
Abstract
In this study, linen fabrics were inkjet printed with reactive dyes after air argon plasma treatments. Sodium alginate (ALG), carboxymethlycellulose (CMC), chitosan (CHT), ALG+CHT, CMC+CHT, and their combinations, were used as pretreatment print pastes prior to plasma pretreatment. The color yield and the fastness properties of the printed fabrics were evaluated. The CMC+CHT pretreatment print paste gave the best color yield with or without plasma pretreatment. Colorfastness values were not affected by the type of pretreatment print paste. However, plasma pretreatment slightly improved the colorfastness.
Introduction
Inkjet printing brings benefits such as flexibility, creativity in design patterns, and production cleanliness to textile products.1–4 Reactive dye-based inks are commonly used for printing on cellulosic fibers. However, the fixation of reactive inks is low (∼70%), so there is a considerable amount of effluent from dye wash of.5,6 This can be minimized by increasing reactive ink fixation to as high a level as possible.5,6 To do this, reactive dyes or fabrics can be modified by techniques such as cationization, surface modification, and so forth.5,7
In conventional printing of cellulosic fabrics, reactive dyes are applied, along with alkali and other chemicals, in the form of a print paste. For inkjet printing, however, alkali, urea, and sodium alginate cannot be directly incorporated into the ink formulation. A pretreatment print paste should be prepared for textile digital inkjet printing, because of the requirements of specific conductivity and ink purity for inkjet printing. 8 For this aim, different pastes and combinations are used for pretreatment prior to inkjet printing.
The main constituents of print paste are usually thickener, alkali, and urea. Thickening agents play an important role in the formulation of print pastes, ensuring, through the modulation of the rheological properties, sharp and clean drawing patterns by preventing dye migration. These agents also assure the homogenous distribution of print paste on the screen in screen printing and its uniform flow through the screen openings. In addition, they hold moisture to enable dyes and chemicals to dissolve and enter the fibers during the steaming stage after printing and drying. The selection of the thickening agent, which in most cases is confined to polysaccharides and their high molecular weight derivatives, is determined by the fabric to be printed, the printing conditions, and, above all, the type of dye used. Depending on their chemical structure, dyes may interact with thickening agents to form complexes or to give a chemical reaction, thereby causing a variation of the rheological properties of the print pastes and, hence, of their application characteristics.9–13
Alkali is used in the printing process for reactive dye color development of all shades. Reactive dyes react with cellulose under alkaline conditions to form covalent bonds between fiber and dye. Urea is one of the most important components in the pretreatment print paste— during the steaming process, it swells the cellulosic fibers so that the dye can penetrate them rapidly. Another commonly incorporated constituent of the pretreatment pad liquor is sodium m-nitrobenzene sulfonate (Ludigol, BASF), a mild oxidizing agent, which is included to avoid the risk of reduction, and hence decolorization, of the dye during steaming.13–17
Sodium alginate thickener is an important chemical for digital inkjet printing due to its ready solubility and excellent stability, even after high-temperature fixation treatments. Chitosan, a novel biomaterial, is also widely used. Sodium alginate and chitosan are biodegradable, biocompatible, and non-toxic biopolymers. Chitosan can be applied for improving the color yield, colorfastness, wrinkle recovery, and anti-bacterial properties of textile materials. Moreover, chitosan can be used to prepare pretreatment print paste for digital inkjet printing on linen fabric. 8
Due to its ready solubility and excellent film-forming characteristics, carboxymethylcellulose has received considerable attention in the textile industry. It has been used successfully for many years as a thickener for textile print pastes. It is stable to acid and alkali within the pH range of these pastes and is used with a variety of dyes. 18
Plasma treatment is an effective pretreatment method for the surface modification of textiles by altering the material surface properties without changing the bulk properties. Plasma is generated when gas is exposed to an electromagnetic field. Plasma chemistry takes place under non-equilibrium conditions. These plasmas can be classified as low pressure or atmospheric. Both plasmas can be used for surface cleaning, surface activation, surface etching, crosslinking, chain scission, oxidation, grafting, and deposition of materials. Although generally similar effects are observed, use of atmospheric plasma has many advantages over vacuum plasma. Vacuum systems are time and energy consuming processes, and the resulting material properties are highly dependent on the size of the device. On the other hand, atmospheric pressure plasma (APP) requires no vacuum systems and offers continuous and open perimeter fabric flow. The species that participate in plasma reactions (excited atoms, free radicals and metastable particles, and electrons and ions) can interact either physically or chemically with the substrate. 19
In the last decade, many studies were carried out on pretreatments for inkjet printing with reactive inks.13,20–23However, most of these studies made use of sodium algi-nate thickeners, and very few studies were carried out with various types of thickeners, especially on cotton, wool, silk, and polyester fibers.13,21-22 In addition, digital printing of linen fabrics with various types of thickeners remains virtually unstudied.
In this study, digital inkjet printing of linen fabrics and their effects on the surface and color properties have been studied. For this aim, APP was used as a pretreatment process with air and argon gas. The effects of pretreatment print pastes (i.e., sodium alginate (ALG), chitosan (CHT), carboxymethylcellulose (CMC), sodium alginate-chitosan mixture (ALG+CHT) and carboxymethylcellulose-chitosan (CMC+CHT) mixtures) applied prior to plasma pretreatment on digital inkjet printing of linen fabrics were also studied.
Experimental
Materials
Scoured and bleached woven linen fabric (120 g/m2, Mert İpek Co.), sodium CMC (10% solution, Acıselsan), sodium ALG (high viscosity, 4% solution, Prochem), medium molecular weight CHT (MW = 200,000 Da, Sigma-Aldrich), acetic acid (Merck, 100%), sodium bicarbonate (Smyras), urea (Smyras), and Ludigol (BASF) were used in these experiments.
Pretreatment Process and Inkjet Printing
Plasma pretreatment was carried out by using an atmospheric plasma device. A laboratory-scale atmospheric dielectric barrier discharge (DBD), described by Koçum and Ayhan, was used in this study (Fig. 1). This atmospheric plasma equipment consists of four electrode couples where one of the electrodes was covered with quartz as a dielectric material.23 Thesamples were inserted between electrodes placed 0.2 cm apart from each other and the gas flow rate was 0.45 m/ min. In all treatments, surrounding air or argon were used as process gases at a power of 150 W. The fabric was exposed to plasma treatment for 20 s.
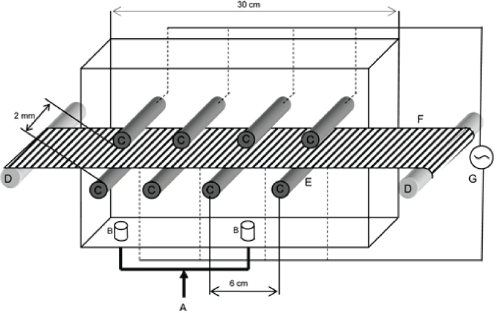
Laboratory scale atmospheric plasma device: A: processing gas, B: holes for gas entrance, C: electrodes, D: fabric wrapping mechanisms, E: quartz, F: fabric, and G: electrical current.
The print pretreatment paste included thickener, sodium bicarbonate, urea, Ludigol, and water. The appropriate amounts of the thickener, sodium bicarbonate, and urea were determined elsewhere. 24 Sodium CMC, sodium ALG, CHT, and their combinations were used as thickeners. The pretreatment paste ingredients are as given in Table I.
Pretreatment Paste
The bleached linen fabrics were each padded with the well-mixed pretreatment pad liquor at 80% pickup, using a padding machine with a padding speed of 3 rpm (Ataç GK 40). The fabrics were later dried at 100 °C for 2 min.
Pretreated fabrics were printed with magenta reactive ink (Aleph S.r.l.) with a vinyl sulfone reaction system and azo chromophores. Inkjet printing was performed at 360 × 360 dpi, using a Mimaki Tx3-1600 (Mimaki Engineering Co. Ltd.) inkjet printer with a piezoelectric drop on demand print head. A pattern was designed for this purpose. After the patterns dried, the printed fabrics were steamed for 10 min at 102 °C with a lab oratory-type steamer (Mathis) for the fixation. Then, the fabrics were washed off to remove unfixed dyes and residual materials on the surface, as unfixed dye can adversely affect tests such as wash fastness values. Washings were made at 25 °C for 5 min, 40 °C for 5 min, 70 °C for 5 min, and 95 °C for 10 min. The wash-off treatments were repeated until no more color was observed in the liquors.
Color yield of the printed fabrics were expressed as K/S values and were measured with a Hunter Lab ColorQuest II spectrophotometer. Four measurements were carried out from the front and reverse sides of the fabrics and the average values were calculated. The color differences in the printed fabrics obtained before and after washing were also reported as K/S values. K/S values were calculated using the Kubelka-Munk equation (Eq. 1).

R is the decimal fraction of the reflectance of printed linen fabric at the highest absorption of each printing ink color, S is the scattering coefficient, and K is the absorption coefficient.
The colorfastness to washing of the printed fabrics was evaluated by ISO 105-C06 A1S, 25 crockfastness by ISO 105-X12, 26 and lightfastness was evaluated by ISO 105-B02 27 standard test methods.
Following these tests, the surface morphology of the fabrics was investigated by scanning electron microscope (SEM, Phillips XL- 30S FEG). Each sample was sputter-coated with gold for 150 s prior to the observation. Observations were made at 2500x magnification.
Results and Discussion
Effect of Plasma Treatment and Paste Type on K/S
Figs. 2 and 3 show the K/S results for the treated and untreated fabrics printed with reactive dye ink. The increment changes depended on the paste type and type of plasma treatment. K/S values obtained, from highest to lowest, were CMC+CHT > CMC > ALG > ALG+CHT > CHT.
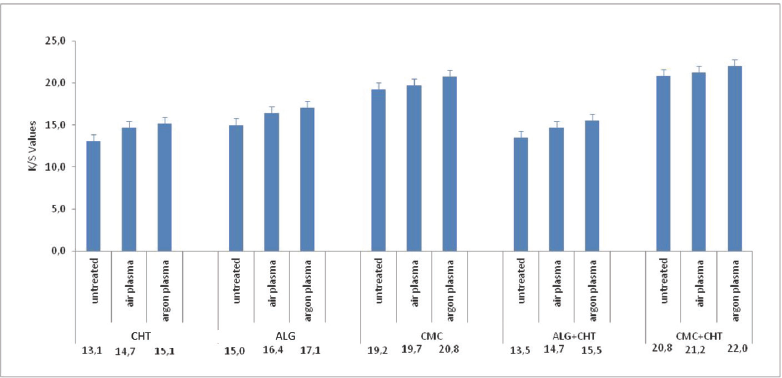
The front side K/S values of printed fabrics.
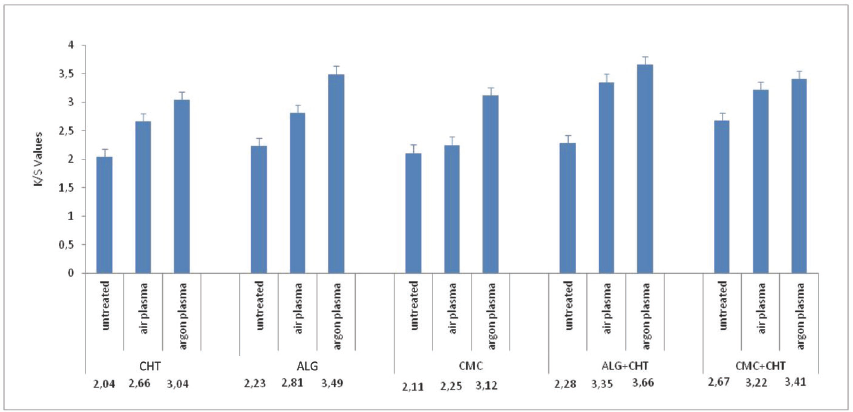
The back side K/S values of printed fabrics.
CMC has received considerable attention in the textile industry because of its ready solubility and excellent film-forming characteristics. The inkjet printed and plasma-treated fabrics gave higher K/S values than untreated fabrics.
The flow behavior index values of high viscosity ALG (4%) and sodium CMC (10%) were 0.89 and 0.69, respectively. As the flow index increases and approaches 1, the liquid shows more Newtonian behavior. 25 Since the flow index of alginate was higher than CMC, CMC print paste was more viscous and the back-side K/S values of the CMC-printed fabrics were lower than that of ALG-printed fabrics. Therefore, the K/S values of CMC-printed fabrics were the highest among other pretreated print paste fabrics tested. The flow index can be calculated from Eq. 2. 28

τ is the shear stress (D/cm2), k is the consistency index (cP), D is the shear rate (s_1), and n is the flow index.
Sodium ALG is usually used as a pretreatment print paste thickener in inkjet printing with reactive dyes due to its ready solubility and excellent stability even after high-temperature fixation treatments. Sodium ALG was coated on the linen fabric surface to facilitate inkjet printing. Therefore, the effectiveness of coating sodium ALG on the linen fabric will affect the final properties of the inkjet-printed fabric.
The K/S value using ALG thickener was slightly higher than those using CHT thickener. It is thought that this reduction in K/S values was caused by the interaction between CHT and sodium bicarbonate in the pretreatment print paste. This effect can reduce the amount of sodium bicarbonate in the pretreatment paste. Therefore, during the fixing process, the decreased amount of sodium bicarbonate may reduce the fixation of reactive dyes with the fiber, while the increased amount of water may impose a greater risk of reactive dye hydrolysis and hence reduce K/S values. 29
For the pretreatment print paste containing sodium ALG+CHT, about 90% of the final color yield was achieved when compared with the pretreatment print paste with sodium ALG alone. The lowered color yield may be due to the neutralization effect that occurred during the mixing of CHT and sodium bicarbonate in preparing the pretreatment print paste. When CHT was applied to cellulosic fabric, it is believed that amino group present in CHT could take up a proton from the slightly acidic bath and thus form NH3+ ions. These groups, being electropositive, could react with anionic OH− groups, thereby reducing the effect of sodium bicarbonate. This neutralization may reduce the effectiveness of the pretreatment print paste during the digital inkjet-printing process.
Low-temperature plasma (LTP) treatment is a proven, effective pretreatment method for improving the coating process. The increase in printed fabric color yield could be due to the plasma etching out the linen fiber surface imparting roughness. 30 The creation of a rougher surface makes the effective surface area larger per unit volume, thereby facilitating dye interaction and diffusion. In addition, with prolonged plasma treatment, glycosidic bonds may break, creating -COOH groups at these sites and making the fibers hydrophilic. The chemical changes in the linen fiber surface can lead to the formation of free radicals on the cellulose chains and the subsequent formation of carbonyl and carboxyl groups. For the reactive dye used, there are two aromatic -SO3 groups that can bond at the fabric surface -OH site by abstraction of H due to plasma interaction. On prolonged plasma exposure, additional sites are created on the fabric surface where dye molecules can interact, enhancing dyeing effectiveness. Although there is currently no direct proof of these suggested interactions at the moment, these are reasonable hypotheses. 31 Argon plasma was found to be more effective for surface activation due to its greater etching tendency. 20
Figs. 2 and 3 show the K/S values of the LTP-treated fabrics were higher than for the untreated fabrics on the front and back sides of the fabrics, respectively. Urea is used in pretreatment print paste to swell the linen fibers by increasing moisture regain during the steaming process, which accelerates dye diffusion from the paste.1,30 The vinylsulfone reactive dye used in this study was prone to deactivation in the presence of urea due to thermal decomposition. This would convert the vinylsulfone dye into an unreactive ami-noethylsulfone leading to a decrease in the color yield of the LTP-treated fabrics.
Effect of Plasma Treatment and Paste Type on Colorfastness Properties
Lightfastnes, crockfastness, and wash fastness are summarized in Table II. The colorfastness to washing values were 5 for untreated and plasma-treated fabrics.
Colorfastness Values of Inkjet-Printed Linen Fabrics
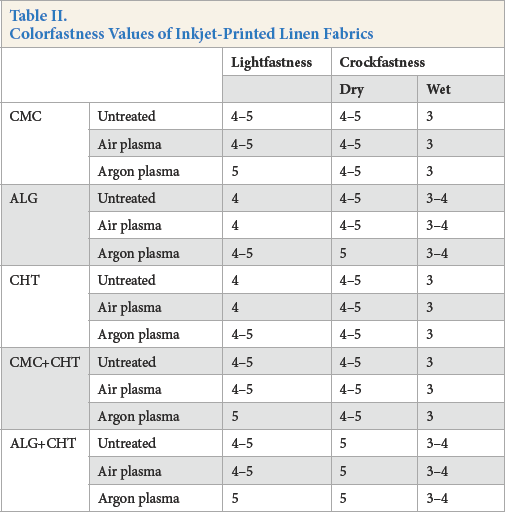
Colorfastness values were not negatively affected after LTP-treatment (Table II). All lightfastness values were improved up to 0.5 for all argon LPT-treated fabrics because of the darker shade used. The overall dry crockfastness results for all samples were good (grade 4–5). For wet crockfastness, the samples gave relatively lower grades when compared to the dry crockfastness results. Overall colorfastness to washing results for color change and staining were at a good level of 5.
The pretreatment print paste with sodium ALG alone gave lower fastness values than the pretreatment print paste containing the sodium ALG+CHT mixture. This improvement may be due to the introduction of primary amino groups onto the linen fiber structure, which may impart a cationic surface attractive to the oppositely-charged reactive dye anions. Although the hydrolyzed dyes may attach to CHT molecules without fixation and the CHT can be easily removed from the fabric with repeated laundering, the improved colorfastness results indicated that the reactive dyes in the ink were held firmly on the linen fabric when compared with the untreated fabric. These results are comparable with those obtained by other researchers. 8 CMC also gave acceptable fastness results.
SEM Analysis
Fig. 4 shows the SEM images of the printed fabrics. The pretreatment print paste appears to have adhered to the fiber surface like a film. At the same time, the fiber surfaces were much rougher than those of the fabrics that were not pretreated with plasma. The cracks that formed on the fiber surface after plasma pretreatment were filled up completely with the print paste. These cracks on the fiber surface would increase the surface area and allow more dye to approach the fiber surface after digital inkjet printing, thereby increasing the color yield.
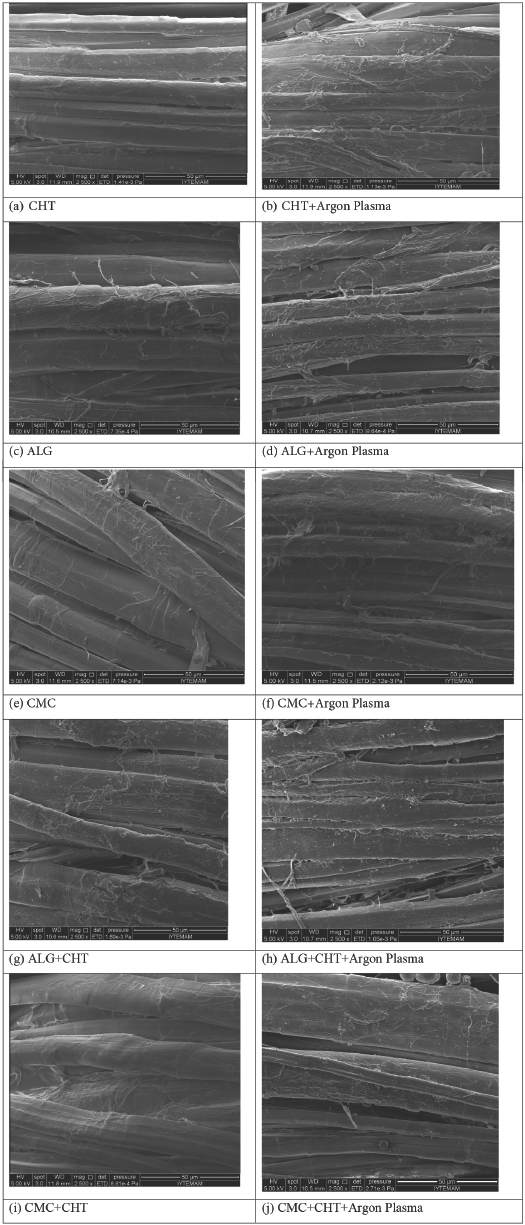
SEM images of fabrics.
Conclusions
The surface of linen fabrics was modified by plasma pre-treatment after coating with the pretreatment print paste, followed by inkjet printing. This led to a better deposition of the print pastes containing sodium ALG, CMC, chitosan, sodium ALG+CHT, or CMC+CHT on the fabric surface. SEM images showed that rough fiber surfaces were obtained after plasma treatment. The resulting cracks filled up with print paste, helping to increase fabric dye uptake. Additionally, plasma pretreatment could generate hydrophilic groups on the polymer surface, thereby enhancing the deposition of print paste to improve color yield after digital printing.
The CMC+CHT pretreatement print paste gave the best color yield after digital printing with or without plasma pretreatment. Colorfastness values after digital printing were not affected by the type of print paste. However, plasma treatment slightly improved lightfastness values. CMC offers an economical advantage in comparison to other print paste thickeners.
Atmospheric plasma together with inkjet printing could make the printing process more efficient for linen printing. The type pretreatment print paste used is of great importance in the digital inkjet printing of linen fabrics.
Footnotes
Acknowledgements
This research was supported by Ege University as a 09-TKAUM-004 coded BAP project.