
Abstract
BACKGROUND:
Milling operations of laminae in spinal surgery generate high temperatures, which can lead to thermal injury and osteonecrosis and affect the biomechanical effects of implants, ultimately leading to surgical failure.
OBJECTIVE:
In this paper, a backpropagation artificial neural network (Bp-ANN) temperature prediction model was developed based on full factorial experimental data of laminae milling to optimize the milling motion parameters and to improve the safety of robot-assisted spine surgery.
METHODS:
A full factorial experiment design were used to analyze the parameters affecting the milling temperature of laminae. The experimental matrixes were established by collecting the corresponding cutter temperature
RESULTS:
Increasing milling depth increases bone surface and cutter temperature. Increasing feed speed had little effect on cutter temperature, but decreased bone surface temperature. Increasing bone density of laminae increased cutter temperature. The Bp-ANN temperature prediction model had best training results in the 10th epoch, and there is no overfitting (training set
CONCLUSION:
This study can help spinal surgery-assisted robot to select appropriate motion parameters at different density bones to improve lamina milling safety.
Introduction
Many orthopaedic procedures require milling of bone, especially cases of spine and trauma surgeries [1, 2]. Bone milling results in heat generation due to the friction between bones and cutters, eventually causing thermal damage and osteonecrosis [3]. Some research found that bone heated at 47
Robots have been widely used in spine surgery in recent years because they can improve the accuracy of surgical procedures and avoid surgical errors incurred during manual operations [9, 10, 11, 12, 13, 14]. Unfortunately, thermal damage and osteonecrosis can also occur when using the robots for milling or drilling. Furthermore, intraoperative irrigation cooling procedures are rarely performed because of the need to avoid signal feedback interference, which makes them more susceptible to thermal damage than freehand operations. The high temperature generated during bone milling or drilling has been a technical bottleneck in the development of orthopaedic assisted surgery robots. In order to reduce heat generation, many factors have been studied in the past, which include alternative burr designs [1, 15], milling parameters [6, 16] and cooling techniques [3]. Singh et al. found that the rise in temperature during bone drilling is the result of different drilling parameters [17]. Several studies have reported that burr design, milling depth, bone density, feed speed, drill diameter, and axial force, etc. will affect bone temperature rise [15, 18]. Despite multiple variables contribute to temperature generation, most published literature studies only one or several of the involved factors in this complicated issue and without specifically explain the relationship between burr design, milling motion parameters, and bone density with bone temperature increase. Some researchers have used finite element software to model surgical drill bit and human bones to predict the temperature rise in bone milling [2, 19]. Similarly, Sugita et al. used an analytical thermal model to estimate the heat distribution inside the cortical bone when it is milled [20]. Alam et al. measured and predicted bone temperature through irrigation cooling experiments and finite element numerical simulation, and discussed the effects of drilling speed and feed rate on bone temperature [21]. Pandey and Panda used the Taguchi methodology in combination with fuzzy-based desirability function to optimize the bone drilling process for the same range of drilling speed and feed rate [8, 22].
In recent years, machine learning (ML), deep learning (DL) and artificial neural network (ANN) methods related to artificial intelligence have evolved rapidly. THese methods perform better on high-level pattern recognition, such as speech recognition or image classification complex tasks [23]. Pan et al. developed and validated an artificial intelligence-driven pathological scoring system (WELL score) based on a deep learning approach to calculate lymphocyte density in cancer epithelium and cancer stroma for assessing tumor-infiltrating lymphocytes on H&E-stained lung adenocarcinoma whole-slice images, which can facilitate risk stratification of patients with resectable lung adenocarcinoma [24]. Begic et al. classified organic murmur features occurring in congenital heart defect based on classifiers of Naive Bayes, Logistic Regression, Decision Tree, Random Forest and Support Vector Machine, and developed machine learning classifiers with up to 90% accuracy by comparing the performance of these classifiers. Such classifier with appropriate user interface could be valuable diagnostic aid to doctors and pediatricians at primary healthcare level for diagnostic of heart murmurs [25]. A retrospective examination of the literature on medical device reliability based on the Preferred Reporting Items for Systematic Review and Meta-Analyses technique by Abd Rahman et al. showed that performance prediction using Artificial Intelligence or machine learning is one of the main areas to ensure the reliability of medical devices [26].
In fact, in the actual lamina milling process, it is difficult to establish a mathematical model of temperature based on the mechanism analysis because the parameters and boundary conditions involved in milling are difficult to determine. Therefore, many researchers tend to establish the model based on actual data, and the ANN is a good choice. Al-Abdullah et al. present a force and temperature model based on actual data via ANN. However, they only did the bone milling operation with a fixed cutting depth of 1.2 mm [27]. In our previous work, we tried to make the spine assisted surgery robotic system better for surgery [28, 29, 30, 31]. We designed controllers based on the sound and vibration signals to optimize the robot motion parameters to obtain a more accurate milling depth [30, 32]. So far, no research has been reported on the development of a lamina milling temperature prediction model using a full factorial experiment design and backpropagation artificial neural network (Bp-ANN) in robot-assisted spine surgery.
The purpose of this study is threefold. First, the relationship between the burr, milling motion parameters and bone density with bone surface temperature and cutter temperature during spinal surgical lamina milling was analyzed using a full factorial experiment. Second, an optimal set of milling motion parameters is planned based on the Bp-ANN model under the constraints of milling safety temperature and bone density, thus avoiding thermal damage and osteonecrosis during the lamina milling operation. Finally, this study aims to develop a lamina milling temperature prediction model to optimize the milling parameters of the surgical assisted robotic system, thereby improving the safety of robot-assisted spinal surgery.
Materials and methods
Experiment materials and devices
Animal bones are not conducive to variable control, analysis, and reproduction of bone-cutting experiments because their shape is often irregular. Therefore, we used standard artificial bone blocks (SABB) for bone-cutting experiments in our study. The SABB comes from SAWBONES
The standard artificial bone blocks with different densities (A). A 4 mm diameter cutter for bone milling experiment (B). The robot with three-degree-of-freedom orthogonal structure mechanical arm milling device (C).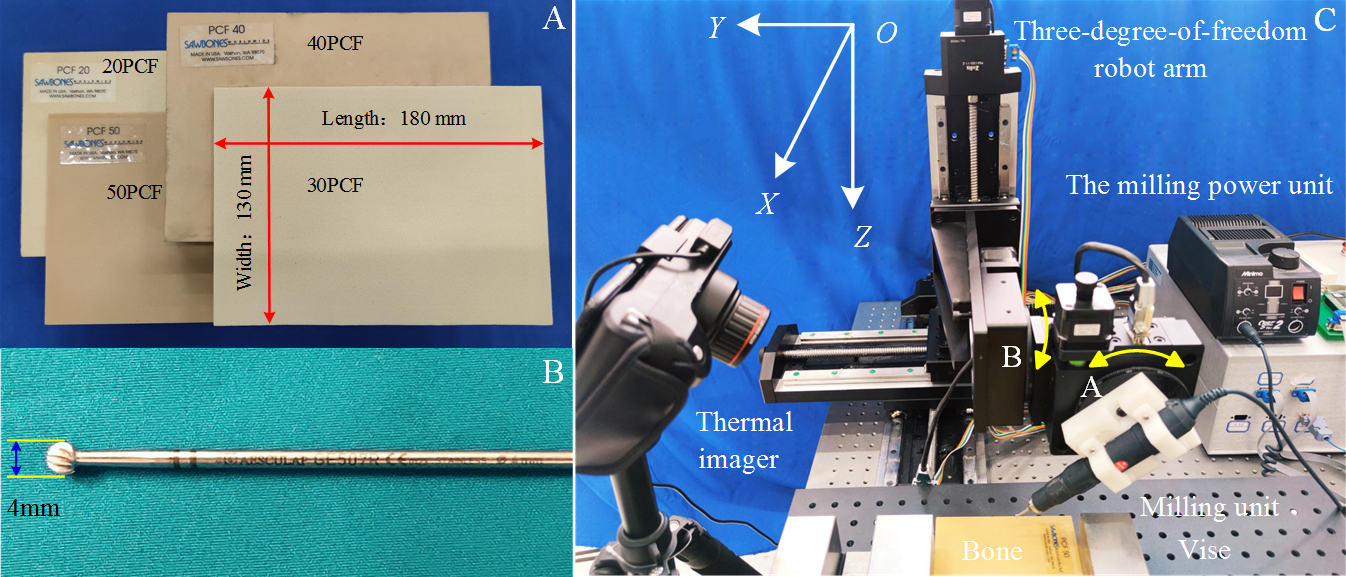
The cutter characteristics are among the main factors that affect the heat generation and temperature of spinal milling. In this study, we chose a 4 mm diameter, 11 blades, and no chip guide grooves burr (AESCULAP, GE507R, German) as the milling cutter (Fig. 1B). The milling power unit (Minimo, Japan) was used to power the high-speed cutter, and the spindle speed was set to 30,000 rpm in the experiment (i.e. it rotated at 500 Hz).
We used the robot with a three-degree-of-freedom orthogonal structured mechanical arm (X, Y, and Z-axes) to ensure the decoupling of cutter spatial motion and attitude to carry out experiments (Fig. 1C). A 2-DOF mechanical wrist (A-axis and B-axis) is installed at the end of the robot arm to adjust the milling angle between the cutter and the bone surface. The entire milling experiment device has high position repeatability (0.01 mm), and a milling unit is installed at the end of the A-axis wrist. We used a vise to fix the target bone block on the experimental table calibrated by the level. In each experimental run process, the robot will control the high-speed cutter to move along a straight path with a fixed milling angle, bone-milling depth, and linear velocity. In the experiment device, the linear velocity of the robot’s X-axis controls the milling feed speed. The Z-axis position determines the bone milling depth, and the rotation angle of the A-axis wrist is the milling inclination. We used a thermal imager (Frotric-228, Suzhou, China) to record the whole process through videos to measure the milling temperature. The distance between the camera lens of the thermal imager and the SABB surface is 350
In this study, we designed a full factor experiment of milling motion parameters to establish the milling temperature model. The model can be used as a function of milling depth
A Standard layer-by-layer laminae milling process of the human spine (a). The dynamic milling model of the laminae (b).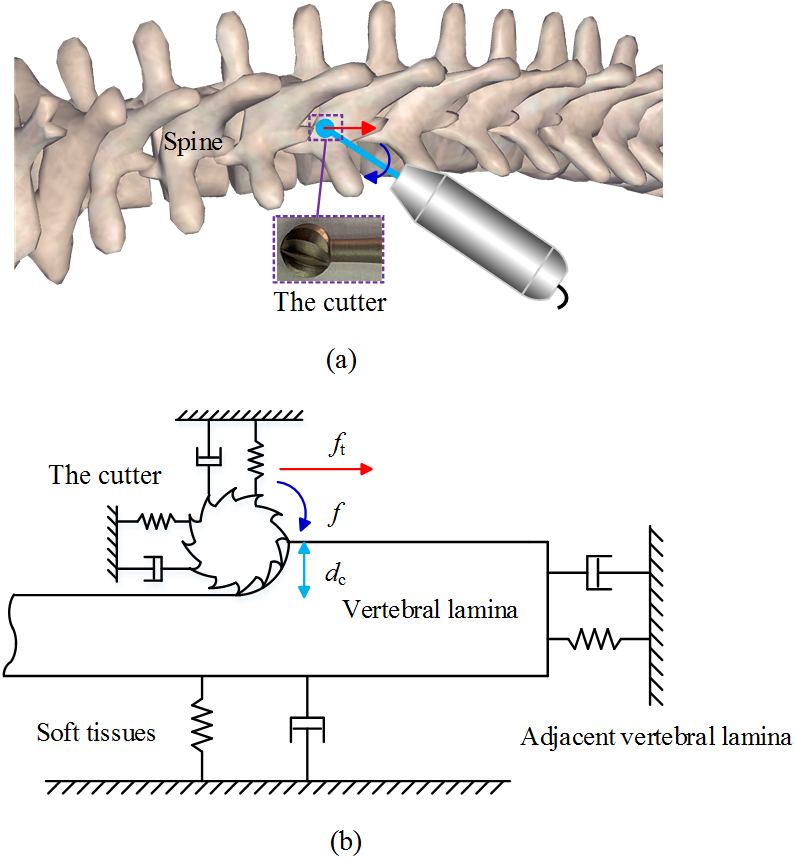
A standard layer-by-layer laminae milling process of the human spine is shown as Fig. 2a, and its dynamic model is shown as Fig. 2b. The milling force of the cutter can be expressed as
where
where
In fact, the surgeon will directly set the high-speed cutter spindle frequency to a fixed value during the spine surgery, and the specifications of the cutter also are usually the same. It means that the high-speed cutter spindle frequency
In the subsequent layer-by-layer lamina milling experiment, the cutter and its other milling parameters (except milling depth and feed speed) remain unchanged: (1) the 4 mm diameter cutter with 11 cutting teeth and no chip groove, (2) the high-speed cutter spindle frequency is 30,000 rpm, (3) the milling inclination is 45 degrees, (4) the milling way is up milling (Fig. 3). The range of milling depth
Experiment number matrix of different milling motion parameters
Experiment number matrix of different milling motion parameters
Exp, experiment.
Total experiment number matrix
PCF, Pounds per Cubic Foot; Exp, experiment.
Schematic diagram of lamina-milling experiment.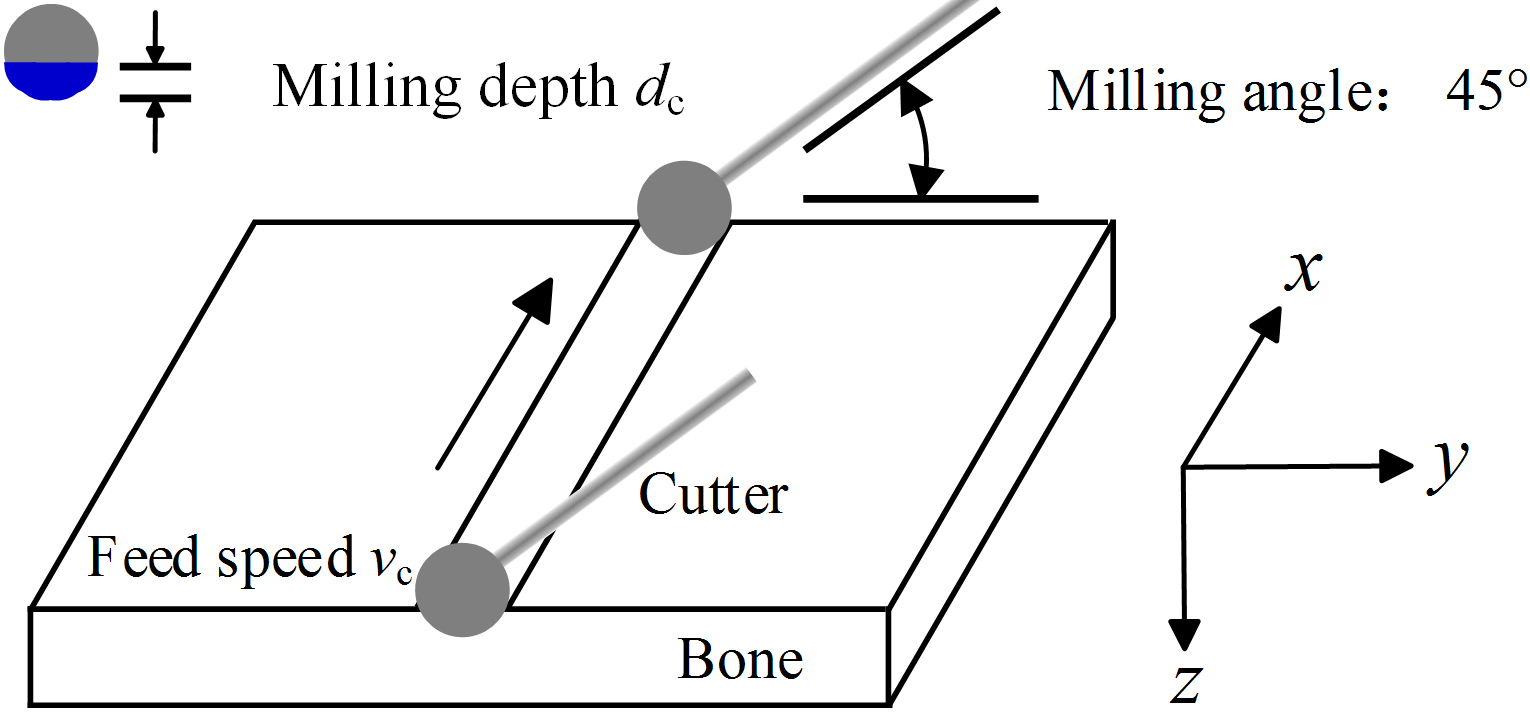
The backpropagation artificial neural network for bone milling temperature modeling.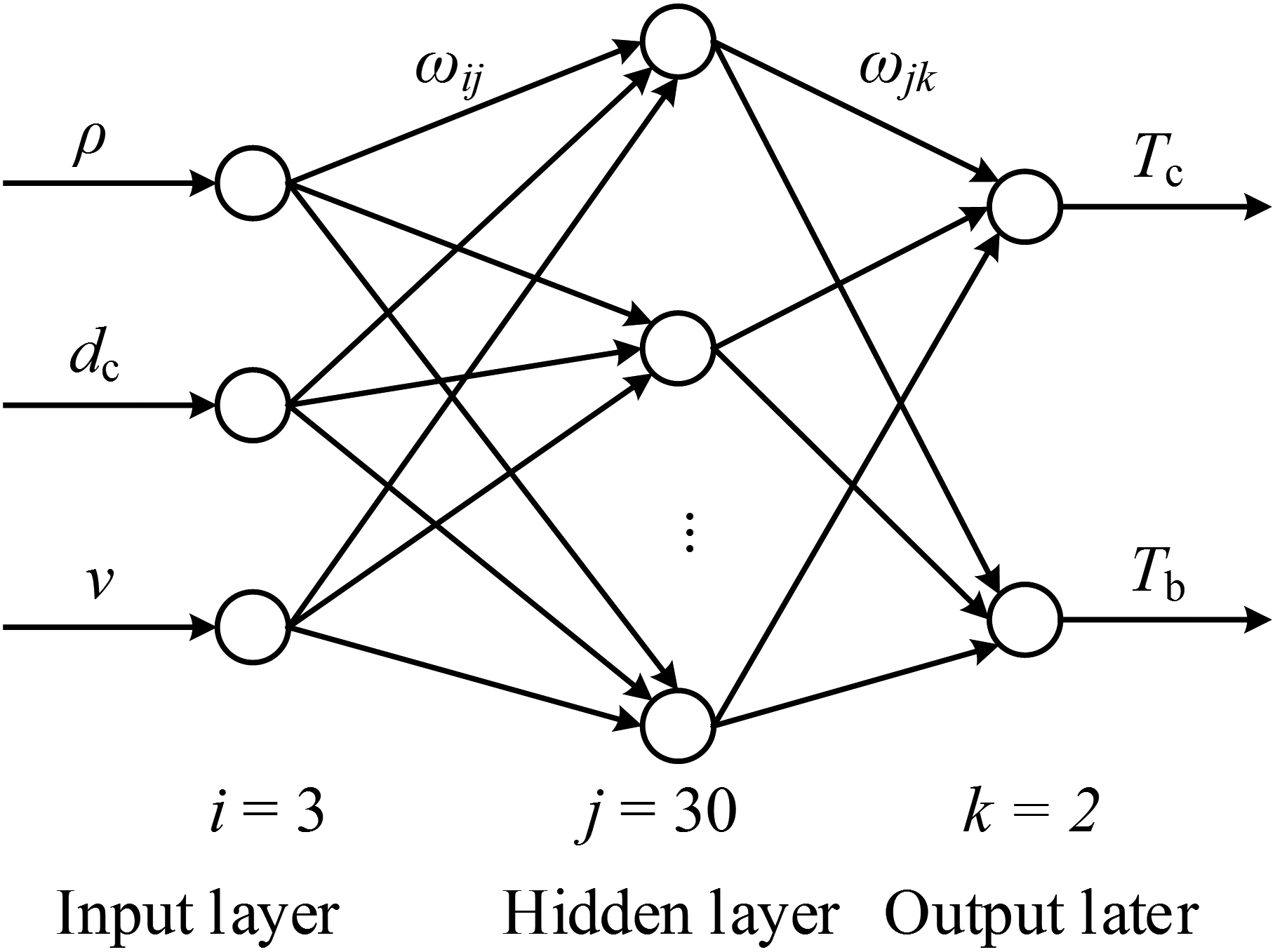
The Bp-ANN is used to learn the relationship between bone milling parameters (
The trained Bp-ANN model has a strong generalization capability, which means that it can evaluate outputs that are not included in the training data. Therefore, we constructed a standard sample model with three inputs (
Results
The thermal camera recorded the original temperature data of each bone milling experiment shown in Tables 1 and 2 and saved them as videos. A movable temperature measurement point was placed to record the cutter temperature by following the highest temperature in each video, and 10 fixed temperature measurement points (SP1 to SP10) were set up on the milling path to record the bone surface temperature in each video (Fig. 5A). Then we can get a set of data about time and temperatures shown in Fig. 5B. Finally, we obtained the cutter temperature
Extraction of the cutter temperature and the bone surface temperature (A). Variation of cutter temperature and bone surface temperature with time (B).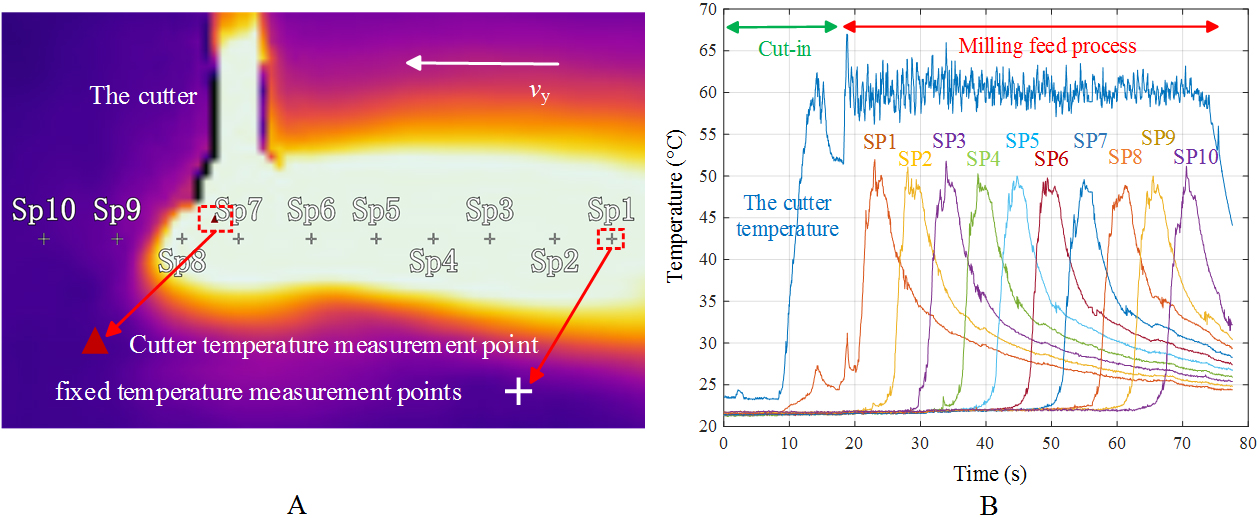
The influence of milling motion parameters on the cutter temperature 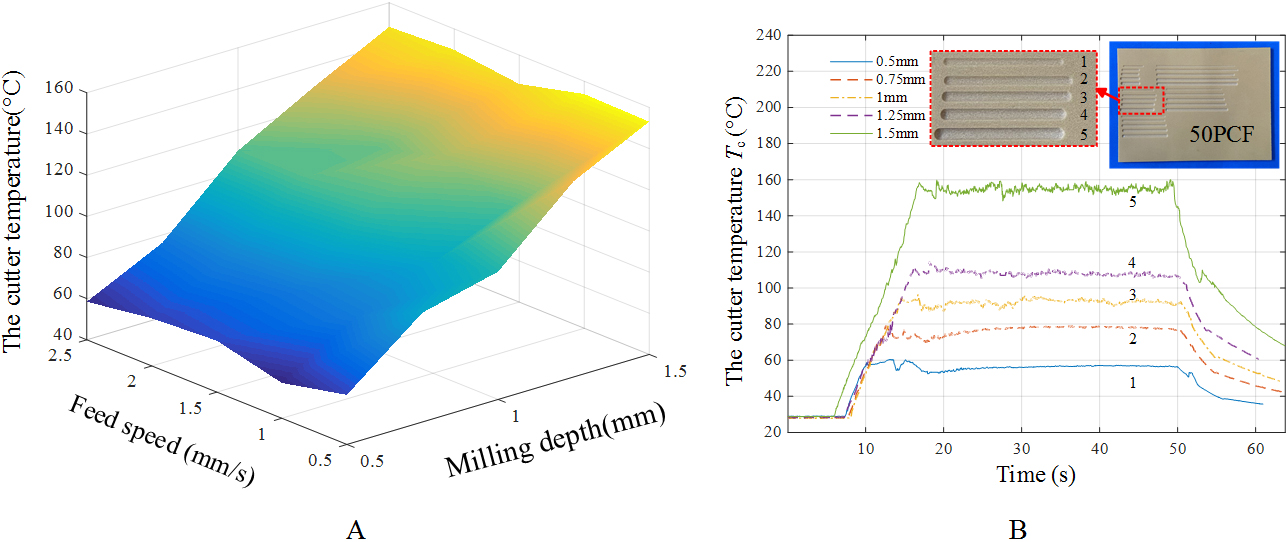
We can also obtain the cutter temperatures on bone with different densities via the above method. Figure 6A shows the cutter temperatures when the robot mills 50 PCF SABB with different milling motion parameters. We found that increasing the milling depth will increase the cutter temperature during the bone milling process. However, increasing the milling feed speed has little effect on increasing the cutter temperature. When we deepened the depth of milling from 0.5 mm to 1.5 mm, we found that the cutter temperature increased by about 15 to 40
The influence of milling motion parameters on the bone surface temperature 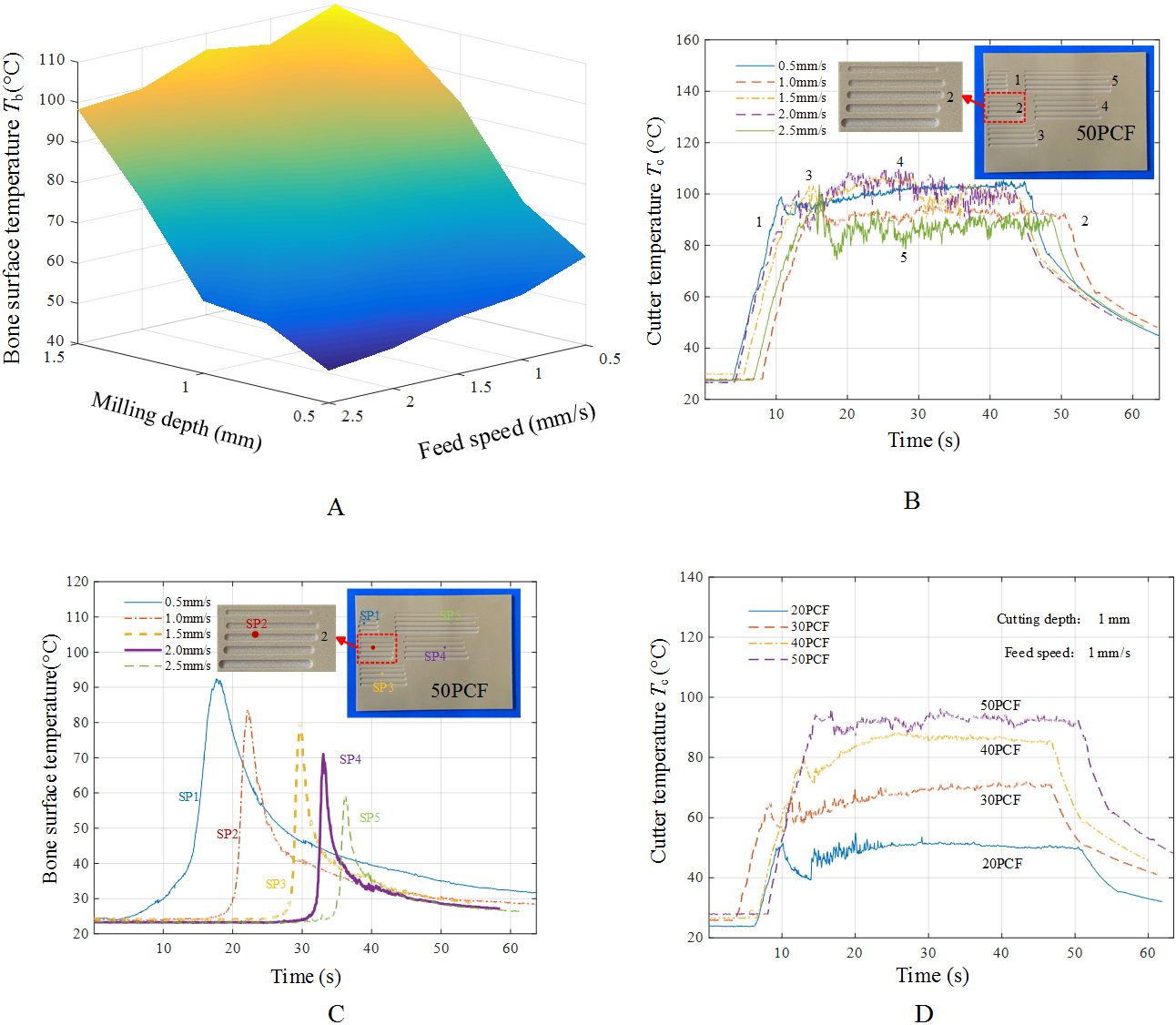
By the above method we obtained the bone surface temperature for different densities of bone. Figure 7A shows the bone surface temperatures when the robot mills 50 PCF SABB with different milling motion parameters. We found that increasing the milling depth will increase the bone surface temperature during the bone milling process. Nevertheless, increasing the milling feed speed will decrease the bone surface temperature. When we accelerated the milling feed speed from 0.5 mm/s to 2.5 mm/s, we found that increasing the milling feed speed had little effect on increasing the cutter temperature. Figure 7B shows the effect of milling feed speed on the cutter temperature when the milling depth is 1 mm, and the bone density is 50 PCF. When we accelerate the milling feed speed from 0.5 mm/s to 2.5 mm/s, the bone surface temperature decreases by about 5 to 12
Figure 7D shows the cutter temperature on four different SABB with the same milling depth (1 mm) and same milling feed speed (1 mm/s). Liking the milling depth, the increase of the bone density will increase the cutter temperature during the bone milling process. We increased the bone density from 20 PCF to 50 PCF under our experimental conditions. We found that increasing the bone density in the typical range can increase the cutter temperature by about 5 to 20
It is necessary to establish the functional relationship between the cutter, bone surface temperatures, the bone density and milling motion parameters to obtain the optimal lamina milling parameters. Considering that modeling between temperature and milling motion parameters is a nonlinear and complex modeling problem, we trained a Bp-ANN model to predict cutter and bone surface temperatures based on all data obtained in milling temperature full factorial experiment. The mean square error curve during the training process is shown in Fig. 8A. Furthermore, Fig. 8B shows the regression analysis of the Bp-ANN model based on testing data set. The goodness of fit of the training results of laminae milling Bp-ANN temperature prediction model were
Mean square error curve during the training of backpropagation artificial neural network model (A). Regression analysis results of the backpropagation artificial neural network model (B).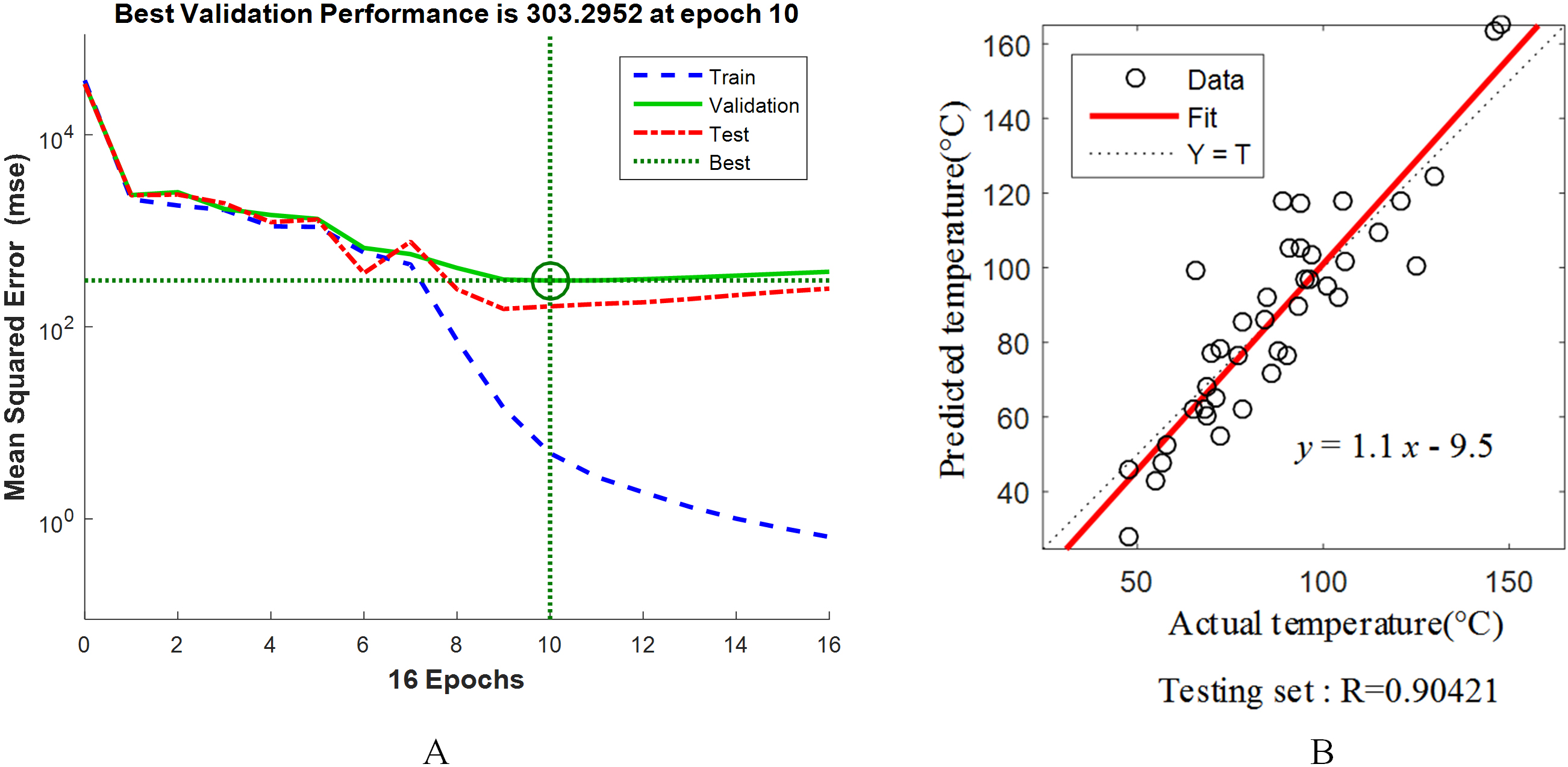
In this study, we analyzed the relationship between bone surface temperature and cutter temperature with burr, milling motion parameters and bone density during lamina cancellous bone milling by a full factorial experiment. The Bp-ANN lamina milling temperature prediction model based on the full factorial experiment was developed to obtain optimal milling motion parameters at a defined bone density and safe milling temperature. The experiment results showed that the cutter temperature increased with increasing milling depth and bone density at the same high-speed cutter spindle frequency and cutter specifications, while the feed speed had little effect on the cutter temperature. The cutter temperature is a direct heat source for the bone surface temperature, so the bone surface temperature also increases with increasing milling depth and bone density, but unlike the cutter temperature, the bone surface temperature decreases with increasing feed speed.
The goodness of fit
Our findings are consistent with previous studies. As the feed speed increases, the milling time decreases, less heat is generated, and the cutter temperature is the heat source for the bone surface temperature, which directly affects the trend of the bone surface temperature. A relatively fast feed rate reduces the heat generated by unnecessary friction between the cutter and bone [5, 33]. Kalidindi showed that deeper milling results in longer contact time between the moving drill bit and bone; this increases the friction generated, resulting in an increase in the amount of heat generated [34]. In addition, the duration of milling and the depth of milling can affect the efficiency of the cutter by preventing blood, fat and bony debris from exiting through the fluted channels of the cutter, which can also cause an increase in the milling temperature [1, 7].
In robot-assisted spine surgery, the spinal cord and nerves are at risk of being damaged by high temperatures due to insufficient water irrigation. Lang et al. investigated the effect of various parameter settings of a robotic-assisted ultrasonic osteotome to laminae cancellous bone on on temperature in the drilling site and penetration time to determine the most suitable parameters for efficient and safe robot-based ultrasonically assisted bone drilling in spinal surgery [35]. Zheng et al. explored an ultrasonically-assisted thermo-mechanical 3D finite element model to help understand the temperature changes during cortical bone drilling [36]. Alam et al. measured and compared the temperature of conventional drilling and ultrasonically-assisted drilling using infrared thermography and the extent of damage to surrounding cells by high temperature [37, 38, 39]. However, the acceptance of ultrasonic technology for spine surgery has been limited, in part due to inadequate cooling mechanisms and high equipment costs. Therefore, high-speed burrs remain the primary milling device in spine surgery [40, 41]. We designed a robotic control system to perform a full factorial experiment of lamina milling temperature, and analyzed the relationship between
This study also has some limitations. First, only the SABB were used in the experiments to simulate the actual lamina milling operation. Although artificial cancellous bone blocks have the advantages of regular shape, good material uniformity and consistency, and similar density to human cancellous bone. However, they are not real bones. Next, we will use live animal lamina specimens for our experiments. Second, only a 4 mm diameter burr was used as the cutter in the experiment and the spindle speed was set to 30,000 rpm. Although changing cutter’s characteristics and spindle speed did not affect the accuracy of the prediction model itself, we should try different specifications of the cutter and spindle speeds in the next experiments to further verify the accuracy of the model. Finally, the irrigation was not used in the experiment to reduce the temperature of the lamina milling area. In fact, the use of irrigation to reduce the temperature of the milling area in orthopedic surgery is controversial. There is currently no single standard for total irrigation volume and flow rate. Different surgeons tend to irrigate based on their own experience [42, 43]. In this regard, further research on the necessity for irrigation in robot-assisted spinal surgery is needed.
Conclusion
The relationships between bone surface temperature
Ethics approval
Not applicable.
Availability of data and material
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
Funding
The National Natural Science Foundation of China grant (number 62173190) was used to pay for standard artificial bone blocks and to purchase the laboratory equipment and surgical supplies.
Author contributions
All authors contributed to the study concept and design. HB and RW contributed to data collection and analysis. HB drafted the article. All authors critically revised the article and approved the final version.
Footnotes
Acknowledgments
Not applicable.
Conflict of interest
The authors declare that there are no conflicts of interest regarding the publication of this paper.