
Abstract
Utilisation of additive manufacturing (AM) for the fabrication of Ni-based alloys has seen a massive uptake in both academic and commercial institutions. However, processing of traditional Ni-based superalloys through AM has encountered numerous cracking issues. The primary forms of cracking include solidification, solid-state and liquation mechanisms. Many of these forms of cracking are influenced by the compositions, with certain Ni-based systems showing impressive resistance. The design of novel alloys systems specifically tuned for processing through AM might be necessary to realise the potential of these techniques. Recently, researchers have taken advantage of improved computational alloy design frameworks. These frameworks utilise methods such as neural networks to analyse massive volumes of data and predict compositions that might satisfy specific design criteria.
Keywords
Introduction
Due to their remarkable high temperature mechanical properties, Ni-based alloys are used extensively in aerospace and land-based turbine applications [1,2]. In modern superalloy systems, up to 13 elements have been used to optimise their resilience in harsh environments whilst maintaining excellent properties [1]. Through solid solution and precipitate strengthening, superalloys are capable of operating at temperatures in excess of 1000°C [1,3]. Precipitate-strengthening mechanisms are primarily responsible for the high temperature performance, relying on the γ′ and γ″ precipitates within FCC-γ matrix. It is critical that the compositions of these alloys are optimised for their intended purposes and processing routes. Due to their complexity, several complications can occur with improper use and fabrication [1,4].
The utility of superalloys has facilitated the expansion of the aerospace industry during the previous century [2]. As with many sectors, aerospace is striving for greater energy efficiency. However, engineering more efficient engines that are affordable while adhering to strict safety guidelines is a monumental challenge [5]. Two direct methods for improving engine efficiency are the reduction of weight and the ability to operate at higher turbine-entry-temperatures [2,6]. The latter involves the development of new materials. However, due to rigorous testing guidelines, the uptake of a new material can take years [5]. Although, the sector can more readily realise a reduction of engine weight through use of single-piece components, such as a bladed turbine discs (Blisks), see Figure 1.
Large weight reductions (up to 30%) can be achieved through the manufacturing of a Blisk, courtesy of Rolls-Royce plc.
Additive manufacturing (AM) technologies offer a route to achieving weight reduction through the production of components without joiner or fasteners [7,8]. In addition, AM techniques have several promising applications including the production of near-net-shape components, multi-material joining, repair and rapid prototyping [7]. The ability to fabricate complex components without the need to apply numerous post-processing steps is highly attractive. Ultimately, the uptake of these techniques stands to greatly improve efficiency and reduce waste during the manufacturing of components.
Over the last two decades, extensive research into the additive manufacturing of alloys has been carried out [9-12]. There are several comprehensive reviews summarising the successes of AM within the field of Ni-based alloys [13-15]. Ultimately, this has led to a recent uptake of this technology [16-18]. These reviews also highlight the significant challenges encountered when additively manufacturing superalloy components, some of which persist. However, additive methods have the potential to revolutionise component production and development [16].
There are numerous AM processes including powder bed fusion (PBF), directed energy deposition (DED) and electron beam melting (EBM), through which metallic material can be processed [7,19,20]. Each technique has a unique set of processing conditions which lead to a different final product [13]. However, these methods are still plagued with complications including cracking, residual stress, elemental segregation, mechanical and microstructural anisotropy, and microstructural inhomogeneity [7,21]. These issues have hindered performance of AM components when compared to conventional counterparts [21,22]. Many of these deficiencies arise from the intense thermal cycling which the material undergoes during production [14,23]. These processes can be likened to multi-pass welding techniques. Indeed, similar challenges have been shared between the two fields [24-27].
Recently, excellent progress has been made on the optimisation of process parameters and material post-processing. However, much less attention has been given to the design of specific alloys for AM processes. Much of the current research has been focused on optimising the process around specific alloys [21,28]. To fully realise the potential of additive manufacturing in the production of superalloys, both the process and the alloy must be optimised. This article will discuss how alloy design may alleviate certain complications with the AM of Ni-based superalloys.
Alloy design
Traditionally, alloy development relied upon an informed trial and error approach. However, this is time-consuming and can fail to reach the optimal composition. In recent years, automated alloy design has shown significant progress with the enhancement of computational power and modelling [6,29]. This has allowed for more accurate predictions of mechanical and thermodynamic properties. More advanced physical models have also been developed to describe key mechanical processes such as stress rupture life [30] and creep deformation [31,32]. With the advances in computational power the use of artificial intelligence methods, such as neural networks, which require the analysis of vast datasets, is now possible [33]. This has allowed for a deeper understanding of property–property relationships to be developed. Similarly, software such as ThermoCalc, which calculates predictions based-off vast databases of experimental and theoretical results, have given researcher access to reliable phase diagram calculation (CALPHAD) [34-36]. These data can, in turn, be used to complement physical models or artificial intelligence frameworks for the prediction of mechanical and environmental properties [37-40].
Early alloy design frameworks utilising computational tools have been demonstrated by Saha and Olson [41,42] and Tancret, Bhadeshia & Mackay [43,44]. Saha and Olson sought to develop steels for naval applications. Their systematic design strategy, operated by a multilevel approach, linked several factors to final alloy performance using mechanistic and thermodynamic models. Discrete steps were used in the design process so that specific properties were optimised. For certain steps, feasibility studies were carried out to verify predictions and design considerations. A schematic representation of their approach is shown in Figure 2.
A materials system flowchart for the design of blast resistant naval hull steels, adapted from Saha and Olson [41].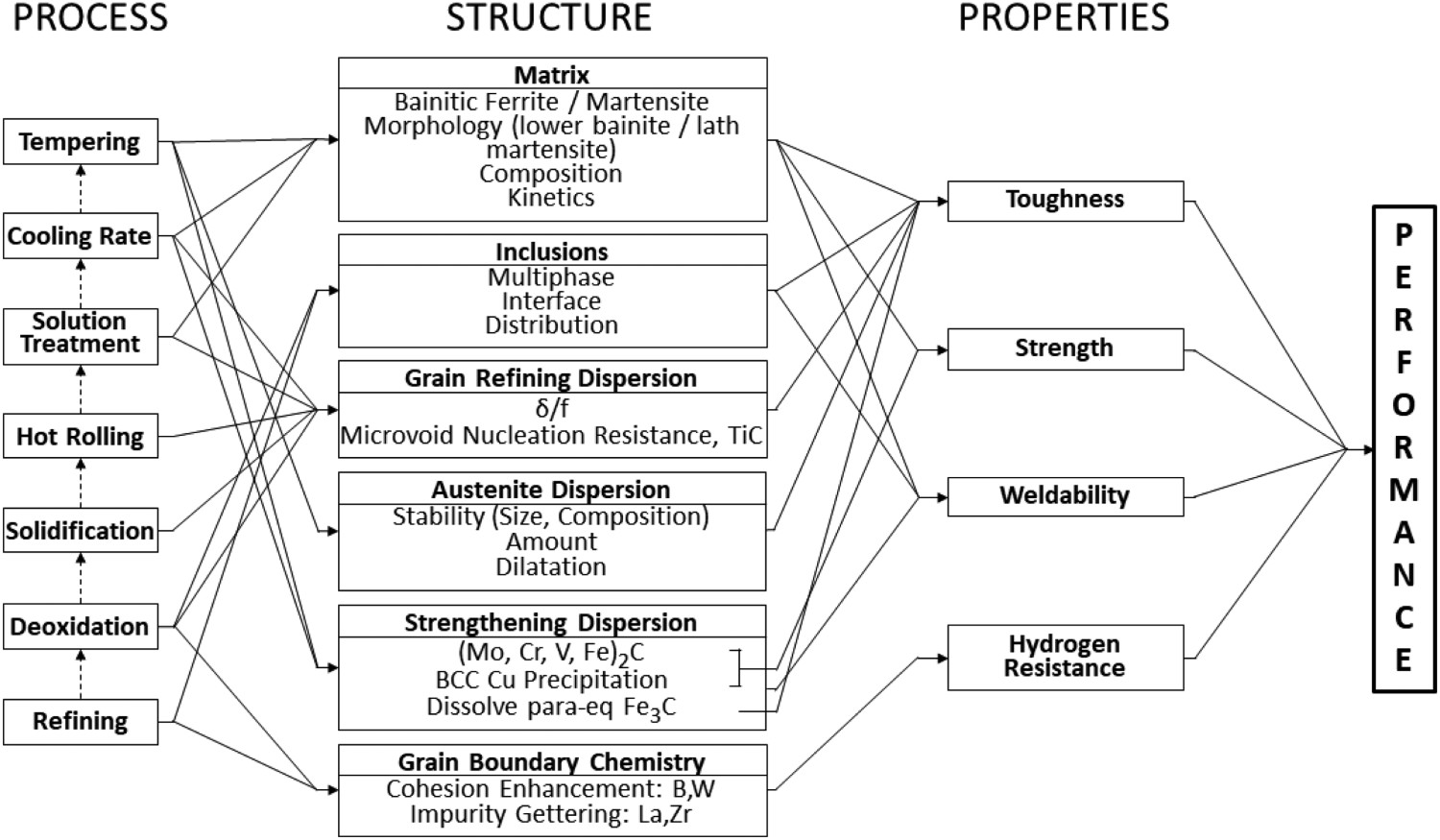
Using this framework, the authors were able to achieve property objectives for a transformation toughened steel. The properties of toughness, strength and weldability were targeted in the design process. To meet the properties requirements, both thermodynamic and quantitative models were used for the specific design of transformation toughening mechanisms and strengthening dispersions. The full explanation of the models used have been given by the authors in their design approach section. The M2C carbides and BCC copper precipitates provided the primary strengthening mechanisms. For most modelling calculations, the predictions were supported with appropriate experimental data. The thermodynamic modelling software ThermoCalc™ was used to predict phase diagrams and volume fractions as well as free energy terms.
The strengthening contribution from each substructure was used to determine the selected levels of each precipitate. Crucially, the carbon content was managed in tandem with the concentration of the carbide formers (Cr, Mo and V) preventing the formation of the undesired cementite (Fe3C) phase. Utilising the Russell-Brown model, the contribution to strengthening from copper precipitates was described. From this model, a concentration of copper that would yield an approximate hardness of 150 VHN was selected. A graph detailing the expected hardness contribution of each precipitate substructure is given in Figure 3. For austenitic transformation toughening, the Olson-Cohen model was used to describe the stability of the dispersed austenite. Through a series of calculations, with selected thermodynamic data from ThermoCalc™, the optimum concentration of Ni for austenitic stabilisation was determined.
A graph, adapted from Saha and Olson [36], representing the expected contributions of the individual strengthening mechanisms to achieve the targeted strength goal, equivalent to 389 VHN.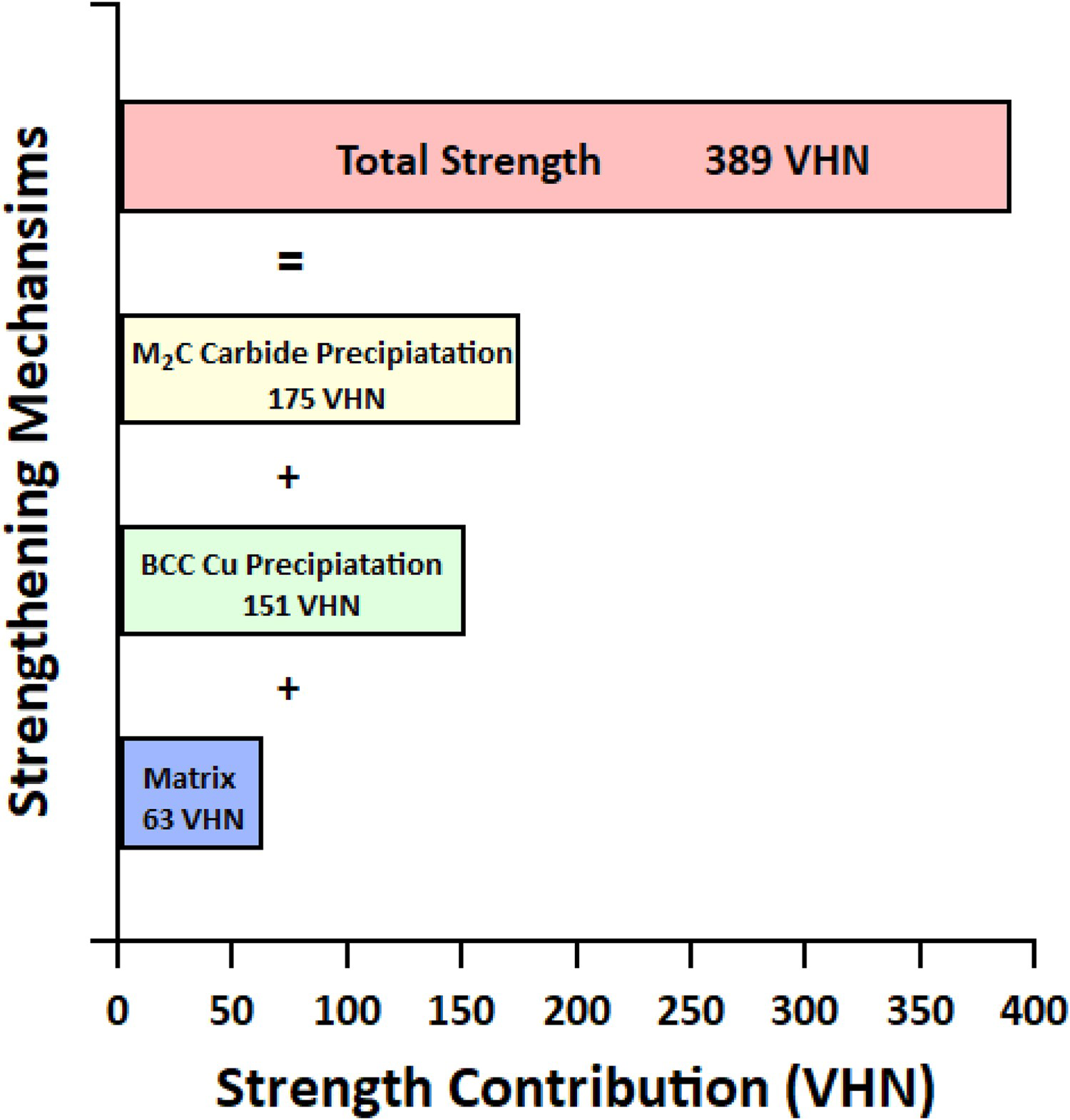
Following the individual compositional optimisation for the strengthening and toughening mechanisms an overall composition was integrated from the respective stages. Following this, the effects of other elements, crucially chromium, were investigated. This was primarily done using the ThermoCalc™. Further evaluation of alloy composition with respect to processability was also undertaken by the authors [41]. Overall, the systematic strategy was successful in designing a new steel and the evaluation of this system is given in the follow-up study [42].
The alloy design framework developed by Tancret, Bhadeshia and Mackay [43,44] utilised an alternative methodology. The authors sought to design an affordable Ni-based superalloy for application in steam power plants operating at high temperatures. The new alloy system was required to be less expensive than existing superalloys whilst retaining the required high temperature properties, specifically creep life. To design such an alloy, the authors employed a two-stage approach, first modelling and designing for the mechanical properties. This was then followed by modelling of the phase formation and solidification thermodynamics.
For the modelling of the mechanical properties Gaussian processes were employed. Such methods work by performing a non-linear multidimensional regression of an output value as a function of selected input values. The output values, for example creep life, have several inputs: temperature, thermal history and composition. The full explanation of Gaussian processes is given by the authors [43], they are regression tools related to neural networks [45]. Simply put, a given output (target) is based upon N inputs vector. The change of a target value from a database is based upon specific input values, i.e. an alloy under a set of conditions. Numerous values can be used to define a probability distribution of target vectors in N-dimensional space. The output probability distributions can be used to determine the influence of input vectors on the target. For the Gaussian modelling to be reliable a large property database is required for training. The authors demonstrated that the Gaussian processes were robust with comprehensive testing and training of the models for each property.
Primarily, the authors aimed to design a cost-effective Ni-based alloy. To that end, the authors excluded expensive elements including Co, Mo, Ta and Nb from their design. Following a successful first stage, the authors moved on to the second stage of design. This encompassed the modelling and selection of phase stability, solidification and processing conditions. Crucial for ensuring the system has a stable microstructure during operation and is processable. The ThermoCalc™ software, alongside a large Ni-based superalloy database developed by Rolls-Royce plc., was used extensively for the prediction of phase diagrams and solidification. Additionally, a special model based on the Scheil's approximation was used for the prediction of segregation during solidification [44].
Careful consideration was given to the behaviour of carbon and boron within the alloy. These elements are responsible for the formation of deleterious phases on grain boundaries [1]. Therefore, control of the thermal processing is required to avoid the formation of such phases i.e. the M23C6 phase. It was determined that, if correctly solutioned, no such carbides would form. However, the formation of borides was unclear and experimental verification was required [46]. Another deleterious phase, specifically for this alloy, was α-Cr. The formation of this species was suppressed by minimising the content of W, Al and Ti. No other undesired phases were expected to form in this alloy at the operating temperature. The experimental results for verification of this design alloy has been given in the third stage [46].
Though the described frameworks were successful for their specific design requirements, the procedure for searching for the optimum composition was limited. These frameworks are somewhat ‘manual’ due to the separate property-composition predictions. With the recent advances in computational power and optimisation algorithms it is possible to automate the design process [33,47]. Such computation methods offer the ability to process and correlate massive amounts of data [45]. Indeed, the author Tancret has further improved this framework through incorporation of genetic algorithms for efficient optimisation of alloy properties in the design process [48,49]. Such algorithms and related optimisation routines often operate through a minimisation procedure.
A target with selected inputs will be given a merit criterion. This criterion is optimised to provide the best target from selected inputs. This can be done as random-step process where individual inputs are varied in discrete steps. Only steps that provide an improvement are accepted [45,47]. This whole process can be operated with numerous input values. The ‘semi-elitist’ genetic algorithm used by Tancret [49] is well described in the text. Though such computational tools are impressive, it is important that the design space for searching is appropriately limited. If the input space is too vast or data steps too precise, the computational cost and time required to search would be prohibitive [45,49]. In general, this genetic algorithm is used for the optimisation of a single property within a set of constraints or characteristic. Several optimisations can be used in a multi-objective optimisation procedure for the selection of the alloy system [50].
A more recent computational framework that shares similarities with the aforementioned work [48,49] is that designed by Conduit [45] and Conduit et al. [29,33]. The authors utilised neural networks to design an alloy system optimised for direct-energy-deposition (DED). A schematic representation of a neural network is given in Figure 4. The input layer consists of physical alloy properties and thermodynamic data describing different alloy systems. Neural networks rely on large databases for property predictions; models were also used in the framework to calculate certain values. Indicator functions are used to transform these input variables into hidden node values. Indicator functions then combine these hidden nodes to yield a final output.
Schematic representation of a neural network used by Conduit et al. [33]. The schematic describes the relationship between two selected output values (y1 and y2). Given properties (red) are used for the calculation of the hidden nodes (blue) which yield the predicted properties (green).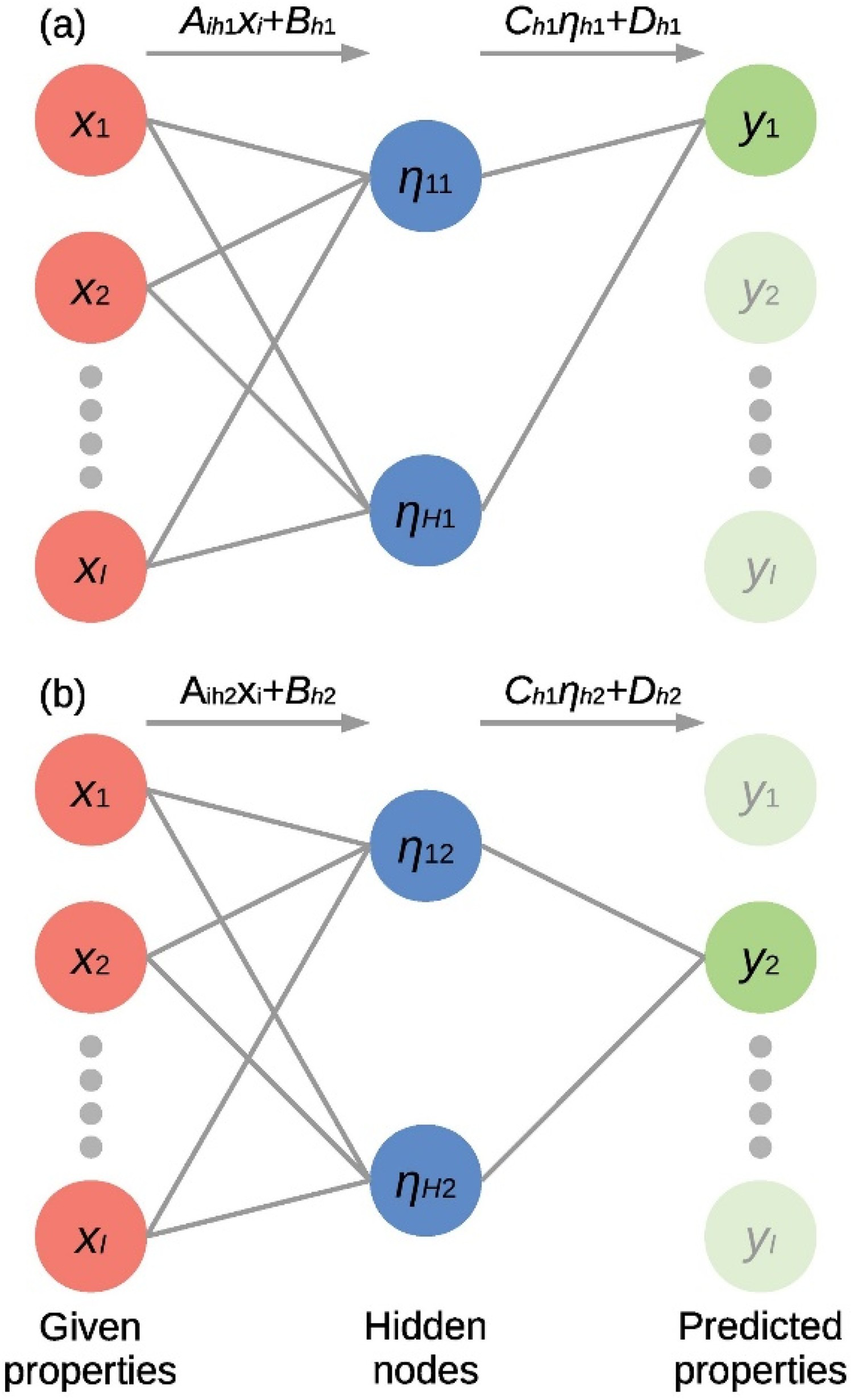
To ensure that the optimisation procedure employed by the framework was efficient, Conduit et al. [29] utilised an approach termed ‘simulated annealing’. This methodology described the step size used to explore multidimensional design space. The authors used step lengths comparable to the accuracy with which the material could be manufactured. This value is varied by the framework to ensure rapid exploration. For the multi-objective optimisation, Conduit et al. [29,33,51] used a single merit index calculated from the contribution of each target property. This index is used to estimate the likelihood that the material properties will satisfy the overall design criteria. As a likelihood contribution from each property is used, this tool can efficiently select the optimal compromise between properties.
This form of machine learning requires a large and reliable database from which to optimise. This can be an issue as data for a single alloy composition manufactured using different techniques might not be comparable. This can lead to discrepancies in the training database, reducing the reliability. As such, the database must be holistic and contain comparable data. For additive manufacturing, there is often limited data that is readily available for Ni-based alloys systems. This restricts the available training database and, therefore, reduces the reliability of the design procedure. However, this methodology can also be extended to improving the process parameters used to deposit Ni-based alloys. Due to extensive research, significant amounts of data have been collected with regard to process parameters. These results can be used to determine the optimum deposition conditions. Studies have detailed the use of machines learning to optimise the process parameter for certain alloys [52,53]. For example, Kappes et al. [54] were able to demonstrate how the deposition condition in laser PBF could be optimised for Inconel 718. The development of machine learning presents an opportunity to improve the additive manufacturing process in addition to alloy design. However, as the current research has been focused on a select few alloys, use of neural networks alone is potentially unreliable.
Another successful methodology is the Alloys-by-Design framework of Reed, Tao and Warnken [55,56]. Alloys-by-Design is a systematic approach for the optimisation of a Ni-based superalloy through a series of rules and models. The models include key alloy characteristics such as mechanical properties and microstructural stability. The rules are integrated with these models in order to identify a few optimal compositions. The authors demonstrated that an ideal balance of properties can be achieved. Their approach is best visualised through the use of trade-off diagrams that demonstrate the relationship between properties. Simple property trade-off diagrams from the work of Reed, Tao and Warnken [55] are given in Figure 5. These plots show the relationship between properties over a substantial range of alloy compositions and can be used to determine an optimal composition.
Property trade-off diagrams for Ni-based superalloys as presented by Reed, Tao and Warnken [55] (a) density vs. stability number (Md) (b) density vs. cost, with the change in Re content identified (c) cost vs. stability number, with regions of Re content and change in Ta and Al content identified.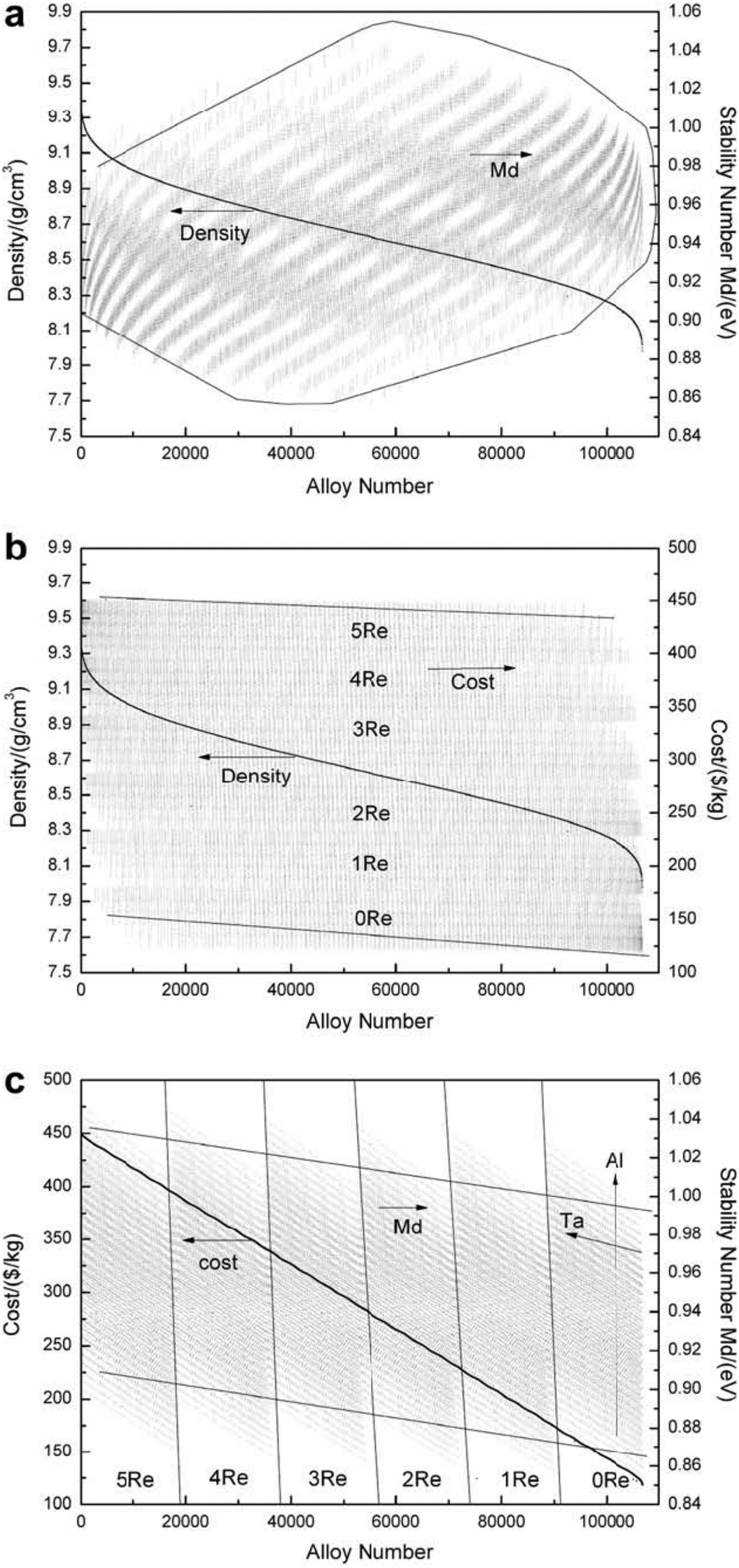
It is necessary to prioritise the optimisation of selected properties over that of others. For example, the optimisation of a stable microstructure at the cost of tensile strength. This is, of course, dependent upon the intended use of the alloy system. For such optimisations to be successful, reliable models are required for each property that is being considered. Models for the mechanical properties of Ni-based alloys have been described in work of Tancret et al. [43,57] and other authors [32,58-61].
The tensile and creep properties of superalloys are often prioritised; however, the environmental resistance and stability of the microstructure are essential. Additionally, the volume fraction, location and size of precipitates in Ni-based alloys must be carefully considered in the alloy design processes to ensure that the optimal system is selected. For example, in Allvac® 718Plus, a small fraction of the δ and η phases are used to pin-grain boundaries, adding some strength to the matrix [62,63]. In high concentrations, these phases can be embrittling and serve as a path for crack propagation. Using computational methods, the microstructure, with respect to temperature, can be predicted [35,64,65].
The work by Conduit et al. [29,33] and Tang et al. [56] has demonstrated how an alloy can be effectively designed for an AM technique. More sophisticated modelling of solidification, microstructure and properties has allowed for better predictions of alloy performance [66-68]. Using these tools, it might be possible to optimise existing alloy systems or design completely new compositions which are more amenable to AM methods. In the following section, the application of alloy design for the purposes of additive manufacturing are discussed.
Alloy design for hot cracking resistance in additive manufacturing
There are several studies that have sought to optimise Ni-based alloys for AM techniques [33,56,69]. The advantage of rapid prototyping offered by AM could be utilised to investigate a wide range of novel compositions [70]. Using current methods for alloy design it might be possible to produce or optimise an alloy system that can overcome the current complications of cracking, elemental segregation, residual stress and anisotropic growth [29]. Primary challenges include the identification of how composition relates to these complications as well as the generation of models that effectively describe the phenomena occurring during production [68,71].
Computational models which describe the process environment during AM are being developed. These models will improve predictions of heat flow, elemental segregation and residual stress development during manufacturing [26,45,65,68,71-73]. In addition, there is research to support the prediction of cracking and solidification mechanisms in Ni-based alloys [74-78]. The following sections will discuss the prospects and ongoing efforts to design an alloy that is suitable for AM techniques. Much of the discussion is focussed on reducing susceptibility to cracking as this is paramount.
Alloy design for crack mitigation
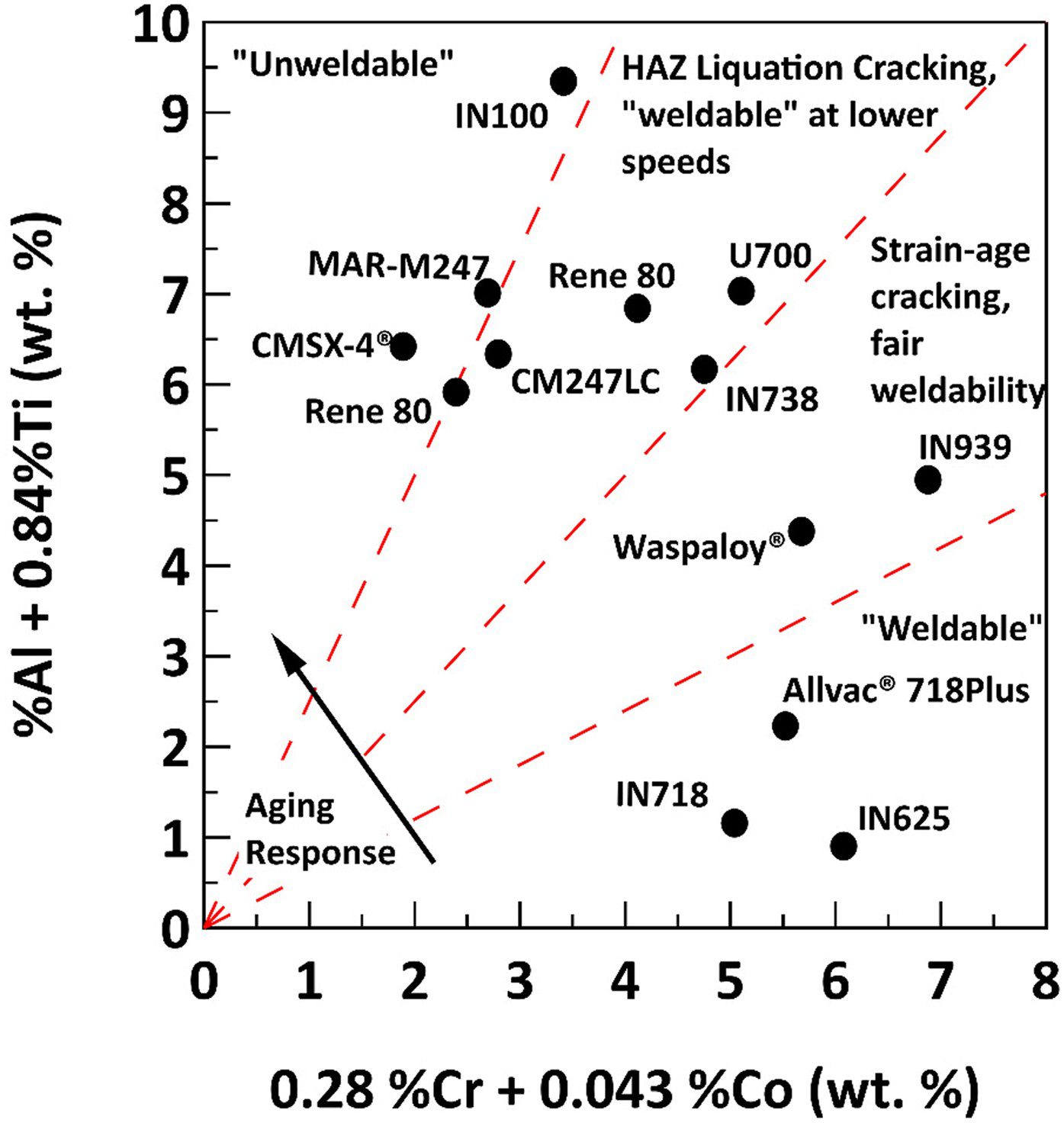
Numerous studies have characterised cracking and defect formation during AM of Ni-based alloys [21,79]. Through the control of deposition parameters and the application of correct post-processing, cracking can be significantly reduced or even eliminated in some systems [21,80,81]. This is the case for alloys that are considered weldable, such as Waspaloy, IN718 and IN625 [25,82,83]. However, despite concerted efforts to address the underlying issues, for many superalloys cracking persists and cannot be effectively alleviated using process control or available post-processing techniques [21]. These systems tend to be the ‘unweldable’ high-volume fraction γ′ containing alloys. As previously discussed, the high γ′ content of these alloys (≥ 30%) increases the susceptibility to several cracking mechanisms, most notably strain-age cracking [25,84]. It is often difficult to avoid such reheating during multi-pass welding or AM techniques, leading to the ‘unweldable’ term being applied to these systems [25,27]. This processability can be directly related to the content of Al and Ti of many Ni-based alloys [85,86]. A weldability assessment chart which considers the effect Al and Ti content versus that of Cr and Co content is presented in Figure 6. Such a chart can be used to roughly predict the processability of a given Ni-based superalloy using its composition. However, it must be noted that such assessments should only be used as guides and cracking in the so-called ‘weldable’ systems might still occur due to incompatible processing conditions [83,87,88].
If process control alone is not sufficient, then it must be accepted that these alloys might not be appropriate for AM. Therefore, the compositions must be altered to fit the process or new alloys designed [56,89]. Design of new alloys compatible with AM have been undertaken by Tang et al. [56] and Conduit et al. [33]. The authors of these studies developed novel Ni-based superalloys processable using AM whilst retaining exemplary high-temperature properties. Throughout their investigation, Tang et al. [56] make comparisons of the designed alloys to ‘heritage’ systems including IN939 and CM247LC. Their designed alloy systems were shown to have superior processability when compared to the legacy alloys, whilst retaining mechanical performance.
The success of alloy design requires an understanding of the process and the numerous defect-forming mechanisms [1,19,90]. Tang et al. [56] specifically sought to understand the susceptibility of an alloy system to different cracking mechanisms. With that understanding, the authors effectively designed against solidification, liquation and solid-state cracking. This type of methodology is key in alloy design. In the following sections, there is a general discussion around the prediction and mitigation of the common forms of cracking.
Solidification cracking
Prediction of the cracking susceptibility is challenging as many factors can affect the sensitivity to a specific mechanism [78,83,91]. However, attempts have been made to account for solidification, solid state and liquation cracking [66,92,93]. One simple relationship that has been noted in the literature is that of the freezing range to hot cracking susceptibility [66,74,89,94]. It is generally considered that alloys with larger freezing ranges are more susceptible to forms of hot cracking. Due to the high alloying addition in superalloys, a large freezing range is quite common [1]. From this simple observation, it might be of interest to investigate alloy systems with narrow solidification ranges for AM.
Though this relationship can be reliable, it is more appropriate to characterise the solidification behaviour. A simple model for describing solidification strain was described by Zhang et al. [95] and could be used to predict the susceptibility to hot tearing. The authors used both the thermal expansion and volume shrinkage coefficients in order to predict the change of volume on solidification. This equation can be used to predict the strain at points where the molar liquid fraction is between 11% and 0.5%. This has been described as a critical temperature range (CTR) during solidification, where Ni-based alloys are susceptible to hot cracking [25,96].
This can be taken further by relating the resistance to solidification cracking to the change in volume fraction of liquid during solidification [56,93]. This change in solid (or liquid) fraction with temperature was used by Kou et al. [93] to create a criterion for solidification cracking. This solidification cracking index (SCI) is a very simple relationship that can be used to describe the solidification behaviour of different alloys. Where dT is the change in temperature and fs is the fraction of solid solidified.

This index was used by Tang et al. [56] to design their alloys systems against solidification cracking. This index was crucial in describing the behaviour near the final stages of solidification, 0.9 < fs<0.99. The legacy alloys such as CM247LC and IN939 exhibited sharp increases in the SCI near the terminal stages of solidification. Whereas IN718 had a much lower value. Interestingly, by removing Hf from CM247LC and IN939 the SCI values for these alloys were decreased. Both Hf and Zr enrich in the liquid during the final stages of solidification causing erratic behaviour [89,92,94].
Using the ThermoCalc® software [35] it is possible to predict the change in volume and the molar liquid fraction at a specific temperature. From this, the effects of individual elements on the solidification behaviour near the final stages of solidification can be predicted. It is recommended that the use of such data in optimisation routines is supported by experimental verification of predictions, as the theoretical data might not be completely representative.
A study by Harrison, Todd and Mumtaz [97] sought to improve the cracking resistance of Hastelloy X, during selective laser melting, through compositional modification. The authors aimed to increase the thermal shock resistance of the alloy by increasing the concentration of solid solution strengthening elements. It was proposed that this would increase the tensile strength of the alloy and reduce cracking susceptibility. The compositional modification achieved an average reduction of 65% in crack densities along the vertical section and 57% in the horizontal section, see Figure 7. The modified Hastelloy X (MHX) contained a slightly higher concentration of Co, Mo and W, at the expense of Ni, compared to the original variant (OMX). Tramp elements concentration was also decreased in the modified variant. It was also reported that the modified system exhibited a higher yield strength and a higher ultimate tensile strength. This supported the authors’ proposed theory that tensile strength is related to the cracking susceptibility and might be applicable to other alloy systems.
Crack densities of two variants of Hastelloy X (original and modified Hastelloy X, OHX and MHX respectively) as presented by Harrison, Todd and Mumtaz [97]. The top graph displays crack densities in the horizontal build orientation. The bottom graph displays crack densities in the vertical build orientation.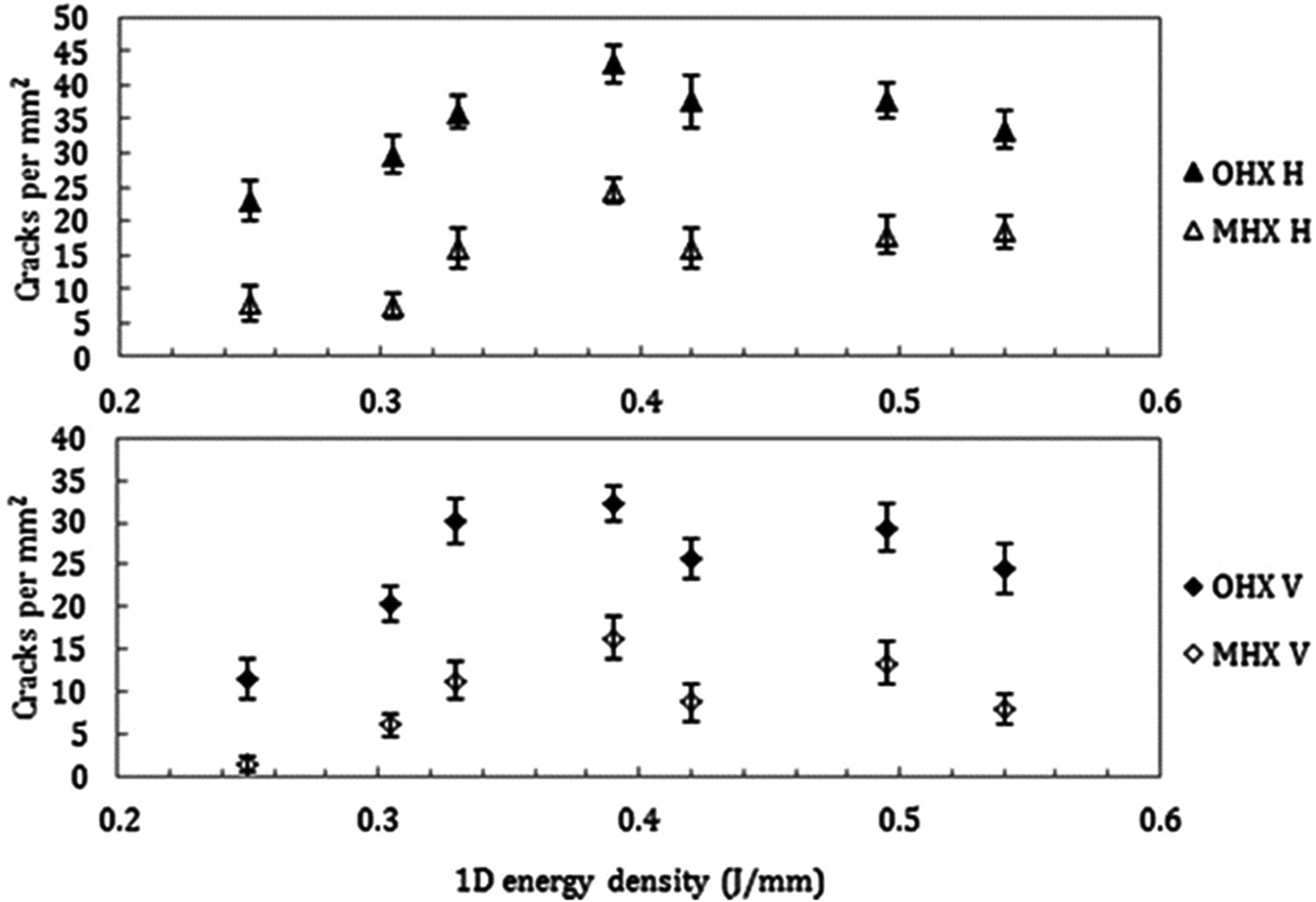
What is also important to note and is apparent in this research is the role of component geometry in dictating cracking propensity during fabrication [98,99]. Significant difference can be observed when depositing the same alloy under different geometric constraints. Indeed, it is the geometry of a component which can dictate where stresses are generated and, therefore, where cracking is likely to occur. Frederick et al. [100] and Lee et al. [99] have gone into further detail about the importance of geometry in the occurrence of cracking.
Thermal resistance was used by Conduit et al. [33] when optimising an Ni-based alloy for DED. A value was calculated using the coefficients of Young's modulus, 0.2% proof stress, thermal expansivity and electrical resistivity. The electrical resistivity is correlated with the thermal resistivity and is more straight forward to determine. The authors proposed that cracking would be limited if the value of thermal resistance were >0.04 KΩ−1m−1 and an alloy with desired properties was able to be predicted. An increased value of thermal resistance is likely to improve the thermal shock resistance, reducing crack formation during deposition.
Solid-state cracking
For strain-age and/or ductility-dip cracking, the content of the strengthening elements can be used to predict susceptibility. The concentration of these elements is directly linked to the volume fraction of the γ′ precipitates. In general, high γ′ containing alloys are susceptible to strain-age cracking. However, if proper process control and/or stress relief heat treatments are applied, this form of cracking can be mitigated in conventional manufacturing methods that include casting and forging [25,80]. These systems are difficult to process through AM due to the intense thermal cycling that is inherent to the techniques. This acts as a form of intrinsic heat treatment and impairs the ability to control the precipitation of the γ′. Fortunately, modifying composition to avoid this form of cracking has been well demonstrated in the literature, especially in welding research [25,74,79,83,101,102].
Obviously, this form of cracking can be avoided by lowering the γ′ content, though this limits the high-temperature mechanical properties [1,25]. There is the option of using a γ″ strengthened alloys. As the solvus temperature of the γ″ is lower and the precipitation kinetics sluggish, alloys such as IN718 are resistant to solid-state cracking [25]. However, the γ″ phase is metastable and will eventually transform to the stable δ after prolonged exposure to high temperatures [103]. The γ″ phase can be stabilised with compositional modification, though these alloys still have limited high-temperature application when compared to systems such as CM247LC [104-107].
Therefore, to avoid this form of cracking, whilst retaining a reasonable volume fraction of the γ′, the kinetics of γ′ must be altered. This can achieved through suppression of the γ′ solvus [56] or by altering the lattice parameters of the γ′. The lattice parameters are altered to augment the misfit between the γ and the γ′ in such a way as to reduce the driving force for precipitation [101,108,109]. In Allvac® 718Plus, the misfit of the γ′ was increased by additions of Nb to reduce susceptibility to cracking [110,111]. In these systems, the γ′ precipitation is relatively sluggish [63,109], however, this reduced the γ′ solvus which in turn limited the alloy to a service temperature near 700°C. These modifications can be used to design alloys which are less susceptible to cracking during AM [33,56].
In the study by Tang et al. [56] the authors used an empirical relationship to quantify the susceptibility to strain-age cracking. The strain-age cracking (SAC) index used is stated to be a prediction of cracking tendency for a given composition. This value was calculated by summing the content of γ′ strengthening elements with each contribution approximately averaged by its atomic fraction. A strong correlation between this value and the γ′ precipitation driving force was found at high temperatures, near 1000°C. This correlation was not apparent at lower temperature as the driving forces for precipitation with high undercoolings is large for all systems [56].
Another potential route to avoiding this form of cracking is the use of dual-superlattice γ'/γ″ systems [112]. These alloys are superior to conventional γ″ systems, namely IN718, as the stability of this precipitate is increased. There is an additional strengthening benefit from the presence of both precipitates and there is no need for a significant volume fraction of the γ′ [113]. This limits the susceptibility to solid-state cracking. However, the use of Nb for the precipitation of γ″ can increase susceptibility to elemental segregation and other forms of cracking [26,114].
Liquation cracking and the manipulation of minority elements
Liquation cracking is often difficult to predict as there are many aspects which determine susceptibility [69,88]. This form of cracking is dependent upon: phases present and their morphology, freezing ranges, grain boundary orientation, heat-flow mechanics and thermal stresses. Generally, there are two critical factors: the formation of localised liquid films and the nature of thermal stresses. It is well-known that liquid films are associated with eutectics and other low-melting point phases [4,74,92,115]. During AM processes, this form of cracking generally appears in the heat-affected-zone (HAZ) where there is continuous thermal cycling. This can cause local remelting, often of eutectic phases and generate stresses [25,36,56,58,67,88,116]. The importance of thermal stress in the occurrence of hot cracking has been well described in welding research and further information around the generation of thermal stresses during welding can be found in the work of Feng et al. [117].
Residual stresses can be reduced through process control, though there are practical limits to this [118]. Therefore, it is prudent to focus on the formation of liquid films during the final stages of solidification [56,89,91]. Tang et al. [56] highlighted that the melting behaviour is critical. The authors contrasted the importance of designing an alloy with a sharper onset to melting. The authors identified the γ/γ′ eutectic as the main cause for the liquation cracking, in addition to carbides, in CM247LC. This knowledge can be used to alter an alloys composition in an effort avoid forming susceptible liquid films. However, an understanding of different elemental effects, especially that of minority elements, is required.
The role of minority elements in Ni-based alloys is complicated when determining cracking susceptibility. For example, carbon, boron and zirconium were reported to give rise to different forms of cracking in AM IN738 [91], while Yang et al. [69] demonstrated that vanadium additions could inhibit elemental segregation in laser-clad IN718. Numerous studies have been published on the effects that minority elements, including B, C, Hf, Si, V and Zr have on the properties and microstructure of Ni-based alloys [1,25,119]. However, it is still a challenge to predict what the optimum concentration of these elements should be in a specific alloy [1,102].
Boron, carbon and hafnium are referred to as grain-boundary strengtheners and can enhance the high temperature, creep properties of a polycrystalline Ni-based alloy. However, the location, type and morphology of carbides and borides are important. Deleterious carbides and borides can be precipitated in chains along grain boundaries and within the inter-dendritic regions [25,120]. During AM severe segregation can occur leading to the formation of these undesirable phases. Melting of these carbides and borides often occurs in the HAZ during AM, leading to the formation of liquid films [3,56,58,88,121,122].
Hafnium is commonly added to increase the transverse ductility in directionally solidified superalloys and can be used to control hot cracking [90,123]. The formation of hafnium carbides can inhibit grain growth and strengthen grain boundaries; hafnium can also act as a getter to detrimental sulphur impurities [82]. However, hafnium is synonymous with low-melting-point phases in Ni-based alloys. Such phases increase the freezing range and raise the susceptibility to the formation of liquid films. The reduction or removal of Hf can diminish susceptibility to liquation cracking [25,56,89].
Minor additions of Si have been shown to improve the stress rupture life of Ni-based alloys. It is commonly added to enhance the corrosion and oxidation resistance in superalloys and has also been shown to give rise to higher elongation ratios [124]. However, Si has been reported to give rise to hot cracking during AM, though it is unclear what the exact cracking mechanism is [82,125]. It has been speculated that segregation of Si during AM alters the energy of the solid–liquid interface. This can lead to unfavourable wetting of grain boundaries by thin liquid films during solidification and, ultimately, increase susceptibility to cracking [126]. In addition, Si affects the stability and formation of carbides. Formation of undesired carbides can lead to crack initiation points along grain boundaries [124].
As with Si, Zr addition have been shown to be both beneficial and detrimental to Ni-based alloys depending upon the circumstances. Under conventional processing conditions, Zr addition has been shown to increase the strength of the grain boundaries through the refinement of carbides, extending creep life [127]. However, when added in the presence of B, Zr can increase the susceptibility to hot tearing during casting. Cracking has been attributed to the effects that these two elements have on the formation of grain boundaries and liquid wetting properties during solidification [94]. The detrimental effects of Zr segregation during AM has also been discussed in the literature [21,128].
The consequences of adding these minority elements to a Ni-based alloy are dependent upon both the processing conditions and the concentration of other elements. In order to reduce segregation through alloy design, the non-equilibrium partitioning coefficients of strongly segregating elements would have to be determined with respect to the thermal profile of the HAZ [129]. In addition, robust predictions of low-melting point phases through computational analysis are required [33,35,56].
Control of residual stress and anisotropy
In addition to cracking, the development of residual stresses and microstructural anisotropy during AM techniques are often undesirable. These are products of the processing; hence, manipulation of the deposition parameters can be used to control these potential issues [118,130]. Additionally, mitigation of these complications can be achieved through post-processing techniques, including heat treatments and HIPing [81]. However, for specific AM applications, such as the repair and manufacturing of highly complex components, it may not be possible to correctly manipulate the process parameters or apply intense post-processing techniques. Thus, altering the composition of the deposited alloy might be required for successful application.
In order to reduce the residual stress developed during deposition, the thermal properties of an alloy could be altered to control the development of residual stress [33]. Although the control of thermal properties is a simple idea, it is limited in traditional Ni-based superalloy compositional space. To vastly alter the thermal resistance, systems beyond that of conventional Ni-based alloys need to be considered. The work of Francis et al. [131] demonstrated that the distribution of residual stress in the vicinity of a weld could be controlled by manipulating the martensite-start temperature. In steels, the transformation from austenite into plates of bainite or martensite can be influenced and induced by external stresses. The stresses can bias the formation of plates in specific crystallographic orientations, leading to an unequal distribution of the crystallographic variants. This stress-induced phase transformation can counteract the build-up of residual stresses during cooling if the transformation continues to lower temperatures. For the reduction of residual stress, it might be of interest to design alloys with stress-induced phase transformations.
By altering the composition of filler alloys, the authors were able to tailor the phase transformation temperature and, thus, reduce residual stress in the weld. Although there is no analogous transformation on Ni-based superalloys, nickel-containing, high entropy superalloys are currently under development [132]. In addition, it is well known that cobalt can be used to reduce the stacking fault energy in Ni-based alloys [133]. Using the martensitic transformation in Co–Cr–Mo systems as a starting point, it might be possible to design a high entropy alloy with an analogous phase transformation [134]. Solid-state transformations could also be utilised to reduce microstructural anisotropy and control the grain structure. For example, the use of cyclic austenitising or recrystallisation transformations have been used for grain refinement and the reduction of anisotropy [135-137]. It has also been presented that the addition of inoculants to the AM precursors can have an effect on the resultant materials [138].
Summary and outlook
New Ni-based alloys systems that take advantage of additive manufacturing and the associated thermal history must be designed if the full potential of these techniques is to be realised. Compositions that are readily processible while retaining the exceptional mechanical properties are essential. There has been significant progress with the development of accurate and efficient alloy design frameworks over the past two decades [40,42,50,54]. These frameworks take advantage of multiple models when designing alloys. In addition, there has been extensive development of effective property models [29-31,127] and the vast experimental and theoretical databases of software such as ThermoCalc® [34,139]. This has greatly improved the prediction of microstructural and mechanical properties for alloy compositions.
There have been notable successes in the work of Tang et al. [55] and Conduit et al. [32] in the design of Ni-based alloys specifically for additive manufacturing. Through continued development of alloy design frameworks, such as those mentioned, many challenges faced by current Ni-based alloys could be overcome. In the not-too-distant future, it might be possible to rapidly design and fabricate alloys specifically optimised for a single application. For this to be possible, improved models that describe heat-flow and microstructural development during deposition are required.
Such models would allow for a better understanding of component thermal history and the resultant microstructure for an alloy. Also, for the effective use of machine learning, new experimental and theoretical databases containing data on the fabrication of alloys through AM techniques are required. Currently, much of the research is focused on a handful of well, characterised compositions. Reliable comparison and correlation of properties is also challenging due to the variability in deposition systems and conditions. These future repositories should contain the properties of additively manufactured, Ni-based alloys that were fabricated using comparable deposition conditions.
If alloy composition is to be used to overcome the issues of residual thermal stress and microstructural anisotropy, systems outside of traditional Ni-based superalloys must be investigated. It is clear, from this overview, that there are significant research opportunities for developing additive manufacturing techniques and designing alloys optimised to the general processing conditions.
Footnotes
Declaration of competing interests
The authors declare the following financial interests/personal relationships which may be considered as potential competing interests: This work was funded by the EPSRC (through an iCase studentship ref: 17000023) and by Rolls-Royce plc.