
Abstract
Polyester/cotton blended fabrics have been extensively used in the textile industry. However, the dyeing process of polyester/ cotton blended fabrics is complex, and a large amount of water is consumed. To increase the dye uptake and dye fixation ratio, and reduce wastewater effluents, the dyeing performance of polyester/cotton blended fabric was studied in one bath and two steps using the silicone non-aqueous dyeing system. When dyeing 1 kg of polyester/cotton blended fabric, only 1.17 kg of water was consumed, and no wastewater was discharged after dyeing. The washing fastness, staining fastness, and dry and wet rubbing fastness of dyed fabric can reach high levels. The dyeing performance of two disperse dyes on the cotton and polyester components in the blended fabric was also studied.
Introduction
Blended fabrics have good wearing performance due to containing multiple fibers. With the demand of wearing comfort, blended fabric is an important direction of textile industry in the future. Polyester/cotton blended fabric has been the most widely used in the textile industry, taking the advantage of polyester's tensile strength, abrasion resistance, and dimensional stability, as well as cotton's reduced pilling, ability to adsorb water, and comfort in wear. 1 In the traditional water-based dyeing system, a two-bath process is designed to dye polyester/cotton blends with disperse dyes and reactive dyes respectively. 2 The fabric is first dyed in a bath with disperse dyes, and then the fabric is washed to remove the surface dyes. A reduction scouring is performed to obtain good colorfastness. After washing, the fabric is dyed with reactive dyes. Finally, the fabric is washed again to remove the unfixed dyes. The two-bath dyeing process, while providing high chromaticity reproducibility, has water consumption that is 100–150 times as much as the fabric weight.
The traditional “two-bath” dyeing method for polyester/cotton blended fabric is complex and consumes large amounts of energy and water. 3 To improve the dyeing process of polyester/cotton blended fabrics, researchers have studied the “one-bath, one-step” dyeing method of disperse/reactive dyes for many years. 4 Some methods are used to improve the performance of dyed blended fabric, such as using a heat transfer fastness enhancer (disperse fixing agent) and special detergent, 5 optimizing the pretreatment process and selecting a suitable disperse dye, 6 making disperse dye microcapsules by double-layer wall building, 7 choosing dispersants and alkali-resistant disperse dyes, 8 and preparing novel reactive and disperse dyes. 9 However, there has been little success in industrial applications mainly because reactive dyeing requires alkaline condition for dye fixation, but disperse dyes require an acidic dyeing environment.
In our previous study, the high uptake and fixation rate of reactive dyes can be obtained using the silicone non-aqueous dyeing system, with the colorfastness of all dyed samples meeting requirements. 10 The chemical structure of silicone medium is shown in Fig. 1. Reactive dyeing using the silicone non-aqueous dyeing system is a novel technology that can greatly reduce the amount of water used and discharged as wastewater. 11 Since disperse dyes can dissolve in the silicone non-aqueous medium, the dye can diffuse into polyester fiber without dispersant addition.12,13 After dyeing, silicone non-aqueous media can be used to remove the floating disperse dye color on the fabric surface.
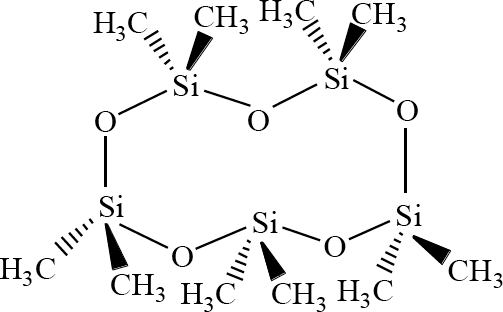
The structure of the silicone non-aqueous medium compound.
In this study, the one-bath two-step dyeing process for polyester/cotton blended fabric was studied by using the silicone non-aqueous medium instead of water as the dyeing medium. The key to the dyeing process is the dyeing of cotton components with disperse dyes. In view of the respective properties of cotton and polyester, anthraquinone-based disperse dye staining on cotton properties were investigated. 14
Experimental
Materials
A 100% cotton woven fabric (100 g /m2, yarn count 60×60, and yarn density 90×88) and 100% polyester (150D × 150D) was provided by Suzhou Fengxiang Textile Technology Co. Ltd. Polyester/cotton blended (65/35) fabric with refined bleaching treatment was purchased from Suzhou Fan Texi Textile Co. Ltd. Sodium carbonate and dimethyl sulfoxide were purchased from Tianjin Kemeiou Chemical Reagent Co. Ltd. Silicone non-aqueous media was obtained from Haining Green Universe Textile Technology Co. Ltd. C.I. Reactive Orange 122 and C.I. Reactive Red 195 were supplied by Zhejiang Longsheng Group Co. Ltd. C.I. Disperse Violet 26 and C.I. Disperse Red 60 were purchased from Shanghai Batong Color Technology Co. Ltd. The molecular structures are shown in Fig. 2.
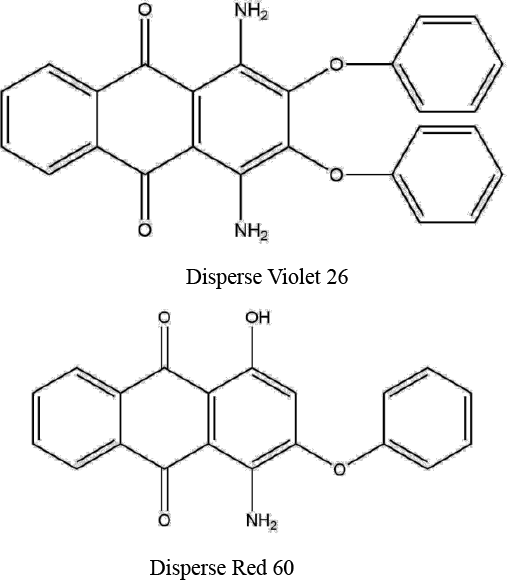
The molecular structures of the disperse dyes.
Dyeing Method
Polyester/cotton blend fabric (2 g) was dyed in a dyeing machine (Shanghai Qianli Automation Equipment Co. Ltd.) Firstly, 1% owf (on the weight of dyed fabric) disperse dye and 20% owf water were added to silicone non-aqueous media at a liquor ratio (LR) of 1:30. Dyeing was started at room temperature (RT). After 15 min, the bath was heated to 80 °C at 6 °C/min, and then raised to 130 °C at 3 °C/ min. After 55 min, the temperature was decreased to 30 °C, and 1% owf reactive dye, 35 g/L sodium carbonate, and 130% owf water were added into the dyeing bath. After 15 min, the temperature was raised to 80 °C at 2 °C/ min, and held there for 30 min. Finally, the dyed fabric was washed twice in silicone non-aqueous media at a LR of 1:20, and then washed and dried. The dyeing process was carried out according to the first step curve in Fig. 3.
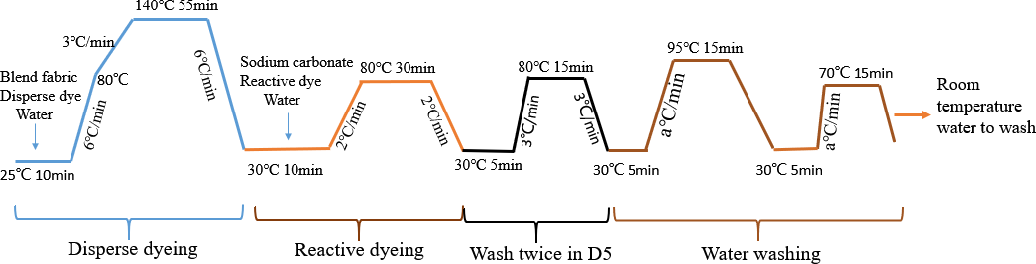
Silicone non-aqueous media dyeing method.
Colorfastness to Washing and Rubbing
According to GB/T 3920-2008 and GB/T 14575-2009, the rubbing fastness and colorfastness of dyed blend fabric were tested respectively. Rubbing fastness was evaluated under dry and wet conditions. Colorfastness to washing was assessed with respect to sample color change and staining on the multifiber fabric.
Staining of Disperse Dye on Cotton Fiber
To evaluate the staining of disperse dye on cotton fiber, 1.3 g of polyester fabric and 0.7 g of cotton fabric were dyed with 1% owf disperse dye and 20% owf water at a LR of 1:30. The dyeing process was carried out according to the first step curve in Fig. 3. After washing and drying, disperse dye color stripping was used to strip the polyester and cotton two times at 130 °C with dimethyl sulfoxide at a LR of 1:100. 15 Finally, the dye concentration was determined using a UV-Visible spectrophotometer (UV-2600, Shimadzu Enterprise Management Co. Ltd.), and the dye final uptake was calculated according to the standard curve using Eq. 1. 16
The K/S value of the dyed fabric was determined using a DataColor SF600X spectrophotometer (Datacolor, USA). Each dyed fabric was measured five times, and different parts of the fabric were sampled each time. Finally, the average value was taken for analysis.
Results
Dyeing Fastness of Polyester/Cotton Blended Fabric
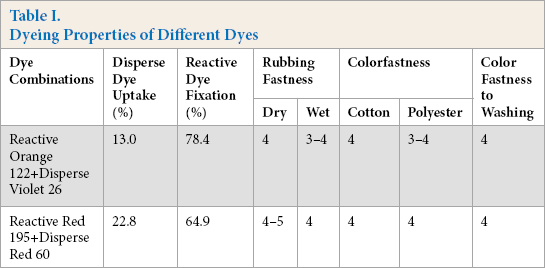
From Table I, the uptake of Disperse Violet 26 and Disperse Red 60 was 13.0% and 22.8% respectively, indicating that uptake of anthraquinone-based disperse dyes on polyester/ cotton blend fabric was very low. However, the fixation rate of Reactive Orange 122 and Reactive Red 195 were 78.4% and 64.9% respectively, indicating that a higher reactive dye fixation could be achieved using the silicone non-aqueous dyeing system. The colorfastness to washing grade in different dyeing baths were about 4, and the dry and wet rubbing fastnesses were also about 4. The colorfastness of staining to polyester and cotton fiber had grade 3–4 or 4 during washing. In future work, we will investigate azo disperse dyeing and heterocyclic disperse dyeing in a search for higher dye uptake.
Dyeing Properties of Different Dyes
Anthraquinone-Based Disperse Dye Staining of Cotton
To evaluate the staining of disperse dye on cotton fabrics, the dyeing experiments of 100% polyester fabric, and 1.3 g polyester and 0.7 g cotton fabrics, were carried out using the silicone non-aqueous dyeing system, and the K/S value and disperse dye uptake of the dyed polyester fabric were determined. These results are shown in Table II and Fig. 4.
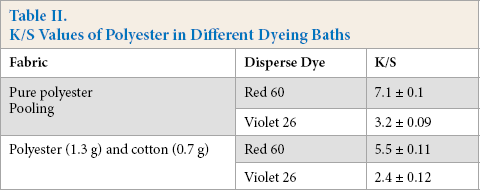
K/S Values of Polyester in Different Dyeing Baths
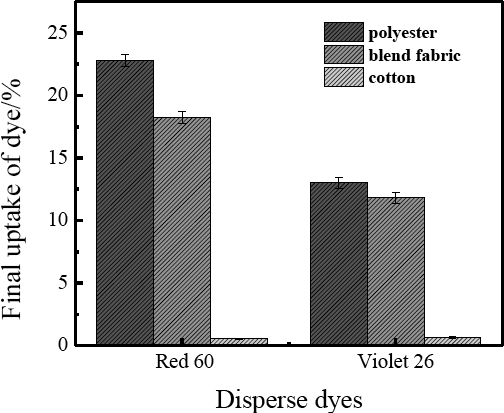
The uptake ratio of disperse dyes on different dyed fabrics.
As shown in Table II, when the 100% polyester fabric was dyed with Disperse Red 60 and Disperse Violet 26 in the sili-cone non-aqueous dyeing system, the K/S values were 7.1 and 3.2, respectively. However, the K/S values of the polyester/cotton blended fabric dyed with the two disperse dyes were significantly less than that of the 100% pure polyester fabric. For the final dye uptake (Fig. 4), the presence of cotton fabric decreased the final disperse dye uptake on polyester fabric. These results indicated that the cotton component can influence the K/S value of dyed polyester fabric and the disperse dye uptake on polyester fabric, because a portion of the disperse dye diffused to the cotton fabric.
To investigate disperse dye staining of the cotton component, the relative staining ratio of disperse dye on cotton fabric was calculated by Eq. 2.
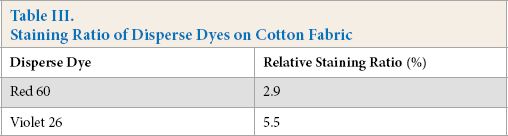
The relative staining ratio of Disperse Violet 26 was 5.5% and that of Disperse Red 60 was 2.9% (Table III). The molecular structure of Disperse Violet 26 contains two benzene rings, which increases the molecular weight and the planar conformation of the dye. By calculating the distribution coefficient of oil and water, the LogP of Disperse Violet 26, Disperse Red 60, and polyester was 6.37, 4.12, and 2.04, respectively. When the LogP value of the dye was close to the LogP value of the fiber, the dye had a high affinity to the fiber, and more dye would diffuse to the fiber. The LogP value of Disperse Red 60 dye was closer to that of polyester, which indicated that Disperse Red 60 dye was easier to distribute on polyester fiber, resulting in the difference of its affinity to cotton and polyester. Therefore, lower staining of this dye was achieved on cotton.
Staining Ratio of Disperse Dyes on Cotton Fabric
When the dye was easily stained on other fiber in the dyeing solution, it may adsorb on the surface of fiber, which will lead to a poor fastness of the dyed fabric, including washing fastness and rubbing fastness, and especially wet rubbing fastness. At the same time, dye staining reduced the final uptake ratio of dyes and the dyeing reproducibility was poor. Therefore, the key to improving the dyeing fastness of polyester/cotton blended fabric is to reduce dye staining.
Conclusion
Compared to the traditional dyeing method, the dyeing of polyester/cotton blended fabric using the silicone non-aqueous media dyeing system was shown to be technological feasible and resulted in less environmental pollution. The uptake of anthraquinone-based disperse dyes on polyester/ cotton blend fabric was very low. However, greater fixation of reactive dye could be achieved using the silicone non-aqueous dyeing system. The washing fastness, staining fastness, and dry and wet rubbing fastness of the dyed fabric can reach level 4. Different disperse dyes have different affinity for cotton and polyester. The molecular weight and planar conformation of the dye might influence the staining of disperse dye on the cotton component. Although anthraquinone-based disperse dyes stain cotton components lightly, the main goal is to improve the final uptake of disperse dyes on the polyester component.