
Abstract
Fabric shedding during laundering is detrimental to the longevity of clothing textiles, and in the case of non-biodegradable, synthetic fabrics, it is a source of diffuse microplastic fiber pollution. Textile recycling offers numerous economic and environmental benefits; however differences in fabric shedding due to their recycled fiber contents are relatively unknown. Accelerated laundering experiments were conducted to quantify the shedding propensity and characteristics of cotton knit, polyester knit, and twill weave fabrics, each at three differing recycled fiber contents. The 70% recycled polyester shed significantly fewer microfibers than the 40% recycled polyester. No other significant influences of recycled fiber content on shedding propensity were identified. The mean length of shed fibers from the 70% recycled polyester was significantly higher than that of the virgin polyester and the 40% recycled polyester.
Introduction
Cotton and polyester (PET) are among the most widely used fibers in the global textile industry. In 2015, polyester and cotton accounted for 55% and 27% respectively of total global fiber consumption in spinning mills. 1 In 2002, polyester surpassed cotton as the most common fiber for textile production, and demand is expected to steadily increase until 2030. 2 Polyester fibers from laundry wastewater have been identified as a source of microplastic pollution in oceans,3,4 freshwater, 5 and soils through the application of sewage sludge.6,7 Fiber loss is common during wear and use of textile products, especially those made from staple length fiber yarns. In many cases, fibers work loose from the yarns and remain either loosely attached or free on the fabric surface. Mechanical abrasion during laundering can then cause these fibers to shed from the fabric surface, 8 and potentially enter the environment.
Polyester is produced from nonrenewable petrochemicals; 9 thus its production contributes to resource depletion. Polyester is a thermoplastic polymer, meaning it can be melted and remolded upon heating, and recycled into a new product. Recycling polyester can be both economically and environmentally beneficial by reducing polyester incineration and waste to landfill.10-12 Recycling polyester can be achieved either chemically or mechanically, although most-commonly, mechanical methods are used. In chemical recycling, depolymerization is one way to achieve the monomeric structures that can then be re-polymerized. Mechanical recycling is a thermal process where the product is broken down into fakes, and the fakes are then melted and extruded into a filament form. This method does not require reverting the polymer back to its monomeric units. As of 2008, 72% of recycled polyester fakes were used to produce fibers. 13 Biodegradation of shed polyester fibers is extremely slow or negligible and polyester fibers are therefore predicted to persist in the environment for long periods of time. 14 Numerous studies have shown that microplastics are present in marine15-17 and terrestrial18-19 food chains.
Cotton will biodegrade rapidly in the environment, 14 however, cultivation requires irrigation, 20 which accounts for approximately 2.6% of global water use, and is often associated with considerable applications of fertilizers, herbicides, and insecticides. 9 Much research in recent years has focused on cotton reuse or recycling methods to improve its overall life cycle environmental impacts. Recycling of both cotton and polyester are anticipated to improve their overall environmental performance.
The shedding propensity of fabrics during laundering is influenced by factors including the physical properties of the fibers and yarns, the fabric construction, 21 and laundering conditions, such as temperature and the presence of surfactants. 22 Recycled fibers have differing physicochemical properties to virgin fibers, such as elongation at breakage, 23 crystallinity, 24 tensile strength, and flexural modulus. 25 Subsequent differences in fabric properties, such as burst strength, moisture regain, and abrasion resistance have also been observed as a result of changing the ratio of virgin to recycled fibers.23,26–28
The physicochemical and mechanical differences between virgin and recycled textiles are likely to influence the shedding propensity of the fabrics. 21 Based on the literature, it is predicted that fabrics with a higher content of recycled fibers will shed a significantly greater number of fibers during laundering, due in part to the lower tensile strength of recycled polyester (r-polyester) and recycled cotton (r-cotton) fibers compared to the respective virgin fibers.24,27 Therefore, this study aimed to quantify the number, mean length, and length distributions of fibers released during laundering, as a function of the recycled fiber content within three fabric types; cotton knit (C), polyester knit (P), and cotton-polyester blend twill weave (TW), at three different levels of recycled fibers. All fabrics were laundered in an SDL Atlas LaunderOmeter. Subsequently, the following hypotheses were tested. The number (H1), mean length (H2), and size distribution (H3), of fibers released during laundering will not be significantly affected by the recycled fiber content of the fabric.
Materials and Methods
Fabrics and Yarns
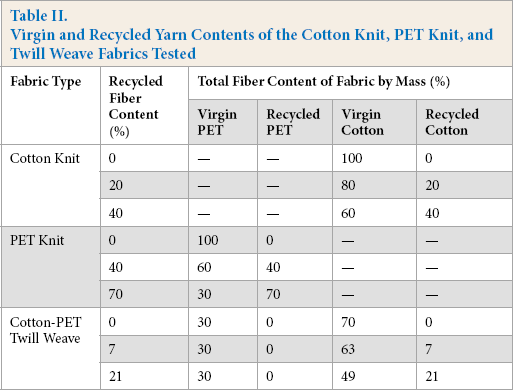
Nine fabrics were used in this study; three twill woven fabrics, three cotton jersey knit fabrics, and three polyester jersey knit fabrics, with varying percentages of virgin cotton (v-cotton), recycled cotton (r-cotton), virgin polyester (v-polyester), and recycled polyester (r-polyester). The fibers used in yarn production were virgin cotton, obtained from Cotton Incorporated, recycled cotton, obtained from Martex, polyester obtained from National Spinning, and r-polyester obtained from Unifi. The recycled cotton fiber characteristics were measured using Advanced Fiber Information System (AFIS) methodology (Table I). The yarns were produced using an open-end (OE) vortex system located in the Wilson College of Textiles, North Carolina State University. Fiber blended yarns were created using mass to establish the desired blend. For example, for the 10% r-cotton/90% v-cotton yarn, 500 g of r-cotton was blended with 4500 g of v-cotton during the initial blending stage of yarn production. It was not possible to determine if this was the final yarn percentage and some shift may have occurred as fibers are lost during carding operations.
Recycled Cotton Fiber Characteristics Measured using AFIS
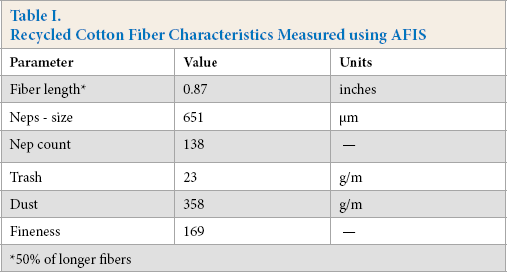
50% of longer fibers
As the fibers were the same color and same chemical composition, it was not possible to determine which fibers, virgin or recycled, were lost. The yarn size was 20s.
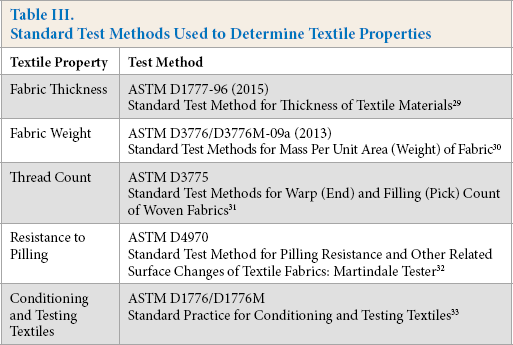
The knit fabrics were produced to be similar to that for a basic T-shirt using a circular knitting machine. The staple polyester was cut to 38 mm in length and a dpf of approximately 1.5. The woven fabric was a 2 x 1 right hand twill and produced using a CCI loom (CCI Tech Inc., New Taipei City, Taiwan). Filament polyester yarns (equivalent to 17 cotton count) were in the filling direction. OE yarns produced using vortex equipment, with a count 8 of v-cotton/r-cotton blended yarns, were produced in the Wilson College of Textiles. The intended fabric fiber content (by weight) for all fabrics is shown in Table II (Fig. 1). Fabric properties of weight, thickness, thread count, and resistance to pilling in accordance with Standard ASTM Standard Practice for Conditioning and Testing Textiles D1776 and test methods (Table III) were measured.29-33 All fabrics were undyed, however, they were scoured prior to testing. All fabrics were edge-serged using 100% polyester thread, to prevent fiber release from the cut edges. The average masses of the serged cotton knit, polyester knit, and cotton-polyester twill weave fabrics were 2.14 ± 0.01 g, 2.25 ± 0.01 g, and 3.57 ± 0.01 g respectively. For details of the edge-serging procedure, see Appendix 1. Prior to the actual test cycle, the fabrics were washed with a cleaning cycle, under the same conditions as described in the Accelerated Laundering section, except with deionized (DI) water instead of detergent. This pre-cleaning step has been used in previous fabric shedding investigations,14,21,22 and is important in removing dust, loose fibers, and other residual surface impurities from the fabric manufacturing process.
Virgin and Recycled Yarn Contents of the Cotton Knit, PET Knit, and Twill Weave Fabrics Tested
Standard Test Methods Used to Determine Textile Properties
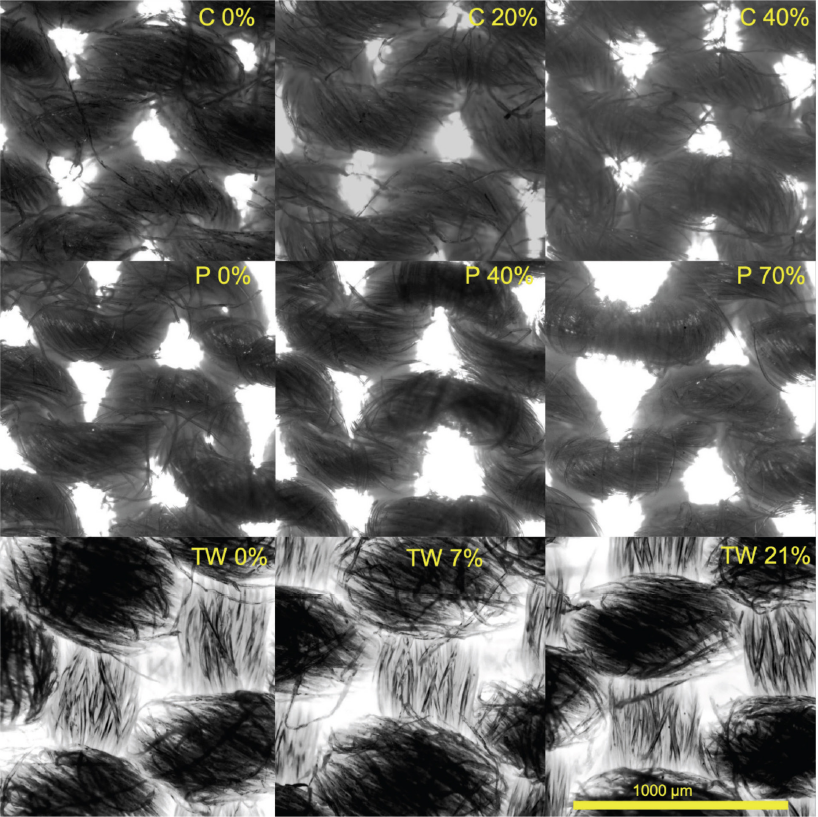
Microscope images (4× magnification) of the fabrics used in this study. Cotton knit (C) with 0%, 20%, and 40% recycled cotton fibers, polyester knit (P) with 0%, 40%, and 70% recycled polyester fibers, and cotton-polyester twill weave (TW), with 0%, 7%, and 21% recycled cotton fibers. For the knit fabric images, the wales run vertically; for the twill weave fabric images, the polyester fill yarns run vertically.
Accelerated Laundering
For this study, triplicate samples of each fabric type and recycled fiber content were laundered. An SDL Atlas LaunderOmeter was used to wash the fabrics, following a method adopted from a previous investigation of fabric shedding.14,34,35 Briefly, the previously cleaned fabric samples were placed into a 600-mL metal canister, with 25 metal balls (6-mm diameter), and 150 mL of detergent solution (AATCC Standard Reference Liquid Laundry Detergent with Optical Brightener; concentration = 1.47 g/L).25-36 This was prepared by dissolving 14.7 g of AATCC standard detergent in 10 L of deionized (DI) water. Triplicate blanks were prepared using a canister with the metal balls and detergent but without fabric, to account for fiber contamination from the equipment and the experimental procedure. Canisters were tumbled in the LaunderOmeter for 16 min at 20 °C. The LaunderOmeter was used to provide mechanical abrasion representative of that produced by conventional home laundering. A recent study revealed that accelerated laundering results in ∼40 times more shedding per unit mass of fabric than conventional home laundering, with a linear correlation coefficient of 0.8. 14 After the test cycle, the laundering water from each canister was transferred into a glass bottle. The fabric samples, metal balls, and canisters were rinsed into the bottle 10 times each with DI water.
Laundering Water Analysis
The laundering water samples were analyzed with an FQA (HiRes Fiber Quality Analyzer, OpTest Equipment Inc., Canada) (Appendices 2 and 3). The size ranges of fibers detected using our FQA methodology are given in parentheses. For each sample, the number of fibers (0.2–10 mm), mean length, size distribution data, and the percentage of fines (0.025–0.2 mm) were measured. The total numbers of microfibers (0.025–10 mm) released per gram of fabric were calculated using the serged fabric masses, the total fiber count (0.2–10 mm), and the percentage of fines (0.025–0.2 mm). The blank samples were also analyzed. Before the analysis of each sample, the flow cell was checked and flushed, and the system was de-aired. Rayon calibration check fibers (OpTest Inc., Canada) were also analyzed as a positive control.
Image Analysis
Microscope images of the fabric surface structures (Fig. 1), and the filter papers (Whatman; Grade GF/C; 47–mm diameter; 1.2–μm pore size) after vacuum filtration of the laundering water (Fig. 2) were captured for qualitative visual analysis, using a Nikon Eclipse E200 stereomicroscope (4× magnification Nikon E Plan objective lens), coupled with an Infinity 2 camera. Images were processed and spatially calibrated using Image-Pro Premier 9.1 (Media Cybernetics, Rockville, MD, USA).
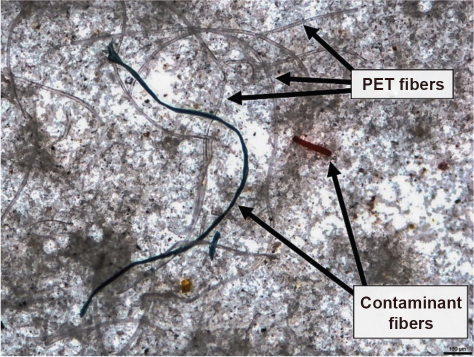
Microscopic image (4× magnification) of a section of filter paper following the vacuum filtration of polyester laundered water (replicate 1), showing examples of contaminants including a long dark-blue, ribbon-like fiber (probably cotton). Numerous transparent polyester fibers can be seen.
Statistical Analysis
Statistical analyses were performed using R, in the R Studio integrated development environment (RStudio Inc., Boston, MA, USA). The number of microfibers shed, mean length, percentage of fines (0.025–0.2 mm in length), and length distribution data were compared between recycled fiber contents of each fabric type. Significant effects due to the recycled fiber content on each response variable were identified using a one-way ANOVA (α = 0.5). Where the recycled fiber content was shown to have a significant effect (
Results and Discussion
Fiber and Fabric Characterization
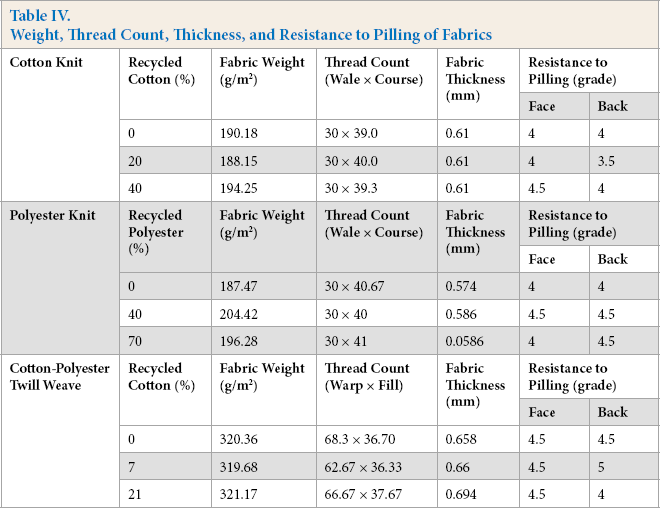
Fabric properties of weight, thickness, thread count, and resistance to abrasion were measured prior to laundering and the results are presented in Table IV. With the exception of one property (Twill Weave, 10% r-cotton, warp direction), the results showed no significant differences between properties of fabrics of similar construction, but showed significant differences between recycled/virgin fiber blends. The fabrics were retested for this and more uniform results were found, however this indicated the potential for variation in fabric properties.
Weight, Tread Count, Thickness, and Resistance to Pilling of Fabrics
Microfiber Shedding
The numbers of microfibers shed from the fabrics are displayed in Fig. 3. For the cotton knit and twill weave fabrics, no significant differences between the number of microfibers shed during laundering were identified, due to changing the recycled fiber content of the fabrics (Fig. 3). Contrary to our hypothesis, and the findings of previous research, the 70% r-polyester shed significantly fewer microfibers (
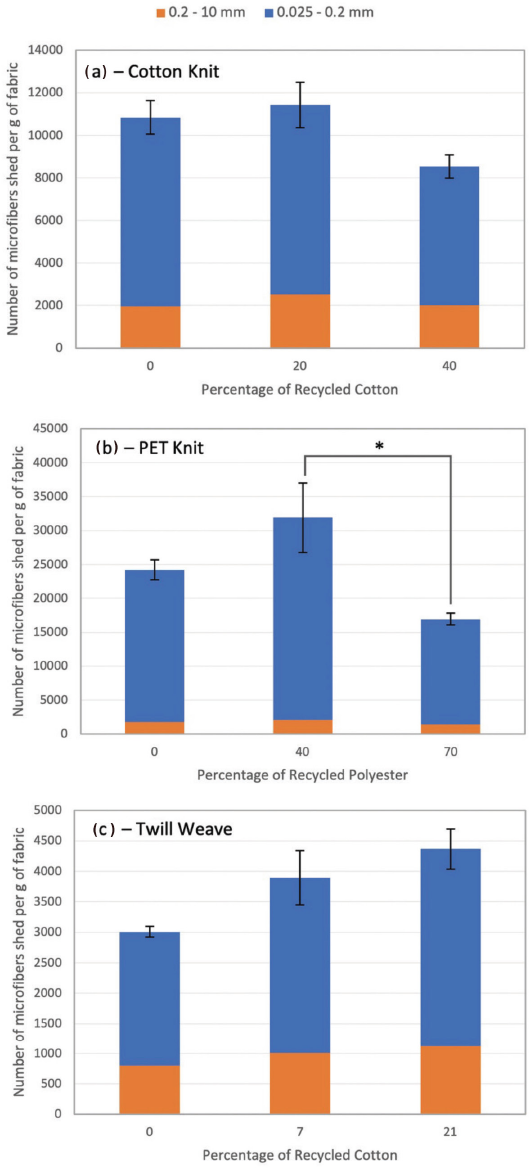
Microfiber shedding from the accelerated laundering of cotton knit (a), polyester knit (b), and twill weave (c) fabrics, with varying percentages of recycled fibers. Error bars show ± standard error (n = 3). Significant differences (
Telli and Özdil 23 reported that virgin polyester fibers and yarns had a higher tensile strength than r-polyester yarns, which suggests that increasing the r-polyester fiber content of a fabric will result in more fiber failure during laundering and subsequently higher shedding. The 70% r-polyester fabrics also had a significantly higher surface friction coefficient than the 100% virgin polyester fabric, suggesting it would endure higher surface abrasion during laundering. Yuksekkaya et al. 27 compared various physical properties of recycled and virgin polyester and cotton yarns and fabrics, finding r-cotton to have significantly less tensile strength than virgin cotton, although this difference was small. It is important to note that all yarns had differing twists per meter, 27 and the influence of these differences on the physical properties of the fabrics was unaccounted for in this study. It is also important to note that the extrusion process heavily influences the physical properties of virgin polyester and r-polyester fibers, as demonstrated by Tapia-Picazo et al. 37 These authors reported a higher tensile strength and Young's modulus for the r-polyester than for the virgin polyester fibers and attributed these differences to the presence of lower molecular weight polymers in the structure of the r-polyester. 37 The physical properties of the fibers and yarns used in the fabric construction were outside the scope of this study, yet they may have influenced the shedding propensity of the fabrics.
Fabric construction may have had the largest influence over the shedding propensity, as reported by Almroth et al. 21 and Jönsson et al. 8 In the current study, fabric construction remained consistent within each fabric type, and the results showed limited statistical significance. Almroth et al. 21 found that fleece fabrics shed far more fibers during laundering than polyester knit fabrics, due to a higher number of exposed filaments per unit area. Jönsson et al. 8 measured fiber release from virgin and recycled polyester knit jersey and fleece fabrics, finding the largest differences were associated with the fabric construction, rather than recycled fiber content. Hernandez et al. 22 found, however, that there were no significant differences in the release of fibers between jersey and interlock polyester fabrics, highlighting that an understanding of fabric construction is key in predicting fiber shedding mechanics.
Sarioğlu and Kaynak 38 investigated the influence of the yarn spinning method and the percentage of r-polyester, on a number of mechanical and physical properties of polyester yarns. In ring-spun yarns, r-polyester had a higher hairiness than the virgin polyester. In compact-spun yarns, however, no differences in yarn hairiness were observed. 38 Yarn hairiness is a measure of the fiber loops and broken ends protruding from the yarn surface as a function of yarn length. 39 Hairy yarns result in fabrics with a greater number of exposed fiber ends per unit area, 40 increasing shedding propensity. 21 This highlights the importance of yarn construction on fiber shedding, a factor that was not investigated in the present study, but was kept constant within fabric types.
Contamination of samples with stray fibers from the air and clothing is another potential issue inherent to fiber quantification methodologies, 41 particularly those involving small-scale experiments such as those presented in this study. Background contamination associated with the methodology was determined by measuring the blanks. The number of contaminant particles (25-10,000 μm) averaged 205 ± 19, representing <2% of the total number of fibers measured from the fabrics. It can be concluded, therefore, that the contamination associated with the methodology had a relatively small and consistent contribution to the total fiber measurements. Examples of contaminant fibers following the accelerated laundering of fabrics were visually observed (Fig. 3), however source attribution was not possible with the methodology used, or within the scope of this investigation. It is possible that additional contaminant fibers, not removed by the pre-washing stage, were released from the fabrics. It is important to note however, that within each fabric type, manufacturing conditions remained consistent, and the fabrics had no prior use, so significant differences in contamination are unlikely. Despite this, future studies are required to investigate the efficacy of multiple pre-washing steps on contaminant fiber removal during laundering.
Mean Length
Fibers shed from the 20% and 40% recycled cotton knit fabrics were significantly longer (
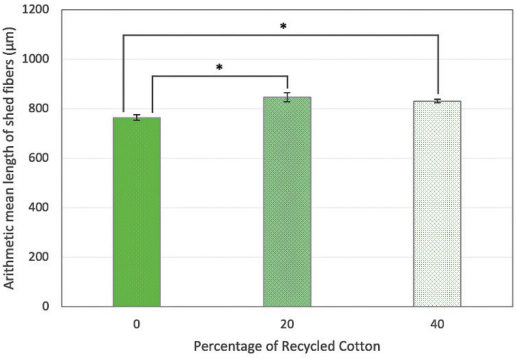
Mean length of shed fibers from cotton knit fabrics with differing percentages of recycled fibers, during accelerated laundering experiments. Error bars show ± standard error (n = 3). Significant differences
Comparative data on the mechanical properties of recycled versus virgin cotton yarns and fibers are lacking in the literature. Comparisons between virgin and recycled cotton fibers by Yuksekkaya et al. 27 showed that virgin cotton had a higher elongation at breakage (11.2%) than r-cotton (8.9%) and a lower tensile strength. It is, therefore, reasonable to assume that increasing the r-cotton content would reduce the mean length of shed fibers; however our results directly contrasted this when comparing the 0% (virgin) and 20% r-cotton knit fabrics, and the 0% (virgin) and 40% r-cotton knit fabrics. The cotton recycling process produces shorter staple fibers than the harvesting and processing of virgin cotton,42,43 which suggests that the shed fibers should be shorter, again in contrast to our results.
Fibers shed from the 70% r-polyester fabric were on average, significantly longer (p ≤ 0.05) than those shed from the virgin (0% recycled) polyester and the 40% r-polyester (Fig. 5). The mean length of shed fibers increased in the order 40% (552 ± 2 μm) < 0% (570 ± 8 μm) < 70% (617 ± 6 μm), although the difference between the virgin polyester and 40% r-polyester was not statistically significant. Telli and Özdil, 23 Sarioglu and Kaynak, 38 and Choi and Kim44 found that recycled polyester fibers, yarns, and fabrics respectively, had higher elongation percentages at breakage, which may explain why the shed fibers from the 70% r-polyester fabric were significantly longer than those shed from the virgin and 40% r-polyester fabrics. Choi and Kim, 44 however, reported very similar values of percentage elongation under strain for virgin, mechanically recycled, and chemically recycled polyester fabrics. Furthermore, Tapia-Picazo et al. 37 reported that the recycling process used in their study resulted in a decrease in the average molecular weight, and subsequently, a reduction in the elongation at breakage, of r-polyester compared with the virgin polyester fibers. This was attributed to the r-polyester having a lower crystallinity due to the shorter polymer chains 37 reducing the intermolecular forces between chains, and, therefore, increasing chain slippage per unit stress. 44 This further highlights that the physicochemical properties of polyester and r-polyester varied depending on production and extrusion factors, and quantification of these properties aid our understanding of the shedding propensity of the resulting fabrics.
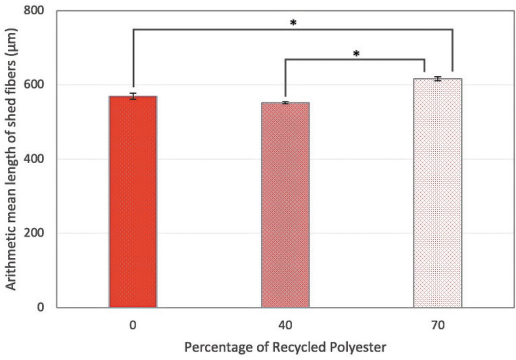
Mean length of shed fibers from polyester fabrics with differing percentages of recycled fibers, during accelerated laundering experiments. Error bars show ± standard error (n = 3). Significant differences (
In twill weave fabrics, no significant differences in the average mean length of shed fibers were detected (Fig. 6). The mean fiber length was 624 μm for both the virgin cotton twill weave (±54 μm) and the 21% r-cotton twill weave (±17 μm), however, it increased to 696 ± 47 μm for the 7% r-cotton twill weave. Since staple fiber length, elongation at breakage, and tensile strain were not quantified in this study, it is difficult to attribute changes in shedding propensity and fiber characteristics to recycled fiber content alone. However, the similarities in mean shed fiber length are likely due to the smaller relative differences (0%, 7%, and 21%) in the recycled contents of the twill weave than the cotton or polyester, and due to the tightly constructed nature of twill weave fabrics such as denim. 45
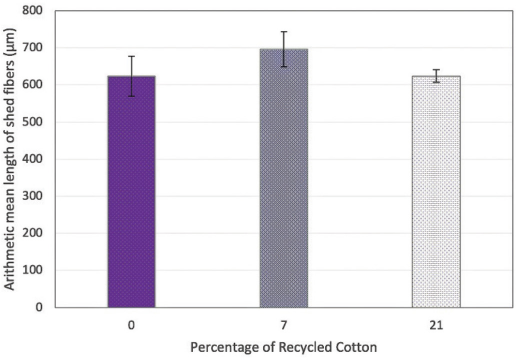
Mean length of shed fibers from twill weave fabrics with differing percentages of recycled fibers, during accelerated laundering experiments. Error bars show ± standard error (n = 3).
Microfiber Size Distributions
Length distributions (Fig. 7) of the shed fibers were measured using the FQA. Fiber length distributions were similar within fabric types, irrespective of the recycled fiber content, and no significant differences were identified (Table V and VI). Length distributions for cotton knit and polyester knit fabrics were similar to those reported by Zambrano et al., 14 using the same methodology. Cotton fabrics produced a broader length distribution than polyester, probably owing to the heterogeneous lengths of staple cotton fibers used during production.42,43 The length distribution for 70% r-polyester knit fell below those for the virgin and 40% r-polyester knit fabrics between fiber lengths of 0.20–0.45 mm (Fig. 7b), indicating fewer short fibers in the overall population. This further supports the finding that the 70% r-polyester shed significantly longer fibers than the other polyester knit fabrics (Table VI and Fig. 5).
One-Way ANOVA
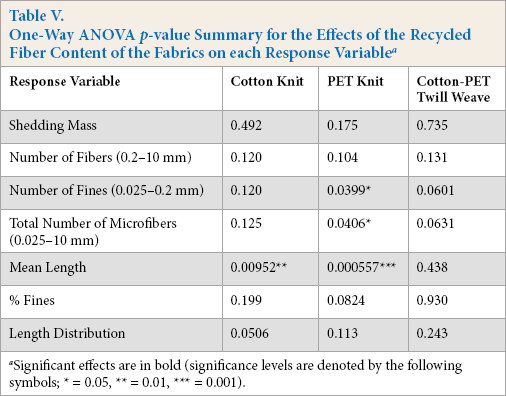
Significant effects are in bold (significance levels are denoted by the following symbols; * = 0.05, ** = 0.01, *** = 0.001).
Tukey's Honest Significant Difference post-hoc Analysis Summary for the Effects of Fabric Recycled Fiber Content on each Response Variable a
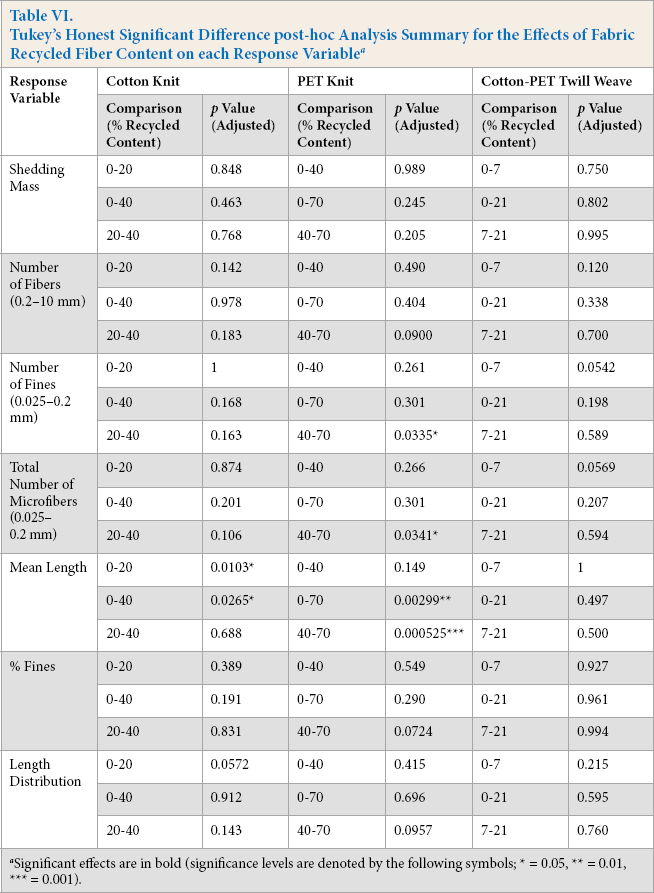
Significant effects are in bold (significance levels are denoted by the following symbols; * = 0.05, ** = 0.01, *** = 0.001).
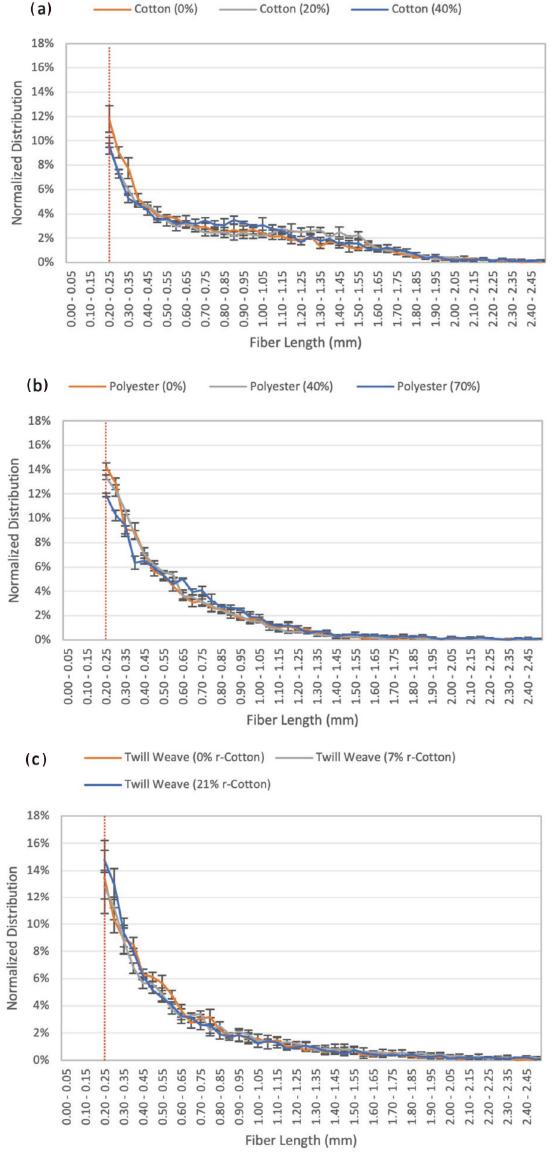
Length distribution of microfibers (0.2–2.5 mm) shed from cotton knit (a), polyester knit (b), and twill weave (c) fabrics respectively, with differing percentages of recycled fibers. The vertical red line denotes the limit of detection of the FQA for fiber length (0.2 mm). Error bars show ± standard error (n = 3).
Conclusions
This study investigated the influence of recycled fiber contents of cotton knit, polyester knit, and twill weave fabrics, on their respective shedding propensities, and shed fiber characteristics during accelerated laundering experiments. Results showed no significant differences in the number of shed microfibers for cotton knit or twill weave fabrics as a function of their recycled fiber content. The 70% r-polyester fabrics shed significantly fewer microfibers (0.025–10 mm) than the 40% r-polyester, but not the virgin polyester fabrics. This was unexpected as recycled polyester fibers often have a lower tensile strength, and recycled yarns have a higher hairiness than virgin fibers and yarns, respectively.27,38 The 20% and 40% r-cotton knit fabrics shed significantly longer fibers than the virgin cotton knit, which was likely due to variations in the physical characteristics of the staple fibers used. The 70% r-polyester shed longer fibers than the virgin polyester and 40% r-polyester fabrics, which could be attributed to the higher elongation of r-polyester at the point of breakage.23,38,44 This may have allowed for the r-polyester fiber to elongate, but not break, thereby reducing shedding.
This study was designed to examine shedding properties of recycled and virgin fibers from two yarns and fabric structures constructed to be “identical” within accepted ranges in textile production. The primary influencer in shedding was the fiber: recycled or virgin. Based on the results, it is recommended that factors such as yarn twist, thread count, interlacing/interlooping pattern, and points of friction within the textile be systematically be examined. In general, the recycled fibers studied did not result in significantly more fiber release during accelerated laundering. The manufacturing of recycled cotton and polyester textiles reduces water consumption, crude oil processing, and associated environmental pollution issues, and reduces the unnecessary disposal of a valuable resource to landfills. 46 Overall, our results suggest that using recycled cotton and polyester fibers in textiles did not significantly increase shedding propensity during laundering.
Footnotes
Appendices
Acknowledgment
Gratitude is extended to the University Global Partnership Network (UGPN) for providing travel funding to enable the project to take place. Funding was also provided for this research by the North Carolina State University Wilson College Research Opportunity Seed Fund.