
Abstract
The aim of this work was to develop a new heat treatment technology, which allowed an ultrafine-grained multiphase microstructure in 35CrSiMn5-5-4 structural steel to be obtained. This microstructure was produced by the heat treatment, usually applied to TRIP steels, but with an additional pre-heat treatment step. It was shown that the additional pre-heat treatment resulted in a radical change of the microstructure which became more homogenous and much more fine-grained in comparison with the conventional TRIP steel microstructure. TEM observations revealed the microstructure composed of a mixture of ultra-fined grains of ferrite, bainite and retained austenite. Owing to the pre-heat treatment, 35CrSiMn5-5-4 steel gains higher strength and plasticity parameters in comparison to the steel after the treatment without the preliminary heat treatment.
Keywords
Introduction
Customer expectations today require modern vehicles to be not only safe but also low-cost and ecological. A vehicle's safety depends largely on the body construction as this provides main protection for the passengers. Owing to low price and high strength parameters, steel is a structural material most commonly used for the production of the car body elements [1,2]. Moreover, Advanced High Strength Steels (AHSS) have recently been in great demand due to their exceptional mechanical properties [1-6]. They are characterised by high strength parameters and good plasticity. The application of high-strength materials leads to reducing the weight of the vehicle through the usage of the elements with smaller cross-sections. This, in turn, leads to reducing the fuel consumption and the emission of carbon dioxide (CO2). High strength and plasticity guarantee high formability, which is a vital feature of these types of steel applied in the car production [4-7]. This formability facilitates the production of the complex car parts.
Apart from the ecological and economical aspects, car passenger's safety is a vital requirement for the automotive industry. This is ensured through the use of adequate construction of a car body as well as by the use of crash energy-absorbing materials.
Multiphase steels offer the possibility of obtaining new and various properties through manipulating the volume fraction of particular phases, their type and their spatial arrangement [5,6]. Such steels belong to the broader group of AHSS. Nowadays, they are commonly used in the automotive industry, especially in terms of constructing a car body, because of their great formability as well as the crash energy absorption. Among others, AHSS category includes Dual Phase (DP), Complex Phase (CP) and Transformation Induced Plasticity (TRIP) type steels [1-3,5,6]. DP steels are ferritin – martensitic steels, where the volume fraction of the hard martensitic phase does not exceed 20% [5]. Such types of steel do not exhibit the sharp yield point. This contributes to ensuring high surface quality after stamping. Typically, these types of steel contain approximately 0.06–0.15 %C, 1.5–2.5 %Mn and Cr plus Mo up to 0.4%. Such steels are also characterised by good weldability and formability [7].
CP steels consist of, at least, three out of the structural components such as ferrite, bainite, martensite, austenite and in some cases perlite. CP steels are characterised by high energy absorption, high residual deformation capacity and good hole expansion. Moreover, they exhibit significantly higher strength and yield point in comparison to the DP steels [1].
Steels with a TRIP effect make another interesting subgroup of AHSS steel. In TRIP steels, carbon enriched austenite is formed as a result of phase transformations, and afterwards, during the straining process, it changes into martensite [8-16]. A typical chemical composition of TRIP steels is: 0.12–0.55C; 0.20–2.5 Mn; 0.40–1.8 Si [15,16]. This type of steel contains increased Si concentration which prevents carbides formation during the isothermal quenching process [16]. Moreover, carbon concentration, usually higher than in DP steels has to increase the austenite stability. Usually, the heat treatment process for TRIP steels consists of the isothermal quenching process in the temperature range of bainitic transformation after the full or incomplete austenitisation. As a result of this transformation, carbide-free bainite with retained austenite is formed. The microstructure of TRIP steel after austempering from incomplete austenitisation is typically composed of 50–60% of ferrite, 25–40% of bainite and 5–15% of retained austenite [3,5,9]. These types of steel are characterised by the exceptionally good formability as well as the great crash energy absorption, which results from high work hardening during the crash deformation. The weldability of these types of steel is lower than that of CP and DP steels which stems from the increased volume fraction of the alloy additions. Owing to this fact, the special welding methods are necessary [1]. The multiphase microstructure with different grain sizes of each phase component is a common feature of DP, CP and TRIP steels. This microstructure observed at micrometric scale is heterogeneous. It can be expected that the refinement of grains should lead to the homogenisation within the microstructure and to the increase in the strength parameters. The paper describes the new heat treatment process which was designed and performed on 35CrSiMn5-5-4 steel in order to obtain the aforementioned properties.
35CrSiMn5-5-4 steel used in the study is a structural steel intended for conventional quenching and tempering heat treatment. Usually, it has a structure of tempered martensite due to the conventional heat treatment. The applied tempering temperature enables the control of the mechanical properties. The higher the tempering temperature is, the lower brittleness and higher elongation are and the lower the mechanical strength parameters (Rm, Rp0.2) are. Steel was subjected to two variants of heat treatment. In both cases, a heat treatment commonly used for TRIP steel was performed. However, the new heat treatment was enhanced by an additional pre-heat treatment. The microstructure of the heat-treated specimens was described by means of light microscopy (LM) as well as transmission electron microscopy (TEM). The mechanical properties of both kinds of samples were determined through the hardness tests as well as the tensile and Charpy impact tests.
Material and experimental
Chemical composition of 35CrSiMn5-5-4 steel (wt-%).

In an initial state, steel had the ferritic–pearlitic structure after being hot rolled and softened. Samples submitted to the mechanical tests were cut out of the rods with a 40 mm diameter. The Charppy method and ‘V’ notch samples were used in the impact tests. Tensile tests were conducted on the quintuple samples with the 6 mm diameter, with the use of Zwick/Roell Z250 testing machine and the extensometer with 25 mm base. The hardness was examined by the Vickers method, with 2 kg load.
The heat treatment was designed according to the simulations of phase transformations conducted with the use of JMatPro software. Designed heat treatment was tested and optimised with the use of dilatometric measurements on Bähr Quenching Dilatometer DIL805L. The obtained microstructure was examined with the use of LM (Nikon Eclipse MA200) and TEM (JEOL JEM1200). The microstructure observed with LM technique was revealed with the use of 4% nital. The samples submitted to TEM observation were electropolished with the use of the glacial acetic acid. The samples used in the mechanical tests (static tensile test and impact strength test) were annealed in the intercritical region in a furnace with a nitrogen atmosphere, whereas the isothermal quenching was conducted in the liquid tin bath.
Heat treatment
Two variants of heat treatment were used in the study. The general scheme of the first variant consists of the two-step heat treatment: (1) the annealing in the intercritical region (i.e. in the range of ferrite and austenite stability) followed by rapid quenching and (2) isothermal annealing in a bainitic transformation zone (Figure 1).
The diagram of the heat treatment which leads to obtaining the multiphase structure in 35CrSiMn5-5-4 steel.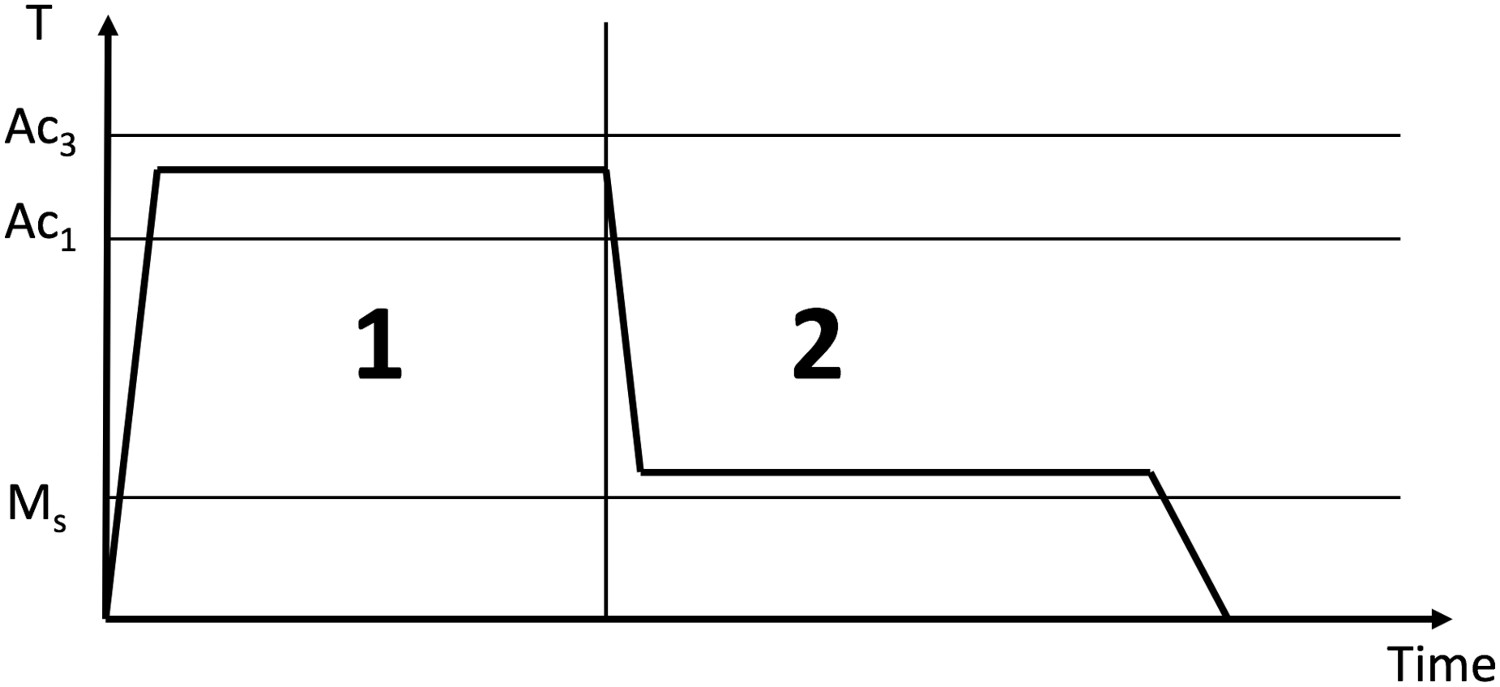
The objective of the first step of this heat treatment, i.e. the annealing at intercritical region, is to produce a desired volume fraction of austenite and ferrite in steel. Carbon enrichment in austenite occurs during the intercritical annealing, which results in a drop of the Ms temperature.
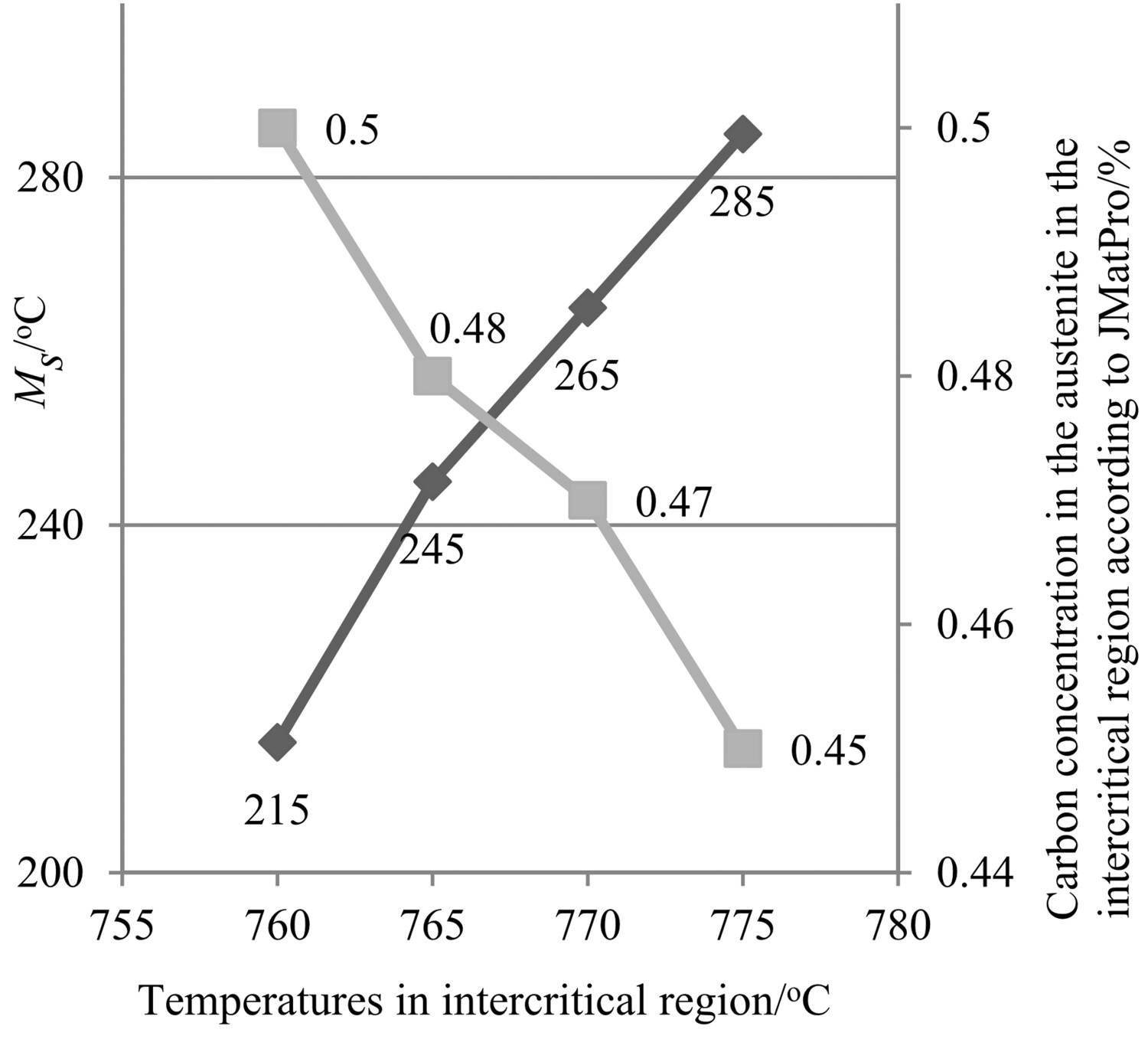
The amount of austenite was determined as a function of the temperature of intercritical annealing according to the dilatometric measurements and computer simulations (Figure 2). As shown on the diagram, the amount of austenite for each selected temperature is higher than expected after the measurements. According to the simulations, carbon concentration in austenite increases when the temperature of annealing in the intercritical region decreases. This is reflected in the Ms temperature decrease (Figure 3).
The amount of austenite in 35CrSiMn5-5-4 steel at the selected temperatures of intercritical annealing determined according to the measurement and computer simulation [17]. Change of carbon concentration and Ms temperature in austenite, as a function of intercritical annealing temperature, according to the simulations of phase transformation [17].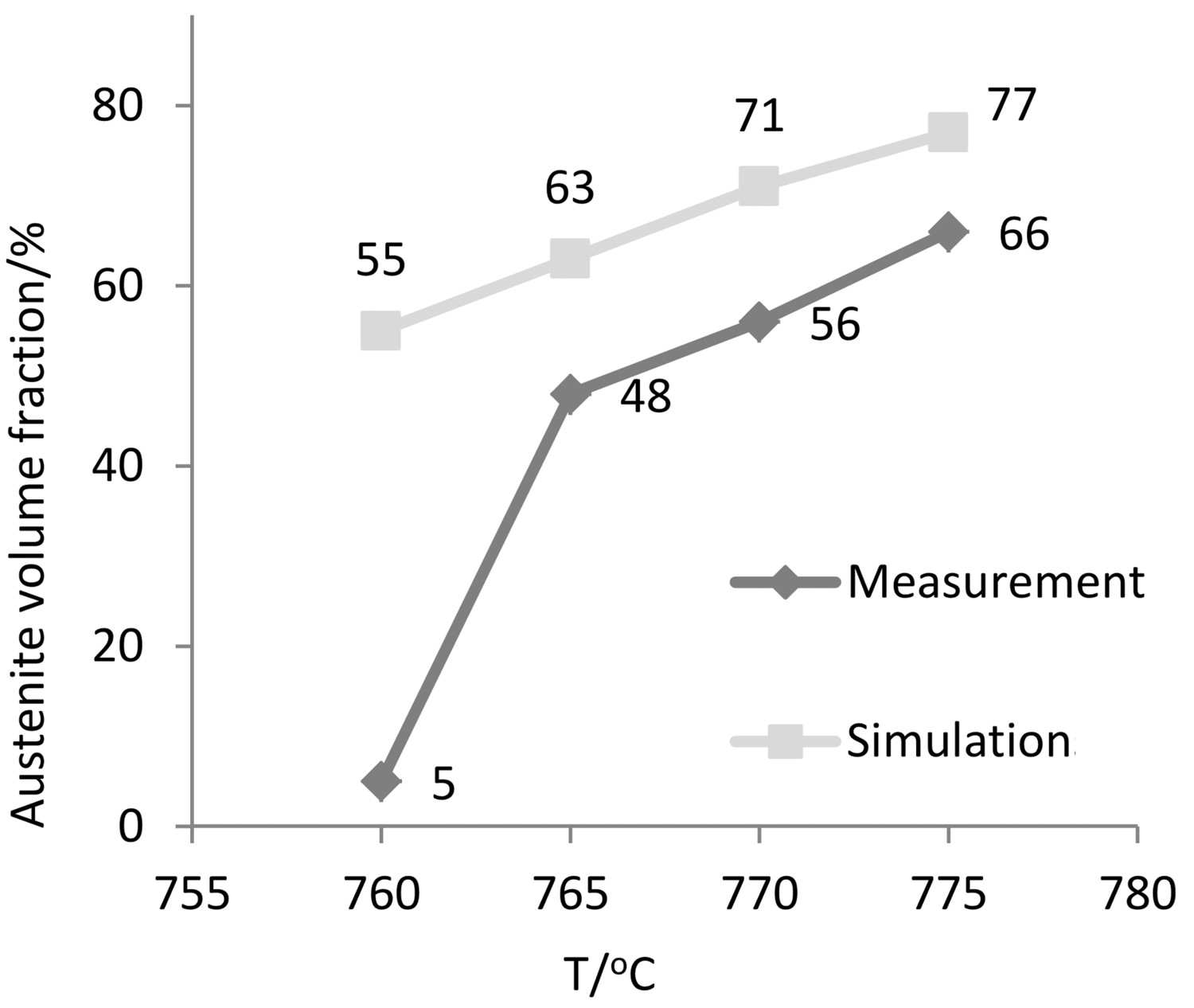
At the second step of heat treatment, steel is rapidly quenched to the temperature slightly higher than Ms and isothermally annealed. During annealing, a bainitic structure is produced from the austenite which has been previously formed in the intercritical region. The low annealing temperature and the increased amount of silicon promote the formation of a carbide-free bainite with retained austenite.
The main aim of this work was to optimise the heat treatment technology in order to obtain a more homogenous and refined microstructure (Figure 4). To achieve this objective, the second variant of heat treatment with a pre-heat treatment was applied as shown in Figure 4. It consisted of a full austenitisation followed by quenching and on additional isothermal annealing. Further treatment (i.e. annealing in the intercritical region and isothermal quenching at the same temperatures) remained the same.
The new heat treatment which leads to obtaining a homogenous and refined multiphase structure in 35CrSiMn5-5-4 steel (a-full austenitisation, b-quenching; c-isothermal annealing; d-incomplete austenitisation, e-quenching; f-isothermal annealing).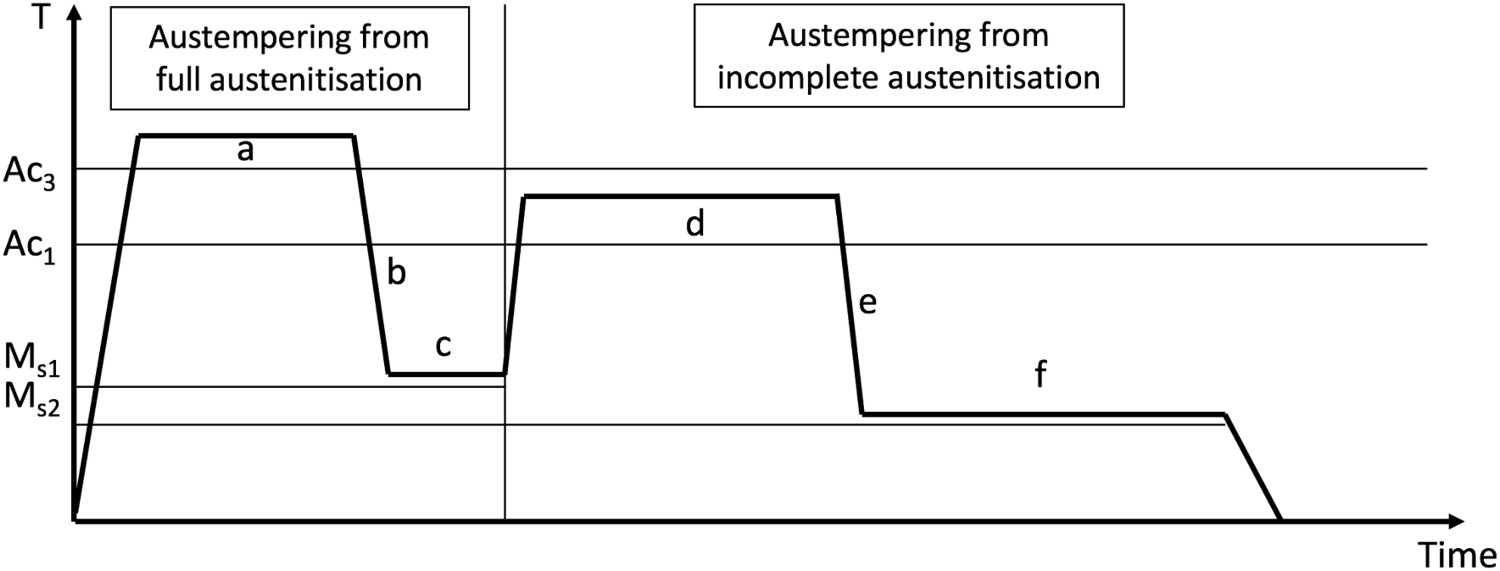
Results and discussion
Microstructure
The LM images revealed that a heterogeneous phase structure is obtained after the first variant of a heat treatment, i.e.: isothermal quenching from incomplete austenitisation (Figure 5(a)). Dark sections stand for bainitic areas; whereas light sections show a ferritic matrix. The TEM images show that bainitic areas are composed of carbide-free bainitic plates separated from each other with layers of austenite (Figure 5(e)). Moreover, a high density of the undissolved carbides was observed in the ferritic phase (Figure 5(c)).
Microstructure of 35CrSiMn5-5-4 steel: a, c, e – after incomplete austenitisation at 770°C and after isothermal quenching [17]; b, d, f – after incomplete austenitisation at 770°C and after isothermal quenching with a prior pre-heat treatment (α-ferrite, αB-bainite, γ-austenite, Cm-cementite). The ‘a’ and ‘b’ images were obtained by LM, the c–f images by TEM.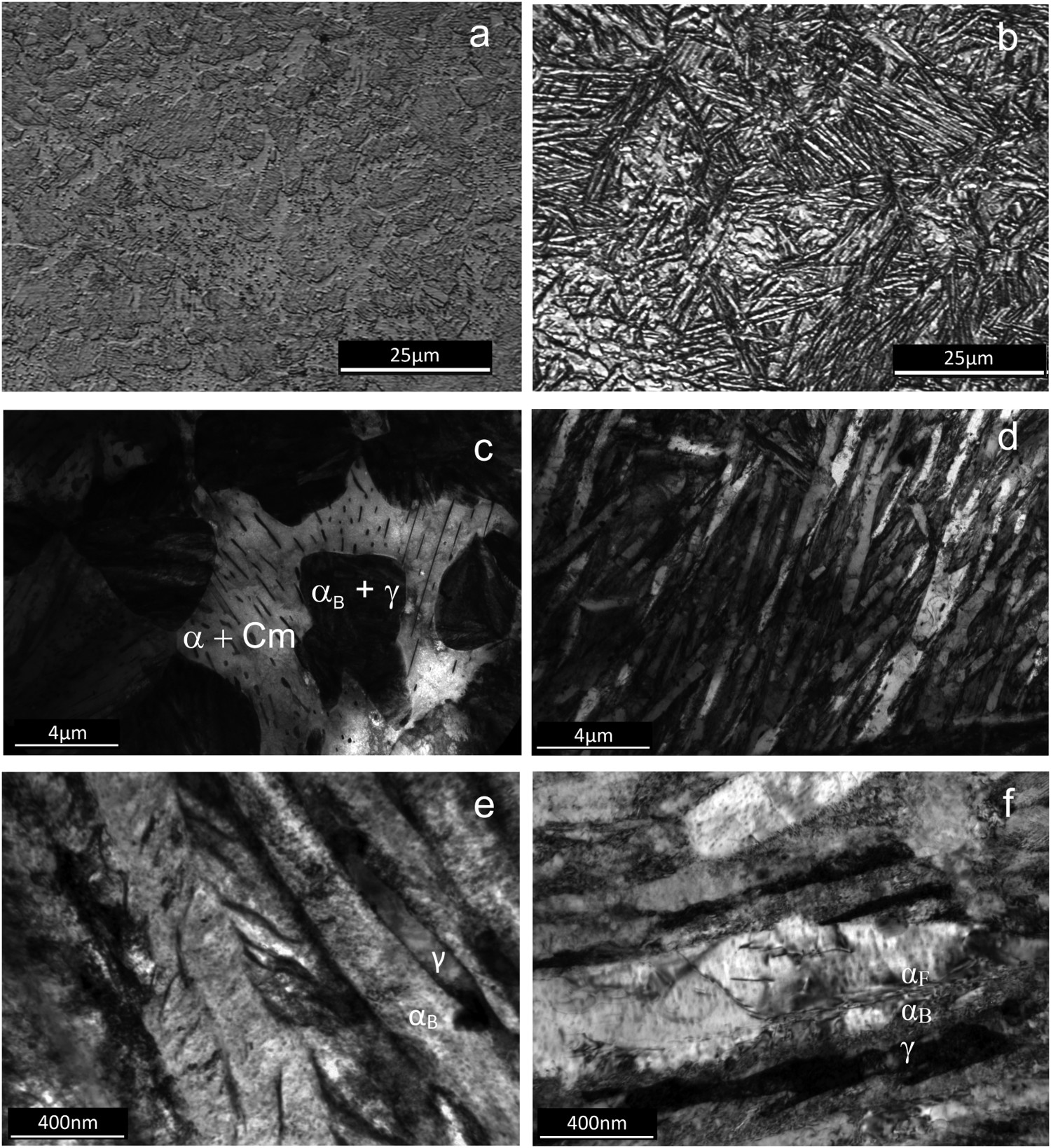
The second variant of the heat treatment with the pre-heat treatment results in a completely different microstructure, in comparison with the one obtained without a pre-heat treatment. The differences are visible on the LM images which indicate a very high refinement of a microstructure obtained through the new heat treatment (Figure 5(b)).
The details of the new microstructure were revealed with the use of TEM (Figure 5(d,f)). In both cases, the microstructure is composed of exactly the same phases. However, the difference lies in the refinement of the structure and in the spatial arrangement of the phases. After the treatment without the pre-heat treatment, the microstructure contains large bainitic areas (with a size of few micrometres) in the ferritic matrix (Figure 5(c)). The bainitic areas are composed of fine plates of bainitic ferrite separated from each other by the austenite layers (Figure 5(e)). After the treatment with the pre-heat treatment, the microstructure consists of a mixture of fine plates of ferrite and bainite and of austenite layers (Figure 5(f)). This heat treatment led to a strong refinement of the ferritic phase; whereas bainite and austenite are of similar size after both variants of heat treatments. The pre-heat treatment also influenced the process of intercritical annealing. There was a change observed in a microstructure which can be explained by the formation of a bainitic-austenitic structure during the isothermal annealing after quenching from complete austenitisation. This may contribute to the refinement of a microstructure during the subsequent intercritical annealing and it may lead to the reduction of the density of undissolved carbides in ferrite. As a result, the final volume fraction of retained austenite is higher.
The presence of carbides is inconsistent with simulations, according to which, cementite should dissolve entirely [17]. Shape of carbides is similar to the one obtained in the initial softening state (Figure 6). This indicates that these carbides remained partially undissolved after annealing at the intercritical temperature. The presence of large carbides as well as the presence of great areas of hard bainitic phase in the soft ferritic matrix contributes to a strong heterogeneity of the microstructure. Such microstructure may lead to heterogeneous deformation of steel and, in consequence, to premature cracking.
Microstructure of 35CrSiMn5-5-4 steel: a-initial softened state; b-elongated carbides in ferritic matrix after incomplete austenitisation at 770°C and after isothermal quenching (α-ferrite, αB-bainite, γ-austenite, Cm-cementite).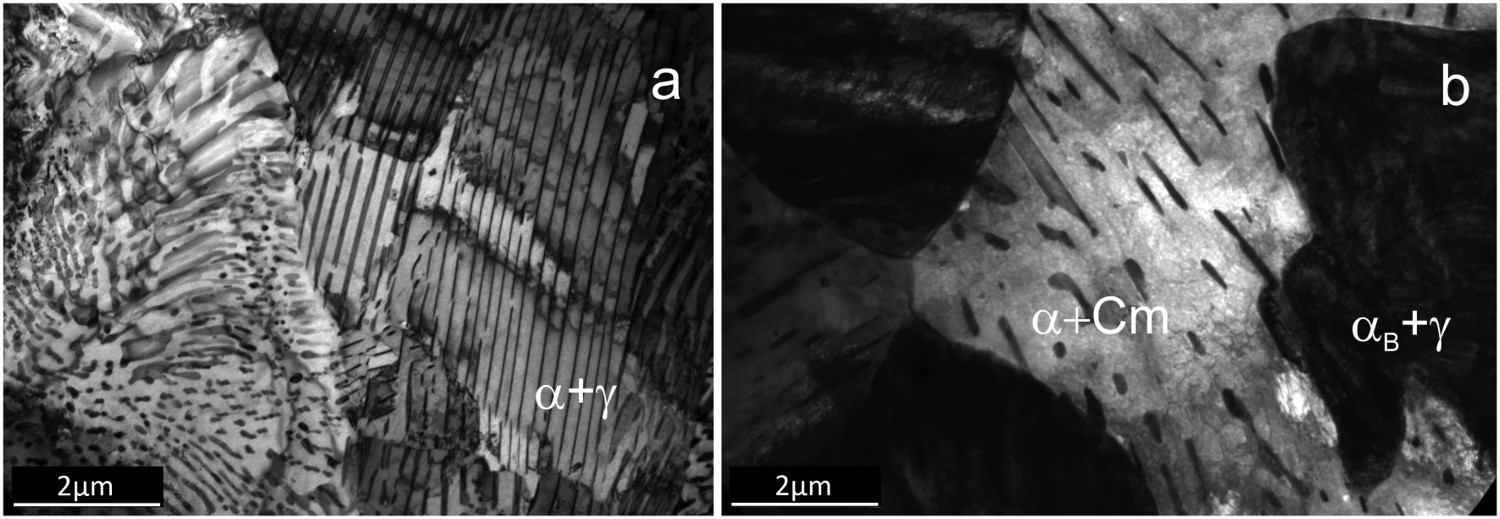
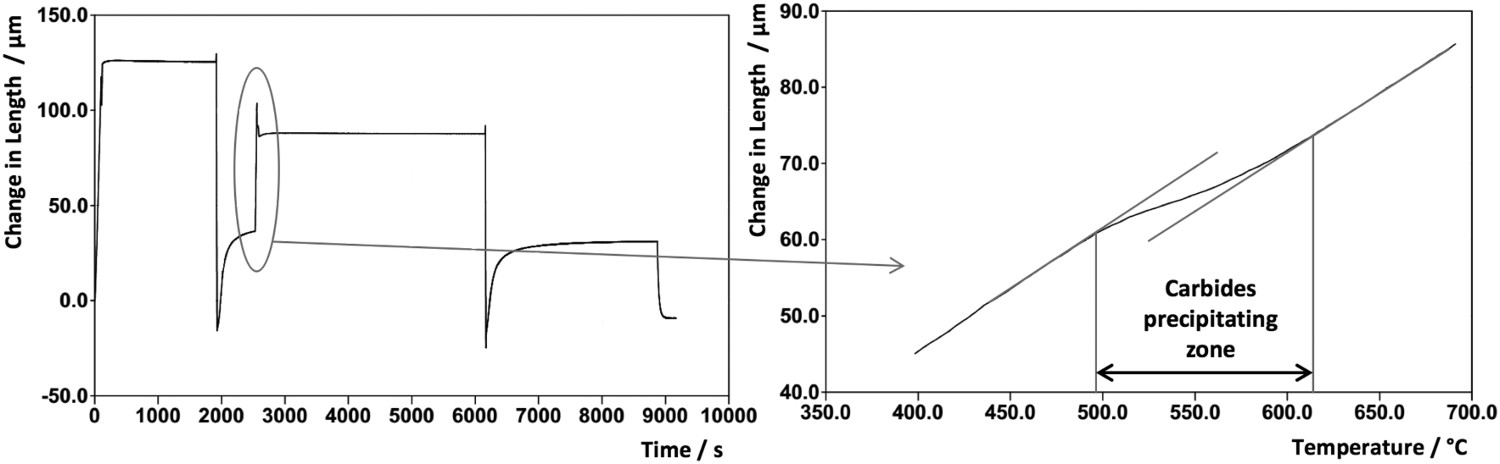
After the new heat treatment, the examined steel also contains carbides, but, in comparison to the first variant of heat treatment, they are finely dispersed in the microstructure. Carbides were not visible in the bright field (Figure 7(a)); however, diffraction pattern analyses revealed the presence of cementite. High density of finely dispersed precipitates was revealed in ferrite in the dark field images (Figure 7(b)). The dilatometric measurements indicated that during the heating to the temperature of the intercritical annealing, the carbide precipitation occurred in bainite which was formed at the isothermal annealing of pre-heat treatment (Figure 8). These highly dispersed particles, unlike the large carbides observed after the two-step heat treatment, may improve the mechanical properties of steel.
The microstructure of 35CrSiMn5-5-4 steel after incomplete austenitisation at 775°C and after isothermal quenching with prior pre-heat treatment (a-bright field, b-dark field). Dilatogram of incomplete austenitisation at 770°C and of isothermal quenching with prior austempering in 35CrSiMn5-5-4 steel. Carbides precipitation occurred during the heating to the temperature of the intercritical annealing (marked zone).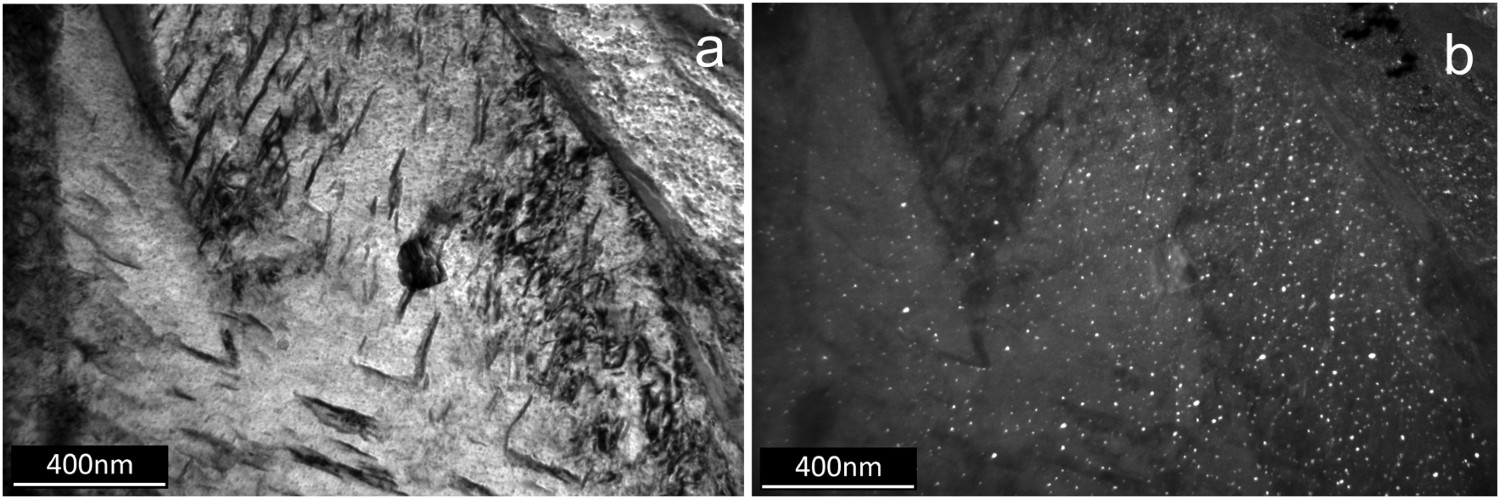
Mechanical properties
Irrespective of the heat treatment variant used in the research, the steel samples exhibited a similar hardness after applying the same temperature of annealing in the intercritical region (770°C). However, after the second variant of the heat treatment the steel samples displayed lower values of yield strength (Rp0.2) and the tensile strength (Rm) in comparison with the samples subjected to the first variant of heat treatment. On the contrary, the plasticity increases significantly. Elongation (A) is from 9.9% to 21.6%, whereas the impact strength (KV) increases sixfold, up to 74 J. The yield ratio (Rp0.2/Rm) increases only slightly and the formability factor is above 19 × 103 MPa %.
Mechanical properties of 35CrSiMn5-5-4 steel after two different types of the heat treatment.

Conclusions
Two kinds of heat treatment were applied to the 35CrSiMn5-5-4 steel.
The first heat treatment, typically used in the case of TRIP steels, consisted of intercritical annealing followed by quenching and of isothermal annealing in a bainitic transformation zone. This treatment resulted in obtaining a multiphase microstructure consisting of the large areas of carbide-free bainite with retained austenite embedded in a ferritic matrix with large cementite precipitates.
The application of pre-heat treatment prior to intercritical annealing resulted in similar volume fractions of phases but it also caused a radical change of the microstructure morphology in comparison to the previous one. The newly formed microstructure is composed of a mixture of thin plates of carbide-free bainite and ferrite with thin layers of retained austenite. This multiphase microstructure is much more homogenous and much more fine-grained.
It should be emphasised that the new ultra-fine-grain microstructure was obtained only through the heat treatment, without plastic working.
Owing to the application of a new type of heat treatment, the examined steel gains new and interesting properties: relatively high strength and ductility parameters. Moreover, steel exhibits very high impact strength, which depends strongly on the parameters of the intercritical annealing. The parameters such as impact strength and elongation are much higher in comparison to the ones obtained after the first heat treatment. It may result from the greater structure refinement and from the homogeneous repartition of austenitic phase in the steel microstructure. The last effect may promote the TRIP effect to occur during the plastic deformation. On the other hand, the relatively high strength may be explained by the high density of finely dispersed carbides in the ferrite grains.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).