
Abstract
Reducing the grain size in zirconia ceramics has shown to decrease its toughness by size-dependent stabilisation of the tetragonal phase that, in turn, hinders the stress-induced phase transformation from tetragonal to monoclinic. The stability of the tetragonal phase increases with the decrease of grain size but decreases with the reduction of the amount of yttria added, implying the need for adjustment of the yttria content when a nano-grained structure is of concern. In this study, low-yttria compositions were investigated. The ceramics were prepared with two sintering methods namely spark plasma sintering (SPS) and pressureless sintering. A clear tendency was noted for the indentation toughness increase with the reduction of yttria content, and a higher toughness achieved in as-SPSed samples in comparison with the annealed samples. The origins of the increased toughness were discussed in terms of yttria content, carbon contamination and increased oxygen vacancies after sintering at reducing atmosphere in SPS.
Keywords
Introduction
Yttria-stabilised tetragonal zirconia (Y-TZP) ceramics are a family of advanced ceramics that have found wide applications, e.g. in fibre optical communication, dental prosthesis, orthopaedics and mechanical engineering. Pure zirconia experiences a phase transition that causes cracking of the bulk ceramic during processing. In order to avoid this, zirconia is mainly used in its stabilised form where the high-temperature tetragonal phase is stabilised with other oxides, most commonly yttria. The partially stabilised zirconia has a high toughness due to the stress-induced phase transition from metastable tetragonal to monoclinic. The volume change will put the crack tip into compression and thus stop the crack propagation [1,2]. The fracture toughness of yttria-stabilised zirconia (Y-TZP) ceramics is determined by the stress-induced phase transformation from tetragonal (t-) to monoclinic (m-) phase state. This is, in turn, synergistically influenced by the grain size and Y2O3 content.
By the worldwide effect on developing nanoceramics during the last decades, the grain size of Y-TZP ceramics has been sufficiently reduced; thus Y-TZP nanoceramics with a grain size in the level of 100 nm are readily producible in industrial scale nowadays. The negative impact of reduced grain size on properties is the noticeable reduction of fracture toughness, i.e. a K1C value of 12 MPa m1/2 for a 3Y-TZP ceramics with an average grain size of 1 μm [3] versus a K1C value of 3.3 ± 0.2 MPa m1/2 for its counterpart with an average grain size of 300 nm [4]. The phase stability of the tetragonal phase increases with decreasing grain size and if a similar amount of yttria is used it might reduce the stress-induced phase transformation. This increases the risk of the fracture and long-term reliability of the 3Y-TZP ceramics with reduced grain size, although a decrease in grain size has shown to improve the resistance to low-temperature degradation [5,6]. To keep the high toughness achievable by a transformation-toughening mechanism in fine-grained Y-TZP ceramics, it is strategically clear that a low Y2O3 content is desired. This implies that the early optimised Y2O3 content of 3 mol-% for coarse-grained Y-TZP ceramics appears too high for its fine-grained counterparts.
A common process for sintering of zirconia is pressureless sintering (PLS) and in order to achieve optimised mechanical properties through PLS, the green body should have a homogeneous structure without any hard/large agglomerates and the size of the porosity should be small, <10 nm [7,8]. With the combination of homogeneous microstructure, decreased grain size and amount of yttria the mechanical properties can be optimised in this process. Another method for sintering is pressure-assisted sintering, e.g. spark plasma sintering (SPS) and hot pressing, which avoids the problems introduced by the inhomogeneity of the green body due to the pressure-assured reduction of pores and their size. The aim of the present work is to achieve a prototype of nanostructure in Y-TZP ceramics with a reduced amount of Y2O3 by different sintering approaches (SPS and PLS) and investigate the mechanical performance of zirconia nanoceramics with less yttria additions.
Experimental
Materials
Two custom-made Y-TZP powders doped with 2.40 and 2.85 mol-% of yttria, respectively, were used as precursors for making Y-TZP nanoceramics. The powders are semi-products provided by Jiangxi Size Materials Co, Ltd, Jiangxi, China.
Sintering and mechanical properties
Raw powders without any treatment were directly poured into graphite die with an inner diameter of 20 mm and densified by Spark Plasma Sintering (SPS, Dr. Sinter 2050, Fuji Electronics, Japan) at 1200°C for 5 min. The weight of the powder for one pellet is about 7 g, the estimated thickness of the sintered sample is 4 mm. The heating rate is 100°C min−1 and an axial loading of 75 MPa was applied as soon as the temperature reached 600°C. A mild vacuum level (∼5–10 Pa) was maintained during SPS. After sintering, all the samples reached a relative density higher than 99%. The PLS cycles used a moderate sintering temperature of 1450°C and 2 h holding time for cold isostatic pressed (CIP, Machine Nr 001, Sinterpress 700 MPa, Sweden) green bodies. All the pellets were crack-free and reached a relative density exceeding 99% after sintering.
Hardness and indentation fracture toughness were measured by using the Vickers indentation method (Indentec, UK) with a pyramidal-shaped diamond indenter with a load of 10 kg being applied for 10 s. The samples were mounted, ground and mirror polished by colloidal silicon oxide with a particle size of ∼100 nm before indentation.
The Vickers hardness was calculated with an average of five measurements with the formula

The indentation toughness was calculated with the Anstis equation [9].

Phase evaluation by XRD and Micro-Raman spectroscopy
The phase composition was evaluated by both X-ray powder diffraction and Raman spectroscopy. The XRDs were recorded with a Panalytical Xpert PRO diffractometer in Bragg–Brentano geometry with Cu Kα radiation on the polished surfaces of sintered and annealed samples (SPS) and as-sintered surface for PLS samples. Raman investigation was performed with a Horiba Labram HR spectrometer equipped with an Nd:YAG laser (532 nm/50 mW) on the crack tip of the indentation mark done with the Vickers hardness measurement equipment. Scanning electron microscope JEOL, 7001 with a cold field emission gun was used for the microstructure investigation of the thermal etched samples and on the cross-section of the polished surfaces. Thermal etching was conducted at 1100°C for 0.5 h in a muffle furnace for all the SPSed samples. Transmission electron microscope TEM JEOL JEM-2100F, Japan, with Schottky-type field emission gun was used for characterisation of the raw powders.
The weight change of selected SPSed samples in flowing air up to 1000°C was measured by the thermogravimetric analysis (TGA), Discovery, TA instruments, US. Platinum crucibles were used and a ramp rate of 5° min−1 was used with an isothermal holding at 1000°C for 15 min.
Results and discussions
Powder characterisation
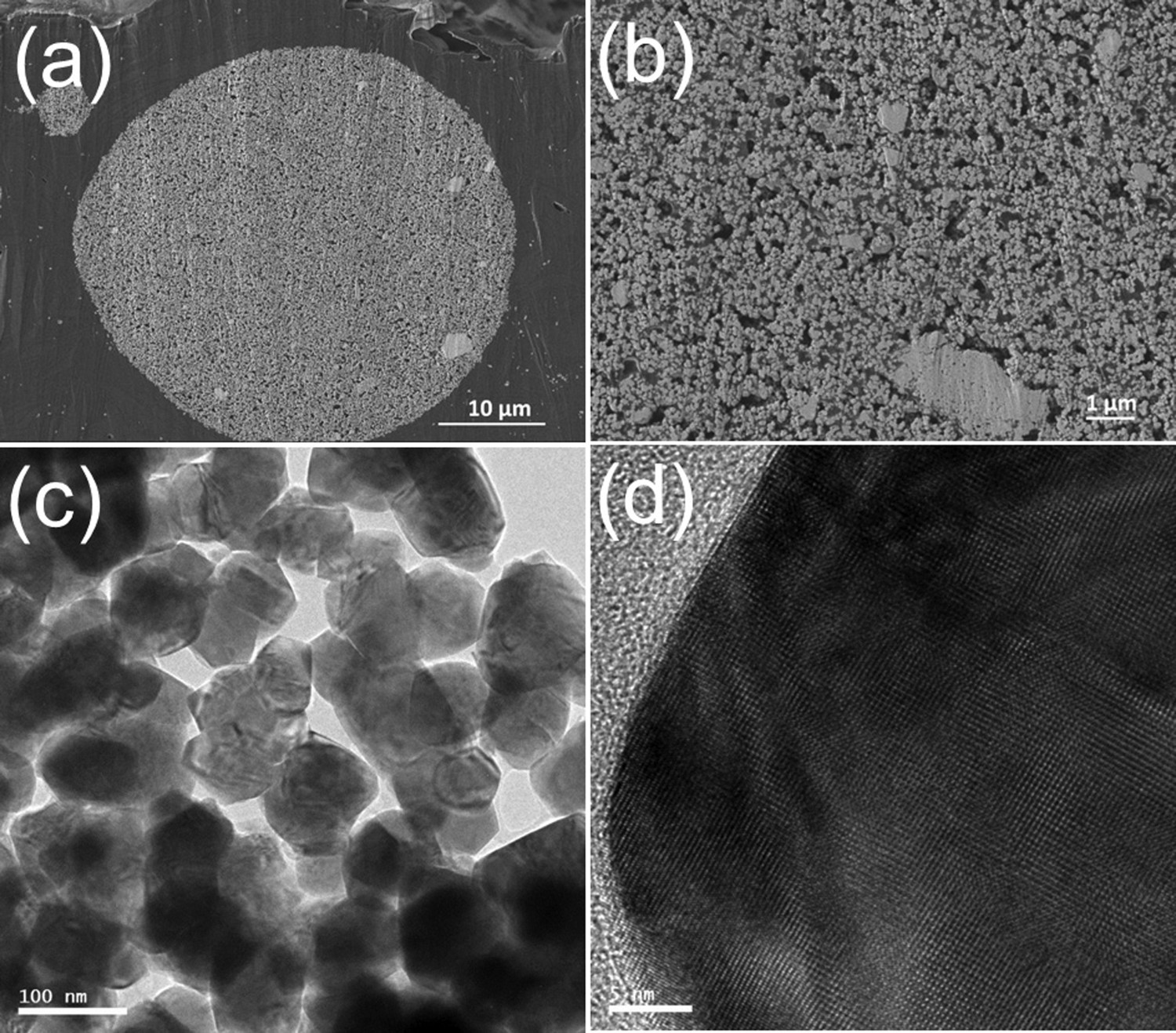
The TEM pictures of the premier particles are presented in Figures 1 and 2 together with the SEM pictures of the powder granulates, showing some larger grains inside the granules for both of the compositions. The primary 2.4Y particles with an average size of 80.1 nm are slightly smaller than that of 2.8Y particles (87.7 nm SEM (a,b) and TEM images (c,d) of the granule and primary particle of 2.4Y. SEM (a,b) and TEM images (c,d) of the granule and primary particle of 2.8Y. The nomenclature and characteristic of the as-received ZrO2 powders as reported by the manufacturer. aMeasured by ICP-MS; bby Brunauer–Emmett–Teller (BET) Surface Area Analysis (SSA-3600); cMS2000 laser particle size analyser (MS2000).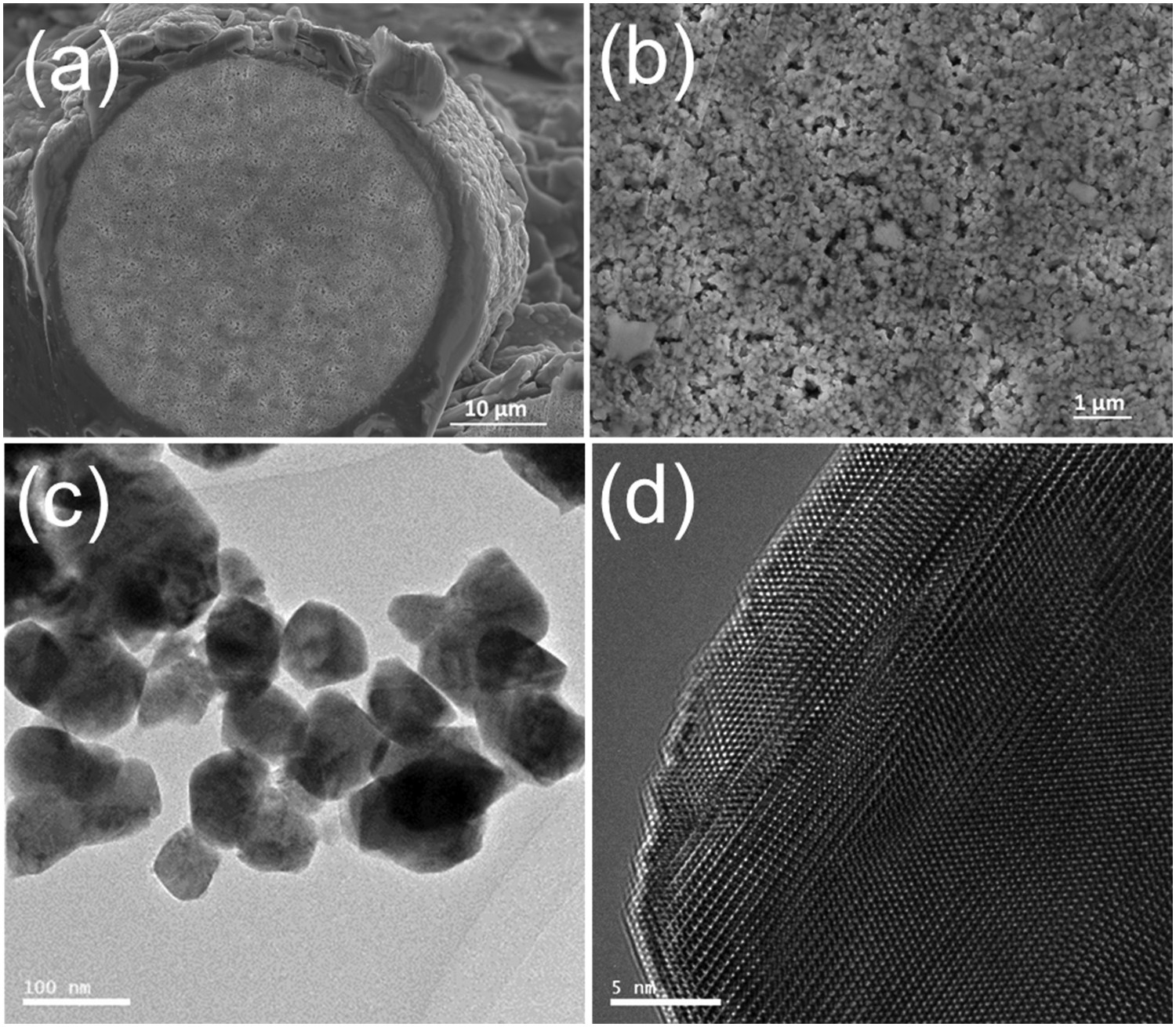
Densification
The SPS sintering curves shown in Figure 3 reveal a similar densification behaviour for both powders. An obvious densification starts at 900°C and finishes at the end of the holding time of 5 min. All the pellets reached a relative density higher than 99%. The PLS started at a slightly higher temperature as seen in the inlet in Figure 3. The earlier sintering start in SPS is related to the applied pressure and to some extent the temperature measurement method in SPS. The SPS-sintered pellets had a grey/black colour but when as-SPSed ceramics were exposed to air up to 1150°C for 0.5 h they retrieved the white colour of ZrO2.
The displacement as a function of SPS temperatures, with the inlet revealing the relative density related to the PLS temperature.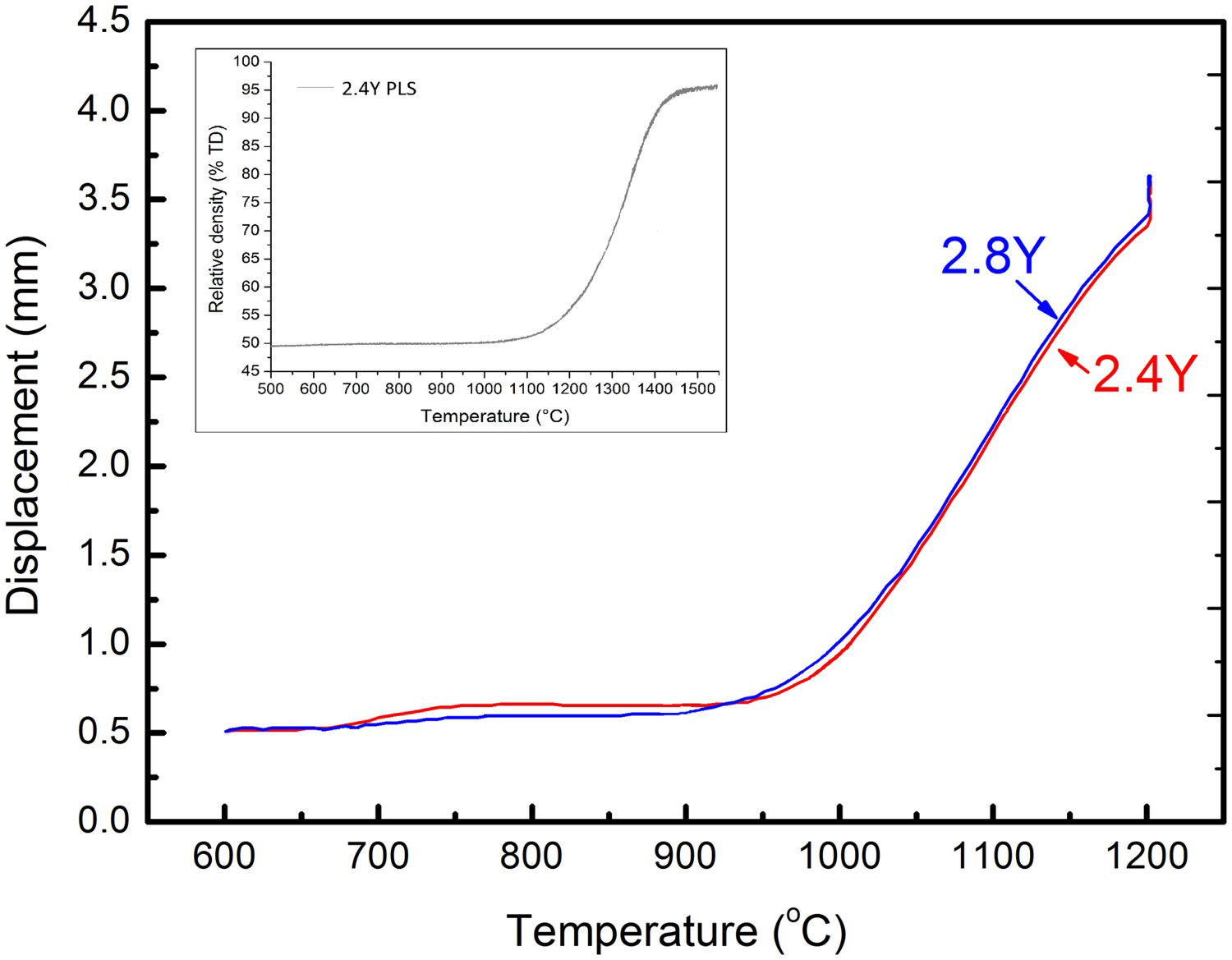
Microstructure and grain size distribution
The microstructure of SPS-sintered pellets after annealing and cross-section polished PLS ceramics are presented in Figure 4, revealing a homogeneous grain size distribution and the change in the grain sizes among the samples. The grain size distribution is also presented in Figure 4 suggesting that the 2.4Y SPS sample has a narrower grain size distribution and more homogeneous structure compared to other samples. Both SPSed samples exhibit smaller grain sizes compared to the PLS samples. The grain sizes vary between 50 and 250 nm for 2.4Y SPS and 50 and 290 nm for 2.8Y SPS, and the average grain size is 122 and 144 nm, respectively, and 341 and 312 nm for 2.4Y PLS and 2.8Y PLS, respectively. It is obvious that the higher sintering temperature and longer holding time increase the average grain size for both PLS mixtures.
SEM images taken on the polished and etched surfaces of SPSed ZrO2 ceramics after annealing at 1100°C for 0.5 h.((a) for 2.4Y and (b) for 2.8Y), and cross-section polished surfaces of corresponding pressureless sintered ceramics (c), (d), respectively. The corresponding grain size distribution in the as-sintered samples is also presented (e–h).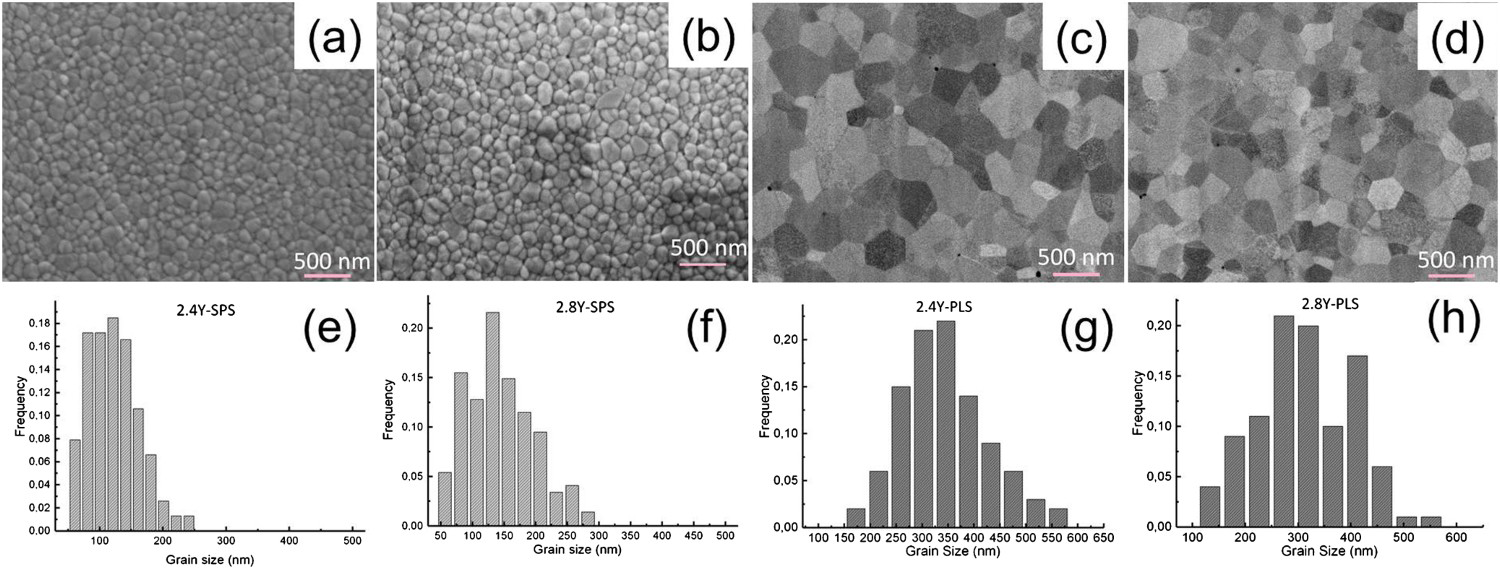
Indentation hardness and fracture toughness
The indentation hardness and fracture toughness comparison between sintered and annealed ZrO2 ceramics.

Micro-Raman spectra
After SPS, the pellets have grey/black colour which was removed after the annealing treatment in air. As-sintered and annealed SPS samples were investigated with Micro-Raman spectroscopy. In addition to the peaks for t-ZrO2 which are seen below 700 cm−1, the characteristic Raman peaks for sp2 carbon, i.e. D, G and D′ as marked in Figure 5, were observed in as-SPSed samples. However, these peaks disappeared after annealing in air together with the colour. Therefore, the carbon phase in as-SPSed ZrO2 ceramics could be the primary reason for the black colour. The carbon contamination is discussed often in connection with SPS and is mainly attributed to a carbon formation due the reduced atmosphere in vacuum and also due to the carbon evaporation from the die, punches and graphite papers/foils and diffusion through open porosity [8,9]. Furthermore, from Figure 5, no apparent peak shift for t-ZrO2 was found before and after annealing, indicating the influence of residual stress by incorporation of carbon in ZrO2 ceramics is not significant.
Raman peaks for the as-sintered and annealed 2.4Y-SPS samples.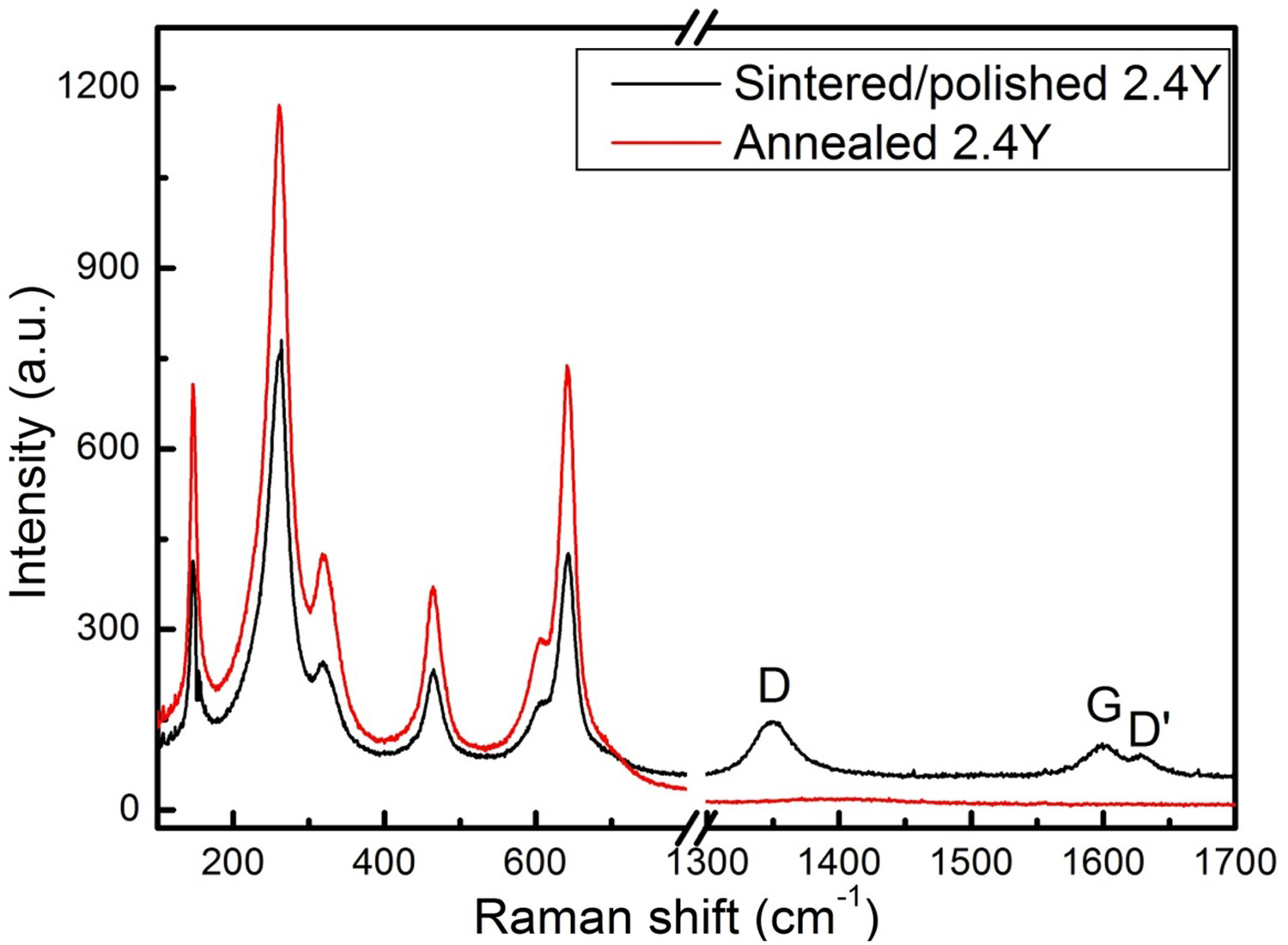
However, the black colour may also connect to oxygen vacancies formed in the zirconia during the sintering in reducing atmosphere [11,12]. In order to understand the mechanism for the higher toughness of the as-SPS ceramics, the origin of the black colour should be explored. From the TG curve for the black sample (2.4Y SPS) in Figure 6, it can be seen that the weight is gained at high temperatures. If the sample just contains carbon, no matter which type, a weight loss should be observed during the entire heating especially above 400°C when the carbon usually starts to oxidize. The loss in weight at temperatures below 400°C is most probably related to the loss of surface water during the heating. Furthermore, the further mass increase in the TG curve indicates the change from ZrOx to ZrO2 occurs during the heat treatment in air. All these evidence from Raman and TG analysis confirm oxygen vacancies and carbon co-exist in the as-SPSed samples.
The TG curve for dense as-SPSed 2.4Y.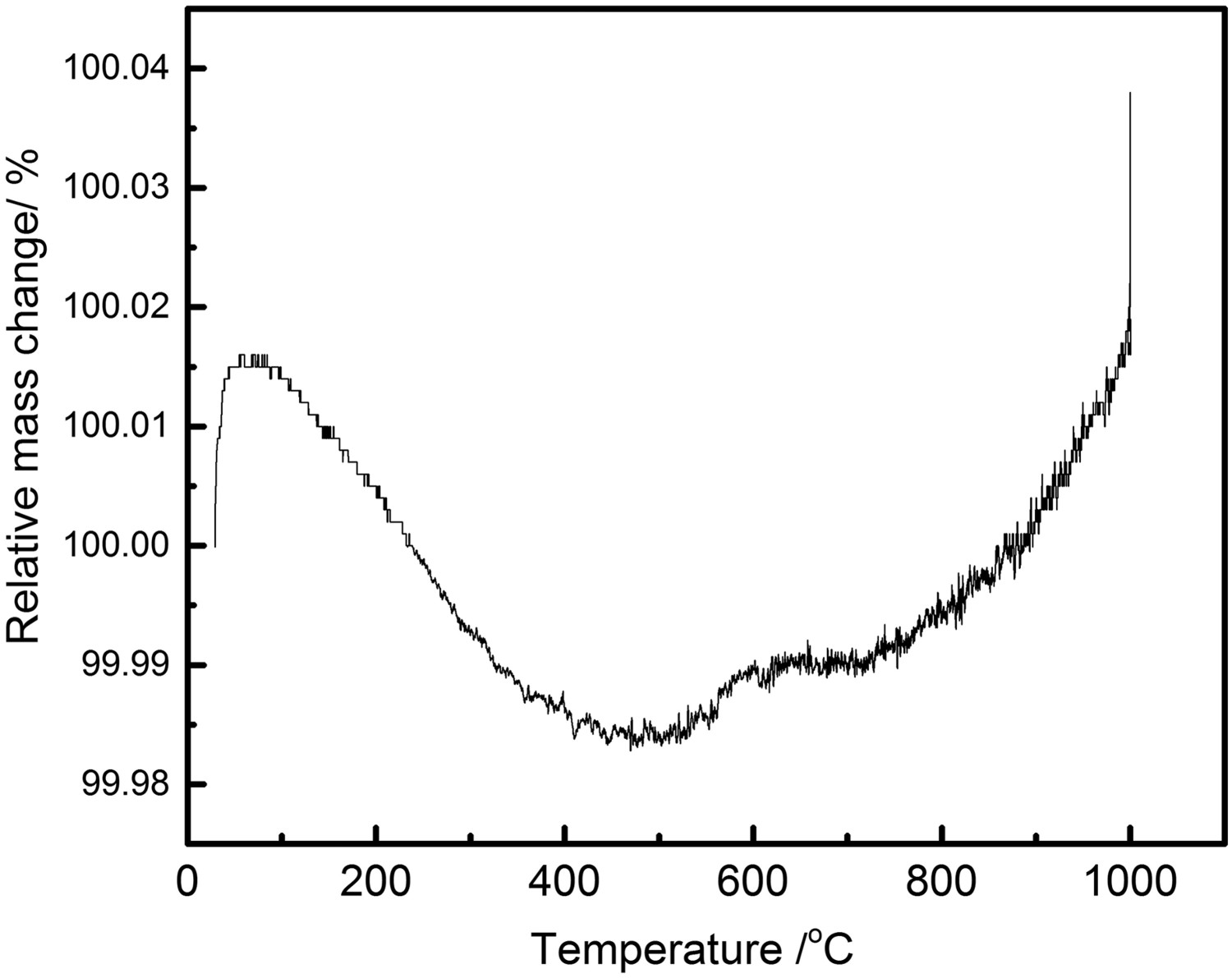
The oxygen vacancies in the t-ZrO2 lattice could distort its unit cell towards the tetragonal phase and thus stabilise it at low temperatures [13,14]. The vacancy concentration increases during the SPS process and thus should increase the stability of the tetragonal phase and consequently the toughness should decrease; however, there might be an additional effect making the SPS 2.4Y samples tougher, e.g. the inhomogeneity of the yttria distribution inside the nanosized ZrO2 grains. It has been shown that yttria may segregate on grain boundaries of ZrO2, generating a core–shell structure with a higher amount of oxygen vacancies on the boundaries [15-17]. This type of core–shell structure was revealed by Kocjan [18] for nanosized rapid-sintered Y-TZP. It means that the core must be depleted from the yttria to some extent yielding a less-stable tetragonal phase there. At larger grain sizes, the segregation is not relevant and thus the tetragonal phase is more stable. The lower yttria amount in the 2.4Y SPS sample can then easily transform to the monoclinic phase and increase the toughness of the mixture. With higher yttria amounts, the effect of reduced yttria in the core will not have such a large input. During annealing and PLS, the core–shell structure will vanish by diffusion and therefore the tetragonal structure will be more stable and the toughness of the finer-grain-sized ceramic will be lower as is seen for the PLS and annealed samples in Table 2.
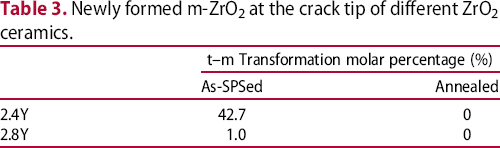
The Raman spectrum was also employed in order to investigate the phase transformation from tetragonal to monoclinic induced by the indentation stress (Figure 7). A shorter crack length in the as-SPS sintered 2.4Y ZrO2 ceramics implies its higher toughness compared to that of the SPSed 2.8Y sample.
Raman peaks collected in the crack tip of the as-SPS-sintered and annealed samples for 2.4Y (a) and 2.8Y (b). The inlets are the indentation pattern and crack propagation for corresponding ceramics.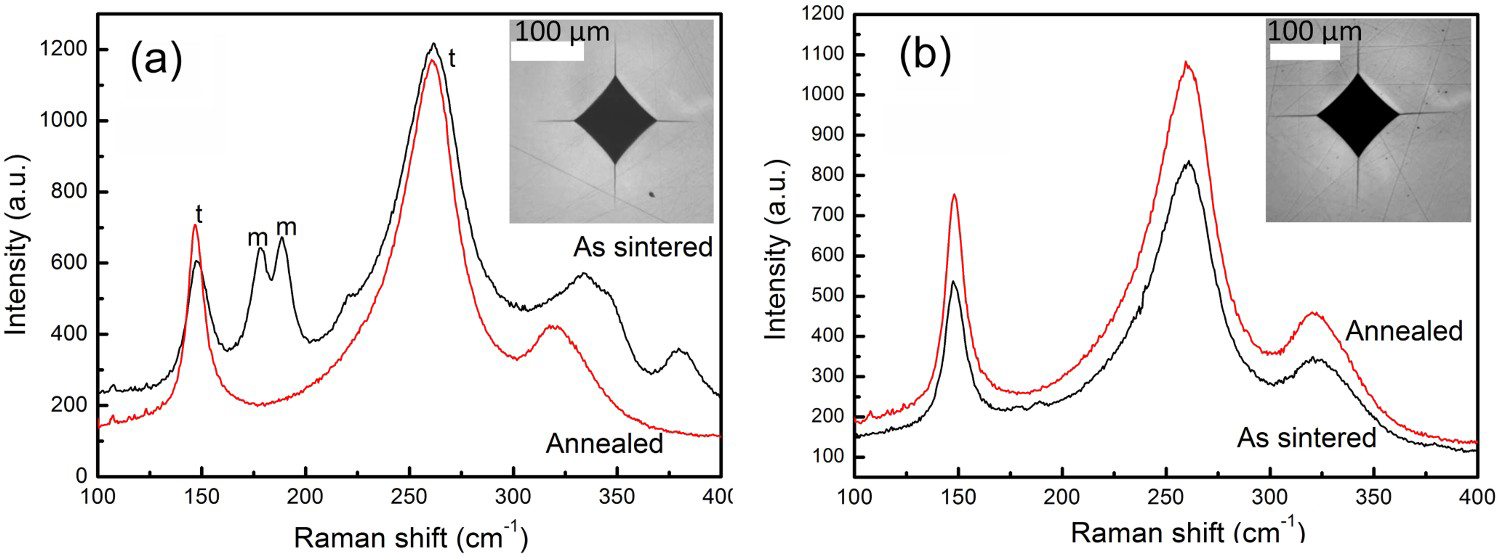

Newly formed m-ZrO2 at the crack tip of different ZrO2 ceramics.
XRD Rietveld refinement
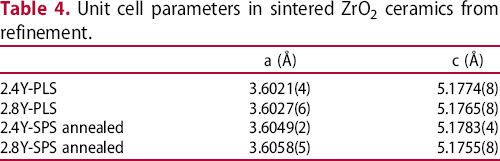
After SPS sintering and annealing, all the peaks of 2.4Y and 2.8Y could be indexed as tetragonal ZrO2 and no peaks belonging to carbon polymorph could be seen from the XRD patterns (Figure 8(a)), opposite to Raman results, indicating a very small amount of carbon or amorphous carbon on as-SPSed ceramics. When comparing the two mixtures when they are densified at the same condition, a peak shift towards a lower angle was observed in 2.8Y, and a detail of the XRDP is shown in Figure 8(b). The radius of Y3+ is larger than that of Zr4+; therefore, a larger amount of Zr4+ replaced by Y3+ will result in a larger unit cell, e.g. diffraction peaks should be shifted to a lower angle. Second, when comparing the samples with the same composition, the peaks of the as-sintered samples are at a higher value compared with the annealed one. Since Raman results in Figure 5 have suggested the residual stress induced by carbon on ZrO2 grains is minimal, such a peak shift indicates the existence of oxygen vacancy in the as-SPSed ZrO2 ceramics [13]. During annealing, the lattice of ZrO2 will expand due to the disappearance of oxygen vacancy, resulting in the ZrO2 peak shift to a lower angle.
The XRD pattern of SPS, PLS and annealed 2.4Y and 2.8Y ceramics. Pure t-ZrO2 peaks were found in all these samples (a). The slight peak shifts among these samples at ∼60° are compared in (b).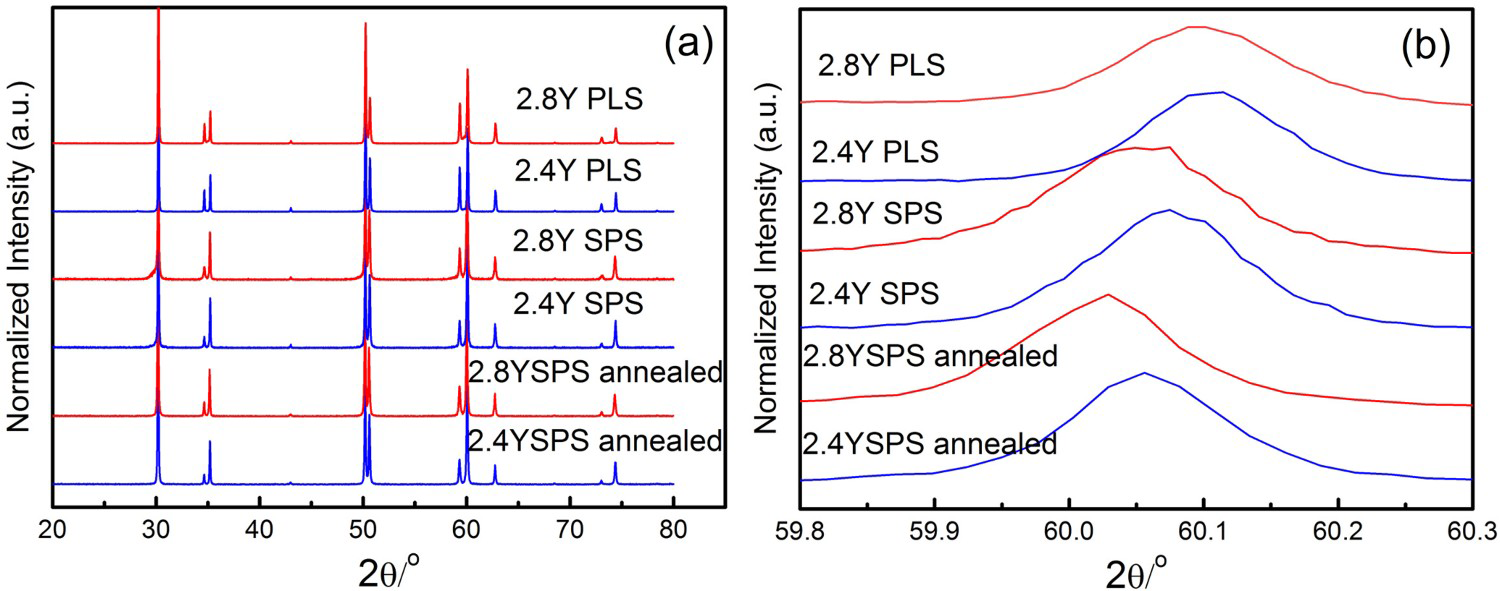
Unit cell parameters in sintered ZrO2 ceramics from refinement.
Conclusions
Y-TZP ceramics with an average grain size of 144 and 122 nm were prepared by SPS of two custom-made powders with an average particle size of 87.7 and 80.1 nm which were doped with a reduced amount of Y2O3, 2.8 and 2.4 mol-%, respectively. The same mixtures were also pressureless sintered and the grain size became larger, 312 and 343 nm, respectively. When fine starting powders were adopted, dense and fine-grained ZrO2 ceramics with a grain size smaller than 350 nm can be produced even by pressureless sintering. Raman spectra investigation revealed that no phase transformation took place around the indentation crack tips in PLSed or SPSed 2.4Y and 2.8Y-TZP ceramics with a grain size smaller than 350 nm when they were fully oxidised; The tetragonal to monoclinic phase transformation did occur at the indentation crack tip in as-spark-plasma-sintered 2.4Y-TZP ceramics with an average grain size of 122 nm, which was ascribed to the presence of carbon, oxygen vacancies and inhomogeneous yttria distribution caused by the SPS process in reduced atmosphere that reduced the stability of tetragonal zirconia; As no phase transformation was induced by fracture stress for the samples after annealing, low fracture toughness values were achieved in the prepared Y-TZP ceramics even with a reduced amount of Y2O3 doping. The current result suggests that a further reduction of Y2O3 content (<2.4 mol-%) in ZrO2 powder with an average grain size below 350 nm is necessary, in order to improve the KIC of Y-TZP nanoceramics densified either by pressureless sintering or SPS.
Footnotes
Acknowledgements
We thank Xin Gao for TEM work. Erik Aldolfsson is acknowledged for valuable discussions. The microstructural characterisation part of the work was performed at the Electron Microscopy Centre of Stockholm University, which is supported by the Knut and Alice Wallenberg foundation. SIZE MATERIALS provided the powders customised for this study.
Disclosure statement
No potential conflict of interest was reported by the authors.