
Abstract
Purpose
To characterize two thermal sprayed coatings of different particle-sized hydroxyapatite on some biomedical implant materials.
Methods
Characterization of the as-sprayed coatings was performed using x-ray diffractometer, scanning electron microscopy/energy dispersive spectroscopy, and x-ray mapping techniques. Bond strength of the sprayed coatings measured as per ASTM-C633 standard and cell culture studies were performed to assess the biocompatibility of the coatings.
Results
The results indicated that, HA coatings of 10 μm particle sized powder were completely amorphous, while that of 30 μm sized powder consisted of crystalline HA with minor tetracalcium phosphate and tricalcium phosphate phases. This flame spray HA-A and HA-B coatings exhibited higher bond strength (67.8 and 49.3 MPa respectively) in comparison with other thermal spray HA coating techniques reported in literature. In vitro biocompatibility studies revealed that HA-B coated specimens had good biocompatibility with a human osteosarcoma cell line KHOSNP (R-970-5).
Conclusions
These observations show that particle size of HA powders have a significant effect on the phase composition, microstructure, roughness and biocompatibility of deposited coatings. HA-B coatings were found to be metallurgically better than the HA-A coating from the point of view of biomedical applications.
Introduction
Metals and their alloys are used as biomedical implants because of their excellent mechanical properties, reasonable biocompatibility, and ease of manufacturing. However, when these materials are used in a highly corrosive human body environment, degradation takes place. Surface modification of metallic implants with a bioactive coating can be an attractive solution to the degradation problems. Moreover, this will also assist bone growth for successful implantation. Surface coatings modify the bio-materials' surface composition, structure, and morphology, retaining their bulk mechanical properties as such (1). Bone is an inorganic material, which consists of 65% to 70% of a mineral compound, namely, hydroxyapatite (HA) along with 30% to 35% of other elements such as magnesium, zinc, iron, and fluoride. HA [Ca10(PO4)6(OH)2] is used in biomedical applications such as orthopedic devices, dental replacements, tissue engineering, and bioactive coating applications (2). The concept of applying HA onto metallic implants as a coating was developed because of its biocompatibility and bioactive properties. HA coated metallic implants combine good strength and ductility of the metal with the excellent biocompatibility and bioactivity of the HA (3). HA stimulates stronger bonding between the bone and metallic implant. A dense and high crystalline coating effectively shields the release of metallic ions from the implant into the body (4,5). There is continuous research into exploring new techniques for the deposition of HA coatings so as to reduce the problems associated with the existing coating processes and optimization of the coating properties. Among various HA coating techniques, thermal spray techniques are preferred over other methods, for instance plasma spraying is the only food and drug administration (FDA) approved technique for biomedical implant materials.
However it has been learnt that because of the high temperature of plasma flames, the HA particles melt completely or partially, which leads to the generation of amorphous calcium phosphate (ACP) and bioactive calcium phosphate phases such as tetracalcium phosphate (TTCP) [(Ca4P2O9)], tricalcium phosphate (TCP) [Ca3(PO4)2], metastable crystalline products such as oxyhydroxyapatite (OHAP), [Ca10(PO4)6(OH)2-2xOx)] or oxyapatite (OA), [Ca10(PO4)6O)] and the formation of calcium oxide (CaO). Degradation of HA coatings with high amorphous phase content occurs by delamination of cracked lamellae and dissolution of the remaining lamellae during immersion tests (6,7). The fraction of HA, TTCP, TCP, and ACP phases present in the HA coatings determines their in-vivo biological behavior (8). Tsui et al. (9) documented that an ideal HA coating for implants would be one with low porosity, high cohesive strength, and good adhesion to the substrate, high degree of crystallinity, high chemical purity, and phase stability.
In this study, a thermal spraying technique was used to deposit HA coatings on some biomedical implant materials. This method is characterized by high particle velocity and low flame temperature instead of plasma spraying, therefore it is anticipated that it may be a better technique to deposit high quality HA coatings on biomedical implant materials. Earlier it has been reported that variation in feedstock powder and deposition parameters can lead to different phase composition, crystal structure, and microstructure, which affects the dissolution behavior of HA coating (9-11). Therefore in this study, two different particle size distributions of HA powder have been investigated with the same deposition parameters.
Materials and Methods
Feedstock powder and substrate
The average particle sizes of two HA powders used in this study were 10 μm and 30 μm. HA powders with particle size of 10 μm and 30 μm are referred to as HA-A and HA-B respectively in the current study. Both the feedstock powders [10 μm (Captal S) and 30 μm (Captal 30)] were procured from Plasma Biotal, UK. Commercially available biomedical materials, namely stainless steel (SS 316L) with chemical composition in weight %—C: 0.024; Cr: 16.850; Ni: 10.735; Mo: 2.269; Si: 0.468; Mn: 1.156; P: 0.032; S: 0.017 and Fe: balance and titanium-aluminum-vanadium alloy [Ti6Al4V ELI (TAV)] with chemical composition in weight %—N: 0.02; C: 0.05; H: 0.01; Fe: 0.20; O: 0.16, Al: 6.10; V: 3.95 and Ti: balance were used as the substrate materials in this study. SS 316L coupons, each measuring 20 mm × 15 mm × 2 mm were prepared, whereas in the case of TAV, disc shaped specimens each measuring 12 mm × 5 mm were made for the studies. The specimens were polished by silicon carbide papers down to 180 grit, followed by cloth wheel polishing with alumina paste on a polishing machine. These specimens were washed with deionized water followed by acetone rinsing. The substrates were then grit blasted with 20 mesh size alumina (Al2O3) grits at a pressure of 5 bars for two minutes. Surface roughness obtained by grit blasting is essential to achieve a strong bond between the coating and substrate.
Deposition of coatings
HA coatings were deposited by thermal spraying equipment (CERAJET) on SS 316L and TAV specimens, which is a proprietary product of MECPL (Metalizing Equipment Company Private Limited, India). In this system, acetylene and oxygen were used as combustion gases and air was used as the carrier gas to feed the HA powder from hooper to the spray torch. This system is a high velocity version of a flame spraying system and is especially designed for ceramic coatings. This method is preferred over conventional flame spray system because of its higher spray velocity. The particle velocity of conventional flame spraying systems is less than 100 m/s, whereas particle velocity of this flame spray system is ≈300 m/s. This gives high bond strength between coatings and substrate materials. The temperature of oxyacetylene flames in the CERAJET system is ≈2700 °C, which is much lower than plasma spraying technique. The spraying parameters used for HA coatings are given in Table I. Thermal spraying of HA powder was performed immediately after grit blasting of substrates.
THERMAL SPRAY PROCESS PARAMETERS FOR HA COATINGS
Characterization of powders and sprayed coatings
Coated samples were characterized using XRD and SEM/EDS techniques. The phase composition of the starting powder as well as the as-sprayed coatings was analyzed by XRD (X'pert-PRO) with Cu-Kα radiation, operating at 40 KV/30 mA. The coated samples were scanned over 2θ range of 20-60°. The morphology of feedstock powders and HA coatings was examined by SEM (QUANTA 200 FEG) coupled with EDS. Some of the sectioned samples were analyzed by JEOL JSM-6610 LV, SEM. After surface characterization, the samples were sectioned with a low speed precision saw and mounted in epoxy resin using a specimen mounting press. Mounted samples were mirror polished with slurry of alumina on a napped cloth to highlight the surface of HA coated substrates. The samples were gold plated to achieve the required conductivity before observation in SEM. Surface as well as cross-sectional SEM/EDS analysis of the coated samples was performed to study their elemental compositions along with micro structural features. The roughness of flame sprayed HA coated samples was measured with surface roughness tester (SJ-400 MITUTOYO). Each reported value of roughness is the average of five measurements at various positions on the surface of the samples. The bond strength of both the flame spray HA-A and HA-B coatings on cylindrical stainless steel specimens (25.4 mm diameter) was determined as per ASTM-C633 standard for thermal spray coatings. The flat surface of uncoated specimen was grit blasted and bonded to the coated specimen by HTKultrabond 100 glue. The assembly was given a heat treatment to cure and harden the bonding glue and tested on a universal testing machine. Each reported value of bond strength is the average of three measurements.
Biocompatibility studies
In order to assess the biocompatibility of the HA coatings, cell culture studies were performed. Human osteosarcoma cell line KHOS-NP (R-970-5) supplied by National Centre for Cell Science (NCCS), Pune, India was used for this purpose. These cells were seeded on five surfaces, polystyrene culture plate (control), HA-A and HA-B coated TAV and SS 316L specimens in 12 well plates at a density of 1×10 3 cells/well with 3 mL of culture medium in each well. In control, the cells were placed directly into 12 well plates. The culture medium consisted of Dul-becco's modified Eagle's medium (DMEM) supplemented with 10% fetal bovine serum (FBS) and 1 mM nonessential amino acid solution. Culture media were changed every two days. These samples were incubated for seven days at 37 °C in a humidified incubator in the presence of 5% CO2. After seven days incubation the cell proliferation was studied by MTT assay. Absorbance was measured using UV-VIS spectrophotometer (Specord 250 plus, Analytik Jena, Germany). All MTT assays were performed in triplicate.
Results and Discussion
XRD analysis
The XRD scans of both the powders are shown in Figure 1. The analysis clearly indicates that all the major peaks belong to HA (JCPDS card no. 9-432). The XRD patterns for the thermal sprayed HA-A coatings, on TAV and SS 316L substrates are shown in Figure 2. The XRD pattern of HA-A coatings showed a decrease in peak intensity in comparison to the intensity of starting HA-A powder. It is found that XRD pattern of HA-A coatings is extremely different from the feedstock HA-A powder. A large hump is observed around 30° (2θ) without any crystalline peak on both the substrates. It is an indicator of the fact that the coatings have an amorphous structure, regardless of the substrate used. Similar findings have been observed by Gross et al. (12) for the plasma sprayed HA coatings. It was shown by Lu et al. (13) that the plasma sprayed HA coatings from powder particle size of 10-20 μm contain a large amount of amorphous phase. They further proposed a post heat treatment of HA coatings at 600 °C, which is sufficient to achieve complete crystallization of the amorphous phase. The formation of amorphous phase may be attributed to the fine particle size of HA powder, which might have melted completely during thermal spraying. A smaller particle size is prone to higher heat transfer and complete hydroxyl ion diffusion from the surface of in-flight molten particles (14). A non-crystalline glassy phase formation has also been attributed to the rapid cooling of plasma sprayed coatings (12). At faster cooling rates, dehydroxylated regions form an amorphous phase while at lower cooling rates formation of oxyapatite occurs (15). Rapid cooling restricts the mobility of the atoms before they can pack into a more thermodynamically favorable crystalline state (6). It is learnt that amorphous coatings usually result from much better melting during spraying, and thus better spreading upon solidification compared with the un-melted portion (16). The decomposition of HA during thermal spraying can be accounted for by CaO-P2O5-H2O phase diagram with the time-temperature exposure of the HA powder particles (16,17). Earlier literature reports that amorphous phases are more soluble than crystalline HA which leads to rapid disintegration of HA coating from implant surface (18,19). Some implant manufacturers prefer a crystalline coating, while others prefer a faster dissolving coating to enhance bone growth (20).
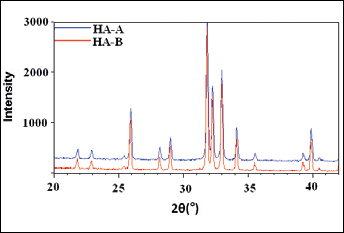
XRD pattern of HA-A and HA-B powders.
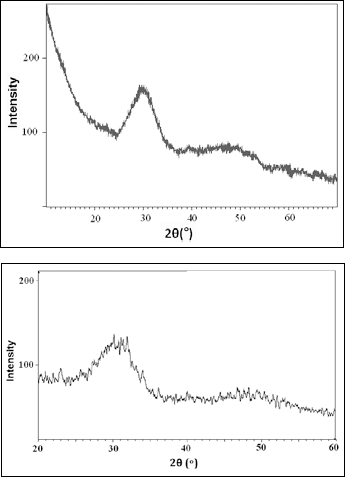
XRD pattern of thermal sprayed HA-A coating on (a) TAV and (b) SS 316L.
The XRD scans of the thermal sprayed HA-B coatings on TAV and SS 316L substrates have been shown in Figure 3. The most intense peak for HA-B coatings on both substrates was observed at 31.9° (2q). Similar to earlier reports on plasma sprayed HA coatings (16,21) the XRD analysis shows the presence of HA, TTCP and TCP phases in the HA coatings. The melting temperature of HA is 1550 °C; however, above 1050 °C HA decomposes into β-TCP and TTCP phases (22). The decomposition of HA coatings is related to the high temperature in thermal spraying flame. In thermal sprayed HA coatings, process-related variability has showed a significant effect on coating characteristics such as phase composition, structure, and chemical composition (7). In subsonic thermal sprayed HA coatings (23), it was shown that dehydroxylation of HA leads to TTCP and TCP phases. It is reported that the amorphous and other non-HA phases enhance dissolution. However, a conflict remains about the effect of the amorphous phases on the mechanical behavior of HA coatings. Amorphous calcium phosphate is preferred to crystalline HA when rapid bone growth is necessary. In vivo dissolution of HA coatings can be adjusted by modifying the phase composition of the coating to enhance appropriate bone growth (13,24).
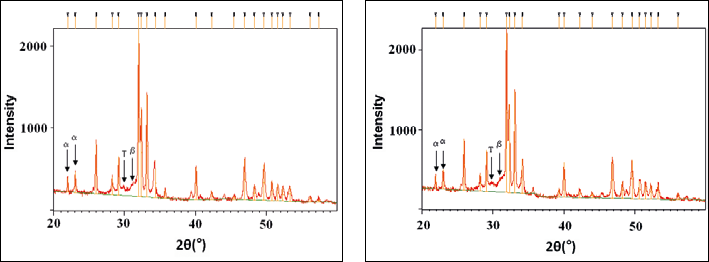
XRD pattern of thermal sprayed HA-B coating on (a) TAV and (b) SS 316L, where α-TCP (α), β-TCP (β), TTCP (T), and HA (unmarked peaks).
SEM/EDS Analysis
Powder analysis
The SEM morphology of HA-A and HA-B powders is shown in Figure 4. Both the powder particles are spherical in general. However, size distribution range appears to be wider in the case of HA-A powder (Fig. 4a), whereas the particles seem to have a nearly uniform size in the case of HA-B powder (Fig. 4b). The average particle size measured from SEM images for HA-A and HA-B powder is 7.4 mm and 21mm, respectively. It is pertinent to mention that the particle shape, size, and morphology influence the final microstructure of HA coatings (14).
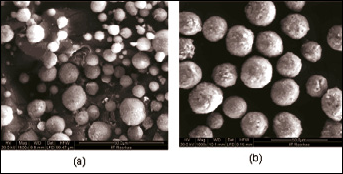
SEM morphologies of (a) HA-A and (b) HA-B powders.
Surface analysis
The surface morphology of the as sprayed HA coatings on both the substrates is shown in Figure 5. The analysis clearly indicates that the particle size of the feedstock powder has a significant effect on the morphology of the coatings. However, the substrates seem to have no effect on the morphology of the coatings. In HA-A coatings, (Fig. 5 a, b) the microstructure in general consists of inter-connected splats. The surface appears to be uneven.
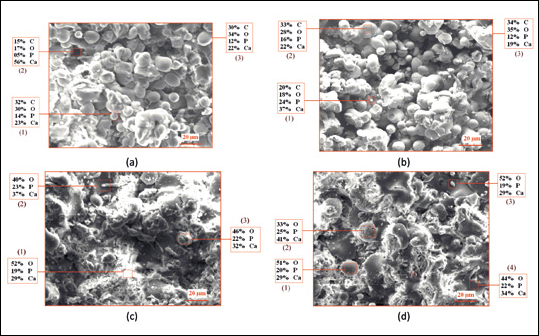
FE-SEM analysis along with EDS point analysis showing elemental composition of thermal sprayed HA coatings: (a) HA-A coating on TAV and (b) HA-A coating on SS 316L (c) HA-B coating on TAV, and (d) HA-B coating on SS 316L (SEM, scale bar = 20 μm).
There is a significant presence of un-melted particles, which have retained their spherical morphology. If we compare the diameter of HA-A coated particles (Fig. 5 a, b) with that of HA-A powder particles (Fig. 4a) it can be observed that there are a number of particles in the range of 3-8 μm present in both the coating and the powder. Some voids/pores can also be seen but no micro cracks were observed on the coating surface. SEM micrographs of HA-B coating (Fig. 5 c, d) on both the substrates (TAV and SS316L) show partially melted and un-melted particles including spherodized particles in a well-flattened splat-like microstructure. The microstructure consists of fully molten splats fused to each other to give a dense appearance. There are some small globular particles in the matrix which most probably are the un-melted particles. It seems that the splats have deformed significantly during impact. Although the deposition parameters are the same for both HA-A and HA-B coatings, however, the variation in microstructure of these coatings may be because of the difference in melting behavior and flow characteristics of the HA-A and HA-B powders.
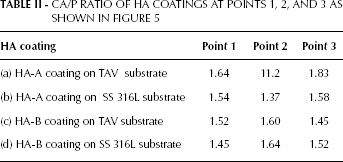
The EDS point analysis of the thermal sprayed HA coatings at different points indicates the presence of various elements present in the coatings as well as their relative atomic percentage values. This elemental identification is useful to provide information about the Ca/P ratio in the coatings. The EDS analysis as shown in Figure 5 confirms the presence of Calcium (Ca), Phosphorous (P), and Oxygen (O) elements with their atomic percentage in both coatings, which are basic elements of HA coatings. The Ca/P ratio of feedstock HA powder is 1.67 which may change after thermal spraying. The particle size and morphology of the feedstock powder determines melting behavior during thermal spraying which ultimately affects the Ca/P ratio of HA coatings (25). The calculated Ca/P ratios (as atomic percentage) from EDS spectra for all the coatings are given in Table II. The observed different Ca/P ratios confirm the presence of HA and other phases in both coatings. The Ca/P ratio of 1.64 (at point 1 in Fig. 5a and point 2 in Fig. 5d) is characteristic for HA, which is very close to the theoretical Ca/P ratio of 1.67. The Ca/P ratio of 1.52 (at point 1 in Fig. 5c and point 3 in Fig. 5d) and 1.54 (at point 1 in Fig. 5b) indicates the formation of TCP phase. The Ca/P ratio of 1.37 (at point 2 in Fig. 5b) confirms the formation of OCP (Octocalcium Phosphate). The presence of both HA and TCP phases is also confirmed by the XRD analysis. The data at point 2 of HA-A coating on TAV substrate is unexpected, which may be because of some localized phenomenon occurring during EDS or spraying.
CA/P RATIO OF HA COATINGS AT POINTS 1, 2, AND 3 AS SHOWN IN FIGURE 5
Cross-sectional analysis
Cross-sectional SEM micrographs (Fig. 6) show that the coatings, in general, have a splat-like laminar microstructure (24). The HA-A coatings have denser structure in comparison with the HA-B coatings. However, the coating-substrate interface appears to be defect-free and intact in the case of HA-B coatings in comparison with that of HA-A coatings. The average values of the coating thickness measured from these micrographs are found to be 140 μm, 108 μm, 140 mm, and 135 μm for the HA-A coating on TAV, HA-A coating on SS 316L, HA-B coating on TAV and HA-B coating on SS 316L substrates, respectively. The cross-sectional x-ray maps of both HA-A and HA-B coated TAV and SS 316L substrates were obtained to display the distribution of elements in the coating and substrate and also to predict any interdiffusion of elements. As a representative case, the x-ray mappings of the HA-A coated TAV substrate are shown in Figure 7. The mappings of Ca and P elements clearly demonstrated that the elements are uniformly distributed in the coating. These elements are found to co-exist in the coating region. O is present throughout the coating. There is no diffusion of elements from the substrate to the coating or vice-versa as is visible from the maps for Ti, Al, and V. Similar observations were made for the other coatings investigated.
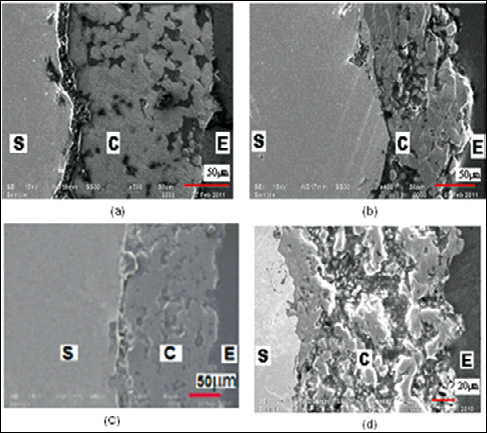
SEM micrographs along the cross-section of thermal sprayed HA-A coating on (a) TAV and (b) SS 316L, HA-B coating on (c) TAV, and (d) SS 316L (S, C, and E represents substrate, HA coating, and epoxy, respectively).
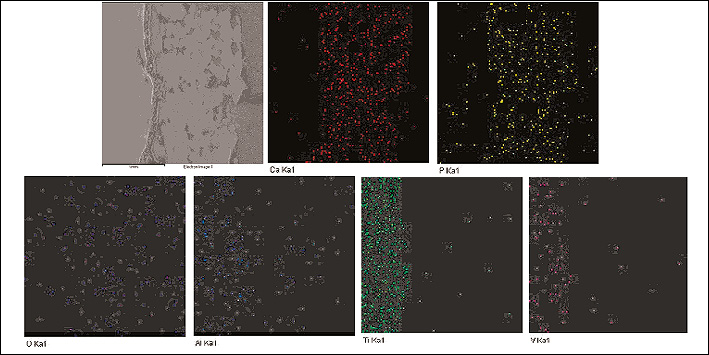
Cross-sectional x-ray mapping of thermal spray HA-A coated TAV.
Surface roughness
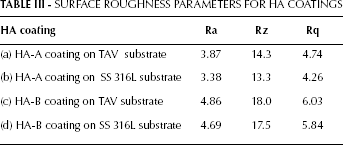
The measured roughness parameters Ra (average roughness), Rq (root mean square (RMS) of average roughness), and Rz (average maximum height of profile) for both HA-A and HA-B coated TAV and SS 316L substrates are presented in Table III. The HA-A coating has an average roughness (Ra) values of 3.38 μm and 3.87 μm for the SS 316L and TAV substrates respectively. On the other hand, the HA-B coatings have the corresponding values of 4.69 μm and 4.86 μm respectively. It is obvious that samples coated with HA-B coatings are rougher than those having HA-A coatings. It shows that, the difference in HA powder particle size affects the coating roughness. The surface roughness of HA-B coatings is in accordance with the studies by Gross and Babovic (26), who concluded that plasma sprayed HA coatings with a powder particle size of 20-30 μm give a surface roughness of 4-6 μm. Flame sprayed HA coatings on TAV substrates has been reported to have surface roughness of 6.25 μm (27). It has been shown that surface roughness is beneficial for earlier bone growth on implant surface which increases cell adherence (13).
SURFACE ROUGHNESS PARAMETERS FOR HA COATINGS
Bond strength measurement
The average bond strength of the present flame spray HA-A and HA-B coatings measured as per ASTM C633 standard is 67.8 and 49.3 MPa respectively, which is much greater than the standard requirements for the HA coating implants i.e. 15 MPa (ISO 13779-2) (28). Higher bond strength was achieved in HA-A coatings but at the same time it is worthwhile to note that these coatings are highly amorphous, which is an undesirable attribute. Both the coatings showed excellent bond strength results relatively higher than that of other thermal spray HA coatings reported in other studies (29-32).
Biocompatibility studies
In this work, biocompatibility tests of HA coated specimens were performed using human osteosarcoma cell line KHOS-NP (R-970-5). MTT assay measures the number of living cells, and the change in the number of cells (cell growth) is represented by changes in the absorbance values. The result of MTT assay is shown in Figure 8. The absorbance values of HA-B coated TAV and SS 316L specimens obtained showed higher cell proliferation than HA-A coated specimens. There were no significant differences between the proliferation of cells on HA-B coated specimens and control culture plates. An implant with higher cell viability helps in better biological fixation of implant with the bone.
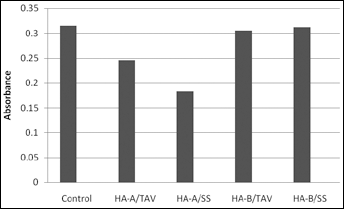
MTT assay results of polystyrene culture plates (control), thermal sprayed HA-A coatings on (a) TAV and (b) SS 316L, HA-B coating on (c) TAV, and (d) SS 316L after seven days of incubation in culture medium.
Conclusions
Two different HA feedstock powders with particle size distributions (HA-A, average particle size 10 μm and HA-B average particle size 30 μm) could be successfully deposited on the TAV and SS316L implant material by a flame spraying system (CERAJET). The particle size of the feedstock powder was found to have a significant effect on the properties of the coatings, whereas the substrates do not affect the properties of the coatings.
XRD analysis revealed that HA-A coatings were completely amorphous, while HA-B coatings consisted of crystalline HA with minor TCP and TTCP phases. The Ca/P ratios obtained by EDS point analysis indicates the presence of HA, TCP and OCP phases in HA coatings.
The flame sprayed HA-B coatings exhibited higher roughness than HA-A coating. The measured surface roughness (Ra) values were 4.69 μm and 4.86 μm for HA-B coatings, whereas values were 3.38 μm and 3.87 μm for HA-A coatings on SS 316L and TAV substrates, respectively.
The present flame spray HA-A and HA-B coatings exhibited higher bond strength (67.8 and 49.3 MPa respectively) in comparison with other thermal spray HA coating techniques reported in literature.
The cell culture studies showed that HA-B coated specimens are more biocompatible than the HA-A specimens. Further investigations are necessary with different cell lines in order to confirm these preliminary findings.