
Abstract
A new multicapillary zone electrophoresis instrument, the Capillarys, was recently launched by Sebia Company. We integrated the Capillarys in an automated workcell that is able to pick tubes from a sample transportation system and arrange them in the right position for bar code reading on the racks of the Capillarys. The racks are transported and loaded on the Capillarys by the robot. After analysis, racks are automatically collected and transferred to a stacker, to wait for storage, waste management, or transportation to another instrument. We built a prototype, and to validate the workcell, we performed a Qualification Plan. The various tests did not reveal important errors in the design of the prototype, but some slight defects in safety, materials, and software were identified. The final decision was to validate the Qualification. The method of Qualification was found to be very efficient for evaluation of the prototype and early detection of necessary improvements. As a result, the risk of modifications required in customer laboratories was limited.
Introduction
The Capillarys is a new multicapillary zone electrophoresis instrument from Sebia Company (Issy les Moulineaux, France). 1 In this instrument (Fig.1) samples are arranged manually in racks that are loaded onto the system by a technician. After that, the analytical process (dilution with buffer, injection in the capillaries, detection and data processing) is fully automated. After analysis, the racks are collected manually by the operator. With Sebia, we set up an automation project: the integration of the Capillarys in an automated workcell able to pick up samples from a sample transport system, load them into the Capillarys, and later unload them. We built a prototype of the workcell, and to validate its quality and performance, we performed a Qualification plan.

Capillarys analyzer.
Materials and Method
Robot
We designed a three-axis robotic system that is able to handle tubes, and by using a specific tool, able to handle racks of tubes. 2 It was not necessary to modify the analyzer, we simply added sensors for rack detection. The workcell is enclosed in an aluminium frame (Fig. 2). Safety of the operator is ensured by safety doors that detect any abnormal openings.

The Robotic workcell.
The work area includes different parts, shown in Figure 3: the user interface of the workcell, the sample detection and picking area, the bar code reader and tube positioning area, the rack-loading area, the area where the robot picks the rack-holder, the two sensors (in and out), and the rack-unloading area.
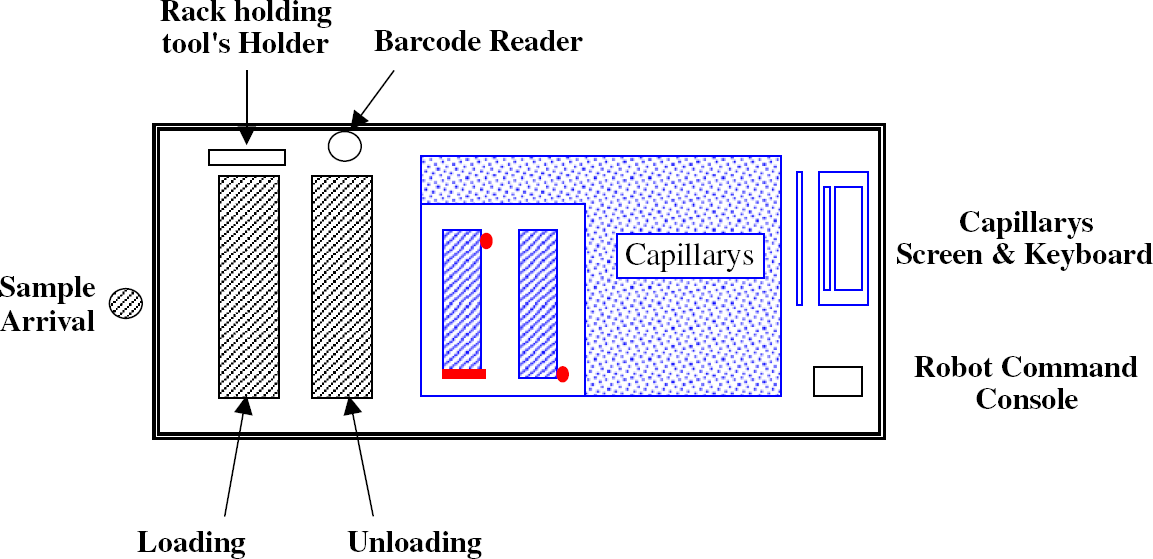
Top-view schematic of the robotic workcell. Blue = original capillarys; green = robot; red = parts added to the capillarys.
The sample tube coming from the transportation line is picked and rotated in front of a bar code reader for proper positioning. The tube then is inserted into the rack. When the rack is full (eight tubes), or after a programmable delay to allow insertion of the first sample, the rack is loaded into the Capillarys using a specific holder. When a rack is completed by the analyzer, the robot takes it to the unload area.
The user interface is designed to be as simple as possible to make the robotic system usage “transparent.” It consists of a four-line LCD display with a few function keys to perform basic tasks (start, stop, and a key that enables the immediate analysis of samples by triggering the loading of a rack into the Capillarys, even if it is not filled with tubes and before the timeout occurs.
The successive steps are presented in Figure 4. The operator is required to check the reagents and waste levels every two hours to validate the results, and to manually sort the samples between storage, waste, or transportation to another workcell or through an automated transportation system.

Different steps of the robotic process. Top left: sample tube placed in the rack; top right: full rack lifted by the transporter; and bottom: rack loaded in the Capillarys.
Qualification
To qualify the workcell, we applied the method that we published previously. 3 First, we set up a Qualification Committee with one coordinator, one technical expert, and two operators to execute the qualification tests. This group was in charge of the planning, execution, and verification of the qualification program. Second, we scheduled a Qualification Plan with the successive steps: Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ). Because we did not find any reference in the literature, we had to create specific traceability documents and design tests adapted to our workcell prototype.
The goals of the three steps are (1) IQ: Using static controls, check if all the parts of the workcell are assembled in agreement with the written specifications, including the laboratory environment. This step is used to detect and correct potential defects in design, manufacturing, assembling and installation. (2) OQ: While testing instrument operation without samples, check if the automated process is executed in a manner that is consistent with the written specifications. Key parameters are measured and analyzed, and appropriate adjustments are made. (3) PQ: While testing instrument operation with samples, check the overall performance and reliability of the complete workcell by simulating the actual conditions of use.
Results
Test results for every step were recorded on qualification record sheets designed from a specific template.
Installation Qualification
During IQ, the compliance of the robotic workcell with technical characteristics was checked visually. During this step, it was noticed that the grade of the chipboard used for some parts of the prototype was not compliant with fire safety and biosafety regulations. New materials should be selected for a final device. The IQ committee ruled on conformity according to the IQ sheet illustrated by Table I. Everything concerning installation was as expected, thus validating IQ.
IQ record sheet

Operational Qualification
OQ is meant to verify the workcell runs according to specifications. Tests were performed in both normal and critical working conditions (Table II). Some adjustments were made on the tube rotor to properly position the bar code label before tube placement in the rack. No defects were found, and OQ was validated.
OQ record sheet

Performance Qualification
PQ was performed in conditions close to routine. Five successive, fully loaded robot cycles were studied (Table III).
PQ record sheet

One fully loaded cycle involved the loading and unloading of 14 racks, each with all eight sample tubes present. The Capillarys was not performing assays during this procedure. Time required by the operator was estimated. Although two runs were interrupted because of a software bug and some minor malfunctions in the prototype, PQ was validated.
Discussion
All the tests scheduled and written in the operating procedures were performed, recorded, and validated by the Qualification Committee. These tests did not reveal important errors in the design of the prototype, but some safety issues were discovered and corrective proposals were written by the committee: (1)
The robot was rated to have no impact on the Capillarys' throughput. Analyzer loading and unloading was performed during analysis, eliminating wait time for racks. The goal was not to increase throughput, which is the purpose of the analyzer, but to make the process fluid and to reduce the need for a human to be present. Compared to the same task performed by a human, time is saved only for sample loading into racks and rack loading into the analyzer. This may appear to be of limited interest if only total time is being scrutinized, but when the robot runs 15 to 20 min every 2 h, the corresponding manual operation would require the permanent presence of the technician to ensure the same throughput, even if real work totals 45 min in the same period of time.
Due to the validation of the successive steps, the final decision of the Qualification committee was to validate the Qualification of the robotic workcell with the reservations described.
Conclusion
First, we proved that the Capillarys instrument is easily robot-compatible, may be integrated in an automated workcell, and is able to be connected to a transportation system. Although specifically designed for the Capillarys, the robot can be easily modified to interface with other instruments, provided its three axes are sufficient for handling the performance of required manipulations.
The method of Qualification was found to be very efficient for the evaluation of the prototype and for the detection of necessary improvements in a well documented manner before advanced development began. This limits the risk of modifications in customer laboratories. The prototype is already undergoing requested modifications.