
Abstract
There have been many, sometimes conflicting, reports over the years as to how the annealing of cold-worked metals may be affected in the presence of applied fields. The annealing phenomena considered here are recovery, recrystallisation and grain growth. Practical significance relates to the kinetics of these processes and the microstructures and textures that result after these heat treatments. The externally applied ‘fields’ considered here are magnetic fields, electric fields, electric currents and mechanical (elastic) loading. The literature considered relates specifically to metals, both ferrous and non-ferrous. Attempts are made to identify consistent behaviours. In some cases, the variability of observations does not permit this. However, reasonably firm conclusions are possible in some circumstances.
Introduction
This paper is based on an invited lecture presented at the 8th International Conference on Recrystallisation and Grain Growth held in Ghent in August 2019. The title it had on that occasion ‘The effect (or not) of applied fields on recrystallisation and grain growth’ was intended to imply some level of scepticism. The present author has the long familiarity of research into annealing of cold-worked metals but very little directly concerned with field effects. For this reason, it seemed appropriate to commence from a null hypothesis and allow the literature to provide the evidence, subject to critical analysis in the light of experience.
This is not a major field of metallurgical research but there have been sporadic reports over a period of at least 50 years. These have concerned kinetics of annealing phenomena, the structures that result and often the crystallographic textures existing after the treatments. Not infrequently the reported results are conflicting and the reports often leave much to be desired. For example, metallographic evidence is quite subjective to the fields that are selected and statistical rigour is seldom in evidence. Long experience of texture research has made the present author aware of the several pitfalls that exist and distrust of many published values. Nevertheless, there is published evidence that deserves to be examined and, to the best of our knowledge, there has been no previous attempt to review the whole field. So that was the challenge.
Reports in the literature concern the effect of varying four different physical environments. These are:
Magnetic fields Electric fields Electric currents Mechanical stress fields
Strictly speaking, (c) and (d) are not fields and we will argue that neither is (b) in the present context. Nevertheless, for simplicity, the term field will be used throughout. The reference list contains most of the reports found in the literature. Many of these are short or incomplete so the review will be concentrated on those which appear to be the most complete and reliable. The normal procedure has been for workers to carry out experiments under normal laboratory conditions and compare these with similar treatments where the field is applied. For completeness, it may be added that none has been reported in the absence of the Higgs field!.
There are a number of other situations that appear to border on the ones discussed here. For example, the effects of magnetic fields have been studied in relation to phase transformations in metals. There are several reports of how electrical pulses can influence the mechanical behaviour of materials under load (electro-mechanical effects). Consolidation by spark sintering appears in extensive literature and the phenomenon of electro-migration in electronic conductors is a well-known problem. These will not be considered in the present text, however, where the subject matter is restricted to the ‘annealing phenomena’ as embraced in the source by Rollett et al. [1], i.e. recovery, recrystallisation and grain growth, with associated textures.
Some limited reviews have been published over the years by Conrad [2] on electric currents, and [3] on electric fields, Enomoto [4] on magnetic fields, Rivoirard et al. [5] on magnetic fields and Guillion et al. [6] concerning electric and magnetic fields. Most of these tended to emphasise other aspects such as phase transformations and/or functional properties which is not the intention here.
The present review is structured taking the four field applications in sequence and separately. There are no cases in which more than one of these were applied at the same time. The evidence available in published papers is presented and compared and attempts made to identify general trends where possible. In some cases, attention is drawn to apparent weaknesses or uncertainty in the findings.
Magnetic fields
Literature dealing with experimental results on the effects of magnetic fields on microstructures and textures during annealing can be found in refs. [7-26]. A seminal publication reported the effect of a magnetic field on the kinetics of recrystallisation of cold-rolled Armco iron by Martikainen and Lindroos [7]. An electromagnet with a field strength of about 1.5 T was used and specimens were annealed partly in and partly outside the field. The rate of recrystallisation was greatly reduced in the field as shown by a comparison of the microstructures in Figure 1. This early report has raised interest in the phenomenon but subsequent workers have not shown an equally strong influence or sometimes none at all.
Cold-rolled Armco iron annealed at 700°C, (a) 30 min in the magnetic field and (b) 4 min in no field [7].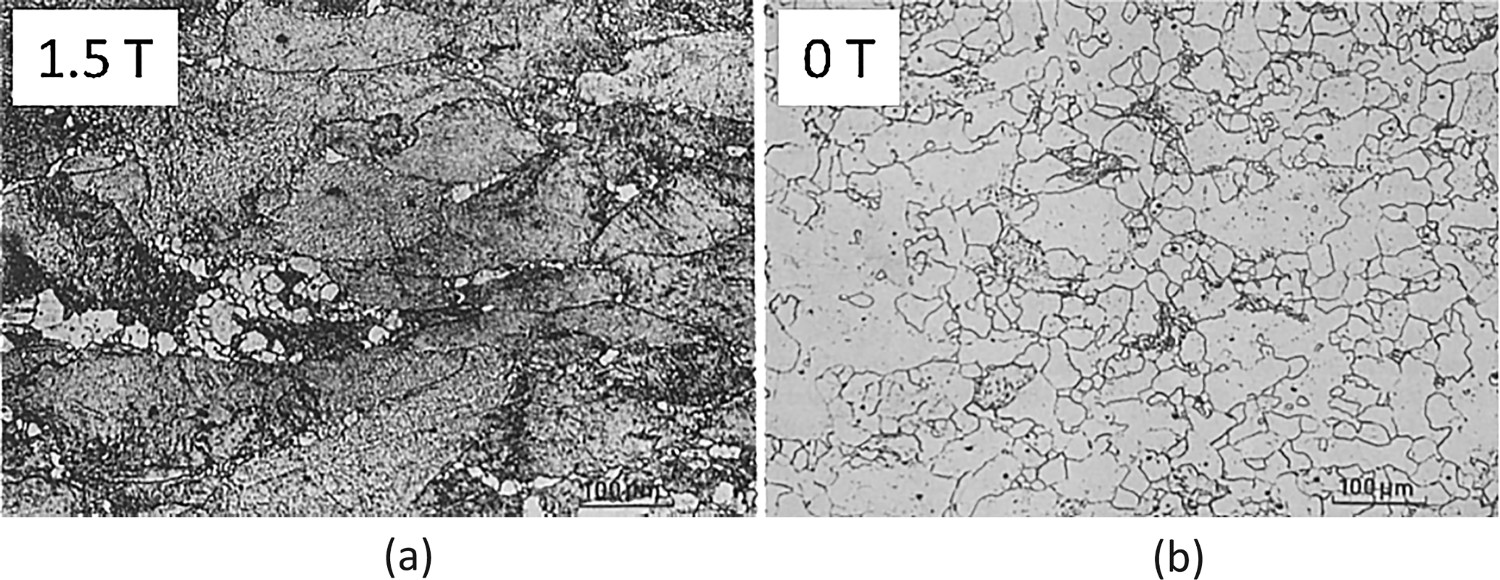
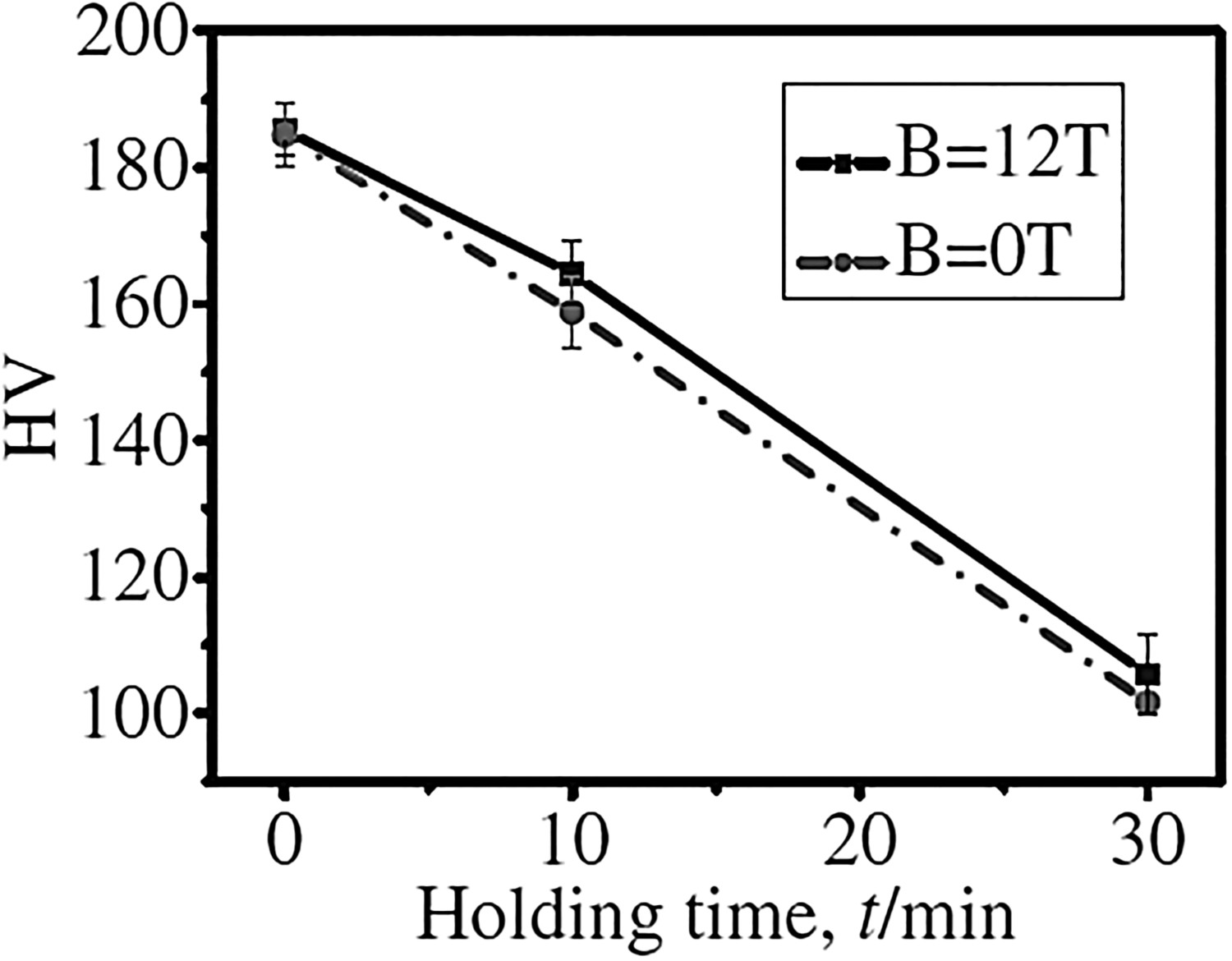
As a comparison, Figure 2 shows microstructures of a cold-rolled interstitial free (IF) steel that was annealed with and without a stronger 12 T field by Wu et al. [8]. The difference in recrystallisation rates, in this case, was so small that it can be questioned whether any influence of the field actually exists. Hardness measurements in Figure 3 possibly show a difference but it is within the range of statistical uncertainty.
Microstructures in 75% cold-rolled IF steel after annealing for 30 min at 650°C, (a) in 12T field and (b) no field [8]. Hardness of 75% cold-rolled IF steel after annealing for different times at 650°C, with and without a 12T magnetic field [8].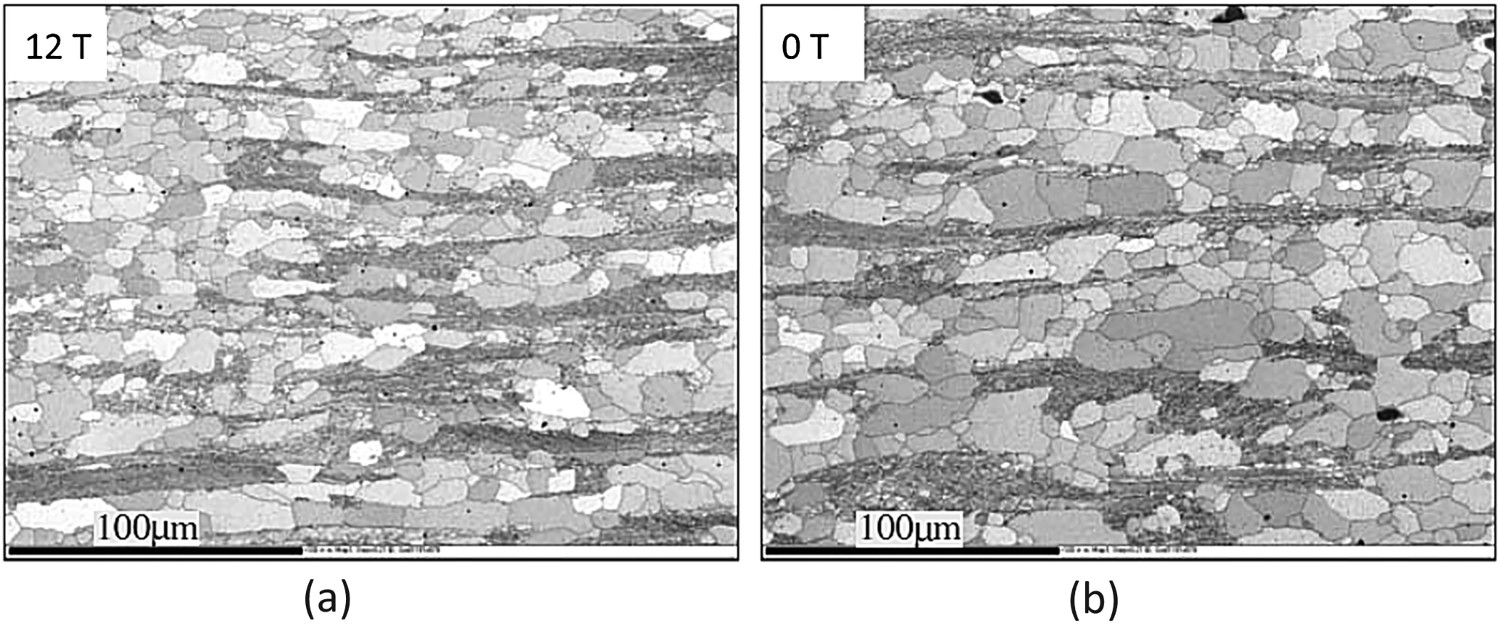
One of the few publications to report the effect of different field strengths on steels was by Salvatori [9] who annealed a cold-rolled low carbon steel with 0, 5 and 10 T applied fields. There was some reduction in the recrystallisation kinetics as shown in Figure 4(a) and it appears that this may be dependent on the strength of the field. However, closer examination shows that there is quite possibly no difference between the two field strengths and, if so, there may be an (unknown) threshold for the field strength rather than a continuous field dependence. A possible but, in that case, very small influence of the field in reducing the annealed grain size after recrystallisation is seen in Figure 4(b).
Effects of applied fields during annealing of cold-rolled low carbon steel, (a) fraction recrystallised at 600°C and (b) grain size at 700°C [9].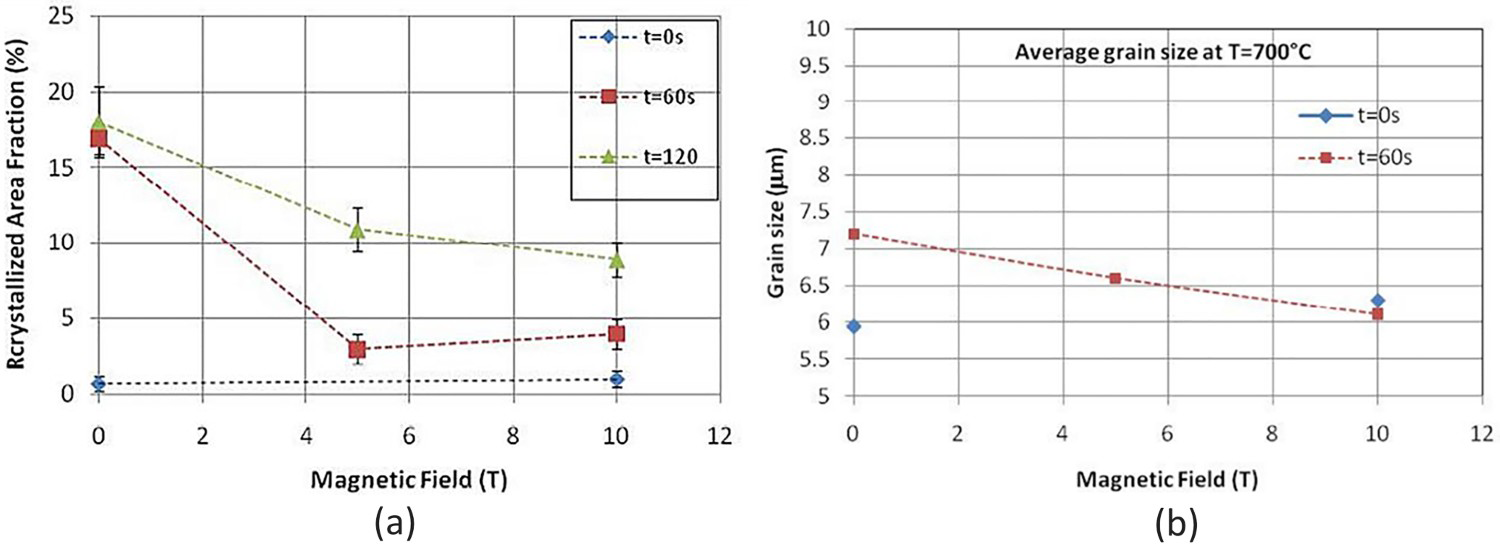
Broadly similar results were shown by Xu et al. [10] and Markov et al. [11] for 3% Si-steels, with slower recrystallisation and slightly finer structures after in-field annealing. Although this was true at higher temperatures, Xu et al. showed that recovery and loss in hardness during lower temperature anneals were actually accelerated.
In contrast to most other reports, Matsuzaki et al. [12] found that grain growth was more extensive and grain boundary mobility was higher in iron and silicon steels when annealed in a magnetic field and similar results were also obtained by Bacaltchuk et al. [13] on a 0.75%Si steel, but only in very high fields of 15 T or more. In another work [14] where the starting condition was recrystallised, there was reportedly no effect of the field on subsequent grain growth. A very slight increase in annealed grain size was also claimed by Liu et al. [15] with three different directions of magnetisation.
To summarise these microstructural observations on grain structures of steels, it must be concluded that the early results of Martikainen and Lindroos [7] showing a huge effect of retardation on recrystallisation kinetics must now be in doubt and that any effects of magnetic fields, if they do indeed exist, are slight. On balance, there seems to be some retarding effect of magnetic fields but the evidence for this is not overwhelming, nor of how the kinetics vary according to the strength of the applied field. Most published results concern annealing just below the Curie temperature of iron (760°C) but there is no indication that the change from ferromagnetic to paramagnetic at that temperature corresponds to any difference in the annealing response.
Similar investigations of other metals are very few but there are some very revealing results by Bhaumik et al. [16] on an AA3103 aluminium alloy which had been cold rolled to 71% reduction. Annealing was done in zero field in a salt bath or in a 17 T magnetic facility. Results of fraction recrystallised as a function of annealing time at three different temperatures are shown in Figure 5. The times for equivalent degrees of recrystallisation are enhanced by almost an order of magnitude in the presence of the field, in total contrast to any of the kinetics results on steels. No difference was seen in the as-recrystallised grain sizes and it was concluded that the nuclei density was constant and that the effect was due to changes in the migration rate of grain boundaries as these moved into the deformed matrix. Little or no change was evident in the apparent activation energy deduced from the temperature dependence. Although recrystallisation was accelerated in this aluminium alloy, another non-ferrous material, 70/30 brass, showed retarded recrystallisation [17], resembling more the behaviour mostly reported for steels.
Recrystallisation kinetics for 71% cold-rolled aluminium alloy AA3103 with and without an applied magnetic field of 17 T [16].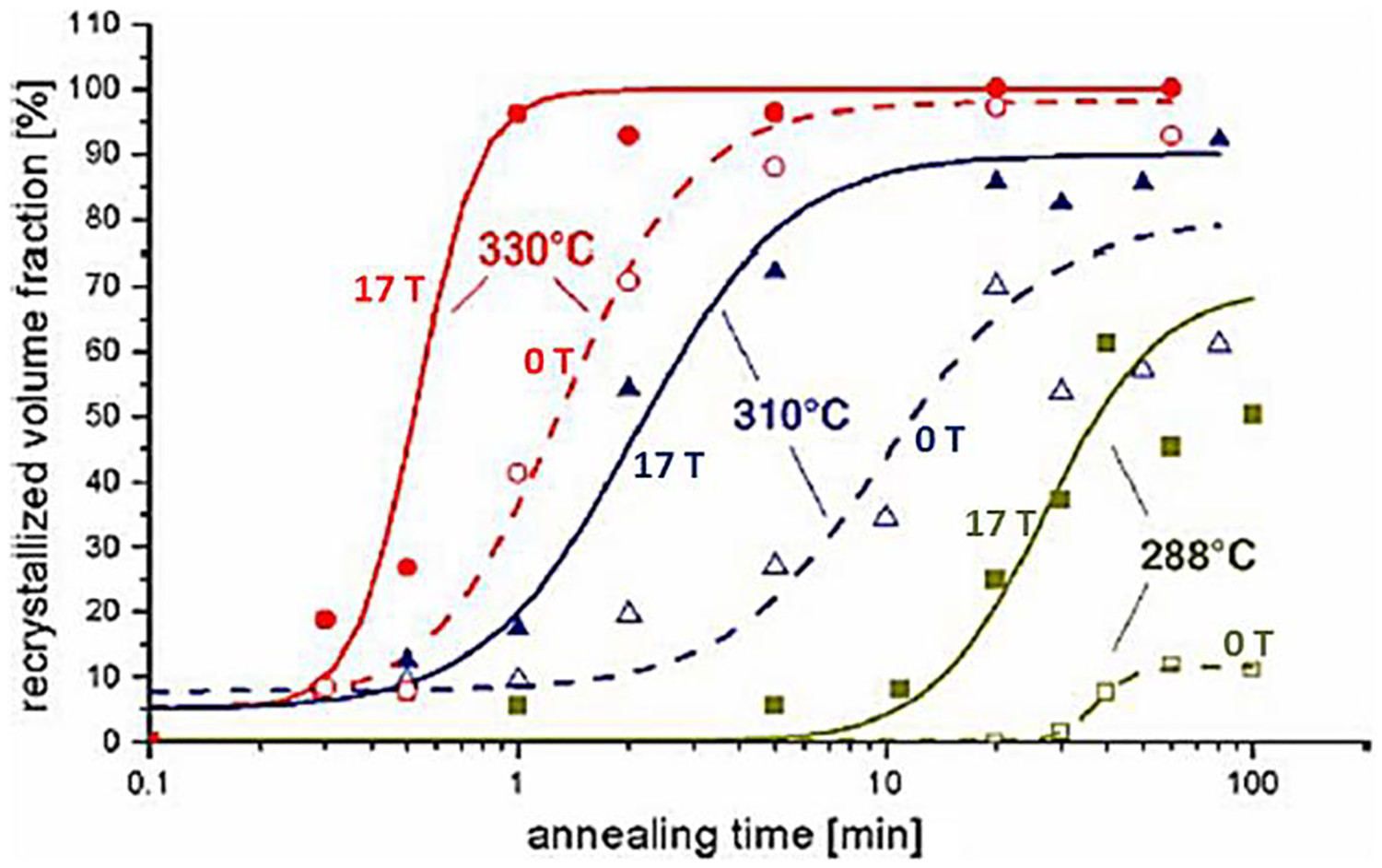
In general, the published literature gives little indication as to why magnetic fields should interfere with grain boundary mobility. Bhaumik et al. [16] noted that such fields had been reported to cause dislocation motion in the absence of stress and that similar behaviour might occur for the dislocations in sub-boundaries, leading to the acceleration of recovery and nucleation of recrystallisation. This suggestion was in agreement with their metallographic observations but provides no answer for the apparent disparity between the aluminium alloy and steels where the latter mostly show the opposite behaviour of retardation.
There are numerous publications that deal specifically with the effect of magnetic fields on annealing textures or which include some information about textures. For the common cubic metals, the reported effects of magnetic fields tend to be small and inconsistent. Sometimes this can be linked to the application of electron back-scattering diffraction EBSD which is an excellent tool for texture research when used properly but which is often misused with inadequate sampling statistics. Even the long-established X-ray methods are not always reproducible, especially when the grains are large, which is often the case. If this seems to be harsh criticism, the reader can be referred to a Round Robin exercise among all the leading laboratories in Europe [18] where the evaluated textures on the same materials could vary in strength by as much as a factor of two!
Early reports suggested that annealing in a magnetic field can modify the texture development, Cullity and co-workers [19] examined iron wires and Smoluchowskiet al. [20] sheets of Fe-35%Co alloy. The effects were attributed to magnetostrictive strains or changes in the magnetostatic energy. Although the latter paper presented no results, it described a very sensitive method where the field was applied off-axis in the textured sheet, producing an asymmetry in the final pole figures. The observed effect was very small but it is regrettable that later workers have not followed this approach since it overcomes many of the difficulties mentioned above.
Martikainen and Lindroos [7] reported textures showing significantly stronger (100)[011] components after in-field annealing. However, in view of the marked retardation of kinetics in their experiments, it is probable that this was a result of incomplete recrystallisation. It is now well known that those deformation components are extremely reluctant to recrystallise in ferrite. Wu et al. [8] claimed that an applied field of 12 T led to an increase in the (111)[123] texture components but the evidence was not strong and the explanation that this derived from the second-order K2 term of the magnetic energy seems unlikely. Measurements of Bacaltchuk et al. [13,14] showed an opposite tendency with the weakening of the (111) planar components during grain growth in an 8 T field but the textural changes were slight and possibly within the range of experimental reproducibility. Other workers [10,15] have claimed some changes in the components that comprise the gamma fibre texture with {111} planes parallel to the sheet whereas others found an increase in the components with <100> along the field direction [21]. However, this latter was only the case when annealing at 800°C and not at 1000°C. Other limited data on steels are presented in [22].
The interesting recrystallisation results of Bhaumik et al. [16] on aluminium alloy AA3013 referred to above were not accompanied by significant changes in the annealing textures when these were measured at equivalent degrees of recrystallisation, i.e. there was no specific influence of the magnetic field on orientation selectivity.
In summary, it is very difficult to detect any consistent trends in the reports relating to cubic metals during recrystallisation or grain growth. Calculation of magnetic energy contents for different crystal directions in iron and its conventional alloys leads to the conclusion that these are very small in comparison with the stored energy of deformation and even with the energy of grain boundaries during grain growth. For example, at room temperature, the magnetocrystalline anisotropy coefficient A1 for iron is 4.8 × 104 J m−3. The largest energy difference that can exist at saturation between the magnetically softest <100> direction and the hardest <111> direction is then 1.6 × 104 J m−3. This can be compared with the stored energy of deformation that drives recrystallisation and which lies usually in the range 106–107 J m−3, or for grain growth about an order of magnitude smaller. The magnetic effect can only provide a very small bias. Note also that this value of the anisotropy energy applies to room temperatures and it falls rapidly towards zero at the Curie temperature. Thus, if this is the main driving force for the supposed magnetic phenomena then they may be expected to be very subtle and necessitate extremely careful experimentation if they are to be revealed. The early observation of Smoluchowski et al. [18] when the field was asymmetrically applied deserves to be repeated with modern facilities.
Other circumstances apply, however, in some metals with uniaxial crystal structures. Their dia- and paramagnetic energies are significant and increase linearly with the field strength. Already in 1956, Mullins [23] showed that grain boundaries in bismuth bi-crystals could be driven by magnetic fields during annealing and similar behaviour has been shown in other materials. Molodov et al. [24-26] have shown clear evidence of this effect in polycrystalline zinc and titanium alloys. This is not evident in primary recrystallisation where the energy content from dislocations is large but during grain growth with grain sizes of around 100 µm the magnetic energy contribution becomes comparable to the grain boundary capillary effect so that favourably oriented grains may grow preferentially. Disfavoured grains have orientations where the applied field is close to the c-axis while the lowest magnetic energy is orthogonal to this. Figure 6 shows pole figures for a Zn-1.1%Al alloy sheet annealed in the absence of a field and with applied fields in two directions. The normal recrystallised texture comprises two equal components with basal peaks some 20° away from ND towards RD. With the field directions applied as shown by the symbols in Figure 6(b,c), only one of the basal peaks is retained and strengthened. The strengthened texture was found to derive principally from the number fraction of grains with the favoured orientation rather than from a large difference in the sizes of the grains.
Basal pole figures for Zn-1.1%Al alloy annealed for 55 min at 390°C, (a) with no field, (b) and (c) with a 32 T magnetic field aligned with the marked positions [26].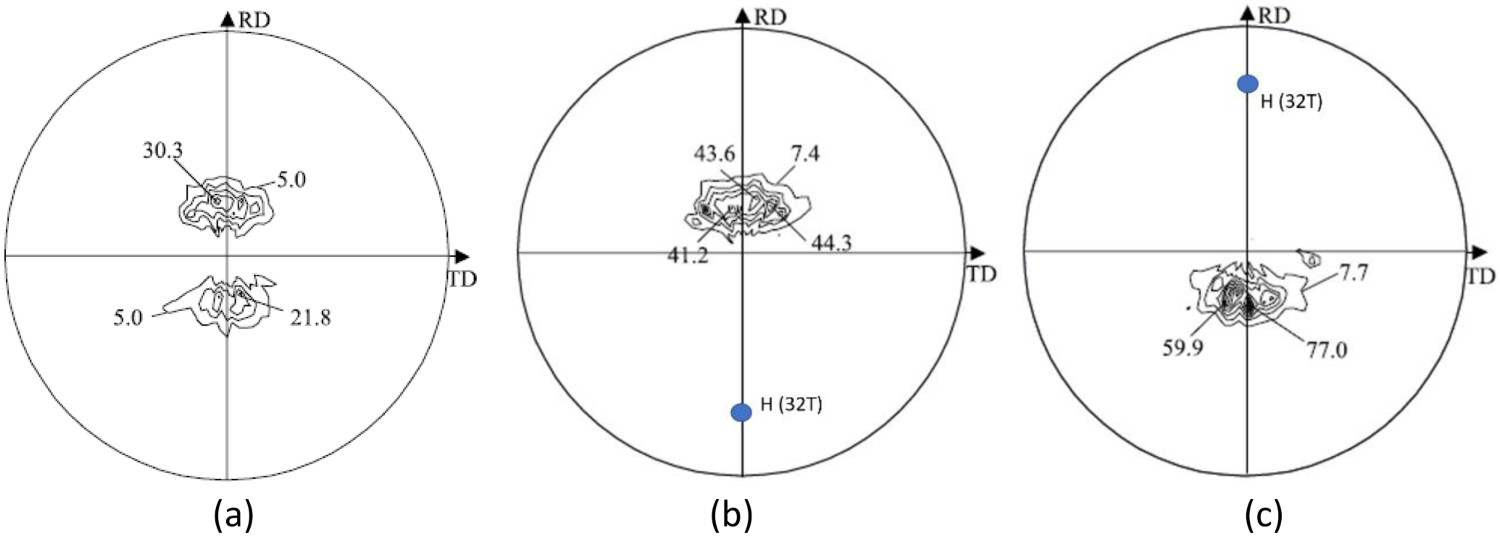
Electric fields
Experiments on the effects of electric fields have been carried out with the equipment of the type shown schematically in Figure 7 taken from He et al. [27]. Similar experimental set-ups were adopted for the other works reported here. The specimen is adjacent to another electrode separated by a known distance with a potential of typically about 1000 V applied between them. There is no contact and the current flowing is virtually zero. The whole arrangement is placed in a furnace so annealing can be done with or without the applied potential, followed by examining the condition of the metal ex-situ. A shielding gas is used to prevent oxidation. Although seldom or never explained, the electric field must be given by voltage/separation and typically has values of a few hundred volts per millimetre. This is certainly the magnitude of the field in between the specimen and the electrode but inside the specimen, there can exist no electric field as the metal is a conductor. It seems more correct, therefore, to describe this as an effect related to the potential of the specimen.
Schematic description of equipment used for studying effects of electric fields [27].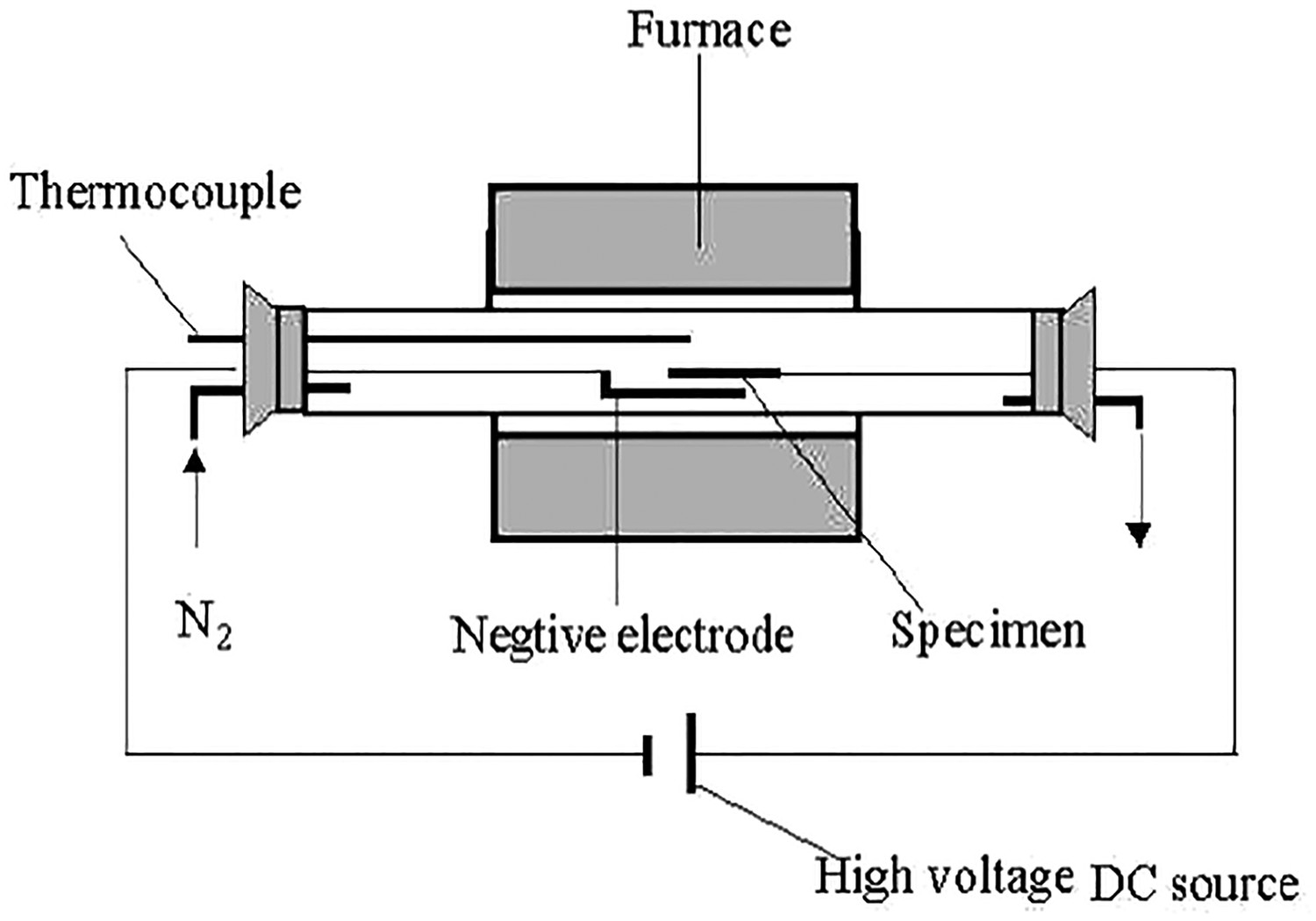
Results reported from experiments show a fairly high degree of consistency, however. The most complete and informative work is the first report by Conrad et al. [28] on annealing of drawn aluminium and copper wires. Figure 8 summarises the most significant findings on the copper material where the field strength was varied between 0 and 800 V mm−1. There are two degrees of prior deformation and recrystallisation was assessed from measurements of Vickers hardness. Although this may be criticised for the lack of microstructural information, it has the advantage of being a very objective measure of the softening. Increasing the degree of prior deformation has the expected effect of accelerating the recrystallisation or shifting the softening to lower temperatures. Both recovery and recrystallisation were affected. The applied field clearly reduces the kinetics of softening with shifts of between 10 and 25° in the softening temperatures. Especially notable is that this effect exists only when the specimen is positively charged as an anode. Cathodic charging has no effect. Also, there was found to be no influence on the magnitude of the field between +240 up to +800 V mm−1. It was not reported, however, in which way this field strength was varied. If it was done by changing the separation distance then the specimen potential would be unchanged and no effect should then be expected according to the viewpoint given above. Alternatively, if it was done by changing the applied voltage, this would imply that there must be a (unknown) threshold potential that corresponds to a change in softening behaviour. Either situation would be interesting to investigate but the published literature appears to provide no clarification.
Influence of applied electric fields on the softening of drawn copper wires [28].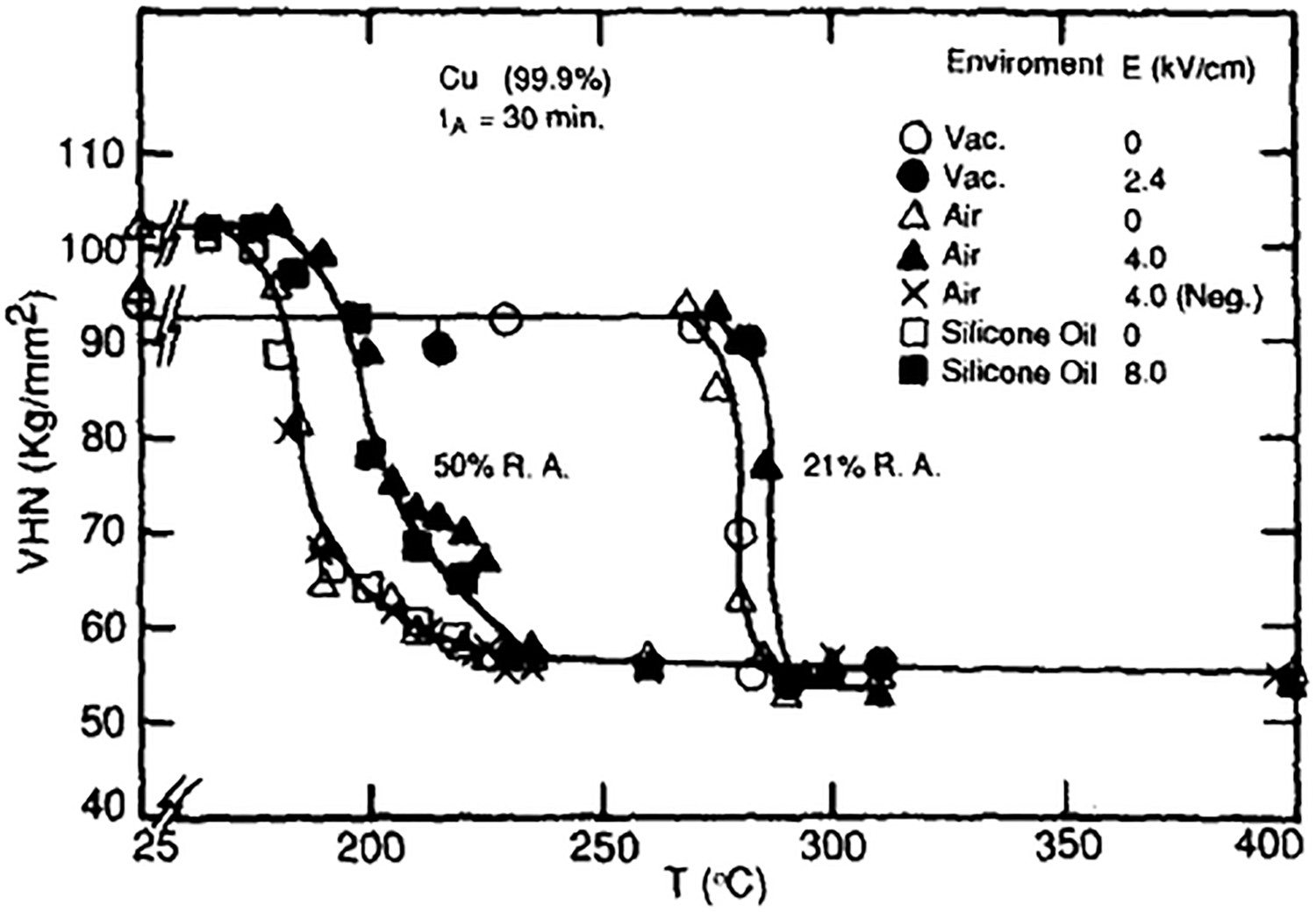
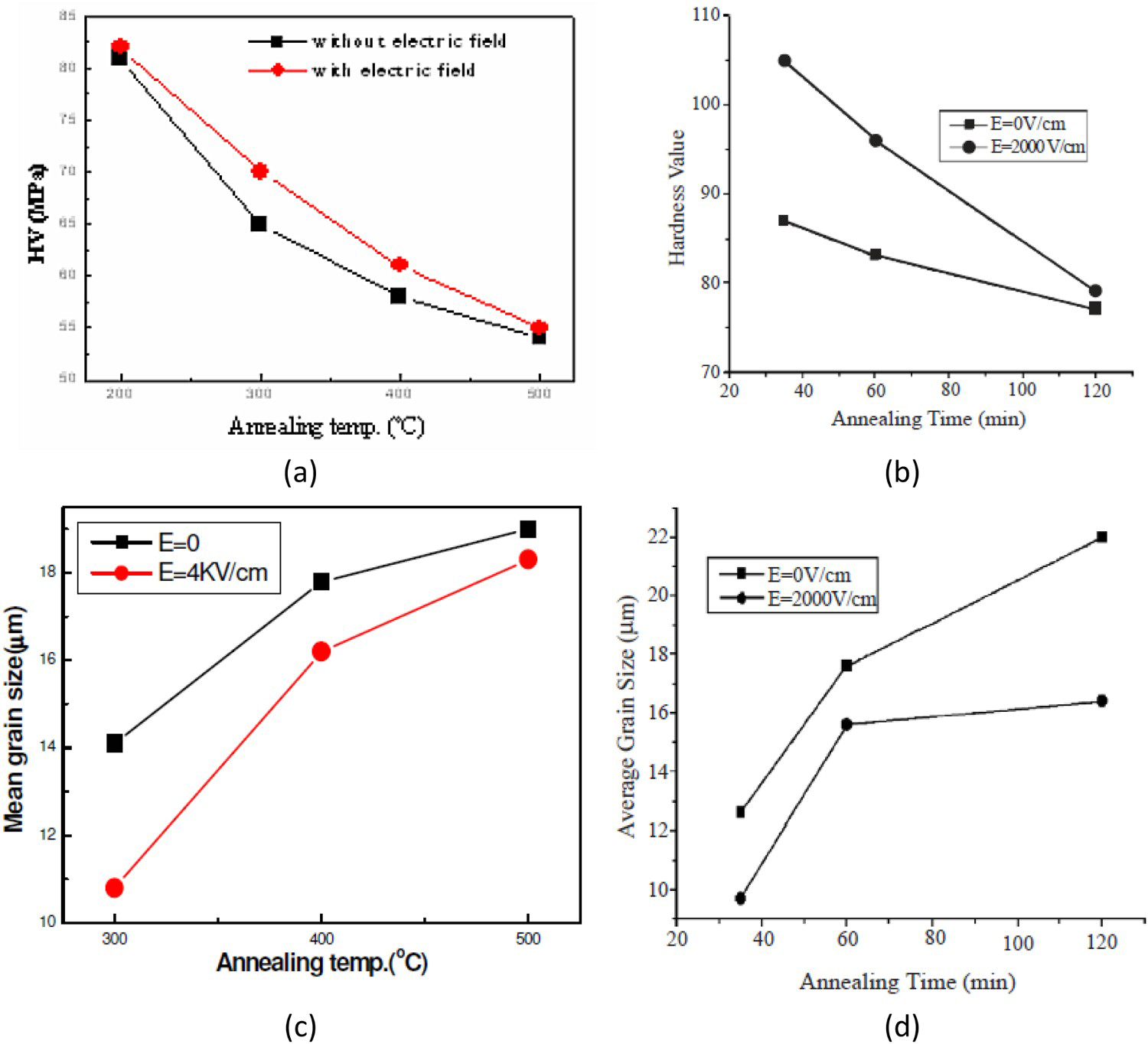
Two papers examined the effect of electric fields of rather a similar magnitude during annealing of cold-rolled IF steels, He et al. [27] and Hu et al. [29]. In both cases, there was retardation of recrystallisation and some refinement in the grain structure after recrystallisation. Both also concluded some strengthening of the {111} sheet plane texture (γ-fibre) although the differences appeared to be small.
An interesting comparison is between aluminium and nickel that had both been cold rolled prior to annealing with and without applied electric fields. Wu et al. [30] annealed 97% rolled Ni for various periods of time at 300°C which corresponded to different degrees of primary recrystallisation whereas Hu et al. [31] investigated 90% rolled aluminium alloy AA3104 annealed for 90 min at different temperatures. The latter's results mainly seem to apply to different degrees of grain growth after primary recrystallisation was complete. In both cases, the grain growth process was retarded in the electric field and softening occurred less rapidly. Textures were reported in both cases and the cube orientation dominated in both. For the aluminium alloy, there was a gradual strengthening of the cube component as grain growth took place at higher and higher temperatures which is a normal pattern of behaviour [32]. There was also a slight but consistent trend for the cube texture to be stronger in the samples that were annealed in the applied field which was also confirmed in copper by He et al. [33]. On the contrary, the nickel sheets showed a smaller content of cube texture in samples annealed in-field. The explanation for this appears to be that the fraction recrystallised was smaller in that case and since the cube component consists almost entirely of recrystallised grains, the growth of the cube texture was also necessarily retarded. It is not possible to say whether any further specific influence of the electric field existed, as in the case of the aluminium alloy.
Other work on pure aluminium [34]also demonstrated a strengthening of the cube recrystallisation texture when annealing was done with an applied electric field. In this case, however, there was almost no difference in the softening kinetics, and indeed these may have been slightly enhanced with the applied field of 800 V mm−1. The sharpening of the cube texture was also inconsistent and only slight while other texture components showed complicated variations through the annealing cycles. In high purity aluminium of this sort, it is difficult to control the microstructure, with coarse and inhomogeneous grain structures being common. It is possible that the variable results in [34] reflected these problems to some extent (Figure 9).
One publication by Liu et al. [35] has reported on the effect of electric fields during annealing of a cold-rolled single crystal of copper having the orientation (112)[111] which is almost stable during rolling but which did undergo some rotation around the transverse direction. Annealing was done at 200, 300 and 400°C and recrystallisation appears to have been complete in all cases. Recrystallised grains were slightly larger after in-field annealing in contrast to most other reports and the fraction of twin boundaries was also significantly higher. Although the texture components were centred on the same orientations there were differences in their respective intensities. It is possible that structural heterogeneities existed within this material and the rather coarse grain structure was not well suited for the EBSD method that was used. Grain growth in nanocrystalline copper was studied by Cao et al. [36] at several temperatures with and without a field of 300 V mm−1. The grains grew larger and more rapidly when the field was applied, in contrast to the behaviour of bulk material [28] but consistent with the single crystal findings.
In summary, there do seem to be some reproducible effects of electric fields on annealing phenomena in metals but they vary according to the experimental circumstances. For bulk materials, retardation of softening and refinement of the grain structure is most commonly found. Effects on texture are not so evident although there may be a trend that the normally favoured recrystallisation textures are somewhat enhanced in the presence of an electric field. This seems to be the case for the {111} γ-fibre texture in steels and the cube texture in aluminium. Attempts have been made to explain the mechanism involved and a similar wording can be read in several papers, along the following lines, e.g. [29]. According to the electron theory of metals, a vacancy is electronegative, and the lattice defect energy is considered as a kind of electrostatic energy caused by a thin layer made up of negative charges shielding the positive charge. When specimens are annealed as an anode in a DC electric field, the shielding effect would be lowered. Consequently, the lattice defect energy, i.e. the driving force for recovery and recrystallization is decreased in the case of electric field annealing
Electrical currents
The question as to whether an electric current can influence material behaviour during annealing is quite separate from the previous case of electric fields and includes various different scenarios, such as:
Direct current or alternating current Continuous current or pulsed currents Heating solely by the Joule effect External heating with negligible Joule effect Combined external and Joule heating
All of these have been investigated in different ways and there is almost universal agreement that recovery and recrystallisation, although not necessarily grain growth, are accelerated to some degree when an electric current flows through the metal. In fact, a majority of the papers are concerned with the effects of electric pulses during furnace heating and in many cases, the contribution from Joule heating is very small.
Publications that related to continuous current heating in comparison with similar thermal cycles in furnaces were concerned with a deformed copper rod by Fabrègue et al. [37] and Silveira et al. [38] and on 64% cold deformed commercially pure titanium [39] by Xu et al. In all these cases, care was taken to ensure that the thermal cycles were directly comparable which is important, especially during rapid heating, where only a small overshooting in temperature can have a major effect on the degree of recrystallisation. Figure 10 shows microstructural data of the copper annealed identically with and without electric current.
Extruded copper rod annealed 20 min at 300°C, (a) in salt bath (SB) and (b) by electric Joule heating (SPS), showing microstructures and(111) pole figures, (c) misorientation distributions and (d) grain size distributions [37]. Extrusion direction is vertical in (a) and (b).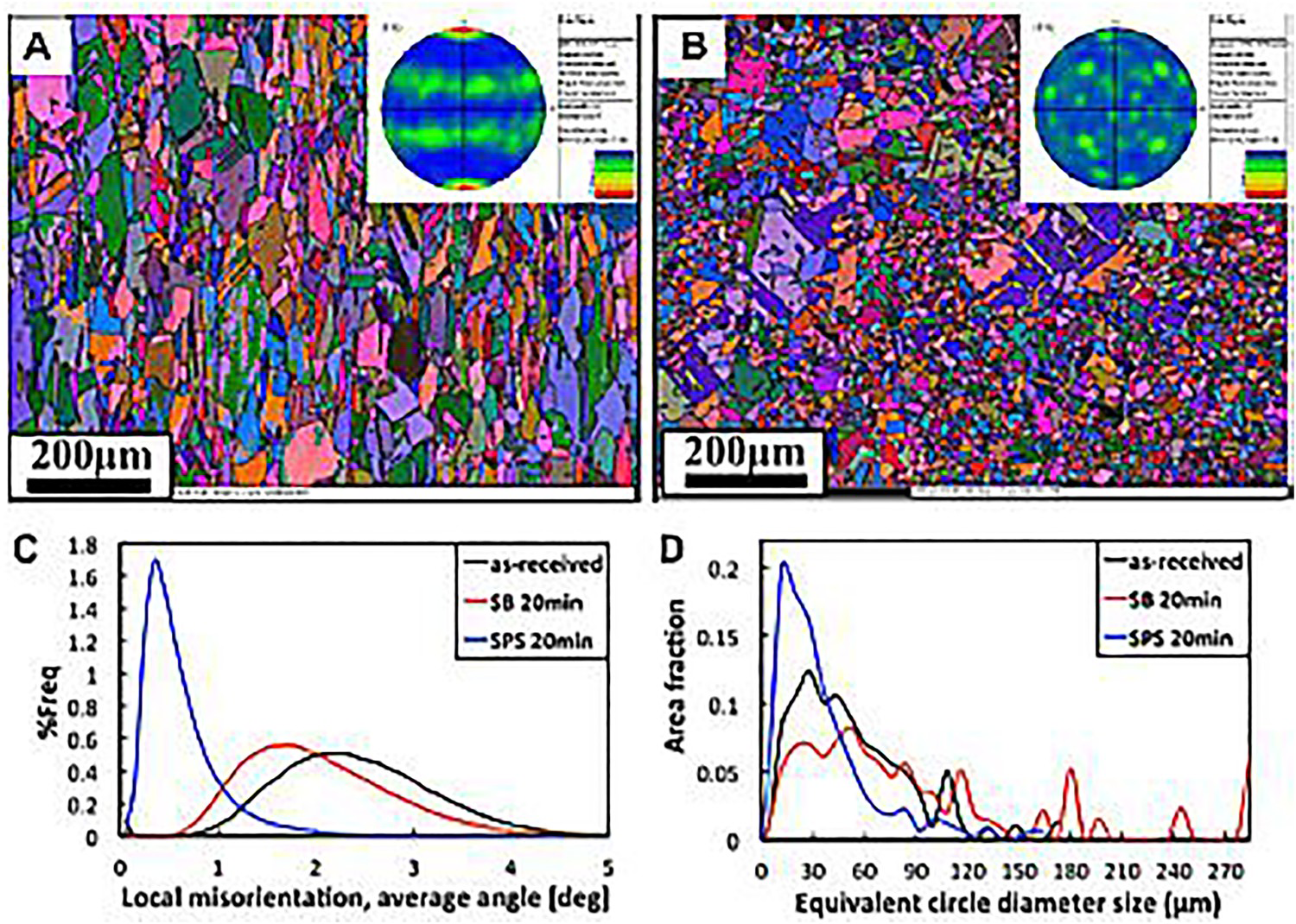
It is quite evident that salt bath annealing has produced almost no recrystallisation and only a little recovery while the Joule heating led to a large degree of recrystallisation with large grains having small intra-granular misorientations and a cube-type texture. Unfortunately, the authors did not present observations on longer time annealing in the salt bath to permit comparison of fully recrystallised materials in both situations.
The results of Silveira et al. [38] on copper and also Xu et al. [39] on titanium are notable for mixing the proportions of heating between pure Joule heating and pure radiant heating. The results are, however, not in agreement in that the copper showed a reduction in annealed grain size with electric power input while titanium produced larger grains. For titanium, the extent of recrystallisation after 20 min at 500°C increased significantly with increasing electric power input. After annealing for 20 min at 600°C, all samples were fully recrystallised but the grain sizes and corresponding hardness values varied as shown in Figure 11. The implication of these results was therefore that grain growth was relatively accelerated with the electric current. Although no results were presented, Xu et al. made the interesting statement that DC and AC currents produced identical effects.
Results of heating cold-rolled titanium with different proportions of electrical and thermal heating (from 0 to 100%) on grain size and hardness after annealing for 30 min at 600°C [39].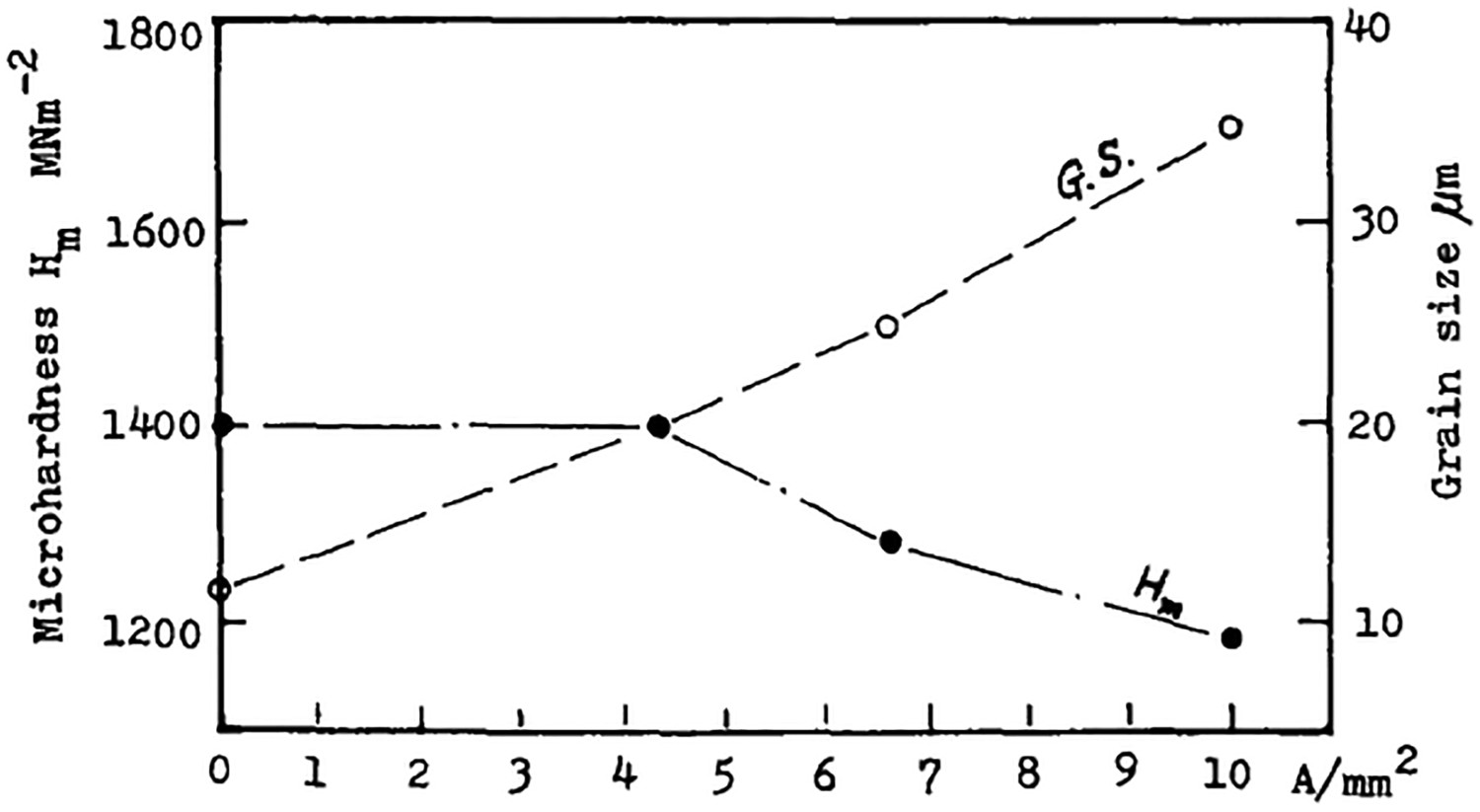
Several publications have treated the situation where electric current pulses are applied during annealing [40-48]. In some cases, these were the primary source of heating but in others, they contributed very little of the energy. The important early investigations of Conrad and co-workers were concentrated on drawn copper wires that were heated principally in a furnace but where 90 µs pulses of 800 A mm−2 were applied with a frequency of 2 Hz. Both calculation and experiment showed that the extra heating due to this electric power amounted to only about 1° so was quite negligible. Some of the results are shown in Figure 12.
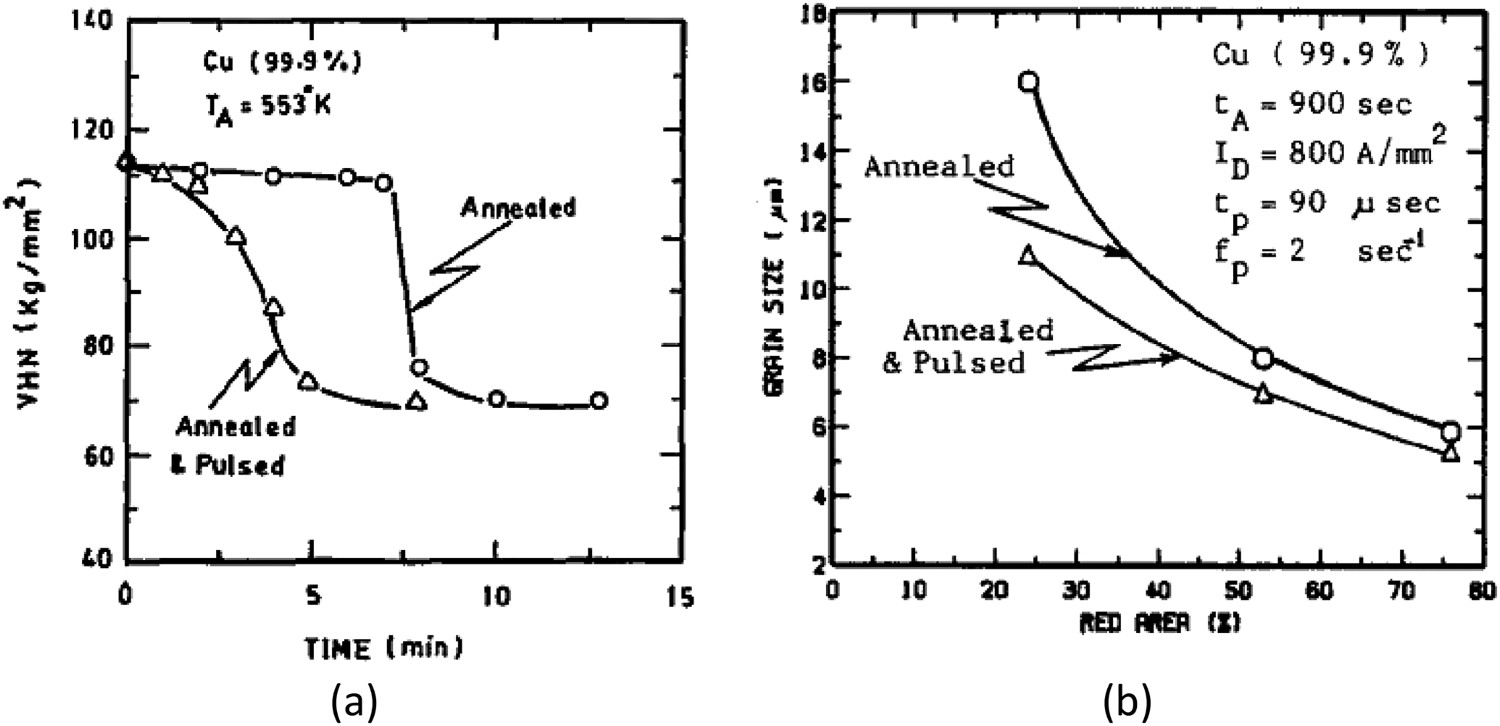
The main findings can be summarised as:
Electric current pulsing accelerated the recrystallisation under all conditions; Effects were more pronounced after lower degrees of cold deformation; Recovery was promoted by pulsing; it is usually minor in copper otherwise; Grain sizes after recrystallisation were decreased; Annealing twin frequency was considerably reduced; The activation energy deduced for recrystallisation was similar with and without pulsing; and Unlike recrystallisation, subsequent grain growth was retarded with pulsing.
A subsequent report by Conrad et al. [43] supported the earlier results and also demonstrated rather similar behaviour in the case of deformed aluminium.
Hu et al. [44] examined textures of 75% cold rolled 3%Si steel heated by electropulsing to different temperatures. These authors claimed an increase in the recrystallised Goss texture component but since there was no reference state for comparison it is difficult to be sure of this. In a subsequent work [45] the same group constructed a continuous heat treatment apparatus where the sheet was subjected to pulse heating while moving between two sets of rollers that provided the electric contacts. The pulse durations were 70 µs with some variation in frequency and current. The authors claimed more rapid recrystallisation with pulsing than in furnace heating. Extremely strong Goss texture was also claimed but the presented results are derived from only small areas of microstructure which casts doubts on the generality of the reported textures.
Similar continuous heat-treating apparatus was used by Yiang et al. [46] to anneal cold-rolled magnesium 9%Al-1%Zn alloy. A feature of this approach was that the authors could extract samples from different positions between the roller electrodes which corresponded to different numbers of pulses and so also to different temperatures since the strip was moving continuously during the experiment. Comparison with a rather different reference condition suggested a significant acceleration of recrystallisation in the case of electric pulsed heating. It was concluded that the pulses increased the rate of dislocation climb and led to rapid nucleation of recrystallised grains and a finer-grained structure after annealing.
Probably the most thorough investigation of electropulsing effects is that reported by Park et al. [48] who examined both an IF steel and magnesium AZ31 alloy in initially cold rolled conditions. Short DC pulses up to 5000 A could be applied at a frequency of 20 kH. A very careful reference system employing furnace heating was also used for comparison, with both isothermal and isochronal anneals. Results based on hardness measurements are shown in Figure 13. Compared to furnace heat treatment, the heating by electric pulses decreases the softening temperature by about 80° or reduces the time by more than one order of magnitude in the case of IF steel. Slightly smaller although similar differences are seen in the case of the AZ31 alloy. Grain sizes at the completion of recrystallisation were similar for both heating methods. Metallography confirmed that the hardness variations in Figure 13 were principally a result of the respective degrees of recrystallisation. In a classical Johnson–Mehl–Avrami–Kolmogorov (JMAK) analysis of the recrystallisation kinetics it was found that the growth exponent (n) was higher with electric pulse heating than in the furnace (0.78 contra 0.62 for IF steel and 0.47 contra 0.27 for AZ31). The activation energies from isothermal tests were lower with electric pulsing, 366 kJ mol−1 contra 434 kJ mol−1 for IF steel and 57 kJ mol−1 contra 137 kJ mol−1 for AZ31. This last result was, therefore in contrast to the earlier findings of Conrad et al. [43] on copper where the activation energy was unaffected by electric pulsing. A possible explanation is that Park et al. used only Joule heating in their pulsed experiments whereas Conrad's had only a minor contribution of electric power with other heating coming from the furnace.
Hardness values after equal annealing treatments in furnace (HT) and by electric pulses (EPT). (a) and (b) for IF steel, (c) and (d) magnesium AZ31 alloy [48].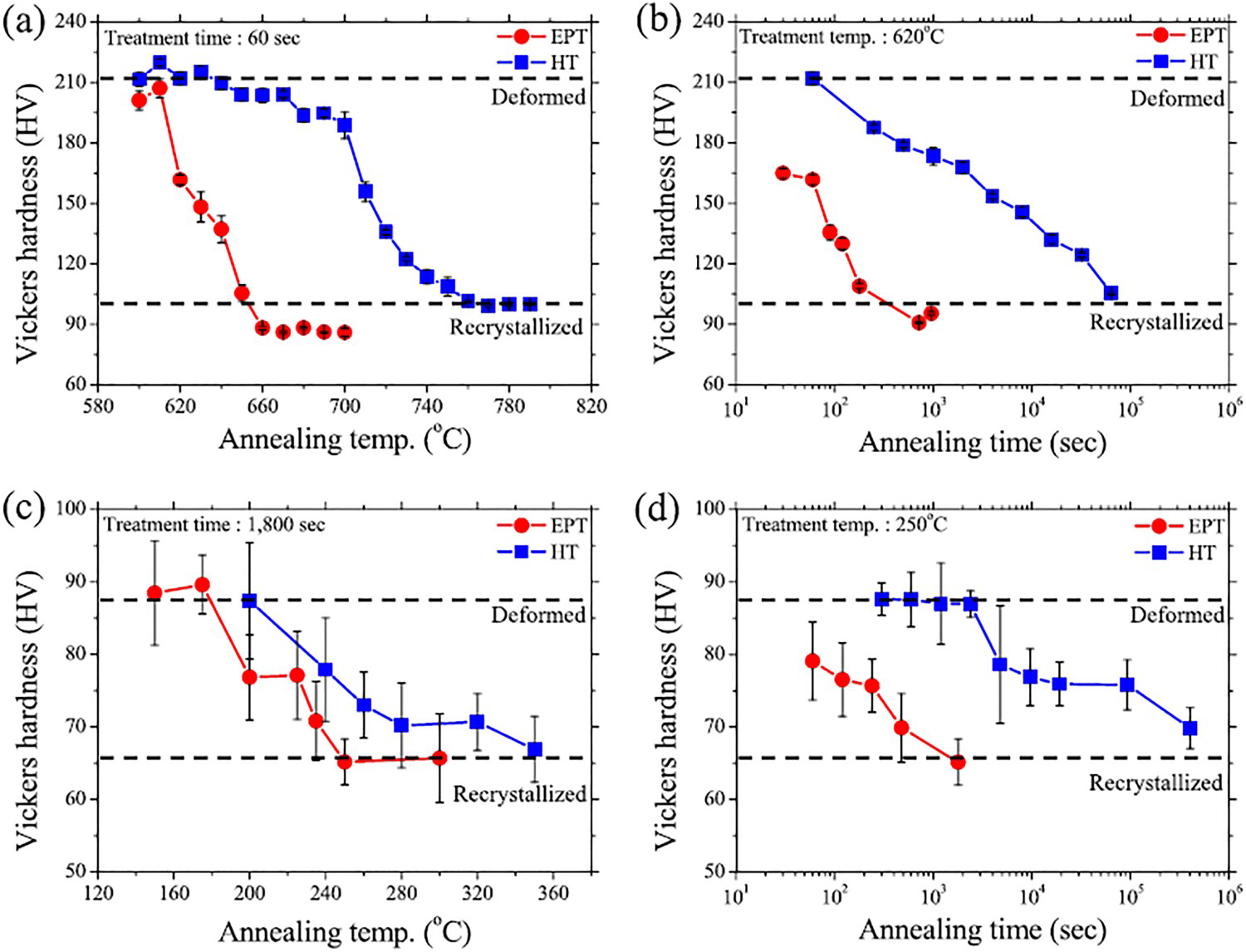
In summary, it seems quite clear that both continuous and pulsed electric currents accelerate recrystallisation beyond the effect of any temperature rise that they incur. The expressions athermal contribution or athermal effect have sometimes been used to describe this. Concerning the structures, after full softening, there is less agreement. Some reports show no effect, some an increase in grain size with electric currents, while more show a reduction, possibly due to a restriction of grain growth after primary recrystallisation is complete. Any influences on texture are at this stage too tentative for credence. The reason(s) given for acceleration of recrystallisation are also varied and uncertain. Effects of ‘electron wind’ are cited in some papers, on dislocations, impurity element atoms or grain boundaries and a parallel is sometimes drawn with the phenomenon of electro-migration of grain boundaries in micro-electronics. Something that argues against all these mechanisms is the claim [39] that DC and AC currents have similar effects.
The present author has made some calculations relating to the excess power dissipated at grain boundaries from electric currents (a similar argument may also apply to dislocations). The electrical resistance of a grain boundary is far greater than inside a crystal. Direct experiments on individual random grain boundaries in copper [49] give the specific resistance of the boundaries to be of the order of 2.5 × 10−15 Ωm2. Taking the thickness of a grain boundary to be about 0.5 nm, this equates to a resistivity of 5 × 10−6 Ωm which may be compared with the value of 1.7 × 10−8 Ωm for bulk copper. In other words, the resistivity of a boundary is some 300 times greater than that of the adjacent crystal and so will be the rate of Joule energy deposited there from an electric current. It might be thought that this would cause significant local heating at grain boundaries which could account for their faster migration. However, metals are good conductors of heat and it is possible to calculate how high the local temperature can rise using standard procedures [50]. Some results for copper subjected to short and long pulses of current giving the same overall energy input are shown in Figure 14. Even with an extremely high current and a very short pulse of 1 µs the extra temperature at the grain boundary is only around 0.2° so this effect cannot possibly explain observations. Nevertheless, one may speculate that the extra energy taken up by atoms in the grain boundary may activate these sufficiently to enhance their jumping across the boundary when one considers that without thermal conduction, the temperature of the grain boundary in this example would reach 3000°C. Since the frequency of atomic fluctuations is of the order 1014 s−1, it is conceivable that the activated state of grain boundary atoms could help to transfer these across the boundary far more quickly than thermal conduction can remove the energy. It should also be noted that the geometry assumed here corresponds to the greatest current that can pass through a grain boundary. Boundaries in orthogonal orientations would be much less affected since the current would mainly choose lower resistance paths through the adjacent crystals.
Calculated temperature profiles for grain boundaries spaced 200 µm apart after a short pulse of 50 kA during 1 µs and a longer pulse of 50 A during 1 s. The average temperature rise is the same in both cases.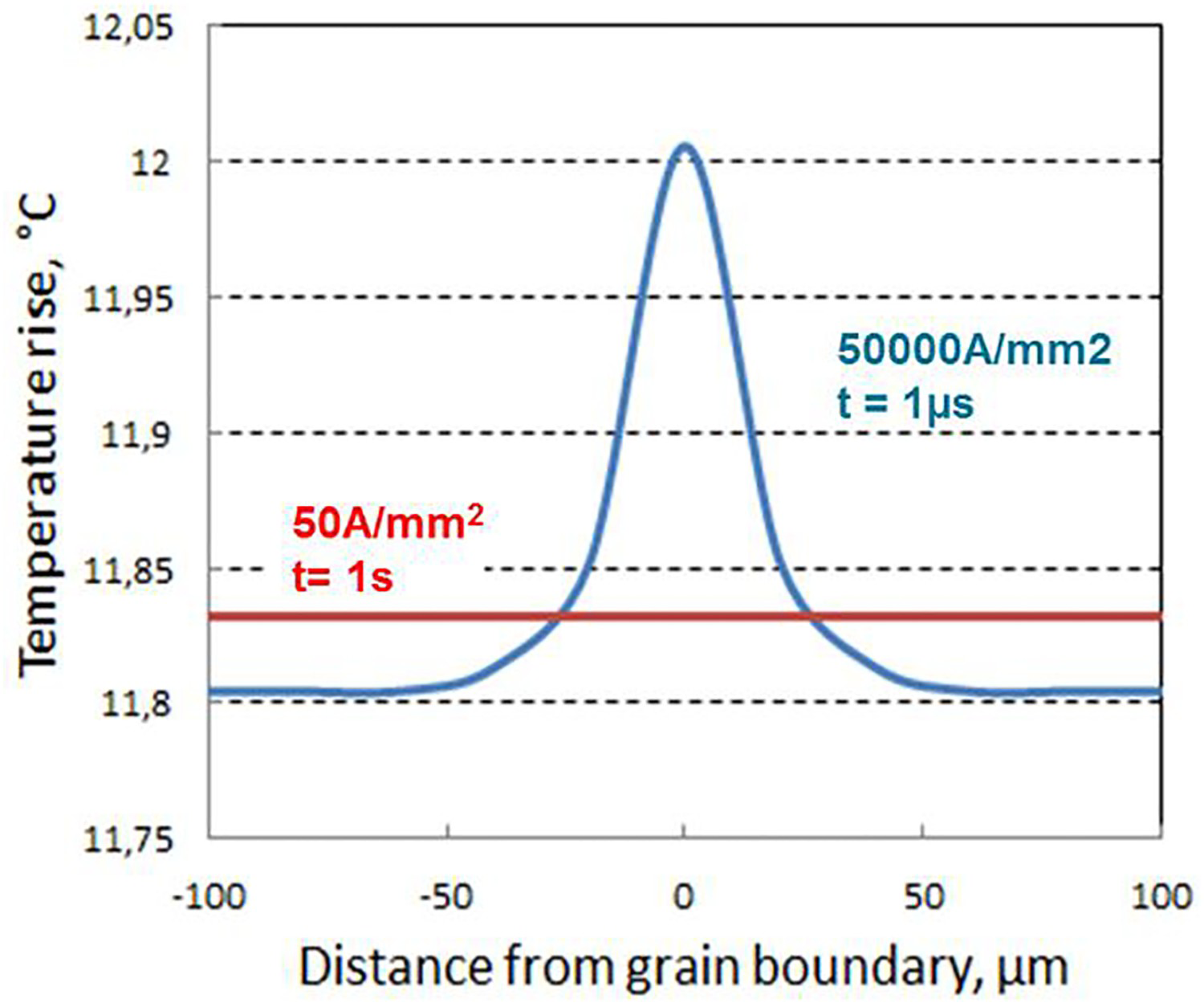
Mechanical stress
There is some reason to suppose that the existence of an applied load creating only elastic distortion might influence the recrystallisation behaviour of deformed metals. It has been shown very clearly that grain boundaries in bi-crystals can be driven to migrate by applied forces that are too small to cause plastic deformation, e.g. [51,52] and Molodov [53] has demonstrated how this can be related to the bi-crystal structure at the boundary. Cahn and Taylor [54] analysed grain boundary movement from a theoretical viewpoint and concluded that translation is always coupled with shearing such that different boundaries are associated with different coupling factors. Recently, Srolivitz et al. [55] using a molecular dynamics approach have clarified how this situation is accommodated even in constrained situations such as in bulk polycrystals. However, it has proved possible to identify only two cases where this possibility has been tested experimentally in such a situation. One is an unpublished M. Sc. thesis [56] and the other concerns some previously unpublished results by the present author.
Munly [56] carried out careful experiments on 50% cold rolled low carbon (ferritic) steel using tapered specimens loaded in a creep rig such that the stress varied systematically along their length between 93 and 234 MPa. Isochronal anneals at different temperatures showed different degrees of softening but no influence of the tensile stress on this along the length of the specimens. The same degree of softening and recrystallisation occurred at all positions.
The new results presented here concern 55% cold-rolled AISI 316 austenitic stainless steel which was annealed in a furnace while subjected to 4-point bending as shown schematically in Figure 15(a). This was in the nature of a combinatorial experiment where the stress varied through the thickness of the sheet from tensile +28 MPa to compressive −28 MPa, while the temperature varied along with the specimen from 790°C in the middle to less than 400°C at the ends which were outside the furnace. Hardness values varied systematically from 283 Hv centrally to 440 Hv at the ends and specimens were cut for metallography from a location where the hardness was 360 Hv which was expected to correspond to about 50% recrystallisation. Electropolished cross-sections were examined using back-scattered contrast in the SEM which gave a very clear distinction between the deformed and recrystallised microstructures, suitable for point counting. Results are shown in Figure 15(b) based on 150 points in each field. The scatter in values is in accord with the expected statistics but it is clear that no trend exists between the degree of recrystallisation and the applied stress level, either in tension or in compression. This, therefore, confirms the early results of Munly that applied stress below the limit for plasticity has no effect on recrystallisation kinetics in bulk polycrystalline materials.
Experiment to investigate the effect of elastic stress on recrystallisation kinetics in AISI 316 stainless steel, (a) furnace and loading conditions, (b) per cent recrystallised at different positions through the thickness of the specimen. Dashed lines show limits of 1 standard deviation.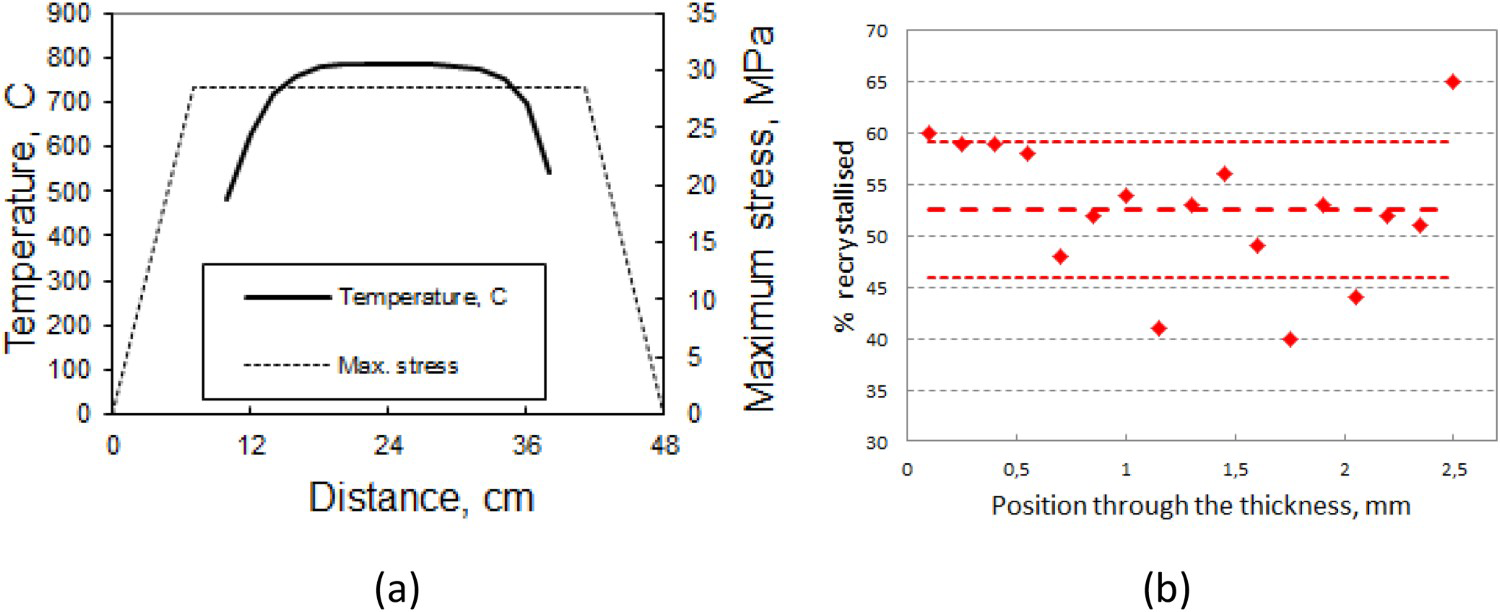
Final comments
It has often proved difficult to draw clear cut conclusions from the literature reports in this review. This may be sometimes because the different materials and various experimental conditions do, indeed, give rise to specific and different behaviours. In some cases, it is hard to avoid a suspicion that enthusiasm has coloured the attitudes of researchers beyond what is scientifically justified. More sympathetically viewed, there may be a greater willingness to report findings that show positive effects than others which are boringly negative. As a concrete example, the final results shown here were actually obtained more than 10 years ago and a manuscript was half-written but discontinued since no interesting effect was seen. An editor might understandably be unwilling to publish results which demonstrate the absence of any phenomenon, and an overall result of this may be that the literature in fact becomes biased away from critical or neutral findings.
One can also wonder why such literature as does exist comprises so many short and incomplete studies. Systematic investigations that provide broad answers to questions about important factors such as field strength, frequencies, etc. are almost entirely lacking. Almost all published results are presented as with or without an apparently arbitrary applied field condition. One reason for the limited range of data is very probably the amount of labour involved in obtaining the experimental results. This has traditionally necessitated numerous annealing runs followed by metallography or mechanical testing to obtain a single value of the kinetics or softening temperature, etc. More recently, ultrasonic-based methods have been developed which permit recrystallisation and grain growth, and to some extent also texture, to be followed quantitatively on a single specimen in real-time, e.g. [57]. Any future attempts to pursue investigations into field effects could benefit greatly from the application of these methods.
It is disappointing that so little theoretical or interpretive content exists in the published literature. The only case which comes close to quantitative analysis is the explanation of grain growth textures in uniaxial metals in the presence of magnetic fields by Molodov and co-workers [24-26]. Other effects of magnetic fields, especially their influences on kinetics and structures, have apparently not been rationalised on any physical basis while explanations of electric field and current phenomena have only been given cursory qualitative explanations which are not even always congruent with the experimental observations. Ironically, the situation with elastic stress, where effects might be expected according to modern theoretical viewpoints of grain boundary migration coupled with shearing, has revealed no detectable effects at all in the limited cases that have been investigated in bulk materials.
Finally, it must be acknowledged that the effects of fields are in most cases quite subtle and the persistence needed to track them down seems to give a small reward for the effort. Probably, for similar reasons, the proportion of publications originating from companies is very little. If the phenomena showed sufficient promise, large commercial organisations would apply their resources and useful effects would be put into production. There appear to be no such examples at present, at least of any intentional application.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).
Correction Statement
This article has been republished with minor changes. These changes do not impact the academic content of the article.