
Abstract
Nursing pads are generally used by nursing mothers to prevent staining of clothing and decrease skin irritation caused by leaking of milk. The aim of this study is the production of a new and alternative absorbent layer for disposable nursing pads. Mixtures of bamboo viscose, soybean, seaweed-embedded cellulose, and silver fibers with cotton fibers were used as raw materials for the production of absorbent layers. Water absorbency, air permeability, and handle properties of the fibers and blends, and antibacterial activity of the raw materials and silver-added absorbent layer were determined.
Introduction
Breast-feeding mothers often have more milk than a baby needs—the excessive milk can leak. Leaked milk may cause clothing contamination. To prevent this, mothers use nursing pads inside the bra. The use of hygienic products is increasing both in developing and developed countries. Therefore, this area of the market is increasingly expanding and competitive.
Textile materials and products are used in the health care field in a variety of forms, including medical textiles, wound dressings, implantable materials, and hygiene products. 1
Nursing pads for absorbing breast milk leakage are available on the market and fall into two general categories: disposable and reusable pads. 2 Research in this paper is concerned with disposable nursing pads.
Nursing pads have three layers consisting of 1) a non-permeable layer for preventing transfer of breast milk from the liner to clothing, 2) an absorbent layer, which comprises an absorbent material for holding the milk within the liner, and 3) a wicking layer to draw the liquid away from the breast and into the absorbing layer. 3
Good handle, a dry feeling, improved wearability, lower leakage, and better absorbency are the main properties expected from nursing pads. Another important property is the antimicrobial performance of the pads to prevent microorganism growth. Generally, wood pulp is used as an absorbent inner layer in most nursing pad brands. Many of these do not have antibacterial properties.
Several literature studies are available relating to disposable diapers and incontinence pads,4–6 but little relating to nursing pads. ?brahim studied nursing pads properties produced by the outer layers made from different fibers (i.e., cotton, viscose, polyester, viscose/polyester blend, and polypropylene) and wadding layers made of cotton and viscose. 2 Antimicrobial finishes were applied to all samples and roughness, thickness, absorption, and antimicrobial properties were evaluated. Antimicrobial treatment caused an increase in weight and thickness and hence an increase in samples’ roughness. The polypropylene samples were the roughest, followed by polyester, cotton, viscose, and the polyester/viscose blend. Viscose samples also had the highest rates of air permeability and absorption. 2
Altaş et al. investigated seven commonly-used absorbent pad samples produced by different brands. Handle characteristics of the nursing pads were evaluated subjectively; bending rigidity and absorption features were also tested. Pad thickness had an important effect on the bending rigidity, handle, and absorptivity properties of the pads. Pads containing a super-absorbent polymer had the greatest liquid absorptivity, the least wet back, and rapid absorptivity, but poor handle properties. 3
Sadιkoglu et al. designed disposable underarm pads and tested their physical and absorption properties. According to test results, lightweight spunlace cotton and viscose nonwoven fabrics were suggested to be used as the absorbent middle layer of underarm pads due to their softness. 7
This study focuses on producing absorbent layers with new generation fibers for nursing pads. There are many studies of yarn and fabric properties produced from these fibers.8–11But use of new generation fibers as an absorbent nonwoven layer in nursing pads has not been sufficiently investigated. 12
Bamboo viscose, soybean, seaweed-embedded cellulose, and silver fibers were used to produce absorbent layers. Absorbency, antibacterial activity, sensorial, and thermo-physiological comfort properties of the nursing pad layers produced with these fibers were analyzed.
Experimental
Materials
In this study, 50% bamboo viscose/50% cotton (Layer A), 50% soybean (Haytek)/50% cotton (Layer B), 50% seaweed-embedded cellulose (smartfberAG)/50% cotton (Layer C), and 10% silver (X-Static)/90% cotton fiber (Layer D) blends were used as the raw material in the absorbent layer of the nursing pads. No chemical treatment was applied before production of absorbent layers. To compare bamboo viscose, soybean, seaweed-embedded cellulose, and silver fiber properties, all fibers were blended with cotton fibers. Due to high cost and spark hazards, the ratio of silver fibers to cotton was limited to 10%. Bamboo viscose, soybean, seaweed-embedded cellulose, and silver fiber cross section photos were captured using a Leica Microscope (Fig. 1). Measured fiber properties are given in Table I.
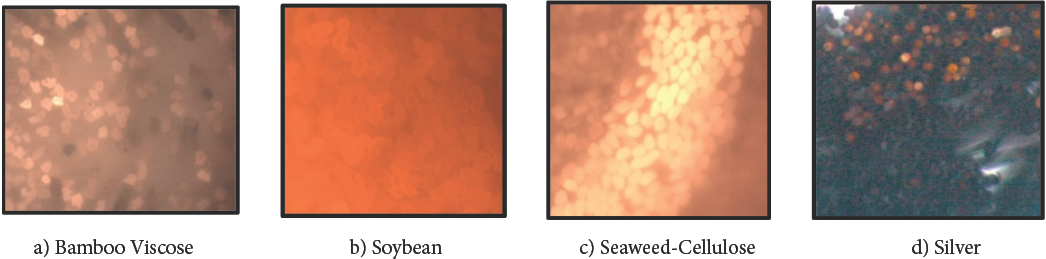
Fibers used in study. a) bamboo viscose, b) soybean, c) seaweed-embedded cellulose, and d) silver-containing.
Basic Physical Properties of Fibers
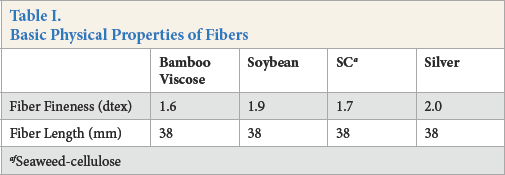
f Seaweed-cellulose
Layer Production
The main aim of the study was to determine the effect of the inner layer material of the nursing pad; for this reason, all tests were done on the inner layer only without backing and wicking layers. To prepare the material for the nonwoven machine, all fibers were opened twice with a Shirley Trash Analyzer. A needle-punched nonwoven machine was used for absorbent layer production. Nonwovens were created by mechanically orienting and interlocking the fibers with barbed felting needles repeatedly passed into and out of the web. 13
Testing
Air permeability, moisture management, and subjective handle properties of the samples were tested under standard atmospheric conditions (65% ± 5% relative humidity (RH), 20 °C ± 2 °C). Air permeability is a fundamental textile property that influences nursing pad comfort. It is dependent upon various properties such as fiber type, pad thickness, and porosity, among others. Air permeability (dm3/m2/s) was measured with an Air Permeability Tester III FX 3300 according to TS 391 EN ISO 9237; the test pressure was 200 Pa on an area of 20 cm2.
Moisture Management
Moisture management properties of the absorbent layers were measured using an SDL Atlas Moisture Management Tester (MMT). The instrument is designed to sense, measure, and record liquid moisture transport behavior in multiple directions according to AATCC Test Method (TM) 195. When moisture is transported, the contact electrical resistance of the sample changes and the change in resistance value depends on two factors: the components of the liquid and the water content in the fabric. The same type of liquid components were used in each MMT test so that the measured electrical resistance was related to the water content in the sample. 14 The test liquid was dropped from the top of the instrument to the top surface of the fabric, which was designed as an inner surface that will touch the human skin. 15 A special solution was prepared from 1 L of distilled water and ∼9 g of sodium chloride and dropped onto the layer's top surface. During the test, the same quantity of solution was applied onto each specimen automatically by the instrument. Wetting time, absorption rate, maximum wetted radius, and spreading speed for both top and bottom surfaces of absorbent layers were measured. Generally, a 20 s pumping time is used for fabrics, but because of the thicker structure of the pads, 50 s was used.16,17
Absorption Capacity
The absorption capacity test measures how much fluid an absorbing layer can hold inside. In this test, layers were soaked in a bath of commercial cows’ milk at room temperature (RT) for 1 min and afterward were hung to drain the excess liquid under gravity for 1 min. 4 Finally, the wetted layer was weighed and the difference weight between wet and dry layers was divided by the dry layer weight to calculate the absorption capacity (Eq. 1).

Wet Back Test
In the wet back test, layers were soaked in a bath containing the same type of milk at RT for 1 min, and then filter paper (70 × 70 mm) was applied with a weight on top for 1 min. The weight was rectangular (115 × 60 mm) and weighed 0.525 g, giving a pressure of 0.745 kPa. After a further 1 min period, the filter paper was removed and weighed to determine the weight of fluid that escaped from the layer sample under pressure. 4
Handle Testing
Sensorial comfort, an important comfort parameter, deals with the mechanical sensations caused by textiles in direct contact with the skin. To evaluate sensorial comfort properties of the nursing pad layers, subjective handle evaluation tests were performed. Specimens (20 × 20 cm) were prepared from each sample and 10 panelists with textiles experience were judges. The average data of the ten panelists were used. The panelists were allowed to see the absorbing layer without knowing the material type used in production.
There are different methods to evaluate fabric handle. The multiple finger pinches and the touch-stroke are the most relevant. 18 The touch-stroke method, which best simulates the nursing pads touching the skin, was used for handle technique. In this method, four fingers are put on the surface of the fabric and slid forward and backward. The panelists were asked to evaluate the softness/stiffness attributes of the specimens. A grading scale from 1 to 5, where 1 was stiff and 5 was soft, was used in the subjective evaluation.
Antibacterial Activity
Various test methods are available to determine the antibacterial activity of textiles.
19
These methods generally fall into two categories: agar diffusion and suspension tests. Both AATCC TM 147 (agar diffusion test) and AATCC TM 100 (suspension test) were used to determine the antibacterial activity of the absorbent layer specimens.
Agar diffusion tests are relatively quick and easily run qualitative methods to determine antibacterial activity of textile materials. In addition to the qualitative method, quantitative tests were also used to determine more accurately the percent microbial growth inhibition. Suspension test methods provide quantitative values. The antibacterial activities of layer samples were quantitatively evaluated against the concentration of 6.0 × 105 cells/mL for

In the test results analysis, the ANOVA multiple comparisons method (Lsd) was used with SPPS18 statistical program at a 0.05 significance level.
Results and Discussion
Basic Physical Properties
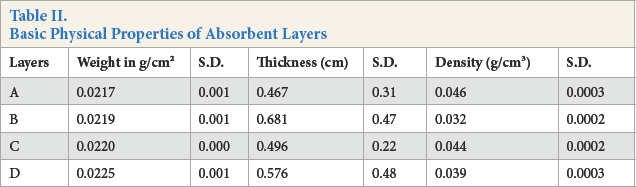
The basic physical properties and the statistical analysis results of absorbent layers are given in Tables II and III respectively.
Basic Physical Properties of Absorbent Layers
Statistical Analysis Results for Basic Physical Properties
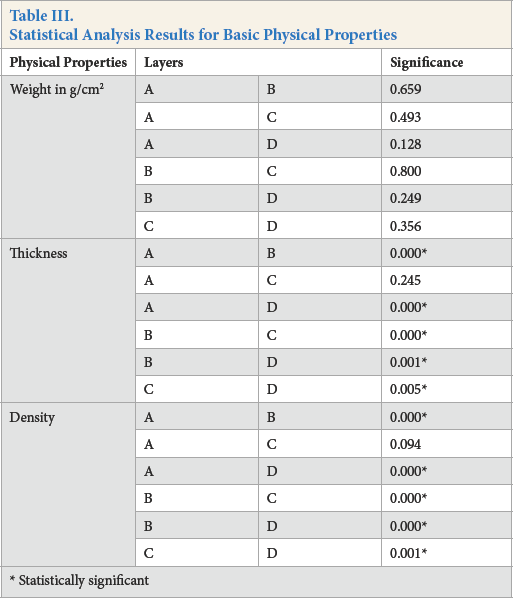
Statistically significant
The absorbent layers produced with various raw materials had similar weight values; however, due to changes in fiber types, the thickness and the calculated densities were different. Layers B and D were thicker than Layers A and C. As the fiber became coarser, the resistance against mechanical processes and the thickness of the layers naturally increased. Due to the lower ratio of silver fiber in the layer, Layer D had the second greatest thickness. Layer B had the thickest structure, and Layers A and C had the thinnest structure.
Due to thickness differences, Layer B had the lowest density and Layers A and C had the highest, as expected. The air permeability, total absorbency, wet back, and handle properties, and statistical analysis results are given in Tables IV and V respectively.
Absorbency, Air Permeability, and Handle Properties of Absorbent Layers
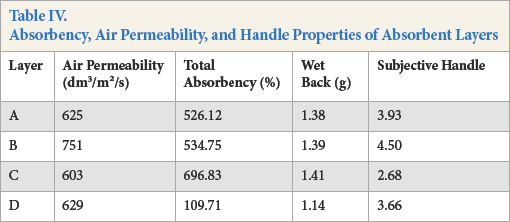
Statistical Analysis Results for Absorbency, Permeability, and Handle Properties
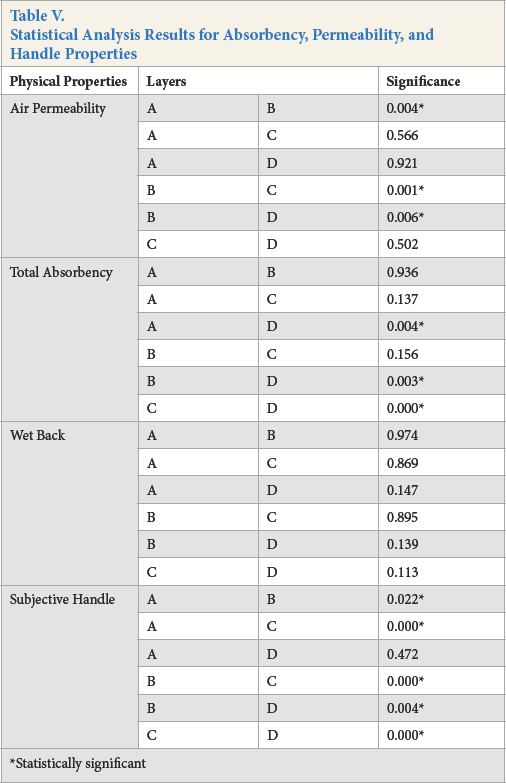
Statistically significant
Air Permeability
The greatest air permeability values were observed for Layer B; the other layers had similar permeability values. Density had a significant effect on air permeability. Layer B had the most bulky structure and the greatest permeability compared to others, which can be explained by its low density values.
Total Absorbency and Wet Back
Layer C retained the most liquid inside based on total absor-bency test results. Additionally, there were no statistical differences between the total absorbency values of Layers A–C. On the other hand, Layer D had the lowest total absorbency due to presence of silver and hydrophobic cotton in the blend.
The wet back property was found not to change based on the material type used in absorbent layer production. Although Layer D had the lowest absorbency, it had similar wet back values to the other layers tested. However, Layer C had the highest absorbency; the wet back values of this layer were also very similar to values for Layers A and B. This result shows that Layer C retained more liquid than Layers A and B.
Handle Properties
The differences between the handle values of layers produced with various materials were found statistically significant, except for Layers A and D. The highest handle value (greatest softness) was observed for Layer B, whereas Layer C had the stiffest handle. Layer A also had softer surfaces than Layer C. Although silver fibers had a stiffer structure, the handle results show that Layer D was softer than Layer C. The low blending ratio of the silver fibers (10%) may be a reason for the softer handle.
Moisture Management Results
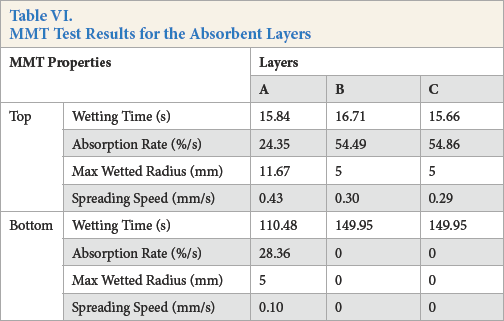
MMT results of the layers and statistical analysis results are given in Tables VI and VII, respectively. However, it was not possible to test Layer D with the MMT due to the presence of silver.
MMT Test Results for the Absorbent Layers
Statistical Analysis of MMT Results
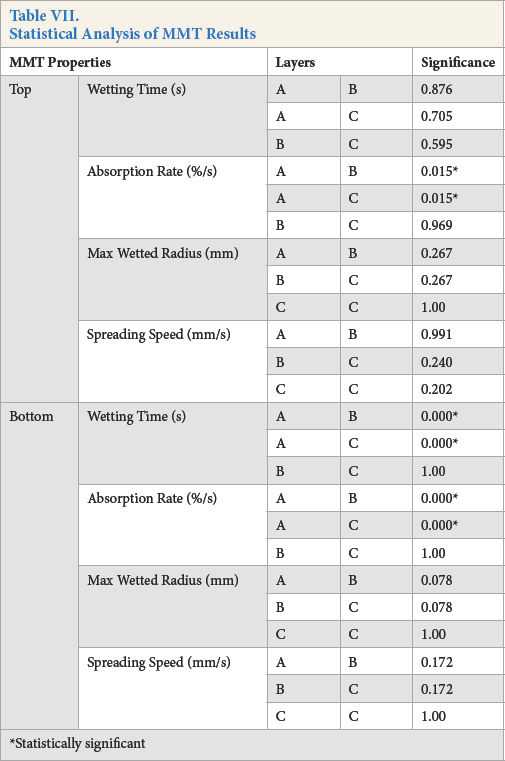
Statistically significant
According to the statistical analysis, there were no differences between the top wetting times of the absorbent layers. On the other hand, the bottom wetting times were changed according to the material type used. As can be seen from Figs. 1–3, Layers B and C absorbed all the liquid and retained it inside so that none of the liquid passed through the bottom of the layer. Only for Layer A did the liquid pass through to the bottom and was a bottom absorption rate calculated. This result can be explained from the cross section photo of the bamboo viscose fiber, which is filled with micro-gaps (Fig. 1).
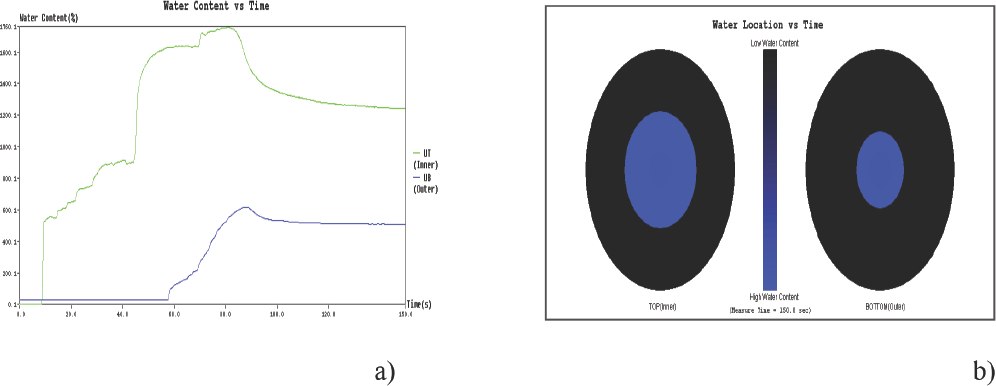
a) Water content versus time and b) wetted areas on Layer A.
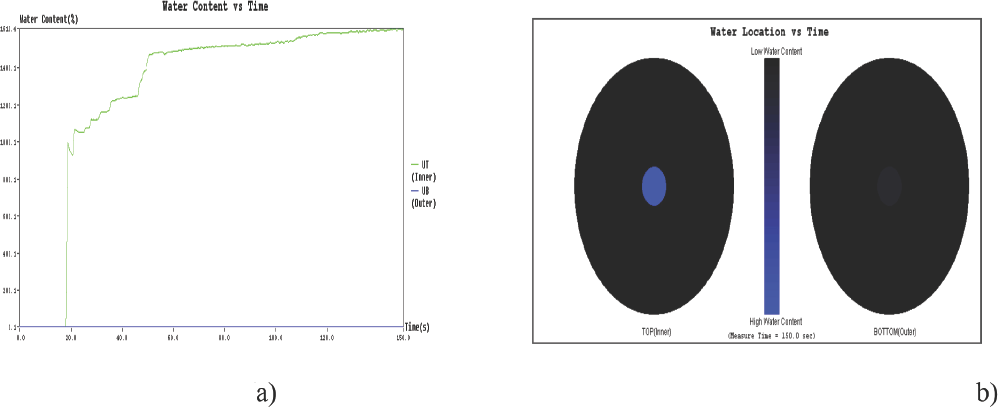
a) Water content versus time and b) wetted areas on Layer B.

a) Water content versus time and b) wetted areas on Layer C.
The highest absorption rate to the top surface was observed with Layer B and C pads, and the lowest absorption rate was observed with Layer A pads. Due to the higher liquid retention properties of seaweed-embedded cellulose (Layer C) and soybean absorbent (Layer B) layers than for the bamboo viscose (Layer A) layer, none of the liquid passed to the bottom surface. For this reason, the bottom absorbent ratio was zero for these layers. However, due to micro-gaps in the bamboo viscose fiber structure, 8 the liquid passed from the top to the bottom of bamboo viscose absorbent layer.
Greatest top maximum wetted radius and top spreading speed values were obtained for Layer A, whereas the values for Layers B and C were similar and less than Layer A. The bamboo viscose fibers helped transmit the liquid to a wider area and faster than the other fibers. Horizontally, however, the difference was not statistically significant.
Due to retention of liquid inside the layer, the bottom maximum wetted radius and spreading speed values were zero for Layers B and C. For Layer A, the liquid transferred to the bottom side, thus wetted radius and spreading speed values were obtained. For the bottom surface, the difference between maximum wetted radius and spreading speed values were also not significant according to material type used for the absorbent layers.
Antibacterial Activity Results
The zone of inhibition (ZOI) around the edges of Layers A–D were obtained from the agar diffusion test. Next, the quantitative test method was applied and the percent bacterial reduction values were calculated (Table VIII).
Percent Bacterial Reduction
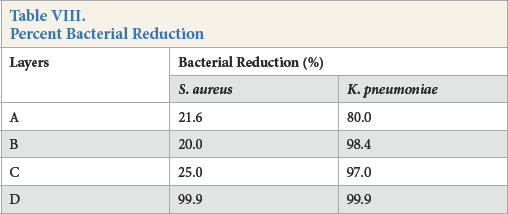
Quantitative tests for both microorganisms showed that antibacterial activity of Layer D was the best compared to the other samples. For both bacteria, 99.9% reductions were obtained (i.e., more than 99.9% of the bacterial cells were killed during the assay). Layers A–C pad samples also generated high levels of
Conclusions
Nursing pad absorbent layers were produced on a needle-punched nonwoven machine using the mixture of bamboo viscose, soybean, seaweed-embedded cellulose, or silver staple fibers with cotton fibers.
Antibacterial activity was observed with all raw materials against
All absorbent layers were produced using the same production parameters. However, layer thicknesses varied according to the raw material type used. The layer produced with soybean fibers (Layer B), which had the greatest fiber thickness, had a bulky structure as compare to the others layers. This structure gave the highest air permeability of the layer. Similar results were observed for fabrics produced with soybean yarns in previous studies.10-11
When absorbency properties of the layers were examined, it was found that the seaweed-embedded cellulose/cotton absorbent layer (Layer C) absorbed the most liquid of the layers tested based on both absorbency and MMT test method results. Liquid transferred to the back side only for the bamboo viscose layer (Layer A) due to various micro-gaps and micro-holes of fiber structure. 8 As a result, Layer A could provide better dryness than the others tested during use. An additional advantage is that bamboo viscose is the lowest cost material among the others tested.
The top and bottom maximum wetted radius and spreading speed values did not change based on the raw material type used in the production of the absorbent layer. Based on handle properties, Layer B had the softest surface structure among all other test samples.
From this study, based on good absorbency, high liquid retention ratio, antibacterial activity (against