
Abstract
The stability of retained austenite refers to its resistance to transform into martensite. While most models describe the thermal and mechanical influence on retained austenite stability and transformation kinetics separately, few have considered explaining both aspects in a unified model. Here, we review the factors governing austenite stability and transformation kinetics, together with models which predict these properties. By assessing the predictive capabilities of models using experimental data, several parameters have been identified as crucial in describing transformation behaviour. We anticipate that this review will stimulate further research in developing physics-based models that could improve the understanding of austenite stability and transformation.
Keywords
Introduction
Retained austenite is found in steels when austenite fails to transform completely into product phases. The term ‘retained austenite’ represents austenite that is untransformed at ambient temperature. While retained austenite can decompose into bainite or martensite, this review mainly focuses on the latter.
The stability and amount of retained austenite are important considerations for steel design. While research has indicated that retained austenite enhances the mechanical properties of steel [1,2], its propensity to transform into martensite when subjected to further undercooling or applied stress can be detrimental as well. For example, while retained austenite has been reported to improve the rolling contact fatigue life of bearings, excessive amounts can compromise the dimensional stability of bearings [3].
Studies on the factors influencing austenite stability and transformation kinetics during thermal- or deformation-induced transformations are widely reported in the literature [4-9]. However, most models predict austenite stability and kinetics under thermal [10-12] and mechanical [13,14] conditions separately. In thermomechanical processes such as the hard turning or cutting of steels, models which incorporate thermal and mechanical effects can provide a more accurate estimation of phase contents and transformation temperatures. Zhang et al. [15] conducted one such study to model the stress distribution of workpiece in hard-cutting processes.
This review aims to address the following questions:
What are the key parameters for predicting austenite stability and transformation kinetics? What is the feasibility of modelling the thermal and mechanical aspects of austenite transformation in a unified model?
Factors affecting retained austenite stability
The main factors affecting retained austenite stability are chemical composition, austenite grain size, morphology, load partitioning, strength of phases surrounding austenite grains, stress state, grain orientation and strain rate [16]. Since these factors have been reviewed by previous authors [16,17], this section highlights the important aspects which relate the influence of these factors towards austenite stability.
Chemical composition
Martensite transformation occurs when the Gibbs free energy difference between austenite and martensite reaches a critical value at the martensite-start  temperature. The critical driving force for martensite transformation,
temperature. The critical driving force for martensite transformation,  (in J mol−1) varies with the concentration of alloying elements,
(in J mol−1) varies with the concentration of alloying elements,  (in mole fraction) as follows [18]:
(in mole fraction) as follows [18]:
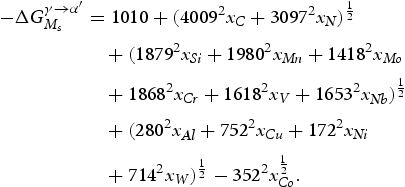
Thermodynamic models for evaluating the driving force have been developed by previous authors [19-22]. Nowadays, the driving force can be calculated using thermodynamic software such as Thermo-Calc [23,24].
While the influence of chemical composition on the  temperature can be described in thermodynamic models, this relationship is more conveniently expressed in empirical equations that are functions of the alloying element concentrations [25-30]. These equations are discussed in Section
temperature can be described in thermodynamic models, this relationship is more conveniently expressed in empirical equations that are functions of the alloying element concentrations [25-30]. These equations are discussed in Section  temperature.
temperature.
Grain size
The thermal stability of austenite has been reported to increase with smaller grain size [4-6], and is indicated by lower  temperatures. Some authors [4-6] reported that austenite transformation into martensite was suppressed in grains with diameters smaller than 20 µm, though this value might vary in other steels [31]. The influence of grain size on the thermal stability of austenite has been linked to several mechanisms, which include the density of martensite nucleation sites [32], single- or multi-variant martensite transformation modes [7], stress field surrounding martensite plate [33], and the strength of the austenite matrix [34]. These mechanisms are reviewed in [17].
temperatures. Some authors [4-6] reported that austenite transformation into martensite was suppressed in grains with diameters smaller than 20 µm, though this value might vary in other steels [31]. The influence of grain size on the thermal stability of austenite has been linked to several mechanisms, which include the density of martensite nucleation sites [32], single- or multi-variant martensite transformation modes [7], stress field surrounding martensite plate [33], and the strength of the austenite matrix [34]. These mechanisms are reviewed in [17].
The effect of grain size on the mechanical stability of retained austenite is less well defined. By performing tensile tests on steel specimens with different average austenite grain size at the same loading conditions, Matsuoka et al. [6] reported a small difference in martensite transformation rate among the specimens.
Blondé et al. [8] reported that blocky retained austenite grains transforms into martensite regardless of the grain size, though the tendency to transform is higher for the largest grains. Zhou et al. [35] also reported the transformation of large retained austenite grains at low strains during tensile loading, while smaller grains tend to transform at higher strains. In both investigations [8,35], it was found that the largest grains have the lowest carbon content, which explains the low mechanical stability since carbon is an austenite stabiliser. This shows that the influence of grain size on retained austenite stability is linked to chemical composition, which can be difficult to isolate in experiments.
Morphology
Figure 1 shows the block and film-like morphologies of retained austenite reported by previous authors [8,36-38]. Retained austenite films are known to have higher resistance to martensite transformation under mechanical loading compared to blocks [8,37].
The variation in retained austenite morphology as strain is increased in a quench and partition (Q&P) steel, where blocky and film-like retained austenite are highlighted in the bright field (a, b) and dark field (c, d) images respectively. The strain corresponding to each image are as follows: (a, c) 0%; (b, d) 12%. Micrographs from [36].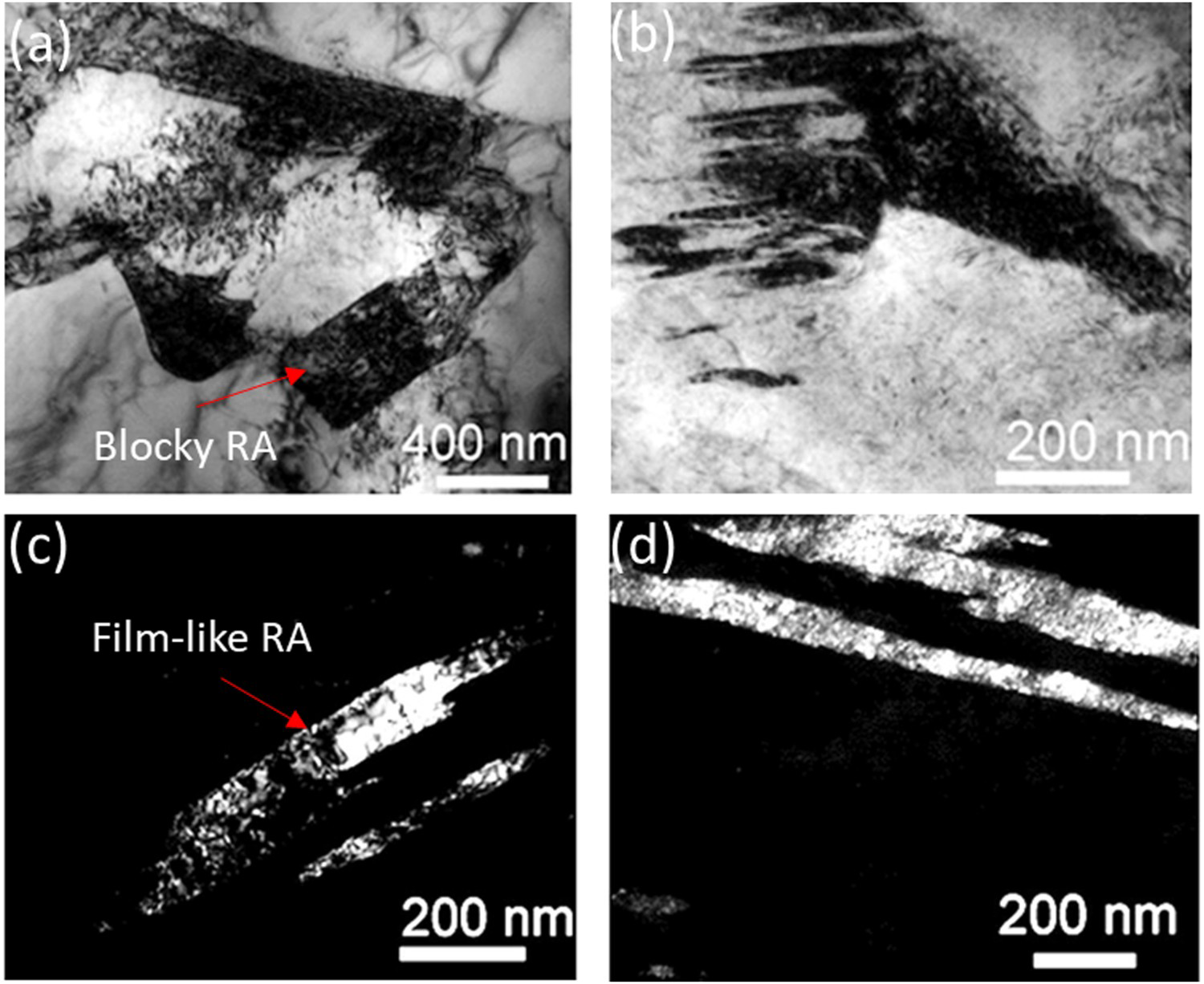
The morphological effects on mechanical stability are intrinsically linked to other factors governing retained austenite stability, including carbon content, stress state and strength of matrix. Xiong et al. [36] reported that retained austenite films (Figure 1(c)) were more mechanically stable than blocky austenite (Figure 1(a)) despite having a lower carbon content. The higher mechanical stability of films was owing to the surrounding lath martensite, whereas the blocks were surrounded by proeutectoid ferrite. The higher yield strength of lath martensite and hydrostatic pressure exerted on retained austenite films makes it harder for them to transform into martensite [36].
Stress state
Patel and Cohen [39] investigated the effect of stress state in austenite stability by performing tension and compression tests on high-Ni steels. They reported that the  temperature increased with uniaxial compression and even more by uniaxial tension, while it decreased under hydrostatic pressure. Based on these results, they proposed that external loads provide a mechanical contribution which either increase or decrease the free energy change driving the martensite transformation. The promotion of martensite transformation by applied stress has also been reported by Liu [40] and Maalekian [41].
temperature increased with uniaxial compression and even more by uniaxial tension, while it decreased under hydrostatic pressure. Based on these results, they proposed that external loads provide a mechanical contribution which either increase or decrease the free energy change driving the martensite transformation. The promotion of martensite transformation by applied stress has also been reported by Liu [40] and Maalekian [41].
Strength of neighbouring phases
Retained austenite stability is governed by the partitioning of stress or strain between retained austenite and neighbouring phases when deformation is applied. Athermal martensite was reported to increase hardening of the intercritical ferrite matrix in multiphase transformation-induced plasticity (TRIP) steels, which reduced the decomposition rate of retained austenite [42].
Retained austenite stability is also determined by the capacity of neighbouring phases to accommodate the volume expansion resulting from austenite to martensite transformation. Hidalgo et al. [9] studied the influence of the surrounding matrix on austenite stability in a steel that was tempered at different temperatures and times. They found that the specimen with the highest tempering temperature had the lowest hardness. Tempering decreases the martensite strength owing to lower dislocation density and carbon in solid solution. Subsequently, the volume expansion from the martensitic transformation can be accommodated more easily, leading to lower retained austenite stability [9].
Orientation
Deformation-induced martensitic transformation in austenite grains also depends on the grain orientation with respect to the loading direction [8,43,44]. The transformation is governed by the critical resolved shear stress induced by the applied tensile load along the preferred slip systems. The critical resolved shear stress (τ) is related to applied tensile stress (σ) by the Schmid factor m [45]:

Thermodynamics of martensite transformation
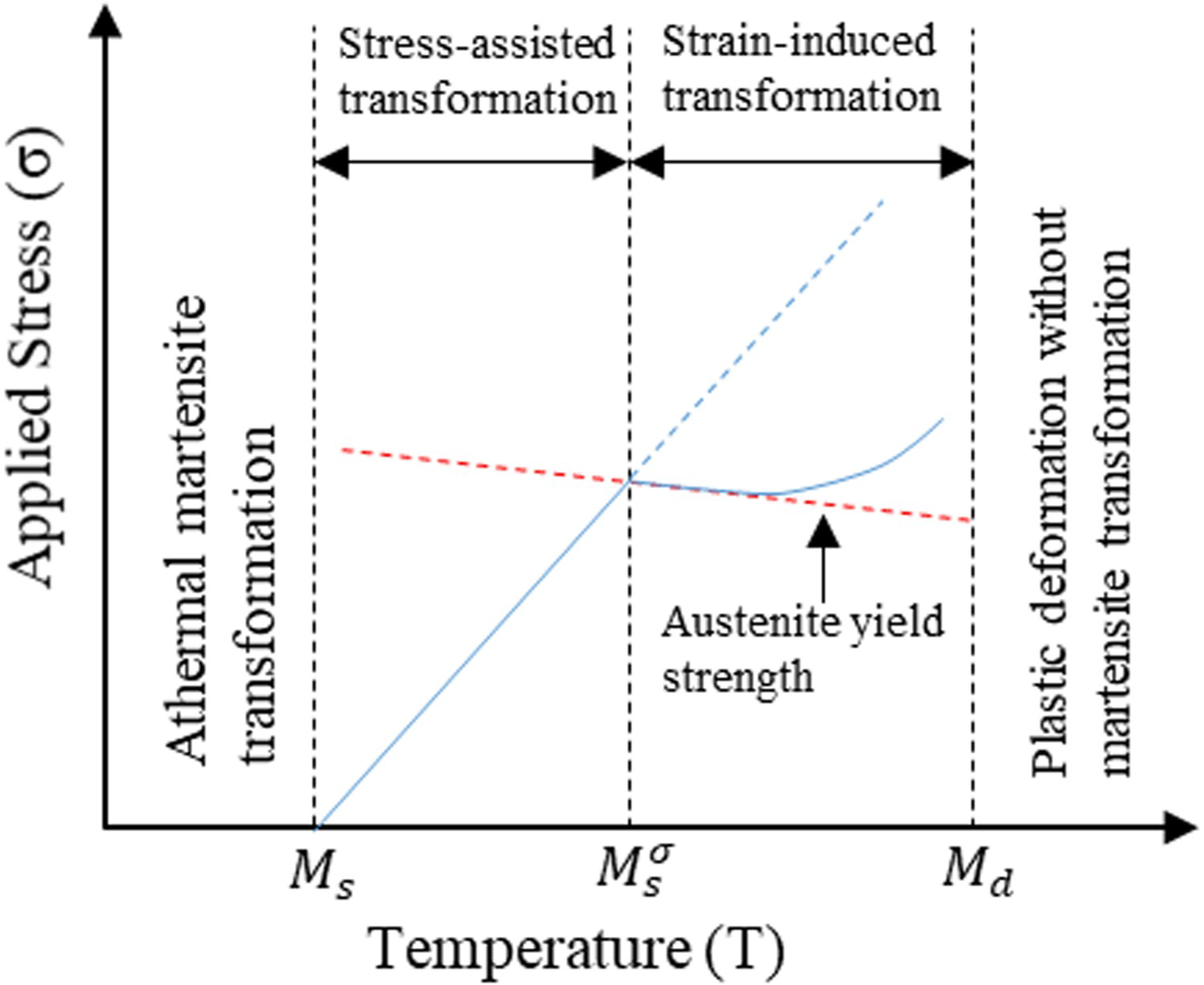
When external stresses are absent (Figure 2), martensite transformation driven by the chemical driving force Variation in the  initiates at the
initiates at the  temperature, where the free energy difference equals
temperature, where the free energy difference equals  .
.
 temperature owing to temperature and applied stress. Schematic redrawn from [46].
temperature owing to temperature and applied stress. Schematic redrawn from [46].
 is reduced when an applied stress adds a mechanical interaction energy to the total driving force. The applied stress interacts with the shape deformation and gives a mechanical driving force,
is reduced when an applied stress adds a mechanical interaction energy to the total driving force. The applied stress interacts with the shape deformation and gives a mechanical driving force,  [39]:
[39]:

 is the shear stress on the habit plane,
is the shear stress on the habit plane,  is the transformation shear strain,
is the transformation shear strain,  is the stress normal to the habit plane, and
is the stress normal to the habit plane, and  is the transformation strain normal to the habit plane.
is the transformation strain normal to the habit plane.  is negative when the applied stress promotes transformation. Referring to Figure 2, if the applied stress is below the austenite yield strength, then the total driving force,
is negative when the applied stress promotes transformation. Referring to Figure 2, if the applied stress is below the austenite yield strength, then the total driving force,  equals
equals  at
at  .
.
Martensite transformation occurs when  . This is illustrated by the arrows (parallel to the free energy axis) pointing downwards if they favour transformation. At temperatures above
. This is illustrated by the arrows (parallel to the free energy axis) pointing downwards if they favour transformation. At temperatures above  is the sole driving force for transformation as
is the sole driving force for transformation as  opposes the transformation [46].
opposes the transformation [46].
Beyond the  temperature, the total driving force is less than
temperature, the total driving force is less than  . Stress continues to assist the transformation until it no longer increases because of plasticity. A point is reached where
. Stress continues to assist the transformation until it no longer increases because of plasticity. A point is reached where  at a temperature
at a temperature  , and martensite transformation ceases above that temperature [46].
, and martensite transformation ceases above that temperature [46].
Martensite transformation is stress-assisted in the range  because stress is expressed through a thermodynamic term defined by Equation (3) [46]. The transformation is driven predominantly by the nucleation of martensite at the same pre-existing sites as those for transformation by cooling, but aided by the external stress [47]. Once the austenite yields before it transforms, the thermodynamic term remains, but defects such as dislocations and shear bands introduced during plastic straining provides additional nucleation sites [48]. Within
because stress is expressed through a thermodynamic term defined by Equation (3) [46]. The transformation is driven predominantly by the nucleation of martensite at the same pre-existing sites as those for transformation by cooling, but aided by the external stress [47]. Once the austenite yields before it transforms, the thermodynamic term remains, but defects such as dislocations and shear bands introduced during plastic straining provides additional nucleation sites [48]. Within  , both stress and strain play a role in promoting martensite transformation, the latter in enhancing nucleation.
, both stress and strain play a role in promoting martensite transformation, the latter in enhancing nucleation.
The present description of transformation under applied deformation (Figure 2) differs from the model suggested by Olson and Cohen [48]. Their model suggests that the stress-assisted and strain-induced martensite nucleation mechanisms occur separately around the regular yield stress of austenite, where they defined a temperature denoted as Illustration of deformation-induced martensite transformation according to [48]. at the transition point. Figure 3 illustrates this model, where stress-assisted transformation occurs below
at the transition point. Figure 3 illustrates this model, where stress-assisted transformation occurs below  and strain-induced transformation above that. The full description of this model can be found in their work [48].
and strain-induced transformation above that. The full description of this model can be found in their work [48].
Despite the general acceptance of the Olson-Cohen theory [49-51], the assumption that stress ceases to contribute towards transformation immediately after the austenite yields is incorrect; unless an experiment is done where the austenite is first plastically deformed at a temperature where martensite transformation cannot occur, followed by measuring the  temperature of austenite upon cooling in a stress-free condition [52]. Such experiments which involved pre-straining of austenite have been reported [53-55].
temperature of austenite upon cooling in a stress-free condition [52]. Such experiments which involved pre-straining of austenite have been reported [53-55].
For a deeper review on the theory of deformation-induced martensitic transformations, the reader is directed to the work of Eres-Castellanos et al. [56]. The authors also performed thermodynamics-based calculations of the critical temperatures for deformation-induced martensitic and bainitic transformations in an ausformed steel [57].
Modelling athermal martensite transformation
 temperature
temperature
 temperature is an indicator of the thermal stability of austenite. Equations for the
temperature is an indicator of the thermal stability of austenite. Equations for the  temperature can be derived using linear regression. These models have the form:
temperature can be derived using linear regression. These models have the form:

 is a constant,
is a constant,  is the weight per cent of alloying element denoted by the subscript, and
is the weight per cent of alloying element denoted by the subscript, and  is the corresponding coefficient. There are many empirical
is the corresponding coefficient. There are many empirical  equations reported in literature [25-30]. A collection of
equations reported in literature [25-30]. A collection of  equations has been compiled by Gorni [58]. For example, Table 1 shows the
equations has been compiled by Gorni [58]. For example, Table 1 shows the  equations developed by Andrews [26], which has a composition range that is valid for many low alloy steels. The pseudo-linear equation involves the product of solute concentrations to describe alloying interactions.
equations developed by Andrews [26], which has a composition range that is valid for many low alloy steels. The pseudo-linear equation involves the product of solute concentrations to describe alloying interactions.
Models for temperature.
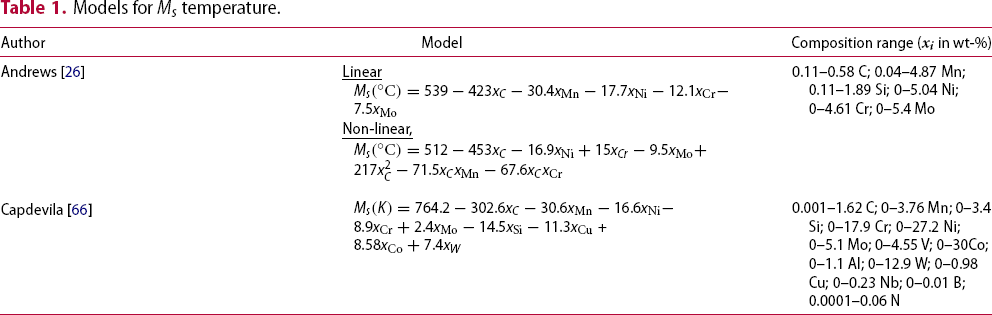
 in wt-%)
in wt-%)While regression models are popular owing to their ease of use, the functional dependence between the  temperature and alloying concentration has to be defined explicitly before the analysis [59]. These models also require alloying elements to be in solution and have austenite grain sizes that are high enough to avoid any influence on the
temperature and alloying concentration has to be defined explicitly before the analysis [59]. These models also require alloying elements to be in solution and have austenite grain sizes that are high enough to avoid any influence on the  temperature [29], although the grain size effect can be accounted by adding a correction term as shown in
temperature [29], although the grain size effect can be accounted by adding a correction term as shown in  models owing to Lee [30] and Arlazarov [60]. Ultimately, regression models are restricted by the composition range of the steels.
models owing to Lee [30] and Arlazarov [60]. Ultimately, regression models are restricted by the composition range of the steels.
 models can be developed using neural networks [61,62] and other data-driven approaches [63-65]. The advantage of neural network models is that the non-linear functions selected to describe variations in data are derived rather than assumed [59]. However, the application of these models can lead to overfitting of data [59]. This problem can be overcome by using a Bayesian neural network such as Capdevila's model [66], where the relative effect of alloying elements derived from the neural network analysis is expressed in an empirical equation (Table 1). This approach incorporates error bars to represent the uncertainty of fitting parameters and thus define the range of applicability. Despite the increasing interest in employing data-driven models for the
models can be developed using neural networks [61,62] and other data-driven approaches [63-65]. The advantage of neural network models is that the non-linear functions selected to describe variations in data are derived rather than assumed [59]. However, the application of these models can lead to overfitting of data [59]. This problem can be overcome by using a Bayesian neural network such as Capdevila's model [66], where the relative effect of alloying elements derived from the neural network analysis is expressed in an empirical equation (Table 1). This approach incorporates error bars to represent the uncertainty of fitting parameters and thus define the range of applicability. Despite the increasing interest in employing data-driven models for the  temperature [63-65], Eres-Castellanos et al. [67] suggested that these powerful methods are unnecessary for modelling simple problems that can be solved by linear regression.
temperature [63-65], Eres-Castellanos et al. [67] suggested that these powerful methods are unnecessary for modelling simple problems that can be solved by linear regression.
The thermodynamics approach can be used to model the  temperature [68-71], based on the influence of alloying additions on
temperature [68-71], based on the influence of alloying additions on  as shown in Equation (1) [18]. The change in driving force for transformation owing to binary and higher order alloying element interactions provides a physical basis for thermodynamic models. However, this approach is essentially empirical since calculation of
as shown in Equation (1) [18]. The change in driving force for transformation owing to binary and higher order alloying element interactions provides a physical basis for thermodynamic models. However, this approach is essentially empirical since calculation of  depends on the thermodynamics database used, and its accuracy is limited by that of the database [72]. In this respect, Peet [72] suggested a hybrid approach that combines thermodynamics and Bayesian neural network models, which was reported to give better performance.
depends on the thermodynamics database used, and its accuracy is limited by that of the database [72]. In this respect, Peet [72] suggested a hybrid approach that combines thermodynamics and Bayesian neural network models, which was reported to give better performance.
Kinetic models of athermal transformation
Martensite either forms athermally (i.e. the fraction of austenite transformed is solely temperature-dependent), or isothermally (i.e. the fraction of austenite transformed is temperature- and time-dependent). Since the transformation kinetics are athermal for most steels with a  temperature above ambient [46], we discuss models predicting the fraction of athermal martensite in this section.
temperature above ambient [46], we discuss models predicting the fraction of athermal martensite in this section.
The most well-known empirical model was developed by Koistinen and Marburger [73]:

 represents the martensite fraction, and
represents the martensite fraction, and  represents the lowest temperature (in °C) reached during quenching.
represents the lowest temperature (in °C) reached during quenching.
Based on Figure 4, the transformation curve predicted by Equation (5) is assessed based on experimental data of a Fe-0.8 wt-%C steel [10]. Although there is reasonable agreement between the experimental and predicted curves, Equation (5) predict a C-shape curve, which differs from the sigmoidal curve shown by the experimental data [10]. The neglect of the autocatalysis effect in martensite nucleation is the most likely cause of deviation [74]. Another limitation of the equation is the fixed-rate parameter which restricts its applicability to a narrow compositional range. Since the chemical composition strongly affects the thermal stability of austenite, it should also influence the progress of austenite transformation. However, the influence of alloying elements are not explicitly considered in Equation (5), but only via the Comparison between the experimental and predicted martensite transformation curves of a Fe-0.8 wt-%C steel [10]. temperature.
temperature.
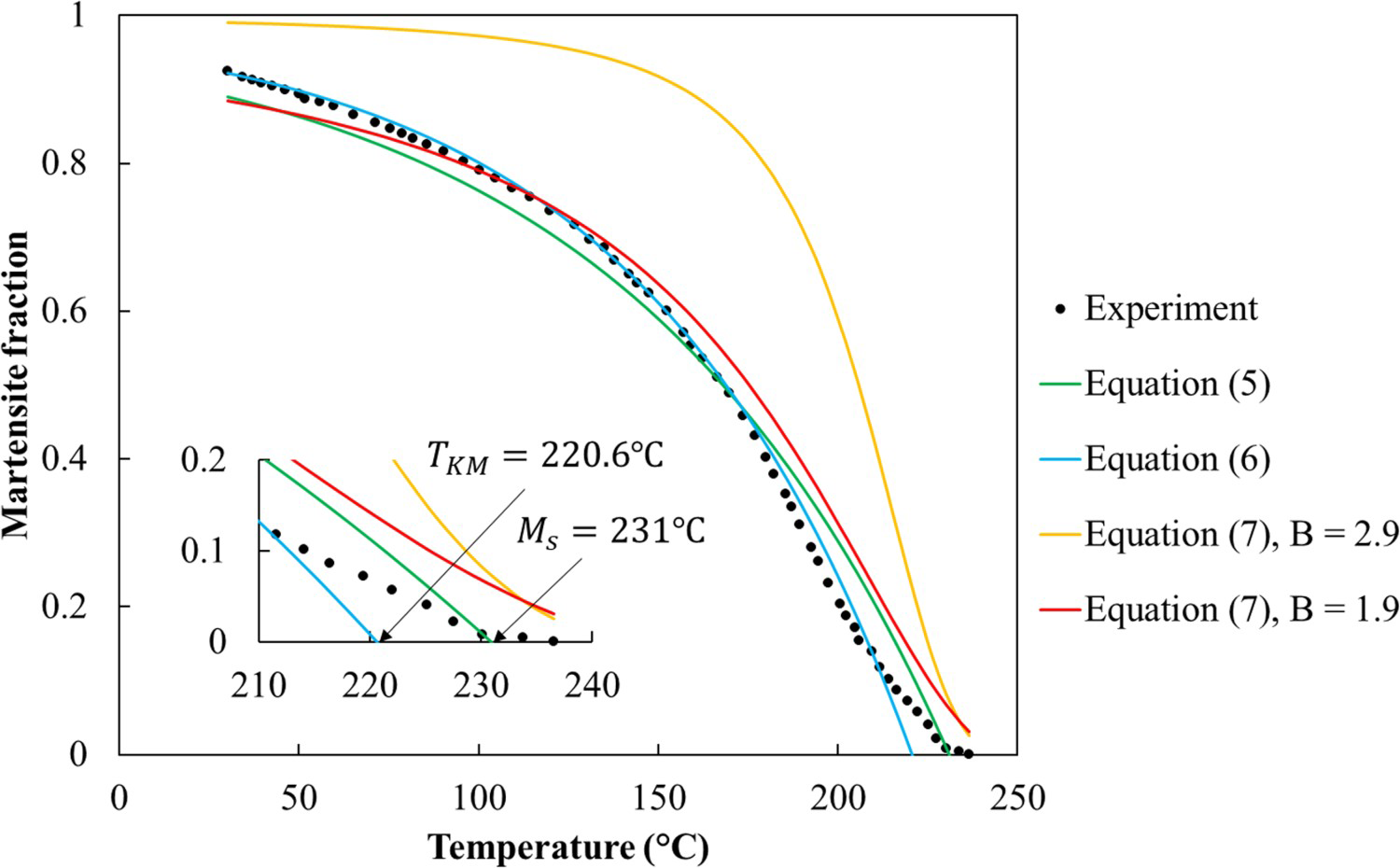
The limitations of Equation (5) were improved by Bohemen and Siestma [11]:
 is in wt-%. The authors extended the original composition range and expressed the rate parameter in terms of solute concentration. The improved prediction demonstrated the dependence of the transformation rate on alloying elements, with carbon as the most influential element.
is in wt-%. The authors extended the original composition range and expressed the rate parameter in terms of solute concentration. The improved prediction demonstrated the dependence of the transformation rate on alloying elements, with carbon as the most influential element.
In Equation (6), the authors employed a theoretical martensite-start temperature  to account for the effect of austenite grain size on the onset of martensite transformation, which was 5–20°C lower than the experimental
to account for the effect of austenite grain size on the onset of martensite transformation, which was 5–20°C lower than the experimental  temperature [11]. In subsequent work [75], they reported that the experimental
temperature [11]. In subsequent work [75], they reported that the experimental  temperature approximates
temperature approximates  when grains are very small. They attribute the lowering of the
when grains are very small. They attribute the lowering of the  temperature by smaller grains to a Hall-Petch strengthening mechanism [34]. However, the detection of martensite transformation can be associated with the sensitivity of the measuring instrument used. Acoustic emission instruments were reported to detect the onset of martensite transformation at higher temperatures compared to electrical resistivity and dilatometry [76]. The latter require a larger amount of martensite to form before it is detected, which naturally leads to a lower
temperature by smaller grains to a Hall-Petch strengthening mechanism [34]. However, the detection of martensite transformation can be associated with the sensitivity of the measuring instrument used. Acoustic emission instruments were reported to detect the onset of martensite transformation at higher temperatures compared to electrical resistivity and dilatometry [76]. The latter require a larger amount of martensite to form before it is detected, which naturally leads to a lower  temperature. It would be interesting to validate
temperature. It would be interesting to validate  by measuring the
by measuring the  temperature using instruments of different sensitivities in conditions where the austenite grain size has a negligible effect.
temperature using instruments of different sensitivities in conditions where the austenite grain size has a negligible effect.
Huyan et al. [77] proposed a thermodynamic model to calculate athermal martensite fraction:
 . Parameter
. Parameter  was found to be 0.05 from the least square fitting. Huyan et al. [77] fitted parameter
was found to be 0.05 from the least square fitting. Huyan et al. [77] fitted parameter  as a function of the
as a function of the  temperature (originally in Kelvin). To ensure that the unit of temperature is consistent for calculating the martensite fraction (Figure 4), the linear function of parameter
temperature (originally in Kelvin). To ensure that the unit of temperature is consistent for calculating the martensite fraction (Figure 4), the linear function of parameter  is expressed as
is expressed as  . Parameter
. Parameter  controls the gradient of the function, where a smaller value results in a less steep curve. The driving force for transformation is taken as the difference in free energy change at temperatures
controls the gradient of the function, where a smaller value results in a less steep curve. The driving force for transformation is taken as the difference in free energy change at temperatures  and
and  .
.
Two sets of calculations were performed using Equation (7), where the sigmoidal shape of the curves predicted is similar to the experimental data [10] shown in Figure 4. The first set  was calculated using the linear function for
was calculated using the linear function for  , which overestimates the martensite fraction. The lack in accuracy is owing to the large scatter of
, which overestimates the martensite fraction. The lack in accuracy is owing to the large scatter of  values that the authors calculated for steels with
values that the authors calculated for steels with  temperatures ranging from 300 to 700 K, which affects the overall accuracy of the linear function for
temperatures ranging from 300 to 700 K, which affects the overall accuracy of the linear function for  [77]. The accuracy of the predicted curve improved when
[77]. The accuracy of the predicted curve improved when  was set to 1.9 by trial and error.
was set to 1.9 by trial and error.
Based on the analysis presented, the  temperature, rate parameter, and degree of supercooling are the main features in describing the progress of martensite transformation in empirical models. It is important to consider the influence of chemical composition on transformation kinetics, and this effect can be incorporated by expressing the rate parameter as a function of solute concentration. Equation (6) appears to be the most appropriate in this respect, though more work is needed to justify the use of a theoretical
temperature, rate parameter, and degree of supercooling are the main features in describing the progress of martensite transformation in empirical models. It is important to consider the influence of chemical composition on transformation kinetics, and this effect can be incorporated by expressing the rate parameter as a function of solute concentration. Equation (6) appears to be the most appropriate in this respect, though more work is needed to justify the use of a theoretical  temperature.
temperature.
Modelling deformation-induced martensite transformation
 temperature
temperature
While the thermal stability of austenite is characterised by the  temperature, some authors [78,79] have defined the
temperature, some authors [78,79] have defined the  temperature as a measure of mechanical stability.
temperature as a measure of mechanical stability.
The  temperature was first reported to be a characteristic property of metastable austenite by Richman and Bolling [78]. They performed experiments which involved measuring the yield stress from interrupted tensile tests conducted at varying test temperatures. By plotting the yield stresses over the range of test temperatures,
temperature was first reported to be a characteristic property of metastable austenite by Richman and Bolling [78]. They performed experiments which involved measuring the yield stress from interrupted tensile tests conducted at varying test temperatures. By plotting the yield stresses over the range of test temperatures,  corresponded to the temperature at which the yield stress was maximum [78]. Haidemenopolous et al. [79] employed the same procedure to measure the
corresponded to the temperature at which the yield stress was maximum [78]. Haidemenopolous et al. [79] employed the same procedure to measure the  temperature in a tempered martensitic steel, and later developed a model for predicting the
temperature in a tempered martensitic steel, and later developed a model for predicting the  temperature [80,81]. Their model has been applied in designing TRIP [82] and Q&P [83] steels.
temperature [80,81]. Their model has been applied in designing TRIP [82] and Q&P [83] steels.
Kinetic models for deformation-induced transformation
Strain-induced models
A theoretical model to predict the kinetics of strain-induced martensite nucleation was proposed by Olson and Cohen [51]. Their model assumes martensite nucleation at the intersections of shear bands. These bands can appear in the form of dense bundles of stacking faults, mechanical twins or ε-martensite [51]. The volume fraction of shear bands in austenite,  , is related to the plastic strain,
, is related to the plastic strain,  based on the following expression:
based on the following expression:

 is a strain-independent constant representing the rate of shear band formation at low strains. This parameter is expected to increase with increasing strain rates and decreasing stacking fault energy, thus promoting strain-induced martensite nucleation. By setting the increase in the number of α’-martensite embryos proportional to the increase in the number of shear-band intersections, this ultimately leads to the following relation between martensite volume fraction,
is a strain-independent constant representing the rate of shear band formation at low strains. This parameter is expected to increase with increasing strain rates and decreasing stacking fault energy, thus promoting strain-induced martensite nucleation. By setting the increase in the number of α’-martensite embryos proportional to the increase in the number of shear-band intersections, this ultimately leads to the following relation between martensite volume fraction,  , and plastic strain [51]:
, and plastic strain [51]:

 is
is  . The parameter
. The parameter  is related to the probability for martensite embryo formation on an intersection, which in turn is temperature dependent as it depends on
is related to the probability for martensite embryo formation on an intersection, which in turn is temperature dependent as it depends on  . While this model has physical meaning, fitting the parameters with reliable values from experiments may be challenging, and they might vary for different steels.
. While this model has physical meaning, fitting the parameters with reliable values from experiments may be challenging, and they might vary for different steels.
Matsumura et al. [13] proposed a model in the form of
 is the volume fraction of retained austenite,
is the volume fraction of retained austenite,  is the initial volume fraction of austenite,
is the initial volume fraction of austenite,  is a constant related to retained austenite stability,
is a constant related to retained austenite stability,  is a strain exponent related to autocatalytic effect, and
is a strain exponent related to autocatalytic effect, and  is the true strain. The parameter
is the true strain. The parameter  should vary with
should vary with  according to [13], though the method for deriving
according to [13], though the method for deriving  was not described.
was not described.
Sherif et al. [14] developed a model which describes strain-induced retained austenite transformation in TRIP-assisted steels. The austenite fraction is calculated as a function of the plastic strain, chemical composition, deformation temperature, and initial volume fraction of austenite. Their model is expressed as

 is a constant determined to be 0.00446 mol J−1. The effects of deformation temperature and chemical composition are included in
is a constant determined to be 0.00446 mol J−1. The effects of deformation temperature and chemical composition are included in  . Therefore, higher temperatures or concentrations of austenite stabilisers are expected to make the austenite more resistant towards transformation by plastic strain.
. Therefore, higher temperatures or concentrations of austenite stabilisers are expected to make the austenite more resistant towards transformation by plastic strain.
For further review on strain-induced models, the reader is directed to the work of Mukherjee et al. [84].
Stress-assisted models
Some authors [52,85,86] argued that the kinetics of martensite transformation under deformation should be based on stress rather than strain since the transformation is stimulated by a shearing stress. Referring to Equation (3),  and
and  can be expressed for any given orientation of a martensite plate as [39]
can be expressed for any given orientation of a martensite plate as [39]


 is the absolute applied stress (‘+’ for tension, ‘−’ for compression),
is the absolute applied stress (‘+’ for tension, ‘−’ for compression),  is the angle between the loading axis and the habit plane normal,
is the angle between the loading axis and the habit plane normal,  is the angle between the transformation shear direction and the maximum shear direction on the habit plane. Equation (3) can be subsequently expanded as
is the angle between the transformation shear direction and the maximum shear direction on the habit plane. Equation (3) can be subsequently expanded as

 , Tamura [85] proposed an expression for the martensite fraction in the form of
, Tamura [85] proposed an expression for the martensite fraction in the form of
 ,
,  is the critical mechanical driving force,
is the critical mechanical driving force,  and
and  are constants.
are constants.
A simpler method to calculate  is to relate the mechanical driving force to the applied stress
is to relate the mechanical driving force to the applied stress  according to
according to
 is expressed as a function of stress state [87] as follows: −0.58 J mol−1 MPa−1 for uniaxial compression, −0.86 J mol−1 MPa−1 for uniaxial tension, −1.42 J mol−1 MPa−1 for crack tip loading condition.
is expressed as a function of stress state [87] as follows: −0.58 J mol−1 MPa−1 for uniaxial compression, −0.86 J mol−1 MPa−1 for uniaxial tension, −1.42 J mol−1 MPa−1 for crack tip loading condition.
According to Das et al. [52] and Chatterjee et al. [88], a stress-affected martensite-start temperature, Martensite starts to form when the driving force reaches  can be obtained from plots of the chemical and total driving force as a function of temperature (Figure 5). These authors [52,88] evaluated the total driving force by adding
can be obtained from plots of the chemical and total driving force as a function of temperature (Figure 5). These authors [52,88] evaluated the total driving force by adding  and
and  (from Equation (16)), and replaced
(from Equation (16)), and replaced  with
with  in Equation (5) to deal with stress-assisted transformation:
in Equation (5) to deal with stress-assisted transformation:

 represents the lowest temperature at which martensite was formed.
represents the lowest temperature at which martensite was formed.
 . Since the applied stress promotes martensite transformation,
. Since the applied stress promotes martensite transformation,  is higher than
is higher than  . Schematic redrawn after [52].
. Schematic redrawn after [52].
Comparative study of selected models
There are differences in strain-induced and stress-assisted models for martensite transformation. This section compares the transformation progress predicted by selected models against experimental data [43,89].
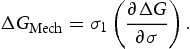
The utility of Equations (10) and (11) is assessed based on experimental data from a TRIP steel [43] that was tensile tested at 293 K. According to Figure 6, the experimental retained austenite fraction decreases progressively for strains until 0.025, then remains relatively unchanged until fracture. The slower transformation rates towards the end was reported to correlate with the transformation of austenite grains with higher carbon concentrations, which indicated higher mechanical stability [43]. Equations (10) and (11) predict decreasing retained austenite with higher applied strains, which agrees with the experimental trend. However, the large difference between the experimental and predicted data in Figure 6 shows that Equations (10) and (11) cannot fully represent the deformation-induced martensite transformation progress of the TRIP steel [43].
Comparison between the experimental and predicted retained austenite fractions of a TRIP steel [43].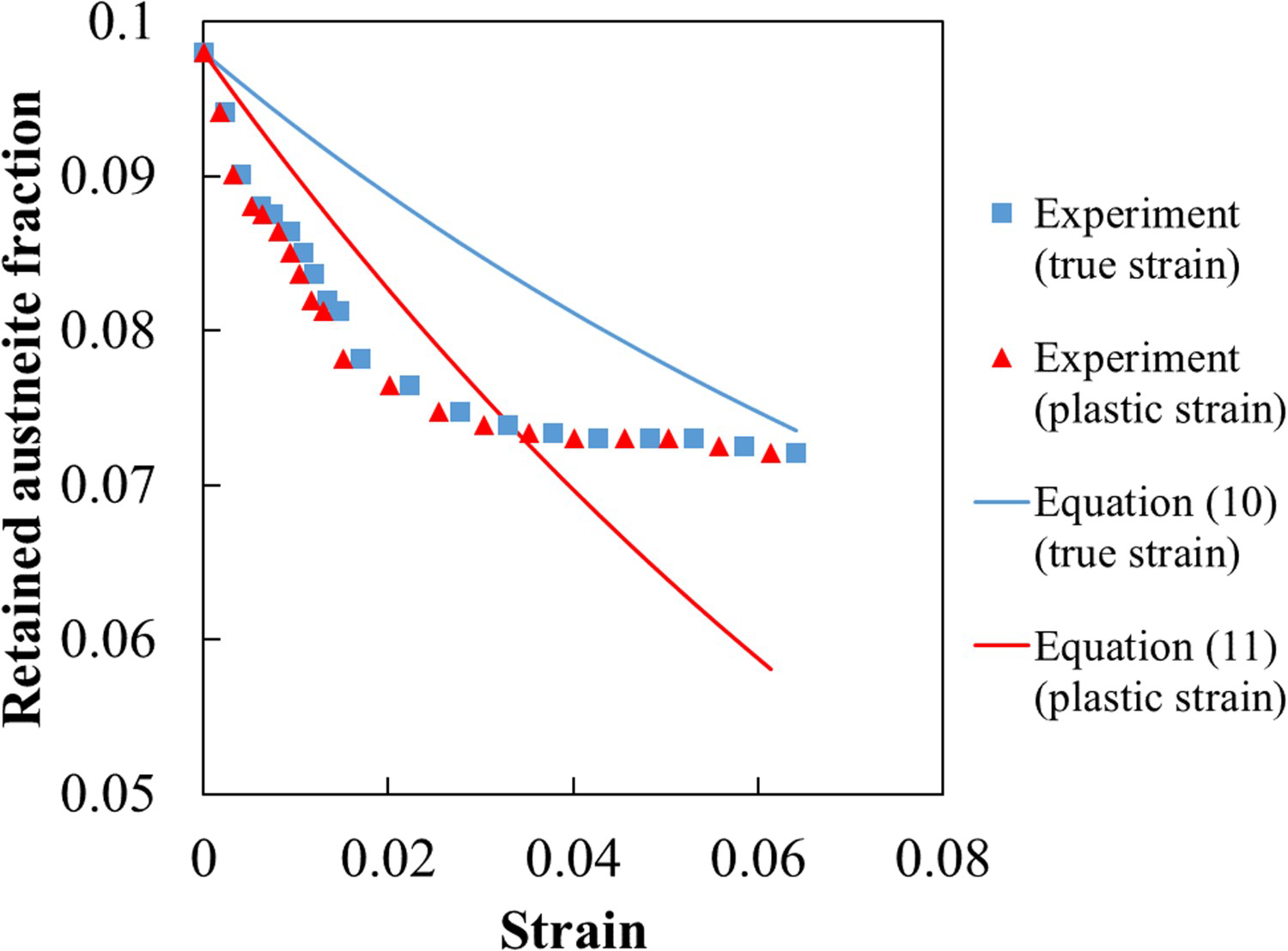
The utility of Equations (10), (11) and (17) is further assessed against experimental data from a carburised steel [89], which has a retained austenite transformation behaviour that is different from the TRIP steel [43]. The retained austenite in the carburised steel [89] only starts transforming at a critical stress, a phenomenon that is also reported in through-hardened steels [90,91]. Bedekar et al. [89] reported that the critical transformation stress coincides with the yield point of the steel.
Referring to Figure 7(a), the predicted curve by Equation (10) shows a gradual decrease in retained austenite fraction with increasing strain, and matches the experimental curve [89] more closely at the later stages of transformation. The trend predicted by Equation (11) does not agree with the experimental curve [89], which implies that a model based on plastic strain is not suitable for predicting the transformation kinetics in steels that exhibit low plasticity.
Comparison between the experimental and predicted retained austenite fractions of a carburised steel [89].
Based on Figure 7(b), there are few reasons for the disparity between the predicted (Equation (17)) and experimental [89] curves. First, Equation (17) assumes that retained austenite transformation initiates upon the application of stress. The equation could not account for the delayed retained austenite transformation which is related to load partitioning between austenite and the harder martensite matrix [89]. Second, the exponential term in Equation (17) produces a parabolic curve that does not represent the linear reduction in retained austenite fraction when the transformation commenced.
The analysis demonstrated several aspects of deformation-induced martensite transformation that requires consideration before application of any model. First, the transformation is influenced by the interaction between factors influencing austenite stability such as chemical composition [8,89,91,92], grain size [8], grain orientation [44,93,94] and load partitioning with neighbouring phases [42,89,95]. These effects should be accounted in models. While empirical strain-induced models can predict the decomposition of austenite with applied strain, they often neglect the effect of mechanical stabilisation [41,96-98], which can cause the transformation to cease when dislocation debris in austenite impedes the translation of the glissile austenite-martensite interface.
Furthermore, several conditions are needed for the theory of strain-induced transformations which are difficult to measure experimentally, such as the dependence of defect density on plastic strain and the potency of defects [51]. It is noteworthy that the experimental data used for fitting strain-induced models include the concomitant effects of stress and strain, and the contribution of  is normally ignored in these models [46].
is normally ignored in these models [46].
Although the theory of stress-assisted transformation is well established [39], the accuracy of empirical, stress-assisted models comes at a cost of simplifying assumptions made to approximate  . Implementation of a model that considers factors which affect
. Implementation of a model that considers factors which affect  , such as grain orientation [85,99], could provide a better representation of the transformation behaviour. In this respect, the availability of synchrotron X-ray and neutron diffraction facilities has made it easier for studies on the orientation-dependent stability of austenite to be conducted [8,43,89,91].
, such as grain orientation [85,99], could provide a better representation of the transformation behaviour. In this respect, the availability of synchrotron X-ray and neutron diffraction facilities has made it easier for studies on the orientation-dependent stability of austenite to be conducted [8,43,89,91].
Concluding remarks
The mechanisms governing the stability and transformation kinetics of retained austenite in steels have been reviewed. From the outset, the development of a unified model for modelling austenite stability and transformation is challenging owing to the complex interplay between factors affecting the thermal and mechanical stability of austenite. The prospect of a unified model should consider the following aspects:
The Gibbs free energy change can be used as a unifying parameter to describe changes in the thermal and mechanical stability of austenite. For instance, the Gibbs free energy changes with temperature and applied stress, altering the thermodynamic driving force for transformation.
Chemical composition is the primary factor affecting austenite stability. Since the
Representation of stress and strain. There is no consensus in the role of stress and strain in deformation-induced transformations [51,85,86,88,100]. Further work is needed to elucidate the influence of stress and strain on martensite transformation [56]. The transformation rate parameter in models should have some physical meaning. For instance, the transformation rate can be related to the chemical composition as in the case of Equation (6).
 temperature relies on solute concentrations, the effect of chemical composition is vital in predicting the initial volume fraction of retained austenite and transformation kinetics.
temperature relies on solute concentrations, the effect of chemical composition is vital in predicting the initial volume fraction of retained austenite and transformation kinetics.
Footnotes
Acknowledgements
I am grateful to The Timken Company for funding this project. I would like to thank Dr Enrique Galindo-Nava for his encouragement and feedback on the work, Dr Vikram Bedekar and Dr Rohit Voothaluru for discussions on the subject.
Disclosure statement
No potential conflict of interest was reported by the author.
Correction Statement
This article has been corrected with minor changes. These changes do not impact the academic content of the article.