
Abstract
In recent years, reinforced composites from biodegradable and natural fibers have a worldwide scope for advanced applications. However, the core limitation of natural fiber reinforced composites are poor consistency among supporting fibers and the matrix. Therefore, optimal structural performance of fibers and matrix is desirable. In this study, chemical treatments (i.e., alkali pretreatment, acid pretreatment, and scouring) were applied to jute fibers for improvement of composite properties. Thermal, thermo-mechanical, and flexural properties, and surface morphology, of untreated and treated jute fibers were studied on the treated fibers. Jute fiber/epoxy composite properties were analyzed by thermogravimetric analysis (TGA), flexural strength and modulus, and dynamic mechanical analysis (DMA). The chemical treatments had a significant impact on the properties of jute fiber composites.
Keywords
Introduction
Recently, due to the global environmental concerns and consequential problems of synthetic fibers, natural bio-fibers are more constructive (environmentally friendly) as reinforcements for polymeric composites in structural elements and construction materials. 1 These naturally reinforced composite matrices are useful for many engineering and industrial applications such as in the energy, high strength, absorption, construction, packaging, and automotive related industries.2-5 However, due to the presence of cellulose, hemicellulose, lignin, and pectin in the fibers, use of the resulting fiber reinforced composites are limited to non-structural fields because of their poor compatibility, consistency, and the moisture absorption susceptibility of these natural fibers (relatively high moisture absorption).6-8
To enhance the compatibility between the epoxy matrix and natural hydrophilic fibers, many physical and chemical fiber surface treatments or modifications have been used to produce high-performance natural fiber reinforced composites.9-11 All of these modifications have caused occasional physical, chemical, and mechanical variances in fibers.12,13 For instance, alkaline treatment, generally used for natural fibers, reduces hydrogen bonding in the network structure and diminishes fiber diameter, and the growth aspect ratio as well.14-19 Similarly, several biodegradable tactics have been reported for the deacidifying association of cellulosic structures for construction and durable protection.20,21 Thus, to develop abundant novel properties and functions, the chemical treatment of cellulose is commonly used.
The most extensively-used natural fibers with abundant cellulose are sisal, jute, banana, rice, corncob, coir, wood, bamboo, cotton, and hemp. These are extracted from various parts of the plants such as stem, leaf, bark, and fruits, and classified accordingly. 12 , 22-24 Jute fiber-reinforced polymer composites have a strong relationship between the fine structure of fibers and their thermo-mechanical and flexural properties. For example, various surface treatments of jute fibers (i.e., alkali, silane, and alkali/silane treatments) were used in jute fiber reinforced composites containing epoxy resin as a matrix25-27 that was introduced by vacuum-assisted resin infusion.28-31 Some researchers have applied finishing agents (e.g., fluorocarbon and micro-silicone) to textiles and enhanced the surface properties of jute fabric reinforced composites with polyester matrix and their flexural behaviors.32-34 Literature is replete with several research findings using point stress criterion (PSC) and average stress criterion (ASC) failure theories for quantifying stress concentrations in composites, especially those reinforced with synthetic fibers.
Little published research is available on advanced natural fiber modified reinforced composites.35,36 Recently, Fontes et al. discussed the effects of the mechanical properties of jute-glass hybrid composite laminates. 37 Production of a composite reinforced with a biodegradable, sustainable natural fiber such as jute (being available in various shapes and sizes, easy to produce, recyclable, resistant to corrosion, and having low cost) is the goal.
In this research work, comprehensive chemical treatment of jute fibers was accomplished prior to composite development. Comparisons with the untreated jute fiber composite were then made for their thermal, thermo-mechanical, and flexural properties. The effects of surface modification of the jute fiber composites were investigated using scanning electron microscopy (SEM). Dynamic mechanical analysis was conducted for exploring the storage modulus. Fourier transform infrared (FTIR) analysis was also performed.
Experimental
Materials
Raw jute fibers (
Chemical Treatment
Chemical treatment was accomplished in three stages. In the first step, jute fibers were treated with H2SO4 in one bath with the liquor ratio (LR) of 1:20 at 50 °C for 30 min. In the second step, jute fibers were further treated with H2O2 (30 g/L), Na2SiO3 (3 g/L), and Na3PO4 (1 g/L) in another bath under similar conditions to the first bath. In the third step, NaOH (5 g/L) was used together with Na2SiO3 (3 g/L), Na2SO3 (1.2 g/L), and MgSO4 (0.2 g/L) to treat the fibers at 80 °C for 90 min at a LR of 1:20, followed by washing the fibers three times with distilled water. The fibers were dried in an oven at 70 °C for 3 h before composite preparation.
Composite Preparation
Digital images of raw/untreated and treated jute fibers are displayed in Figs. 1a and b, respectively. Jute fibers were cut to 7 in. and loaded at different percent ratios (8%, 10%, and 12%). Firstly, the unidirectional composite was prepared by the hand layup technique. 3 Composite samples at the various fiber loadings (8%, 10%, and 12%) were prepared using the epoxy resin and hardener. The epoxy resin and hardener reacted to form the composite.
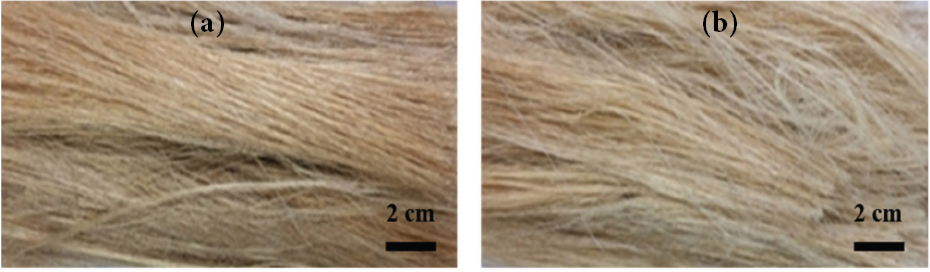
Digital images of jute fiber. (a) Untreated or raw jute fiber and (b) chemically-treated jute fiber.
Epoxy resin (thermoset polymer) was used as cured glue. The hardener was used as a curing agent as opposed to a catalyst. The ratio of epoxy resin and hardener was 5:4. A solution was made according to the ratio. After that, samples were loaded with fibers (8%, 10%, and 12%). Then, the samples were set up on the hand layup mold. Epoxy resin was spread on the fibers and moved up and down by the hand roller. Once the chemicals were fully spread on the fibers, these samples were placed in the oven for curing. Curing was accomplished in three stages; firstly, at 90 °C for 2 h, the chemical, which had a high affinity to the fibers, reacted. Secondly, at 110 °C for 1 h, the chemical reacted further. Thirdly, at 130 °C for 4 h, the chemical reaction was at a maximum. Then the samples were kept post-curing at room temperature (RT) for 24 h. Composites from both untreated and treated jute fiber were prepared and are shown in Fig. 2.
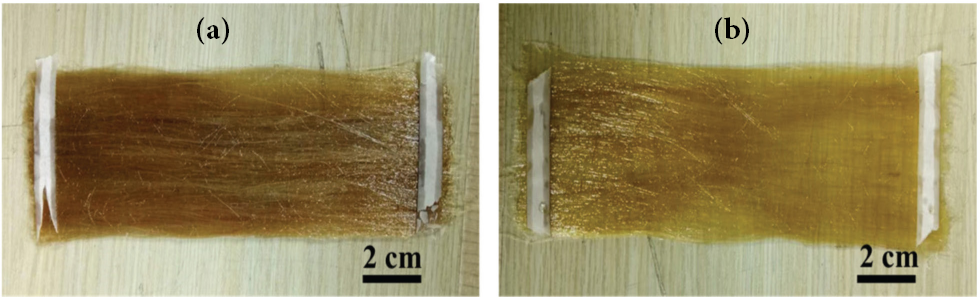
Digital photos of the unidirectional jute fiber-epoxy composites. (a) Untreated (raw jute) fiber composite and (b) treated (scoured jute) fiber composite.
Thermo-Gravimetric Analysis
A thermo-gravimetric analyzer (TGA 4000, PerkinElmer, USA) was used to study thermal degradation or thermal stability. TGA was applied under a nitrogen flow of 40 mL/min. Samples of 5-10 mg were placed in a platinum pot. All the samples were examined from 30 to 700 °C at a temperature rate of 20 °C/min. Five samples were tested representing each group.
Flexural Strength and Modulus
Bending specimens were prepared according to the ASTM D790 standard. The required sizes of the untreated raw jute fiber and scoured treated jute fiber composite specimens were cut with a diamond saw cutter. Five samples of each group were tested. The length, width, and thickness of every specimen were 130, 12.7, and 2 mm, respectively. A three-point bending test was conducted with an Instron Universal Testing machine at a speed of 1 mm/min and 2 mm/min under standard laboratory conditions (23 ± 3 °C and relative humidity (RH) 50% ± 10%) according to ASTM D790. The tested specimens were conditioned for 48 h at RT. After that, the samples were set up at both sides by a clamp on the machine. Finally, the flexural strength and flexural modulus were calculated from the resultant data.
Dynamic Mechanical Analysis
Dynamic mechanical properties were tested using a DMA Q 800 (TA Instruments, Perkin Elmer, USA) instrument. The length, width, and thickness of the rectangular sample were 11, 4, and 0.4 mm, respectively, in pressure mode. The conditions used were 30 to 180 °C at a heating rate of 50 °C/min and amplitude of 15, and at a frequency of 1 Hz. The temperatures were at the most extreme in the
SEM Analysis
An SEM (TM 3000, Hitachi, Japan) having an acceleration voltage of 15-18 kV and a working distance of 10 mm was used to study the surface morphology of the untreated jute fibers, treated jute fibers, and the cross-sections of the broken parts of both types of composites after tensile experiments. The samples were platinum-coated before the examination. Magnifications of 1000× were used for the surface examinations.
Spectroscopic Analysis
Fourier transform infrared-attenuated total reflectance spectroscopy (FTIR-ATR) investigations of untreated or raw jute fibers and alkaline or scoured treated jute fibers were performed (Nicolet TM 5700 FTIR, USA) to discover the impact of chemical treatment on the fiber chemical structure.
Results and Discussion
Thermal Stability of Jute Fiber/Epoxy Composites
The thermal stability of natural fibers is an important aspect of developing composites with good mechanical properties. They must not be easily damaged by the extrusion temperature of a thermoplastic matrix and the curing temperature for thermoset composites. Thermal degradation was analyzed using a TGA 4000 (PerkinElmer, USA). Table I shows the degradation temperatures of untreated jute fiber-reinforced and treated jute fiber-reinforced composites with a minimum of the first derivative TGA curve. Fig. 3 shows the TGA results of the jute fibers/composite before and after chemical treatments. The untreated jute fiber-reinforced composites had slightly lower degradation temperatures than their corresponding treated jute fiber-reinforced composites. Thermal degradation occurred in two stages for both untreated and treated jute fiber composites. An initial 8%-10% weight loss was observed in untreated jute fibers below 110 °C and between 120 and 130 °C for the treated jute fibers. This was usually related to the evaporation of water from the jute fiber surface. The second stage of degradation involved the degradation of hemicelluloses, lignin, and cellulose. The thermal stability of jute fibers was remarkably enhanced after treatment. This was attributed to the removal of hydrophilic hemicelluloses and other low mass components, such as pectins and waxes, from the jute fiber surface.
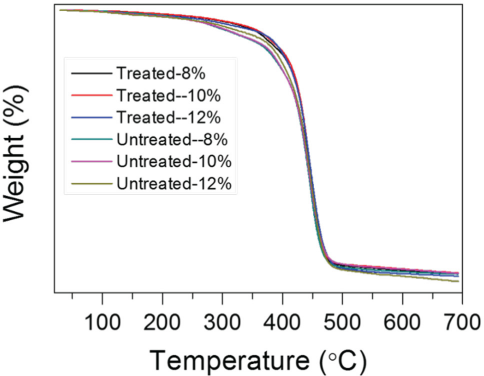
TGA curves of untreated and treated jute fiber composite.
Peak Degradation Temperature of Untreated and Treated Jute Fiber
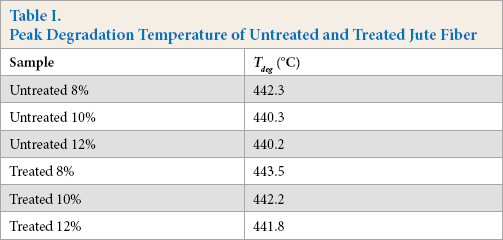
In Fig. 4, the
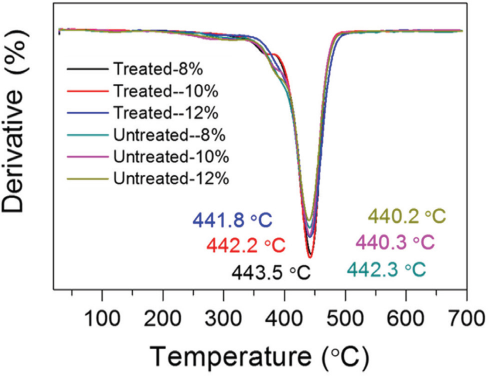
Derivative weight vs. temperature (°C) of untreated and treated jute fiber composite.
Flexural Properties
The flexural strength (Fig. 5) and flexural modulus (Fig. 6) of the untreated jute fiber/epoxy composites increased linearly with the increase in fiber loading from 8% to 12%. The flexural strength of the untreated jute fiber/epoxy composites was 44.08 ± 1.2, 50.42 ± 0.9, and 56.50±1.5 MPa, whereas, the flexural strength of the treated jute fiber/epoxy composites was 46.88 ± 0.8, 52.50 ± 1.7, and 58.08 ± 1.5 MPa for 8%, 10%, and 12% sample fiber loads, respectively. Moreover, the flexural modulus of the untreated jute fiber/epoxy composites was 2189 ± 96, 2503.84 ± 72, and 2805.56 ± 120 MPa, whereas, the flexural modulus of the treated jute fiber/epoxy composites was 2327.75 ± 64, 2604.59 ± 136, and 2883.67 ± 120 MPa for 8%, 10%, and 12% sample fiber loads, respectively.
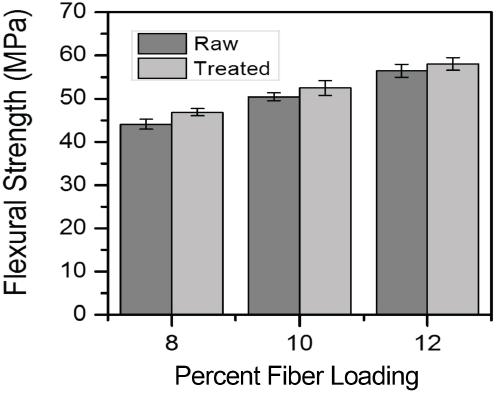
Flexural strength of untreated and treated jute fiber reinforced epoxy composites.
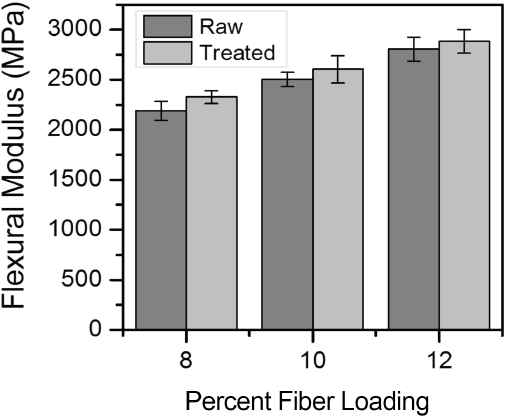
Flexural modulus of untreated and treated jute fiber reinforced epoxy composites.
The improvement in flexural strength and modulus was attributed to the reinforcing effect imparted by the jute fibers, which allowed uniform stress sharing from the epoxy matrix to the dispersed jute fiber phase. Thus, the flexural strength and modulus values of the treated jute fiber reinforced epoxy composites were greater than that for the untreated jute fiber composites. The influence of jute fiber modification on the flexural properties of the jute/epoxy composites increased greatly with the jute fiber content. This improvement was due to better interfacial adhesion with the flexible epoxy treatment.
Dynamic Mechanical Analysis (DMA)
Storage modulus
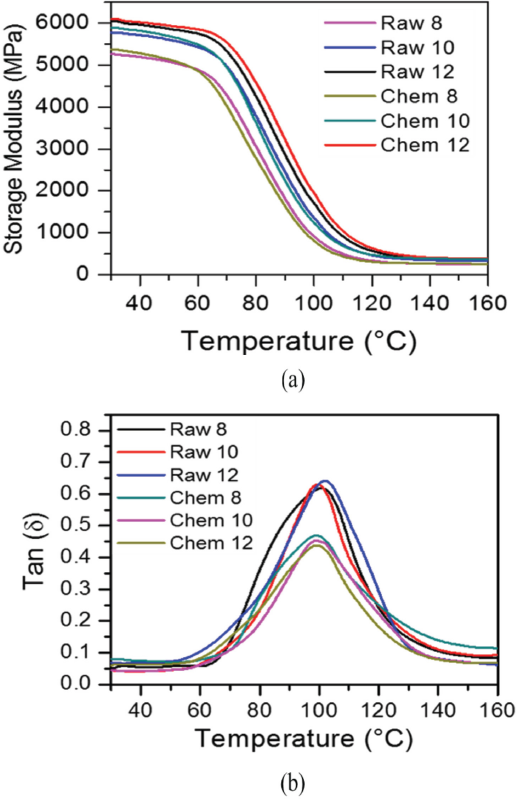
Dynamic mechanical analysis. (a) Storage modulus and (b)
The
Surface Morphology
Noteworthy changes were observed in the treated jute fiber surface morphology. Additionally, without gum, the weight loss decreased (25 wt %) after treatment. Our previous work discussed the details of the jute structure after the removal of impurities by chemical treatment through SEM images. 3 The findings suggested that the treated fibers allowed the epoxy resin to penetrate easily into the inter-fiber gaps of the unidirectional fibers as compared to raw jute fibers, and consequently yielded better interfacial adhesion between the jute fiber and the epoxy resin.
SEM of Fracture Surfaces
The SEM of the fractured surface of jute fiber-epoxy composites provided direct evidence of fiber-matrix adhesion improvement. To assess the quality of the fiber/matrix interface, the morphology of the fracture surface of the molded specimens resulting from the tensile tests was investigated using SEM. Fig. 8a (i and ii) shows that untreated jute fibers were not tightly connected to the epoxy matrix as expected, thus significant pull out was observed. It could also be observed in Fig. 8b (i and ii) that no epoxy matrix adhered to the surface of the pulled out jute fibers (as indicated with an arrow). Some gaps and cavities were also observed, indicating weak interfacial adhesion between epoxy and jute fiber. The treated jute fiber/epoxy composite promoted greater fiber/matrix interfacial adhesion as demonstrated in Fig. 9a (i and ii). There was less evidence of fiber pull out, and the jute fiber surface appeared to be surrounded by a layer of epoxy. Fig. 9b (i and ii) showed that the interfacial adhesion between the jute fiber and epoxy resin was improved. The interfacial adhesion between the jute fiber and the epoxy matrix was due to the increase in fiber surface roughness, which resulted in better mechanical interlocking between jute fiber and epoxy matrix. Also, the increased amount of cellulose exposed on the jute fiber surface improved the possibility of interaction between the fiber and the matrix.
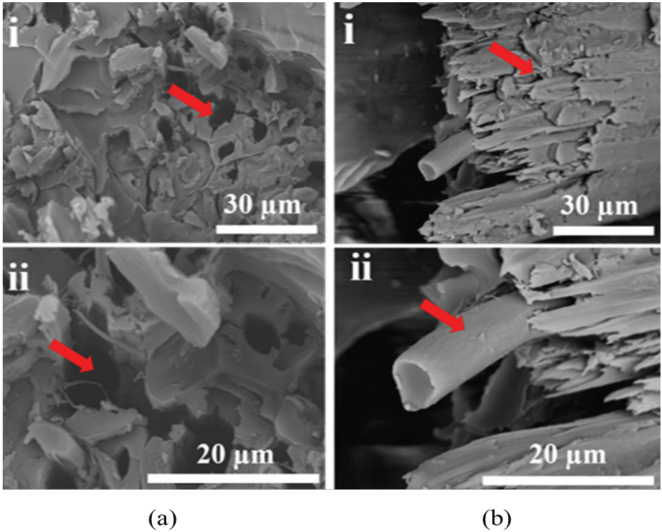
SEM micrograph of the fracture surface of untreated jute fiber/epoxy composites.
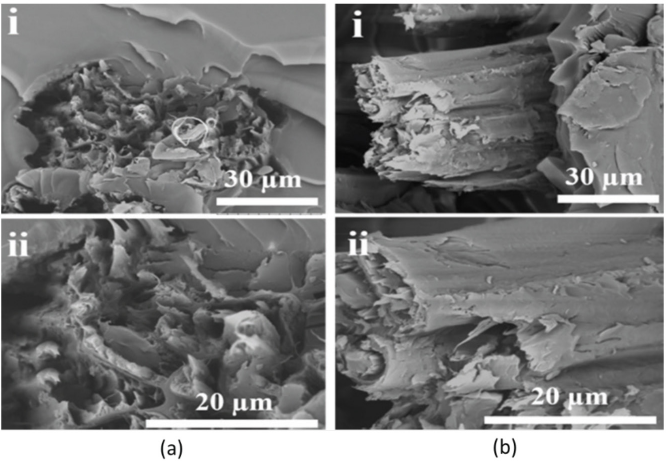
SEM micrograph of the fracture surface of treated jute fiber/epoxy composites.
Chemical Treatment Effect on the Molecular Structure
FTIR-ATR analysis was used to observe the effect of chemical treatment on the jute fibers. Table II shows the FTIR analysis results. The O-H stretching peak at 3352 cm−1 is due to cellulose-OH groups in the untreated jute fiber. The characteristic peak at 3339 cm−1 was due to O-H stretching of the hydrogen bonds in the treated jute fibers. The FTIR-ATR analysis revealed that, during surface modification, the OH peak was not greatly transformed. However, the peak at 1731 cm−1, due to the ester C=O stretch of the untreated samples, disappeared in the treated sample. This indicated that waxes and other impurities on the jute fiber surface were removed, resulting in better interaction adhesion between the matrix and the fibers. 40
Absorption Peaks of the FTIR-ATR Spectra of Untreated and Treated Jute Fibers
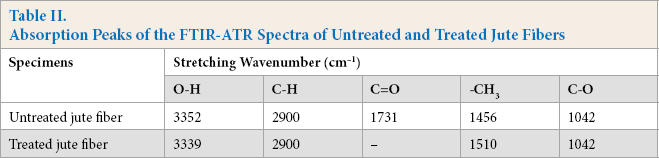
The peak at 2900 cm−1 was due to C-H stretching of methyl and methylene groups in cellulose and hemicellulose for both raw jute fiber and treated jute fiber. The methyl group (-CH3) of lignin can be attributed to peaks at 1456 and 1510 cm−1. Moreover, the characteristic peaks at 1042 cm−1 were allocated to C-O stretching in the glycosidic linkage of the cellulose. These results suggest that, after chemical treatment of the jute fibers, most of the fiber's chemical composition remained unchanged.
Conclusion
This research was focused on the impact of chemical treatment (alkali pretreatment, acid pretreatment, and scouring) of jute fibers on the thermal, thermo-mechanical, and flexural properties of the composites. Composites prepared from chemically-treated jute fibers had improved physical properties when compared to the raw jute composites. This jute fiber treatment resulted in improved matrix-fber adhesion and interfacial bonding to the polymer matrix. DMA test analysis confirmed high stiffness, fiber/resin interfacial adhesion, and degree of crosslinking in the composite. SEM images of the fractured forms showed the greater interfacial adhesion of the treated fibers.
Footnotes
Acknowledgement
This work was financially supported by the Shanghai Natural Science Foundation of Shanghai Municipal Science and Technology Commission (20ZR1400600), and the Fundamental Research Funds for the Central Universities (2232021G-06). The authors also gratefully acknowledge the assistance of Md Sohag Miah of Donghua University, China.