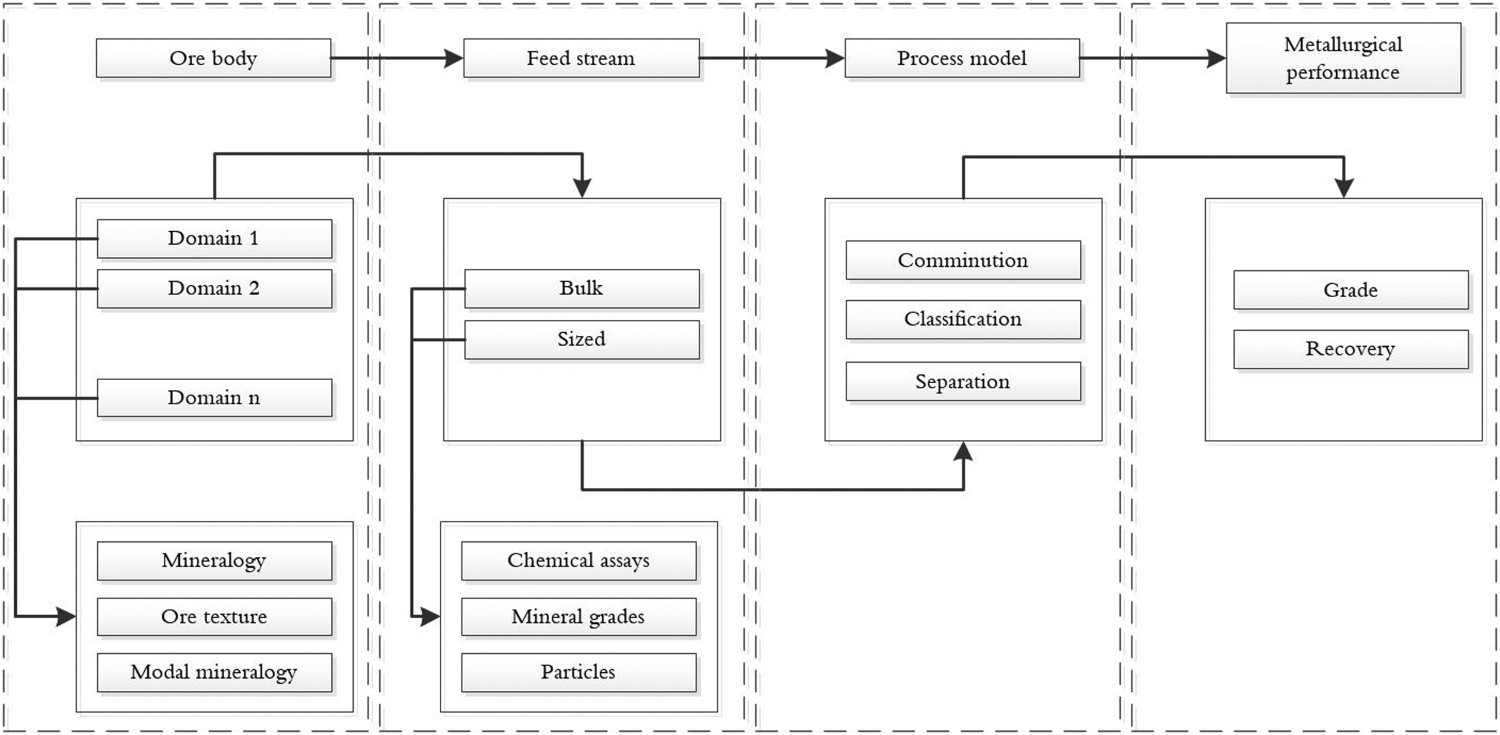
As to the level of detail, predictive models of mineral processing can be divided into three categories based on the size of the smallest block in the simulation. In the least detailed level, the entire processing circuit (black box model) is modelled in a single operation, sections (e.g. comminution circuit and flotation circuit) are used at a moderate level, and single unit operations (e.g. individual flotation cells) are used at the detailed level. In geometallurgy, it is common to use models, which forecast the full process with simple equations. For example for Hannukainen iron ore deposit, the iron recovery into the iron concentrate has been defined with a simple equation based on iron and sulfur head grade (Equation (1), SRK Consulting (2014)), and similar equations have been proposed for copper and gold as well.

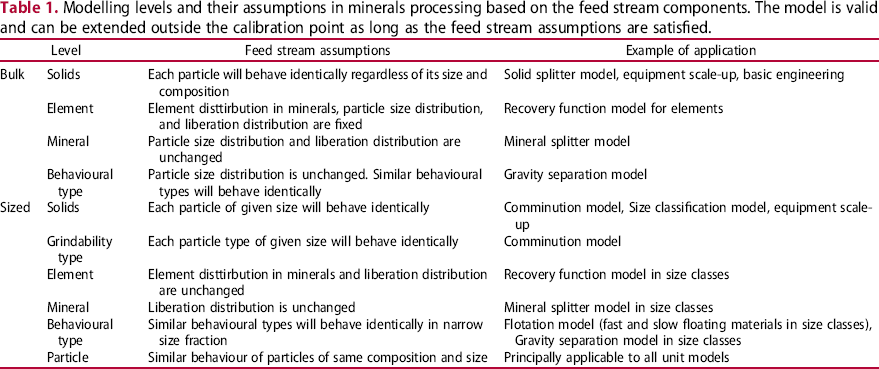
Modelling levels and their assumptions in minerals processing based on the feed stream components. The model is valid and can be extended outside the calibration point as long as the feed stream assumptions are satisfied.
This study focussed on flowsheet simulation for mineralogical-based approach to geometallurgy of iron ores. Process unit models used were selected based on their applicability at particle level for iron ore beneficiation and flowsheet simulation. The feed streams for plant simulation were run-of-mine feed and forecast feed from ore textural study. The aim was to evaluate advantages and disadvantages of simulation at the different levels decribed above and highlight the benefits of particle-level modelling and simulation especifically in geometallurgical studies.
Materials and Methods
Materials
The two feeds that used for plant simulation were from Luossavaara-Kiirunavaara Ab (LKAB) iron ore deposit. The first data set is actual feed to the plant that were collected a during plant survey and analyzed in size fractions as described by Parian et al. (2016). The second set of data is the particles from drill core crushing (Parian et al. 2017). Therefore, the first feed is from part of the ore body that is currently being mined and processed and the second feed is from part of the same ore body that is to be mined in the near future. From a geological point of view, the feeds have similar mineralogy; however, they are texturally and compostionally different. The ore mineral in both is magnetite, which is associated with apatite, quartz, amphiboles, biotites and fedspars.
Plant circuit and unit models
The flowsheet used here consists of comminution and concentration circuits and is based on the LKAB Kiruna concentration plant (Söderman et al. 1996; Samskog et al. 1997). The circuit is a general form of the magnetite beneficiation plant that LKAB uses in Kiruna. The feed to the plant is the product of crushing and cobbing plant. The beneficiation process comprises closed circuit autogenous grinding followed by primary magnetic separation and pebble milling coupled with hydrocyclone followed by apatite flotation and magnetic separation (Figure 2). The flowsheet was used to demonstrate different levels of modelling according to Table 1 and was validated against known metallurgical performance of the plant.
The flowsheet of magnetite beneficiation plant for demonstration of different levels of modelling and simulation.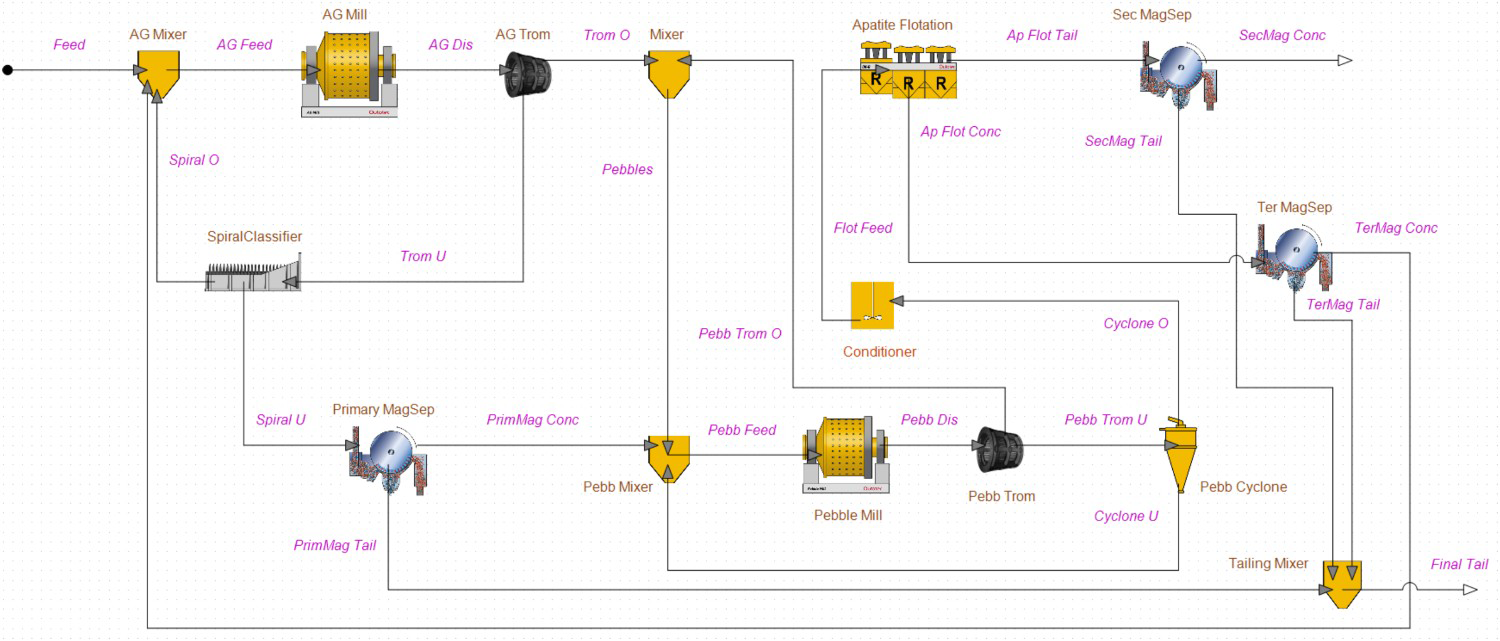
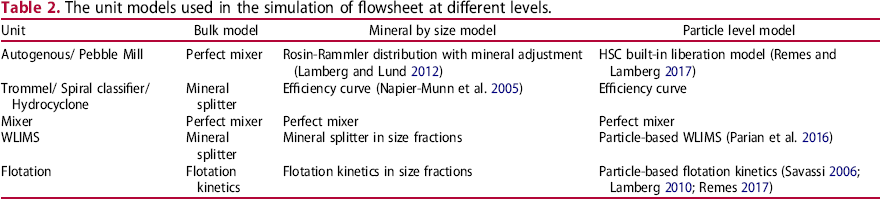
The unit models used in the simulation of flowsheet at different levels.
Results and Discussion
Modal mineralogy and liberation state of feed streams
The run-of-mine feed to the plant (ROM) and particles from crushing magnetite drill core sample (DCS) was characterised in details in order to be used for simulation. The two samples are compositionally different (Table 3) and they also have different liberation distribution (Figure 3). The DCS sample represents the ore, which is significantly lower in head grade, and ore texture is fine-grained giving lower liberation degree at given particle size. The assumptions used here are that composition of minerals and particle size distribution after crushing for both ores are the same. In addition, for simplicity, different minerals of the same group were lumped together and the main signature mineral was used for reporting grade and recovery.
Liberation curves of magnetite in the ROM (left) and DCS (right) samples. Modal composition of samples.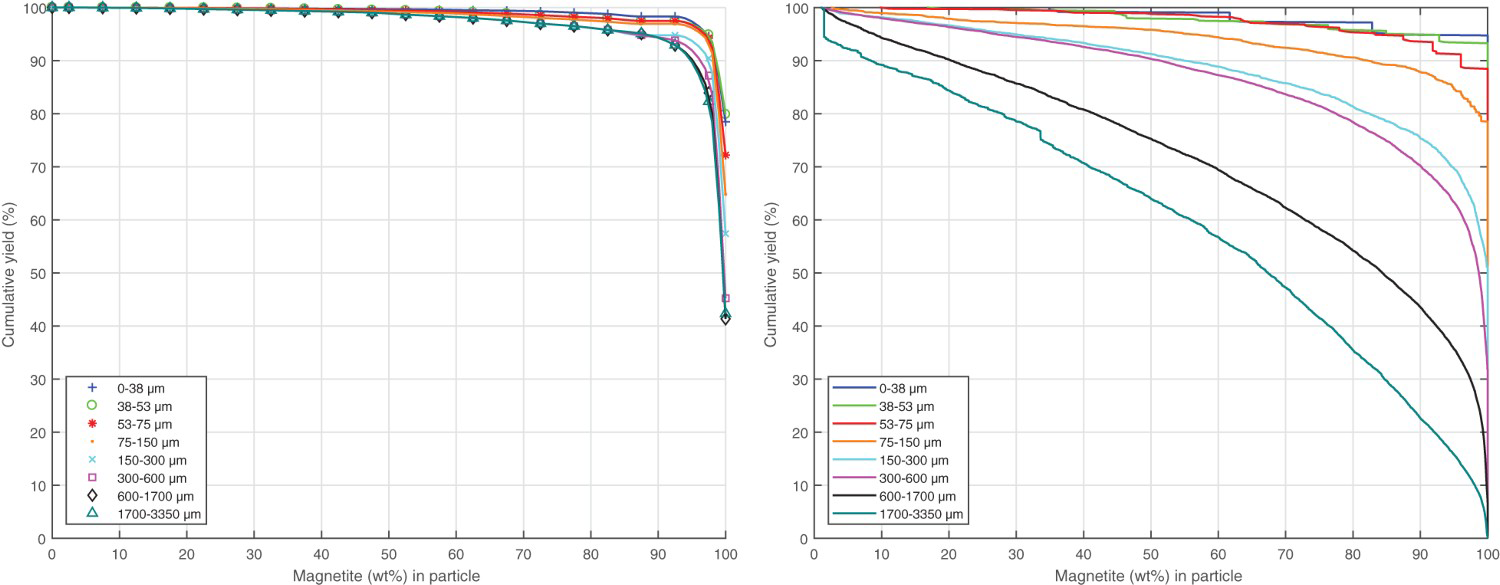

Process simulation at different modelling level
Plant simulation with ROM feed
Overall, for ROM, three levels of simulation give the same grade and recovery for all minerals for the final concentrate of the plant. This was expected as the models at different levels were calibrated to match experimental data. This also validates the simulation against current metallurgical performance of the plant.
It is known that in the magnetite beneficiation plant of LKAB, the comminution circuit grinds the ore finer than the liberation size of magnetite in order to satisfy pelletising plant requirement on fineness. Therefore, it is of interest to know the effect of coarse grinding. This has been done by increasing product particle size in grinding circuit models (pebble mill and hydrocyclone). The simulation result reveals that even in coarse product magnetite recovery and grade is still preserved (Figure 4).
Recovery and grades magnetite for different modelling levels in normal grinding and coarse grinding conditions (ROM ore).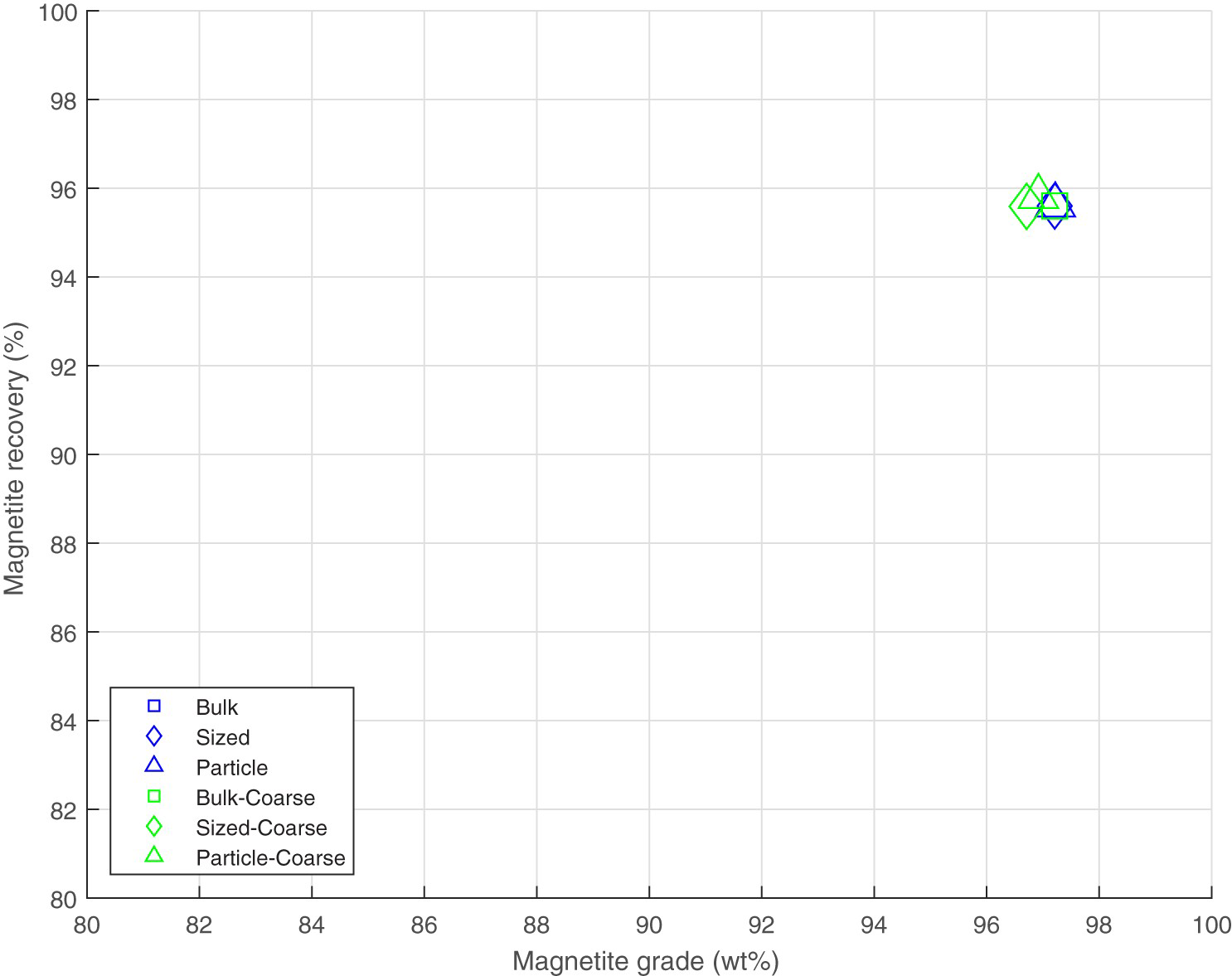
Plant simulation with DCS feed
For the simulation of DCS, the established unit model parameters used at different levels for ROM feed in coarse and normal grinding were used. The simulation for DCS ore shows that at bulk and sized levels, mineral recoveries and grades have similar results. In fact, the mineral recoveries are almost the same as ROM feed. This is due to a property of the model which defines the behaviour of minerals on unsized or sized based: regardless of the plant feed the mineral recoveries (and distribution in the full process) is similar, but the grades change. When the head grade decreases, the concentrate grade drops as well.
At the liberation level, the result is, however, different. Similar particles behave in the same way as in the base case, but because the mass proportion of particles (thus liberation distribution) is different in the plant feed for the ROM and DCS ores, the final result will differ for both grades and recoveries. The particle level simulation forecasts lower recovery for the DCS than for the ROM feed (Figure 5).
Recovery and grades magnetite for different modelling levels in normal grinding and coarse grinding conditions (DCS ore).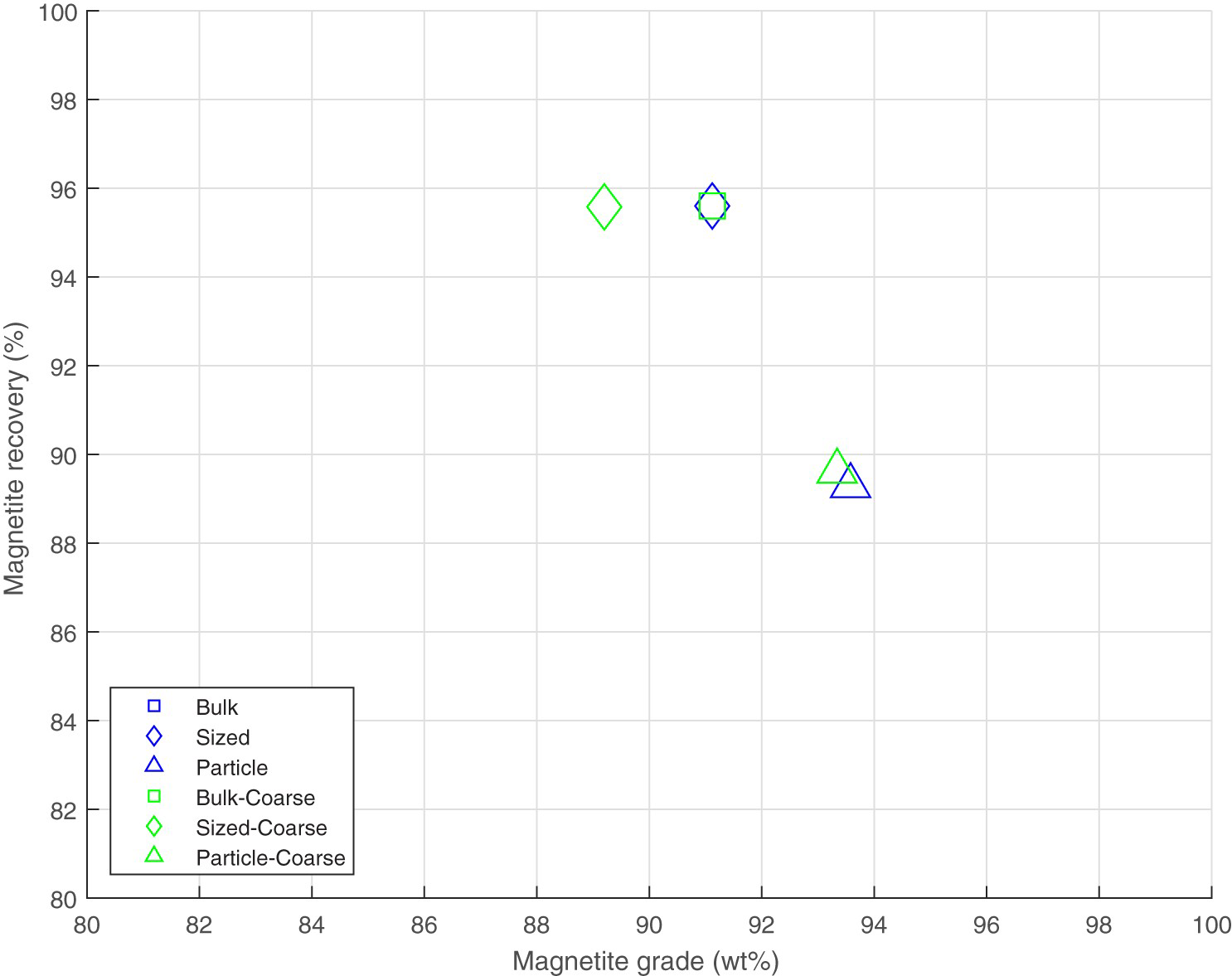
Comparison of simulations for ROM and DCS samples demonstrates the difference between mineral and particle level modelling and simulation. In the DCS ore simulation, the results from the particle level simulation give more plausible results than the mineral and mineral by size level. This is because the parameters are calibrated based on the liberation of particles instead of general calibration to the ore at bulk and size level. Decreaese in recovery of magnetite at particle level can be linked with loss of magnetite in tailing due to fine-grained magnetite texture that affects liberation. At the particle level, the assumption is that similar particles behave in the same way whereas at the mineral level the assumption is that minerals behave identically regardless of texture and particle composition.
Conclusions
The mineralogical approach of geometallurgy requires quantitative mineralogical data for geological model to be able to perform in its best form. It is common that for estimation of plant metallurgical response black box models or simple equations are used. However, this approach is not sensitive to material changes. In the best case, they can adopt the changes in the head grade but not the variation in ore textures. Within this study, it was shown that simulation at mineral levels with parameters calibrated to the ore feed is only valid for ore having similar liberation characteristics. However, parameters calibrated at particle levels, that are based on the liberation of particles, are capable of giving more reliable estimates. In addition, the particle level enables optimisation, thus finding optimal processing conditions, e.g. grinding fineness, for different textural ore types and geometallurgical domains. This also allows deveopment of platforms for establishing geometallurgical modelling and to acheieve plausible results in forectasing metallurgical performance of geometallurgical volumes.
Footnotes
Acknowledgment
The authors acknowledge the financial support from the Hjalmar Lundbohm Research Centre (HLRC) and thank LKAB for providing samples and analysis. The authors kindly thank the support from Kari Niiranen from LKAB.
Disclosure statement
No potential conflict of interest was reported by the authors.