
Abstract
The grinding and polishing efficiency of self-glazed zirconia and Zenostar zirconia, prepared by wet and dry approaches, respectively, were evaluated. Each sample was divided into two subgroups (n = 5). One was ground, and the other was polished by following the clinical adjustment protocol. Statistics were analysed by independent t-test to a significance level of p < .05. More material was ground off in self-glazed zirconia than in Zenostar zirconia (p < .05) during the same period, especially during the coarse grinding procedure (p < .05), whereas the grinding efficiency in fine grinding stage was not significantly different (p > .05). The polishing efficiency of the whole and of the fine polishing procedure of the two kinds of zirconia was significantly different (p < .05). It thus can be concluded that grinding and polishing efficiency of a novel self-glazed zirconia is significantly higher than that of the conventional Zenostar zirconia.
Introduction
The history of the application of ceramic materials in restorative dentistry can be traced back to 1728. Since then, high aesthetic demands of patients and good biocompatibility have driven the growing use of ceramics in prosthodontics [1]. Due to the excellent mechanical and stable physiochemical properties, zirconia ceramics have become more and more popular in daily dental practice. Some selected examples are all-ceramic crowns, bridge restorations, implant abutments, laminates, inlays and onlays [2].
Porcelain veneered restorations were during the last decade the main type of the application of zirconia ceramics in prosthodontics. Dental porcelain, which owns better colour and transparency than zirconia, benefits to duplicate the natural appearance of the teeth. However, a major problem of this kind of venneered restorations, even supported with strong oxide ceramics, is their low fracture resistance and high chipping risk [3-5]. These problems were proposed to be solved by the recent introduction of the full-contour monolithic zirconia restorations that are veneering and glazing layer-free [69].
Removal of the veneering or glazing layer reduces the risk of chipping, but brings in the worry of the excessive abrasion of the opposite natural teeth, as zirconia has often been complained as ‘too hard’ by dentists. It is true that the hardness of zirconia around 12–13 GPa is among the highest in all categories of ceramics used in dentistry, which is higher than that of the silica-based porcelain (5–7 GPa) and is much higher than that of the human enamel (3 GPa) and dentin (1 GPa) [10,11]. However, it has been revealed that the high hardness per se is not the determining factor responding for the wear of the opposite teeth [12]. The excessive abrasion of the opposite natural teeth is more of the result of a rougher surface of the restorations formed by clinic adjustment and/or by breaking of the veneering or glazing layer [8,13,14].
Conventionally, the unglazed full-contour monolithic zirconia restorations were prepared by milling the partially sintered zirconia blanks followed by sintering to fully dense. Without involving a fine polishing step, the surface of such restorations is rather rough that was also verified as the cause of excessive abrasion [15]. Polishing is a proven way for reducing the excessive abrasion of the opposite teeth [15,16]. The only available full-contour monolithic zirconia holding a smooth surface that is not formed by manual polishing is the newly developed self-glazed zirconia. This new family of gradient structured zirconia restorations is prepared by a precision additive 3D gel deposition approach. The as-sintered surface of this novel zirconia is as smooth as the natural enamel and its wear behaviour is similar to that of the fine polished zirconia ceramics [17]. These findings are accordance with the opinion of Oh et al. [12]. By analysing numerous factors related to wear behaviour, the critical risk factors related to enamel wear are ceramic microstructure, the roughness of contacting surfaces, and environmental influences, but not hardness.
Zirconia appears hard, not because its hardness is high but because it is hard to be adjusted. When a customised full-contour zirconia restoration is tried-in in clinic, adjustment by grinding is sometime needed in order to get perfect fit and suitable position relationship with other surrounding teeth, particularly when a full digital workflow is not implemented. Such grinding generates a rough surface that may cause, in addition to the excessive abrasion of the opposing dentition or restoration, an increased rate of plaque accumulation, gingival inflammation and adverse soft tissue reaction [15]. To restore a smooth surface, dentists need to apply series of polishing tools to treat the surface, i.e. by using various diamond points, rubber wheels and abrasive pastes. Although the major manufacturing steps have been digitalised and simplified with the application of computer-aided design and computer-aided manufacture-based manufacturing principles manual adjustment could not be completely avoided within the current clinical workflow. Therefore, the efficiency of adjustment and finishing becomes crucial for saving the chairside time, for assuring the quality of restorations and for increasing the patient satisfaction. In order to increase the efficiency, some dentists prefer to use high-speed handpiece with hard abrasive tools, like diamond burs. However, this clinical process will generate numerous of stresses and defects that is harmful to the restorations’ long-term reliability [18].
The aim of this study was to evaluate the grinding and polishing efficiency of two kinds of zirconia ceramics suitable for making customised full-contour monolithic ceramic restorations having similar wear behaviour but being prepared by two different manufacturing processes, and to eventually provide suggestions and guidances for the clinical application. The null hypothesis was that there is no difference of grinding and polishing efficiency of the two zirconia ceramics.
Material and methods
Sample preparation
Two kinds of square-shaped dental zirconia ceramic samples were prepared in this study. One, named as SZ, was manufactured through an additive 3D gel deposition approach (Self-glazed zirconia®, Lot 2016030101A, Erran Tech Ltd., Co.). Another one, named as ZZ, was milled from the partially sintered zirconia blanks (Zenostar® zirconia, Lot T33162, Wieland Dental Technik GmbH & Co. KG). Total 11 samples of each kind of zirconia, 5 × 5 × 2 mm in edge length, have been prepared followed by sintering to fully dense at 1480°C. The opposing faces of the test pieces were ensured to be flat and parallel to an accuracy within 0.05 mm. The samples of each group were divided into two subgroups (n = 5 for each). One subgroup was ground (SG & ZG), and the other subgroup was polished (SP & ZP) by following the clinical adjustment and finishing protocol, respectively. The remaining one sample in each group was set to show the as-sintered status (SC & ZC).
Surface grinding and polishing
For group SG and ZG, samples were ground in two steps. Firstly, the samples were ground with a coarse diamond grinder (Bredent, REF 340G0160, Ra was 26 µm) for 5 min yielding the samples labelled as SG-1 and ZG-1, and then the samples were further ground with a fine diamond grinder (Bredent, REF 34000160, Ra was 2 µm) for 5 min yielding the samples labelled as SG-2 and ZG-2. For group SP and ZP, the samples were polished in two steps directly on the as-sintered surfaces. Firstly, the samples were polished with a fine rubber diamond polisher (Toboom, RD 3014, Ra was 38–45 µm) for 5 min yielding the samples labelled as SP-1 and ZP-1, and then the samples were further polished with an extra fine rubber diamond polisher (Toboom, RD 3015, Ra was 9 µm) for 5 min yielding the samples labeled as SP-2 and ZP-2.
During the grinding and polishing, samples were mounted on a fixture with 1.5-mm deep grooves, which kept the samples parallel and stable. All manual grinding and polishing procedures were performed by the same person using low-speed handpiece without water cooling under finger pressure. When the treatment entered into the second step, direction of grind/polish was changed 90°. Grinding and polishing speed was set about 15,000 rpm to represent the clinical adjustment working condition. The classification of the sample groups is summarised in Table 1. A photo of the grinders and polishers used in this study is shown in Figure 1.
A photo of the grinders and polishers used in this study. A: Coarse diamond grinder (yellow on the left side) and fine diamond grinder (blue on the right side). B: Fine rubber diamond polisher (grey one with red circle on the left side) and extra fine rubber diamond polisher (yellow one with yellow circle on the right side). A list of abbreviations of the samples generated after different ways of grinding and polishing.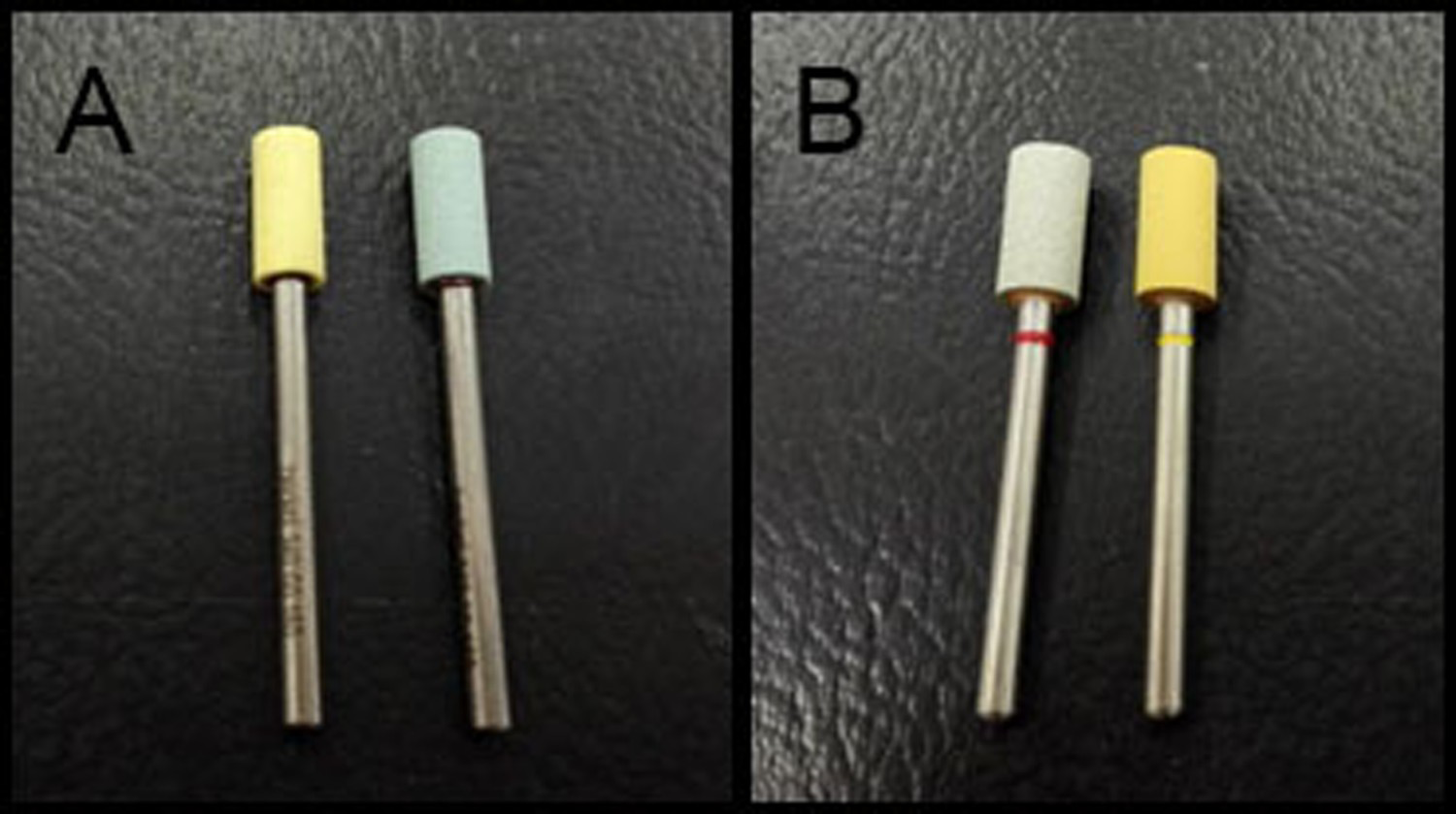
Characterisations
Efficiency of grinding and polishing
The efficiency was calculated as the ration of material volume loss (mm3) to processing time (min). To obtain the amount of material loss, before and after each step of surface treatments, all samples were ultrasonically cleaned in acetone for 5 min and then the thickness of each sample was measured four times at different sites with digital caliper (Mitutoyo Absolute, 500-196-20/30). Besides general efficiency of grinding and polishing, the efficiency of each step of grinding and polishing procedure was also calculated.
Crystal phase analysis
After each step of surface treatments, one sample randomly chosen in each group was detected by X-ray diffraction (XRD, X'Pert PRO, PANalytical, The Netherlands) to analyse the crystal phase composition. X-ray diffractometer used Cu Target as Cu-Kα1 radiation (λ = 1.5406 Å), and the scanning range was 27° to 38° (2θ range), pace length was 0.026°, pace speed was 3° per min.
Surface morphology
The samples tested by XRD were then directly investigated by scanning electron microscope (SEM, JEOL JSM-7401; JEOL, Tokyo, Japan) to analyse the surface characteristics.
Statistical analysis
Grinding and polishing efficiency were analysed by independent t-test to a significance level of p < .05. SPSS 13.0 (SPSS Inc., Chicago, IL, USA) was used to statistically analyse the data.
Results
A summary of the grinding efficiency of the two different zirconia ceramics and the results of independent t-test.

A summary of the polishing efficiency of the two different zirconia ceramics and the results of independent t-test.

aNo further change of thickness was detectable after extra fine polishing in both groups (ZP-2 and SP-2). Thus, the statistical analysis was not applied for efficiency of extra fine polishing.
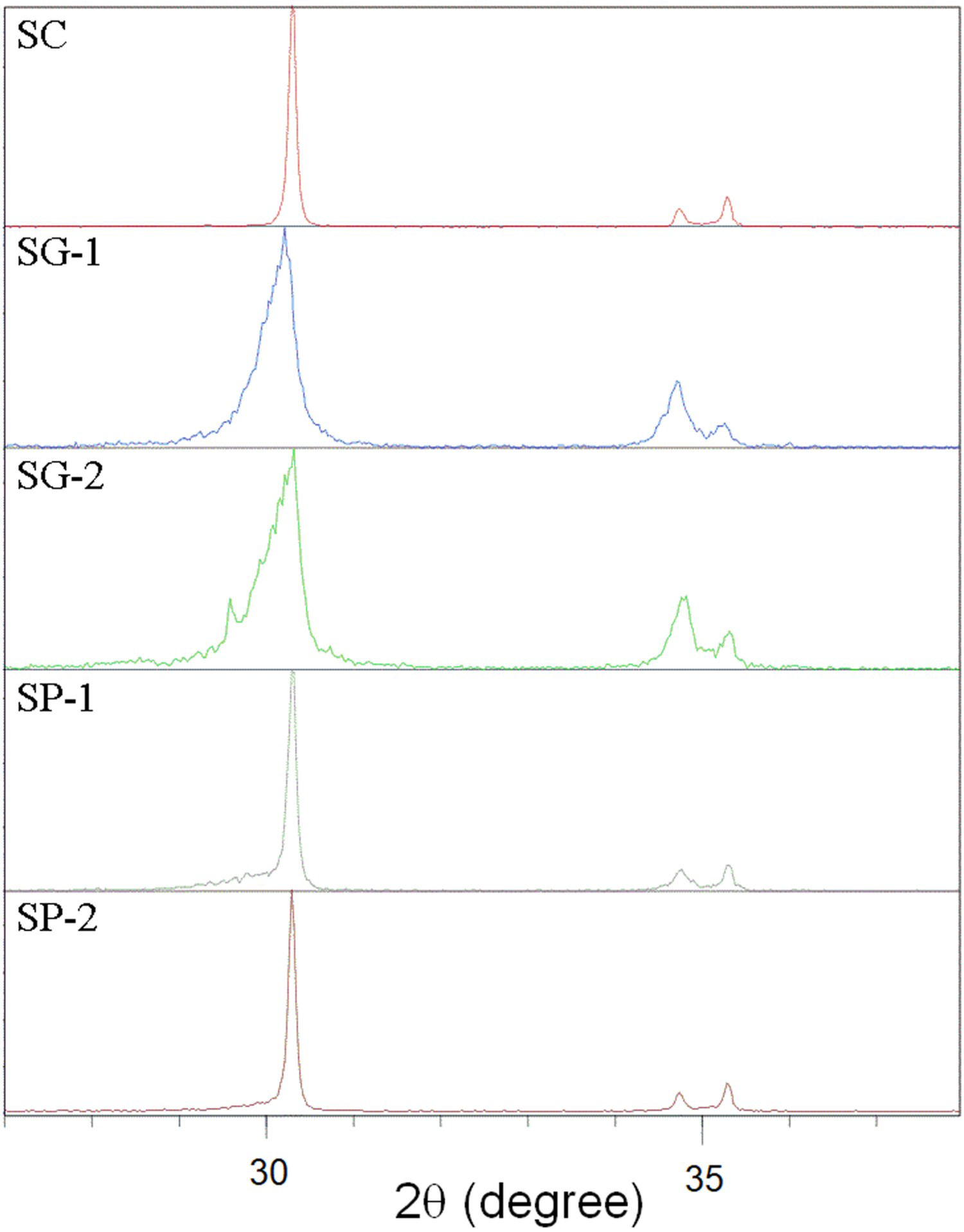
Figures 2 and 3 show the XRD patterns taken on the surface of the samples. It reveals that the tetragonal phase was the sole phase for all samples. A sharp T(111) peak at ∼30.3° was observed in the as-sintered samples and polished samples, whereas the ground samples all showed a broadened T(111) peak and reversely changed I(002)t/I(200)t ratio that is recognised as the evidence of grain breaking and the presence of the accordingly introduced residual stresses. Comparing the two zirconia ceramics, it appears that the main peak of SZ was a little broader than that of the ZZ most probably due to the grain size difference.
XRD patterns taken on the surface of the Zenostar zirconia samples before and after different grinding and polishing. XRD patterns taken on the surface of the self-glazed zirconia samples before and after different grinding and polishing.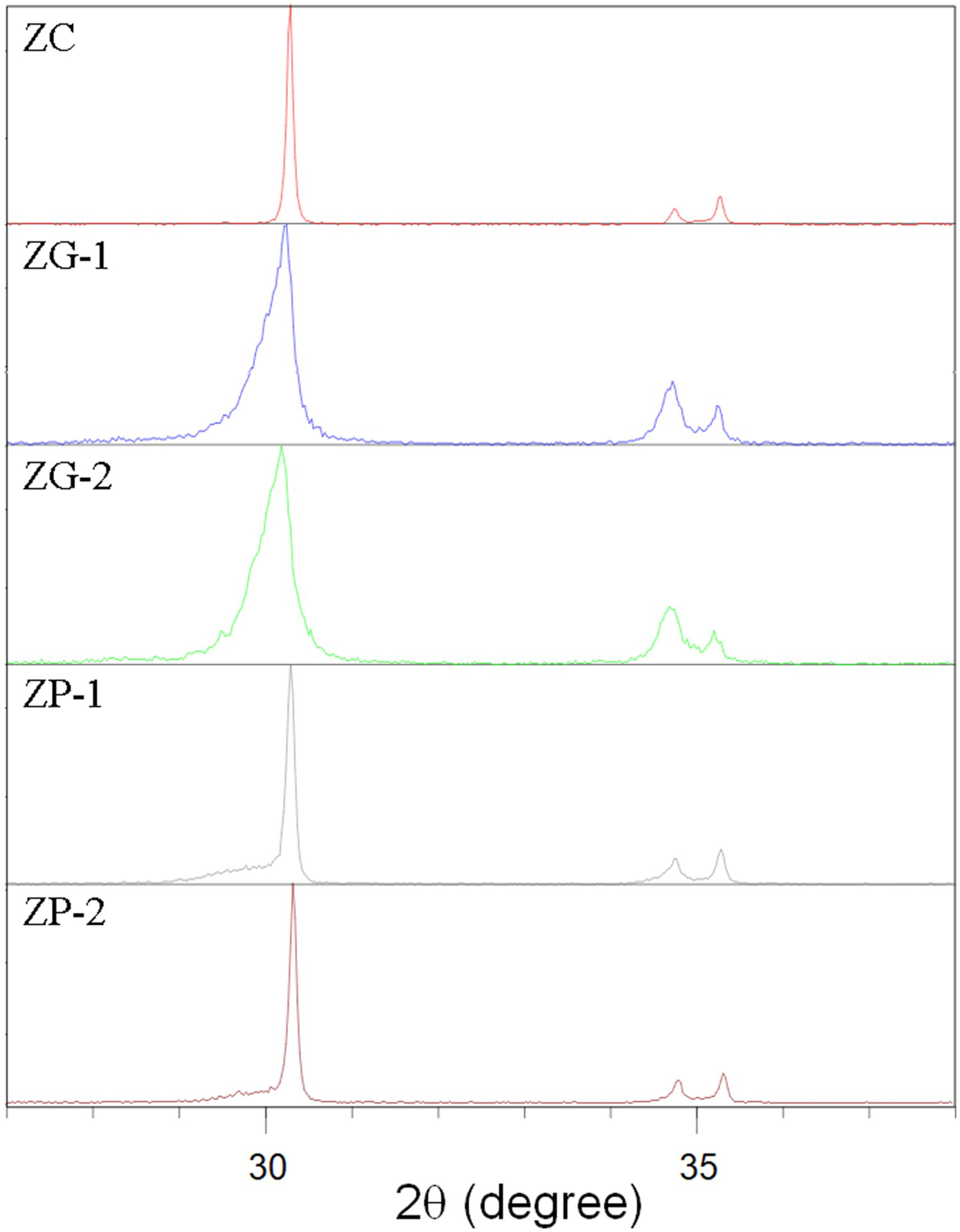
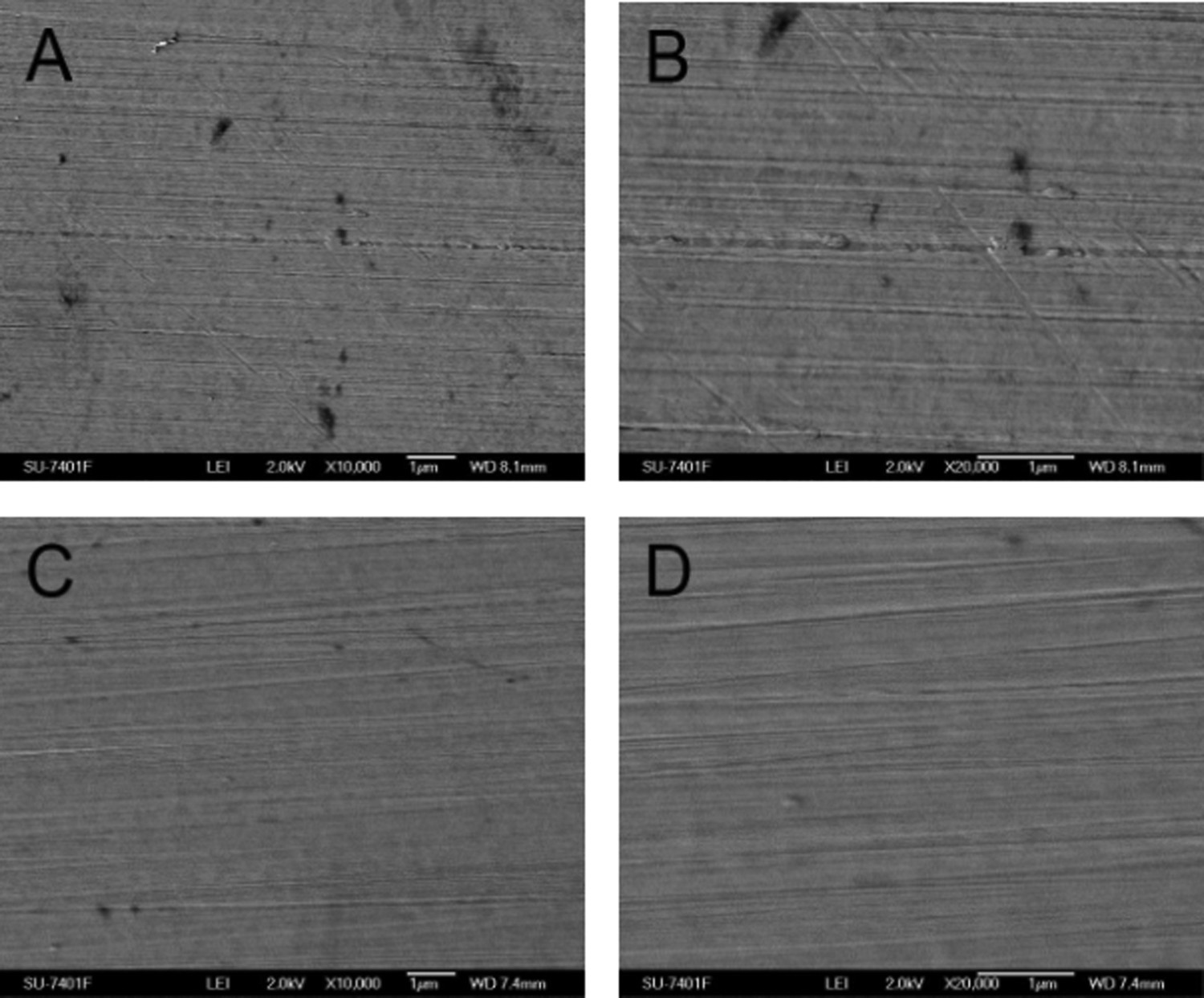
The SEM images presented in Figure 4 reveals the original surface morphology of the two zirconia ceramics prepared by two different manufacturing processes. The surface of ZC was uneven, but SC's surface was extremely smooth and flat. Even under very high magnification, such difference was also obvious. The sample SC had smaller grain size and improved microstructure homogeneity than ZC.
SEM images taken on the surface of the as-prepared samples revealing the surface morphology of the two zirconia ceramics. A and B show an uneven surface of ZC under different magnification, whereas C and D show a relatively smooth surface and homogeneous microstructure of SC composed of small grains.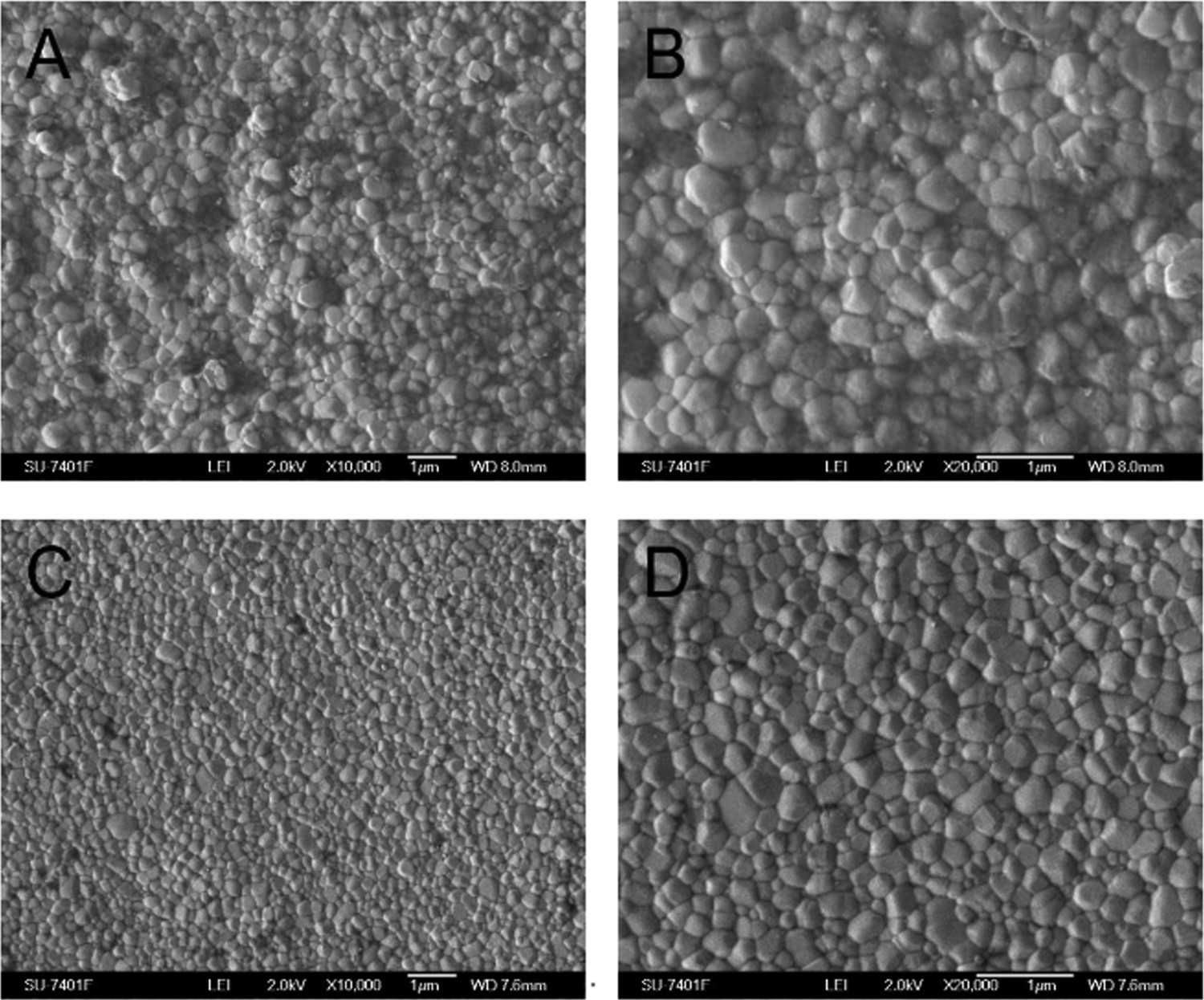
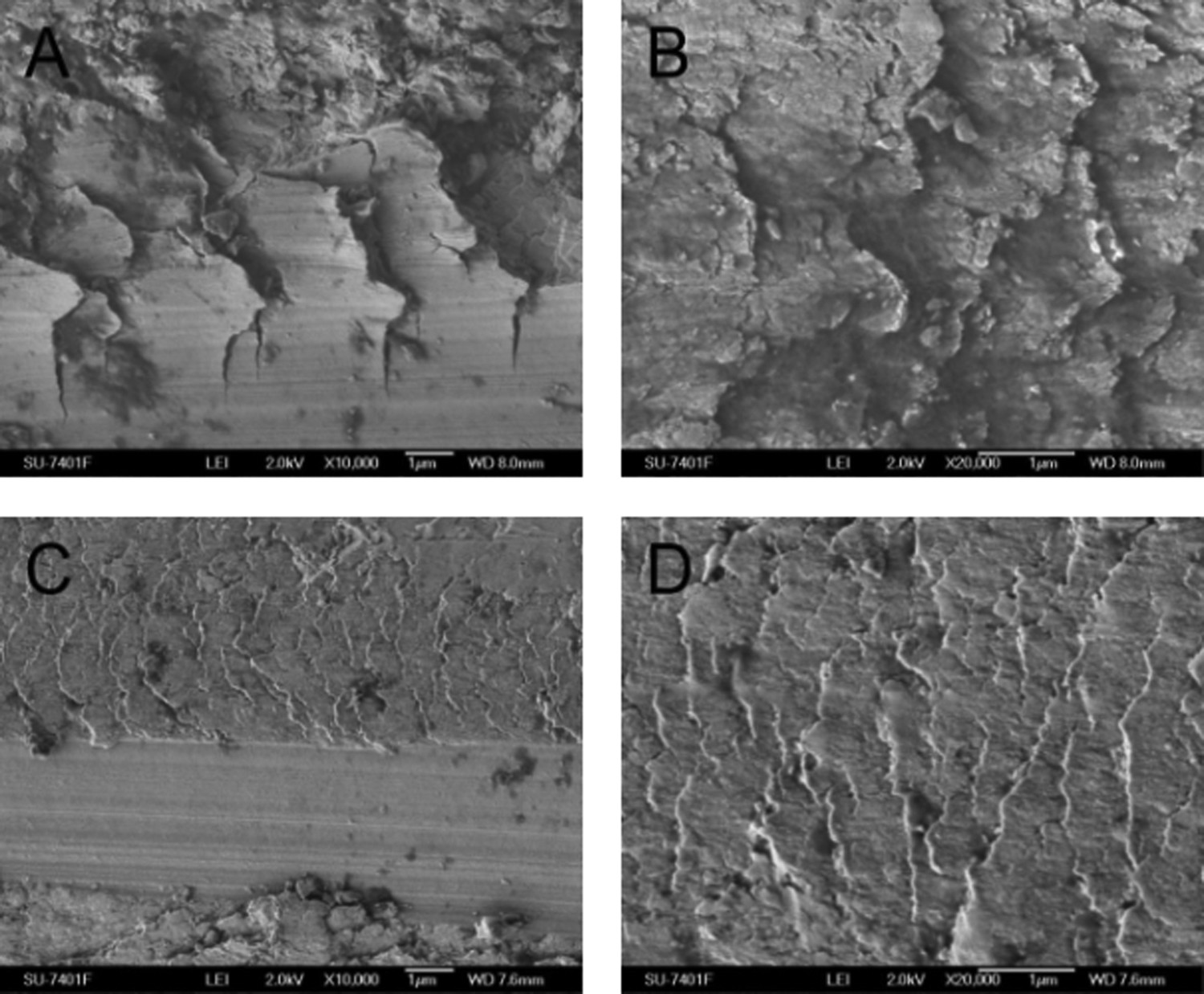
The SEM morphology of the ground surfaces of the two zirconia samples is shown in Figures 5 and 6, respectively. Intensive cracking and chipping were the characteristic features of the sample ZG-1, which resulted in a very uneven ground surface. Cracks perpendicular to the grinding traces were around 2 μm in length. Grain pull-outs and ‘smashed grains’ with a much smaller size were observed within the chips besides the formation of scratches parallel and inside the grinding traces. Compared to ZG-1, the ground surface of the sample SG-1 looked much smoother. Besides the formation of scratches inside the grinding traces, the fish's scales-like deformation pattern was observed on the edge of grinding traces. The latter was accompanied with no serious cracking and chipping. The general surface morphology remained unchanged in both fine ground samples ZG-2 and SG-2. It indicated that the fine grinding for 5 min was not sufficient enough for removing the cracks introduced during coarse grinding.
SEM images taken on the coarse ground surfaces of the two different zirconia ceramics. A–D reveal the common characteristics observed on the sample ZG-1, where a lot of parallel cracks, around 2 μm, are found perpendicular to the grinding traces (A,B). Severe chippings and grain pull-outs are the other common features (C,D). E and F reveal the common characteristics observed on the sample SG-1, where the fish's scales-like material deformation is observed on the edge of the grinding traces accompanied with no serious cracking and chippings. SEM images taken on the fine ground surfaces of the two different zirconia ceramics, revealing that the fish's scales-like material deformation is observed much more frequently on the ground surfaces perpendicular to the grinding traces of the sample SG-2 (in C,D) but not on the ground surface of the sample ZG-2 (in A,B) and no serious cracking and chippings on the sample SG-2 in comparison with the fine ground surface of the sample ZG-2 where deep cracks introduced by coarse grinding remain.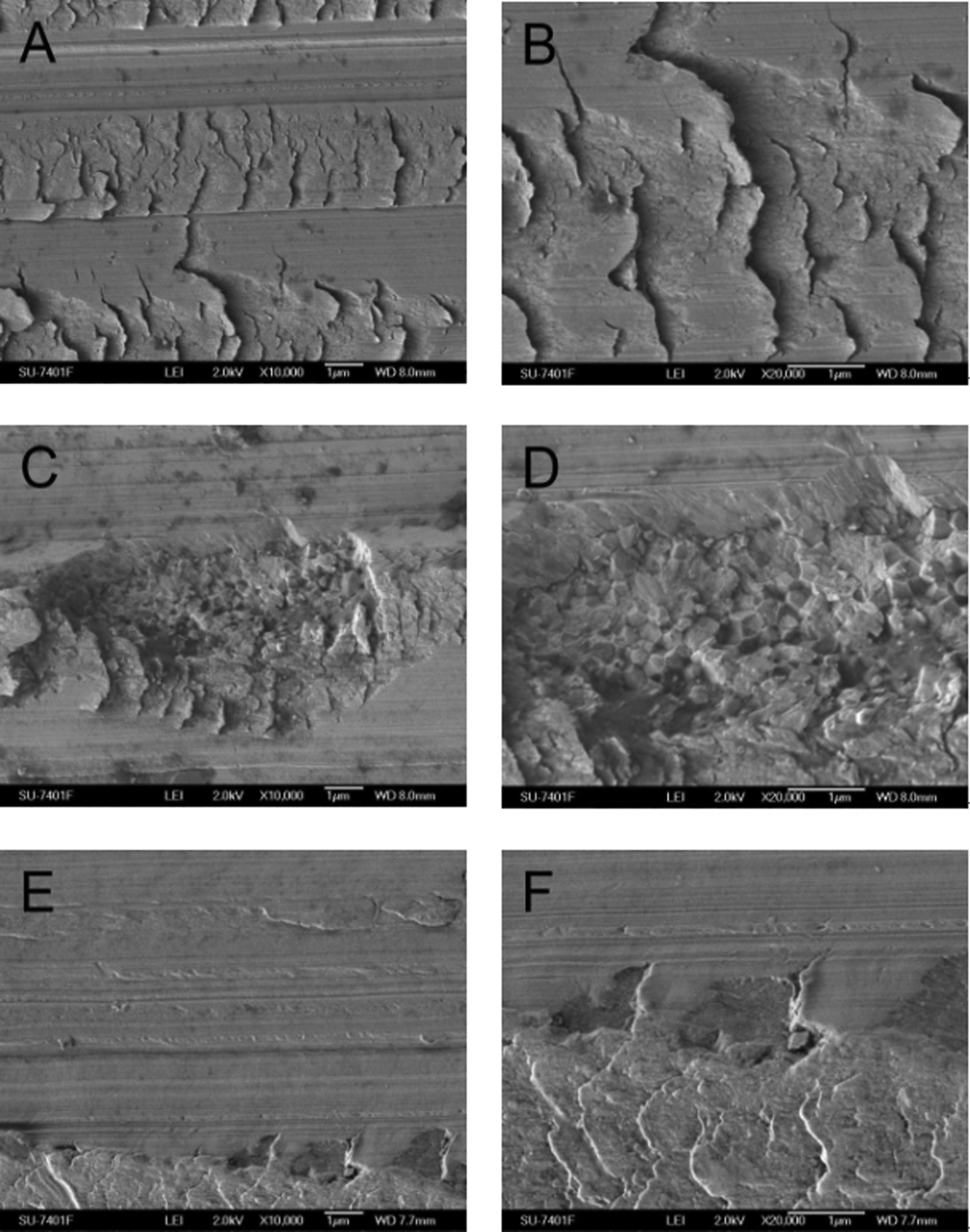
SEM morphology of the polished surfaces of the two zirconia samples is shown in Figures 7 and 8, respectively. On the surface polished by a 38–45-μm rubber polisher, grinding scratches like grooves were observed among superficial and shallow traces. Polishing for 5 min was not sufficient enough for flattening an uneven surface characterised by the presence of deep ditches formed by grain pull-out in the sample ZP-1. Extra polishing by a 9-μm rubber polisher did improve the local surface smoothness of both the sample ZP-2 and SP-2 and was able to restore a glossy surface with a higher degree of surface roughness reduction in sample SP-2 than in ZP-2.
SEM images taken on the fine polished surfaces of the two different zirconia ceramics. The presence of surface grooves among superficial and shallow traces was common characteristic of both samples ZP-1 (A,B) and SP-1 (E,F). The fine polished surface of the sample SP-1 became smoother (E,F), whereas that of the sample ZP-1 remained rough (C,D) because the uneven surface of the as-sintered sample with deep ditches formed by grain pull-out (ref to Figure 4(A,B)) can hardly be flattened by short time polishing. SEM images taken on the extra fine polished surfaces of the two different zirconia ceramic samples. Although slight polishing traces still observable on both surface of the sample ZP-2 (A,B) and SP-2 (C,D), a glossy surface was restored on both samples with a higher degree of surface roughness reduction in sample SP-2 than in ZP-2.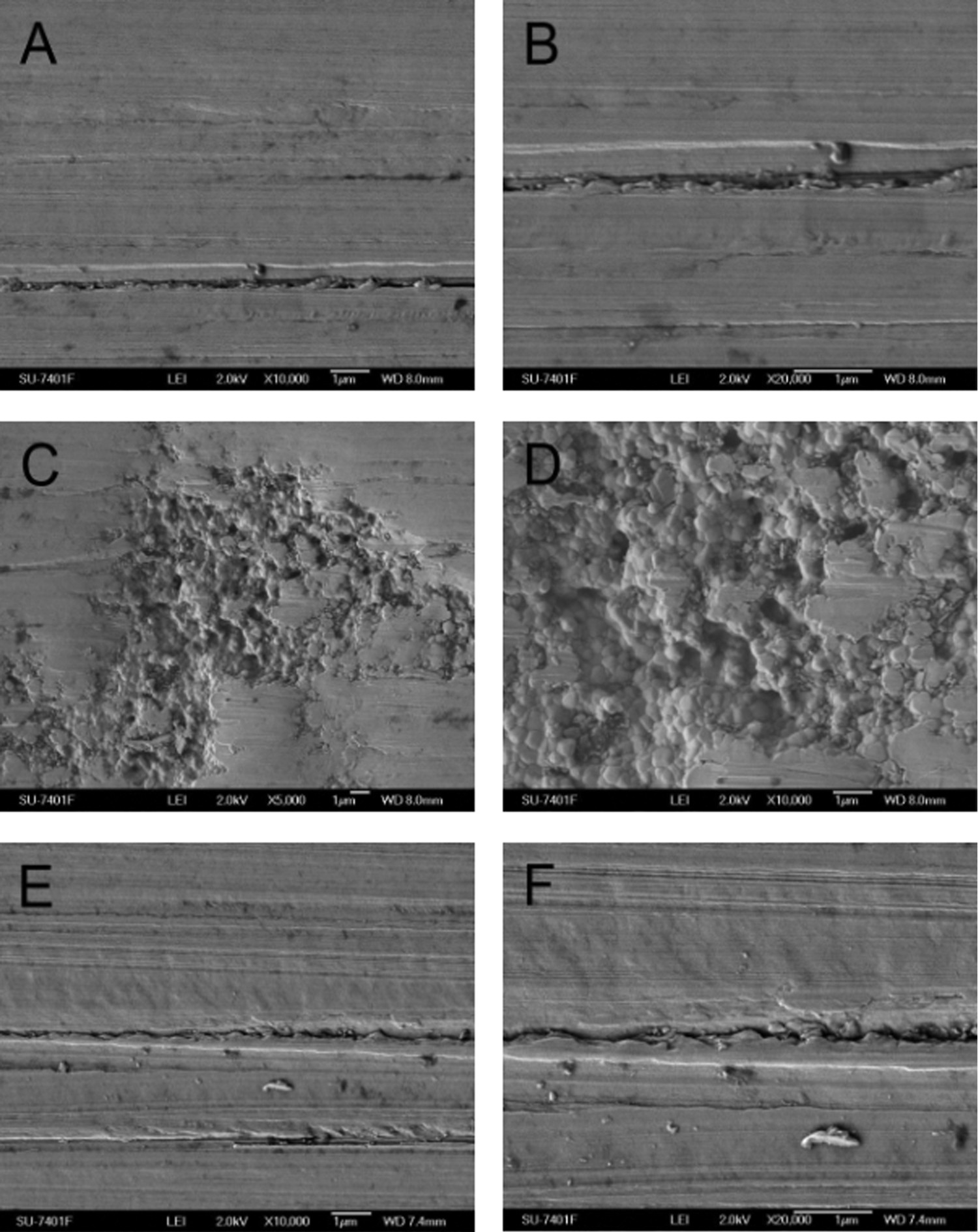
Discussion
In this study, two kinds of zirconia ceramics prepared by different processing procedures applicable for the manufacture of full-contour monolithic zirconia restorations were evaluated. The sample ZZ is representative for a current widely applied technique based on dry-pressing principle, during which the customised restorations are produced by milling the partially sintered zirconia blanks made by dry pressing of zirconia powder granulars followed by cold isostatic pressing and partial sintering. Since the sintering necks are formed during the partial sintering process, the removal of materials by milling is thus achieved by fracture of the necked particles that can easily yield the chipping of a group of particles instead of individual particles [19]. The residual stresses and packing defects accumulated during the multiple manufacturing steps of powder granulation and dry pressing would further stimulate such chipping of a group of particles and even micro-cracking in partially or fully sintered bodies [18]. The sample SZ is representative for a newly developed grade produced based on the wet-chemistry principle, during which the customised restorations are formed by a precision additive 3D gel deposition approach. In this way, the structural homogeneity of the formed bulk is improved while the residual stress as well as the local concentration of the packing defects are sufficiently reduced, which are beneficial to the removal of materials grain by grain thus to avoid the chipping of a group of grains in sintered bulks [20].
When clinical adjustment becomes necessary, grinding is the most effective operation for quickly adjusting the geometry of zirconia restorations. The afterword polishing is then a must-do operation for restoring a glossy and smooth surface over the grinding traces even though it is time-consuming. Both grinding and polishing share a common mechanism of abrasive wear that can be implemented by using grinders and polishers with embedded abrasives with different size and concentration [13,15,21]. During the abrasive wear the embed abrasive particles contact, in principle, the zirconia surface in two different ways, i.e. the corners and edges of the polyhedronal abrasive particles may cut into the surface of zirconia samples at the contacting points, whereas the facets of the polyhedronal abrasive particles are hard to cut into the surface of zirconia samples, instead, they apply compress stress and flatten the surface. Depending on the surface roughness of the zirconia samples, the size of the abrasive particles and the applied load, grinding chips with varied size and shape may formed by the cutting mechanism that may latterly be flattened and pressed on the worn surface. Micro-cracks may form under the contacting facets of the polyhedronal abrasive particles, particularly when compressive stresses introduced by repetitive load of many abrasive particles are considered during grinding and polishing that in fact generates fretting fatigue wear.
Figure 9 illustrates the abrasive wear process taking place on a rough (a), a smooth (b) and a polished surface (c), respectively. It helps the understanding of the observed grinding and polishing efficiency differences between the two groups of zirconia samples. The surface of the as-sintered sample ZZ is rather rough (Figure 4(A,B)), implying that during grinding the polyhedronal abrasive particles embedded in a rigid matrix ought to have a larger contacting area with the zirconia sample that may prevent the removal of material by a single cut. Compress stresses and even micro-cracks may instead form under the contacting area by fretting fatigue generated by repetitive load of many abrasive particles. Further grinding would then chip off the cracked grains by the cutting-in corners and edges of the polyhedronal abrasive particles, or would flatten and further separate the cracked grains on the worn surface by facets of the polyhedronal abrasive particles (Figure 6(A)). Therefore, on the one hand, this sample ZZ would appear hard to grind, and on the other hand, the worn surface of the samples would keep rough due to the cracking and the chipping of a large group of grains (ref to Figure 5(A–D)). The surface of the as-sintered sample SZ is grain-level smooth (Figure 4(C,D). Under finger pressure, it appears possible to push the polyhedronal abrasive particles embedded in a rigid matrix to cut individual grains of small size thus to increase the grinding efficiency by stepwise cutting and leaving behind a smooth worn surface (Figure 5(E,F). The fish's scales-like pattern observed on the worn surface of the SG group may be interpreted as the result of local plastic deformation occurring under the compressive stress amplified by the small area of the facets of the polyhedronal abrasive particles. The small grain size and the improved homogeneity of the SZ samples prepared by a wet-chemistry process ensure the deformation of each individual grains under the condition of retarded stress-introduced micro-cracking that otherwise would occur in dry pressed samples accumulated with a high concentration of packing defects.
An illustrative view of the abrasive wear process taking place on a rough (a), a smooth (b) and a polished surface (c).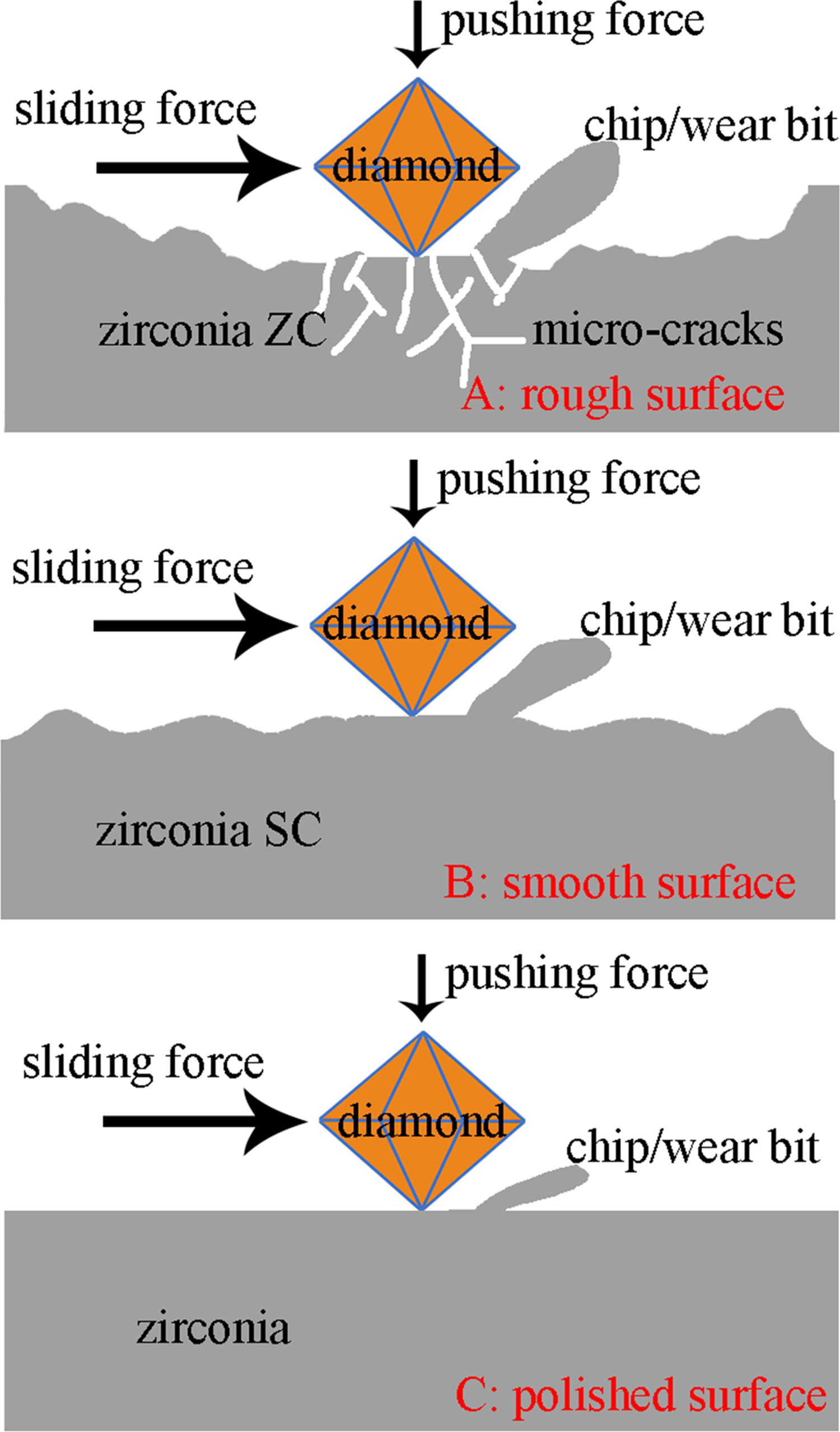
On the worn surface of both samples SG and ZG a thin layer of zirconia grains with smaller grain size than that of the as-sintered samples is observed by SEM characterisation (Figures 5 and 6). This layer is thicker on the sample ZG-1 than on the sample SG-1. The XRD peak broadening further confirms the validity of this observation (Figures 2 and 3). The fact that no monoclinic phase formed when surface grains are smashed disagrees with the early observation by Pereira et al., who reported the formation of monoclinic phase by grinding of Y-TZP (Lava) by coarse diamond bur (181 µm) [22]. This difference in phase transformation could be ascribed to the differences present in the grain size and the applied grinding force. In the current case both zirconia samples have smaller grain size than Lava zirconia, and the size of abrasive diamond particles embedded in diamond bur is only 26 µm that would generate much lower grinding force than what is expected by the diamond particles of 181 µm.
The results showed that polishing efficiency of two zircoia ceramics also have significant difference. SZ is much easier to be polished. During polishing by rubber diamond polisher, when the abrasive diamond particles even with larger size of 38–45 µm are embedded in a flexible matrix, they can hardly cut into zirconia samples with any depth. Polishing then is accomplished by nano-scale scratching of zirconia surface by multiple tips of diamond particles (Figures 7 and 8). This way of gentle grinding does not smash surface grains and compromise the surface integrity, as confirmed by XRD patterns that disclose the well crystallised features of the surface grains [21]. Agreed with Mitov et al., polishing does not lead to phase transformation from tetragonal to monoclinic, but removes the superficial defects and releases the residual stresses [16].
When a full digital workflow is implemented, the as-prepared restorations made of self-glazed zirconia can achieve nearly perfect contour. Thus, only small adjustment is needed, if any. Direct polishing by rubber diamond polishers is thus preferable for restoring a glossy surface besides adjusting the contour of the restorations.
Conclusions
Grinding and polishing efficiency of a novel self-glazed zirconia prepared by a wet-chemistry approach is significantly higher than that of the conventional Zenostar zirconia made by dry-pressing approach under the condition without introducing serious grinding defects. Grinding and polishing of both zirconia would smash surface grains but would not lead to obvious phase transformation. A smooth surface with no serious defects is generated after polishing and even grinding of self-glazed zirconia, which indicates that the clinical adjustment of the novel self-glazed zirconia restorations can be accomplished much quickly and easily.
Footnotes
Acknowledgements
The authors would acknowledge the supply of materials from Erran Tech Ltd., The microstructural characterisation part of the work was performed at the Electron Microscopy Centre of Stockholm University, which was supported by the Knut and Alice Wallenberg foundation.
Disclosure statement
No potential conflict of interest was reported by the authors.