
Abstract
CaCO3-epoxy composite coatings containing different qualities of nano-Al2O3 were successfully prepared. Infrared spectroscopy was used to verify whether the nano-Al2O3 was modified successfully and scanning electron microscopic (SEM) pictures were taken to study the inner morphology of the composite coatings. When tested by the hydraulic universal material testing system (MTS), it was found that the mechanical performances of composite coatings worsened after added nano-Al2O3. Thermo gravimetric analysis (TGA) and differential scanning calorimetry (DSC) indicated that the thermal stability of composite coatings increased after nano-Al2O3 was added; the abrasion resistance test explained that wear resistance also improved. Finally, it was found that the comprehensive performances of composite coatings for anticorrosion and adhesive strength were best after being tested under 63MPa and 165°C in an autoclave, when added at 10wt% nano-Al2O3.
1. Introduction
Epoxy resin is the most common polymeric coating that inhibits the process of metal corrosion due to its high tensile strength and modulus, low shrinkage in curing, good chemical and corrosion resistance, high adhesion and dimensional stability [1]. However, the application of epoxy is restricted due to its poor wear resistance. It is an effective means to improve the performance of an epoxy coating by the introduction of inorganic nanomaterials.
Nano aluminium oxide (nano-Al2O3) is widely used in the fields of the ceramics, coating rubber and plastic industries [2–8]. In addition, nano-Al2O3 is easy to obtain at a low price. Al2O3 can enhance hardness without affecting the transparency, recoating and brightness of a composite coating [9]. Nano-Al2O3 was introduced in epoxy composite coating to enhance its wear resistance and corrosion resistance. However, with an increased amount of Al2O3, the mechanical properties of the composite coating dropped notably. Nano-Al2O3 is a kind of inorganic material, which is incompatible with epoxy [10]. Therefore, the surface of nano-Al2O3 must be modified in order to improve this compatibility. At the present time, most articles about nano-Al2O3 studied ceramics, and the thermal stability and abrasion resistance of the composite coating [11–16]. However, it has been less studied that nano-Al2O3 has an influence on the corrosion performance and adhesive force of the composite coatings, especially under the high temperatures and high pressures which are representative of conditions that are relevant to the inner coating of a pipeline.
In this thesis, the surface of nano-Al2O3 was modified with a silane coupling agent (KH560) to improve its compatibility with epoxy resin, and nano-Al2O3 was introduced in the CaCO3-epoxy composite coatings, which were prepared by means of blending and heating drying processes. The study aims to examine the thermal stability, mechanical properties and adhesive force of an Al2O3-CaCO3-epoxy composite coating containing different amounts of nano-Al2O3 using an MTS test, autoclave and others.
2. Experimental Sections
2.1 Materials and instruments
The following materials were acquired: nano-aluminium oxide (nano-Al2O3, about 50 nm) and calcium carbonate powder (CaCO3) were provided by the Chengdu Organic Chemistry limited company of the Chinese Academy of Sciences, while acetone, acetic acid, sodium hydroxide and the silane coupling agent γ-(2,3-glycidoxypropyl) trimethoxysilane (KH560) were obtained from the Chengdu Long March Chemical Reagent Factory. The epoxy emulsion (WSP-6101) and its curing agent used in this research were supplied by the Bluestar technology Wuxi resin factory.
The following instruments were used: a YX-6050 model inhaled sandblasting machine (Yuxin Machinery Equipment Limited Company, Sichuan, China), a field emissionscanning electron microscope (SEM, JSM-7500F, JEOL, Tokyo, Japan), a WQF-520 fourier-transformed infrared spectroscopy (FTIR, Beijing Rayleigh Analytical Instrument Company, Beijing, China), a differential scanning calorimeter (DSC, Perkin-Elmer company, DSC6, American), a hydraulic universal testing machine (MTS810, MTS Systems Company, China), a rotary platform abrasion tester-model BGD523 and a Quasi-dynamic autoclave (MSC oil research Instrument Company, Ltd. Shanghai, China).
2.2 Surface modification of nano-Al2O3 particles
The surface modification of nano-Al2O3 particles using silane-coupling agent (KH560) was carried out in an acetone solution using the wet process. In the wet process, the acetone and KH560 mixture was dispersed by ultra-sonic cleaners for 30 min. The concentration of the coupling agent was 2wt% based on the weight of the nano-Al2O3 powder. Acetic acid was dropped into the mixture solution to adjust the pH value to 5.5. Then, nano-Al2O3 powder was added to the mixture solution after being stirred continuously for 30 min. The mixture containing nano-Al2O3 was stirred by magnetic stirring at 300 rpm and 85°C for 4 h. The mixture was filtered and washed two or three times with acetone. The surface modification of the nano-Al2O3 particles was obtained after being dried in an oven at 100°C for 2 h and then ground.
2.3 Modification mechanism of nano-Al2O3
We know that one end group of KH560 is an organic functional group, and the other end has trimethoxysilane which can be hydrolysable. Si-O-Me groups occur as a result of the hydrolysis reaction and form Si-OH, which can react chemically with hydroxyl on the surface of inorganic materials. R stands for the active functional group, which can occur during chemical bonding with epoxy resin. According to the surface being modified, the process involves the four steps exhibited in Figure 1 [17].

Schematic illustration of the surface modification of nano-Al2O3 with KH560
2.4 Preparation of the composite coatings
Al2O3-CaCO3-epoxy composite coatings were prepared using the spraying and heating drying technique, initially; a required quantity of CaCO3 powder was added to the epoxy resin and stirred. Then, a desired amount of the surface-treated nano-Al2O3 was added to the CaCO3-epoxy mixture and the resulting mixture was stirred vigorously to ensure homogenous dispersion of the modified nano-Al2O3 in the CaCO3-epoxy matrix. Finally, the mixture was sprayed on the surface of carbon steel, and placed at room temperature and pressure for 1h. The post curing was carried out in an oven at 120°C for 1 h, and then at 220°C for 2h. The technology flow chart of the composite coating is shown in Figure 2. Various compositions of the prepared coatings are highlighted in Table 1.

The process flow chart of preparation of composite coating
Composition of the different composites coating

2.5 Structural characterizations
In order to verify whether the nano-Al2O3 was modified successfully, infrared spectroscopy was used. Scanning electron microscopic (SEM) pictures were taken to study the inner morphologies of the composite coatings. Samples were immersed in liquid nitrogen and then fractured, and a thin section of the fractured sample was bonded to the aluminium stub using a conductive silver paint, and then coated with gold. Then, the morphologies of the fractured surfaces were observed.
2.6 Performance test of the composite coatings
2.6.1 TGA and DSC analysis
The thermal stability of the coating samples was measured by means of TGA, which was performed to determine the samples' weight loss at higher temperatures. Each sample was subjected to a heating rate of 10°C/min, from room temperature (25°C) to 900°C under an airflow of 60 ml/min. The weights of samples used in this experiment were between 5 and 6mg.
Thermal stability was also studied by DSC. Approximately 10mg of samples were heated as follows: the sample was heated from 40 to 900°C at a heating rate of 10°C/min under an airflow of 20 ml/min.
2.7 Mechanical testing
The properties of the tensile test, three-point bending test and flattening test were measured by MTS-810 at a crosshead speed of 5mm per minute. The experimental materials have carbon steel (P110) as their base metal, and their shapes are shown in Figure 3. The abrasion resistance properties of the composite coatings were also examined using a BGD523 ABRASER wear tester. Six different specimens were examined, and this was repeated three times. The results of the same sample were calculated as an average value.

The shape of the experimental samples used as mechanical testing
2.8 Autoclave test
Corrosion tests of the composite coatings under 63MPa, 165°C and pH=12.5 were carried out by high-temperature high-pressure autoclave for 24 h. Specimens were tested for 24 h in tap water, which was adjusted to pH 12.5 using sodium hydroxide, under a controlled temperature of 165°C and a pressure of 60MPa. Then, the bind-force between the coating and the steel was tested by an indentation method.
3. Results and Discussion
3.1 Characterizing the FT-IR spectrum
The FT-IR spectrum of modified Al2O3 is shown in Fig. 4. In modified Al2O3, an absorption peak is found at approximately 1110cm−1. This peak was attributed to an O-Si-O stretching vibration [18]. Another absorption peak at 2925 cm−1 was also observed, which was assigned to the -CH2-group of the alkoxysilane alkyl chain. Those absorption peaks did not appear on the corresponding region in the pure Al2O3. Therefore, it was demonstrated that nano-Al2O3 was successfully modified by KH560.
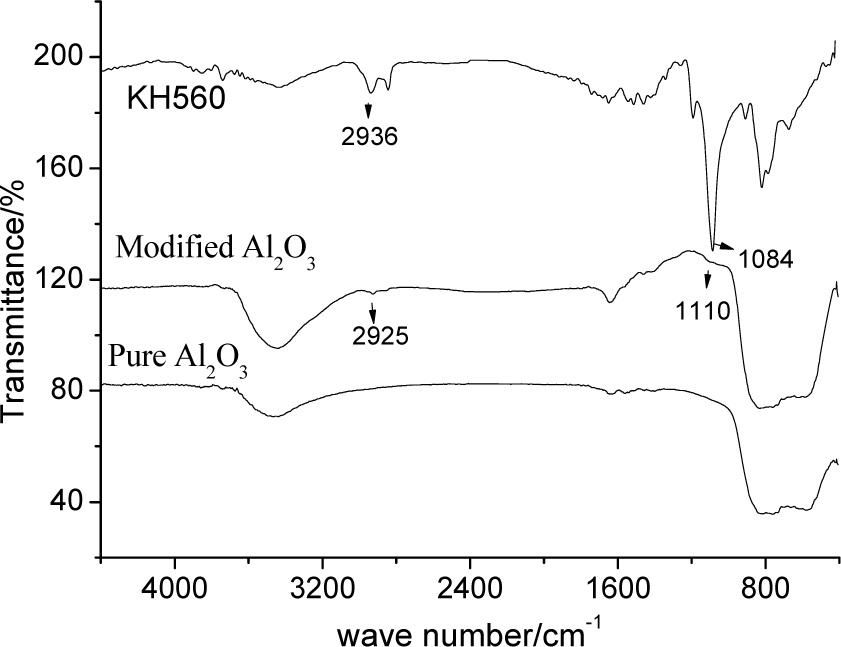
FTIR spectra of KH560, pure Al2O3 and modified nano-Al2O3
3.2 Microstructure characterization
SEM was used to obtain the inner morphologies of composite coatings after adding them to the different contents of nano-Al2O3. These observed morphologies are exhibited in Fig. 5. The cross section of a CaCO3-epoxy composite coating is not uniform, very rough and shows a slice of the “island” structure in Fig. 5(a). Others films exhibit the “island” structure as being more flat and dense with the increase of the nano-Al2O3 content. The cross section may be attributed to the decrease of the quality of CaCO3 and the addition of nano-Al2O3 to the composite coating. As the amount of nano alumina increases to 10%, the island structure becomes very dense, and nanoparticles can be well dispersed in the CaCO3-epoxy system, which indicated that the interaction between the layers of the CaCO3-epoxy matrix and nano-Al2O3 was the best. Related studies have shown that the structure can well disperse stress, improve mechanical properties, extend the corrosive path, block the corrosive medium effectively and improve the corrosion-resistance properties [19–20]. However, as the content of nano-Al2O3 increased to 15%, the Al2O3 nano-particles aggregated. Therefore, the optimal dosage of nano alumina is 10%.

SEM images of the composites coating containing the different amount of nano-Al2O3: (a) 0wt%, (b) 1wt%, (c) 5wt%, (d) 10wt%, (e) 15wt%, (f) 20wt%, respectively
3.3 TGA and DSC analysis
The thermal stabilities of the composite coatings were studied by means of TGA and DSC. The TGA curves for different composite coatings are shown in Figure 6. The temperatures of 2% weight loss and maximum decomposition, and the amount of residual charring at 800°C, are also presented in Table 2.
Results obtained from TGA of epoxy coatings with different nano-Al2O3 contents

As shown in Fig. 6 and Table 2, thermal degradation and maximum decomposition temperatures of the coatings rose with an increased nano-Al2O3 content. This confirms the improvement the thermal stability of the composite coatings when compared to a CaCO3-epoxy coating. The increase of the polymer's thermal stability in the presence of fillers is due to the inhibition of the molecular mobility of polymer chains [21]. However, the temperatures of 2% weight loss and maximum decomposition reduced slightly when the nano-Al2O3 content was up to 15wt%. In 800°C, nanocomposites having higher amounts of residual charring were also due to the presence of nano-Al2O3 particles.

TGA curves of the composites coating with different nano-Al2O3 contents from 25°C to 900°C (a heating rate of 10°C/min)
The curves of DSC for the composite coatings are shown in Figure 7. All of the DSC thermograms exhibit a similar melting peak, with a main melting peak between 600°C and 650°C, and the peak temperature of the composite coatings shifted to a low temperature with the addition of nano-Al2O3. It is well known that KH560 can be grafted to the hydroxyls of the nano-Al2O3's surface. Fig. 1 shows the mechanism of acceleration. Upon the addition of nano-Al2O3 to the CaCO3-epoxy matrix, the -O- bond was formed between the CaCO3-epoxy matrix and the nano-Al2O3 surface [22], which resulted in the acceleration of the dehydration reaction.
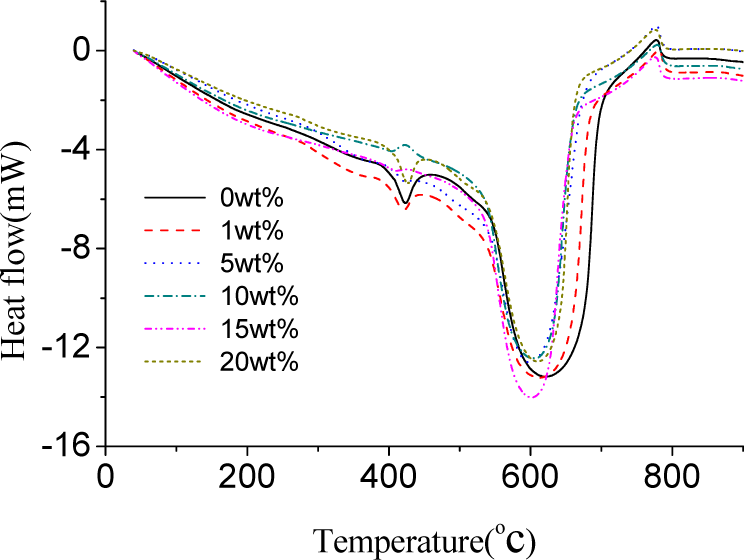
DSC scans curves of the composites coatings with different quality of nano-Al2O3under the temperature range from 40 to 900°C(heating rate of 10°C/min)
3.4 Tensile test
First, the mechanical behaviour of the Al2O3-CaCO3-epoxy composite coatings at room temperature was tested by tensile testing. The thickness of the composite coatings on the surface of the base material was 160±5μm. The test would be stopped when it reached the yielding point of the base material. Then, the surfaces of the tested composite coatings were observed using a metalloscope. The surface appearances of composite coatings after the tensile test are exhibited in Fig. 8. In Fig. 8, the crack densities and crack widths are exhibited clearly for added nano-Al2O3 coatings when compared to CaCO3-epoxy coating after tensile tests. The CaCO3-epoxy coating in Fig. 8 (a) has some slight cracks. Failure cracks and narrow crack spacing exhibited little change when the 1wt% content of nano-Al2O3 was added. We can observe more obvious failure cracks and narrow crack spacing with an increase in the content of nano-Al2O3 in Fig. 8 (c), (d), (e) and (f); this is due to the nano-Al2O3 increasing the brittleness of the coating.

Surface appearance of composites coating containing the different amount of nano-Al2O3after tensile test: (a) 0wt%, (b) 1wt%, (c) 5wt%, (d) 10wt%, (e) 15wt%, (f) 20wt%, respectively
3.5 Three-point bending test
The same test method was used on the three-point bending test. The positions of the support point of specimens were 5mm, 10mm and 15mm. The test should be stopped when the yield point of the base material is reached. Then, the surfaces of composite coatings were observed using a metalloscope 500 times. In Fig. 9, we can see the surface morphologies of the coatings containing different qualities of nano-Al2O3 after three-point bending tests. A relatively uniform and smooth surface can be observed in Fig. 9 (a), and the cracks of the coating get increasingly obvious with the increase of nano-Al2O3, as can be observed in Fig. 9 (b), (c), (d), (e) and (f). The results showed that the composite coatings became more brittle, and had worse flexibility after the addition of nano-Al2O3, deteriorating especially sharply after the nano-Al2O3 content increased to 10wt%.

Surface appearance of composites coating containing the different amount of nano-Al2O3after three-point bending test: (a) 0wt%, (b) 1wt%, (c) 5wt%, (d) 10wt%, (e) 15wt%, (f) 20wt%, respectively
3.6 Abrasion resistance test
The wear resistance of the Al2O3-CaCO3-epoxy composite coatings was tested using the BGD523 ABRASER wear tester. A CS-17 rotor was employed in the test. The loading and the number of rotations were 1 kg and 1000, respectively. The test was repeated three times and calculated the average of the obtained data. Weight losses of the specimens after the abrasion test are shown in Fig. 10. The results show that the abrasion resistance of the coatings increased with an increase in the nano-Al2O3 content. It can also be found that the abrasion value drastically decreased from 16.2mg to 8.9mg with the addition of nano-Al2O3 to 10wt%. However, the abrasion value slightly reduced from 8.9mg to 7.7mg, with the addition of 10wt% in the obtained data, which is due to the aggregation of nano-Al2O3. It is confirmed that adding nano-Al2O3 is conducive to increasing the abrasion resistance of composite coatings in the case of good dispersion.

The abrasion values of composites coating with different quality of nano-Al2O3 in CaCO3-epoxy matrix
3.7 High temperature and high pressure tests
The adhesion performances of Al2O3-CaCO3-epoxy composite coatings on carbon steel substrates have been studied under high-temperature and high-pressure conditions via an autoclave. Fig. 11 shows the different coatings' surface statuses when they were scratched by a knife after the high temperature and pressure tests. We can see that these nicked edges have different levels of peeling. The nicked edges of coating have very obvious peel off in Fig. 11 (a) and (b), and relatively less peel off in other films, and the flaking of coatings is minimal when added to 10wt % nano-Al2O3: see Fig. 11 (c), (d), (e) and (f). It is indicated that the anticorrosion properties of a coating under high temperature and pressure was the most excellent when it contained 10% nano-Al2O3.

Surface appearance of composites coating containing the different amount of nano-Al2O3 after high temperature and high pressure test and scratch test: (a) 0wt%, (b) 1wt%, (c) 5wt%, (d) 10wt%, (e) 15wt%, (f) 20wt%, respectively
4. Conclusion
The different performances of CaCO3-epoxy composites containing the different qualities of nano-Al2O3 have been evaluated and the following conclusions may be drawn:
The mechanical performances of composite coatings worsened after the addition of nano-Al2O3, and decreased with an increase in the content of nano-Al2O3.
The wear resistance and thermal stability of composite coatings got better after the addition of nano-Al2O3
The best and most comprehensive performance of composite coatings for anticorrosion and adhesive strength in such high temperature and pressure situations occurs on the addition of 10wt% nano-Al2O3.
Therefore, although the toughness and adhesive force of composite coatings were reduced after the addition of 10wt % nano-Al2O3, the comprehensive performance of composite coatings for abrasion resistance and anticorrosion is better in such high temperature and pressure situations.