
Abstract
Bone tissue engineering (BTE) is in active search of the ideal scaffold to give a clinical solution for bone regeneration in non-union fractures. During the last decades, the use of additive manufacturing (AM), and, in particular, melt extrusion AM (ME-AM), has been investigated towards this aim. ME-AM enables the fabrication of personalized 3D scaffolds, with a controlled and highly interconnected porosity, through the solvent-free processing of biodegradable and mechanically robust polymers. In addition to these properties matching the requirements for BTE scaffolds, the polymers used to fabricate these constructs are also more amenable for further functionalization than metals or ceramics, to influence cell behaviour, making thermoplastic materials a preferred choice for BTE. This review provides a comprehensive analysis of various ME-AM scaffolds developed for BTE, along with approaches used to augment their bioactivity, which includes architectural, surface physical and chemical modifications, the incorporation of secondary fibrous or hydrogel networks within the scaffold pores, and the use of composites for ME-AM scaffold fabrication.
Bone and its regenerative capacity
Bone is a complex hierarchically structured tissue that plays a critical role in human physiology including locomotion, organ protection, blood production, mineral storage and homeostasis, and source of mesenchymal stem cells in the marrow compartment [1]. The building blocks of the bone matrix consist of an inorganic phase of carbonated hydroxyapatite (HA), and an organic phase mainly composed of collagen type I, among other types of collagens, proteoglycans, fibronectin and specific bone proteins, such as osteopontin (OPN), bone sialoprotein (BSP) and osteocalcin (OCN), in minor percentages [2]. In the cortical bone, which extends along the shaft or diaphysis of long bones and becomes thinner towards the distal and proximal ends or epiphysis, mineralized collagen nanofibres organize in parallel into concentric lamellae and surround the Harversian channel, thus constituting the osteons [3]. On the other hand, cancellous bone, which is present in long bones (mostly in their epiphysis) as well as in vertebrae and in flat bones such as pelvic bones and skull, is organized into irregular and convoluted trabeculae, which create an intricate porous trabecular framework as housing for the soft and highly cellularized bone marrow [3]. Due to their differences in porosity and architecture, cortical and cancellous bone possess an elastic modulus at the macroscale of 15–20 GPa and 0.1–2 GPa, and a compressive strength of 100–200 MPa and 2–20 MPa, respectively [4,5]. These properties are highly dependent on age, health condition, anatomic site and loading direction [4,6–8]. At the tissue level, cortical bone possesses slightly higher density and mineral content compared to trabecular bone, as it presents a lower rate of turnover [9]. Due to this, microtensile measurements have also revealed differences in the elastic modulus of both tissues at the microscale (∼18 GPa for cortical bone vs. ∼11 GPa for cancellous bone). Yet, they are in the same order of magnitude, due to their similar lamellar structure [8]. These impressively high mechanical properties are owed to the mineralization of the collagen fibres, which provides stiffness and structural reinforcement to the viscoelastic and tough collagen.
Bone is constantly undergoing remodelling to adapt to mechanical stresses, resulting from physical exercise or loading, and to maintain the integrity of the skeleton, by repairing micro-fractures caused by the bending and torsion of bones during locomotion [10]. This is a dynamic process orchestrated by a variety of biochemical and mechanical factors that requires the interplay between different cell phenotypes: the bone-forming osteoblasts, the bone-degrading osteoclasts, which derive from precursors of the hematopoietic lineage, the bone lining cells and the osteocytes [11]. In line with its remodelling capacity, bone also has self-healing abilities after fracture [12]. In bone fractures, not only the structural integrity of bone is disturbed, but also the vascular structures, limiting the nutrient flow at the injury site. Therefore, the healing process is much more complex than during spontaneous remodelling and includes an inflammatory phase, a soft callous formation, and a remodelling phase, involving multiple cellular types, such as mesenchymal and stromal cells, and molecular activities that recapitulate the endochondral ossification happening during embryogenesis [13].
In the last decades, as people live longer due to technological improvements, the number of skeletal issues has risen [14]. In the USA, 6 million people break a bone each year. In case of traumatic accidents or osteoarthritis, autografting on the injury site is the most typical approach. Grafts could be extracted from the patient or a donor. However, these grafts have some shortcomings, which are due to donor variability, disease transfer risks and limited availability.
However, improper stabilization, age and comorbidities of the patient, as well as large bone defects, caused by disease, traumatic injury, implant surgery, infection or tumour resection, can negatively influence the healing process, leading to non-union in up to 10% of the cases [15]. Current strategies used in the clinics for the treatment of non-union or critical size bone defects mainly rely on: (i) the distraction osteogenesis or Ilizarov method (Figure 1A) [16], (ii) the induced membrane or Masquelet technique [17,18], combined with autografts, such as intramedullary bone grafts (Figure 1B,C), iliac crest or vascularized fibula graft (Figure 1D) [19], (iii) allografts or (iv) demineralized bone matrices [20,21]. Treatments based on the Illizarov or Masquelet methods are often complex, requiring external fixation and multiple surgeries. Similarly, natural bone grafts (autografts or allografts) possess several disadvantages, including donor site morbidity, restricted availability, high costs, pain, prolonged rehabilitation, lack of structural properties, and can trigger inflammation, immunological rejections in the case of allografts, or infections [1]. Therefore, the management of non-union bone defects remains a major clinical challenge. Current gold standard techniques for the treatment of non-unions. (A) Schematic representation of the distraction osteogenesis technique. After the formation of a critical size defect, the two bone ends are brought into contact. The Ilizarov apparatus (external fixation) is used to gradually separate the two bone segments, allowing new bone to form in the gap via conventional endochondral ossification during fracture healing. Adapted with permission from Ref. [22]. (B) Clinical case in which the Masquelet technique was applied to treat a humeral non-union. (i) After debridement of the bone ends, a cement spacer was inserted for 2 months. (ii) After this period, a pearly membrane was induced around the cement, which was filled with a bone graft after spacer removal. Adapted with permission from Ref. [18]. (C) Clinical case combining the Masquelet technique with an intramedullary bone graft to treat a tibial non-union. (i) After PMMA spacer removal and the induced membrane formation, the defect site was packed with autologous cancellous bone graft collected from the femur with the reamer-irrigator aspirator (RIA) technique. (ii) 7 months post-surgery X-rays. (D) Schematic representation of the vascularized fibula approach combined with a supporting construct comprising the following steps: resection of malignant tumour, construct placed around the vascularized fibular graft, insertion in the critical size defect and use of internal fixation. Adapted with permission from Ref. [23].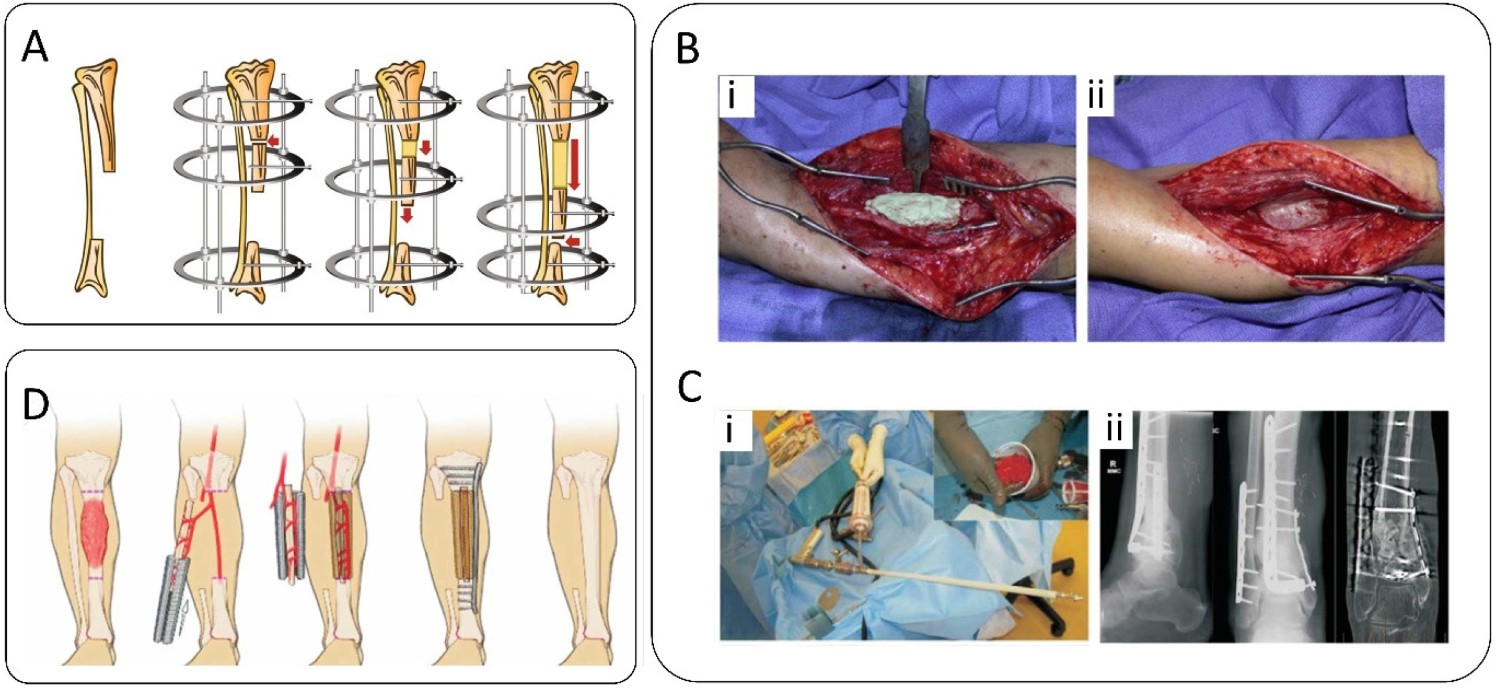
During the past decades, a large amount of efforts have been dedicated to investigate tissue-engineered strategies to regenerate bone in non-union scenarios and avoid the aforementioned disadvantages associated with the currently used therapies [23]. Particular attention has been given to additive manufacturing (AM) technologies, which allow for precise control over the scaffold properties. In the following sections of this chapter, a brief overview of current AM techniques used to fabricate scaffolds for BTE applications will be provided, and special focus will be given to the advantages of melt extrusion AM (ME-AM) over other technologies. This includes the compatibility of the synthetic polymers used for ME-AM with various supplemental methodologies. While making this choice, we acknowledge the promising bone regeneration capacities of ceramic and biodegradable metal scaffolds. However, they offer suboptimal biomechanical properties, being either too brittle or too stiff, respectively, compared to polymeric scaffolds. In this regard, current state-of-the-art strategies used to augment the bioactivity of polymeric ME-AM scaffolds towards an ideal BTE scaffold will be extensively discussed. The related in vitro cell responses and in vivo bone regeneration produced by these strategies will be highlighted.
Bone tissue engineering (BTE) – towards additive manufactured scaffolds
One of the pillars of tissue engineering is scaffolds. An ideal scaffold should provide a physico-chemically biomimetic environment to support and boost bone tissue ingrowth and regeneration [24]. In this regard, the use of biocompatible materials to avoid the risks of local toxicity and undesired immune/inflammatory responses is fundamental. Moreover, the scaffold degradation and the bone formation rates should match, ensuring the stability of the defect post-implantation. At the same time, scaffolds should provide mechanical support and stability, ideally matching the mechanical properties of neighbouring bone tissue to prevent stress shielding [25]. Surface properties such as chemistry, surface charge and topography are also critical, as they will dictate cell–material interactions for bone tissue ingrowth. While the aforementioned properties are of utmost importance, the architectural parameters of the scaffold i.e. pore interconnectivity, porosity, and pore size and shape, will ultimately determine the success of the scaffold in promoting tissue ingrowth leading to the regeneration of fully functional tissue. Interconnected pores are necessary for the efficient management of nutrients, oxygen, metabolic waste and material biodegradation products, as well as for continuous vascularization and tissue ingrowth within the scaffold. Moreover, scaffolds with pore sizes of at least 300 µm are needed to promote neovascularization and favour osteogenesis in vivo [26–28]. Pore shape and curvature have also shown to influence bone formation by modulating cell response and rate of tissue regeneration [29,30]. Since it is difficult to decouple porosity from mechanical properties and degradation rate, all these parameters need to be carefully balanced to optimize scaffolds for bone regeneration [26–28].
It is already established that conventional scaffold fabrication techniques, such as particulate leaching, gas foaming, phase separation, solution casting or freeze drying, cannot ensure pore interconnectivity, nor the precise control over pore size, shape and spatial distribution [31,32]. In contrast, biofabrication technologies derived from AM techniques for rapid prototyping have demonstrated their potential to generate reproducibly complex-shaped tissue-engineered constructs with a high degree of control on architectural parameters. Depending on the material type and its processing method, the most commonly used AM technologies in biofabrication of BTE constructs can be classified as follows [33,34]: powder-based techniques, including 3D printing, selective laser sintering (SLS), selective laser melting (SLM) and electron beam melting (EBM), vat photopolymerization techniques, including stereolitography (SLA), digital light processing (DLP) and two-photon polymerization (2PP), melt extrusion (ME) techniques, including fused deposition modelling (FDM), 3D fibre deposition (3DF) and bioextrusion, solution extrusion, including direct ink writing, low-temperature deposition manufacturing (LDM), pressure-assisted microsyringe (PAM), and wet-spinning and bioprinting, including bioplotting, ink-jet bioprinting and laser-assisted bioprinting.
Among all the aforementioned, ME-AM techniques are the most used AM techniques in BTE. Here, a thermoplastic polymer or composite in the form of a filament (FDM) or pellets (3DF and bioextrusion) is hot-extruded in molten form through a nozzle upon application of pressure via rollers pushing the filament (FDM), pressurized gas/piston (3DF) or a screw (bioextrusion), and deposited as a solidified strut in a layer-by-layer manner [35]. Compared to other AM technologies, ME-AM does not require demanding hardware, its operation principle is straightforward, and the materials used do not require extensive development, in terms of chemistry. Moreover, ME-AM techniques offer one of the highest resolution-to-time of manufacturing (RTM) ratio among all AM techniques (∼1 × 10−3 m2 per minute). RTM is a parameter that defines the efficiency of the manufacturing process in terms of the ability to produce scaffolds with fine details in a short time and is expressed as the volume of material deposited per minute, divided by the minimum printed feature dimension [34]. An RTM ratio of ∼1 × 10−3 m2 per minute is also estimated for SLS, where a high-power laser selectively sinters a powder bed layer-by-layer. In spite of producing scaffolds at a faster rate, SLS offers lower resolution than ME (400 µm vs. 200 µm) [34]. Moreover, SLS and other powder-based methods such as 3D printing, which is based on the controlled deposition of a binder material on successive powder layers, require post-fabrication heat treatments to complete the binding reactions and increase the construct mechanical properties, as well as a depowdering step to remove excess material [36]. Similarly, scaffolds fabricated by solution extrusion methods, in which the material in a solvent is extruded at low temperature, are followed by post-lyophilization (i.e. LDM) or drying steps (i.e. PAM and wet-spinning) to remove the organic solvent, which also leads to scaffolds shrinkage and loss of mechanical properties [37,38]. Besides, the long time required to fabricate thick constructs by solvent extrusion, due to their low minimal feature size (∼ 20 µm), contributes to a low RTM ratio (∼0.5 × 10−3 m2 per minute) [34]. Generally, the use of binders and organic solvents is by itself a limitation of all the aforementioned processes. Such additives could potentially induce cytotoxic effects if not well removed before their contact with cells. Likewise, uncured resin and photoinitiator remnants in scaffolds produced by vat photopolymerization techniques, which work by selectively crosslinking layers of a photosensitive resin by laser (SLA and 2PP) or UV light (DLP), may be toxic [39]. Despite their accuracy, the ability to fabricate complex shapes without additional support, and high speed (especially DLP) [34], the questionable biocompatibility of photopolymers and photoinitiators, together with the limited availability of such systems and their demanding rheological specifications, has delegated vat photopolymerization techniques to a secondary plane within the BTE field [39,40].
Post-processing steps involving solvent and binder removal, or post-curing, are not necessary for ME-AM, as here the raw polymeric material is only subjected to melting and subsequent solidification. Moreover, most of the commonly used biodegradable thermoplastics for bone scaffolds fabrication, such as poly(ϵ-caprolactone) (PCL), poly(lactic acid) (PLA) and poly(lactic-co-glycolic) acid (PLGA), have already been approved for multiple applications by the Food and Drug Administration (FDA). These materials have been used for decades in the clinic, processed by melt-based techniques. Some examples include melt spun PCL or PLGA resorbable sutures [41,42], or injection-moulded PLA resorbable screws for anterior cruciate ligament reconstruction [43]. The record of accomplishment of melt-based techniques in medical device manufacturing further emphasizes the enormous translational potential of ME-AM scaffolds to the clinic. Examples of this are the 3D implant Osteoplug™ and the thin interwoven mesh Osteomesh™, from Osteopore International, which are the first marketed 3D AM medical devices for bone regeneration applications. These implants are fabricated by FDM using PCL and used as Class II medical devices for craniofacial applications. These products have their origin in the research of Hutmacher et al., who first described the fabrication of FDM scaffolds for tissue engineering applications using PCL and PCL/TCP in 2000 [24–44]. Promising in vitro research led to in vivo studies in large animal models and to first-in-human clinical studies to evaluate the feasibility of the PCL scaffolds for skull bone regeneration [45–48]. Subsequent clinical studies were performed to study their safety and efficacy for alveolar ridge preservation after tooth extraction and orbital floor fracture reconstruction [49,50].
PCL, together with other commonly used thermoplastics, such as PLA, PLGA, poly(ethylene oxide terephthalate)/poly(butylene terephthalate) (PEOT/PBT) and thermoplastic polyurethane (TPU), are biocompatible, biodegradable, possess relatively high mechanical properties, can be easily processed, and can support in vitro and in vivo tissue ingrowth which makes them excellent candidates for bone scaffold materials [51–55]. However, these synthetic polymers generally lack bioactivity to stimulate cell and protein adhesion, which are necessary for an efficient cell differentiation and tissue formation. This is due to such polymers being relatively hydrophobic, with static contact angles in the range of 75°–90°, and lacking sufficient reactive side-chain groups for influencing cell behavior [56,57]. For this reason, research has been focused over the last two decades on augmenting the bioactivity of ME-AM scaffolds for BTE made of synthetic polymers. These include (i) modifications of the scaffold architecture, (ii) modification of scaffolds filaments’ surface, in terms of roughness, microporosity, chemistry or bioactive coatings, (iii) the fabrication of hybrid scaffolds, combining the ME-AM framework with fibrous or hydrogel networks and (iv) the use of polymer composites containing inorganic, organic or metallic fillers. (note: while the terms ‘hybrid’ and ‘composite’ are broad, permitting overlaps in the above-defined categories, here ‘hybrid’ will be used for scaffolds prepared using a combination of material classes or fabrication techniques, and ‘composite’ will be used for cases where a filler is loaded into the thermoplastic polymer).
Scaffold architecture modification
A major strategy in BTE is the fabrication of scaffolds mimicking the mechanical properties of human bone. ME-AM offers the possibility of modulating the porosity and, therefore, the mechanical properties of the scaffolds, by simply tuning layer-by-layer the fibre deposition pattern, in terms of fibre distance (FD) and deposition angle [58]. Mechanical analysis of scaffolds fabricated from various polymers (PCL, poly(ester) based TPU (PEU) and PEOT/PBT) has proven that for a given deposition angle, increasing the FD in XY or the layer thickness in Z, leads to an increase in the scaffolds’ porosity and a decrease in stiffness (Figure 2A) [59–61]. A larger amount of deposited polymer, and the subsequent decrease of porosity within the same scaffold volume, explained higher compression modulus upon FD reduction. Similarly, minimizing the angle of deposition from 90° towards 15° while keeping porosity, FD and layer thickness constant, has also been shown to decrease the mechanical properties of scaffolds, due to reduced contact points between fibres increasing the local stress experienced by the structure (Figure 2B) [62]. In an attempt to maximize the scaffold stiffness while maintaining an optimal porosity (∼60%), PCL scaffolds with triply periodic minimal surface (TPMS) geometries were recently manufactured by ME-AM (Figure 2C) [63]. Among other geometries, gyroid scaffolds had a compression modulus of 60–80 MPa, higher than previously reported PCL scaffolds with similar porosity but standard geometries [62–64]. While the mechanical properties that can be attained with scaffolds fabricated with commonly used polymers, such as PCL, lie in the range of cartilage and cancellous bone mechanical properties (up to 120 MPa), other materials, such as PLA, can provide scaffolds with much higher mechanical properties (compression modulus up to 450 MPa), which are more suitable for load bearing applications [65]. Modification of the scaffold architecture. (A) (i) SEM images of the top view and cross-section of PEU scaffolds with different angles of deposition. (ii) Compressive Young’s moduli of PEU scaffolds with different FD and angles of deposition. Adapted with permission from Ref. [61]. (B) µCT images of PCL scaffolds with different lay-down patterns. Adapted with permission from Ref. [62]. (C) (i) PCL gyroid scaffold. (ii) Representative confocal microscopy images of human adipose-derived MSCs (hAD-MSCs) cultured for 30 days on a PCL (CaP-coated) gyroid scaffold. (F-actin, red). Adapted with permission from Ref. [63]. (D) (i) SEM images of the cross-section of a homogeneous PCL scaffold (no gradient, pore size 750 μm), and a vertical pore size gradient PCL scaffold (750 μm -> 200 μm -> 750 μm). (ii) Fluorescent microscopy images of the cross-section of the aforementioned homogeneous and gradient scaffolds seeded with SaOs-2 cells. Adapted with permission from Ref. [66].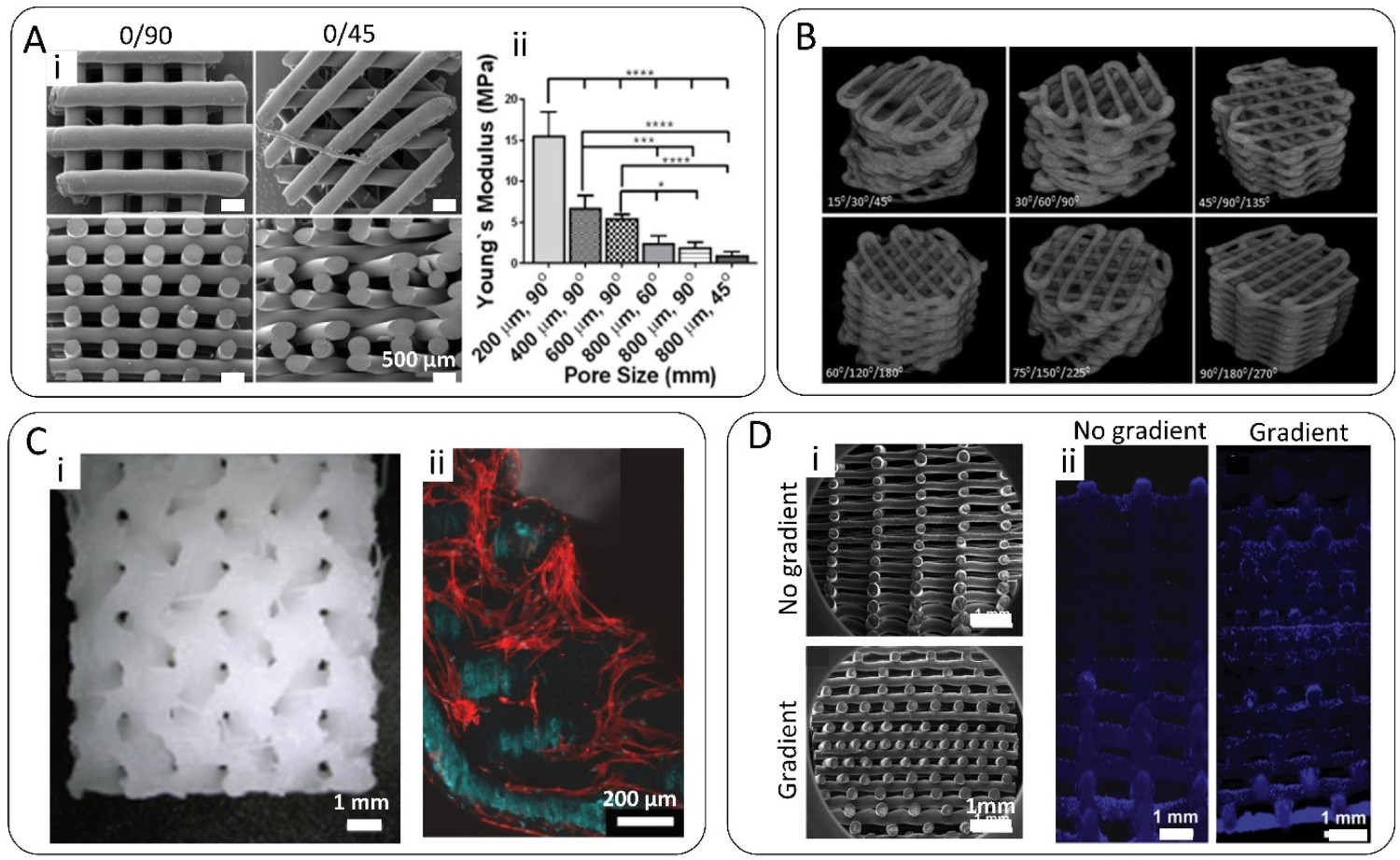
Besides having an impact on the scaffold’s mechanical properties, the scaffold pore architecture has also been shown to influence cell seeding efficiency and distribution on scaffolds, which can directly affect the tissue formation rate and uniformity, and cell differentiation behavior [67,68]. Generally, achieving a high seeding efficiency on ME-AM scaffolds is difficult, due to the open pore architectures and the poor cell-adhesion sites of the scaffold materials. In this regard, scaffolds displaying a gradient in pore size along the vertical direction have been shown to improve cell seeding efficiency and distribution, without compromising porosity (Figure 2D) [66]. Cell differentiation has also been shown to be modulated by scaffold architecture. In this regard, Di Luca at al. showed that human bone marrow-derived mesenchymal stromal cells (hBM-MSCs) preferentially differentiate towards the osteogenic lineage, over chondrogenic differentiation, in PEOT/PBT scaffolds with high FD (900–1100 µm), compared to smaller pore size scaffolds (500 µm), according to increased alkaline phosphatase (ALP) activity and ECM mineralization [69]. This was in agreement with the study of Woodfield et al., where higher glycosaminoglycan (GAG) and Collagen II production by chondrocytes was observed on small pore-size PEOT/PBT scaffolds [70]. In addition, higher ALP activity and the upregulation of osteogenic-related genes have also been shown to be better supported on PCL scaffolds with rhomboidal pore shapes, given by a 0/15° laydown pattern, compared to other filament orientation angles [71]. In comparison, square-shaped pores (0/90°) supported enhanced chondrogenic differentiation of hBM-MSCs. This pore shape limited the local oxygen availability, inducing the expression of hypoxia-inducible factors and chondrogenesis, compared to rhomboidal pore scaffolds with the same porosity [71]. In contrast to this in vitro result, PCL/TCP scaffolds with a 0/90° laydown pattern implanted on a rat calvarial critical bone defect for 12 weeks revealed the highest amount of bone formation compared to scaffolds with other angles of deposition [72]. In vivo, the optimum porosity and FD have also not been clearly defined. For instance, Jin-Hyung Shim et al. have reported a significantly higher amount of new bone formation on PCL scaffolds with low FD (130 µm), compared to scaffolds with high FD (500–700 µm) [73], while Roosa et al. have not observed differences in bone formation volume among PCL scaffolds with pore sizes ranging from 350 to 800 μm after 8 weeks of implantation [74]. In short, pore sizes and shapes achievable using ME-AM provide a suitable way to tune tissue regeneration and implant mechanics, but attention needs to be paid to not modify another interdependent property and reverse the beneficial effects of tailored pores, as was possibly the case in the conflicting results cited above.
Scaffold surface modification
Since cell-scaffold interactions mainly occur at the interface, numerous techniques have been used to modify the surface of chemically inert ME-AM scaffolds, without altering the bulk scaffold material and architectural properties. These include wet chemical modifications, plasma treatment, and coatings with proteins, growth factors, CaP or other bioactive molecules. These can alter the scaffold surface roughness, surface topography, hydrophilicity, chemical composition and bioactivity, towards enhanced protein adsorption, and improved cell adhesion, proliferation and differentiation.
Introduction of roughness and microporosity
Surface roughness and nano/microtopography have been shown to enhance protein attachment and influence cell adhesion, proliferation and differentiation [75–77]. For instance, Wang et al. showed how greater contents of surface modifiers resulted in better performances in terms of cell adhesion and expression of bone-specific genes [78]. In another work from Morteza Rasoulianboroujeni et al., gelatin-based scaffolds with a big primary pores network of 243 ± 14 μm were freeze-dried to obtain a secondary network of smaller pores (42 ± 3 μm), which resembled a vascular network and were proved to enhance mass transport properties [79]. However, the surface of the filaments of ME-AM polymeric scaffolds is rather smooth, due to the rounding of free surfaces in the melt state before solidification, and surface roughness can be introduced via scaffold immersion in an etching solution. For instance, Kumar et al. etched PCL scaffolds by immersion in a dichloromethane–acetone solution post-fabrication (Figure 3A) [80]. Scaffold filaments showed a fivefold increase in average surface roughness, which induced hBM-MSCs osteogenic differentiation and matrix mineralization after 62 days of culture under basic media conditions. This effect was attributed to a change in cell morphology, as cells in etched scaffolds presented a lower spread area and smaller size, similar to differentiated cells in previous studies [81], compared to the elongated and undifferentiated cells on non-etched scaffolds. Similarly, an alkaline treatment with NaOH has been shown to provide changes in the surface microtopography of PCL scaffolds, as well as to introduce functional carboxyl and hydroxyl groups to the surface of the filament [82]. In this case, a combination of physical and chemical changes led to an increase in ALP activity and calcium deposition by MC3T3-E1 pre-osteoblasts, compared to treated scaffolds. In spite of requiring post-etching solvent removal and washing, post-fabrication wet chemical surface modifications are considered greener compared to other techniques, such as solvent extrusion AM, in which the organic solvent is used during the scaffold manufacturing process and cytotoxic traces can remain within the material’s core. Nevertheless, some studies have reported a significant reduction of the filament diameter after solvent etching, which negatively affected the mechanical properties of the scaffold for the final application [83]. This suggests that special care should be taken in the selection of the treatment parameters, in terms of solution concentration and immersion time. Modification of the scaffold surface. (A) (i, ii) Introduction of surface roughness to PCL scaffolds filaments by post-fabrication solvent etching (dichloromethane:acetone). (iii) Alizarin red staining (calcium deposition) on the aforementioned unetched and etched scaffolds seeded with hBM-MSCs and cultured for 60 days in basic medium (without osteogenic factors). Insets correspond to the unseeded scaffolds cultured under the same media conditions. Adapted with permission from Ref. [80]. (B) (i, ii) Introduction of microporosity to the filaments of PCL scaffolds by combining ME-AM with salt leaching. SEM images depicting the scaffolds surface and cross-section. (iii) µCT images of solid and microporous scaffolds at representative cross-sectional planes. Adapted with permission from Ref. [84]. (C) (i) Hybrid AM platform consisting of an ME printhead and an atmospheric plasma jet for whole scaffold treatment from top, layer-by-layer, or zonally in specific regions of interest within the scaffold volume. (ii) Selective MA-VTMOS plasma polymerization treatment in a central spot of a PEOT/PBT scaffold using the hybrid AM platform. The patterned region was visualized using methylene blue staining. (iii) Specific hBM-MSCs attachment (F-actin, green) to an argon plasma-patterned scaffold. Adapted with permission from Ref. [85].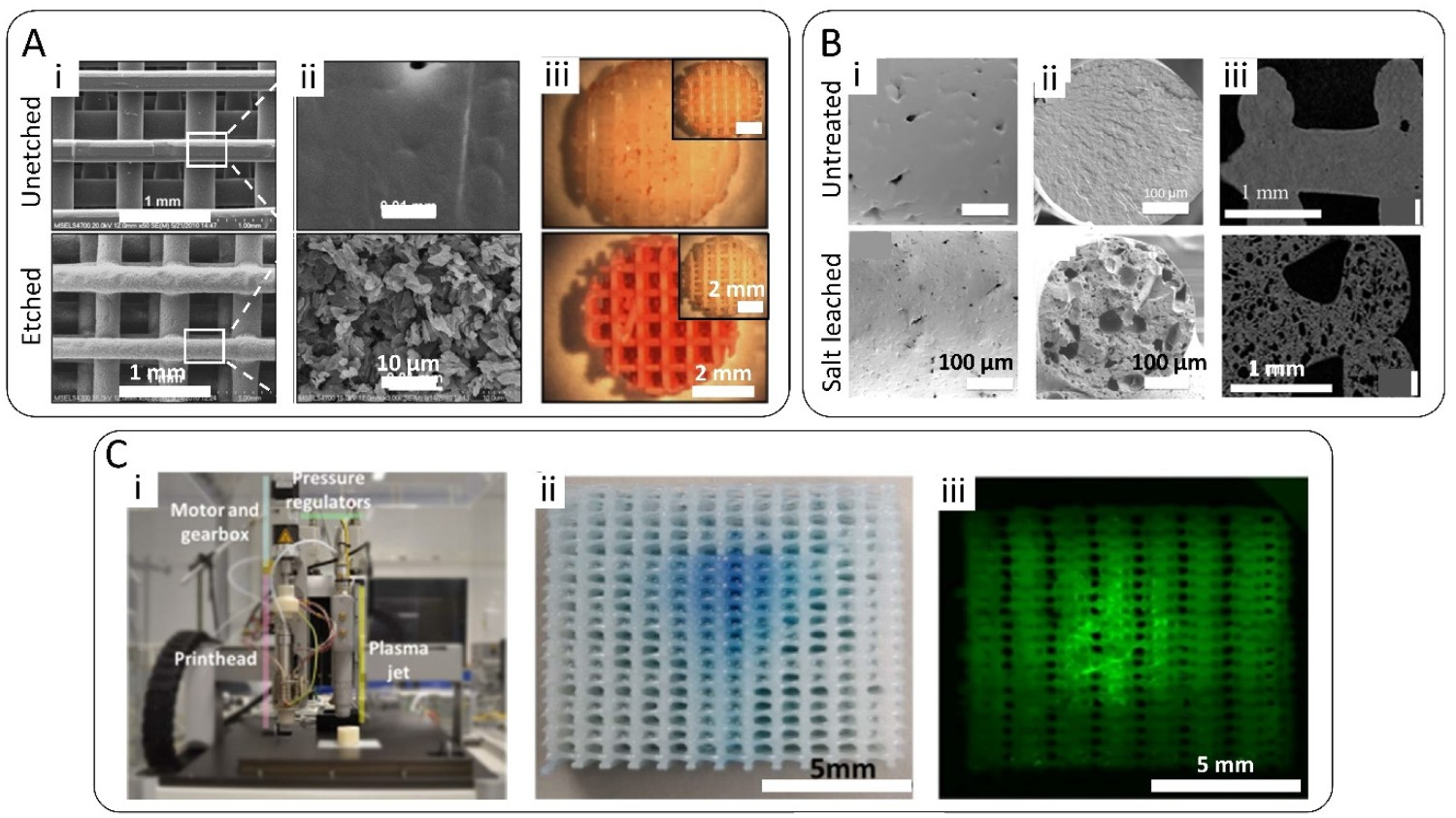
Alternative to the introduction of surface topography by solvent etching, several organic solvent-free methodologies have been used to induce microporosity both in the surface and in the bulk of ME-AM scaffolds’ filaments. Microporosity has previously been shown to increase the permeability of the scaffold and modify its degradation rate, as well as to enhance the integration between scaffold and surrounding tissue, essential for the mechanical stability of the implant [86,87]. In this regard, ME-AM and porogen leaching have been combined to fabricate scaffolds with surface and intra-filament microporosity. For instance, elongated pores were formed along the long axis of the extruded filaments on TPU/Poly(vinyl alcohol) (PVA) scaffolds by composite printing followed by PVA dissolution in water [88]. These scaffolds, in combination with a calcium phosphate coating enabled higher cell proliferation rates, as well as higher ALP activity and Collagen I deposition than smooth scaffolds [88]. Similarly, a combination of ME-AM with salt leaching was used to fabricate dual porosity scaffolds for drug delivery applications (Figure 3B) [84]. Microporosity led to a significant increase in scaffold surface area, enabling a more efficient cefazolin (an antimicrobial molecule) loading upon soaking, and larger quantities released per time point. An additional Gelatin methacryloyl (GelMA) coating allowed to dampen the initial burst release and scaffolds showed antimicrobial activity over time [84]. An alternative technique to create microporosity in ME-AM scaffolds is gas foaming. PCL/PVA composite scaffolds were subjected to a supercritical CO2 gas foaming step, followed by their immersion in water to leach the PVA and create open pores of around 2–10 µm within and on the surface of the filaments [89]. Similarly, the combined extrusion of PLA with a foaming agent, which decomposed at the printing temperature for gas foaming, led to dual macro/microporous PLA scaffolds (micropore size 10–60 µm) for significantly enhanced cell attachment and proliferation [90]. A major limitation of the gas foaming step is the formation of a skin layer on the surface of the filament, which hinders the exposure of the inner filament pores. Castano et al. showed that this layer can be removed and create surface porosity using the breath figure approach, which in turn requires the use of organic solvents [91]. This technique consists of the short immersion of the scaffold in an organic solvent in a moist atmosphere. During the evaporation of the thin solvent layer deposited at the polymer surface, water vapour condensates as droplets on the surface of the scaffolds. After the complete evaporation of water and solvent, a honeycomb-like porosity appears. Another drawback derived from the introduction of microporosity within the scaffolds filaments by all the aforementioned techniques is the loss of scaffold mechanical properties.
Plasma treatment
Plasma surface modification has the advantage of altering both the surface roughness and chemistry of ME-AM scaffolds, thus conferring hydrophilicity and positive or negative charge to the filaments, without the use of solvents and maintaining their bulk properties [92]. Surface charge does not only promote protein adsorption for cell attachment and to trigger proliferation and differentiation pathways via integrin binding [93,94], but it can also induce cell attachment through direct electrostatic interactions between the surface chemical groups and the cell surface [95,96]. Oxygen, air, argon and helium non-thermal plasma (NTP) activation has been shown to increase the hydrophilicity of PCL or PLA ME-AM scaffolds [97–100]. This was achieved due to plasma etching, which increased the filaments' surface roughness, and due to the introduction via post-oxidation steps of oxygen-containing functional groups (mostly peroxide and hydroperoxide groups). Similarly, ethylene/nitrogen and ammonia plasma activation have been shown to directly deposit nitrogen-containing groups (amines) on PCL [101] and PS scaffolds [102], respectively, also leading to a significant increase in scaffold wettability. Compared to untreated scaffolds, plasma-activated ones displayed enhanced cell attachment and better cell distribution along scaffold cross section, regardless of the plasma gas or cell type used (MG63 osteosarcoma cell line, 7F2 mouse osteoblast, human Saos-2 osteoblast or hBM-MSCs). In addition, enhanced cell proliferation and early osteogenic differentiation in differentiation media cultures were also observed in some cases, when compared to untreated scaffolds [97,98,102]. Although in 3D scaffolds it has not been proven so far, cell differentiation on plasma-modified 2D surfaces has been previously correlated to an enhanced integrin binding exposure of adhered proteins, as well as to high levels of recruitment of focal adhesion components and phosphorylation of focal adhesion kinases in the adhered cells, which are events required for osteoblast differentiation [93,103].
To obtain a more unique and stable coating with a higher density of specific functional groups, the plasma discharge can be fed with monomers, such as alkyl amine or acrylic acid, to coat the surface with a thin amorphous polymeric film containing primary amine or carboxyl groups, respectively. Cools et al. have reported the use of such a plasma process, referred to as plasma polymerization, to treat ME-AM scaffolds for cartilage tissue engineering [104,105]. Here, acrylic acid plasma polymerization successfully deposited carboxyl groups on the surface of PCL and PEOT/PBT scaffolds filaments, which enhanced cell adhesion of adipose-derived stem cells (ADSCs), as well as proliferation and GAG production by chondrocytes, respectively, compared to untreated and helium activated scaffolds [104,105].
Despite promising results in enhancing ME-AM scaffold surface bioactivity, NTP processes are usually carried out at sub-atmospheric pressures and require costly vacuum and plasma chamber equipment. Most importantly, inhomogeneous functionalization along the scaffold volume, already observed for conventionally fabricated scaffolds [106–108], has been also pointed out in some reports, where ME-AM scaffolds were plasma treated. For instance, lower oxygen atomic concentration has been observed on the filaments within the core of PCL scaffolds, with respect to the edges, after helium plasma activation and acrylic acid plasma polymerization [98–104]. In addition, the average oxygen content over the scaffold cross-section decreased with decreasing scaffold pore size [104]. Since plasma does not ignite inside the pores, the treatment of the core filaments is limited to diffusion, which drops while entering the scaffold and with decreasing pore size. This leads to a prolonged residence time of the monomer in the active plasma discharge, which in turn leads to a more extensive fragmentation of the precursor, and thus lower oxygen incorporation [104]. The use of atmospheric pressure plasma jets (APPJ) and their assembly within a ME-AM printing platform eliminates the need for a reactor chamber and vacuum equipment, avoids the formation of unwanted gradients, and enables plasma treatment during the manufacturing step [109]. With such a hybrid setup, the flame exiting the jet can be directed into the pores of the scaffold, and the scaffold can be treated as a whole from the top, layer-by-layer to reach deep pores in large anatomical scaffolds, or zonally in specific regions of interest within the scaffold volume. Two recent reports have explored these possibilities, employing oxygen plasma activation to treat PCL scaffolds [110], and plasma polymerization of maleic anhydride-Vinyltrimethoxysilane (MA-VTMOS) on PEOT/PBT scaffolds, which deposits thin films containing carboxyl functional groups (Figure 3C) [85]. In the latter study, selective plasma treatment in a central spot within the scaffold core enabled specific cell attachment to the treated region. The subsequent dispersion of a second cell population throughout the scaffold volume showed the cell-patterning potential of this hybrid technique, with applications in cell co-culture experiments [85].
Coatings with proteins, growth factors and other bioactive molecules
The coating of the scaffold’s filament surface with proteins, peptides, growth factors or antimicrobial molecules can stimulate cell attachment and differentiation, or provide the scaffold with antimicrobial properties. The simplest method for bioactive molecule incorporation is surface adsorption upon scaffold soaking into a solution [111–113]. For instance, the adsorption of the antimicrobial peptide polylysine onto PCL/HA scaffolds rendered their surface antibacterial [114]. However, clear disadvantages of this technique are the requirement of potentially expensive highly concentrated solutions with the molecule of interest, the very low loading efficiency, and the loose binding to the polymer resulting in burst and uncontrolled desorption, which can lead to cytotoxicity effects or poor bioactivity in the long term. For instance, 50% of the total dexamethasone impregnated on PLA scaffolds by soaking was released within the first 6 h upon immersion in PBS [112]. Similarly, complete VEGF released from PCL/HA scaffolds was observed after 2 days immersion in a cell culture medium [113]. Some studies have attempted to improve the binding efficiency of biomolecules by a prior protein coating. In this regard, Sawyer et al. pre-coated a PCL/TCP scaffold with collagen type I before bone morphogenetic protein- 2 (BMP-2) adsorption [115]. BMPs play a crucial role in bone formation, are essential signalling molecules involved in the recovery of bone fractures, mediate cell proliferation and osteogenic differentiation [116]. While BMP-2 was still completely released within the first 6 h of immersion in PBS at 37°C, increased bone healing in a rat calvarial defect was observed compared to uncoated scaffolds [115]. Similarly, Yan et al. performed a layer-by-layer assembly of positively charged chitosan and negatively charged deferoxamine (an iron chelator with the potential to promote vascularization and bone regeneration) on the filaments of aminolysed PCL scaffolds to increase the deferoxamine loading [117].
Alternative to an adsorption mechanism, bioactive molecules have been covalently bonded to the surface of ME-AM scaffolds. For instance, copper-based click chemistry has been used to attach BMP-2 to amino acid-based-PEU scaffolds [118]. This is a highly efficient method, however, it involves multiple reaction steps and cytotoxicity studies should be performed to ensure that the residual copper absorbed into the scaffold filaments does not reach cytotoxic concentrations. Alternatively, crosslinkers such as glutaraldehyde or 1-ethyl-3-(3-dimethylaminopropyl)carbodiimide (EDC) have been used to mediate the conjugation of biomolecules to polymeric scaffolds. For instance, acetylated collagen was bonded to PLA scaffolds via glutaraldehyde and other linkers [119]. Similarly, hydroxypropyltrimethyl ammonium chloride chitosan (HACC) was covalently bound to the surface of PLGA/HA scaffolds via EDC/ N-hydroxysuccinimide (NHS) chemistry [120,121]. This latter functionalization provided antibacterial properties, as well as larger volumes of new bone formation in vivo, compared to control scaffolds [120,121]. In spite of their versatility, crosslinker-based covalent immobilization methods require the introduction of amine or carboxyl functional groups to the scaffolds filaments surface before biomolecules binding, which is normally achieved by destructive aminolysis or hydrolysis steps. Avoiding these wet-chemical steps, reactive groups can be introduced through plasma activation. In most cases, plasma activation is followed by the grafting of pre-synthesized polymer brushes, a process defined as plasma grafting. Polymer brushes are robust and versatile spacers and offer a 3D distribution of functional groups, which can significantly increase the density of tethered biomolecules [122]. Following this plasma grafting strategy, Declercq et al. activated PCL scaffolds with argon plasma, followed by 2-amino-ethylmethacrylate (AEMA) brushes UV grafting, which served for covalent attachment of gelatin, and subsequent physisorption of fibronectin [123]. Histological analysis of the scaffolds cross-section showed a higher MC3T3-E1 cells colonization in the center of these scaffolds, which significantly helped osteogenic differentiation. In another study, Tardajos et al. coupled chitosan to the surface of PCL scaffolds through a similar surface functionalization procedure involving polymer brushes. First, scaffolds were plasma activated with argon, followed by methacrylic acid N-hydroxysuccinimide ester (NHSMA) brushes UV grafting, which enabled the coupling of chitosan [124]. Such coating allowed cell growth while providing an antibacterial surface against S. aureus and S. epidermidis, which are bacterial strains commonly investigated when aiming at orthopedic implants. In addition to the aforementioned ‘grafting to’ approaches, ‘grafting from’ strategies, in which polymer brushes are grown into the surface via surface-initiated polymerization, have also been used on ME-AM scaffolds for better control of the functionality, density and thickness of the polymer brush. In this regard, poly[oligo (ethylene glycol) methacrylate] (POEGMA) brushes were uniformly grafted over the surface of PCL scaffolds, allowing the subsequent conjugation of fibronectin, for cell attachment, or of BMP-2 and transforming growth factor (TGF)-β3, which triggered osteogenic and chondrogenic differentiation of hBM-MSCs, respectively (Figure 4A) [125,126]. Although immobilization of biomolecules through polymer brushes offers advantages in terms of the high density of reactive functional groups, careful optimization of this technique is needed to avoid crowding of biomolecules, which can reduce their degree of conformational freedom and their resultant bioactivity [122]. Scaffold surface modification via functional coatings. (A) (i) Methylene blue staining of hBM-MSCs adhered to PCL functionalized with POEGMA brushes. (ii) Homogeneous cell attachment on PCL-POEGMA scaffold grafted with fibronectin (FN). (iii) Vertical and (iv) radial gradient in coupled FN demonstrates gradients in cell attachment. The yellow arrows indicate the direction of decreasing FN concentration. Adapted with permission from Ref. [125]. (B) (i) SEM images of the surface morphology of PCL scaffolds coated with PDA and grafted with BFP1. Insets correspond to fluorescence images of BFP1 tethered on the scaffolds using FITC-labelled BFP1. (ii) Radiographic evaluation of bone formation around the scaffolds at 8 weeks post-implantation in a calvarial critical size defect in rabbits. Adapted with permission from Ref. [127]. (C) (i) SEM images of uncoated and d-ECM-coated PCL/PLGA/TCP. (ii) Histological sections stained with H&E of critical size rat calvarial defects treated with the aforementioned scaffolds. Adapted with permission from Ref. [128]. (D) (i) SEM images of uncoated and CaP-coated PLA scaffolds. (ii) Confocal microscopy images showing cell attachment to CaP-coated scaffolds after 7 days of culture (F-acting, green, nuclei, red). (iii) Alizarin red staining on scaffold seeded with hBM-MSCs and cultured for 14 days in mineralization media. Insets depict stained scaffolds without cells but cultured under the same media conditions. Adapted with permission from Ref. [129].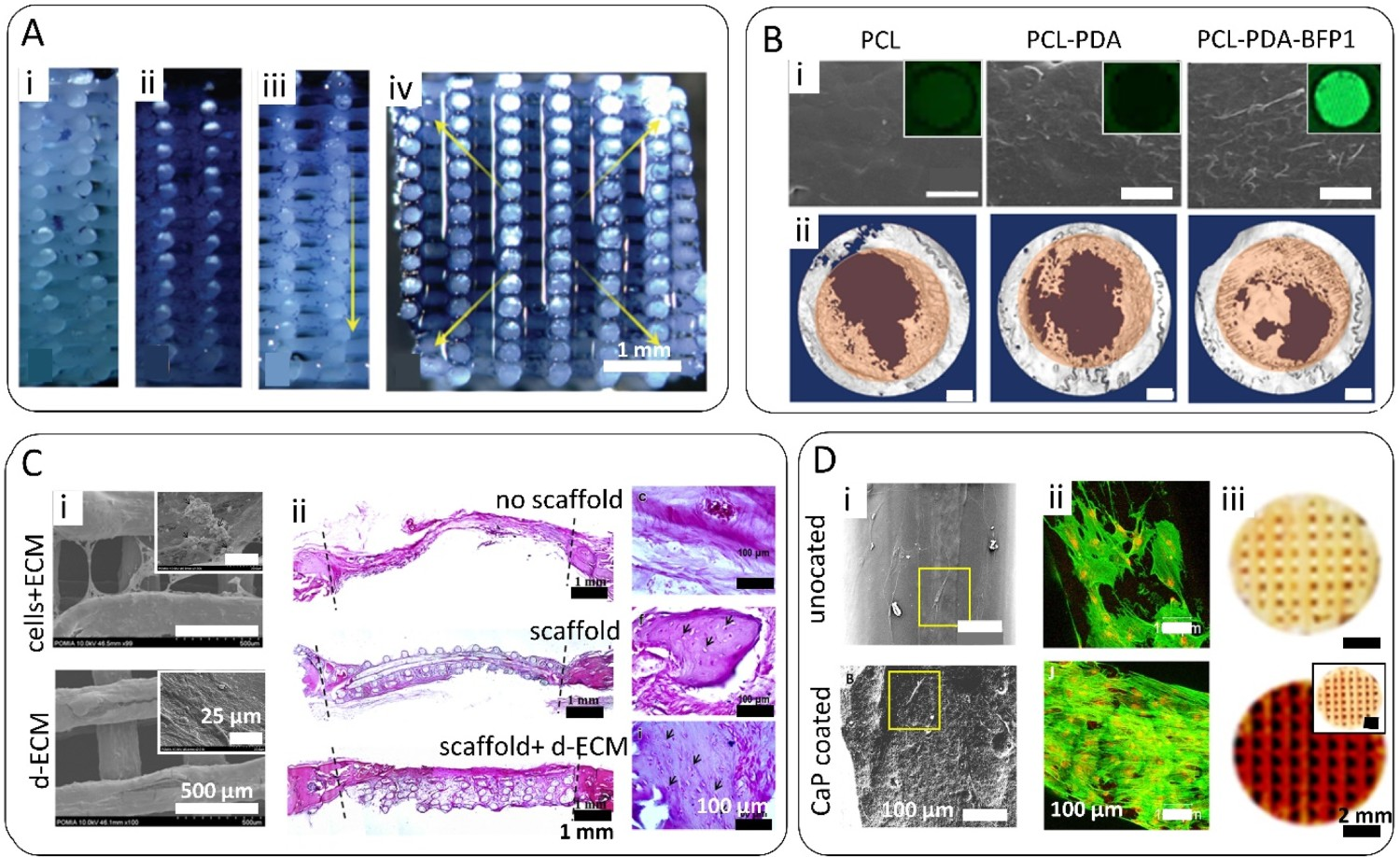
Polydopamine (PDA), which contains hydroxyl and amine functional groups, has also been investigated as a primer coating for subsequent covalent conjugation of proteins onto ME-AM scaffolds. The dopamine molecule possesses a similar chemical structure to that of combined lysine and 3,4-dihydroxyphenyl-L-alanine (DOPA) amino acids, which confer the adhesive properties to the mussel adhesive proteins (MAPs) secreted by marine mussels [130]. Inspired by mussel adhesiveness, a PDA coating can be deposited onto any surface via the oxidative self-polymerization of dopamine at a slightly basic pH. Following PDA coating, Teixeira et al. immobilized collagen I on PLA scaffolds via EDC-NHS chemistry [131]. Here, the combined coating enhanced hBM-MSCs adhesion and ALP activity compared to untreated scaffolds. Besides, various reports have immobilized BMPs on PDA-coated scaffolds via Michael addition reaction [127,132–134]. For instance, Lee et al. grafted recombinant BMP-2 to PCL-PDA scaffolds, which was sustain released over time and upregulated osteogenic gene expression on preosteoblasts (MC3T3-E1) cultured on the scaffolds [132]. Similarly, bone-forming peptide-1 (BFP-1, a short peptide derived from BMP-7) and SSVPT (an oligopeptide derived from BMP-2) were immobilized on PCL and PLA scaffolds, respectively, leading to enhanced cell adhesion and osteogenesis in vitro and increased bone growth in critical size calvarial defects in vivo (Figure 4B) [127,134]. Due to the high adsorption of serum proteins to PDA, which maintains an active conformation exposing integrin binding domains [135,136], a simple PDA coating onto ME-AM scaffolds has also been used to enhance cell adhesion and trigger differentiation. For instance, Kao et al. covered the filaments of a PLA scaffold with PDA [137]. The PDA hydrophilic coating enhanced hADSCs adhesion and proliferation and supported osteogenesis by inducing the secretion of larger amounts of collagen I and OCN, compared to bare PLA scaffolds. Interestingly, hADSCs cultured on coated scaffolds also showed the upregulation of angiogenic genes. Due to its material-independent coating ability, simple deposition process, and high biocompatibility and stability in vitro, PDA constitutes a powerful tool for surface modification of ME-AM scaffolds. Moreover, preliminary in vivo studies have shown that PDA coatings can greatly reduce the inflammatory response of PLLA surfaces, evaluated during the first 14 days after implantation [138]. Nevertheless, its long-term in vivo stability, degradation mechanism and biocompatibility should be still evaluated.
An alternative method to improve the bioactivity of the scaffold consists of coating with cell-laden ECM, containing several bioactive factors that can stimulate osteogenic differentiation in vitro and in vivo [139]. Compared to single protein coatings, which only provide fragmental components of the ECM that present specific functional receptors for cell attachment, such an approach better mimics the complexity of ECM. In this regard, Wu et al. cultured MG63 on PCL scaffolds for 5 days before a decellularization process with Triton, NH4OH and DNAse [140]. Human Wharton’s Jelly-derived MSCs (hWJ-MSCs) seeded on these ECM-coated scaffolds exhibited enhanced cell adhesion, proliferation and the upregulation of ALP, collagen I, BSP and OCN genes, as well as increased calcium deposition, compared to uncoated scaffolds. Bone formation on a rat calvarial defect filled with these scaffolds was also higher than on uncoated scaffolds [140]. In another study, the tissue formed by human nasal inferior turbinate tissue-derived MSCs (hNIT-MSCs) on PCL/PLGA/TCP scaffolds was decellularized through freeze–thaw cycles, which minimally affected the ECM bioactive components, compared to chemical methods [128]. Subsequently seeded hNIT-MSCs also showed osteogenic genes upregulation, and coated scaffolds induced greater ectopic bone formation in vivo than bare scaffolds (Figure 4(C)) [128]. Similar to ECM, platelet-rich plasma (PRP) can stimulate osteogenic differentiation and has been used to coat ME-AM scaffolds [141]. PRP is a source of growth factors that play an essential role in tissue healing, including platelet-derived growth factor (PDGF), vascular endothelial growth factor (VEGF), TGF-β1, basic fibroblast growth factor (bFGF), epidermal growth factor (EGF) and insulin-like growth factor [142,143]. PCL scaffolds coated with freeze-dried PRP, which had previously been proven to preserve growth factors at high levels [144], have been shown to promote ALP activity and osteogenic gene upregulation on dental pulp stem cells, as well as higher levels of bone formation in a rat calvarial defect, compared to uncoated scaffolds [141]. Overall, coatings comprising a cocktail of biomolecules can exert a more profound effect on the phenotypic behavior of cells, compared to single proteins, peptides or growth factors. Moreover, they avoid the lack of reproducibility, availability, and tunability of bioactive decellularized ECM scaffolds while embracing their advantages. Nevertheless, further investigation on variables such as cell source, culture duration and media type, is necessary to optimize these unique and complex biologically engineered systems.
Calcium phosphate (CaP) coatings
The presence of CaP deposits on the surface of ME-AM scaffolds can potentially stimulate cells’ attachment and osteogenic differentiation through several cues, such as the release of calcium ions, the adsorption of serum proteins, or the nanoscale surface roughness. However, the direct growth of apatite layers on a polymeric surface is a challenging task due to the lack of nucleation sites. To overcome this, Jo et al. exploited the ability of PDA to nucleate apatite to create a bioinspired coating on PCL scaffolds, which allowed increased MC3T3-E1 preosteoblast infiltration and adherence within the scaffold core [145]. Here, the catecholamine moieties in PDA acted as nucleation sites of calcium and phosphate from simulated body fluid (SBF, 1.5X), in which the scaffolds were incubated for 14 days [146]. Following a different approach, Murab et al. activated the surface of PCL scaffolds with oxygen plasma, leading to the introduction of hydroxyl and carboxyl groups, which nucleated biomimetic hydroxyapatite crystals upon immersion in the cell culture medium [147]. Alternatively, Holmes et al. conjugated nHA particles to the surface of aminolysed PLA scaffolds through a glutaraldehyde crosslinker [148]. This coating promoted osteogenic differentiation, observed in the form of collagen type I and calcium deposition, and vascularization upon co-culture of hBM-MSCs and human umbilical vein endothelial cells (HUVECs). Following a milder strategy, Jaidev et al. modified the surface of NaOH pre-treated PLA scaffolds by grafting polyethyleneimine and subsequently immobilizing citric acid [129]. Citric acid, which has been identified as a critical role player in precipitating the apatite phase during bone formation [149,150], mediated CaP precipitation from 1.5X SBF onto the scaffold after 7 days incubation. HBM-MSCs cultured on these scaffolds showed BMP-2 gene upregulation and increased calcium deposition, compared to cells on bare PLA scaffolds (Figure 4D) [129]. In an attempt to incorporate larger amounts of ceramics, Moroni and co-workers press-fitted HA pillars into the pores of PEOT/PBT 3DF scaffolds [151,152]. Such an approach enabled larger amounts of calcium and phosphate ions release near cells cultured on the scaffolds, which influence stem cell osteogenic differentiation leading to upregulation of OPN gene expression, compared to bare and PEOT/PBT-HA composite scaffolds.
In vivo studies assessing bone formation on CaP-coated ME-AM scaffolds have not always reported the beneficial effect of the CaP coating. For instance, Kim et al., who dip-coated PLGA/TCP scaffolds in a HA slurry, did not observe differences in new bone formation areas among PLGA/TCP coated and uncoated scaffolds upon implantation in a rabbit femoral defect for 12 weeks [153]. Similarly, Chim et al. observed less vasculogenesis and mineralization on pre-calcified PCL scaffolds implanted subcutaneously in mice for 14 weeks, compared to uncoated PCL scaffolds [154]. Here, the coating was prepared by priming the PCL scaffolds with a silicate gel before 4 weeks immersion in SBF (1 week in 1X SBF, followed by 3 weeks in 1.5X SBF). In both of the aforementioned studies it was hypothesized that flaking of the apatite coating might have impaired tissue ingrowth and osteogenesis, and that thinner layers might have yield more promising results. In accordance, Maia-Pinto et al. reported increased bone formation on PLA scaffolds coated with a thinner CaP layer, only after 1 month of implantation in a rat calvarial defect, compared to bare PLA scaffolds [155]. Here, the thin apatite layer was achieved through a shorter immersion time in SBF, 2 weeks (1 week in 1X SBF, followed by 1 week in 1.5X SBF), compared to the 4 weeks reported in the study of Chim et al. Taking into consideration that the aforementioned results derive from different in vivo models, we can still suggest that the optimization of the apatite layer, in terms of thickness, is necessary to obtain a functional coating for the final in vivo application. In this regard, ensuring good interfacial bonding by selecting an appropriate scaffold priming methodology seems also crucial for the success of the coating.
Hybrid scaffolds
Fibrous networks
While the large pore size of ME-AM scaffolds (300–1000 µm) is advantageous for media permeation in vitro, as well as for tissue ingrowth and vascularization in vivo, such dimensions can turn out to be a limitation for cell seeding and scaffold coverage in an in vitro setting. Due to these large FDs, there is limited bridging between cells on different filaments, and pore closure happens slowly by cells forming concentric circles around the pore [30]. This can significantly slow the process of tissue maturation, for which cell–cell contact is essential [156]. Inspired by the fibrillary structure of ECM, some studies have embedded ME-AM scaffolds in a hydrogel solution and subsequent freeze-drying for the creation of a fibrous network within the pores of the scaffolds. This strategy can create an environment to enhance cell retention during the seeding process, as well as cell–cell interactions and mobility on a mechanically stable and highly porous printed structure. For instance, Jensen et al. dip-coated a PCL scaffold with a mixture of hyaluronic acid and TCP, followed by freeze-drying to create a fibrous coating containing TCP particles around the scaffolds filaments [157]. Human dental pulp stem cells (hDPSCs) and MSC derived from human induced-pluripotent stem cells (hiPS-MSCs) proliferated at a higher rate on these scaffolds, deposited higher amounts of calcium and showed an upregulation of osteogenic genes, compared to uncoated scaffolds. Similarly, Chen et al. freeze-dried PCL scaffolds immersed in hyaluronic acid to create an interconnected fibrous network. HMSCs were seeded in a methylated collagen and terpolymer hydroxylethyl methacrylate–methyl methacrylate–methacrylic acid (HEMA-MMA-MAA) solution [158]. This complex mimicked the constitution of the ECM, helped to achieve a more homogeneous cell distribution across the scaffold upon seeding and led to osteogenic genes upregulation, owed to the exposed integrin domains of the coated methylated collagen promoting focal adhesion assembly and activating osteogenesis pathways.
Inspired by the submicron key features in the ECM, some studies have reported the combination of ME-AM and electrospinning (ES), to introduce nanofibres to the microporous scaffolds. Some studies have reported the preparation of such hybrid scaffolds by alternating ES layers within ME layers [159–161], while others have opted for the surface addition of the ES fibres once the 3D scaffold was completely printed [162,163]. Interesting observations have been extracted from some of these studies. For instance, Park et al., who presented scaffolds consisting of PCL/collagen dense ES fibres intercalated within the layers of a PCL ME-AM scaffold, observed the proportional relation between the number of intercalated ES layers and cell seeding efficiency and proliferation rate [159]. Moreover, the reports of Mota et al. and Vyas et al. described the alignment of nanofibres perpendicular to the direction of the printed filaments, which acted as a parallel plate collector, when depositing low fibre density electrospun layers (Figure 5A) [161,162]. These crossing nanofibres acted as bridges for cells to easily reach parallel printed filaments, otherwise not possible on conventional ME-AM scaffolds. Interestingly, Lara-Padilla et al. implemented a cooling system to allow the layer-by-layer intercalation of PCL nanofibres between PLA-printed layers [160]. This was done to avoid the partial melting of PCL fibres, which could have resulted in a loss of integrity upon ME of subsequent PLA layers, due to the higher melting point of PLA. However, the resulting hybrid scaffolds presented lower mechanical properties, due to fast cooling reducing the bonding between printed layers. Going one step further, the combination of the ES and ME-AM technologies has given rise to gradient scaffolds for bone-to-ligament or bone-to-cartilage interfaces [164,165]. In the latter case, the electropun layer served as the tidemark of the osteochondral tissue and prevented blood vessel invasion towards the cartilage ME-AM region. To have better control of the porosity of the secondary fibrillary network, Yang et al. used electrohydrodynamic direct writing (EHD-DW), instead of ES, in combination with ME-AM [166]. Here, layers of ME PCL filaments were alternated with layers of EHD-DW PCL threads (∼100 μm, composed of microfibres of ∼ 3 µm) precisely deposited with an offset with respect to the ME filaments. This created a secondary interwoven network with smaller dimensions and porosity, which allowed higher MG63 cell retention, ALP activity and calcium deposition than ME-AM or hybrid ES-ME-AM scaffolds (Figure 5B). Combination of ME-AM scaffolds with fibrous and hydrogel networks. (A) (i) SEM images of bare PCL scaffolds, and scaffolds fabricated combining ME-AM of PCL and ES of PLGA nanofibres. (ii) Fluorescent microscopy images of MC3T3 (F-actin, green) cultured for 7 days on the aforementioned scaffolds. Adapted with permission from Ref. [162]. (B) (i) Optical and (ii) SEM images of bare PCL scaffolds, and hybrid scaffolds fabricated combining ME-AM of PCL and EHD-DJ of collagen struts. (iii) Confocal fluorescent microscopy images of MG63 (F-actin, red; nuclei, blue) cultured for 7 days on the aforementioned scaffolds. Adapted with permission from Ref. [166]. (C) Immunohistochemistry fluorescent images of in vivo vascularization within PCL/HA scaffolds seeded with cell-laden GelMA hydrogels containing either ADMSC, or ADMSC combined with HUVEC (CD31, red; a-smooth muscle actin, green; nuclei, blue; aSMA). Scaffolds were implanted for 4 weeks subcutaneously. Asterisks indicate the PCL/HA scaffold filaments. Arrows indicate the stained cells/microvessels positive for human CD31. Adapted with permission from Ref. [167]. (D) (i) Biphasic hemispherical construct with stained GelMA hydrogel micro-spheres representing the chondrogenic (red) and osteogenic (blue) phase of an osteochondral construct. (ii) This construct was fabricated by applying a bottom-up automated tissue bioassembly strategy, consisting of the automated insertion of microtissues within the ME-AM scaffold pores. (iii) Fluorescence microscopy images of injected human articular cartilage microtissues stained with Calcein (live cells, green) and Propidium Iodide (dead cells, red). Adapted with permission from Ref. [168]. (E) (i) Representative X-rays and (ii) µCT reconstructions of bone formation after hybrid scaffold implantation on ovine tibial defects. Scaffolds consisted of a PCL ME-AM structure, loaded with a platelet-rich plasma hydrogel containing microparticles for the delivery of BMP-2 or a combination of BMP-2, VEGF and PDGF. (iii) Representative images from defect mid-sections showing immunohistochemical staining for the endothelial marker Von Willebrand Factor. Adapted with permission from Ref. [169].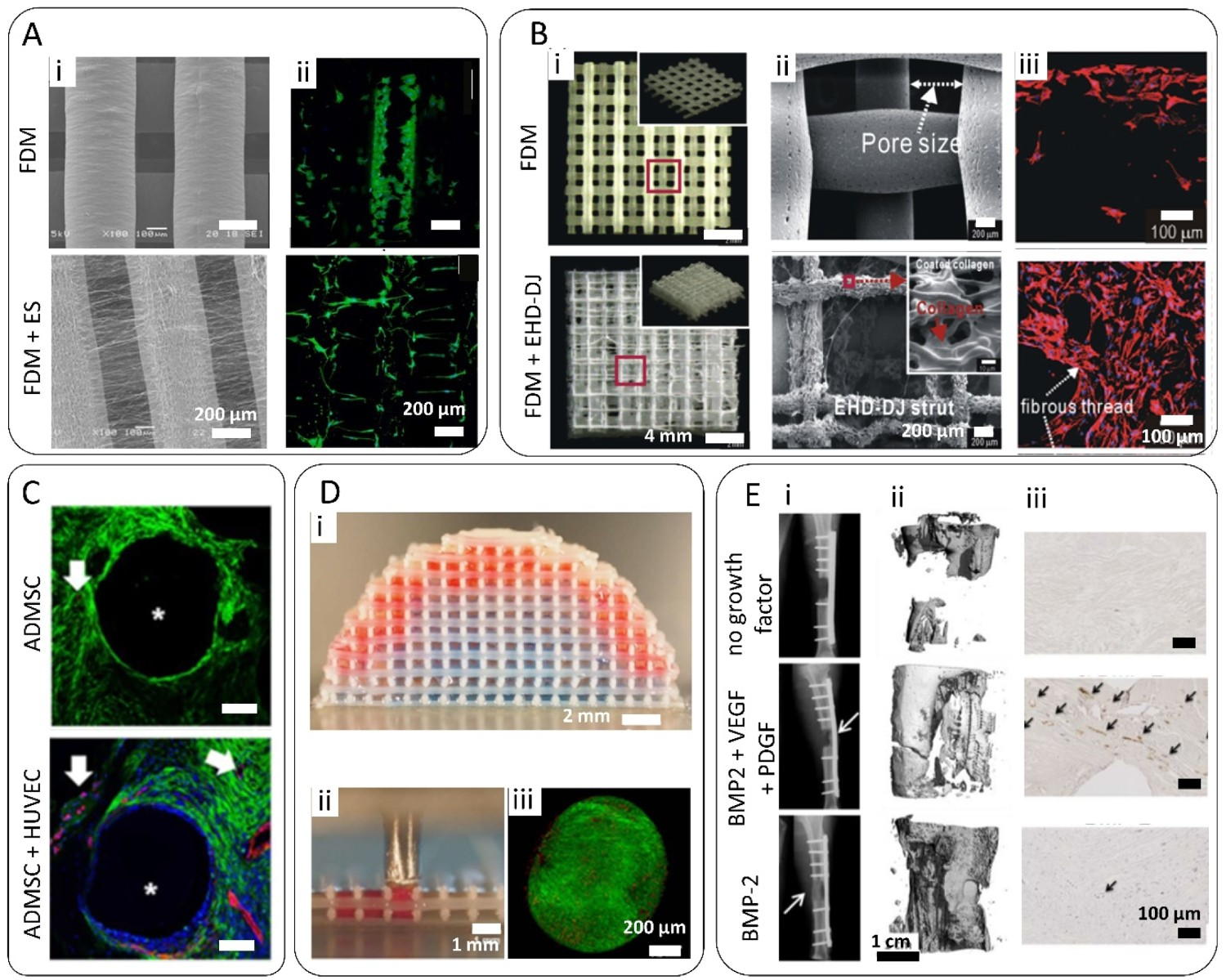
Overall, hierarchical scaffolds comprising ME filaments and a secondary fibrous network mimicking the micro/nanoscale details observed in tissues, such as bone, are desired to increase cell retention and promote tissue formation within the scaffold. On-going research on including such biomimetic features to ME-AM scaffolds has contributed to the development of combinatorial technologies, such as ES or EHD-DW, with ME-AM, which enable automation and control over the whole scaffold fabrication process. While this requires currently complex experimental setups, more integrative technologies are expected to be designed in the future.
Hydrogels
Natural or synthetic hydrogels have also been used in combination with ME-AM scaffolds for cell encapsulation within the scaffold’s pores. Such hybrid systems allow the retention of large cell concentrations compared to any other seeding methods, as the whole seeding volume containing the cells is maintained within the pores of the scaffold after hydrogel crosslinking. For instance, sheep BM-MSCs have been resuspended into a PRP solution and loaded on PCL/TCP scaffolds. The PRP solution formed a gel after crosslinking with thrombin, which enabled to retain the cells within the scaffold before their implantation on a sheep’s tibial defect [170,171]. With the same mechanism of action, fibrinogen has been used for seeding hBM-MSCs, which were embedded within the pores of a PCL scaffold after the addition of thrombin and fibrinogen polymerization into a fibrin gel [172]. After 2–3 days of culture, and in parallel to hydrogel degradation, cells started migrating towards the PCL filaments. While in these systems the hydrogel was used as a degradable cell carrier, and the ME-AM scaffold was the main hybrid construct component for cells to grow on, other approaches have considered the ME-AM part solely as a structural support for the cell-laden hydrogel. For instance, Dong et al. 3D printed PCL scaffolds, which were then integrated with cell-laden chitosan hydrogels [173]. They seeded rabbit Bone Marrow Mesenchymal Stem Cells (BMMSCs) and proved how the integration of the secondary micropores network enhanced biological properties in terms of stronger osteogenesis and bone-matrix formation. They also demonstrated how the main porosity (62.4 ± 0.23%), provided by the PCL scaffold, with a mean pore size of 325.2 ± 26.3 μm, was filled with the hydrogel. Furthermore, no significant difference was found in terms of mechanical properties between the PCL control scaffold and the hybrid scaffold, proving that the chitosan structure did not alter the mechanical behavior of the device [173]. Wang et al. took advantage of the round morphology of rabbit BM-MSCs within PLGA-PEG-PLGA hydrogel carriers to stimulate chondrogenic differentiation, which was demonstrated to be better supported on the hybrid scaffolds, compared to bare PCL scaffolds [174]. Moreover, Heo et al. used a PLA ME-AM scaffold to reinforce the surrounding ADSCs-laden GelMA hydrogel, which in addition contained RGD-conjugated gold nanoparticles for osteogenic gene upregulation and enhanced calcium deposition [175]. Furthermore, hydrogels contained within ME-AM scaffolds have been used for the pre-vascularization of the constructs. For example, methacrylated hyaluronic acid/gelatin hydrogels carrying ADSCs and HUVEC promoted the formation of capillary-like networks within PCL/HA ME-AM scaffolds both in vitro and in vivo (Figure 5C) [167].
Besides the incorporation of the cell-laden hydrogel component within ME-AM scaffolds by surface injection, the combination of bioprinting and ME-AM has been used to intercalate cell-laden hydrogel filaments within thermoplastic polymer filaments in a layer-by-layer manner. This hybrid multi-printhead deposition process enables (i) the automation of the tissue construct fabrication, as it does not require post-scaffold fabrication cell seeding, (ii) the precise control over the deposition of the hydrogel bioink at specific locations within the construct and (iii) the possibility of multimaterial and multicellular bioprinting within the same hybrid construct [168,176–178]. Yet, specific hydrogel rheological properties are required for bioprinting, and special attention should be taken to cell viability after shear during the extrusion process. Moreover, since the bioprinted filaments get in direct contact with the hot ME filament shortly after extrusion, low melting temperature thermoplastics, such as PCL, are normally used in these cases, to avoid heating of the cell-laden hydrogel by conduction. Working around these constraints, scaffolds with optimized microenvironment for the growth of 3D complex tissues have been fabricated. For instance, bioinks consisting of decellularized ECM of different tissues and ADSCs have been bioprinted in combination with PCL ME-AM scaffolds to promote tissue-specific differentiation [179]. Alternatively, Mekhileri et al. bioprinted human articular and nasal chondrocytes microtissues within the pores of PEOT/PBT scaffolds after the completion of the ME-AM scaffolds, in contrast to the aforementioned layer-by-layer process. The use of microtissues instead of single cells enabled building complex tissues, such as the osteochondral interface, of clinically relevant sizes (Figure 5D) [168].
Hydrogels have also been used as cell-free delivery systems of growth factors within ME-AM scaffolds. They are an alternative strategy to surface adsorption, covalent immobilization or melt blending for the incorporation of bioactive molecules, which offer tunable and controlled release rates, as a function of hydrogel mesh size and degradation rate. A PCL/PLGA and PCL/TCP scaffold filled with a collagen hydrogel containing rhBMP-2 enabled the controlled release of the growth factor, which improved and accelerated bone formation in vivo [170,180]. Similarly, decellularized ECM hydrogel containing human recombinant BMP-2 was dispensed within the filaments of a PCL/TCP ME-AM scaffold enabling a sustained release, which resulted in a larger volume of new bone formation, compared to PCL/TCP and PCL/TCP/decellularized ECM scaffolds [178]. In another study, the central region of a PCL scaffold was loaded with a PRP hydrogel containing degradable PLGA microparticles, which carried VEGF, PDGF and BMP-2, or BMP-2 only [169]. The polymeric microparticles were used to achieve a more sustained release, while the growth factors combination was chosen for obtaining a stable vasculature and induce bone formation in a sheep tibial segmental defect (Figure 5E).
Hydrogel-laden ME-AM scaffolds bring together the ECM-like properties of hydrogels and the high structural support of ME-AM constructs, and the addition of cell, growth factors, drugs or their combination to the equation adds up for extra functionality. The on-going research focused on the development of cell-laden hydrogels for bioprinting will allow the future for further optimization of such hybrid systems towards advanced scaffolds for bone regeneration.
Composites
CaP-based materials
In an attempt to mimic the organic–inorganic composition of bone ECM, polymer-based composites have been one of the most used combinations of materials for the design of BTE scaffolds. Two of the most common approaches to synthesize composites made of a polymeric matrix in which inorganic/organic fillers are dispersed are (i) the solvent extraction method, in which the fillers are dispersed and stirred into a polymer/solvent solution (based on the Hildebrand solubility parameter), which is then incorporated into a non-solvent batch that allows for the extraction of the solvent and the formation of a composite paste [181]; and (ii) the twin-screw extrusion (TSE) method, which is an environmentally-friendly approach that allows for the synthesis of composites and nanocomposites through an elongational-flow based mixing action of a screw [182].
CaP fillers can enhance the polymeric scaffold mechanical properties, as well as offer osteoinductive and osteoconductive properties, which are dependent on their specific chemical phase, structural properties (crystallinity, surface roughness and porosity), mechanical properties and associated degradation behaviour [183–185]. Among all the CaP phases, hydroxyapatite (HA) and tricalcium phosphate (TCP) have been the most commonly used fillers for ME-AM scaffolds. Considering the average mineral content of bone tissue, which lies within the range of 50–74 wt-%, depending on the body location [186,187], tremendous efforts have been conveyed to increase the CaP content within polymeric scaffolds to optimize their mechanical properties while retaining their printability. For instance, Esposito-Corcione et al. reported the fabrication of PLA/HA 50 wt-% scaffolds, which presented a twofold increase in compression modulus, compared to bare PLA scaffolds [188]. Similarly, Jiang et al. and Ding et al. reported the fabrication of PCL/HA scaffolds with up to 40 wt-% mineral content [189–191]. Such scaffolds also presented a twofold increase in compression modulus and compressive strength compared to bare PCL scaffolds. Moreover, surface roughness and hydrophilicity were significantly increased, which enhanced cell attachment and proliferation. Interestingly, composites with higher HA concentration (60 wt-%) were not printable in a continuous manner, due to particle aggregation leading to nozzle clogging and filament discontinuity [191]. In another report, Yu et al. fabricated PEU/HA scaffolds with up to 40 wt-% mineral content, which were shown to support osteogenic differentiation in mineralization media cultures [192]. Here, MC3T3-E1 cells seeded on the highly loaded composite scaffolds presented higher proliferation rates, as well as increased ALP activity and BSP and OCN gene upregulation, compared to cells on scaffolds with lower HA content and bare PEU scaffolds. Enhanced osteogenesis was attributed to HA increasing protein adsorption and activating focal adhesion kinase (FAK) and mitogen-activated protein kinase/ extracellular signal-regulated kinase (MAPK/ERK) signalling pathways [192]. To further increase the osteogenic differentiation potential of polymer–HA composite scaffolds, Cho et al. eroded the surface of PCL/HA 40 wt-% scaffolds with an NaOH surface treatment [193,194]. This was done to increase the exposure of HA particles on the filaments’ surface, and thus the possibility of Ca and P ions exchange with the medium, since Ca and P (re)precipitation from CaP materials is known to affect osteogenic pathways [195–197]. In this regard, NaOH erosion led to higher cell proliferation rates, calcium deposition and apatite layer formation in vitro, compared to other scaffold types [193]. In vivo, HA-based scaffolds allowed for significantly higher bone formation compared to bare PCL scaffolds, and eroded PCL/HA scaffolds showed the best bone regeneration ability (Figure 6A) [194]. Composite scaffolds. (A) (i) SEM images of the surface of PCL/HA 40 wt-% composite scaffolds before and after etching with NaOH. Adapted with permission from Ref. [193]. (ii) μ-CT images of critical size rat calvarial defects depicting new bone formation after 8 weeks implantation of the aforementioned scaffolds. Increased bone formation is observed in the composite scaffolds, compared to the PCL and PCL etched scaffolds controls. (iii) Representative Masson’s trichrome stain images of the calvarial defects 8 weeks post-implantation, depicting mineralized areas (red), which were more abundant in the HA-containing scaffolds. Adapted with permission from Ref. [194]. (B) µCT images of PCL scaffolds with a discrete vertical gradient in HA concentration. Adapted with permission from Ref. [198]. (C) µCT images of PEOT/PBT scaffolds with a continuous vertical gradient in HA concentration. Adapted with permission from Ref. [85]. (D) (i) SEM images of the surface of PCL and PCL/CaS 50 wt-% scaffolds, after immersion in SBF for 7 days, depicting the ability of PCL/CaS of nucleating HA. (ii) Fluorescent microscopy images of hWJ-MSCs (F-actin, green) cultured on the aforementioned scaffolds for 7 days, showing enhanced cell coverage on the composite scaffolds. (iii) Alizarin Red S staining of calcium nodules deposited on the PCL and PCL/CaS scaffolds cultured with hWJ-MSC for 3 weeks. Adapted with permission from Ref. [199]. (E) (i) Giemsa staining on histological sections of lateral epicondyle defects in rats 8 weeks post-implantation of PCL/PEG and PCL/PEG/MgO 1 wt-% composite scaffolds (red, mineralized tissue). (ii) Fluorochrome-labelling analysis of new bone formation and mineralization 8 weeks post-implantation of the aforementioned scaffolds (calcein green, between 4 and 6 weeks; xylenol orange, red, between 6 and 8 weeks). ‘OB’ and ‘NB’ refer the location of original bone and newly formed bone, respectively. Adapted with permission from Ref. [200]. (F) H&E stained sections of rat calvarial defects with implanted PCL and PCL/G (graphene) 0.78 wt-% scaffolds, with or without electrical stimulation. Adapted with permission from Ref. [201]. (G) (i) SEM images of the surface of PCL/PLGA and tobramycin-loaded PCL/PLGA scaffolds with various loading concentrations (2 and 4 wt-%). (ii) Results of disk diffusion test on day 1 (left) and day 7 (right), showing the aforementioned scaffolds’ antimicrobial activity against with S. aureus. Adapted with permission from Ref. [202].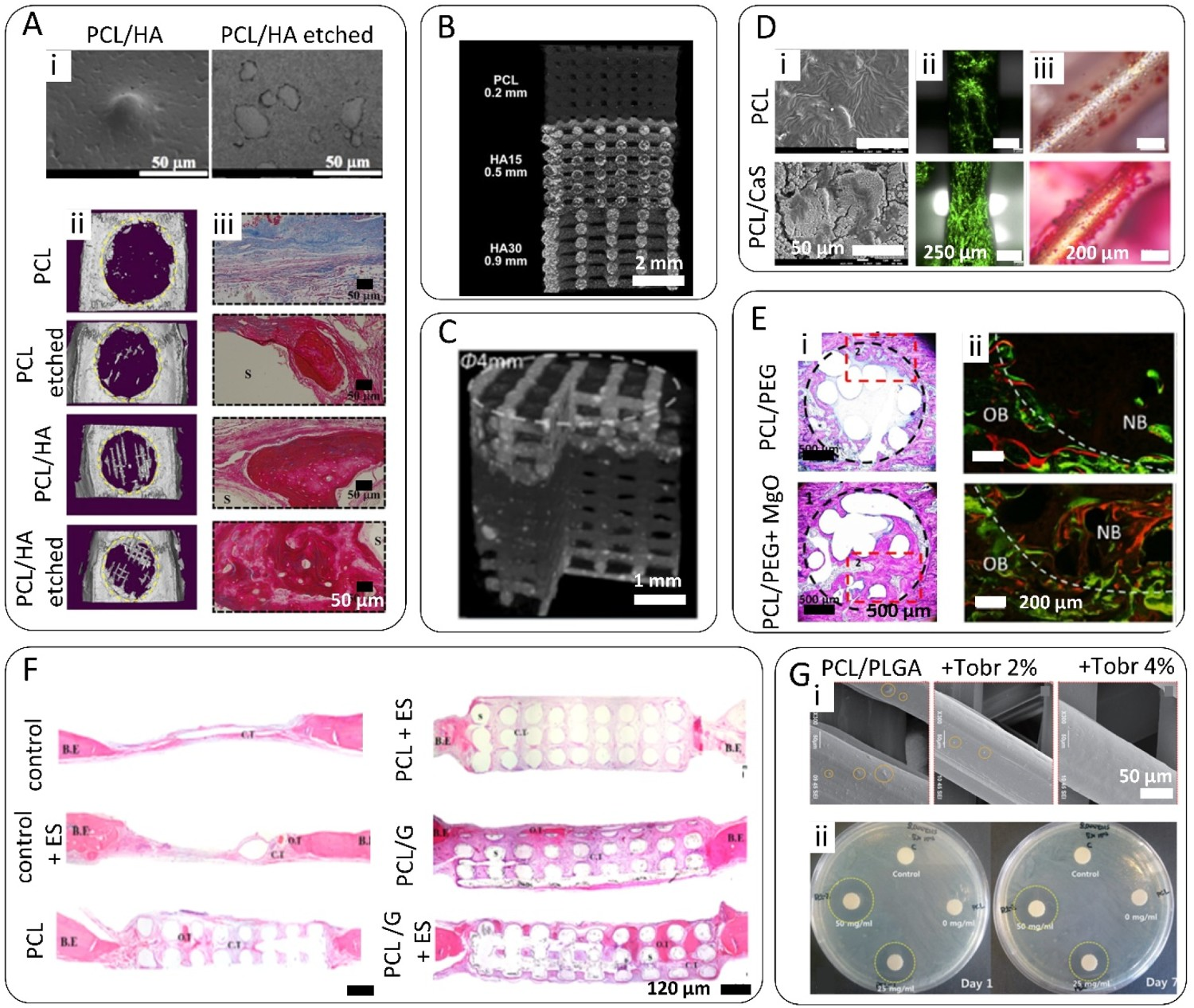
While osteogenic differentiation has been supported in vitro on highly loaded HA scaffolds, enhanced osteogenesis has not been observed on scaffolds with low HA content, such as PEOT/PBT/HA or PCL/PLGA/HA with 15% and 10% inorganic content, respectively [152,203]. However, in vivo experiments have revealed the osteoinductive/ osteoconductive properties of such low HA content scaffolds. For instance, new bone formation on the aforementioned PCL/PLGA/HA 10 wt-% HA scaffolds was 100% higher than in bare polymeric scaffolds in a rat calvarial defect [203]. Besides, mechanical properties are still enhanced by low HA loadings, which makes these scaffolds still desirable for BTE applications [152,203]. PCL/HA scaffolds with low HA content (10 wt-% or 15 wt-%HA) have also been shown to promote bone formation in vivo [204,205].
A couple of studies have assessed the effect of different CaP materials on the performance of composite ME-AM scaffolds. For instance, Nyberg et al. compared the in vitro osteoinductivity of PCL/HA, PCL/TCP, PCL/Bio-Oss® (bovine bone mineral matrix) and PCL/DBM (decellularized bone matrix) scaffolds with 30 wt-% of inorganic content, post-treated with NaOH [206]. Overall, greater osteoinductivity was observed on AD-MSCs cultured on PCL/Bio-Oss and PCL/DBM compared to PCL/HA and PCL/TCP scaffolds, in terms of calcium deposition and collagen I and osteonectin gene upregulation in basic and mineralization media. Nevertheless, RUNX2 and OPN were also upregulated on PCL/HA scaffolds in basic media, compared to other scaffold types. Here, TCP showed lower bioactivity compared to other CaP fillers. Similarly, Huang et al. also showed that despite PCL/TCP 20 wt-% scaffolds displayed better compression modulus before implantation than PCL/HA 20 wt-% scaffolds, they presented lower bioactivity, in terms of cell attachment and proliferation [207]. In spite of this, a large number of reports have explored the use of TCP as filler for ME-AM scaffolds [47]. Several have attempted the addition of TCP up to 60 wt-% to PCL composite scaffolds, which has been shown to lead to an increase in compression modulus of up to 50%, although these high wt-% diminished significantly the scaffold compressive yield strength [208–210]. For this reason, composite scaffolds with up to 20 wt-% TCP have been mostly investigated, which have proven their bone regenerative capacity in vivo [47,170,211]. In addition, promising in vivo results have led to clinical trial investigations, where the applicability of PCL/TCP scaffolds has been tested for craniomaxilofacial bone regeneration (NCT01119144, NCT03735199) [47]. The fast degradation of TCP compared to HA can confer the scaffold with more optimum ion exchange dynamics to stimulate bone formation through calcium-activated pathways [195,196,212]. To accelerate the degradation dynamics of the scaffold and TCP, and to enhance the replacement of the scaffold material by newly formed bone, NaOH treatment [213–216] and PLGA [217–219] have been further included in TCP-based scaffolds. Yet, balancing the speed of degradation of TCP-containing scaffolds is important, to keep the released calcium and phosphate concentration within the cell proliferation and differentiation stimulating range, without reaching apoptotic values [197,220].
To further mimic the in vivo tissue structure and stimulate bone formation, polymer-inorganic composite scaffolds with gradients in HA or TCP concentration have been fabricated. For instance, Bittner et al. and Smith at al. have reported PCL/HA and PCL/TCP composite scaffolds, respectively, with vertical discrete gradients in inorganic content (from 30 or 20 to 0 wt-% HA or TCP) to mimic the bone-to-cartilage interface (Figure 6B) [198,221]. In contrast to these multi-printhead and discrete gradient fabrication approaches, Sinha et al. have recently reported the fabrication of continuously graded HA-based ME-AM scaffolds using a single printhead approach (Figure 6C) [85]. This printhead allowed the in situ mixing of two materials (PEOT/PBT only, and PEOT/PBT/HA 45 wt-%) to obtain scaffolds with continuous HA composition gradients (among other inorganic fillers), which better mimic in vivo tissue interfaces and possess better mechanical properties than discrete gradient scaffolds [85]. Other studies have focused on the production of scaffolds with radial gradients in inorganic content and porosity has also been reported, to resemble the mechanical properties and bulk mineral content of the cortical to cancellous bone interface [222,223].
CaP-polymer composite ME-AM scaffolds have extensively proven their mechanical and biological functionality for BTE, while benefiting from a single-step fabrication approach, compared to post-processing coating strategies. Despite extensive material characterization and in vitro research, further in vivo investigations are still required to unravel the optimum scaffold composition, in terms of polymer type, CaP type and content, and degree of CaP exposure to the scaffold filament surface, which balance printability, mechanical properties and bone regeneration ability.
Silicates
Calcium silicate (CS)-based materials, composed of CaO, SiO2, and MgO or AlO, have been used as fillers in ME-AM scaffolds, due to their bioactive properties and charged surfaces being highly compatible with polymeric matrices [224,225]. An apatite layer is generally formed on CS when in contact with body fluid, which acts stronger interface and bonding with surrounding tissues upon implantation. Besides the known osteogenic capacity of Ca, the released Si ions also have the ability to upregulate MAPK/ERK and p38 signalling pathways, which are known to be involved in osteogenesis, and stimulating angiogenesis as well [226]. Lin et al. fabricated PCL/Mg-CS scaffolds, which released Mg and Si, and reprecipitated Ca and P when immersed in SBF, forming an apatite layer (Figure 6D) [199]. The highest hWJ-MSCs attachment, proliferation and osteogenic genes upregulation were observed for scaffolds with 50 wt-% Mg-CS, which released larger amounts of the aforementioned ions. These scaffolds also showed the highest degradation rate, due to lower polymer content. Zhang et al. also observed the good performance of PCL/gliadin scaffolds containing 30 wt-% Mg-CS [227]. Here, both Mg-CS and the natural polymer gliadin were added to the scaffold to enhance its bioactivity and degradability. In a rabbit femoral defect, scaffolds with 30 wt-% Mg-CS allowed for the fastest degradation rate and largest new bone volume formation, compared to lower Mg-CS percentages and bare PCL/gliadin scaffolds.
A very widely used type of CS is bioactive glasses (BG), which in addition to CaO and SiO2, are composed of Na2O and P2O3. In vitro, BG has been shown to outperform other CaP, like HA, in terms of biological response and osteogenic commitment when incorporated within a PLA scaffold at the same concentration, potentially due to enhanced protein adsorption [228]. Yet, in vivo studies have not reported differences among PCL/BG and PCL/CaP scaffolds within 16 weeks implantation time, in terms of bone formation [229]. Strontium-substituted BG (SrBG) has also been investigated as filler for ME-AM scaffolds, as Sr is an important trace element in bone and can stimulate bone formation and reduce bone resorption [230]. In this regard, Poh et al. prepared PCL/SrBG 10 wt-%, which enhanced the formation of calcium deposits, compared to PCL/BG 10 wt-% scaffolds [231].
CS-based materials appear to be valid substitutes for CaP as osteoinductive materials for bone regeneration applications, due to their richer bioactive ion composition. Although these established advantages, insufficient efforts have been dedicated so far to investigate their use as fillers within ME-AM scaffolds. A reason for that could rely on their fast degradation rates compromising the scaffold mechanical properties already at the early stages of the regeneration process [232]. Nevertheless, further research is required to better understand the performance of CS in comparison with CaP fillers.
Metallic particles
Metals, such as titanium-based alloys or cobalt chromium alloys, have been extensively used in the orthopedics field as permanent implants due to their good biocompatibility and high mechanical strength and wear properties [233,234]. Others, such as iron- or magnesium (Mg)-based metals, are preferred for bone regeneration applications, since they are resorbable and can be degraded to be replaced by newly formed bone. In particular, Mg-based metals have been used as fillers for ME-AM scaffolds. Apart from improving the mechanical properties of composites, Mg ions are essential to bone metabolism, be associated with the formation of biological apatite, and can stimulate osteogenic activity [235–237]. Since bare Mg corrodes in an aqueous environment leading to the formation of gas cavities [238], more stable compounds such as magnesium hydroxide (MgOH), magnesium oxide (MgO) or magnesium fluoride (MgF) have been used as fillers within ME-AM scaffolds. For instance, Abdul-hay et al. prepared PCL/MgOH scaffolds with up to 20 wt-% of MgOH [239]. Despite not enhancing the scaffolds’ mechanical properties, potentially due to poor nanoparticle dispersion at high concentrations, Mg ions were released from the scaffolds, which led to increased cell proliferation and ALP activity. In another study, Shen et al. prepared PCL-PEG-PCL/MgO composite scaffolds [200]. Here, silanization of the MgO particles allowed the addition of up to 4 wt-% MgO without the formation of agglomerates, which resulted in a twofold increase in compression modulus compared to bare PCL scaffolds. Yet, the most optimum magnesium release rate was achieved with 1 wt-% MgO, which favoured cell adhesion, ALP activity and calcium deposition, as well as bone formation in vivo, compared to other MgO concentrations (Figure 6E) [200]. Hansske et al. also pre-coated MgF nanoparticles, in this case with a poly (ethylene glycol) (PEG)-based biomimetic coupling agent to improve their stability and compatibility with the polymer matrix, before loading within a PCL scaffold [240]. In a subsequent study, these compatibilized MgF nanoparticles were used as fillers in a ternary composite scaffold consisting of PCL, nHA and MgF [241]. The sole addition of 1 wt-% MgF to the PCL/HA scaffolds enhanced the attachment and osteogenic differentiation of human fetal-derived MSCs (hF-MSCs), in terms of ALP activity, osteonectin gene expression and calcium deposition. In addition to the bioactivity of Mg, F is also known to play a key role in the development of mineralized tissues [242].
Silver has also been used as metallic filler within ME-AM scaffolds. Besides enhancing mechanical properties, silver has been shown to provide antimicrobial properties to the scaffolds. For instance, Radhakrishnan et al. prepared PCL/silver 3 wt-% scaffolds, which showed antibacterial activity against E. coli while maintaining osteoblast cell viability [243].
Overall, metallic particles are an attractive filler option for ME-AM composite scaffolds, especially due to their ability to significantly enhance the scaffold’s mechanical properties at very low concentrations. Nevertheless, compatibility and dispersion within polymers are the major issues associated with these materials, and the main reason why they have not been widely explored so far.
Carbon-based nanomaterials
Polymer nanocomposites based on carbon-based materials have been used to improve the mechanical, electrical, chemical and osteogenic properties of polymers. The basic structure of carbon-based materials used for these applications is graphene, which is a one-atom thick hexagonal lattice of sp2 hybridized carbon atoms, a structure that confers outstanding mechanical properties (E modulus = 1 TPa, ultimate strength = 130 GPa), thermal conductivity (5000 Wm−1K−1), electrical conductivity (up to 6000 Sm−1) and chemical properties [244]. Depending on its dimensional arrangement, graphene is referred to as 0-D fullerene or wrapped graphene, 2D carbon nanotube (CNT) or rolled graphene, and 3D graphite or stacked graphene [245]. CNTs, generally prepared by chemical vapour deposition methods, can be single walled (SWCNTs), with a diameter of 1 nm, or with several nanotubes arranged concentrically into a multi-walled structure (MWCNTs), with diameters generally between 10 and 100 nm [246]. Despite their narrow diameter, they possess very high aspect ratios, which makes them ideal reinforcing fibres in composites. Moreover, their geometrical structure can be tuned to adjust their electronic properties, from metallic to semiconducting materials [247]. A few studies have reported the use of MWCNTs as fillers on ME-AM scaffolds for bone regeneration applications. For instance, Huang et al. loaded PCL scaffolds with up to 3 wt-% MWCNTs, which were shown to be aligned in the extrusion direction [248]. This resulted in an increase in the compressive modulus from ∼ 50 to ∼ 88 MPa. Moreover, hAD-MSCs showed increased proliferation with increasing MWCNTs content. Taking advantage of the alignment of the MWCNTs along the extrusion direction, a subsequent study focused on the development of a ternary composite consisting of PCL, MWCNTs (0.75 wt-%) and nHA (20 wt-%), which aimed at mimicking the bone tissue structure at the nanoscale [249]. The aligned MWCNTs induced the PCL chains in their vicinity to recrystallize along their walls, which surrounded by nHA particles, mimicked the highly aligned and mineralized collagen fibrils in bone. Such ternary scaffolds also possessed higher compression moduli and showed enhanced upregulation of ALP, collagen I and OCN gene expression of hADSCs, compared to bare PCL and PCL/MWCNT scaffolds [249].
Wang et al. compared the effect of MWCNTs and graphene sheets on PCL scaffold mechanical properties and cell-affinity [250]. PCL/MWCNTs and PCL/graphene scaffolds with up to 3 wt-% filler content were prepared. Interestingly, at a given filler concentration, PCL/graphene scaffolds presented higher compression modulus and strength, as well as higher protein adsorption and hAD-MSCs proliferation rates than PCL/MWCNT scaffolds. This was correlated to the better mechanical, physicochemical and conductive properties of graphene compared to MWCNTs. Indeed, graphene sheets prepared by liquid phase exfoliation of graphite, have been used as filler for PCL scaffolds in several studies from Bartolo’s group [201,251–253]. In all of them, a maximum of 0.78 wt-% filler was used to avoid potential cytotoxicity effects on hAD-MSCs deriving from the presence of graphene upon complete scaffold degradation, which have been previously shown to be dose and size dependent [254]. These reports demonstrated that the sole addition of 0.78 wt-% graphene improved the scaffold compression modulus by 50%. Moreover, PCL/graphene scaffolds showed enhanced hAD-MSCs proliferation compared to bare PCL scaffolds [251], which could be further improved by a chemical treatment with NaOH [252], or by the pre-adsorption of the P1-latex protein to the scaffolds filaments [253]. Ultimately, untreated PCL/graphene scaffolds with 0.78 wt-% filler were implanted in a rat calvarial defect, and electrical stimulation was applied, to assess their in vivo bone formation ability (Figure 6F) [201]. Histological analysis revealed that electrically stimulated PCL/graphene 0.78 wt-% scaffolds led to more tissue infiltration and mineralization at early time points (60 days), compared to other conditions. Yet, values were levelled at later time points (120 days) [201].
Due to the high synthesis costs and low-scale production of graphene through the aforementioned CVD or direct exfoliation of graphite methods, currently the most commonly used method for large-scale production of graphene-like materials relies on graphene oxide (GO), the oxidized version of graphite, as starting material [255]. GO can be easily mass produced by oxidation of graphite through well-established methods. Moreover, GO possesses oxygen-containing functional groups disrupting each carbon plane, including epoxy, carbonyl, ketone and hydroxyl groups, which offer the possibility of functionalization with biomolecules to tune its bioactivity [256]. Unagolla et al. prepared PCL/GO 0.5 wt-% and showed that while the addition of GO did not influence significantly the mechanical properties of the scaffolds, it led to a slight increase of matrix mineralization and osteogenic proteins expression at early time points, compared to bare PCL scaffolds [257]. In contrast, Belaid et al. reported that the addition of 0.3 wt-% GO to PLA scaffolds led to a 30% increase in the compression modulus. Moreover, MG63 proliferation was enhanced on these scaffolds, as well as calcium deposition when cultured in osteogenic medium [258]. Chen et al. significantly augmented the filler loading, preparing TPU/PLA/GO scaffolds with up to 5 wt-% GO, which led to a 125% increase in compression modulus, and good biocompatibility [259]. Despite its facile production, GO is non-conductive and possesses poor thermal stability, which can lead to the formation of air pockets within the scaffold filaments when processed at high temperatures, like the ones required for PLA, PLGA or PEOT/PBT extrusion (∼200°C) [259]. Electrical conductivity and thermal stability can be restored by chemical or thermal reduction of the GO, leading to exfoliated wrinkled reduced graphene oxide (rGO) sheets, similar to pristine graphene, but with some oxygen defects at the laminar edges, and holes on the carbon skeleton [260]. Angulo-Pineda et al. fabricated PCL/rGO scaffolds with up to 10 wt-% filler, which showed to be not only conductive but also antimicrobial against S. aureus [261]. Electrical stimulation on such scaffolds further enhanced the antimicrobial effect, while supporting higher hBM-MSCs proliferation rates than on non-stimulated scaffolds. In spite of rGO-polymer composite scaffolds possessing interesting bioactive properties for bone regeneration, very few reports have studied them. This might very well be due to the very low bulk density of rGO upon thermal reduction, which can lead to particle inhalation during handling and lack of free-flowability into twin-screw compounders, which is the main cost-effective route for composites production at large scale [262].
The aforementioned research examples demonstrate the great potential of graphene-based materials as fillers for ME-AM scaffolds for BTE, since they can act as reinforcement agents, boost cell attachment and osteogenic differentiation, and provide antimicrobial activity. However, there are still concerns about the in vivo toxicity of these materials and their degradation products. Studies have reported that the cytotoxicity of graphene and derivatives is dependent on their production method and purity, physicochemical properties (lateral dimensions, oxidation state, aggregation state, functionalization), concentration, exposure time and administration route [263]. Yet, this information is scarce and contradictory results are often found, due to the various synthesis routes leading to diverse materials, which often are not properly characterized or described in the literature [264]. In addition, biodistribution studies have mostly been performed upon single intravenous injection of dispersed graphene materials [265], and the effect of local, sustained and long-term injections, simulating the release of graphene from a polymeric scaffold, have not yet been considered. Overall, more thorough in vitro and in vivo biocompatibility studies paired with the growing interest in graphene-based scaffold development are necessary. This would help to determine the maximum graphene-based filler loading within ME-AM scaffold, to ensure their functionality while retaining their biocompatibility in an in vivo scenario.
Bioactive molecules
The direct incorporation of drugs or antibiotics within the scaffolds filaments is desired to simplify the fabrication process, as well as to improve the loading capability and release profile. However, the main limiting factor for ME polymer–drug composites is the thermal stability of the incorporated molecules. This limits the bioactive molecule and polymer choice, as the large majority of the thermoplastics used for biomedical applications require high processing temperatures (∼175–220°C) [61–144], which are above the thermal stability limits of most commonly used antibiotics for orthopedic applications (∼120°C, depending on the exposure time and antibiotic type) [266]. As an exception, PCL has low melting (∼ 60°C) and printing temperatures (up to 100°C), thus several reports have investigated the incorporation of antibiotics or growth factors within PCL scaffolds. For instance, Lee et al. reported the fabrication of a PCL/rifampicin 2.5 wt-% composite, which was melt blended and printed at 60°C [267]. During the 14 days evaluated, the antibiotic was sustain released and exerted antimicrobial activity against E. coli and S. aureus, while maintaining cell viability (Figure 6G). Shim et al. reported the preparation of PCL/PLGA/tobramicyn scaffolds at 110°C [202]. Here, the drug was sustain released for a period of 50–60 days, and when implanted on a rat femur model with osteomyelitis, was able to reduce inflammation and exert antimicrobial activity. In another study, Costa et al. printed PCL/poloxamine/dexamethasone scaffolds [268]. The addition of the poloxamine copolymer in the blend led to filaments with lower surface porosity, which slowed down the release rate of dexamethasone. Similarly, the addition of HA to PLA/ nitrofurantoin scaffolds allowed to tune the antibiotic release, since HA facilitated the infiltration of water within the polymer matrix, leading to faster drug release rates [269]. The aforementioned studies also investigated the effect of the drug content (wt-%) on the release profile, leading to the general observation that higher loadings led to higher drug amounts released over time [268,269]. On the other hand, Kempin et al. investigated the effect of polymer type on drug release, using quinine as a model, concluding that for a given drug, desired release profiles might be obtained by choosing the appropriate polymer [270]. For a given polymer type and drug concentration, drug type will also define the release profile, as observed by the comparison among two independent studies: PCL/gentamicin 5 wt-% scaffolds led to a burst release of gentamicin (60% release in 24 h), while quinine was released in a sustained manner from PCL/quinine 5 wt-% scaffolds (60% release in 7 days) [270,271].
As presented, loading bioactive molecules within the polymer matrix of ME-AM ensures higher incorporation efficiencies, allows for larger loading amounts and avoids fast release rates, compared to other strategies. However, this simple and cost-effective technique is at the moment limited to low melting temperature polymers, such as PCL.
Other organic phase combinations
The addition of organic fillers within ME-AM scaffolds has been investigated to improve their mechanical or physicochemical properties. For instance, cellulose nanomaterials have been used to reinforce PLA filaments for FDM, as well as PCL scaffolds, due to their crystalline fibrillar structure [272,273]. Composite PCL/microcrystalline cellulose scaffolds showed an increase in compression and elastic modulus from 25 to 32 MPa and from 60 to 72 MPa, respectively, with the sole addition of 2 wt-% filler [273]. Besides its reinforcing capabilities, this biopolymer possesses high specific surface area and surface reactivity, which allows for the introduction of well-controlled chemical, structural, and topographical features at a cell-relevant scale, which is of great interest for the tissue engineering field, but has not yet been widely explored for ME-AM scaffolds [274]. Silk has also been used to improve the mechanical properties of ME-AM scaffolds. For instance, Aleman-Dominguez et al. demonstrated that the addition of up to 30 wt-% silk microparticles within a PCL polymer matrix significantly increased the bulk and nano-mechanical properties of the scaffold, as measured by nanoindentation [273]. However, scaffold hydrophobicity was also significantly enhanced at this high concentration, which led to lower protein adsorption and subsequent poor cell affinity. This demonstrated that while a high filler content might be desired for significantly augmenting the scaffold’s mechanical properties, cellular interactions, which are of outmost importance for the ultimate scaffold application, might be compromised at the same time. In this regard, the concentration of polyaniline (PANI) particles within a PCL scaffold was reduced to a minimum to ensure its biocompatibility [275]. While the addition of this conductive polymer increased both the conductivity and compressive mechanical properties of the scaffold, concentrations above 0.1 wt-% were shown to be cytotoxic. Despite these limitations, PCL/PANI 0.1 wt-% scaffolds possessed a conductivity of 2.46 ± 0.85 × 10−4 S cm−1, which enabled their use as electroactive structures to modulate cellular response and enhance tissue regeneration [275]. Camarero-Espinosa et al. also reported the fabrication of scaffolds with the ability of providing cell stimulation, consisting of PCL/PLA Janus filaments that can be nano-deflected via external application of ultrasounds [276]. Such Janus scaffolds were spontaneously formed by phase separation of PCL/PLA blends during ME and could perform as ultrasound transducers, enhancing cell proliferation, matrix deposition and osteogenic differentiation of hBM-MSCs, via the formation and activation of voltage-gated calcium ion channels.
Conclusion and future perspective
ME-AM enables the fabrication of complex-shaped personalized scaffolds for BTE applications, with an interconnected and highly controlled porosity and from a wide number of biodegradable and mechanically robust thermoplastic polymers. Compared to other AM technologies, ME-AM is a cost-effective and relatively simple technique and does not require the use of potentially toxic binders, curing agents or solvents, which simplifies the clinical translation of the fabricated constructs. Furthermore, while synthetic thermoplastic polymers are often bioinert and lack cell-recognition sites to promote cell attachment, proliferation and osteogenic differentiation in vitro and in vivo, they are quite amenable to bioactive functionalization. The possibility to process a wide variety of materials, as well as the precise control over pores morphology and dimension could lead to a change of the golden standard, from auto and xenografts to custom-made porous structures, the scaffolds, onto which cells can be seeded and new healthy tissue could be formed directly in vivo. A systematic selection of materials and eventual inorganic fillers/coaters could significantly boost both mechanical and biological performances towards bone regeneration, as well as for other damaged tissues. Furthermore, advanced CAD (Computer Aided Design)-based methodologies could help researchers to move towards the fabrication of scaffolds that better mimic the complex internal porosity of bone in all its different sections.
A large amount of research has been carried out over the last decades on augmenting the bioactivity of ME-AM scaffolds. Modifying the scaffold architecture by adjusting the scaffold pore shape and size has been shown to influence cell attachment and differentiation. Similarly, the introduction of microporosity to the scaffold filaments’ bulk and surface via ME-AM combined with salt leaching or gas foaming, has been shown to increase the scaffold surface area for enhanced cell attachment. While these approaches have shown benefits, they can, in some cases, limit nutrient availability and diminish the scaffold’s mechanical properties. On the contrary, surface modification strategies aiming at the introduction of roughness, specific chemical functional groups, or bioactive coatings to the filament surface, do not compromise the scaffold structural integrity, and thus have been more extensively studied. In particular, plasma surface modification has stood out as a multi-approach technique for enhancing cell attachment and steering cell differentiation towards a specific lineage. In this regard, surface roughness can be introduced via plasma activation, specific polar functional groups can be deposited via plasma polymerization, and scaffold filaments can be primed for the subsequent covalent binding of biomolecules via plasma grafting. In addition to the conjugation of biomolecules, biomimetic PDA, CaP and full ECM coatings have also been investigated to enhance the surface functionality of scaffolds towards enhanced cell attachment and differentiation.
Although surface modifications can successfully augment the bioactivity of ME-AM scaffolds, we have seen that these approaches frequently involve the use of wet chemistry, and most importantly, they often require complex and multiple post-fabrication steps. Further incrementing the scaffold complexity, fibrous or hydrogel networks have been combined with the ME-AM framework towards hierarchical and hybrid scaffolds, which have been shown to increase cell retention and provide a biomimetic platform for tissue formation. Polymer-filler composite scaffolds have been shown to induce specific cell behavior with the sole addition of fillers to the polymer matrix, avoiding the need of post-fabrication steps. Moreover, composites can enhance not only the scaffold physicochemical properties but also their mechanical and degradation properties, towards a better scaffold performance. In addition, composite production via melt blending by twin screw compounding ensures a complete solvent-free scaffold fabrication process. For all these reasons, a large body of literature has been focused on the fabrication of composite ME-AM scaffolds using a variety of fillers, which include CaPs, silicates, metallic particles, carbon-based materials, bioactive molecules and other organic materials, such as cellulose. Research has been focused on trying to identify the ideal filler type and concentration necessary to generate an optimum physicochemical and biological response, without compromising material printability, and while ensuring scaffold optimum mechanical properties and biocompatibility.
In spite of all these efforts, an ME-AM scaffold with optimum properties that can ensure optimum cell attachment and enhanced osteogenic differentiation towards a fully functional engineered in vitro and in vivo tissue is yet to be developed. There are still some challenges to overcome to achieve this aim, as well as aspects that would need attention in future research.
Currently, newly developed scaffolds can be easily characterized, in terms of printability, surface physicochemical analysis, filler dispersion in a composite, and mechanical properties thanks to the fast pace with which material science behind scaffold fabrication is progressing. Yet, the in vitro biological evaluation methodologies of such scaffolds are often insufficient to determine their in vivo efficacy. As a common strategy, a short in vitro evaluation of cell attachment, proliferation, differentiation, and early-stage mineralization is often discussed. While these parameters are relevant for an initial estimation of the scaffold functionality, long-term evaluations, coupled with the long process of bone regeneration, would be necessary to accurately determine the actual scaffold performance. To obtain more reliable in vitro short and long-term information, as well as to reduce the number of animal experiments towards clinical translation, scaffolds could be cultured in bioreactors, where they could potentially be exposed to relevant cell populations and pro-osteogenic external stimulus (chemical, mechanical, electrical, ultrasonic) [277,278]. The flexible (sometimes elastomeric) synthetic thermoplastic polymers used in AM are best suited for mechanical stimulation. Such dynamic systems, in combination with computational models, could help to better understand and predict how specific scaffold architectures and the subsequent forces transmitted to cells (mechanical strain, fluid shear stress) can affect cell fate [279,280]. This information could be used to improve the scaffold design towards enhanced tissue formation. In addition, bioreactor systems would also allow to analyse the long-term stability of the scaffold modifications, such as plasma treatments, protein coatings or bioactive CaP layers. Moreover, polymer degradation profiles and filler release rates from composite scaffolds could be monitored to evaluate their in situ cytocompatibility. This could lead to more complete and focused studies, and help find the ideal scaffold for bone regeneration.
Another overlooked matter on ME-AM scaffolds for BTE is the formation of a vascular network. Due to their macroporous structure and their relatively small size for in vitro cultures, ME-AM scaffolds can support cell ingrowth and waste-nutrients exchange in vitro without the need for vascularization. Yet, scaffolds aimed to be used in large bone defects will likely require the integration of a vascular network to support tissue formation. Therefore, it is of great significance to implement cues to promote vascularization within ME-AM scaffolds, in addition to cues for cell attachment and osteogenic differentiation. In this regard, ME-AM scaffolds providing gradients in growth factors (VEGF) could induce blood vessel infiltration into the scaffold core [281]. As presented in this review, current research is focused on the incorporation of bioactive cues to polymeric ME-AM scaffolds, while little effort are being placed on developing new polymers, where the lack of functionality relies. Future research lines could relate to the design of new functional synthetic polymers, which can influence cellular behavior on their own, without the need for additional elements. Overall, this could lower the scaffold complexity, which would potentially simplify the production process, the in vitro and in vivo evaluation, the clinical translation path and, at the end of the chain, the final medical product costs.
Despite current shortcomings, ME-AM scaffolds hold great promise in the future of bone regeneration. Appropriate scaffold design and architecture, specific bioactive cues for promoting cell attachment, differentiation and tissue formation, and thorough material and biological evaluations shall certainly be combined towards the construction of functional scaffolds for bone tissue regeneration The goal of this review was to provide a general overview on the different ME-AM approaches to enhance the properties of the final scaffolds. However, many other AM techniques are available and offer precise control over fabrication parameters and final scaffold quality. For instance, Melt Electrowriting (MEW), in which an applied voltage is used to extrude a polymeric jet on a collector according to a CAD-designed printing path [282]. MEW allows for improved resolution (e.g. fibre diameters ranging from 2 to 50 µm), fabrication of scaffolds with larger volume, in spite of limited thickness, and the possibility to extrude multi-modal diameters.
Future research should start considering bone as a whole organ, thus switching from bone tissue regeneration towards a bone organ regeneration approach. In this context, custom-made porous scaffolds for bone regeneration will take into consideration porosity, stiffness, and cellular gradients starting from the material selection and structure design steps, thus being able to precisely reproduce and mimic the different “bone organ” departments to be healed and their interfaces. Furthermore, the possibility to involve other cells type (e.g. immune cells) in the regeneration process is something that needs more attention in the future development of BTE strategies when considering bone as an organ.
Footnotes
Acknowledgment
The authors are grateful to H2020-NMP-PILOTS-2015 (GA n. 685825) for financial support. We are also grateful to the project 3DMENTOR (with project number 18647) of the VICI research programme, which is financed by the Dutch Research Council (NWO).
Disclosure statement
No potential conflict of interest was reported by the author(s).