
Abstract
The supercontainer (SC) is the reference concept for the post-conditioning of vitrified high-level radioactive waste and spent fuel in Belgium. It comprises a prefabricated concrete buffer that completely surrounds a carbon steel overpack. Welding is being considered as a final closure technique of the carbon steel overpack in order to ensure its water tightness. Welding is known to induce residual stresses near the weld zone, which may lead to an increased susceptibility to stress corrosion cracking (SCC). In this study, slow strain rate tests were conducted to study the SCC behaviour of plain and welded P355 QL2 grade carbon steel exposed to an artificial concrete porewater solution. The tests were performed at 140°C, a constant strain rate of 5 × 10−7 s−1 and at open circuit potential under anoxic conditions. The effect of sulphide on the SCC behaviour was investigated up to levels of 15.6 mM S2− (500 mg L−1).
This paper is part of a supplement on the 6th International Workshop on Long-Term Prediction of Corrosion Damage in Nuclear Waste Systems.
Introduction
The supercontainer (SC) is currently being studied as the reference design for the final disposal of vitrified high-level radioactive waste (VHLW) and spent fuel (SF) in Belgium. It is essentially a cylindrical prefabricated concrete block, named the buffer, into which a watertight cylindrical carbon steel container, the so-called overpack, holding either VHLW canisters or SF assemblies, will be inserted. In the presently preferred design option, the concrete block will be fitted into an outer stainless steel container, termed the envelope [1].
The reference material to construct the overpack is currently the P355 QL2 grade carbon steel. A Portland cement-based (PC) self-compacting concrete is currently the preferred option for the choice of the concrete buffer. Under the high pH conditions of the buffer (pH ∼13.6), an oxide film will be formed that will protect (passivate) the external surface of the overpack. This will result in low and almost negligible uniform corrosion rates (passive dissolution) [2–7]. However, metals that are protected by a passive oxide film are known to be susceptible to localised passivity breakdown (such as pitting corrosion and stress corrosion cracking (SCC)) if the proper environmental conditions arise [8–11].
The phenomenon of SCC of mild steels in caustic (NaOH) solutions has been recognised for many decades since it is an important failure mechanism of in-service components in major industries such as in the pulp and paper industry where hot NaOH and Na2S solutions are used for extracting cellulose fibres from wood chips (Kraft process) [12–15], in alumina producing plants which use hot caustic aluminate solutions for extracting alumina from bauxite (Bayer process) [16–19] and in low alloy steel turbines operating in power plants due to the formation of concentrated NaOH solutions from NaOH present in the steam [20–22]. It is also a major concern in guaranteeing the performance of underground carbon steel tanks, which contain high-level alkaline liquid radioactive waste that was generated since the 1940s as by-product of nuclear weapons production in the U.S., as a barrier to radionuclide escape [23–26].
Although a lot of information is available on the SCC of mild steel in caustic solutions, the vast majority of the studies are conducted under conditions (‘concentrated’ caustic solutions: 2.5‒12.5 M NaOH; 0.2‒1.0 M S2−; T < 100°C) that are much more harsh with respect to SCC susceptibility than the environmental conditions anticipated within the SC (‘dilute’ caustic solution: <1 M NaOH; 3.12 mM S2− (100 mg/L); T peak ∼120°C). Also, very little research has been done on the synergistic effect of diluted caustic solutions (<5 wt-% NaOH), the presence of low levels of sulphide (e.g. <0.1 M) and a temperature above 100°C. However, indications in the literature exist that necessitate to examine the possibility of the occurrence of SCC of the carbon steel overpack exposed to the ‘dilute’ caustic SC environment. It has been found that the presence of sulphides in alkaline solutions could significantly increase the SCC susceptibility of carbon and stainless steels. Singbeil and Tromans [27,28] have observed a 25-fold increase of the crack propagation rate in caustic solutions containing sulphides compared to sulphide-free solutions. Moreover, it was reported that temperature may strongly influence the SCC of mild steel in alkaline solutions. Lyle [22] found that the minimum concentration of NaOH needed to cause SCC in 3.5 NiCrMoV steels decreased with increasing temperature from about 28% at 66°C to <3% at 157°C.
Furthermore, welding is being considered as a final closure technique of the carbon steel overpack in order to ensure its water tightness. Welding is known to induce residual stresses near the weld zone, which may lead to an increased susceptibility to SCC if the proper environmental conditions arise.
This paper discusses the results of the SCC susceptibility tests of plain and welded (metal active gas welding (MAG), submerged arc welding (SAW), electron beam welding) carbon steel samples exposed to an alkaline medium (pH ∼13.6) with varying sulphide concentrations (3.12-15.6 mM) under anaerobic conditions.
Experimental details
Materials
Chemical composition of the reference P355 QL2 grade carbon steel.

SAW, MAG and reduced pressure electron beam welding (RPEB) were applied to a 3-cm thick plate. Tensile test specimens were prepared from the as-welded plates (no heat treatment was applied). The specimens were machined entirely (in the longitudinal direction) from the base metal, heat-affected zone (HAZ), and weld metal (Types I, II and III, respectively). Specimens whose gauge section included the weld, HAZ, and in some cases part of the base metal, were also machined (Type IV). The orientation and location of the different tensile test specimens is schematically illustrated in Figure 1.
Orientation and location of the tensile test specimens.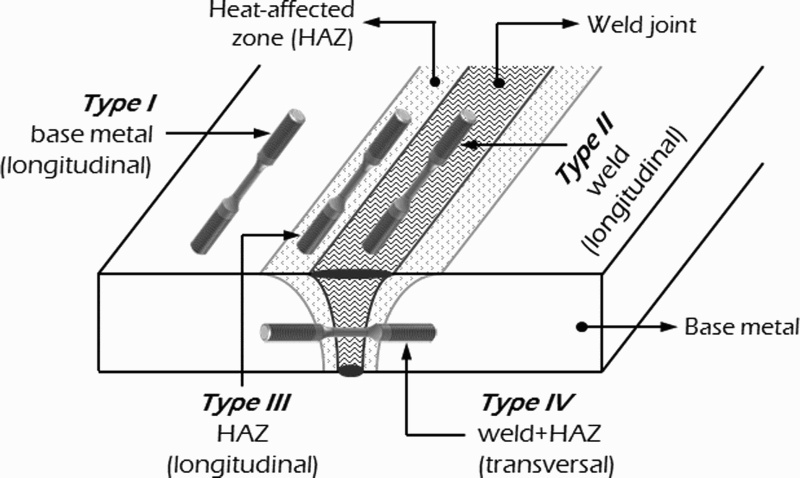
Experimental technique
SCC susceptibility was examined via the slow strain rate testing (SSRT) technique. The SSRT tests were performed under anaerobic conditions at 140°C. The tests were carried out on cylindrical, notch-free uniaxial tensile specimens 55 mm long and 5 mm in diameter (with a gauge length of 10.5 mm and a gauge diameter of 2.5 mm, giving a cross-sectional area of the gauge section of 4.9 mm2). The tensile specimens were strained at a constant slow strain rate of 5 × 10−7 s−1 at open circuit potential (OCP). The SCC susceptibility was evaluated using the results of SSRT in Ar (as an inert reference environment) at the same temperature and strain rate.
Test conditions
The SSRT tests were conducted in an artificial concrete porewater solution, which is a simplified version of the porewater expected for the PC-based buffer material in the SC concept, known as Young Cement Water (YCW). The test solution had a chemical composition of 0.14 M Na+, 0.37 M K+, 2.4 mM  and a calculated pH value of 13.6. The test solutions were prepared from analytical-grade chemicals (Na2SO4 powder and 1 M NaOH and 1 M KOH solutions) using degassed and de-ionised water. The effect of the presence of sulphide (3.12 and 15.6 mM) was investigated.
and a calculated pH value of 13.6. The test solutions were prepared from analytical-grade chemicals (Na2SO4 powder and 1 M NaOH and 1 M KOH solutions) using degassed and de-ionised water. The effect of the presence of sulphide (3.12 and 15.6 mM) was investigated.
Post-test examination
The susceptibility to SCC was evaluated by comparing the values of several mechanical parameters, such as yield strength (YS), ultimate tensile strength (UTS), elongation-at-fracture (EaF), time-to-failure (TTF), reduction-in-area (RA), obtained in the test environments with those in an inert reference environment. The percentage RA was calculated according to the following expression:
The features of the fracture surfaces were investigated using a HIROX-3000 digital optical microscope (OM) and a JEOL JSM 6610LV scanning electron microscope (SEM) fitted with a tungsten electron gun, operated with an 15 kV accelerating voltage and a working distance of about 10 mm. The SEM was equipped with a Bruker QUANTAX EDS system (energy dispersive X-ray spectroscopy), in combination with the Esprit 2.0 software, for quantitative chemical analysis.
Experimental results and discussion
Figure 2 shows typical examples of stress–strain curves of tensile specimens machined from the weld zone (Type III) of a 3-cm thick P355 QL2 carbon steel welded plate (MAG, SAW, RPEB) and tested in YCW at 140°C with various additions of sulphide (3.12 and 15.6 mM) under anaerobic conditions. The stress–strain curves of the tensile specimens tested in argon (reference environment) are also plotted for comparison. The results of the mechanical and ductility parameters obtained from the SSRT tests are summarised in Table 2.
Stress–strain curves for MAG ( Summary of SSRT test results of P355 QL2 grade carbon steel tensile specimens machined from the base metal and the weld zone of MAG, SAW and RPEB-welded plates. Notes: YS, yield strength; UTS, ultimate tensile strength; EaF, elongation at fracture; TTF, time to failure; RA, reduction in area; TTFR, time to failure ratio; RAR, reduction in area ratio.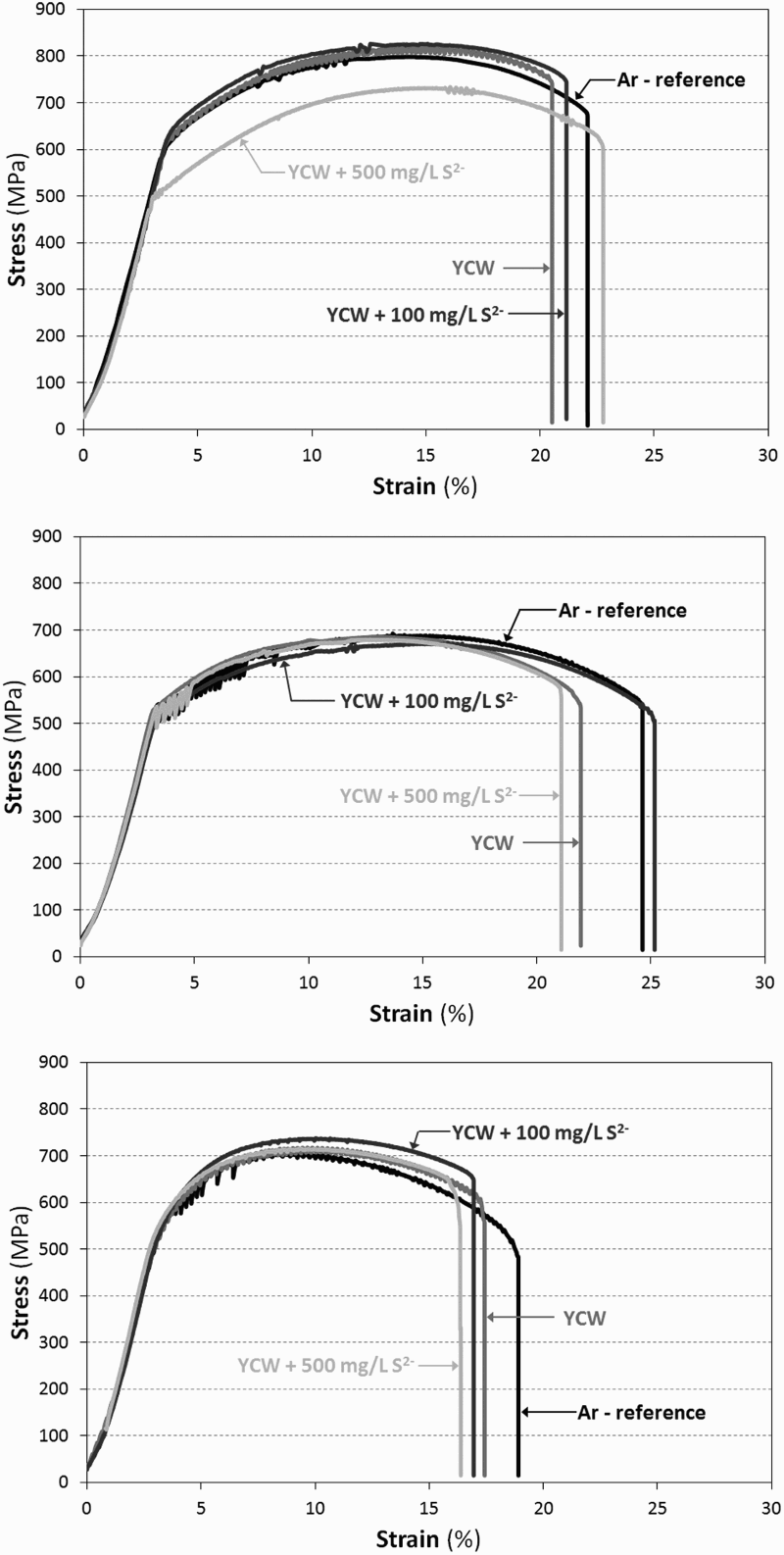
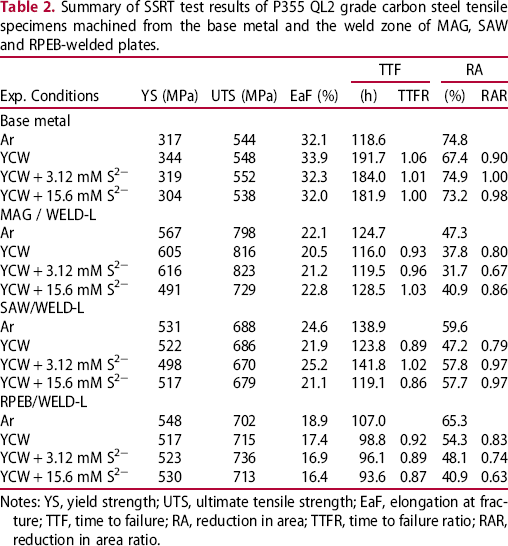
The YS and UTS values of the tensile specimens machined from the weld zone (type III – MAG, SAW, RPEB) were higher compared to the base metal. The values for EaF were all smaller than for the base metal, with the lowest values obtained for the RPEB-welded samples. The failure strains varied between 20.5 and 22.8% for MAG, between 21.1 and 25.2% for SAW and between 16.4 and 18.9% for RPEB, compared to values between 32.0 and 33.9% for the base metal.
The ductility ratios (TTFR, RAR) of the tensile specimens machined from the base metal were close to 1.0 suggesting immunity to SCC for all conditions studied. Welded tensile specimens (MAG, SAW, RPEB) showed slightly lower TTFR and RAR values. However, according to acceptance criteria reported in the literature [29–31], the values still remained sufficiently high (≥0.70) to assume a reasonably high resistance to SCC.
Sulphide did not seem to have an effect on the mechanical behaviour of the samples machined from the base metal (type I) and the welded zone (type III): no significant differences were observed in YS, UTS and EaF for the MAG, SAW and RPEB-welded tensile specimens, irrespective of the test environment (YCW with and without S2−, as well as Ar). The values of the measured parameters all fell within the range of experimental error.
Tensile specimens machined from the HAZ (type II) and the weld zone, in transverse direction (type IV), showed a similar mechanical behaviour.
Fracture surface analyses of SAW-welded tensile specimens machined from the weld zone (type III) are shown in Figure 3. The macrographs on the top row present a lateral view (OM) of the failed specimens. The fracture surface of the tested samples had a cup-and-cone configuration, with no evidence of secondary cracking along the gauge length (Figure 3, top row). This configuration is typical for a ductile material. In fact, the fractures were not full cup-and-cone, showing a cup portion on one half of the fractured round specimen and a cup portion on the other half (not shown on the images). The macrographs also show that (1) all specimens fractured within the gauge section and (2) all specimens had undergone considerable necking (i.e. a localised reduction in cross-sectional area) before failure, which was also evidenced by the large values of RAR (Table 2). Necking is also considered characteristic of the ductile mode of mechanical failure.
Analysis of the fracture surfaces of SAW-welded tensile specimens machined from the weld zone (Type III) exposed to Ar (a), YCW (b), YCW + 3.12 mM S2− (c) and YCW + 15.6 mM S2− (d) under anaerobic conditions.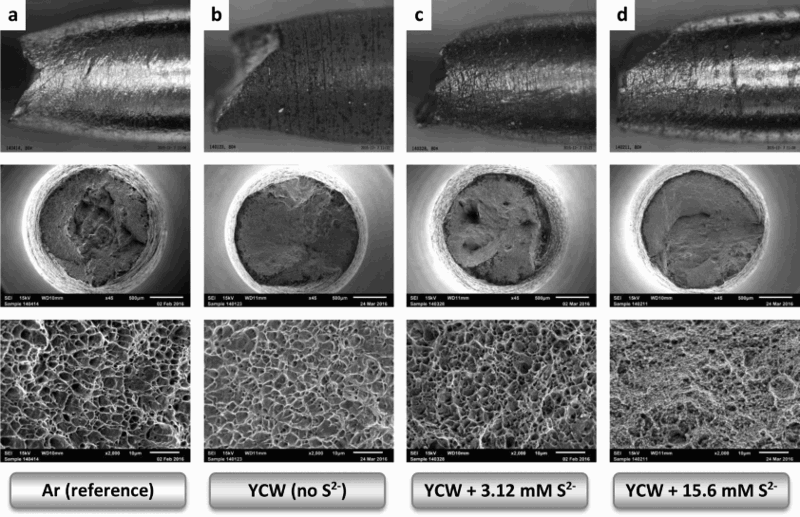
The images on the middle and bottom row represent SEM micrographs of the fracture surface. The micrographs in the middle row were taken at 45× magnification, showing the entire fracture surface. The micrographs in the bottom row were taken at a higher magnification (2000×), showing the close-up of a zone representative of the entire fracture surface. No differences in appearance between the fracture surfaces of the specimens tested in Ar and those of the specimens tested in YCW (with and without sulphide) were observed. The entire fracture surface of all specimens was found to consist only of ductile dimples, resulting from microvoid coalesence, which is a typical feature of a ductile and exclusively mechanical failure (i.e. overload is the principle cause of fracture).
Although fractography analysis, together with the values of the ductility parameters, suggest a ductile failure mode, lateral views of some specimens showed evidence of secondary cracking near the necked region (Figure 4), which may indicate some susceptibility to SCC. These evidences were small (∼100 µm wide max.) and shallow (∼50 µm deep) and they were only observed in the necked-down section of the specimen immediately adjacent to the fracture. Some researchers [32] have explained this sort of secondary cracking as a result of an artefact from circumferential machining marks left on the specimen surface. Others [29] considered the presence of cracks in the necked-down area as being less important (and only the presence of secondary cracking on the specimen surface away from the primary failure is considered an indicator of susceptibility to SCC).
Fractography analysis of RPEB-welded tensile specimen (transversal, Type IV) after SSRT testing in YCW. (a) Lateral view showing secondary cracks; (b) SEM micrograph of the entire fracture surface; (c) higher magnification SEM micrograph of region A1 in (a) showing brittle fracture features.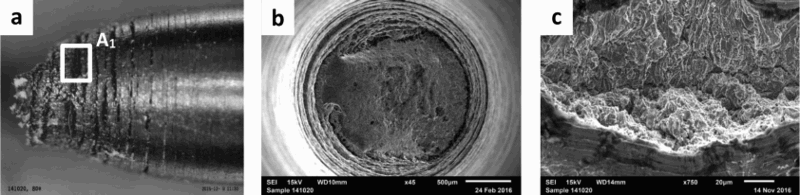
Conclusions
An experimental campaign was carried out, using SSRT, to study the SCC behaviour of plain and welded P355 QL2 grade carbon steel exposed to high pH artificial solutions (pH ∼13.6), simulating the SC concrete buffer porewater, under anaerobic conditions. The tests were performed at 140°C, a constant strain rate of 5 × 10−7 s−1 and at OCP under anoxic conditions. The effect of sulphide on the SCC behaviour was investigated up to levels of 15.6 mM S2− (500 mg L−1).
P355 QL2 grade carbon steel is not susceptible to SCC under the conditions investigated in this study:
Sulphide did not seem to affect the mechanical behaviour of the tensile samples machined from the base metal (type I), HAZ (type II) and welded zone (type III and IV). No significant differences were observed in the YS, UTS and elongation at fracture for MAG, SAW and RPEB-welded tensile specimens, irrespective of the test environment (YCW with and without S2−, as well as Ar). The fracture surface of the tensile specimens consisted of ductile dimples, which is a typical feature of a ductile and exclusively mechanical failure. Some specimens showed evidence of small and shallow secondary cracking in the necked-down section immediately adjacent to the fracture. This was believed to be caused as a result of circumferential machining marks left on the specimen surface.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.