
Abstract
Pharmaceutical industries are continuously seeking out new strategies to improve their operations and gain a competitive advantage. Maintenance tends to be a key management issue for many pharmaceutical companies. Proper maintenance management requires information about maintenance performance for the planning and controlling of maintenance processes. However, it is generally difficult to reconcile production and maintenance goals. This work presents an integrated management system that can help in finding optimal maintenance strategies via a multi-object approach. The availability of an integrated system allows for detecting potential management problems and optimizing costs. Furthermore, the proposed method offers significant additional input data that can be useful to analysts for improving maintenance management.
1. Introduction
The pharmaceutical industry can be defined as a collection of complex processes, operations and organizations.
In the pharmaceutical industry, authorities are raising the standards of good manufacturing practice (GMP) requirements in order for companies to introduce the concept of “continuous improvement”, as affirmed by Liker (2003) in his work “The Toyota Way” [1]. The importance of continuous improvement is also noted in Sugiyama and Schmidt [2].
In many industries, there is the strong perception that bad maintenance is a major cause of organizational problems; therefore, it is necessary to invest in maintenance improvement [3].
The maintenance function is important for an organization to maintain its competitiveness [6]. We have gained experience from various optimization projects and believe that pharmaceutical companies still require a business process model for realizing a manufacturing culture [7].
Recent surveys [8] have indicated that 33 cents of every dollar spent on maintenance costs is wasted in the US manufacturing industry as the result of unnecessary and improperly carried out maintenance.
An effective maintenance programme ensures a satisfactory level of system reliability and reduces operating costs. Information flow between production and maintenance is very important in order to define a proper “maintenance organization” [9].
The aim of the present research was to study the relationship between the complexity of the production environment and the use of maintenance practices in the Pharmaceutical Industry in order to define proper maintenance strategies and innovative approaches. This study employed qualitative research and includes a literature review and a case study.
Specifically, in this work we present an integrated system that is useful for defining an optimal maintenance strategy and a proper policy for continuously monitored degrading systems. Section 2 in this paper presents a literature review on maintenance strategies in the pharmaceutical industry. In section 3, the theoretical approach of the research is discussed. Section 4 provides details about the proposed research framework. Section 5 reports the results of the analysis and provides a discussion of the results.
2. Literature review: maintenance strategies in the Pharmaceutical Industry
In the past two decades, changes in the production environment have rendered maintenance tasks increasingly complex. As a result, industries are being forced to consider systematic approaches for optimizing their maintenance policies [10]. The overall objective of the maintenance process is to optimize the total life cycle of **** without compromising safety or environmental issues [11]; [12]. In fact, unexpected failures usually have adverse effects and may result in major accidents. Studies by Khan and Haddara have illustrated the close relationship between maintenance practices and the occurrence of major accidents [13]. The aim of the present study was to identify best practices for maintenance management systems from the literature review and to establish the key concepts adapted for the pharmaceutical industry.
The following considerations were suggested from the extant literature on maintenance strategies in the pharmaceutical industry.
Studies conducted by Rafols [14] using a variety of sources and perspectives revealed that the pharmaceutical industry faces a productivity crisis and is undergoing substantial transformation. As pointed out by Shah [15], the pharmaceutical industry relies on several drivers, but likely the single most important driver is the time-to-market. From this point of view, for pharmaceutical industries, it is vital to recoup their investments in developing new products as soon as possible [16]. Swanson [17] emphasized that without well-maintained equipment, a plant is at a disadvantage in a market that requires low-cost products of high quality to be delivered quickly.
Competitive pressures on manufacturing organizations have forced them to consider all improvement possibilities, for example, as stated by Hipkin and Cock [18], the consideration of management tools integration like total quality management (TQM) and business process reengineering (BPR). In particular, two maintenance interventions have seen significant industrial application over the past decade: reliability-centred maintenance (RCM) and total productive maintenance (TPM).
According to Kister & Hawkins [19], one of the fundamental measures of performance used in total productive maintenance (TPM) is overall equipment effectiveness (OEE), which measures in percentage points three important concepts from the point of view of manufacturing: the availability, efficiency and quality rate of a plant. Though OEE is a well-known performance measurement [20], on its own, it is not sufficient for “monitoring” organizational maintenance management.
As pointed out by Gulati [21] a company must also understand that achieving a high level of computational accuracy is a critical factor for the success of maintenance management. Without computer-assisted prompts, operators carry out unnecessary preventative action routines or leave them until too late [22]. Computational facilities offer effectiveness and efficiency. Maintenance is one area in which computing can be applied with great results. A computerized maintenance management system can offer support on a variety of levels within the organizational hierarchy [23]; [24].
The literature review indicated that, in general, studies were focused on a particular type of maintenance policy. In our opinion, there is a need for a more generalized methodology that can be applied to all contexts. Thus, we believe that according to the literature review, the critical factor for ensuring a proper maintenance management system is to invest in systematic and effective maintenance by employing a good managerial decision support tool. Therefore, it is necessary to analyse the maintenance management process globally, that is, the system should be looked at holistically by taking into account maintenance levels, work planning and scheduling, maintenance analysing, spares management, the computerized maintenance management system in place and the staffing required.
3. Research methodology
This section addresses the research methodology through the analysis of the proposed research approach. There is a continuing need to review the maintenance procedures of pharmaceutical industries. Thus, it is important to improve maintenance functions for several reasons: to increase competitiveness, reduce costs, increase higher availability and reliability in the context of plants and equipment, improve safety and eliminate environmental disasters attributable to equipment failure [25]; [26].
For the above reasons, the first step toward formal maintainability management is the formulation of a rigorous methodological approach divided into four procedural stages. Our proposal is shown in Figure 1.

The proposed research approach
Firstly, it is necessary to perform a preliminary study in order to identify the main maintenance management system problems. After gaining a basic understanding of maintainability and its impact on the project it is necessary to build an integrated management system (IMS). Following the preliminary study, it is necessary to invest research in three main features: 1) the maintenance management process, which can be considered as having six phases; 2) the maintenance/plant organizational arrangements, that is, the ability to build proper organizational maintenance structures; 3) the maintenance improvement procedures, which represent the best practices to implement into the integrated management system, as illustrated below in Figure 1.
The main features of each stage are defined below.
Data collection, where the collection of primary data is conducted;
Data analysis, where quantitative and qualitative analysis of primary data occurs.
Plant Manager, person responsible for determining who should work and their duties;
Operations Manager, person with personal and professional skills derived from experience able to manage several problems;
Engineering Manager, person with basic formal education in engineering;
Maintenance Manager, person with appropriate skills in maintenance practices.
Work identification, where information about performance indicators such as mean time between failures (MTBF), mean time to repair (MTTR) and overall equipment effectiveness (OEE) is defined;
Work planning, that is, the identification of all required resources;
Work scheduling, where opportunistic maintenance tasks synchronized with production are developed;
Work execution, where an effective control of the maintenance work execution function through clear accountability for each type of demand placed upon the organization is defined;
Maintenance history recording, which consists of evaluating and analysing the current programme in order to direct necessary refinements;
Maintenance analysing, which consists of identifying and investigating potential system (product or process) weaknesses.
4. An Integrated Maintenance Management System within the Pharmaceutical Industry
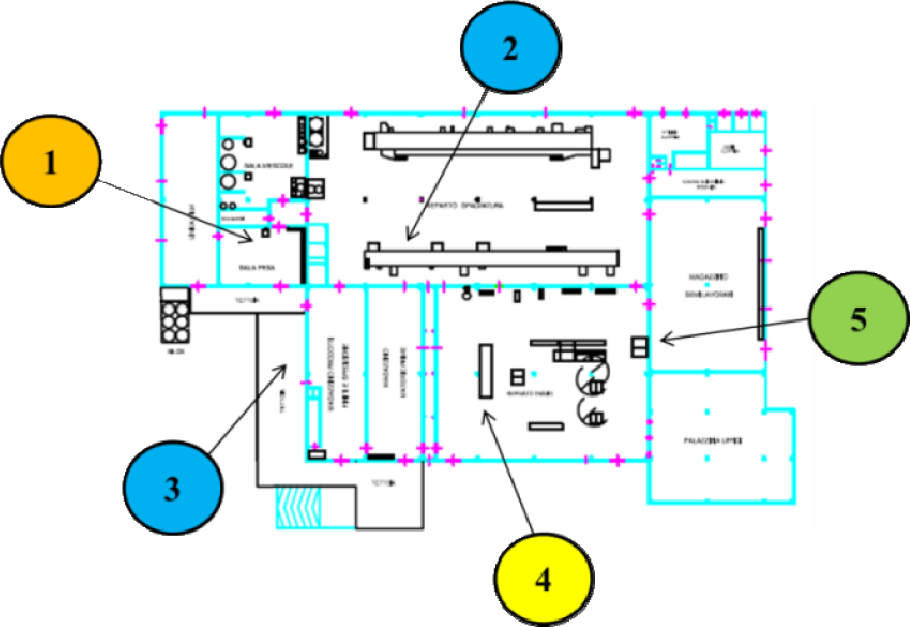
The aim of our study was to construct an approach for improving maintenance management within the pharmaceutical industry according to the above stages. A typical pharmaceutical industry was considered and pictures relating to the production site are shown in Figure 2.

Production site: a description of different stages is reported below
4.1 Stage 1: Maintenance preliminaries
A preliminary study, performed using questionnaires for data collection and data analysis, was conducted to identify the problems in current primary maintenance management.
We asked the individual responsible of every unit/department to answer questions such as: “In your opinion what are the main problems, if any, in trying to have production machines/equipment available for maintenance?”; or “In your opinion what are the problems, if any, with the engineering staff regarding the engineering structures, competency and training?”.
Table 1 is an example of the results of the preliminary study; 15 questionnaires were completed.
Primary maintenance management system problems

In Figure 3, Pareto analysis shows the examination of losses for each unit/department. The analysis indicated units nine and 10 to be the most relevant, both in terms of number and of time spent on repairs.

Pareto analysis of losses for each unit/department
4.2 Stage 2: Maintenance/plant organizational arrangements
To guarantee a formal maintainability process, it is necessary to develop maintainability awareness at the corporate level. Thus, in the present stage, we examined three different profiles (P1, P2 and P3) related to plant manager; engineering manager, maintenance manager and operations manager, according to the following criteria: problem solving, soft skills, hard skills, leadership, decision-making and team group. For each profile, we selected the best one according to the charts below (Figure 4, 5, 6 and 7). A score from 1 to 10 was assigned.
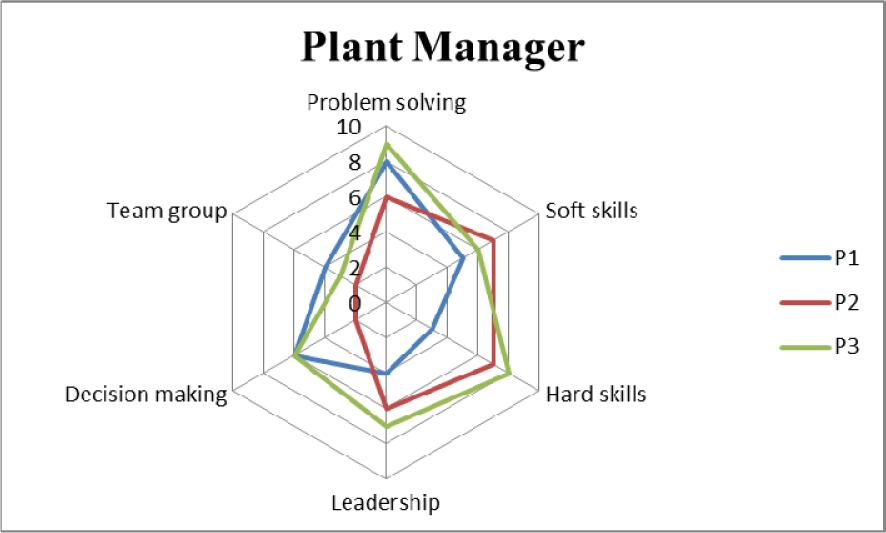
Plant manager profile

Engineering manager profile
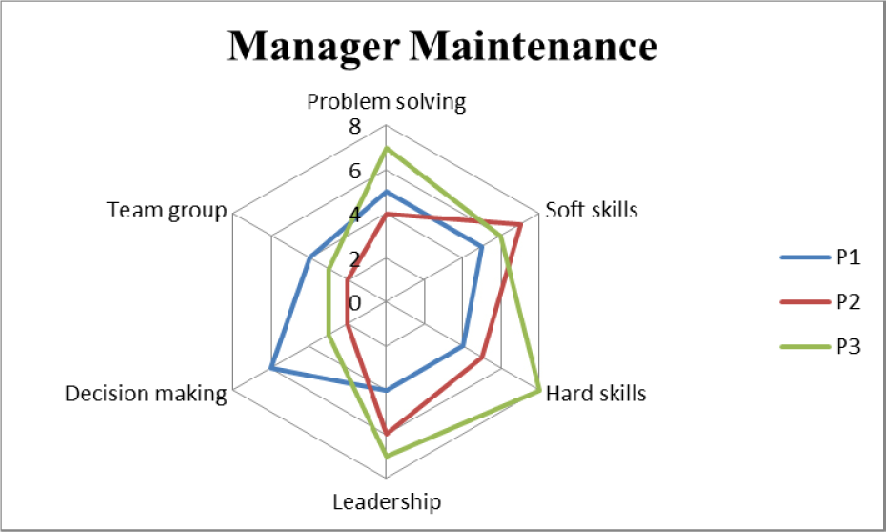
Maintenance manager profile

Operations manager profile
4.3 Stage 3: Maintenance Management Process
The aim of this stage was to offer a systematic approach for managing the maintenance process. Below is a brief description for each phase.
Work identification: in an industry context, data analysis generally starts at the system level in order to identify the system contributing the most to plant downtime. During this phase, mean time to repair (MTTR), mean time between failures (MTBF) and overall equipment effectiveness were defined, according to Equations (1), (2) and (3). These are typical performance indicators for continuously operated plants.

where:
g(t): probability density of repair at time t
μ(t): repair rate at time t
where f(t) is the probability of failure.

These are robust, easily computed statistics that can be applied at the plant, system or equipment level [27].
In Figures 8, 9 and 10, analysis for MTTR (minutes), MTBF (minutes) and OEE (%) is shown for a period of 10 weeks.
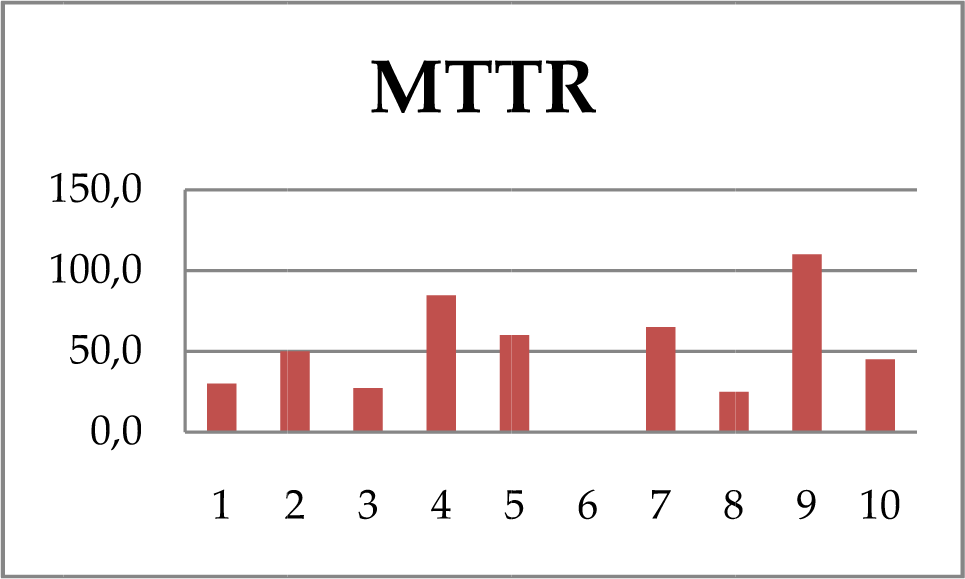
MTTR analysis — 10 weeks (from 40 to 50)
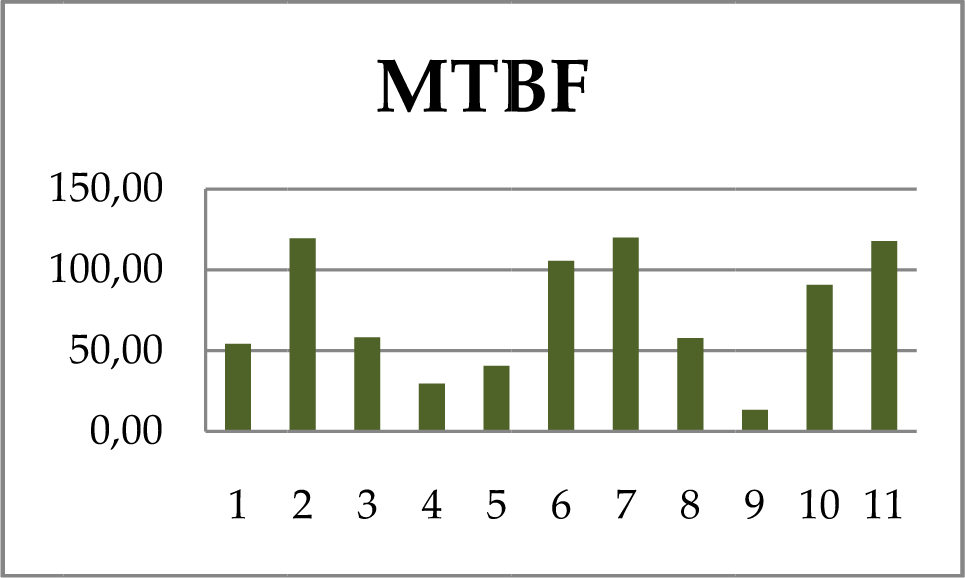
MTBF analysis - 10 weeks (from 40 to 50)
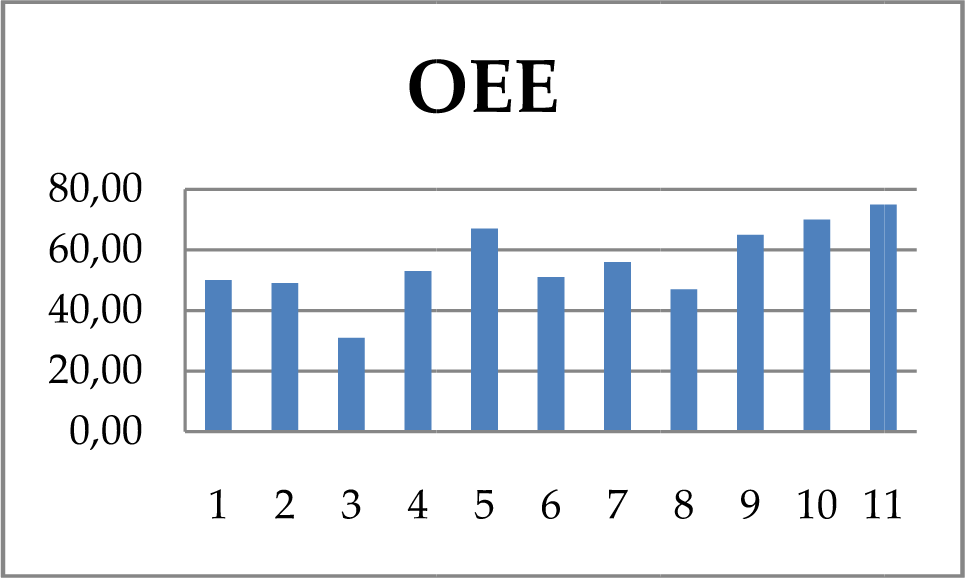
OEE analysis — 10 weeks (from 40 to 50)
Work planning: the aim of this phase was to identify all required resources. In order to achieve this goal it was necessary to analyse all types of faults and map them in order to identify the resources (manpower, equipment, materials) needed to resolve failures. The type of fault and causes are shown in Table 2. A particular colour was associated with each one:
Orange indicates improper maintenance;
Yellow for incorrect design;
Green for failure to maintain operating conditions;
Blue for failure to maintain basic conditions.
Type of fault and its

A map of faults is shown in Figure 11.
Example of a map of faults
Maintenance history recording: the aim of this phase was to analyse any anomalies during the production such as the halting of production (number), as shown in Figure 13.
Maintenance organization

Halt production — 10 weeks (from 40 to 50)
Work scheduling: the aim of this phase was to organize the different types of maintenance over time for each unit/department. An example of scheduling for maintenance programmes is shown in Table 3.
Scheduling for maintenance programmes

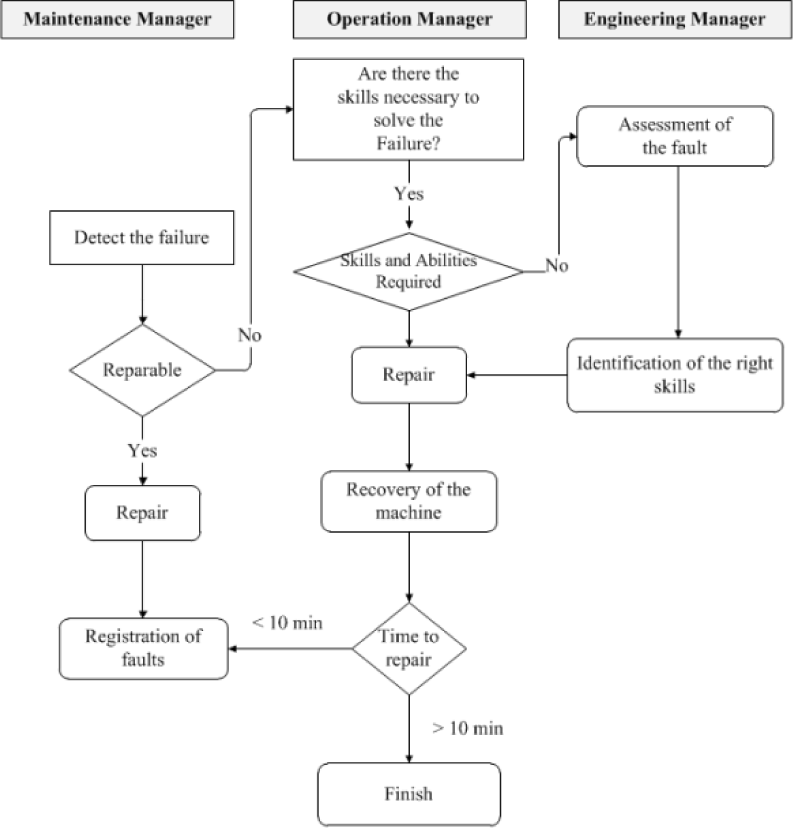
Work execution: for establishing effective planning/scheduling, it is essential to define the work scheduling, i.e., the “maintenance organization” in order to define who does what. In our case, we applied the following procedure (Figure 12), which synchronized the tasks of the maintenance manager, operations manager and engineering manager.
Maintenance analysis: the aim of this phase was to identify critical points in the maintenance process. There are several tools that can be used here, but in our opinion, the best of these is the failure mode, effects and criticality analyses (FMECA). This method consists of a methodology for examining all the ways in which a system failure can occur, the potential effects of then failure on system performance and safety, as well as the seriousness of these effects. Figure 14 shows an example of the FMECA approach.

Example of FMECA
4.4 Stage 4: Computerized and standardized improvement actions
The definition of performance indicators for each line is rather complex, especially from a management point of view. Therefore, we have developed a synchronized model based on Visual Basic logic for the collection and implementation of the data with regards to both production and maintenance. In Figures 15, 16, 17 and 18, some IMS masks are illustrated.

IMS homepage
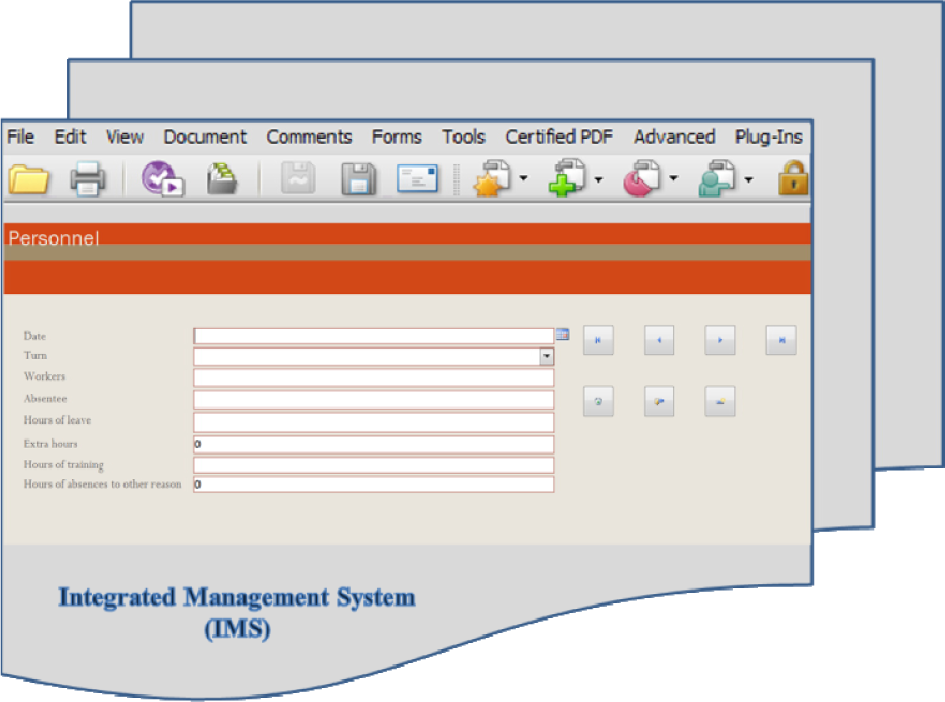
IMS personnel mask

IMS Maintenance mask

IMS production mask
On the homepage of the computerized model (Figure 15), there are the following seven main functions: mask for production; masks for personnel management activities; mask for maintenance; mask for the addition of workers mask for the addition of a production line; mask for adding a maintainer; closing application.
We used a specific script for the construction of masks. Below is an example of the production mask.
Private Sub Form_Open(Cancel As Integer)
OPEN.Visible = False
CLOSE.Visible = True
Form_Mask_PRODUCTION.AllowDeletions = False
Form_Mask_PRODUCTION.AllowEdits = False
Form_Mask_PRODUCTION.AllowAdditions = False
Refresh
End Sub
In personnel mask (Figure 16), there are the following primary functions: overtime; training; hours of absence (for reasons not specified above).
In the maintenance mask (Figure 17), there are the following primary functions: machine; component; duration of the fault; description of failure (in minutes); description of the fault.
In the production mask (Figure 18), there are the following primary functions: data (day, month, year); breakdown; net time of production; shifts; number of pieces produced.
An important feature of the IMS is the automatic creation of performance indicators such as MTTR and MTBF for each line and month. For example, the MTTR for Unit 1 is shown in Figure 19.

MTTR — Unit 1
With an IMS constant monitoring, peak performance of the entire plant is possible.
In conclusion, we can summarize the primary results of this study as follows:
Reduced MTTR 55%
Increased MTBF 47%
Increased OEE 26%
Zero machine breakdowns
Increased preventive maintenance 15%
5. Conclusions and discussion
The presence of a well-organized maintenance system helps an organization to increase machine availability, reduce production downtime, production losses and overtime costs. The information flow between production and maintenance is very important. It is necessary to define a specific and methodical approach in order to perform production and maintenance tasks. The proposed model incorporates elements from the literature study concerning best practices in maintenance management systems, as well as the main problems of the maintenance management system identified in our case study. The results of our approach are very interesting, because it is shown that it is possible to achieve better process control. Moreover, the research methodology process allows for a broader view of the work done by both the production and maintenance teams. Further research will be performed by applying the proposed model in other pharmaceutical companies. It is clear that the proposed integrated maintenance management system model can be implemented within different types of companies.