
Abstract
Purpose
Biodegradable polymers are currently gaining importance in several fields, because they allow mitigation of the impact on the environment related to disposal of traditional, nonbiodegradable polymers, as well as reducing the utilization of oil-based sources (when they also come from renewable resources). Fibers made of biodegradable polymers are of particular interest, though, it is not easy to obtain polymer fibers with suitable mechanical properties and to tailor these to the specific application. The main ways to tailor the mechanical properties of a given biodegradable polymer fiber are based on crystallinity and orientation control. However, crystallinity can only marginally be modified during processing, while orientation can be controlled, either during hot drawing or cold stretching. In this paper, a systematic investigation of the influence of cold stretching on the mechanical and thermomechanical properties of fibers prepared from different biodegradable polymer systems was carried out.
Methods
Rheological and thermal characterization helped in interpreting the orientation mechanisms, also on the basis of the molecular structure of the polymer systems.
Results and conclusions
It was found that cold drawing strongly improved the elastic modulus, tensile strength and thermomechanical resistance of the fibers, in comparison with hot-spun fibers. The elastic modulus showed higher increment rates in the biodegradable systems upon increasing the draw ratio.
Introduction
Biodegradable polymers are used in several fields, due to the encouraging potential they have to minimize the pollution related to plastic goods directly disposed of in the environment; furthermore, when they come from renewable resources, they can contribute to reducing the consumption of fossil fuel–based resources and energy (1–2–3–4). More recently, fiber production, mainly by melt spinning, dry spinning or electrospinning, is gaining increasing attention, especially concerning polylactic acid (PLA) and for biomedical purposes (5–6–7–8–9–10–11–12–13–14–15).
One of the most important goals during fiber production is to attain suitable mechanical properties. These can depend on several factors, of which the orientation and the degree of crystallinity achieved are particularly important. Indeed, crystallinity can be modified in processing, although to a relatively small extent; on the other hand, the orientation can be significantly enhanced by tuning the drawing conditions applied during spinning (hot drawing) or during the following cold drawing operations. Although there are data in the literature about the effects of the orientation on the main properties (16–17–18–19–20), only a few papers have dealt with the effects of orientation on biodegradable fibers (9, 10, 12, 21–22–23–24).
In general, it can be stated that the orientation leads to a significant increase of the Young modulus and the tensile strength (while a decrease of the elongation at break usually occurs) along the drawing direction, although this applies to semicrystalline polymers, while amorphous polymers and blends can experience a brittle-to-ductile transition, induced by orientation (25, 26), with a subsequent increase of the elongation at break upon increasing the orientation (up to a certain degree).
In our previous work (27), we extensively studied the effects of hot drawing on the properties of biodegradable polymer fibers, explaining how the orientation involves different mechanisms (such as those related to relaxation times of the macromolecules) and how these can influence the mechanical properties obtained.
With regard to the effect of cold drawing on the properties of polymer fibers, the information available in the literature is typically directed toward traditional, nonbiodegradable polymers. Lund and Hagstrom (28) studied the effects of melt-spinning and cold-drawing parameters on the crystallinity in poly(vinylidene fluoride) (PVDF) fibers, finding that the draw ratio before cold drawing greatly affected the nature of the crystallites, although this could be partially modified during cold drawing. Shirataki et al (29) prepared poly(ethylene terephthalate) (PET) fibers with a wide range of molecular orientations and crystallinity, by cold drawing of melt-spun yarns in a temperature-controlled bath. They found that the network draw ratio has directly correlated with the main mechanical properties, to the extent that PET fibers could behave in the manner of an almost ideal rubber during the cold drawing. Baseri et al (30) investigated the effect of exposure on supercritical CO2 on cold-drawn PET fibers, finding a significant influence of the CO2 on crystallinity and orientation of the macromolecules. Sokkar et al (31) studied the influence of cold drawing and drawing velocity on the molecular orientation and physical structure parameters of isotactic polypropylene fibers, finding that the molecular structure is more influenced by the draw ratio rather than the drawing velocity.
Therefore, the main goal of this work was to fill some of the previously discussed gaps and to complete our investigation, by assessing the influence of cold stretching on the mechanical and structural properties of fibers prepared from 2 different families of biodegradable polymer blends, comparing them with a nonbiodegradable reference polyester sample, based on PET, to assess their spinning ability.
Methods
Materials
The biodegradable polymer systems used were Mater-Bi CF04P grade, made by Novamont (Italy), with a melt flow rate of 7 g/10 min at 160°C (under 5 kg load), and Bioflex F2110 grade commercialized by FKUR (Germany), with a density of 1.27 g/cm3 and melt flow index (MFI) of approximately 5 g/10 min (190°C, 2.16 kg). The composition of the Mater-Bi biodegradable system is proprietary (32, 33); the Bioflex system is based on PLA and thermoplastic-copolyesters (TPC) (32–33–34), For comparison, a PET sample (Cleartuf P82; produced by M&G, USA), with an intrinsic viscosity of 0.82 dL/g and a melting temperature of 249°C, was also used.
Fiber production
First, hot-spun fibers were produced by means of a CEAST (Italy) Rheologic 1000 capillary viscometer (capillary size: D = 1 mm, L/D = 40, 180° inlet geometry), featuring a tensile drawing unit. The equipment allows the production and collection of fibers at different draw ratios by changing the speed of the drawing unit. The extrusion temperatures were 170°C for the 2 biodegradable polymer systems (35) and 270°C for the PET; the extrusion apparent shear rate was 60 s−1. The hot draw ratio, DRh, adopted for all of the materials was 10. The DRh was calculated as:

Where D0 is the diameter of the capillary and Df is the diameter of the fibers.
The cold drawing process was performed at room temperature on these hot-spun fibers using an Instron (USA) 3365 universal machine at room temperature at a drawing velocity of 10 mm/min. The cold draw ratio, DRc, is the ratio between the final and the initial length (about 3 cm) of the sample.
Characterization
Mechanical (tensile) characterization was carried out on the cold-drawn fibers with the aid of an Instron (USA) 3365 universal machine. The tensile tests were performed at 2 different speeds: 1 mm/min during the first 2 mm of deformation, and then 100 mm/min until achievement of fiber break. At least 7 samples were tested for each fiber type.
Dynamic mechanical analysis (DMA) was carried out on a 01 dB-METRAVIB DMA 50N apparatus (France), choosing a heating rate of 5°C/min, a strain of 0.5% (after performing an appropriate strain sweep test, to ensure that the limits of the linear viscoelastic range were not exceeded) and a frequency of 1 Hz. Dynamic mechanical tests were performed on 3 specimens of spun and cold-drawn fibers, respectively.
The same apparatus was used to measure the curves of the stress relaxation modulus of the 3 materials. Stress relaxation analyses were performed on specimens (thickness ≈ 0.5 mm, width = 5 mm, length = 10 mm) cut off from compression moulded sheets obtained by means of a Carver (USA) laboratory press, operating at the same temperatures as above, with an applied load of approximately 5 MPa for about 5 minutes – and applying instantaneously a static strain of 0.5% for 150 minutes at a temperature of 30°C.
The calorimetric data were measured by differential scanning calorimetry (DSC) using a Perkin-Elmer (USA) DSC7, at a scanning rate of 20°C/min. The crystallinity degree was estimated from the enthalpy of fusion as the average of 3 measurements.
Birefringence measurements were also performed to assess the actual orientation degrees of the different materials. The measurements were performed at room temperature using a Leitz (Germany) polarizing microscope equipped with a Berek compensator.
Results and discussion
Typical stress–strain curves of the spun fibers of the 3 investigated systems are reported in Figure 1. The 3 materials showed a ductile behavior: in particular, PET fibers showed the higher values for elastic modulus, tensile strength and elongation at break. With regard to the 2 biodegradable systems, Bioflex was more rigid; however, it showed slightly lower values of the properties at break. The mean values of elastic modulus, tensile strength and elongation at break of the spun fibers of the 3 materials are reported in Table I.
Mechanical properties of the spun samples with a DRh of about 10
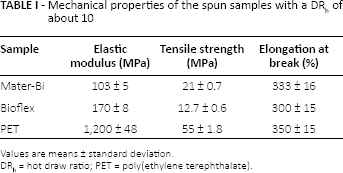
Values are means ± standard deviation.
DRh = hot draw ratio; PET = poly(ethylene terephthalate).
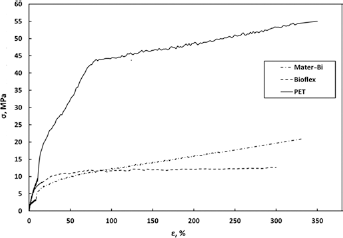
Typical stress–strain curves of the spun fibers, with hot draw ratio (DRh) of about 10, for the 3 polymer systems investigated.
In our previous study (27), we discussed the differences in the mechanical properties between hot-spun fibers and unoriented, isotropic samples. In more detail, with regard to the hot-drawn fibers, the orientation was obtained more easily in the 2 biodegradable polymer systems, since the time spent in the drawing line before their ultimate solidification was longer (27, 36); but, due to this longer time experienced in a molten state, the achieved orientation could partly relax. On the other hand, the achieved orientation was more easily “frozen” in PET, which has a higher crystallization temperature. The tensile properties detected suggest that the time spent by PET in the melt state was sufficient to reach a high level of orientation; then, the quick cooling froze this orientation. In contrast, a significant part of the higher level of orientation achieved by the 2 biodegradable polymers could be relaxed during the longer time spent in the melt state, along the spinning line. For the above explained reasons, the orientation was, therefore, more effective in the PET sample than in the other 2 polymers, as demonstrated by the values of mechanical properties, previously shown.
This was further proven, in our previous study, by birefringence measurements, indicating that PET fibers were better oriented; this is related to different factors, such as the cooling rates and the relaxation times of the different polymers. Indeed, these factors can lead to interacting or, on the contrary, contrasting effects. Typically, longer relaxation times allow a more effective and persistent orientation, but on the other hand, this can be lost if the cooling rates are sufficiently slow, and/or when the crystallization temperatures are relatively low (which is the case for the 2 biodegradable polymers, in comparison with PET). With regard to the cold-drawn fibers, the stress–strain curves of those having a cold draw ratio equal to 2 are reported in Figure 2.
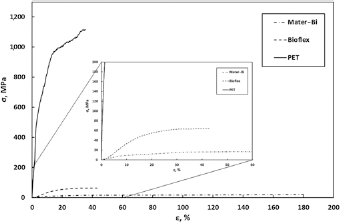
Typical stress–strain curves of fibers with cold draw ratio (DRc) = 2, for the 3 polymer systems.
Of course, the curves are very different from those of the hot-spun fibers shown in Figure 1. Indeed, the initial slope (elastic modulus) of the curves is higher for all of the samples, like the tensile strength, whereas, on the other hand, the elongation at break is dramatically lower. This means that a high level of orientation was achieved for all of the materials and in particular for the PET sample. As regards the Mater-Bi, the elongation at break was not much shorter than in the case of the hot-spun fibers, since the degree of orientation had not increased greatly.
These features are better shown in Figures 3–4–5, where the dimensionless values of the tensile properties (elastic modulus E, tensile strength TS and elongation at break EB) are shown as a function of the cold draw ratio. The dimensionless values, calculated by dividing the value of a property at a given cold draw ratio by that of the hot-spun fibers with DRh = 10, are useful to observe more clearly the relative variations due to the different drawing techniques.
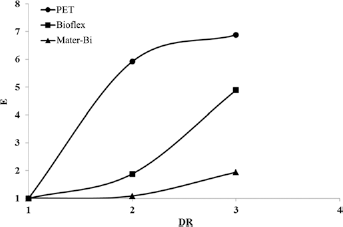
Dimensionless elastic modulus (E) as a function of the cold draw ratio (DR).
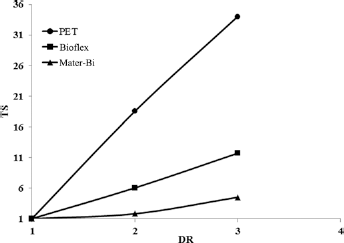
Dimensionless tensile strength (TS) as a function of the cold draw ratio (DR).
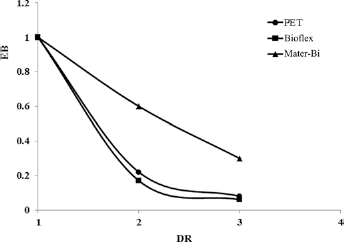
Dimensionless elongation at break (EB) as a function of the cold draw ratio (DR).
Both the modulus and the tensile strength increase with increasing draw ratio, while the mirror image of that holds for the elongation at break. Indeed, the elongation at break is reduced by increasing the cold draw ratio, and all of the fibers become fragile at the highest value of DRc. The increase of modulus and especially of the tensile strength is remarkable, in particular for PET, while the Mater-Bi sample shows the lowest increase of the tensile strength but the higher deformability; on the other hand, Mater-Bi and, especially, Bioflex curves showed higher slopes in the region between DR = 2 and DR = 3, which can be explained by considering that PET already had a higher degree of orientation. In our previous paper (27), the better performance of PET for the hot-spun fibers was attributed to its higher melt strength and higher melting/crystallization temperatures, as well as the different behavior related to the cooling process along the spinning line. In the isothermal cold drawing process, there is no thermal effect on the morphology of the fibers, so the different response to the cold stretching is only due to the competition between the orientation of the macromolecular chains subjected to stretching and the relaxation of the same chains during stretching. Of course, this depends on the materials’ relaxation times and on the processing parameters of the stretching operation. Then, the dimensionless relaxation modulus curves were measured to clarify the different responses of the 3 materials to the stretching, and these are reported in Figure 6.
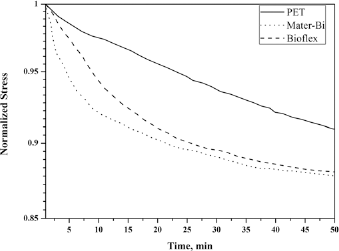
Relaxation modulus curves for the 3 polymer systems.
In the investigated range, PET showed the lowest relaxation decay and then the longest relaxation times, while the decay of the relaxation curves was clearly more significant for the 2 amorphous, low glass transition temperature biodegradable polymer systems, and in particular for Mater-Bi. PET showed longer relaxation times and then lower mobility of the chains because it is semicrystalline and far from the glass transition temperature. In contrast, the 2 biodegradable polymers are amorphous and, in these drawing conditions, near to their glass transition temperature. During the drawing process, the macromolecules are oriented along the stretching direction, and in the case of PET, this orientation remains and does not relax significantly, because of the reduced mobility; cold drawing is, therefore, very efficient. For the biodegradable polymers, part of the imposed orientation is lost because of the higher mobility and shorter relaxation times of the chains, that can thus relax. With regard to a direct comparison between the 2 biodegradable polymers, the better performance of Bioflex can be ascribed to the same reason – that is, the lower mobility of its macromolecules if compared with the Mater-Bi here investigated. For the Mater-Bi, indeed, the orientation is easier to achieve since the short relaxation times allow a rapid alignment of the macromolecules upon stretching, but at the same time, the relaxation of the macromolecules is easy and fast as well. This hypothesis is confirmed by the data for birefringence as reported in Table II, where the dimensionless birefringence of the fibers is reported as a function of the cold draw ratio for the 3 materials. The dimensionless values have been calculated by dividing the value for each fiber at a given DRc by that of the spun sample. The data are reported in dimensionless form to compare the rise of the orientation with the cold draw ratio and then to corroborate the model discussed before. The values clearly suggest that PET shows a larger rise of birefringence upon cold drawing in comparison with Bioflex and Mater-Bi, confirming the previous hypothesis of better orientation of PET when compared with the 2 biodegradable samples.
Dimensionless birefringence of cold-drawn fibers
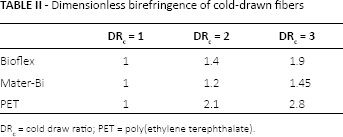
DRc = cold draw ratio; PET = poly(ethylene terephthalate).
In Table III, the values for melting temperature and of the enthalpy of fusion are reported for the 2 fibers (hot-spun and cold-drawn) of the 3 materials. Mater-Bi fibers remained in the amorphous state for both spun and cold-drawn fibers, and only a small trace of crystallinity was shown by the cold-drawn fiber. An increase of the crystallinity is observed for PET after cold drawing, while a larger increase is measured for Bioflex. This effect can be explained considering that the oriented macromolecules are more prone to crystallize due to their more regular morphology, and on the other hand, the degree of orientation in hot-spun fibers was already high, as previously discussed.
Melting temperature (Tm) and enthalpy of fusion (ΔH) for hot-spun and cold-drawn fibers
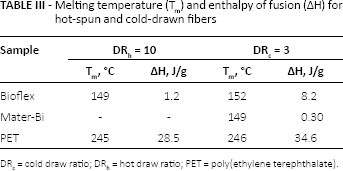
DRc = cold draw ratio; DRh = hot draw ratio; PET = poly(ethylene terephthalate).
The storage modulus curves of the hot-spun and cold-drawn fibers are reported in Figures 7–8–9. The storage modulus curves clearly show the increase of the rigidity of the fibers obtained by the cold-drawn fibers in comparison with the hot-spun ones, in perfect agreement with the previously reported values of the elastic modulus. The same curves show that this difference between the samples becomes larger with increasing temperature, especially for the PET sample. Moreover, for this material, the glass transition temperature shifts toward higher temperatures with the cold drawing. With regard to the biodegradable systems, however, a significant shift of the glass transition temperature was also observed in the Bioflex sample.
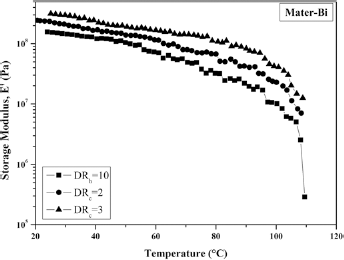
Storage modulus of Mater-Bi fibers as a function of temperature, for fibers with hot draw ratio (DRh) = 10, cold draw ratio (DRc) = 2, DRc = 3.
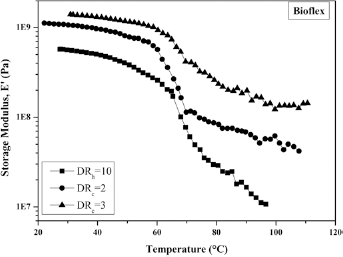
Storage modulus of Bioflex fibers as a function of temperature, for fibers with hot draw ratio (DRh) = 10, cold draw ratio (DRc) = 2, DRc = 3.
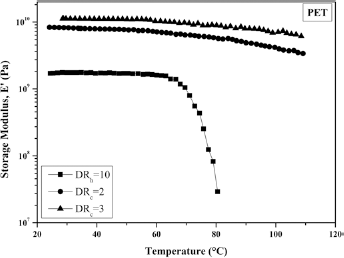
Storage modulus of PET fibers as a function of temperature, for fibers with hot draw ratio (DRh) = 10, cold draw ratio (DRc) = 2, DRc = 3.
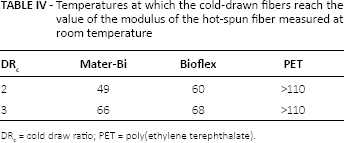
Both the increase of the rigidity and the shift of the glass transition temperature give rise to remarkable improvements of the thermomechanical resistance of the materials. Table IV reports the temperatures at which the cold-drawn fibers reach the value of the modulus of the hot-spun fiber measured at room temperature. It is evident that a relevant increase of the thermal resistance of all of the materials occurs: once more, this especially applies to PET and then to Bioflex.
Temperatures at which the cold-drawn fibers reach the value of the modulus of the hot-spun fiber measured at room temperature
Conclusions
In this work, the influence of cold stretching on the mechanical and thermomechanical behavior of fibers coming from 2 different families of biodegradable polymer blends was assessed. Cold drawing strongly improved the elastic modulus and tensile strength with respect to those of the hot-spun fibers. The elongation at break provided a mirror image for the first 2 properties and strongly decreased on increasing the cold draw ratio. The orientation mechanism was investigated also by means of relaxation tests. Furthermore, the thermomechanical resistance of the fibers significantly improved, and in particular, cold drawing remarkably increased the temperature at which the modulus of the cold-drawn fibers reached the values measured for the hot-spun fibers at room temperature.
PET fibers, analyzed for comparison, showed the best mechanical properties and the higher increase of modulus and tensile strength upon increasing the cold draw ratio. Between the 2 biodegradable polymer systems, Bioflex fibers showed moderately higher enhancements than Mater-Bi fibers. In general, the elastic modulus showed a higher increment rate in the biodegradable systems upon increasing the draw ratio, due to higher mobility and lower degree of already achieved orientation in the macromolecules.
Footnotes
Financial support: No grants or funding have been received for this study.
Conflict of interest: None of the authors has any financial interest related to this study to disclose.